KR20190051828A - 분쇄기 및 분쇄기의 운용 방법 - Google Patents
분쇄기 및 분쇄기의 운용 방법 Download PDFInfo
- Publication number
- KR20190051828A KR20190051828A KR1020180133034A KR20180133034A KR20190051828A KR 20190051828 A KR20190051828 A KR 20190051828A KR 1020180133034 A KR1020180133034 A KR 1020180133034A KR 20180133034 A KR20180133034 A KR 20180133034A KR 20190051828 A KR20190051828 A KR 20190051828A
- Authority
- KR
- South Korea
- Prior art keywords
- nozzle
- housing
- crushing
- grinding
- grinder
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C15/00—Disintegrating by milling members in the form of rollers or balls co-operating with rings or discs
- B02C15/007—Mills with rollers pressed against a rotary horizontal disc
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/04—Safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C15/00—Disintegrating by milling members in the form of rollers or balls co-operating with rings or discs
- B02C2015/008—Roller drive arrangements
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Crushing And Grinding (AREA)
Abstract
본 개시의 과제는, 분쇄기를 정지시킬 즈음에, 새로운 연료가 공급되지 않는 운전 정지 모드에 있어서, 분쇄 테이블 상에 잔존한 연료를 보다 확실하게 분쇄 테이블보다 외측으로 날려버리는 것을 목적으로 한다. 해결 수단으로서, 밀은, 중공 형상의 하우징(2)과, 하우징(2)의 내부에 있어서 회전 가능하게 지지되는 분쇄 테이블(4)과, 분쇄 테이블(4) 상에 설치되고, 분쇄 테이블(4)과의 사이의 분쇄 위치에서 탄소 함유의 고체 연료를 분쇄하는 분쇄 롤러(5)와, 하우징(2)에 마련되고, 분쇄 테이블(4)의 연직 상측에서 분쇄 롤러(5)의 분쇄 위치보다 내주측에 있어서 분쇄 테이블(4)의 회전 중심 상에 상정되는 가상원의 접선 방향을 따라, 분쇄 테이블(4)에 대해 가스를 분출하는 노즐(11)을 구비한다.
Description
본 개시는 분쇄기 및 분쇄기의 운용 방법에 관한 것이다.
화력 발전 설비 등에서 사용되는 석탄이나 바이오매스 등의 탄소 함유의 고체 연료는 밀(mill)로 불리는 분쇄기로 미분말상으로 분쇄되어 보일러 등의 연소 장치에 공급된다. 분쇄기에 있어서, 석탄 공급관으로부터 분쇄 테이블에 투입된 석탄이나 바이오매스 등의 탄소 함유의 고체 연료는, 분쇄 테이블과 분쇄 롤러 사이에 씹혀 파쇄되는 것에 의해 분쇄되어 미분말상이 되고, 분쇄 테이블의 외주로부터 공급되는 반송 가스로 반송되어 분급기에서 선별되고, 입경 사이즈가 작은 것을 분급하여 연소 장치로 반송된다.
분쇄기를 정지했을 경우, 분쇄 테이블 상에는 탄소 함유의 고체 연료가 잔존한다. 그 때문에, 예를 들어 하기의 특허문헌 1 및 2에 개시된 바와 같이, 분쇄 테이블에 잔존한 탄소 함유의 고체 연료를 분출한 공기에 의해 퍼지하는 기술이 개시되어 있다.
최근, 바이오매스 연료는 화석 연료를 사용하는 보일러 등의 이산화탄소 배출량의 삭감 대책 중 하나로서 주목받고 있다. 바이오매스 연료는 펠릿 형상으로 분쇄기에 공급되어 분쇄되지만, 석탄보다 발화성이 높다. 그 때문에, 소량의 잔존 연료라도, 분쇄기 내부에서 자연 온도 상승에 의한 발화가 생길 우려가 높다. 따라서, 분쇄기를 정지시킬 즈음에, 새로운 연료가 공급되지 않는 운전 정지 모드에 있어서는, 분쇄 테이블 상에 잔존한 연료를 보다 확실하게 계외(系外)로 배출하기 위해, 잔존한 연료를 분쇄 테이블보다 외측으로 날려버릴 필요가 있다. 또한, 분쇄기에 의해 분쇄되는 고체 연료가 바이오매스 연료가 아니라, 석탄인 경우에도, 운전 정지 모드에 있어서, 분쇄 테이블 상에 잔존한 연료를 계외로 확실하게 배출하는 것이 바람직하다. 한편, 상기 특허문헌 1 및 2 등에 개시된 기술은, 분쇄 테이블에 잔존한 고체 연료를 효율적으로 퍼지하는 방법으로서, 충분한 수법에는 이르지 않았다.
본 개시에 따른 분쇄기 및 분쇄기의 운용 방법은, 분쇄기를 정지시킬 즈음에, 새로운 연료가 공급되지 않는 운전 정지 모드에 있어서, 분쇄 테이블 상에 잔존한 연료를 보다 확실하게 분쇄 테이블보다 외측으로 날려버리는 것을 목적으로 한다.
본 개시의 몇개의 실시형태에 따른 분쇄기는, 중공 형상의 하우징과, 상기 하우징의 내부에 있어서 회전 가능하게 지지되는 분쇄 테이블과, 상기 분쇄 테이블 상에 설치되고, 상기 분쇄 테이블과의 사이의 분쇄 위치에서 탄소 함유의 고체 연료를 분쇄하는 분쇄 롤러와, 상기 하우징에 마련되고, 상기 분쇄 테이블의 연직 상측에서 상기 분쇄 롤러의 상기 분쇄 위치보다 내주측에 있어서 상기 분쇄 테이블의 회전 중심을 중심으로 하여 상정되는 가상원의 접선 방향을 따라, 상기 분쇄 테이블에 대해 가스를 분출하는 노즐을 구비한다.
이러한 구성에 의하면, 분쇄 테이블이 하우징의 내부에 있어서 하우징에 대해 회전 가능하게 지지되는 분쇄 테이블과, 분쇄 테이블 상에 설치된 분쇄 롤러가 분쇄 테이블과 롤러 사이에서 탄소 함유의 고체 연료(이하 「고체 연료」라고 함)를 분쇄한다. 또한, 노즐이, 분쇄 테이블의 연직 상측에서 분쇄 롤러보다 내주측에 있어서 분쇄 테이블의 회전 중심을 중심으로 하여 상정되는 가상원의 접선 방향을 따라, 분쇄 테이블에 대해 공기 등의 가스를 분출하므로, 분출된 가스가 분쇄 롤러에 부딪치는 일 없이, 분쇄 테이블 상에 선회류를 분출하여 잔존한 연료를 보다 확실하게 분쇄 테이블보다 외측으로 날려버릴 수 있다. 가스의 분출 방향이 분쇄 테이블의 중심은 아니기 때문에, 분출된 가스가 가상원의 접선 방향으로 선회하는 선회류가 되므로, 또한 분쇄 테이블이 회전하고 있는 경우, 분쇄 테이블에 의한 원심력도 더욱더 작용하여, 잔존한 연료가 분출된 가스와 함께 분쇄 테이블의 외측으로 반출되기 쉽다.
상기 실시형태에 있어서, 상기 노즐의 내측은 관 형상이며, 취출구의 직경은 상기 노즐의 취출구보다 상류측의 경로의 직경보다 작으면 바람직하다.
이러한 구성에 의하면, 노즐로부터 분출되는 가스의 유속을 높일 수 있어, 분쇄 테이블 상에 잔존한 연료를 분쇄 테이블의 외측으로 날려버리기 쉬워진다. 특히, 바이오매스 연료의 경우, 분쇄 후의 입자 직경이 석탄보다 크고 중량도 있기 때문에, 분출 가스에 의해 날려버리기 어려운 경우가 있지만, 분출하는 가스의 유속을 높임으로써, 보다 확실하게 분쇄 테이블의 외측으로 날려버리게 된다.
상기 실시형태에 있어서, 상기 노즐의 유로의 직경은 상기 취출구의 직경보다 2배 내지 4배이면 바람직하다.
이러한 구성에 의하면, 노즐의 선단에 형성된 취출구의 직경을 좁히는 것에 의해, 노즐로부터 분출되는 공기의 유속을 높일 수 있어, 분쇄 테이블 상에 잔존한 고체 연료를 분쇄 테이블의 외측으로 날려버려서, 보다 취출하기 쉬워진다.
상기 실시형태에 있어서, 상기 노즐의 연직 상측면은 수평 방향에 대해 하방으로 경사진 경사면이 형성되어도 좋다.
이러한 구성에 의하면, 노즐의 연직 상측면이 수평 방향에 대해 경사져 있으므로, 노즐의 상면에 있어서 미분 연료나 미분쇄물이 퇴적하기 어려워져서, 잔존한 미분 연료나 미분쇄물에 의한 발화의 가능성을 저감할 수 있다.
상기 실시형태에 있어서, 상기 노즐의 연직 하측면은 수평 방향에 대해 평행한 수평면을 갖고, 및/또는 상기 노즐의 적어도 한쪽의 측면은 수평 방향에 대해 수직인 연직면을 가져도 좋다.
이러한 구성에 의하면, 노즐의 연직 하측면이 수평면에 대해 평행하고, 및/또는 노즐의 적어도 한쪽의 측면이 수평면에 대해 연직이기 때문에, 노즐의 하우징에 대한 장착이 용이하게 되어, 노즐이 안정되게 고정된다.
상기 실시형태에 있어서, 상기 노즐은 상기 분쇄 테이블보다 연직 상방에 설치되고, 상기 노즐의 선단부는 상기 분쇄 테이블의 연직 상방에 위치하고 있으며, 상기 노즐의 하면 및/또는 적어도 한쪽의 측면에는, 내마모성 재료가 설치되어도 좋다.
이러한 구성에 의하면, 노즐은 상기 분쇄 테이블보다 연직 상방에 설치되고, 상기 노즐의 선단부는 상기 분쇄 테이블의 연직 상방에 위치하고 있으므로, 분쇄기의 운전 시에, 분쇄 테이블의 연직 하방측으로부터 연직 상방측을 향하여, 분쇄 테이블보다 외주를 불어올리는 반송 가스와 이것에 수반되는 분쇄된 고체 연료가 노즐의 하면이나 측면에 충돌한다. 이것에 대해, 노즐의 하면 및/또는 적어도 한쪽의 측면에는, 내마모성 재료가 설치되어 있기 때문에, 노즐 표면의 마모를 저감할 수 있다.
상기 실시형태에 있어서, 상기 노즐의 상기 하면 및 적어도 하나의 상기 측면에는, 판 형상의 상기 내마모성 재료가 설치되고, 상기 하면에 설치되는 상기 내마모성 재료는 상기 적어도 하나의 상기 측면에 설치되는 상기 내마모성 재료의 하면측의 적어도 일부를 덮도록 설치되어도 좋다.
이러한 구성에 의하면, 노즐의 하면에 설치되는 내마모성 재료는 노즐의 측면에 설치되는 내마모성 재료의 하면측의 적어도 일부를 중첩하여 덮는다. 하면에 설치되는 내마모성 재료와 측면에 설치되는 내마모성 재료에 의해 형성되는 이음매는 노즐의 측면에 위치하고, 노즐의 하면에는 위치하지 않는다. 그 때문에, 분쇄 테이블보다 외주를 불어올리는 분쇄된 고체 연료가 이음매에 충돌하기 어려워지고, 이러한 충돌에 의해, 이음매가 벌어지기 어려워서, 내마모성이 향상한다.
상기 실시형태에 있어서, 상기 노즐과 상기 하우징의 내면 사이에 형성되는 간극에는 충전재가 설치되어도 좋다.
이러한 구성에 의하면, 노즐과 하우징의 내면 사이에 형성되는 간극에 충전재가 설치되어 있기 때문에, 미분 연료나 미분쇄물이 모이기 어려워져서, 잔존한 미분 연료나 미분쇄물에 의한 발화의 가능성을 저감할 수 있다.
상기 실시형태에 있어서, 상기 노즐의 취출구와 반대측의 일단부측에 있어서, 상기 노즐의 축방향에 대해 대략 직교하는 방향으로 마련되고, 수나사부가 형성되는 동시에 내부를 상기 가스가 통과하는 관과, 상기 하우징에는, 상기 관이 관통하는 관통 구멍이 형성되고, 상기 관통 구멍을 관통하는 상기 수나사부를 상기 하우징에 체결하여 고정하는 암나사부가 형성된 고정부와, 상기 노즐과 상기 하우징 사이에서, 상기 관을 둘러싸서 설치되는 스토퍼를 더 구비해도 좋다.
이러한 구성에 의하면, 노즐과 상기 하우징 사이에서, 관을 둘러싸서 스토퍼가 설치되어 있으며, 하우징의 내면 형상이나 분쇄기 내의 구성 부재가 존재하는 경우에 의해, 수나사부가 암나사부에 의해 체결되었을 때, 스토퍼가 설치되지 않은 경우에 비해, 체결이 불균일하게 되기 어렵다. 그 때문에, 노즐이 분쇄기 구성 부재에 대해 안정적으로 고정되어, 분쇄기에서 발생하는 진동에 대해 나사 체결이 느슨해지는 것을 억제할 수 있다.
상기 실시형태에 있어서, 상기 관통 구멍의 근방에 상기 노즐을 따라 마련되고 상기 하우징에 지지된 분쇄기 구성 부재를 구비하며, 상기 노즐과 상기 하우징 사이에 끼워져서 상기 분쇄기 구성 부재가 배치되고, 상기 노즐의 일단부측과 상기 취출구측 사이의 중간부에 있어서, 상기 노즐이 상기 분쇄기 구성 부재에 의해 지지되어도 좋다.
이러한 구성에 의하면, 노즐의 일단부측과 취출구측 사이의 중간부에 있어서, 노즐이 분쇄기 구성 부재에 의해 지지되기 때문에, 노즐이 하우징에 의해 안정되게 고정되어, 분쇄기에서 발생하는 진동에 대해 나사 체결이 느슨해지는 것을 한층 더 억제할 수 있다.
본 개시의 다른 실시형태에 따른 분쇄기의 운용 방법은, 중공 형상의 하우징과, 상기 하우징의 내부에 있어서 회전 가능하게 지지되는 분쇄 테이블과, 상기 분쇄 테이블 상에 설치되고, 상기 분쇄 테이블과의 사이의 분쇄 위치에서 탄소 함유 고체 연료를 분쇄하는 분쇄 롤러와, 상기 하우징에 마련된 노즐을 구비하는 분쇄기의 운용 방법으로서, 상기 노즐이, 상기 분쇄 테이블의 연직 상측에서 상기 분쇄 롤러의 상기 분쇄 위치보다 내주측에 있어서 상기 분쇄 테이블의 회전 중심을 중심으로 하여 상정되는 가상원의 접선 방향을 따라, 상기 분쇄 테이블에 대해 가스를 분출한다.
상기 실시형태에 있어서, 상기 하우징의 내부에 대한 상기 탄소 함유 고체 연료의 공급이 정지된 후, 상기 노즐로부터의 상기 분쇄 테이블에 대한 가스의 분출을 개시해도 좋다.
이러한 구성에 의하면, 분쇄기를 정지시킬 즈음에, 새로운 탄소 함유 고체 연료가 공급되지 않는 운전 정지 모드에 있어서, 분쇄 테이블 상에 잔존한 연료가 분쇄 테이블보다 외측으로 날려버림으로써, 최종적으로는 계외로 배출된다. 또한, 하우징의 내부에 공급되고, 분쇄한 탄소 함유 고체 연료를 하우징의 외부로 반송하는 반송용 가스(1차 공기)가 아니라, 노즐 전용의 공기 등의 가스를 노즐에 공급하는 것에 의해, 보다 높은 압력의 가스를 노즐에 공급할 수 있어, 운전 정지 모드에 있어서도 분쇄 테이블 상에 잔존한 연료가 효과적으로 날려버리기 쉬워진다.
본 개시에 따른 분쇄기 및 분쇄기의 운용 방법에 의하면, 분쇄기를 정지시킬 즈음에, 새로운 연료가 공급되지 않는 운전 정지 모드에 있어서, 분쇄 테이블 상에 잔존한 연료를 보다 확실하게 분쇄 테이블보다 외측으로 날려버릴 수 있다.
도 1은 본 개시의 일 실시형태에 따른 수형 밀을 도시하는 종단면도이다.
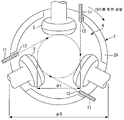
도 2는 본 개시의 일 실시형태에 따른 수형 밀을 도시하는 횡단면도이다.
도 3은 본 개시의 일 실시형태에 따른 수형 밀의 분쇄 테이블, 분쇄 롤러 및 노즐을 도시하는 사시도이다.
도 4는 본 개시의 일 실시형태에 따른 수형 밀의 분쇄 테이블, 분쇄 롤러 및 노즐을 도시하는 종단면도이다.
도 5는 본 개시의 일 실시형태에 따른 수형 밀의 노즐을 도시하는 사시도이다.
도 6은 본 개시의 일 실시형태에 따른 수형 밀의 노즐의 취출구를 도시하는 종단면도이다.
도 7은 본 개시의 일 실시형태에 따른 수형 밀의 노즐을 도시하는 횡단면도이다.
도 8은 본 개시의 일 실시형태에 따른 수형 밀의 노즐을 도시하는 평면도이다.
도 9는 본 개시의 일 실시형태에 따른 수형 밀의 동작을 도시하는 타임 차트이다.
도 2는 본 개시의 일 실시형태에 따른 수형 밀을 도시하는 횡단면도이다.
도 3은 본 개시의 일 실시형태에 따른 수형 밀의 분쇄 테이블, 분쇄 롤러 및 노즐을 도시하는 사시도이다.
도 4는 본 개시의 일 실시형태에 따른 수형 밀의 분쇄 테이블, 분쇄 롤러 및 노즐을 도시하는 종단면도이다.
도 5는 본 개시의 일 실시형태에 따른 수형 밀의 노즐을 도시하는 사시도이다.
도 6은 본 개시의 일 실시형태에 따른 수형 밀의 노즐의 취출구를 도시하는 종단면도이다.
도 7은 본 개시의 일 실시형태에 따른 수형 밀의 노즐을 도시하는 횡단면도이다.
도 8은 본 개시의 일 실시형태에 따른 수형 밀의 노즐을 도시하는 평면도이다.
도 9는 본 개시의 일 실시형태에 따른 수형 밀의 동작을 도시하는 타임 차트이다.
본 개시의 일 실시형태에 따른 수형(竪型) 분쇄기(이하, 「밀」이라고 함)(1)는 분쇄기의 일례이며, 탄소 함유의 고체 연료로서 바이오매스 연료만 또는 석탄만을 분쇄하는 형식이어도 좋고, 석탄과 함께 바이오매스 연료를 분쇄하는 형식이어도 좋다. 여기서, 바이오매스 연료란, 재생 가능한 생물 유래의 유기성 자원이며, 예를 들어 간벌재(間伐材), 폐재목(廢材木), 유목(流木), 초류(草類) 등의 목질계 바이오매스 연료, 폐기물, 탈수 진흙, 타이어 등의 비목질계 바이오매스 연료 등이다. 또한, 바이오매스 연료는, 이들을 원료로 한 펠릿 형상이나 칩 형상의 리사이클 연료 등을 포함하며, 여기에 제시한 것에 한정되지 않는다. 또한, 본 실시형태에서는, 상방이란 연직 상측 방향을 나타내고, 하방이란 연직 하측 방향을 나타내고 있다.
도 1에 도시하는 바와 같이, 본 실시형태에 따른 밀(1)은, 밀(1)의 외각(外殼)을 이루는 원통 중공 형상의 하우징(2)과, 하우징(2)의 하부 측면에 연통하여 하우징(2)의 내부에 반송용 가스(본 실시형태에서는 공기)를 공급하는 공기 공급 덕트(3)를 구비한다. 하우징(2)의 내부에는, 하우징(2)의 상하 축방향을 따르는 회전축을 중심으로 하여 회전 가능하게 하우징(2)에 대해 지지되는 분쇄 테이블(4)과, 분쇄 테이블(4) 상에서 바이오매스 연료 및/또는 석탄(이하, 「고체 연료」라고 함)을 분쇄하는 분쇄 롤러(5)와, 분쇄 테이블(4)의 연직 하방에 배치되어 하우징(2)의 저면에 퇴적한 분쇄된 고체 연료(이하, 분쇄된 고체 연료를 「미분쇄물」이라고 함)를 하우징(2)의 외부의 스필리지 호퍼(spillage hopper)(46)로 배출하는 스크레이퍼(scraper)(쓸어내기 장치)(6)가 수용되어 있다.
하우징(2)은, 원통 형상이며 하우징(2)의 측면을 규정하는 측면부(2a)와, 하우징(2)의 연직 방향 상단을 규정하는 천정면부(2b)와, 하우징(2)의 하단을 규정하는 저면부(2c)를 갖는다. 하우징(2)의 상부 중앙부에는, 하우징(2)의 천정면부(2b)를 관통하도록, 통 형상의 고체 연료 공급관(7)이 마련된다. 고체 연료 공급관(7)은, 도시하지 않는 고체 연료 공급 장치로부터 하우징(2) 내의 분쇄 테이블(4) 상에 고체 연료를 공급하는 것으로서, 하우징(2)의 중심 위치에 연직 상하 방향을 따라 연장된다. 하우징(2) 내에서, 고체 연료 공급관(7)의 길이 방향에 직교하는 방향의 외주측에는, 로터리 세퍼레이터(rotary separator)(8)가 마련되어 있다. 하우징(2)의 천정면부(2b)에는, 로터리 세퍼레이터(8)에서 입경 사이즈를 분급한 미분 연료를 하우징(2)의 외부로 배출하는 출구 포트(9)가 마련되어 있다. 또한, 하우징(2)의 저면부(2c)에는, 스크레이퍼(6)로부터 쓸어내진 미분쇄물을 하우징(2)의 외부에 연통하는 스필리지 슈트(spillage chute)(배출 구멍)(10)가 마련되어 있다.
분쇄 테이블(4)은, 하우징(2)의 저면부(2c)의 대략 중심에 회전 가능하게 지지되는 회전 지지부(15)와, 회전 지지부(15)의 상단에 고정되는 대략 원형 판 형상의 테이블부(16)를 갖는다. 회전 지지부(15)는 도시하지 않는 구동 장치에 의해 회전 구동한다. 테이블부(16)는 고체 연료 공급관(7)의 연직 하측의 하단부에 대향하여 배치되고, 회전 지지부(15)와 함께 회전한다. 또한, 분쇄 테이블(4)의 상면은, 수평 방향으로 연장되고, 중심부가 외측보다 연직 상측 방향으로 높고, 중심부로부터 외측을 향하여 높이가 조금 낮아지는 경사 형상을 이루고, 외주부가 다시 상방으로 만곡되어 있다. 테이블부(16)의 외단부와, 하우징(2)의 측면부(2a)의 내면은 접촉하고 있지 않고, 테이블부(16)와 하우징(2)의 측면부(2a) 사이에는, 간극이 비어 있다.
분쇄 롤러(5)는 테이블부(16)의 외주 부분의 상방에, 테이블부(16)의 상면과 대향하도록 배치된다. 분쇄 롤러(5)는, 복수가 배치되고, 본 실시형태에서는 둘레 방향을 따라 대략 등간격(120° 간격)으로 3개 설치된다. 분쇄 롤러(5)는, 제 1 지지축(17), 지지 아암(18) 및 제 2 지지축(19)을 거쳐서 하우징(2)에 고정되어 있다. 제 1 지지축(17)은, 하우징(2)의 측면부(2a)로부터 중심부측으로 연직 하방으로 경사지도록 연장되고, 선단부에 베어링(도시 생략)을 거쳐서 분쇄 롤러(5)가 회전 가능하게 지지되어 있다. 즉, 분쇄 롤러(5)는, 분쇄 테이블(4)의 연직 상방에서, 상부측이 하부측보다 하우징(2)의 중심부측을 향하도록 위치하는 경사진 상태로, 회전 가능하게 지지되어 있다.
지지 아암(18)은, 중간부가 수평 방향을 따르는 제 2 지지축(19)에 의해, 하우징(2)의 측면부(2a)에 연직 상하 방향으로 요동 가능하게 지지되어 있다. 그리고, 지지 아암(18)은 선단부에 분쇄 롤러(5)가 회전 가능하게 장착된 제 1 지지축(17)의 기단부를 지지하고 있다. 즉, 분쇄 롤러(5)는, 지지 아암(18)이 제 2 지지축(19)을 지점으로 하여 상하로 요동함으로써, 분쇄 테이블(4)의 상면에 대하여 접리(接離) 가능하게 지지된다. 분쇄 롤러(5)는, 외주면이 분쇄 테이블(4)의 상면에 접촉한 상태로 이 분쇄 테이블(4)이 회전하면, 분쇄 테이블(4)로부터 회전력을 받아 함께 회전 가능하게 되어 있다.
지지 아암(18)의 연직 상측에 있는 상단부에는, 가압 장치(20)가 마련되고, 지지 아암(18)의 하단부에는 스토퍼(21)가 마련되어 있다. 가압 장치(20)는, 하우징(2)에 고정되고, 분쇄 롤러(5)를 분쇄 테이블(4)에 가압하도록, 지지 아암(18) 등을 거쳐서 분쇄 롤러(5)에 하중을 부여한다. 스토퍼(21)는, 하우징(2)에 고정되고, 분쇄 롤러(5)가 연직 하방측으로 회동할 수 있는 양을 규제하고, 분쇄 롤러(5)가 분쇄 테이블(4)에 가압하는 부여 하중을 제한한다. 스토퍼(21)는, 분쇄 테이블(4) 상에 고체 연료가 없는 경우에, 분쇄 롤러(5)와 분쇄 테이블(4) 사이에 간극을 확보한다. 이것에 의해, 분쇄 테이블(4)에 고체 연료가 없는 상태로, 분쇄 테이블(4)이 회전해도, 분쇄 테이블(4)과 분쇄 롤러(5)가 접촉(메탈 터치)하지 않기 때문에, 각각이 파손되지 않는다.
공기 공급 덕트(3)는 횡단면이 대략 직사각형상으로 된 각통 형상을 하고 있다. 또한, 공기 공급 덕트(3)의 일단부에는, 하우징(2) 내로 개구되는 덕트 출구(41)가 마련되고, 타단부에는, 하우징(2) 외부로 개구되는 덕트 입구(42)가 마련되어 있다. 공기 공급 덕트(3)는, 수평면에 대해 소정의 각도(θ)를 갖도록 경사지면서, 하우징(2)의 측면부(2a)에 연통하여 있다. 공기 공급 덕트(3)는, 도시하지 않는 공기 공급 장치로부터 공급되는 반송용 가스(공기)를 덕트 입구(42)로부터 압입하여, 덕트 출구(41)로부터 배출함으로써 하우징(2) 내에 반송용 가스를 공급한다.
공기 공급 덕트(3)로부터 공급된 반송용 가스는, 분쇄 테이블(4)과 하우징(2)의 측면부(2a)의 간극으로부터 취출하여, 분쇄 롤러(5)와 분쇄 테이블(4) 사이에서 분쇄된 미분쇄물을 로터리 세퍼레이터(8)로 기류 반송한다. 더욱이, 로터리 세퍼레이터(8)에서, 소정의 입경보다 작은 세립 분말과 소정의 입경보다 큰 조립 분말로 분급하여, 세립 분말을 반송용 가스의 흐름에 실어서 하우징(2)의 외부로 출구 포트(9)로부터 반출한다. 그 때, 조립 분말은 로터리 세퍼레이터(8)에 저해되고, 하방으로 낙하하여 다시 분쇄 테이블(4) 상에 복귀되어 재분쇄가 실행된다. 또한, 여기서 말하는 세립 분말이란, 미분쇄물 중 로터리 세퍼레이터(8)를 통과하는 입경의 것을 의미하고, 조립 분말이란, 미분쇄물 중 로터리 세퍼레이터(8)를 통과하지 못하는 입경의 것을 의미한다. 또한, 수평면과 공기 공급 덕트(3)가 이루는 소정의 각도(θ)는 30도 이상 80도 이하(30°≤θ≤80°)의 범위 내가 호적하다. 이것은, θ>80°에서는, 덕트 출구(41)에서의 기류 압손이 증가하고, θ<30°에서는, 덕트 출구(41)의 근방에서 미분쇄물이 퇴적하기 쉬워지기 때문이다.
스크레이퍼(6)는, 도 1에 도시하는 바와 같이, 분쇄 테이블(4)의 테이블부(16)보다 하방에 배치된다. 또한, 하우징(2)의 저면부(2c)에 있어서, 스크레이퍼(6)의 브러시의 회전 궤도 상에, 스필리지 슈트(10)가 형성되어서 개구되어 있다. 스필리지 슈트(10)는 배출관(45)을 거쳐서, 하우징(2)의 외부에 배치되는 스필리지 호퍼(46)에 연통하여 있다. 스크레이퍼(6)에 의해 쓸어낸 하우징(2)의 저면부(2c)의 미분쇄물이, 스필리지 슈트(10)의 개구로부터 배출관(45)으로 반출되고, 미분쇄물은 배출관(45)의 도중에 마련한 게이트 밸브(도면 번호 생략)를 개방했을 때에 스필리지 호퍼(46)로 반출된다.
다음에, 고체 연료 공급관(7)으로부터 분쇄 테이블(4) 상에 공급된 고체 연료의 주된 흐름에 대하여 설명한다.
고체 연료가 고체 연료 공급관(7)으로부터 하우징(2) 내에 공급되면, 이 고체 연료는 분쇄 테이블(4) 상의 중심부 부근에 공급된다. 이 때, 분쇄 테이블(4)은, 소정의 속도로 회전하고 있으므로, 분쇄 테이블(4) 상의 중심부에 공급된 고체 연료는 원심력에 의해 외주측으로 분산되도록 이동하고, 분쇄 테이블(4)의 전체 면에 일정한 고체 연료층이 형성된다. 그 후, 고체 연료가 분쇄 롤러(5)와 분쇄 테이블(4) 사이로 인입된다.
분쇄 롤러(5)와 분쇄 테이블(4) 사이의 분쇄 위치에 고체 연료가 인입되면, 분쇄 테이블(4)의 회전력이 고체 연료를 거쳐서 분쇄 롤러(5)에 전달되고, 분쇄 테이블(4)의 회전에 수반하여 분쇄 롤러(5)가 회전한다. 이 때, 분쇄 롤러(5)는, 고체 연료에 의해 상승하려고 하지만, 가압 장치(20)에 의해, 상승 동작이 억제되어 고체 연료에 가압 하중을 부여한다. 그 때문에, 분쇄 롤러(5)는 분쇄 테이블(4) 상의 고체 연료를 가압하여 분쇄한다.
분쇄 롤러(5)에 의해 분쇄된 고체 연료는 미분쇄물이 되고, 공기 공급 덕트(3)로부터 하우징(2) 내로 송입된 반송용 가스에 의해, 건조되면서 하우징(2) 내를 상승한다. 이러한 상승한 미분쇄물은, 로터리 세퍼레이터(8)에 의해 입경으로 분급되고, 조립 분말은 하방으로 낙하하여 다시 분쇄 테이블(4) 상으로 복귀되어 재분쇄가 실행된다. 한편, 세립 분말은 로터리 세퍼레이터(8)를 통과하고, 반송용 가스의 기류에 실려서 출구 포트(9)로부터 배출된다. 또한, 고체 연료에 혼재한 자갈(礫)이나 금속편 등의 이물, 및 미분쇄물이라도 반송용 가스에 의해 상승되지 않을 정도로 질량이 큰 것 등은, 원심력에 의해 분쇄 테이블(4)의 외주부로부터 외측으로 낙하하여, 하우징(2)의 저면부(2c)에 퇴적한다.
또한, 밀(1)을 정지시키는 경우에는, 반송용 가스의 공급이 서서히 저감되면서, 분쇄 테이블(4)은 계속 회전한다. 그 동안에, 분쇄 테이블(4) 상의 일부의 미분쇄물은, 관성력과 반송용 가스에 의한 불어올려짐에 의해 분쇄 테이블(4)의 외주부로부터 외측으로 비산하고, 그대로 하우징(2)의 저면부(2c)로 낙하한다. 한편, 미분쇄물은 분쇄 테이블(4)로부터 완전하게 제거되지 않고, 잔존하기 때문에, 후술하는 노즐(11)로부터의 가스의 분출에 의해, 분쇄 테이블(4)보다 외주측으로 날려버려서 최종적으로는 계외로 배출된다.
분쇄 테이블(4)로부터 하우징(2)의 저면부(2c)로 직접 낙하한 미분쇄물이나 이물은, 통상 운전 시에는, 곧바로 스크레이퍼(6)에 의해 스필리지 슈트(10)로 안내되어 하우징(2)의 외부로 배출된다. 또한, 밀(1)의 이상 정지 시에는, 밀(1)이 재기동한 후에 스크레이퍼(6)에 의해 하우징(2)의 외부로 배출된다.
이하, 본 실시형태에 따른 노즐(11)에 대하여 설명한다. 노즐(11)은, 일방향으로 긴 부재이고, 내측이 관 형상이며, 도 2 내지 도 4에 도시하는 바와 같이, 둘레 방향으로 설치된 분쇄 롤러(5)의 각각에 근접하여, 하우징(2)에 고정되어서 설치된다. 노즐(11)은 둘레 방향으로 대략 등간격(120° 간격)으로 3개 설치된다. 노즐(11)로부터의 가스는, 분쇄 테이블(4)의 회전 중심을 중심으로 하여 상정되는 가상원의 접선 방향을 따라, 분쇄 테이블(4)에 대해 분출된다. 분쇄 테이블(4)의 중심에 대해 노즐(11)로부터의 가스를 분출하는 것이 아니라, 분쇄 롤러(5)의 분쇄 위치보다 내주측에 있어서 분쇄 테이블(4) 상에 상정되는 가상원의 접선 방향을 따르도록, 분쇄 테이블(4)에 대해 가스를 분출함으로써, 분출된 가스가 선회류가 된다. 또한, 본 실시형태에서는, 노즐(11)로부터 분출되는 가스는 예를 들어 공기를 이용한 것을 설명한다. 불활성 가스(질소, 이산화탄소 등)나 연소 배기 가스 등의 저산소 공기, 수증기라도 좋다.
이것에 의해, 분출된 공기가 분쇄 롤러(5)에 부딪치는 일 없이, 분쇄 테이블(4) 상에 잔존한 고체 연료를 보다 확실하게 분쇄 테이블(4)보다 외측으로 날려버릴 수 있다. 공기의 분출 방향이 분쇄 테이블(4)의 중심은 아니기 때문에, 분쇄 테이블(4)이 회전하고 있는 경우, 분쇄 테이블(4)에 의한 원심력도 작용하여, 잔존한 고체 연료가 분출 공기와 함께 분쇄 테이블(4)의 외측으로 반출되기 쉽다.
상술한 가상원의 직경(r)은 분쇄 테이블(4)의 분쇄 롤러(5)와의 분쇄 위치보다 작고, 또한 선회류를 발생시키기에 적합한 사이즈이며, 분쇄 테이블(4)의 직경(R)의 10% 내지 60% 정도가 된다. 분쇄 테이블(4)의 직경(R)이, 예를 들어 1000㎜ 내지 2000㎜인 경우, 가상원의 직경(r)은, 예를 들어 200㎜ 내지 500㎜ 정도이다.
도 5 및 도 6에 도시하는 바와 같이, 노즐(11)의 내부 유로는, 선단에 마련된 취출구(12)를 향하여 유로 단면적이 좁혀지고 있고, 노즐(11)의 취출구(12)의 직경은 노즐(11)의 취출구(12)보다 상류측의 유로(13)의 직경보다 작다. 예를 들면, 노즐(11)의 유로(13)의 직경은 취출구(12)의 직경보다 2배 내지 4배이다. 본 실시형태에서는, 예를 들어 유로(13)의 직경이 28㎜이며, 도중에 좁힘부(14)에서 직경을 12㎜로 한 후에, 최종적으로는, 취출구(12)의 직경이 10㎜이다. 유로(13)와 취출구(12) 사이에는, 좁힘부(14)가 형성되고, 좁힘부(14)의 내벽면은 중심선에 대해 약 15°의 경사를 갖는다.
노즐(11)의 선단에 형성된 취출구(12)의 직경을 좁히는 것에 의해, 노즐(11)로부터 분출되는 공기의 유속을 높일 수 있다(예를 들면, 5배 내지 10배로 높임). 그 결과, 분쇄 테이블(4) 상에 잔존한 고체 연료가 분쇄 테이블(4)의 외측으로 날려버리기 쉬어진다.
본 실시형태에서는 3개의 노즐(11)에 있어서, 취출구(12)로부터의 공기의 분출 속도는 설치되는 3개의 노즐(11)에 있어서 대략 동일해지도록 설정된다. 3개의 노즐(11)의 유속이 동일해지는 유속의 설정은, 노즐(11) 내 혹은 노즐(11)에의 공기 분배 유로에 있어서, 압력 손실을 적절하게 마련함으로써 조정 가능하다.
분출 속도는 음속을 갖는 초크 상태로 되어도 좋다. 예를 들면, 상술한 직경 10㎜의 취출구(12)의 경우, 노즐(11)로부터 분출시키려고 하는 공기 유량을 2㎥/min으로 함으로써, 하기의 식과 같이, 분출 속도가 음속에 도달하여 초크된다. 3개의 노즐(11)로부터 분출되는 공기는 최대 유속으로 균일하게 분출된다.
2㎥/min×(1/{(π/4)×(10-2)2})×(1/60) = 424m/s > 360m/s
특히, 바이오매스 연료의 경우, 분쇄 후의 직경이 석탄보다 크기 때문에, 분출 공기에 의해 취출되기 어렵지만, 유속을 높임으로써, 보다 확실하게 분쇄 테이블(4)의 외측으로 취출되게 된다.
도 5 및 도 7에 도시하는 바와 같이, 노즐(11)의 상면은 수평 방향에 대해 하방으로 경사진 경사면이 형성되어 있다. 도 5의 예에서는, 연직 방향에 대해 θ° 경사져 있다. 이것에 의해, 노즐(11)의 상면이 수평 방향에 대해 하방으로 경사져 있으므로, 노즐(11)의 상면에 있어서 미분 연료나 미분쇄물이 퇴적하기 어려워져서, 잔존한 미분 연료나 미분쇄물에 의한 발화의 가능성을 저감할 수 있다.
도 5 및 도 7에 도시하는 바와 같이, 노즐(11)의 하면은 수평 방향에 대해 평행한 면을 갖고, 노즐(11)의 측면의 적어도 한쪽은 수평 방향에 대해 연직인 면을 갖는다. 이것에 의해, 노즐(11)의 하우징(2)의 벽면 등에 대한 장착이 용이하게 되어, 노즐(11)이 안정되게 고정된다. 또한, 본 실시형태에서는, 도 5의 예에서는, 노즐(11)의 하면은 예를 들어 30㎜ 내지 50㎜의 폭을 갖고, 노즐(11)의 측면은 30㎜ 내지 50㎜의 높이를 갖는다. 또한, 유로(13)의 직경은 예를 들어 20㎜ 내지 40㎜이며, 취출구(12)의 직경은 10㎜이다.
노즐(11)은 분쇄 테이블(4)보다 상방에 설치되고, 노즐(11)의 취출구(12)측의 선단부는 분쇄 테이블(4)의 상방에 위치하고 있다. 또한, 노즐(11)의 하면 및 측면에는, 내마모성 재료가 설치되어 있다. 본 실시형태에서는, 내마모성 재료는, 예를 들어 세라믹스제의 판 형상의 라이닝재(22)이다. 노즐(11)의 표면에 있어서, 복수의 판 형상의 라이닝재(22)가 간극 없이 부설됨으로써, 노즐(11)의 표면의 마모를 저감할 수 있다. 라이닝재(22)는, 예를 들어 SiO2제나 Al2O3제이며, 사이즈는 예를 들어 두께(t) 3㎜ 내지 6㎜, (20㎜ 내지 40㎜)×(20㎜ 내지 40㎜)의 장방형 형상이다.
상술한 바와 같이, 노즐(11)은 분쇄 테이블(4)보다 상방에 설치되고, 노즐(11)의 선단부가 분쇄 테이블(4)의 상방에 위치하고 있다. 이러한 경우, 밀(1)의 운전 시에, 분쇄 테이블(4)의 하방으로부터 상방을 향하여, 분쇄 테이블(4)보다 외주를 불어올리는 반송용 가스와, 이것에 수반되는 분쇄된 고체 연료인 미분 연료가 노즐(11)의 하면이나 측면에 충돌한다. 이것에 대해, 노즐(11)의 하면 및 측면에 내마모성 재료인 라이닝재(22)가 설치되는 것에 의해, 노즐(11)의 표면에 생기는 마모가 저감된다.
노즐(11)은 예를 들어 금속제이며, 상술한 라이닝재(22)는 노즐(11)에 대해 스터드 용접에 의해 고정된다. 노즐(11)은 100℃을 초과하는 고온의 반송용 가스에 노출되기 때문에, 접착제에 의한 고정은 라이닝재(22)의 박리를 발생시키지만, 스터드 용접에 의한 고정에 의하면, 박리를 방지할 수 있다. 스터드 용접은, 라이닝재(22)의 중심에 구멍을 형성하고, 구멍 내에 금속제의 핀을 배치하여, 노즐(11)과 핀을 용접하는 것이다.
도 7에 도시하는 바와 같이, 노즐(11)의 측면에 설치되는 라이닝재(22)와 하면에 설치되는 라이닝재(22)는 설치 방향이 상이하므로, 이 부분에 간극이 발생하기 쉽다. 노즐(11)의 하면 및 측면에는, 판 형상의 라이닝재(22)가 설치되고, 하면에 설치되는 라이닝재(22)는 측면에 설치되는 라이닝재(22)의 하면측의 적어도 일부를 중첩하여 덮도록 설치된다. 이것에 의해, 노즐(11)의 하면에 설치되는 라이닝재(22)는 노즐(11)의 측면에 설치되는 라이닝재(22)의 하면측을 덮는다. 그 결과, 하면에 설치되는 라이닝재(22)와 측면에 설치되는 라이닝재(22)에 의해 형성되는 이음매는 노즐(11)의 측면에 위치하고, 노즐(11)의 하면에는 위치하지 않는다. 그 때문에, 분쇄 테이블(4)의 외주를 불어올리는 분쇄된 고체 연료인 미분 연료의 충돌에 의해, 라이닝재(22)간의 이음매가 벌어지기 어려워서, 내마모성이 향상한다.
도 7에 도시하는 바와 같이, 노즐(11)과 하우징(2)의 내면 사이에 형성되는 간극에는 충전재(23)가 설치된다. 이것에 의해, 노즐(11)과 하우징(2)의 내면 사이에 형성되는 간극에 미분 연료나 미분쇄물이 모이기 어려워져서, 잔존한 미분 연료나 미분쇄물에 의한 발화의 가능성을 저감할 수 있다. 충전재(23)는, 예를 들어 세라믹제의 퍼티재(putty)이다. 충전재(23)는 상면이 경사면을 갖도록 마련된다. 충전재(23)는, 노즐(11)과 하우징(2)의 내면 사이에 형성되는 간극뿐만 아니라, 하우징(2) 내에 있어서 수평면이 형성되어 있는 부분에도 경사면을 갖도록 마련되면 좋다. 이것에 의해, 수평면에 미분 연료나 미분쇄물이 모이기 어려워진다.
도 8에 도시하는 바와 같이, 노즐(11)의 취출구(12)와 반대측이 되는 공기 공급원측의 일단부측에 있어서, 노즐(11)은 굴곡부를 갖고, 굴곡부를 거쳐서 노즐(11)의 축방향에 대해 대략 직교하는 방향으로 접속관(26)이 마련된다. 그 접속관(26)의 외주면에는 마련된 수나사부(26a)가 형성된다. 접속관(26)의 내부는 노즐(11)에 공급되는 공기가 유통한다. 하우징(2)에는, 접속관(26)이 관통하는 관통 구멍(2A)이 형성된다. 관통 구멍(2A)이 형성된 하우징(2)의 부위는 노즐(11)의 일측면을 따라 배치되어 있다.
장착 링(27)은 노즐(11)에 대해 하우징(2)을 사이에 끼워서 하우징(2)의 외측에 마련된다. 장착 링(27)에는, 접속관(26)의 수나사부(26a)를 체결하는 암나사부(27a)가 형성된다.
스토퍼(28)는 노즐(11)과 하우징(2) 사이에서, 접속관(26)을 둘러싸서 설치된다. 스토퍼(28)는, 예를 들어 링 형상의 판 형상 부재이다.
이것에 의해, 노즐(11)과 하우징(2) 사이에서, 접속관(26)을 둘러싸서 스토퍼(28)가 설치되어 있다. 하우징(2)을 사이에 끼워서, 수나사부(26a)가 암나사부(27a)에 의해 체결되었을 때, 하우징(2)의 내면 형상이 평면이 아닌 경우나, 밀(1) 내의 구성 부재가 존재하는 경우가 있어도, 스토퍼(28)가 설치되지 않는 경우에 비해, 체결이 불균일하게 되기 어렵다. 그 때문에, 노즐(11)이 하우징(2)에 대해 안정적으로 고정되어, 밀(1)에서 발생하는 진동에 대해 나사 체결이 느슨해지는 것을 억제할 수 있다. 또한, 이 노즐(11)의 고정 부분에 있어서, 하우징(2)은 분쇄기(밀(1)) 구성 부재의 일례이며, 노즐(11)이 고정되는 부재는 하우징(2)에 한정되지 않고, 다른 분쇄기 구성 부재라도 좋다.
노즐(11)의 접속관(26)측과 취출구(12) 사이의 중간부에 있어서, 노즐(11)은 하우징(2)의 내측에 마련된 부재, 예를 들어 편류판(偏流板)(분쇄기 구성 부재)(29)에 의해 지지된다. 편류판(29)은 도시하지 않는 부분에서 하우징(2)에 지지 고정되어 있다. 이것에 의해, 접속관(26)측 뿐만 아니라, 노즐(11)의 중간부에 있어서도 노즐(11)이 지지되기 때문에, 노즐(11)이 보다 안정되게 고정되어, 밀(1)에서 발생하는 진동에 대해 나사 체결이 느슨해지는 것을 억제할 수 있다. 또한, 하우징(2)의 내측에 마련된 부재, 예를 들어 편류판(29)은 제 2 분쇄기(밀(1)) 구성 부재의 일례이며, 노즐(11)이 중간부에서 고정되는 부재는 하우징(2)이라도 좋고, 다른 분쇄기 구성 부재라도 좋다.
도 8에 도시하는 본 실시형태에서의 예에서는, 노즐(11)의 중간부의 측면에는 C자형 시트(seat)(30)가 설치되어 있고, C자형 시트(30)의 내부에 볼트(31)의 헤드부가 수용되고, 볼트(31)의 나사부가 편류판(29)을 관통하여 설치되고, 너트(32)에 의해 체결되어 고정된다. C자형 시트(30)에 의해, 분쇄 테이블(4)의 외주를 불어올리는 미분 연료의 충돌에 의해, 볼트(31)의 헤드부가 마모하는 것이 억제되어, 유지보수성이 향상한다. 상술한 바와 같이, 노즐(11)은 전술한 밀(1)의 구성 부재를 활용하여 고정하는 것이 가능하다.
상술한 실시형태에 있어서, 노즐(11)로부터 분쇄 테이블(4)에 대한 공기의 분출은 하우징(2)의 내부에 대한 고체 연료의 공급이 정지된 후에 개시된다.
도 9에 도시하는 바와 같이, 노즐(11)로부터의 공기의 분출에 의한 미분쇄물의 클리어링 기간은 밀(1)의 통상 운전 기간의 종료 후에 실행된다. 밀(1)의 통상 운전 기간에서는, 하우징(2)의 내부에 공급되고, 분쇄된 고체 연료를 하우징(2)의 외부로 반송하는 1차 공기(반송용 가스)가 소정의 유량(본 실시형태에서는, 예를 들어 300㎥/min 내지 500㎥/min)으로 공급되고 있다. 운전 정지로 이행하는 경우, 부하 내림이 개시되어, 1차 공기는 최저 부하로서 통상 운전인 1차 공기의 소정 유량의 20% 내지 30%까지 저감된다. 그리고, 클리어링 기간이 개시되면, 고체 연료의 공급이 정지된다. 또한, 1차 공기가 더욱 저감되어 1차 공기의 소정 유량의 10% 이하가 되지만, 이것에 추가하여 노즐(11)로부터의 공기가 소정 유량의 1% 내지 3% 상당으로 공급된다.
즉, 밀(1)의 운전을 정지시키기 위해, 새로운 고체 연료가 공급되지 않는 운전 정지 모드에 있어서, 노즐(11)로부터의 공기가 분출되어 분쇄 테이블(4) 상에 잔존한 고체 연료, 미분 연료나 미분쇄물이 분쇄 테이블(4)보다 외측으로 날려버려서 계외로 배출된다. 또한, 1차 공기가 아니라, 노즐(11) 전용의 공기를 노즐(11)에 공급하는 것에 의해, 보다 높은 압력의 공기를 노즐(11)에 공급할 수 있어, 운전 정지 모드에 대해서도 분쇄 테이블(4) 상에 잔존한 고체 연료를 취출하기 쉬워진다.
이상, 본 실시형태에 의하면, 노즐(11)은, 분쇄 테이블(4)의 중심에 대해 분출하는 것이 아니라, 분쇄 롤러(5)보다 내측에 있어서 분쇄 테이블(4) 상에 상정되는 가상원의 접선 방향을 따르도록, 분쇄 테이블(4)에 대해 공기를 분출하여 선회류로 할 수 있다.
이것에 의해, 분출된 공기가 분쇄 롤러(5)에 부딪치는 일 없이, 분쇄 테이블(4) 상에 잔존한 고체 연료, 미분 연료나 미분쇄물을 보다 확실하게 분쇄 테이블(4)보다 외측으로 날려버릴 수 있다. 공기의 분출 방향이 분쇄 테이블(4)의 중심은 아니기 때문에, 분쇄 테이블(4)이 회전하고 있는 경우, 분쇄 테이블(4)에 의한 원심력도 작용하여, 잔존한 고체 연료가 분출 공기와 함께 분쇄 테이블(4)의 외측으로 반출되기 쉽다.
또한, 노즐(11)의 형상이나 충전재(23)에 의해, 노즐(11)의 상면에 미분 연료나 미분쇄물이 모이기 어려워져서, 잔존한 미분 연료나 미분쇄물에 의한 발화의 가능성을 저감할 수 있다. 더욱이, 노즐(11)의 표면에 라이닝재(22)를 설치함으로써, 내마모성이 향상하여, 미분 연료가 유통하는 노즐(11)의 설치 환경에 무관하게, 내구성을 유지할 수 있다.
더 더욱이, 스토퍼(28)가, 노즐(11)과 하우징(2) 사이에서, 접속관(26)을 둘러싸서 설치됨으로써, 스토퍼(28)가 설치되지 않는 경우에 비해, 체결이 불균일하게 되기 어렵다. 그 결과, 노즐(11)이 하우징(2)에 대해 안정적으로 고정되어, 밀(1)의 진동에 대해서도 고정이 느슨해지는 것이 억제된다. 또한, 접속관(26)측 뿐만 아니라, 노즐(11)의 중간부에 있어서도 노즐(11)이 지지되는 것에 의해, 노즐(11)이 보다 안정되게 고정되어 밀(1)의 진동에 대해 고정이 느슨해지는 것이 보다 억제된다.
1 : 밀(분쇄기)
2 : 하우징
2A : 관통 구멍 2a : 측면부
2b : 천정면부 2c : 저면부
3 : 공기 공급 덕트 4 : 분쇄 테이블
5 : 분쇄 롤러 6 : 스크레이퍼
7 : 고체 연료 공급관 8 : 로터리 세퍼레이터
9 : 출구 포트 10 : 스필리지 슈트(배출 구멍)
11 : 노즐 12 : 취출구
13 : 유로 14 : 좁힘부
15 : 회전 지지부 16 : 테이블부
17 : 제 1 지지축 18 : 지지 아암
19 : 제 2 지지축 20 : 가압 장치
21 : 스토퍼 22 : 라이닝재(내마모성 재료)
23 : 충전재 26 : 접속관(관)
26a : 수나사부 27 : 장착 링(고정부)
27a : 암나사부 28 : 스토퍼
29 : 편류판(분쇄기 구성 부재) 30 : C자형 시트
31 : 볼트 32 : 너트
41 : 덕트 출구 42 : 덕트 입구
45 : 배출관 46 : 스필리지 호퍼
2A : 관통 구멍 2a : 측면부
2b : 천정면부 2c : 저면부
3 : 공기 공급 덕트 4 : 분쇄 테이블
5 : 분쇄 롤러 6 : 스크레이퍼
7 : 고체 연료 공급관 8 : 로터리 세퍼레이터
9 : 출구 포트 10 : 스필리지 슈트(배출 구멍)
11 : 노즐 12 : 취출구
13 : 유로 14 : 좁힘부
15 : 회전 지지부 16 : 테이블부
17 : 제 1 지지축 18 : 지지 아암
19 : 제 2 지지축 20 : 가압 장치
21 : 스토퍼 22 : 라이닝재(내마모성 재료)
23 : 충전재 26 : 접속관(관)
26a : 수나사부 27 : 장착 링(고정부)
27a : 암나사부 28 : 스토퍼
29 : 편류판(분쇄기 구성 부재) 30 : C자형 시트
31 : 볼트 32 : 너트
41 : 덕트 출구 42 : 덕트 입구
45 : 배출관 46 : 스필리지 호퍼
Claims (12)
- 중공 형상의 하우징과,
상기 하우징의 내부에 있어서 회전 가능하게 지지되는 분쇄 테이블과,
상기 분쇄 테이블 상에 설치되고, 상기 분쇄 테이블과의 사이의 분쇄 위치에서 탄소 함유 고체 연료를 분쇄하는 분쇄 롤러와,
상기 하우징에 마련되고, 상기 분쇄 테이블의 연직 상측에서 상기 분쇄 롤러의 상기 분쇄 위치보다 내주측에 있어서 상기 분쇄 테이블의 회전 중심을 중심으로 하여 상정되는 가상원의 접선 방향을 따라, 상기 분쇄 테이블에 대해 가스를 분출하는 노즐을 구비하는
분쇄기. - 제 1 항에 있어서,
상기 노즐의 내측은 관 형상이며, 취출구의 직경은 상기 노즐의 취출구보다 상류측의 유로의 직경보다 작은
분쇄기. - 제 2 항에 있어서,
상기 노즐의 유로의 직경은 취출구의 직경보다 2배 내지 4배인
분쇄기. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 노즐의 연직 상측면은 수평 방향에 대해 하방으로 경사진 경사면이 형성되어 있는
분쇄기. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 노즐의 하면은 수평 방향에 대해 평행한 수평면을 갖고, 및/또는 상기 노즐의 적어도 한쪽의 측면은 수평 방향에 대해 수직인 연직면을 갖는
분쇄기. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 노즐은 상기 분쇄 테이블보다 연직 상방에 설치되고, 상기 노즐의 선단부는 상기 분쇄 테이블의 연직 상방에 위치하고 있으며,
상기 노즐의 하면 및/또는 적어도 한쪽의 측면에는, 내마모성 재료가 설치되어 있는
분쇄기. - 제 6 항에 있어서,
상기 노즐의 상기 하면 및 적어도 하나의 상기 측면에는, 판 형상의 상기 내마모성 재료가 설치되고, 상기 하면에 설치되는 상기 내마모성 재료는 상기 적어도 하나의 상기 측면에 설치되는 상기 내마모성 재료의 하면측의 적어도 일부를 덮도록 설치되는
분쇄기. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 노즐과 상기 하우징의 내면 사이에 형성되는 간극에는 충전재가 설치되어 있는
분쇄기. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 노즐의 취출구와 반대측의 일단부측에 있어서, 상기 노즐의 축방향에 대해 대략 직교하는 방향으로 마련되고, 수나사부가 형성되는 동시에 내부를 상기 가스가 통과하는 관과,
상기 하우징에는, 상기 관이 관통하는 관통 구멍이 형성되고, 상기 관통 구멍을 관통하는 상기 수나사부를 상기 하우징에 체결하여 고정하는 암나사부가 형성된 고정부와,
상기 노즐과 상기 하우징 사이에서, 상기 관을 둘러싸서 설치되는 스토퍼를 더 구비하는
분쇄기. - 제 9 항에 있어서,
상기 관통 구멍의 근방에 상기 노즐을 따라 마련되고 상기 하우징에 지지된 분쇄기 구성 부재를 구비하며,
상기 노즐과 상기 하우징 사이에 끼워서 상기 분쇄기 구성 부재가 배치되고, 상기 노즐의 일단부측과 상기 취출구측 사이의 중간부에 있어서, 상기 노즐이 상기 분쇄기 구성 부재에 의해 지지되는
분쇄기. - 중공 형상의 하우징과, 상기 하우징의 내부에 있어서 회전 가능하게 지지되는 분쇄 테이블과, 상기 분쇄 테이블 상에 설치되고, 상기 분쇄 테이블과의 사이의 분쇄 위치에서 탄소 함유 고체 연료를 분쇄하는 분쇄 롤러와, 상기 하우징에 마련된 노즐을 구비하는 분쇄기의 운용 방법에 있어서,
상기 노즐이, 상기 분쇄 테이블의 연직 상측에서 상기 분쇄 롤러의 상기 분쇄 위치보다 내주측에 있어서 상기 분쇄 테이블의 회전 중심을 중심으로 하여 상정되는 가상원의 접선 방향을 따라, 상기 분쇄 테이블에 대해 가스를 분출하는
분쇄기의 운용 방법. - 제 11 항에 있어서,
상기 하우징의 내부에 대한 상기 탄소 함유 고체 연료의 공급이 정지된 후, 상기 노즐로부터의 상기 분쇄 테이블에 대한 가스의 분출을 개시하는
분쇄기의 운용 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017213883A JP7171177B2 (ja) | 2017-11-06 | 2017-11-06 | 粉砕機及び粉砕機の運用方法 |
| JPJP-P-2017-213883 | 2017-11-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190051828A true KR20190051828A (ko) | 2019-05-15 |
| KR102254790B1 KR102254790B1 (ko) | 2021-05-21 |
Family
ID=66401459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180133034A KR102254790B1 (ko) | 2017-11-06 | 2018-11-01 | 분쇄기 및 분쇄기의 운용 방법 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7171177B2 (ko) |
| KR (1) | KR102254790B1 (ko) |
| CN (1) | CN109746085B (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102392240B1 (ko) | 2021-11-16 | 2022-04-29 | (주)코리아테크 | 분리형 분쇄 롤러 조립체 |
| CN114700149A (zh) * | 2022-04-02 | 2022-07-05 | 天津水泥工业设计研究院有限公司 | 一种立式辊磨的磨盘物料运动控制系统 |
