JP6634622B2 - シール部検査装置 - Google Patents
シール部検査装置 Download PDFInfo
- Publication number
- JP6634622B2 JP6634622B2 JP2015137929A JP2015137929A JP6634622B2 JP 6634622 B2 JP6634622 B2 JP 6634622B2 JP 2015137929 A JP2015137929 A JP 2015137929A JP 2015137929 A JP2015137929 A JP 2015137929A JP 6634622 B2 JP6634622 B2 JP 6634622B2
- Authority
- JP
- Japan
- Prior art keywords
- seal
- inspection
- cylindrical body
- horizontal
- contents
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007689 inspection Methods 0.000 title claims description 67
- 238000001514 detection method Methods 0.000 claims description 63
- 239000005022 packaging material Substances 0.000 claims description 41
- 230000015572 biosynthetic process Effects 0.000 claims description 32
- 238000005520 cutting process Methods 0.000 claims description 24
- 238000007789 sealing Methods 0.000 claims description 21
- 239000000463 material Substances 0.000 claims description 8
- 239000000126 substance Substances 0.000 claims description 8
- 230000005484 gravity Effects 0.000 claims description 2
- 238000012856 packing Methods 0.000 claims 3
- 238000011144 upstream manufacturing Methods 0.000 description 39
- 238000004806 packaging method and process Methods 0.000 description 18
- 238000012545 processing Methods 0.000 description 18
- 238000010586 diagram Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 230000001678 irradiating effect Effects 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011888 foil Substances 0.000 description 3
- 239000002648 laminated material Substances 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images








Landscapes
- Analysing Materials By The Use Of Radiation (AREA)
Description
前記移動領域の下流側に位置し移動方向に並ぶ前記内容物の間欠部で前記包装材を接合して横シール部を形成する横シール形成部と、
前記移動領域で前記筒状体に検査波を照射する検査波照射部と、
前記筒状体を透過した前記検査波を検知する検知部と、
前記検知部からの検知信号に基づいて、前記間欠部に異物が存在しているか否かを判定する判定部と、が設けられていることを基本的な特徴とするものである。
例えば、前記タイミング検知部は、移動している前記内容物を検知するものである。
さらに、遮蔽ケース13は少なくとも一部が透明であることが好ましい。
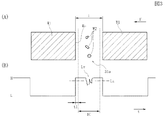
図6(A)では、包装材fがチューブ状に形成されており、図6(B)では、チューブ状の包装材fに横シール部Sc3が形成される。図7(A)では、包装材fが2つ折りにされ、横シール部Sc3と縦シール部Sc4が形成される。図8(A)では2枚の包装材fが重ねられ、図8(B)では、横シール部Sc3と縦シール部Sc5,Sc5が形成される。
2a 上流側移送機構
2b 下流側移動機構
9 縦シール形成部
10 シール部検査装置
11 X線照射部
12 X線センサ
13 遮蔽ケース
14 制御部
15 判定部
20 シール切断装置
30 包装体
31 筒状体
41 縦ピロー包装装置
I 間欠部
IC 横シール形成予定領域
L1 上流側移動領域
L2 下流側移動領域
Sc1 上流側横シール部
Sc2 下流側横シール部
Sl 縦シール部
W1 内容物
W2 異物
Wa 内容物
f 包装材
Claims (8)
- 包装材が縦シール部で接合されて筒状に形成された筒状体および前記筒状体の内部に間隔を空けて収納された内容物が移動する移動領域と、
前記移動領域の下流側に位置し移動方向に並ぶ前記内容物の間欠部で前記包装材を接合して横シール部を形成する横シール形成部と、
前記移動領域で前記筒状体に検査波を照射する検査波照射部と、
前記筒状体を透過した前記検査波を検知する検知部と、
前記検知部からの検知信号に基づいて、前記間欠部に異物が存在しているか否かを判定する判定部と、を有し、
前記判定部では、前記検知信号のレベル変化を監視し、前記レベル変化から前記間欠部を特定することを特徴とするシール部検査装置。 - 包装材が縦シール部で接合されて筒状に形成された筒状体および前記筒状体の内部に間隔を空けて収納された内容物が移動する移動領域と、
前記移動領域の下流側に位置し移動方向に並ぶ前記内容物の間欠部で前記包装材を接合して横シール部を形成する横シール形成部と、
前記移動領域で前記筒状体に検査波を照射する検査波照射部と、
前記筒状体を透過した前記検査波を検知する検知部と、
前記検知部からの検知信号に基づいて、前記間欠部に異物が存在しているか否かを判定する判定部と、を有し、
前記判定部では、前記検知信号のレベル変化を監視し、前記レベル変化から前記内容物の端部を検知し、前記端部からの距離または前記端部を検知してからの時間経過に基づいて、前記間欠部内に横シール部を形成する横シール形成予定領域を特定し、前記横シール形成予定領域に異物が存在しているか否かを判定することを特徴とするシール部検査装置。 - 包装材が縦シール部で接合されて筒状に形成された筒状体および前記筒状体の内部に間隔を空けて収納された内容物が移動する移動領域と、
前記移動領域の下流側に位置し移動方向に並ぶ前記内容物の間欠部で前記包装材を接合して横シール部を形成する横シール形成部と、
前記移動領域で前記筒状体に検査波を照射する検査波照射部と、
前記筒状体を透過した前記検査波を検知する検知部と、
前記検知部からの検知信号に基づいて、前記間欠部に異物が存在しているか否かを判定する判定部と、を有し、
前記内容物の移動タイミングを検知するタイミング検知部が設けられており、前記判定部では、前記タイミング検知部でタイミング信号が得られてからの時間を測定して前記間欠部を特定することを特徴とするシール部検査装置。 - 包装材が縦シール部で接合されて筒状に形成された筒状体および前記筒状体の内部に間隔を空けて収納された内容物が移動する移動領域と、
前記移動領域の下流側に位置し移動方向に並ぶ前記内容物の間欠部で前記包装材を接合して横シール部を形成する横シール形成部と、
前記移動領域で前記筒状体に検査波を照射する検査波照射部と、
前記筒状体を透過した前記検査波を検知する検知部と、
前記検知部からの検知信号に基づいて、前記間欠部に異物が存在しているか否かを判定する判定部と、を有し、
前記内容物の移動タイミングを検知するタイミング検知部が設けられており、前記判定部では、前記タイミング検知部でタイミング信号が得られてからの時間を測定して前記間欠部内に横シール部を形成する横シール形成予定領域を特定し、前記横シール形成予定領域に異物が存在しているか否かを判定することを特徴とするシール部検査装置。 - 前記タイミング検知部は、移動している前記内容物を検知するものである請求項3または4記載のシール部検査装置。
- 前記移動方向に並ぶ横シール部の中間で前記筒状体を切断するカッターが設けられており、前記タイミング検知部は、前記カッターの動作または前記横シール形成部の動作を検知するものである請求項3または4記載のシール部検査装置。
- 前記移動領域で、前記筒状体と前記内容物とが水平方向へ移動する請求項1ないし6のいずれかに記載のシール部検査装置。
- 前記移動領域で、前記筒状体と前記内容物とが重力方向へ移動する請求項1ないし6のいずれかに記載のシール部検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015137929A JP6634622B2 (ja) | 2015-07-09 | 2015-07-09 | シール部検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015137929A JP6634622B2 (ja) | 2015-07-09 | 2015-07-09 | シール部検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017020866A JP2017020866A (ja) | 2017-01-26 |
| JP6634622B2 true JP6634622B2 (ja) | 2020-01-22 |
Family
ID=57889512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015137929A Active JP6634622B2 (ja) | 2015-07-09 | 2015-07-09 | シール部検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6634622B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6715012B2 (ja) * | 2016-01-27 | 2020-07-01 | サイエナジー株式会社 | 縦型包装機械の噛み込み判定装置 |
| JP7071729B2 (ja) * | 2017-11-01 | 2022-05-19 | 株式会社イシダ | 製袋包装機 |
| JP2021001010A (ja) * | 2019-06-21 | 2021-01-07 | 株式会社イシダ | 縦型製袋包装機 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58160209A (ja) * | 1982-03-05 | 1983-09-22 | 日立バッテリ−販売サ−ビス株式会社 | 包装装置のシ−ラかみ込み防止装置及びその方法 |
| JP2000249663A (ja) * | 1999-02-26 | 2000-09-14 | Kao Corp | シール検査機 |
| JP5358073B2 (ja) * | 2007-08-10 | 2013-12-04 | ライオンエンジニアリング株式会社 | 分包シート検査システム及び検査方法 |
| JP4990095B2 (ja) * | 2007-10-26 | 2012-08-01 | アンリツ産機システム株式会社 | X線異物検出装置 |
| FR2977939B1 (fr) * | 2011-07-11 | 2013-08-09 | Edixia | Procede d'acquisition de plusieurs images d'un meme objet a l'aide d'une seule camera lineaire |
| JP3186889U (ja) * | 2013-08-07 | 2013-10-31 | アンリツ産機システム株式会社 | 連包品検査装置 |
| JP2016210501A (ja) * | 2014-07-03 | 2016-12-15 | サイエナジー株式会社 | 包装機における被包装物の位置ずれ検知機構および不良品処理機構 |
-
2015
- 2015-07-09 JP JP2015137929A patent/JP6634622B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017020866A (ja) | 2017-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5550134B2 (ja) | 赤外線を使用した容器のシール不良検査方法 | |
| JP5358073B2 (ja) | 分包シート検査システム及び検査方法 | |
| JP6318037B2 (ja) | 包装袋の検査方法および包装袋の検査装置 | |
| JP6174558B2 (ja) | 横形製袋充填機における不良品検出装置 | |
| JP6634622B2 (ja) | シール部検査装置 | |
| JP6715012B2 (ja) | 縦型包装機械の噛み込み判定装置 | |
| JP3175930U (ja) | X線検査装置 | |
| JP2015064336A (ja) | 透過光検査装置 | |
| JP3186889U (ja) | 連包品検査装置 | |
| JP5126927B2 (ja) | 横ピロー包装機 | |
| JP4239028B2 (ja) | シール検査方法および装置 | |
| JP6243803B2 (ja) | 充填状態検査装置および充填状態検査方法 | |
| JP2017009319A (ja) | 検査装置 | |
| CN112639450B (zh) | 包装体的制造装置及包装体的制造方法 | |
| JP4261465B2 (ja) | シュリンクフィルム及び物品、並びに、それらに関連する処理装置、検査方法及び製造方法、 | |
| JP5937136B2 (ja) | X線検査機能付き箱詰め装置 | |
| JP2008150104A (ja) | 容器検査方法及び容器検査装置 | |
| JP6709917B2 (ja) | ピロー包装機及びピロー包装機で形成されるセンターシール部の検査方法 | |
| JP3625808B2 (ja) | シートロール包装品の検査装置及びシートロール包装品 | |
| JP2009145246A (ja) | 容器検査方法及び容器検査装置 | |
| JP6453261B2 (ja) | 包装品処理装置 | |
| JP7312733B2 (ja) | 包装体の製造装置及び製造方法 | |
| JP6915860B2 (ja) | 包装機における包装検査表示装置 | |
| JP7435355B2 (ja) | 検査装置 | |
| JP6223928B2 (ja) | 横形製袋充填機における物品判別装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20151110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191121 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6634622 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |