JP2005015942A - Flame-retardant synthetic resin leather - Google Patents
Flame-retardant synthetic resin leather Download PDFInfo
- Publication number
- JP2005015942A JP2005015942A JP2003180716A JP2003180716A JP2005015942A JP 2005015942 A JP2005015942 A JP 2005015942A JP 2003180716 A JP2003180716 A JP 2003180716A JP 2003180716 A JP2003180716 A JP 2003180716A JP 2005015942 A JP2005015942 A JP 2005015942A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- flame retardant
- flame
- thermoplastic polyurethane
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Fireproofing Substances (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、基布の表面に熱可塑性ポリウレタン系樹脂層を設けてなる難燃性合成樹脂レザーに関する。
【0002】
【従来技術】
自動車の車両内装材、袋物素材、家具の表皮材などに用いる合成樹脂レザーは、柔軟で強度を持つことが要求されるが、従来は、織物、編物又は不織布、或はポリオレフィンフォームなどのシート基材の表面に軟質ポリ塩化ビニル層を形成させたものが一般的である。近年リサイクル問題で、軟質ポリ塩化ビニルに替えて、ランダムポリプロピレン、エチレン−酢酸ビニル樹脂、水素添加スチレンブタジエンラバーなどを用いたポリオレフィン系樹脂レザーが提案されている。
【0003】
ポリオレフィン系レザーは、軟質ポリ塩化ビニルレザーに比し、表面が傷付き易いこと、高周波ウェルダー性がないこと、軟らかさが不充分であるなどの問題点があり、更に難燃性に劣る。また、合成樹脂レザーは、難燃性が要求され、例えば自動車の内装材に用いる合成樹脂レザーは一定の難燃性の基準に合格することが要求される。ポリウレタン系合成樹脂レザーは古くから知られているが、難燃性を付与することが困難であった。その改良として、繊維基材の表面側に樹脂層を設け、その裏面側にハロゲン化リン酸エステル、赤リン系難燃剤、酸化アンチモン及び水分散性合成樹脂の混合物からなる難燃層を設けた難燃性合成皮革が提案されている(特許文献1)。また、内装用繊維製品に、ハロゲンを含まない合成樹脂エマルジョンと縮合リン酸アンモニウム、縮合リン酸メラミン、縮合リン酸アミドアンモニウムから選ばれた難燃剤との混合液を付着させて防炎加工する方法が提案されている(特許文献2)。
【0004】
【特許文献1】
特開平6−146174号公報
【特許文献2】
特開2002−220782号公報
【0005】
【発明が解決しようとする課題】
本発明は、上記の事情に鑑みなされたもので、柔軟で強度を持ち、難燃性、防炎性を備えた熱可塑性ポリウレタン系の合成樹脂レザーを提供することを目的とする。
【0006】
【課題を解決するための手段】
すなわち、本発明は、窒素−リン系難燃剤を用いて難燃加工した基布の少なくとも片面に、熱可塑性ポリウレタン系樹脂層を設けてなる難燃性合成樹脂レザーである。上記の窒素−リン系難燃剤は、縮合リン酸アンモニウム、縮合リン酸メラミン、縮合リン酸アミドアンモニウム及びリン酸カルバメートから選ばれた難燃剤が好ましい。上記の熱可塑性ポリウレタン系樹脂層は、ショアA硬度65〜90の熱可塑性ポリウレタン50〜95重量%とショアA硬度50〜80のアクリル系軟質樹脂50〜5重量%との混合樹脂層からなり、且つ混合樹脂層のショアA硬度が60〜80であるものが好ましい。また、上記の熱可塑性ポリウレタン系樹脂はリン酸エステル系難燃剤及び窒素系難燃剤から選ばれた一種以上の難燃剤を含有するのが好ましい。
【0007】
【発明の実施の形態】
本発明の合成樹脂レザーは、窒素−リン系難燃剤を用いて難燃加工した基布の少なくとも片面に、熱可塑性ポリウレタン系樹脂層を設けた難燃性合成樹脂レザーである。先ず、窒素−リン系難燃剤を用いて難燃加工した基布について説明する。上記の基布としては、織物、編物又は不織布が用いられる。これらの編織物の素材はポリアミド繊維、ポリエステル繊維、アクリル繊維、ポリプロピレン繊維、綿、レーヨン、これらの混紡糸などである。編物としては、両面編物、天竺編物などであり、織物としては、平織物、綾織物、朱子織物などである。また基布として織物、編物又は不織布と軟質発泡体シートとの積層物を用いることもできる。軟質発泡体シートは、ポリプロピレンフォーム、電子線架橋したポリプロピレンフォーム、ポリエチレンフォーム、電子線架橋したポリエチレンフォーム、ポリウレタンフォームなどが用いられる。
【0008】
基布の難燃加工は、基布に窒素−リン系難燃剤の分散液又は溶液を付着させた後、加熱乾燥して難燃剤を基布に固着させることにより行う。混合液の基布への付着は浸漬、塗布、噴霧などで行う。窒素−リン系難燃剤としては縮合リン酸アンモニウム、縮合リン酸メラミン、縮合リン酸アミドアンモニウム及びリン酸カルバメートから選ばれた一種又は二種以上の難燃剤が好ましく用いられる。特に、リン酸カルバメートは基布への固着性がよく、後述する合成樹脂のエマルジョンや水溶液を併用しなくても耐久性ある堅牢な難燃加工が行える。分散液や溶液の調製はアセトン、イソプロピルアルコール、水などが用いられる。
【0009】
また、上記の難燃加工に当り、窒素−リン系難燃剤と合成樹脂のエマルジョン又は水溶液との混合液を用いてもよい。合成樹脂のエマルジョン又は水溶液を併用することによって、難燃加工の耐久・堅牢性を助長できるが、難燃性そのものは低下する傾向がある。合成樹脂のエマルジョン又は水溶液としては、アクリル酸エステル又はメタクリル酸エステルの重合体、これらの単量体とアクリル酸、酢酸ビニルなどの他のビニル系単量体との共重合体、これらの単量体とエチレンなどのオレフィン系単量体との共重合体、ポリウレタン、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリエステル、スチレン−ブタジエン系ゴムなどのエマルジョン又は水溶液が用いられる。混合液中の合成樹脂(固形分)と難燃剤との割合は、合成樹脂100質量部に対し難燃剤5〜100質量部である。
【0010】
次に、本発明の合成樹脂レザーの熱可塑性ポリウレタン系樹脂層を形成する樹脂ついて説明する。熱可塑性ポリウレタン系樹脂として、本発明では、ジイソシアネート化合物と、ヒドロキシル基を2個以上有する化合物とを反応させて得たポリウレタン、中でも、長鎖ポリオール、ジイソシアネート、鎖伸長剤から構成された、いわゆるソフトセグメントとハードセグメントからなるポリウレタン系熱可塑性エラストマー(TPU)が好ましく使用できる。これらはショアA硬度で65〜90の樹脂硬度、特に70〜80の樹脂硬度を有するものが好ましい。なお、本発明におけるショアA硬度は、ASTM D 2240で測定した値(測定温度23℃)である。
【0011】
熱可塑性ポリウレタンを合成するためのジイソシアネート化合物としては、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、ナフタリンジイソシアネート、トリジンジイソシアネート、ヘキサメチレンジイソシアネート、キシリレンジイソシアネート、水添キシリレンジイソシアネート、水添ジシクロヘキシルメタンジイソシアネート、イソホロンジイソイアネートなどが用いられる。
【0012】
また、ヒドロキシル基を2個以上有する化合物としては、アジピン酸、フタル酸等の二塩基酸とエチレングリコール、1,4−ブタンジオール等のグリコールとの縮合反応物であるポリエステル系ポリオール;エチレンカーボネート等のカーボネートとグリコーとの反応物であるポリカーボネート系ポリオール;ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ポリエチレングリコール−ポリプロピレングリコール等のポリエーテル系ポリオール等が用いられる。本発明の合成樹脂レザーにおいては、その物性からポリエーテル系ポリオールを用いるのが好ましい。また、ポリエーテル系ポリオールを原料とする熱可塑性ポリウレタンは、耐老化性、カレンダー加工性が良いので、この観点からも好ましい。
【0013】
鎖伸長剤としては、エチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ブタン1,2ジオール、ブタン1,3ジオール、ブタン1,4ジオール、ブタン2,3ジオール、ヘキサンジオールなどの低分子多価アルコール、或いはジアミン、水が用いられる。
【0014】
上記の熱可塑性ポリウレタン系樹脂は、単独でも使用できるが、アクリル系軟質樹脂と併用するのが好ましい。熱可塑性ポリウレタン系樹脂はフトセグメントとハ−ドセグメントとからなるが、ソフトセグメントは炭素−水素骨格が主体で燃えやすく、ハ−ドセグメントは窒素を含み燃えにくい。このため、硬度が低い軟らかな熱可塑性ポリウレタン系樹脂ほど、ソフトセグメントの比率が大きいので燃えやすい。ところが、熱可塑性ポリウレタン系樹脂に特定の軟質アクリル樹脂を混合すると、熱可塑性ポリウレタン系樹脂の難燃性を悪化させずに、軟化させることが可能となる。例えば、ショアA硬度65〜90の熱可塑性ポリウレタンに、ショアA硬度50〜80のアクリル系軟質樹脂を混合することによって、難燃性を悪化させずに、ショアA硬度が60〜80の混合樹脂を得ることができる。
【0015】
すなわち、本発明において熱可塑性ポリウレタン系樹脂層は、ショアA硬度65〜90の熱可塑性ポリウレタン50〜95重量%とショアA硬度50〜80のアクリル系軟質樹脂50〜5重量%とを混合したショアA硬度が60〜80の混合樹脂層が好ましい。混合樹脂の配合割合は、より好ましくは熱可塑性ポリウレタン60〜90重量%、アクリル系軟質樹脂40〜10重量%、更に好ましくは熱可塑性ポリウレタン70〜90重量%、アクリル系軟質樹脂30〜10重量%である。熱可塑性ポリウレタンが50重量%未満では引裂強度が十分でなく、縫い目が広がったり、裂けやすく、一方熱可塑性ポリウレタンが95重量%を越えると硬い感触となりレザーとしての使用に適さなくなり、またカレンダー加工の加工温度が高くなり分解する支障がある。
【0016】
また、基布の少なくとも片面に設けた上記の混合樹脂層はショアA硬度60〜80を有するものが好ましい。この硬度は、ショアA硬度65〜90の熱可塑性ポリウレタンとショアA硬度50〜80のアクリル系軟質樹脂とを使用することによって得ることができる。そして、この硬度にすることによって、ポリ塩化ビニル100重量部に可塑剤(フタル酸ジエチルヘキシル)を70〜100重量部配合した軟質ポリ塩化ビニル層を有するレザーと同様な柔軟さ、手触り、感触を有するレザーが得られる。
【0017】
上記の混合樹脂を用いた合成樹脂レザーは、従来の軟質ポリ塩化ビニルレザーと同様な柔軟性、手触りを有し、復元性、耐寒性、耐表面傷付き性がよく、また高周波ウエルダーによって溶着加工できる利点があると共に、ミシンなどで縫製したとき、縫い目がが広がったり、縫い目から裂けたりすることがない。そのため、自動車の車両内装材、袋物素材、家具の素材として有用であり、従来の軟質ポリ塩化ビニルレザーに代替できる合成樹脂レザーである。
【0018】
上記の混合樹脂に用いるアクリル系軟質樹脂は、常温で軟質ポリ塩化ビニルの如く柔軟性を示す樹脂である。このアクリル系軟質樹脂には、硬度がショアAで50〜80のもの、なかんずく65〜75のものが好ましく用いられる。このアクリル系軟質樹脂は、多層構造重合体、すなわち2種以上のアクリル系重合体がコア−シェル型の多層構造を形成している粒子状の重合体が好ましい。これらのアクリル系軟質樹脂は、常温で良好な柔軟性を示し、屈曲耐久性を有し、耐候性に優れている。
【0019】
本発明で用いるアクリル系軟質樹脂の一例を示す。炭素数1〜12のアルキル基を持つ少なくとも一種のアクリル酸アルキルエステル30〜99.9重量%、炭素数1〜8のアルキル基を持つ少なくとも一種のメタクリル酸アルキルエステル0〜70重量%、共重合可能な不飽和単量体0〜30重量%、多官能架橋性単量体及び/又は多官能性グラフト単量体0.1〜10重量%からなる単量体混合物を重合してなるTgが30℃以下である少なくとも1層の重合体層[A]10〜90重量部と、炭素数1〜12のアルキル基を持つ少なくとも一種のアクリル酸アルキルエステル30〜99重量%、炭素数1〜8のアルキル基を持つ少なくとも一種のメタクリル酸アルキルエステル1〜70重量%、共重合可能な不飽和単量体0〜30重量%からなる単量体混合物を重合してなるTgが−20〜50℃である少なくとも1層の重合体層[B]90〜10重量部との組合せからなる多層構造重合体であり、且つ最外層が重合体層[B]であるアクリル系軟質多層構造樹脂である。
【0020】
アクリル系軟質樹脂の他の例を示す。炭素数1〜8のアルキル基を持つアクリル酸アルキルエステル60〜99.5重量%、共重合可能ビニル基を1個有する単官能性単量体0〜39.5重量%、及びビニル基又はビニリデン基を少なくとも2個有する多官能性単量体0.5〜5重量%を重合して得られるゴム層30〜80重量部と、メタアクリル酸メチル40〜100重量%、炭素数1〜8のアルキル基を持つアクリル酸アルキルエステル0〜60重量%、及び共重合可能なビニル基又はビニリデン基を有する単量体0〜20重量%を重合して得られる硬質樹脂層20〜70重量部とから構成され、且つ最外層が硬質樹脂層であるアクリル系軟質多層構造樹脂である。
【0021】
更に、アクリル系軟質樹脂の他の例を示す。(A)メチルメタクリレート80〜98.99重量%、炭素数1〜8のアルキル基を持つアクリル酸アルキルエステル1〜20重量%、多官能性グラフト剤0.01〜1重量%及び多官能性架橋剤0〜0.5重量%からなる単量体混合物を重合してなる最内層の硬質重合体層5〜30重量部;(B)炭素数1〜8のアルキル基を持つアクリル酸アルキルエステル70〜99.5重量%、メチルメタクリレート0〜30重量%、多官能性グラフト剤0.5〜5重量%及び多官能性架橋剤0〜5重量%からなる単量体混合物を重合してなる中間層の硬質重合体層20〜45重量部;(C)メチルメタクリレート90〜99重量%及び炭素数1〜8のアルキル基を持つアクリル酸アルキルエステル10〜1重量%からなる単量体混合物を重合してなる最外層の硬質重合体層50〜75重量部からなり、平均粒度が0.01〜0.3μmのアクリル系軟質多層構造樹脂である。
【0022】
また、本発明の樹脂層の上記の熱可塑性ポリウレタン系樹脂、或は該樹脂とアクリル系軟質樹脂との混合樹脂には、合成樹脂レザーの難燃性を高めるために、リン酸エステル系難燃剤及び窒素系難燃剤から選ばれた一種以上の難燃剤を含有させるのが好ましい。リン酸エステル系難燃剤としてはトリクレジルホスフェート、クレジルフェニルホスフェート、トリキシレニルホスフェート、クレジル−2,6−キシレニルホスフェート、レゾルシノールジホスフェート、芳香族縮合リン酸エステルなどが挙げられるが、分子量350以上のものを用いる。縮合型の高分子量リン酸エステルは難燃性がやや劣るので、分子量350〜500程度の芳香族リン酸エステルが好ましい。窒素系難燃剤としてはメラミンシアヌレート、ジアミンジアミド、ヒドラゾジカルボンアミド、メラミン、ベンゾグアナミンなどが挙げられる。
【0023】
また、更に必要に応じて、通常合成樹脂の配合に使用される可塑剤、滑剤、紫外線吸収剤、光安定剤、顔料、抗菌剤などが配合されていてもよい。可塑剤を配合すると、製品の柔軟性、手触りを改善できる。また、可塑剤の配合は樹脂のカレンダー加工の加工温度を下げることができ、そのため熱可塑性ポリウレタンの加工時の分解を抑制できる。また、リン酸エステル系の可塑剤は難燃剤の作用があるものもあり、その場合は可塑剤と難燃剤とを兼ねたものとして使用してもよい。
【0024】
可塑剤としては、フタル酸ジ2−エチルヘキシル、フタル酸イソブチル、フタル酸ジイソデシルなどのフタル酸エステル;トリメリット酸トリ−2エチルヘキシルなどのトリメリット酸エステル;ジ−2エチルヘキシルアジペート、ジ−イソノニルアジペート、ジ−2エチルヘキシルセバケートなどの脂肪族二塩基酸エステル;エポキシ化大豆油、エポキシステアリン酸ブチルなどのエポキシ系可塑剤、リン酸トリクレジルなどのリン酸エステル系、アセチルクエン酸トリブチルなどのクエン酸エステルなどが用いられる。このうち、可塑化効率が高く、且つブリード等の問題が少ないという観点から、特に、フタル酸エステル、トリメリット酸エステルなどの芳香族カルボン酸エステルが好ましく用いられる。可塑剤の配合量は、樹脂100重量部に対し0〜50重量部、好ましくは3〜20重量部である。大量に配合すると移行、ブリードを起こすので好ましくない。
【0025】
滑剤としてはステアリン酸のカルシウム、マグネシウム、亜鉛、バリウムなどの脂肪族金属塩、ポリエチレンワックス、ステアリン酸、アルキレンビス脂肪酸アミドなどが用いられる。紫外線吸収剤としては2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾールなどのベンゾトリアゾール系紫外線吸収剤等が用いられる。光安定剤としてはビス−(2,2,6,6−テトラメチル−4−ピペリジル)セバケートなどのヒンダードアミン系光安定剤等が用いられる。抗菌剤としては銀系無機抗菌剤などが用いられる。
【0026】
本発明の合成樹脂レザーは次のようにして製造する。すなわち、例えば、熱可塑性ポリウレタン樹脂又は該樹脂とアクリル系軟質樹脂との混合樹脂を、必要に応じて難燃剤、可塑剤、滑剤などの添加剤を配合し、良く混練し、その後カレンダー成形或は押出し成形によって0.1〜5mmの厚さのシートに成形して樹脂シートを作成する。難燃加工した基布に接着剤を塗布し、その接着剤塗布面に前記樹脂シートを重ね多少加熱加圧して、ずれない程度に接着させる。次いで、必要に応じてマーブルプリントし、つや消し処理剤を塗布し、その後にシートを150〜200℃に加熱し、絞ロールで加圧する。この加圧によって基布と樹脂シートが一体化し、レザーが得られる。
【0027】
上記の接着剤としては、エチレン−酢酸ビニル共重合体系エマルジョン、ポリ塩化ビニルペースト、二液型ポリウレタン接着剤、エポキシ系接着剤などが用いられる。この接着剤は、基布面に塗布しても、また樹脂シート面に塗布してもよい。また、上記の難燃加工した基布の両面に樹脂層を設けるようにしてもよい。更に、場合によっては、難燃加工した基布と樹脂シートの間に発泡性合成樹脂シートを挟んで接着積層し、その後発泡性合成樹脂シートを発泡させ、発泡合成樹脂レザーとしてもよい。発泡性合成樹脂には樹脂シートと同様に難燃剤を配合するのが好ましい。
【0028】
上記の樹脂シートに成形するにはカレンダー加工によるのが好ましいが、混合樹脂に(メタ)アクリル系重合体を配合することによってカレンダー加工時の溶融張力が調整でき、カレンダー加工を円滑にすることができる。この(メタ)アクリル系重合体は、例えば、メタクリル酸メチル50〜90重量%及びこれと共重合可能な他のエチレン系不飽和単量体50〜5重量%を共重合して得られる分子量50万〜500万の共重合体が好ましい。他のエチレン系不飽和単量体は、例えば、炭素数2〜18のアルコールのメタクリル酸エステル、炭素数2〜18のアルコールのアクリル酸エステル、スチレン、α−メチルスチレン、アクリロニトリル、マレイン酸、イタコン酸などである。(メタ)アクリル系重合体の配合量は、混合樹脂100重量部に対し0〜30重量部、好ましくは2〜10重量部である。
【0029】
更に、熱可塑性ポリウレタン樹脂又は該樹脂とアクリル系軟質樹脂との混合樹脂に、炭酸カルシウム、酸化アンチモン、コロイド状シリカ、ケイ酸マグネシウム、水酸化マグネシウムどの無機物質粉末を配合することにより、カレンダー加工時の粘着性を低下させて、カレンダー加工を円滑にすることができる。特に炭酸カルシウムが好ましい。無機質の配合量は、樹脂100重量部に対し0〜30重量部、好ましくは5〜20重量部である。
【0030】
本発明の合成樹脂レザーは、自動車などの車両内装(座席、ヘッドレスト、トノカバー、サンバイザー、天井など)、室内の内装材、二輪車のサドルの表皮材、家具(椅子、ソファーなど)の表皮材、バッグなど袋物の素材、カッパ、前掛けなどに用いられる。また基材の編織物の両面に混合樹脂層を設けたものはフレキシブルコンテナーの材料に用いられる。
【0031】
【実施例】
次に実施例、比較例を示し、本発明を更に詳しく説明する。
実施例1〜8、比較例1
ポリエステル65%とレーヨン35%の混紡糸(20番手)を用いて編成した両面メリヤスを基布に用いた。この基布に、丸菱油化工業社製のノンネン109(リン酸カルバメートをイソプロピルアルコール/水に分散させた窒素−リン系難燃剤:実施例1〜8)又は丸菱油化工業社製のノンネンR023−4(リン系難燃剤:比較例1)を固形分で35g/m2になるように塗布し、加熱乾燥して難燃加工した。一方、表1の実施例1〜8及び比較例1に示す樹脂、添加剤を配合し(数字は配合割合を重量部で示す)、カレンダー成形によって厚さ0.25mmのシートを成形した。
【0032】
上記の難燃加工した基布の片面に、ウレタン樹脂系接着剤を塗布した。この接着剤塗布面に上記の成形したシートを重ね接着し、常法によりツヤ調整剤を塗布した。その後にシートを180℃に加熱し、常温の絞ロールとゴムロールとで加圧した。基布と樹脂シートが一体化し、絞模様がある合成樹脂レザーが得られた。この合成樹脂レザーについて難燃試験及び揮発減量試験を行った。その結果を併せて表1に示した。なお、難燃試験は、JIS D1201−1998に準じて、たて方向の燃焼速度(mm/分)n=10の最大値を調べた(ちなみに、車両内装材としては100以下が要求され、劣化時を考えると60以下が好ましい。)。揮発減量試験は、被験物を120℃の雰囲気に100時間曝したときの重量減少率(%)を調べた(ちなみに、車両内装材としては5以下が要求される。)。
【0033】
【表1】
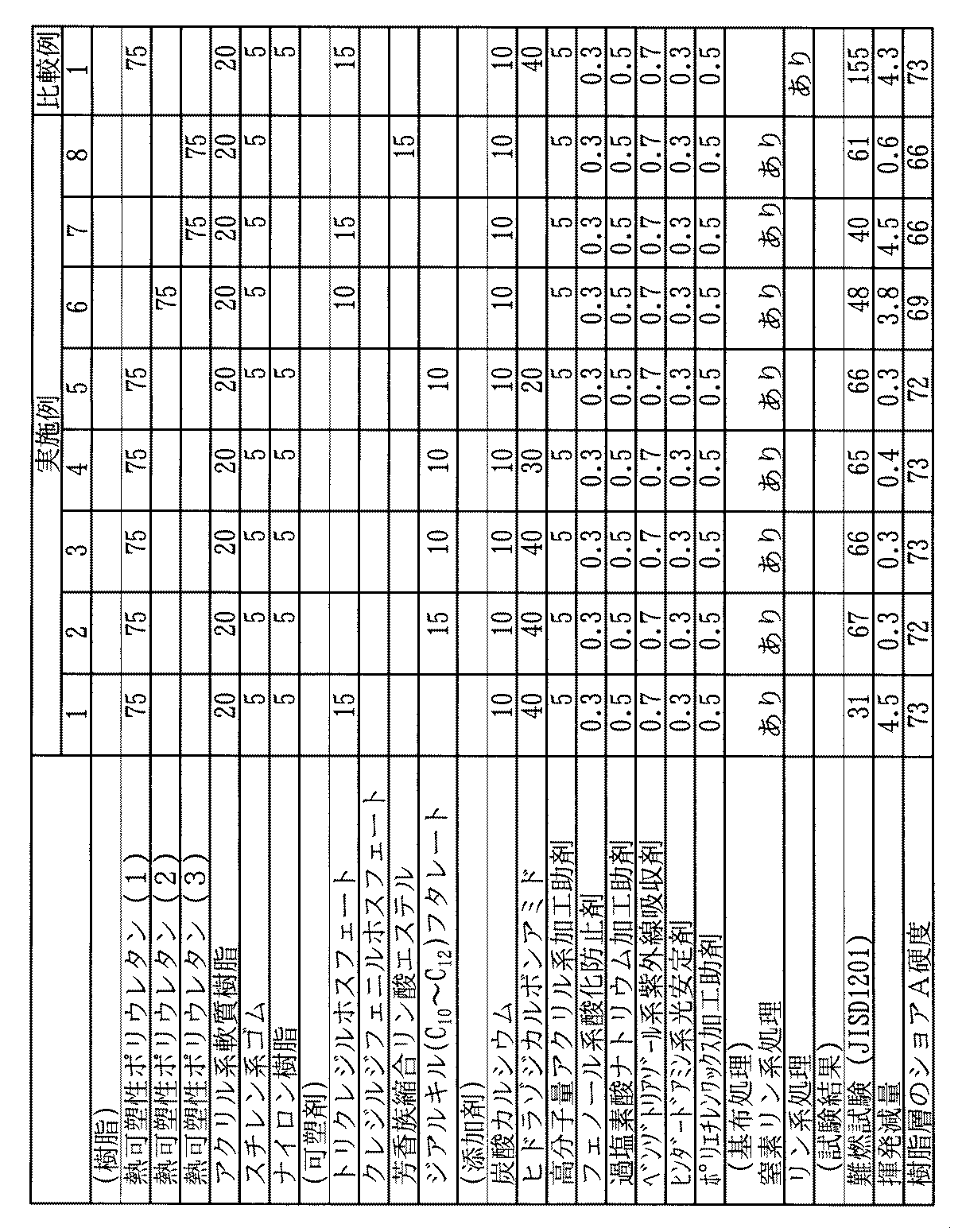
表1において、熱可塑性ポリウレタン(1)は三菱化学株式会社製のUHE−75A10(エーテル系ポリオールを原料に使用、ショアA硬度75)、熱可塑性ポリウレタン(2)はダウケミカル社製の2103−70A(エーテル系ポリオールを原料に使用、ショアA硬度70)、熱可塑性ポリウレタン(3)はDICバイエル社製のT−8375(エーテル系ポリオールを原料に使用、ショアA硬度75)である。また、アクリル系軟質樹脂はクラレ社製のSA−1000P(アクリル系軟質樹脂、ショアA硬度70)、スチレン系ゴムはリケンテクノス社製の8915X(ポリスチレンとポリプロピレンの極性変性ブロック共重合体)、ナイロン樹脂は東レ社製のアミランCM6541X3である。芳香族縮合リン酸エステルは大八化学社製のCR−741(分子量が大きい低揮発性のリン酸エステル)、高分子量アクリル系加工助剤は三菱レイヨン社製のメタブレンP−530(メタクリル酸メチル−アクリル酸アルキル共重合体)である。
【0035】
表1によれば、本発明の実施例1〜8の合成樹脂レザーは、その樹脂層が柔軟性がよく、しかも難燃試験及び揮発減量試験が共に優れている。また、基布をリン系難燃剤で難燃化処理した比較例1は、基布を窒素リン系難燃剤で難燃化処理した実施例1に比し、難燃試験が著しく劣ることが分かる。
【0036】
【発明の効果】
本発明の合成樹脂レザーは、難燃性が優れており、しかも従来の軟質ポリ塩化ビニルレザーと同様な柔軟性、手触りを有し、復元性、耐寒性、耐表面傷付き性がよく、また高周波ウエルダーによって溶着加工できる利点があると共に、ミシンなどで縫製したとき、縫い目がが広がったり、縫い目から裂けたりすることがない。したがって、自動車の車両内装材、袋物素材、家具の表皮材として有用であり、従来の軟質ポリ塩化ビニルレザーに代替できる合成樹脂レザーである。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a flame retardant synthetic resin leather having a surface of a base fabric provided with a thermoplastic polyurethane resin layer.
[0002]
[Prior art]
Synthetic resin leather used for automobile interior materials, bag materials, furniture skin materials, and the like is required to be flexible and strong. Conventionally, however, sheet bases such as woven fabrics, knitted fabrics or nonwoven fabrics, or polyolefin foams have been used. In general, a soft polyvinyl chloride layer is formed on the surface of a material. In recent years, polyolefin resin leathers using random polypropylene, ethylene-vinyl acetate resin, hydrogenated styrene butadiene rubber, etc. have been proposed in place of soft polyvinyl chloride due to recycling problems.
[0003]
Compared with soft polyvinyl chloride leather, polyolefin-based leather has problems such as that the surface is easily scratched, lack of high-frequency welder properties, and insufficient softness, and is inferior in flame retardancy. In addition, the synthetic resin leather is required to have flame retardancy. For example, the synthetic resin leather used for an automobile interior material is required to pass a certain flame retardant standard. Polyurethane-based synthetic resin leather has been known for a long time, but it has been difficult to impart flame retardancy. As an improvement, a resin layer was provided on the front side of the fiber substrate, and a flame retardant layer comprising a mixture of a halogenated phosphate ester, a red phosphorus flame retardant, antimony oxide and a water-dispersible synthetic resin was provided on the back side. Flame retardant synthetic leather has been proposed (Patent Document 1). In addition, a method for applying a flameproofing to a textile product for interiors by attaching a mixed liquid of a halogen-free synthetic resin emulsion and a flame retardant selected from condensed ammonium phosphate, condensed melamine phosphate, and condensed amide ammonium phosphate. Has been proposed (Patent Document 2).
[0004]
[Patent Document 1]
JP-A-6-146174 [Patent Document 2]
Japanese Patent Laid-Open No. 2002-220782
[Problems to be solved by the invention]
The present invention has been made in view of the above circumstances, and an object of the present invention is to provide a thermoplastic polyurethane-based synthetic resin leather that is flexible and strong, and has flame retardancy and flame resistance.
[0006]
[Means for Solving the Problems]
That is, the present invention is a flame-retardant synthetic resin leather in which a thermoplastic polyurethane-based resin layer is provided on at least one surface of a base fabric that has been flame-retarded using a nitrogen-phosphorous flame retardant. The nitrogen-phosphorous flame retardant is preferably a flame retardant selected from condensed ammonium phosphate, condensed melamine phosphate, condensed ammonium amide phosphate and carbamate phosphate. The thermoplastic polyurethane resin layer comprises a mixed resin layer of 50 to 95% by weight of thermoplastic polyurethane having a Shore A hardness of 65 to 90 and 50 to 5% by weight of acrylic soft resin having a Shore A hardness of 50 to 80, And the thing whose Shore A hardness of a mixed resin layer is 60-80 is preferable. Moreover, it is preferable that said thermoplastic polyurethane-type resin contains 1 or more types of flame retardants chosen from the phosphate ester type | system | group flame retardant and the nitrogen-type flame retardant.
[0007]
DETAILED DESCRIPTION OF THE INVENTION
The synthetic resin leather of the present invention is a flame-retardant synthetic resin leather in which a thermoplastic polyurethane-based resin layer is provided on at least one surface of a base fabric that has been flame-retardant processed using a nitrogen-phosphorous flame retardant. First, a base fabric that has been flame-retarded using a nitrogen-phosphorus flame retardant will be described. As the above-mentioned base fabric, a woven fabric, a knitted fabric or a non-woven fabric is used. The materials of these knitted fabrics are polyamide fiber, polyester fiber, acrylic fiber, polypropylene fiber, cotton, rayon, and blended yarns thereof. Examples of the knitted fabric include a double-sided knitted fabric and a tentacle knitted fabric. Examples of the woven fabric include a plain woven fabric, a twill woven fabric, and a satin woven fabric. A woven fabric, a knitted fabric or a laminate of a non-woven fabric and a soft foam sheet can also be used as the base fabric. As the flexible foam sheet, polypropylene foam, electron beam cross-linked polypropylene foam, polyethylene foam, electron beam cross-linked polyethylene foam, polyurethane foam and the like are used.
[0008]
The flame retardant processing of the base fabric is performed by adhering a dispersion or solution of a nitrogen-phosphorous flame retardant to the base fabric and then drying by heating to fix the flame retardant to the base fabric. The mixed solution is adhered to the base fabric by dipping, coating, spraying, or the like. As the nitrogen-phosphorus flame retardant, one or more flame retardants selected from condensed ammonium phosphate, condensed melamine phosphate, condensed amido ammonium phosphate and carbamate phosphate are preferably used. In particular, phosphate carbamate has good adhesion to a base fabric, and can perform durable and robust flame-retardant processing without using an emulsion or aqueous solution of a synthetic resin described later. A dispersion or solution is prepared using acetone, isopropyl alcohol, water, or the like.
[0009]
In addition, in the above flame retardant processing, a mixed solution of a nitrogen-phosphorus flame retardant and a synthetic resin emulsion or an aqueous solution may be used. The combined use of an emulsion or an aqueous solution of a synthetic resin can promote the durability and fastness of flame retardant processing, but the flame retardancy itself tends to decrease. Synthetic resin emulsions or aqueous solutions include acrylic ester or methacrylic ester polymers, copolymers of these monomers with other vinyl monomers such as acrylic acid, vinyl acetate, etc. A copolymer of a polymer and an olefin monomer such as ethylene, an emulsion or an aqueous solution of polyurethane, polyvinyl acetate, ethylene-vinyl acetate copolymer, polyester, styrene-butadiene rubber, or the like is used. The ratio of the synthetic resin (solid content) and the flame retardant in the mixed solution is 5 to 100 parts by mass of the flame retardant with respect to 100 parts by mass of the synthetic resin.
[0010]
Next, the resin for forming the thermoplastic polyurethane resin layer of the synthetic resin leather of the present invention will be described. As the thermoplastic polyurethane-based resin, in the present invention, a polyurethane obtained by reacting a diisocyanate compound with a compound having two or more hydroxyl groups, particularly a so-called soft resin composed of a long-chain polyol, diisocyanate, and a chain extender. A polyurethane-based thermoplastic elastomer (TPU) comprising a segment and a hard segment can be preferably used. These preferably have a Shore A hardness of 65 to 90 resin hardness, particularly 70 to 80 resin hardness. In addition, the Shore A hardness in this invention is the value (measurement temperature 23 degreeC) measured by ASTMD2240.
[0011]
Diisocyanate compounds for synthesizing thermoplastic polyurethanes include tolylene diisocyanate, diphenylmethane diisocyanate, naphthalene diisocyanate, tolidine diisocyanate, hexamethylene diisocyanate, xylylene diisocyanate, hydrogenated xylylene diisocyanate, hydrogenated dicyclohexylmethane diisocyanate, isophorone diisocyanate. Nate is used.
[0012]
Examples of the compound having two or more hydroxyl groups include polyester polyols which are condensation reaction products of dibasic acids such as adipic acid and phthalic acid and glycols such as ethylene glycol and 1,4-butanediol; ethylene carbonate and the like Polycarbonate polyol which is a reaction product of carbonate and glycol; polyether polyol such as polyethylene glycol, polypropylene glycol, polytetramethylene glycol, polyethylene glycol-polypropylene glycol, etc. are used. In the synthetic resin leather of the present invention, it is preferable to use a polyether polyol because of its physical properties. In addition, a thermoplastic polyurethane using a polyether-based polyol as a raw material is preferable from this viewpoint because it has good aging resistance and calendar processability.
[0013]
Examples of chain extenders include ethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, butane 1,2 diol, butane 1,3 diol, butane 1,4 diol, butane 2,3 diol, hexane diol, and the like. The low molecular weight polyhydric alcohol, diamine, or water is used.
[0014]
The above thermoplastic polyurethane resin can be used alone, but is preferably used in combination with an acrylic soft resin. The thermoplastic polyurethane-based resin is composed of a ft segment and a hard segment, but the soft segment is mainly burned with a carbon-hydrogen skeleton, and the hard segment contains nitrogen and hardly burns. For this reason, a soft thermoplastic polyurethane resin having a lower hardness is more likely to burn because the proportion of the soft segment is larger. However, when a specific soft acrylic resin is mixed with the thermoplastic polyurethane resin, the thermoplastic polyurethane resin can be softened without deteriorating the flame retardancy. For example, by mixing an acrylic soft resin having a Shore A hardness of 50 to 80 with a thermoplastic polyurethane having a Shore A hardness of 65 to 90, a mixed resin having a Shore A hardness of 60 to 80 without deteriorating flame retardancy. Can be obtained.
[0015]
That is, in the present invention, the thermoplastic polyurethane resin layer is composed of a shore mixed with 50 to 95% by weight of a thermoplastic polyurethane having a Shore A hardness of 65 to 90 and 50 to 5% by weight of an acrylic soft resin having a Shore A hardness of 50 to 80. A mixed resin layer having an A hardness of 60 to 80 is preferred. The blending ratio of the mixed resin is more preferably 60 to 90% by weight of thermoplastic polyurethane, 40 to 10% by weight of acrylic soft resin, still more preferably 70 to 90% by weight of thermoplastic polyurethane, and 30 to 10% by weight of acrylic soft resin. It is. If the thermoplastic polyurethane is less than 50% by weight, the tear strength is not sufficient, and the seam spreads and tears easily. On the other hand, if the thermoplastic polyurethane exceeds 95% by weight, it becomes hard and unsuitable for use as leather. There is a hindrance to decomposition due to high processing temperature.
[0016]
The mixed resin layer provided on at least one side of the base fabric preferably has a Shore A hardness of 60 to 80. This hardness can be obtained by using a thermoplastic polyurethane having a Shore A hardness of 65 to 90 and an acrylic soft resin having a Shore A hardness of 50 to 80. And by making this hardness, the softness, touch and feel similar to leather having a soft polyvinyl chloride layer in which 70 to 100 parts by weight of plasticizer (diethylhexyl phthalate) is blended with 100 parts by weight of polyvinyl chloride. The leather which has is obtained.
[0017]
Synthetic resin leather using the above-mentioned mixed resin has the same flexibility and touch as conventional soft polyvinyl chloride leather, has good resilience, cold resistance, and surface scratch resistance, and is welded with a high-frequency welder. There is an advantage that can be made, and when sewing with a sewing machine, the seam does not spread or tear from the seam. Therefore, it is a synthetic resin leather that is useful as a vehicle interior material, a bag material, and a furniture material of an automobile and can be substituted for a conventional soft polyvinyl chloride leather.
[0018]
The acrylic soft resin used for the above mixed resin is a resin exhibiting flexibility such as soft polyvinyl chloride at room temperature. As this acrylic soft resin, those having a hardness of 50 to 80 in Shore A, particularly those having a hardness of 65 to 75 are preferably used. This acrylic soft resin is preferably a multilayer polymer, that is, a particulate polymer in which two or more acrylic polymers form a core-shell multilayer structure. These acrylic soft resins exhibit good flexibility at room temperature, have bending durability, and excellent weather resistance.
[0019]
An example of the acrylic soft resin used in the present invention is shown. 30 to 99.9% by weight of at least one alkyl acrylate ester having 1 to 12 carbon atoms, 0 to 70% by weight of at least one methacrylic acid alkyl ester having 1 to 8 carbon atoms, copolymerization Tg formed by polymerizing a monomer mixture consisting of 0 to 30% by weight of a possible unsaturated monomer, 0.1 to 10% by weight of a polyfunctional crosslinkable monomer and / or a polyfunctional graft monomer. 10 to 90 parts by weight of at least one polymer layer [A] having a temperature of 30 ° C. or less, 30 to 99% by weight of an alkyl acrylate ester having an alkyl group having 1 to 12 carbon atoms, and 1 to 8 carbon atoms The Tg formed by polymerizing a monomer mixture comprising 1 to 70% by weight of at least one alkyl methacrylate having an alkyl group and 0 to 30% by weight of a copolymerizable unsaturated monomer is -20. An acrylic soft multilayer resin having a multilayer structure polymer composed of a combination of 90 to 10 parts by weight of at least one polymer layer [B] at 50 ° C., and the outermost layer being a polymer layer [B]. is there.
[0020]
Another example of the acrylic soft resin is shown. 60 to 99.5% by weight of acrylic acid alkyl ester having 1 to 8 carbon atoms, 0 to 39.5% by weight of monofunctional monomer having one copolymerizable vinyl group, and vinyl group or vinylidene 30 to 80 parts by weight of a rubber layer obtained by polymerizing 0.5 to 5% by weight of a polyfunctional monomer having at least two groups, 40 to 100% by weight of methyl methacrylate, and 1 to 8 carbon atoms From 20 to 70 parts by weight of a hard resin layer obtained by polymerizing 0 to 60% by weight of an alkyl acrylate ester having an alkyl group and 0 to 20% by weight of a monomer having a copolymerizable vinyl group or vinylidene group It is an acrylic soft multilayer structure resin that is configured and whose outermost layer is a hard resin layer.
[0021]
Furthermore, other examples of acrylic soft resins are shown. (A) 80-98.99% by weight of methyl methacrylate, 1-20% by weight of an acrylic acid alkyl ester having an alkyl group having 1 to 8 carbon atoms, 0.01-1% by weight of a multifunctional grafting agent, and multifunctional crosslinking 5-30 parts by weight of an innermost hard polymer layer obtained by polymerizing a monomer mixture comprising 0 to 0.5% by weight of an agent; (B) an alkyl acrylate 70 having an alkyl group having 1 to 8 carbon atoms Intermediate obtained by polymerizing a monomer mixture consisting of ˜99.5 wt%, methyl methacrylate 0-30 wt%, polyfunctional grafting agent 0.5-5 wt% and polyfunctional cross-linking agent 0-5 wt% 20 to 45 parts by weight of a hard polymer layer; (C) a monomer mixture consisting of 90 to 99% by weight of methyl methacrylate and 10 to 1% by weight of an alkyl acrylate ester having an alkyl group having 1 to 8 carbon atoms. Do it Consists outermost hard polymer layer 50 to 75 parts by weight, average particle size is an acrylic soft multilayer resin 0.01 to 0.3 [mu] m.
[0022]
In addition, the above-mentioned thermoplastic polyurethane resin of the resin layer of the present invention, or a mixed resin of the resin and an acrylic soft resin, includes a phosphate ester flame retardant in order to increase the flame retardancy of synthetic resin leather. And one or more flame retardants selected from nitrogen-based flame retardants. Examples of phosphate ester flame retardants include tricresyl phosphate, cresyl phenyl phosphate, trixylenyl phosphate, cresyl-2,6-xylenyl phosphate, resorcinol diphosphate, aromatic condensed phosphate ester, etc. Those having a molecular weight of 350 or more are used. Since condensed high molecular weight phosphates are slightly inferior in flame retardancy, aromatic phosphates having a molecular weight of about 350 to 500 are preferred. Examples of the nitrogen-based flame retardant include melamine cyanurate, diamine diamide, hydrazodicarbonamide, melamine, benzoguanamine and the like.
[0023]
Further, if necessary, plasticizers, lubricants, ultraviolet absorbers, light stabilizers, pigments, antibacterial agents, etc., which are usually used for blending synthetic resins may be blended. When a plasticizer is blended, the flexibility and feel of the product can be improved. Further, the blending of the plasticizer can lower the processing temperature of the resin calendering, and therefore can suppress the decomposition during processing of the thermoplastic polyurethane. Some phosphoric ester plasticizers have the effect of a flame retardant, and in that case, they may be used as a plasticizer and a flame retardant.
[0024]
Plasticizers include: phthalic acid esters such as di-2-ethylhexyl phthalate, isobutyl phthalate, diisodecyl phthalate; trimellitic acid esters such as tri-2 ethylhexyl trimellitic acid; di-2 ethylhexyl adipate, di-isononyl adipate Aliphatic dibasic acid esters such as di-2-ethylhexyl sebacate; epoxy plasticizers such as epoxidized soybean oil and epoxy butyl stearate; phosphate esters such as tricresyl phosphate; citric acids such as tributyl acetylcitrate Esters are used. Of these, aromatic carboxylic acid esters such as phthalic acid esters and trimellitic acid esters are preferably used from the viewpoint of high plasticization efficiency and few problems such as bleeding. The compounding quantity of a plasticizer is 0-50 weight part with respect to 100 weight part of resin, Preferably it is 3-20 weight part. Mixing in a large amount is undesirable because it causes migration and bleeding.
[0025]
As the lubricant, aliphatic metal salts of stearic acid such as calcium, magnesium, zinc and barium, polyethylene wax, stearic acid, alkylenebisfatty acid amide and the like are used. As the ultraviolet absorber, a benzotriazole-based ultraviolet absorber such as 2- (2′-hydroxy-5′-methylphenyl) benzotriazole is used. As the light stabilizer, hindered amine light stabilizers such as bis- (2,2,6,6-tetramethyl-4-piperidyl) sebacate are used. As the antibacterial agent, a silver-based inorganic antibacterial agent or the like is used.
[0026]
The synthetic resin leather of the present invention is produced as follows. That is, for example, a thermoplastic polyurethane resin or a mixed resin of the resin and an acrylic soft resin is blended with additives such as a flame retardant, a plasticizer, a lubricant as necessary, and kneaded well, and then calendered or A resin sheet is formed by forming into a sheet having a thickness of 0.1 to 5 mm by extrusion molding. An adhesive is applied to the flame-retardant processed base fabric, and the resin sheet is stacked on the adhesive-coated surface, and is heated and pressed to some extent so as not to slip. Then, if necessary, marble printing is performed, a matting agent is applied, and then the sheet is heated to 150 to 200 ° C. and pressed with a squeeze roll. By this pressurization, the base fabric and the resin sheet are integrated, and leather is obtained.
[0027]
Examples of the adhesive include ethylene-vinyl acetate copolymer emulsion, polyvinyl chloride paste, two-component polyurethane adhesive, and epoxy adhesive. This adhesive may be applied to the base fabric surface or the resin sheet surface. Moreover, you may make it provide a resin layer on both surfaces of said flame-retardant processed base fabric. Further, in some cases, a foamed synthetic resin sheet may be bonded and laminated by sandwiching a foamable synthetic resin sheet between the flame-retardant processed base fabric and the resin sheet, and then foamed synthetic resin sheet may be foamed. It is preferable to add a flame retardant to the foamable synthetic resin in the same manner as the resin sheet.
[0028]
It is preferable to form the resin sheet by calendering, but by blending a (meth) acrylic polymer with the mixed resin, the melt tension during calendering can be adjusted, and the calendering can be made smooth. it can. The (meth) acrylic polymer has, for example, a molecular weight of 50 obtained by copolymerizing 50 to 90% by weight of methyl methacrylate and 50 to 5% by weight of another ethylenically unsaturated monomer copolymerizable therewith. Ten to five million copolymers are preferred. Other ethylenically unsaturated monomers include, for example, methacrylic acid esters of alcohols having 2 to 18 carbon atoms, acrylic acid esters of alcohols having 2 to 18 carbon atoms, styrene, α-methylstyrene, acrylonitrile, maleic acid, itacon. Such as acids. The compounding amount of the (meth) acrylic polymer is 0 to 30 parts by weight, preferably 2 to 10 parts by weight with respect to 100 parts by weight of the mixed resin.
[0029]
In addition, by blending inorganic powders such as calcium carbonate, antimony oxide, colloidal silica, magnesium silicate, and magnesium hydroxide with thermoplastic polyurethane resin or mixed resin of acrylic resin and thermoplastic resin, calendering It is possible to reduce the stickiness of the material and smooth the calendar process. In particular, calcium carbonate is preferred. The inorganic compounding amount is 0 to 30 parts by weight, preferably 5 to 20 parts by weight with respect to 100 parts by weight of the resin.
[0030]
Synthetic resin leather of the present invention includes vehicle interiors such as automobiles (seats, headrests, tonneau covers, sun visors, ceilings, etc.), interior materials for interiors, skin materials for motorcycle saddles, skin materials for furniture (chairs, sofas, etc.) Used for bag materials such as bags, kappa, and aprons. In addition, a material in which a mixed resin layer is provided on both surfaces of a base knitted fabric is used as a material for a flexible container.
[0031]
【Example】
Next, the present invention will be described in more detail with reference to Examples and Comparative Examples.
Examples 1-8, Comparative Example 1
A double-sided knitted fabric knitted with a blended yarn (20th yarn) of 65% polyester and 35% rayon was used as the base fabric. To this base fabric, Nonen 109 manufactured by Maruhishi Oil Chemical Co., Ltd. (nitrogen-phosphorus flame retardant in which carbamate phosphate is dispersed in isopropyl alcohol / water: Examples 1 to 8) or Maruhishi Oil Chemical Co., Ltd. Nonene R023-4 (phosphorous flame retardant: Comparative Example 1) was applied so as to have a solid content of 35 g / m 2 , dried by heating and flame-retardant processed. On the other hand, the resins and additives shown in Examples 1 to 8 and Comparative Example 1 in Table 1 were blended (numbers indicate blending ratio in parts by weight), and a sheet having a thickness of 0.25 mm was molded by calendar molding.
[0032]
A urethane resin adhesive was applied to one side of the flame-retardant processed base fabric. The molded sheet was laminated and adhered to the adhesive application surface, and a gloss adjusting agent was applied by a conventional method. Thereafter, the sheet was heated to 180 ° C. and pressed with a squeeze roll and a rubber roll at room temperature. The base fabric and resin sheet were integrated, and a synthetic resin leather with a drawn pattern was obtained. The synthetic resin leather was subjected to a flame retardance test and a volatilization loss test. The results are also shown in Table 1. In addition, the flame retardant test was conducted in accordance with JIS D1201-1998 to examine the maximum value of the vertical combustion rate (mm / min) n = 10 (by the way, the vehicle interior material is required to be 100 or less and deteriorated. Considering time, 60 or less is preferable.) In the volatilization loss test, the weight reduction rate (%) when the test object was exposed to an atmosphere of 120 ° C. for 100 hours was examined (by the way, 5 or less is required as a vehicle interior material).
[0033]
[Table 1]
In Table 1, thermoplastic polyurethane (1) is UHE-75A10 manufactured by Mitsubishi Chemical Corporation (using ether-based polyol as a raw material, Shore A hardness 75), and thermoplastic polyurethane (2) is 2103-70A manufactured by Dow Chemical. (The ether polyol is used as a raw material, Shore A hardness 70), and the thermoplastic polyurethane (3) is T-8375 (ether polyol is used as a raw material, Shore A hardness 75) manufactured by DIC Bayer. Acrylic soft resin is SA-1000P (acrylic soft resin, Shore A hardness 70) manufactured by Kuraray, and styrene rubber is 8915X (polar modified block copolymer of polystyrene and polypropylene), nylon resin, manufactured by Riken Technos. Is Amilan CM6541X3 manufactured by Toray Industries, Inc. The aromatic condensed phosphate ester is CR-841 (a low-volatile phosphate ester having a large molecular weight) manufactured by Daihachi Chemical Co., Ltd., and the high molecular weight acrylic processing aid is methabrene P-530 (methyl methacrylate) manufactured by Mitsubishi Rayon Co., Ltd. -An alkyl acrylate copolymer).
[0035]
According to Table 1, as for the synthetic resin leather of Examples 1-8 of this invention, the resin layer has the softness | flexibility, and also a flame retardance test and a volatile loss test are excellent. Moreover, it turns out that the comparative example 1 which flame-retarded the base fabric with the phosphorus flame retardant is remarkably inferior in flame retardancy compared with Example 1 which flame-treated the base fabric with the nitrogen phosphorus flame retardant. .
[0036]
【The invention's effect】
The synthetic resin leather of the present invention is excellent in flame retardancy, and has the same flexibility and touch as conventional soft polyvinyl chloride leather, and has good resilience, cold resistance, and surface scratch resistance. There is an advantage that it can be welded by a high-frequency welder, and when sewing with a sewing machine or the like, the seam does not spread or tear from the seam. Therefore, it is a synthetic resin leather that is useful as a vehicle interior material for automobiles, a bag material, and a skin material for furniture, and can be substituted for conventional soft polyvinyl chloride leather.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003180716A JP4376005B2 (en) | 2003-06-25 | 2003-06-25 | Flame retardant synthetic resin leather |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003180716A JP4376005B2 (en) | 2003-06-25 | 2003-06-25 | Flame retardant synthetic resin leather |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005015942A true JP2005015942A (en) | 2005-01-20 |
| JP4376005B2 JP4376005B2 (en) | 2009-12-02 |
Family
ID=34181623
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003180716A Expired - Lifetime JP4376005B2 (en) | 2003-06-25 | 2003-06-25 | Flame retardant synthetic resin leather |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4376005B2 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007138326A (en) * | 2005-11-17 | 2007-06-07 | Okamoto Ind Inc | Synthetic leather |
| JP2012179792A (en) * | 2011-03-01 | 2012-09-20 | Toyota Boshoku Corp | Cover member and method for manufacturing the same |
| CN103437199A (en) * | 2013-09-10 | 2013-12-11 | 华伦皮塑(苏州)有限公司 | Manufacturing method of TPU (Thermoplastic Polyurethanes) synthetic leather for flame-retardant and environment-friendly car foot mat |
| WO2013187492A1 (en) | 2012-06-11 | 2013-12-19 | 帝人株式会社 | Flame-retardant synthetic leather |
| CN105113271A (en) * | 2015-09-22 | 2015-12-02 | 福建富润塑胶有限公司 | Preparation method of fireproof smoke-suppressing PVC synthetic leather |
| US10311995B2 (en) | 2014-04-07 | 2019-06-04 | Kaneka Corporation | Thermoplastic polyurethane resin composition, conductor covering material, and manufacturing method of these |
| CN113968057A (en) * | 2021-11-06 | 2022-01-25 | 昆山阿基里斯新材料科技有限公司 | Flame-retardant artificial leather and preparation method thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62184183A (en) * | 1986-02-06 | 1987-08-12 | 東レ株式会社 | Fire retardant sheet like structure |
| JPH05163684A (en) * | 1991-12-12 | 1993-06-29 | Achilles Corp | Production of leathery sheet-like product |
| JP2002038374A (en) * | 2000-07-28 | 2002-02-06 | Asahi Kasei Corp | Fabric structure |
| JP2003166181A (en) * | 2001-09-13 | 2003-06-13 | Okamoto Ind Inc | Synthetic resin leather |
-
2003
- 2003-06-25 JP JP2003180716A patent/JP4376005B2/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62184183A (en) * | 1986-02-06 | 1987-08-12 | 東レ株式会社 | Fire retardant sheet like structure |
| JPH05163684A (en) * | 1991-12-12 | 1993-06-29 | Achilles Corp | Production of leathery sheet-like product |
| JP2002038374A (en) * | 2000-07-28 | 2002-02-06 | Asahi Kasei Corp | Fabric structure |
| JP2003166181A (en) * | 2001-09-13 | 2003-06-13 | Okamoto Ind Inc | Synthetic resin leather |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007138326A (en) * | 2005-11-17 | 2007-06-07 | Okamoto Ind Inc | Synthetic leather |
| JP4727394B2 (en) * | 2005-11-17 | 2011-07-20 | オカモト株式会社 | Synthetic leather |
| JP2012179792A (en) * | 2011-03-01 | 2012-09-20 | Toyota Boshoku Corp | Cover member and method for manufacturing the same |
| WO2013187492A1 (en) | 2012-06-11 | 2013-12-19 | 帝人株式会社 | Flame-retardant synthetic leather |
| KR20150023322A (en) | 2012-06-11 | 2015-03-05 | 데이진 가부시키가이샤 | Flame-retardant synthetic leather |
| US9920472B2 (en) | 2012-06-11 | 2018-03-20 | Teijin Limited | Flame retardant synthetic leather |
| CN103437199A (en) * | 2013-09-10 | 2013-12-11 | 华伦皮塑(苏州)有限公司 | Manufacturing method of TPU (Thermoplastic Polyurethanes) synthetic leather for flame-retardant and environment-friendly car foot mat |
| US10311995B2 (en) | 2014-04-07 | 2019-06-04 | Kaneka Corporation | Thermoplastic polyurethane resin composition, conductor covering material, and manufacturing method of these |
| CN105113271A (en) * | 2015-09-22 | 2015-12-02 | 福建富润塑胶有限公司 | Preparation method of fireproof smoke-suppressing PVC synthetic leather |
| CN113968057A (en) * | 2021-11-06 | 2022-01-25 | 昆山阿基里斯新材料科技有限公司 | Flame-retardant artificial leather and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4376005B2 (en) | 2009-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2592150C (en) | Synthetic resin leather | |
| US8617714B2 (en) | Synthetic resin leather and manufacturing method of the same | |
| JP4570229B2 (en) | Synthetic leather | |
| JP7118351B2 (en) | Foamed resin layer and synthetic leather | |
| US6863953B2 (en) | Surface material of urethane resin and a method for preparation thereof | |
| JP4727394B2 (en) | Synthetic leather | |
| JP4376005B2 (en) | Flame retardant synthetic resin leather | |
| JP4190236B2 (en) | Synthetic resin leather | |
| JP4230293B2 (en) | Synthetic leather | |
| JP2011214191A (en) | Synthetic resin leather and method for producing the same | |
| JP2020196977A (en) | Synthetic resin leather | |
| JP2001114911A (en) | Upholstery for automobile interior trim | |
| JP7029736B1 (en) | Laminated sheet | |
| JP4408778B2 (en) | Synthetic leather | |
| JP4408750B2 (en) | Synthetic leather | |
| JP3864330B2 (en) | Method for producing sheet molding material for vacuum forming or pressure forming | |
| KR100903772B1 (en) | A surface material of urethane resin and a method for preparation thereof | |
| JP2003335937A (en) | Polyurethane composition for calender processing and synthetic resin leather using the same | |
| JP4541788B2 (en) | Synthetic leather | |
| JP4489985B2 (en) | Synthetic leather | |
| JP4570236B2 (en) | Synthetic leather | |
| JP2022013701A (en) | Synthetic leather | |
| JP2005307004A (en) | Sheet for tonneau cover | |
| JP2002155477A (en) | Acrylic resin leather |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060602 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090825 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090908 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120918 Year of fee payment: 3 |