| CN116352925A (zh) * | 2023-03-31 | 2023-06-30 | 连云港富程塑料包装有限公司 | 一种塑料编织袋回收再利用加工工艺及加工装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110237920B (zh) * | 2019-06-20 | 2021-06-08 | 信丰县包钢新利稀土有限责任公司 | 一种稀土加工用石料高效破碎设备及破碎方法 |
| CN111229391A (zh) * | 2020-03-11 | 2020-06-05 | 北京必可测科技股份有限公司 | 一种中速磨煤机煤粉吹扫分离装置 |
| CN111822102A (zh) * | 2020-08-06 | 2020-10-27 | 浙江浙能兰溪发电有限责任公司 | 一种提高磨煤机碾磨效率的装置及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0595651A (ja) | 1991-09-30 | 1993-04-16 | Toshiba Corp | 電動機フレーム |
| JPH06246179A (ja) | 1993-02-26 | 1994-09-06 | Ishikawajima Harima Heavy Ind Co Ltd | 竪型ミルの振動防止方法 |
| JPH084111Y2 (ja) * | 1989-08-09 | 1996-02-07 | バブコツク日立株式会社 | 竪型微粉砕装置 |
| JP2000140663A (ja) * | 1998-11-09 | 2000-05-23 | Babcock Hitachi Kk | ローラミル |
| JP2008149281A (ja) * | 2006-12-19 | 2008-07-03 | Babcock Hitachi Kk | 竪型ローラミルおよびそれを備えた石炭焚ボイラ装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2118457B (en) * | 1982-04-13 | 1985-05-22 | Smidth & Co As F L | Edge runner mills |
| JP2719750B2 (ja) * | 1993-11-13 | 1998-02-25 | 川崎重工業株式会社 | 竪型ミルの粒度制御装置 |
| JPH08266922A (ja) * | 1995-04-03 | 1996-10-15 | Babcock Hitachi Kk | 微粉砕用ローラミル |
| JPH1099702A (ja) * | 1996-10-02 | 1998-04-21 | Babcock Hitachi Kk | ローラミルにおける流体噴射装置及び方法 |
| JPH11151450A (ja) * | 1997-11-19 | 1999-06-08 | Babcock Hitachi Kk | ローラミルの流体噴出装置 |
| JP2000140662A (ja) | 1998-11-02 | 2000-05-23 | Babcock Hitachi Kk | ローラミル |
| CN100493719C (zh) * | 2005-03-01 | 2009-06-03 | 陆福才 | 超细粉立式辊磨研磨机 |
| CN104475195A (zh) * | 2014-12-08 | 2015-04-01 | 天津水泥工业设计研究院有限公司 | 用于调节改善水泥颗粒级配的立式辊磨分风工艺及装置 |
| JP6779009B2 (ja) | 2015-12-24 | 2020-11-04 | 三菱パワー株式会社 | ローラジャーナルプロテクタ,粉砕ローラユニット及び粉砕機、並びに、ローラジャーナルプロテクタの保守管理方法 |
| CN106902926B (zh) * | 2017-04-26 | 2019-01-22 | 郑州大学 | 一种碾碎式风选机 |
-
2017
- 2017-11-06 JP JP2017213883A patent/JP7171177B2/ja active Active
-
2018
- 2018-11-01 KR KR1020180133034A patent/KR102254790B1/ko active IP Right Grant
- 2018-11-02 CN CN201811304975.8A patent/CN109746085B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH084111Y2 (ja) * | 1989-08-09 | 1996-02-07 | バブコツク日立株式会社 | 竪型微粉砕装置 |
| JPH0595651A (ja) | 1991-09-30 | 1993-04-16 | Toshiba Corp | 電動機フレーム |
| JPH06246179A (ja) | 1993-02-26 | 1994-09-06 | Ishikawajima Harima Heavy Ind Co Ltd | 竪型ミルの振動防止方法 |
| JP2000140663A (ja) * | 1998-11-09 | 2000-05-23 | Babcock Hitachi Kk | ローラミル |
| JP2008149281A (ja) * | 2006-12-19 | 2008-07-03 | Babcock Hitachi Kk | 竪型ローラミルおよびそれを備えた石炭焚ボイラ装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102392240B1 (ko) | 2021-11-16 | 2022-04-29 | (주)코리아테크 | 분리형 분쇄 롤러 조립체 |
| CN114700149A (zh) * | 2022-04-02 | 2022-07-05 | 天津水泥工业设计研究院有限公司 | 一种立式辊磨的磨盘物料运动控制系统 |
| CN114700149B (zh) * | 2022-04-02 | 2023-10-27 | 天津水泥工业设计研究院有限公司 | 一种立式辊磨的磨盘物料运动控制系统 |
| CN116352925A (zh) * | 2023-03-31 | 2023-06-30 | 连云港富程塑料包装有限公司 | 一种塑料编织袋回收再利用加工工艺及加工装置 |
| CN116352925B (zh) * | 2023-03-31 | 2023-10-20 | 连云港富程塑料包装有限公司 | 一种塑料编织袋回收再利用加工工艺及加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109746085B (zh) | 2021-09-07 |
| JP7171177B2 (ja) | 2022-11-15 |
| KR102254790B1 (ko) | 2021-05-21 |
| CN109746085A (zh) | 2019-05-14 |
| JP2019084487A (ja) | 2019-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190051828A (ko) | 분쇄기 및 분쇄기의 운용 방법 | |
| KR101473281B1 (ko) | 회전식 분급기 | |
| US20080054112A1 (en) | Low profile primary classifier | |
| WO2013046422A1 (ja) | バイオマス粉砕装置及びバイオマス・石炭混焼システム | |
| JP6821371B2 (ja) | 炭素含有固体燃料粉砕装置及び炭素含有固体燃料粉砕装置の清掃方法 | |
| US20120085849A1 (en) | Bowl mill deflector | |
| JP2007209838A (ja) | 竪型ローラミル | |
| JP5716272B2 (ja) | 竪型ローラミル | |
| US10967382B2 (en) | Vertical roller mill | |
| KR102647299B1 (ko) | 롤러 밀 장치 및 롤러 밀 장치의 개조 방법 | |
| WO2013146678A1 (ja) | 竪型粉砕装置 | |
| JP2009213998A (ja) | 縦型ローラミル | |
| WO2020158270A1 (ja) | 粉砕機及びボイラシステム並びに粉砕機の運転方法 | |
| JP2018079424A (ja) | 固体燃料粉砕装置及びその運転方法 | |
| JP2011144943A (ja) | 粉砕システム | |
| JP2011072893A (ja) | 竪型ミル | |
| JP2023095072A (ja) | 排出装置、固体燃料粉砕装置および排出装置の制御方法 | |
| KR20200030077A (ko) | 분쇄기 및 그 운용 방법 | |
| JP7475876B2 (ja) | 排出装置、固体燃料粉砕装置及びボイラシステム並びに排出装置の運転方法 | |
| JP7258581B2 (ja) | 粉砕機及びボイラシステム並びに粉砕機の運転方法 | |
| JP5573073B2 (ja) | バイオマスミル | |
| KR101136416B1 (ko) | 원료탄 공급 장치 | |
| WO2019039578A1 (ja) | 粉砕機及びその運用方法 | |
| JP5444640B2 (ja) | 竪型ローラミル | |
| KR101619442B1 (ko) | 혼소용 바이오매스 연료의 이물질 선별장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |