JP4521135B2 - Automotive wheel casting equipment - Google Patents
Automotive wheel casting equipment Download PDFInfo
- Publication number
- JP4521135B2 JP4521135B2 JP2001191913A JP2001191913A JP4521135B2 JP 4521135 B2 JP4521135 B2 JP 4521135B2 JP 2001191913 A JP2001191913 A JP 2001191913A JP 2001191913 A JP2001191913 A JP 2001191913A JP 4521135 B2 JP4521135 B2 JP 4521135B2
- Authority
- JP
- Japan
- Prior art keywords
- cooling
- thermal expansion
- thin
- thick
- shrinkage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、自動車用ホイールの成形に用いられる鋳造装置に関するものである。
【0002】
【従来の技術】
鋳型のキャビティに溶湯を流し込んで自動車用ホイールを鋳造する工程にあって、ハブ部となるホイールの中心を湯口とし、キャビティのスポーク部成形湯路からリム部成形湯路へ溶湯が注入され、リム部成形湯路の最奥端まで完全に充填注入した後に、冷却工程に移行し、該リム部成形湯路の端縁からスポーク部成形湯路を経て湯口に至るまで徐々に凝固形成することにより自動車用ホイールが製造される。
【0003】
このような冷却工程にあって、キャビティ内に注入された溶湯を冷却する際の凝固が不適正であると、気泡巣、引け巣、割れ、表面欠陥、形状不良等が発生しやすくなるため、溶湯の冷却を適正に行うことによって、該不良等の無い健全な製品が製造できることとなる。また、溶湯が凝固する際に起こる熱収縮に対し、溶湯を随時補充することにより所定の形状が形成され得るため、冷却工程での凝固と溶湯の補充が適正に行われるような冷却手段を用いることが、健全な製品を効率良く得る重要なポイントとなる。
【0004】
【発明が解決しようとする課題】
自動車用ホイールは、複雑な形状を有することから、各部位の肉厚等が異なるため、冷却時における各部位毎の凝固の進行度が異なり、上記のような欠陥等の不良を生じやすい傾向がある。そのため、冷却工程の際に相対的に高温領域である湯口付近を積極的に冷却し、リム部最端部の凝固開始から全域での凝固終了までの時間を短時間にすることによって、ホイール全体の凝固がリム部最端部から湯口に向かって順次進行していく状況をつくり出し、健全な製品を製造していることが一般的である。
【0005】
上記の自動車用ホイールとしては、薄肉のスポークが接合するハブ部が製品の性質上高い機械的強さを必要とされる部分であるため、厚肉形状を有していることが一般的である。そのため、該ハブ部に対する冷却作用を高めることにより、該ハブ部の凝固が周囲の各部位の凝固に対して適正に行われるようにする必要がある。このための冷却方法として、従来は、入子に冷却流体を注入する通路を設け、該通路を冷却作用の最も必要とする部分では冷却流体の流量が多くなる等の構成とするか、又は、冷却部体を別途設け、該冷却部体を入子の所定箇所に設置する構成が一般的であった。ところが、前者では入子に穴を開ける等して通路を設けることになるため、入子の耐久性の低下と、通路を加工するための費用が増大する等が生ずる。また、後者では入子と冷却部体間での熱膨張収縮変形による悪影響を避けるため、入子と冷却部体の接触面を平面当てする必要があり、局部的に冷却作用を高めることが難しかった。
本発明はかかる問題点を解決することを目的とするものである。
【0006】
【課題を解決するための手段】
本発明は、自動車用ホイールの鋳造装置として、スポーク部成形湯路の湯口側に薄肉部を形成して、該スポーク部成形湯路と対向する面を薄肉側部分平面とし、さらに該薄肉部を除いた厚肉部のスポーク部成形湯路と対向する面を厚肉側主平面としてなる自動車用ホイール鋳型のキャビティーを画成する入子と、厚肉側主平面に接触する全体冷却部と、薄肉側部分平面に接触するポイント冷却部とを具備する冷却部体とを備え、ポイント冷却部と薄肉側部分平面との間又は/及び全体冷却部と厚肉側主平面との間に熱膨張収縮緩衝材を介装したことを特徴とする。
【0007】
このように、自動車用ホイール鋳型の入子として、スポーク部成形湯路の湯口側に形成した薄肉部と、該薄肉部以外の厚肉部にそれぞれ冷却部体を接触させることによって、全体冷却部により自動車用ホイールの冷却速度を全体的に高めつつ、ポイント冷却部により該冷却速度に合わせてスポークが接合するハブ部を局部的に強制冷却することができるため、全体として、適正な冷却作用を生じさせることができ、溶湯の凝固がリム部最端部より湯口に向かって可及的に順次進行し得ることとなり、健全な製品を効率的に製造できることとなる。
【0008】
上述の冷却部体として、ポイント冷却部と全体冷却部からなる段付き構成であり、該ポイント冷却部はスポークがハブ部に接合する部分を局部的に冷却することが主要目的であるため、自動車用ホイールのスポーク部が接合するハブ部に対応する位置にのみ設置しても良し、ハブ円周の全域にわたって設置しても良い。一方、全体冷却部は、ホイールの全周にわたって構成するようにしても良いし、上記ポイント冷却部の設置位置と対応して複数の冷却部体を構成するようにしても良い。
【0009】
このような冷却部体の冷却方法としては、一般的な水冷又は、空冷等を用いることができ、冷却流体が流れる流路を冷却部体に設けて、該流路に冷却流体が注入されることによって冷却が行われるようにすることができる。このような冷却流体の流路は、ポイント冷却部と全体冷却部のそれぞれに設けることもでき、これによりポイント冷却部の冷却作用を一層高めることができる。
【0010】
本発明にかかる冷却部体によって冷却される入子として、ポイント冷却部と全体冷却部から適正な冷却作用を得るため、入子に薄肉側部分平面と厚肉側主平面とを形成し、接触面が均一に冷却されるように入子と冷却部体の各接触面が平面接触する構成としている。
【0011】
このような入子に構成された薄肉側部分平面の薄肉部の厚さとしては、冷却する自動車用ホイールの形状や材質等によって、適切な形状を成すようにすることができる。
【0012】
一方、上述した鋳造装置の冷却工程にあっては、入子の温度が400℃〜500℃程度になるのに対し、冷却部体は約100℃とするため、それぞれの熱伝導によって熱膨張収縮変化が該入子と冷却部体に発生し、ポイント冷却部と薄肉側部分平面との接触面、及び全体冷却部と厚肉側主平面との接触面において、圧縮負荷が作用したり、接触面が離れること等が起こり得る。そのため、熱膨張収縮変形を見越して逃がし空間を設ける図5のような構成(公知例ではない)も考えられたが、全体冷却部と厚肉側主平面との間に予め設けた逃がし空間では、空気の熱伝導率が低いために冷却作用が不十分となり、必要な冷却効果を得ることができない。そこで発明者はさらに鋭意研鑽を続けた結果、ポイント冷却部と薄肉側部分平面との間又は/及び全体冷却部と厚肉側主平面との間に、上記の熱膨張収縮変形を吸収し得る熱膨張収縮緩衝材を介装するに至った。このように熱膨張収縮緩衝材を使用することによって、熱膨張収縮変形によって冷却部体と入子の間に負荷がかかったり、空間ができたりすること等を防止でき、かつ十分な冷却効果が発揮されることとなった。
【0013】
入子や冷却部体の形状、入子と冷却部体の温度差等が熱膨張収縮変形に影響を及ぼすことから、上記した熱膨張収縮部材を介在させる接触面としては、ポイント冷却部と薄肉側部分平面との接触面に発生する熱膨張収縮変形と、全体冷却部と厚肉側主平面との接触面に発生する熱膨張収縮変形を比較し、変形量がより大きく発生する方の接触面に、熱膨張収縮緩衝材を介装させることが効果的である。また、変形量や変形作用によっては両接触面に熱膨張収縮緩衝材を介装させても良い。
【0014】
上記の熱膨張緩衝材としては、冷却部体からの冷却作用を充分伝達できることが求められるため、熱伝導率の高い材料を使用することが提案される。また、該熱膨張収縮緩衝材を弾力性の高い弾性体とすることにより、入子や冷却部体が熱膨張収縮変形しても両者が該熱膨張収縮緩衝材を介して常に接触しているため、熱伝導を充分行うことができる。加えて、鋳造時に入子が持つ温度域において、充分な耐熱性を持つ材料が好ましい。さらには、入子や冷却部体よりも熱膨張率が高い材料を用いても良い。
【0015】
このような熱膨張収縮材料としては、銅やグラファイト等の炭素材料等を用いることができる。なかでも、高熱伝導率、高弾力性、耐熱性に優れるグラファイトをシート状にしたグラファイト製シート部材や、炭素繊維の短繊維からなる炭素繊維不織布等を使用することが提案される。特にグラファイト製シート部材は、圧縮した際の復元率も高いことから、繰り返し使用に対する耐久性も高い。
【0016】
上記の熱膨張収縮緩衝材として、該材質の厚みは一般的に熱伝導率と反比例することから熱伝導性の面から薄い方が好ましい。一方、入子と冷却部体の熱膨張収縮変形量を補助でき得るだけの厚みも必要となるため、入子や冷却部体の形状と、両者の最大温度差を考慮して適切な厚みを決定する必要がある。
【0017】
【発明の実施の形態】
本発明の実施例を図面に従って説明する。
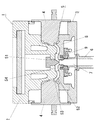
図1は、自動車用ホイールを成形する鋳造型の金型1である。上型2と下型3と横型4,4とを組み合わせることによって、キャビティ5が形成される。該キャビティ5はハブ部54とスポーク部52とリム部53とから構成され、ストーク6から、溶湯注入路7を通して湯口51より溶湯が注入されて、ハブ部54からスポーク部52、リム部53の湯路を通過して、溶湯が充填される。下型基部に組み付けられて下型3を形成する入子8に、冷却部体9が設置され、この冷却部体9の冷却作用等によって溶湯が凝固して自動車用ホイールが製造される。
【0018】
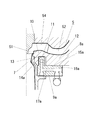
図2は、上記金型1の入子8aと冷却部体9aの拡大図である。入子8aには、湯口51とスポーク部52間のハブ部54を局所的に冷却できる場所として薄肉部10が形成され、該薄肉部以外には厚肉部12が形成されている。該薄肉部10の薄肉側部分平面11には、熱膨張収縮緩衝材13を介して冷却部体9aのポイント冷却部14aが圧接されている。また、前記厚肉部12の厚肉側主平面15aには冷却部体9aの全体冷却部16aが接している。ここで熱膨張収縮緩衝材13として、グラファイト製シート部材を用いている。
【0019】
上記熱膨張収縮緩衝材13は、入子8aの厚肉側主平面15aと冷却部体9aの全体冷却部16aとの間に介在させるようにすることもでき、さらには、薄肉側部分平面11aとポイント冷却部14aとの間と、厚肉側主平面15aと冷却部体9aの全体冷却部16aとの間の両方に介在させるようにしても良い。
【0020】
また、冷却部体9aには、冷却水を流すための流路17aが設けられ、所定の冷却時に流路17aに冷却水を流すことによって冷却部体9aに冷却作用を発生させる。また、流路17aには冷却用エア等他の冷却流体を使用することもできる。
【0021】
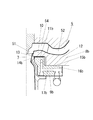
一方、図3のように、本発明にかかる冷却部体9bと入子8bの形状も提案される。この図3の構造では入子8bの薄肉部10が図2の構造に比べ広くなっているため、薄肉側部分平面11bとポイント冷却部14bの圧接面が広くなり、湯口51とスポーク部52との間のハブ部54を冷却する効果が一層向上することとなり得る。また、このような構造では、金型1を加工する際において、入子8bの加工が比較的容易なことから、金型加工コストの高騰を抑制することもできる。
【0022】
次に本発明における鋳造工程を図1及び図2を用いた具体例で説明する。
自動車用ホイールの材料として、例えばアルミニウム合金を溶解炉等によって熱することで溶解し溶湯とする。700℃程度の高温にしたアルミニウムの溶湯を、自動車用ホイール鋳造用金型1の湯口51より注入する。該溶湯は、キャビティ5に流入し、ハブ部54からスポーク部52を通過し、リム部53に至り、リム部53の最端部より充填され、リム部53の最端部に達した溶湯から次第に温度が低下し、凝固の進行が開始していく。アルミニウム合金等の金属材料は、一般的に冷却する際に熱収縮変形するため、アルミニウム合金に割れや欠陥等が生じ易い。そのため、湯口51から溶湯を所定の圧力で注入し、製品が所望の形状を成すように溶湯を補充する。
【0023】
このように溶湯が流入されていくと、金型は溶湯によって高温に熱せられ、特に入子8aの湯口51近傍では約400℃〜500℃の高温となる。この高温になった入子8aを冷却するために、冷却部体9aでは、全体冷却部16aが厚肉側主平面15aと接して入子8a全体を冷却し、ポイント冷却部14aが熱膨張収縮緩衝材13(グラファイト製シート部材)を介して薄肉側部分平面11aと圧接して、湯口51とスポーク部52のハブ部54を局部的に強制冷却するようにしている。これにより、ホイール全体の冷却速度を高めながら、薄肉の湯口51よりも厚肉のハブ部54を速く冷却できるため、アルミニウム合金の溶湯の冷却としては、リム部53の最端部より湯口51に向かって可及的に順次凝固し得ることができることになる。そのため、アルミニウム合金の熱収縮に対し溶湯を補充しつつ、急速に凝固を進行させることによって欠陥等のない健全な製品を鋳造できうる。
【0024】
また、上述のように厚肉であるハブ部54を局部的に強制冷却することによって、厚み方向に生じる凝固進行度の内外差を小さくできるため、厚肉部を冷却する際に発生し易い内部欠陥を防止する効果も得られることとなる。
【0025】
このような冷却工程では、冷却時に冷却部体9aが約100℃に対し、入子8aの温度が約400℃〜500℃になるため、両者間の熱伝導によって冷却部体9aと入子8aが熱膨張収縮し、ポイント冷却部14aでは、熱収縮変形作用の違いから冷却部体9aの収縮変形が大きくなる。これによる空間の発生を防ぐため、上述のような熱膨張収縮緩衝材13を介在している。該熱膨張収縮緩衝材13は常温時において、入子8aに冷却部体9aを圧接することにより圧縮変形状態となっているため、前記ポイント冷却部14の熱膨張収縮変形によって入子8aと冷却部体9aが離れても、その変形に従って該熱膨張収縮緩衝材13の圧縮変形が緩和されるだけであり、入子8aと冷却部体9aの両者と接触し続けることができるため、両者間での熱伝導を適正に行い得る。
【0026】
一方、図4(共通部分には同じ符号を用いている)に示すような従来例の冷却部体9’を備えた金型1では、冷却部体9’の全体冷却部16’が厚肉側主平面15’に接触しており、これにより入子8’を全体的に冷却するようにしているため、相対的に薄肉形状であるスポーク部52や湯口51の冷却が速くなり、厚肉形状であるハブ部54の冷却速度が前記スポーク部52や湯口51端部に比べ鈍くなる。そのため、前記のように湯口51が、ハブ部54より早く冷却されて凝固することになり該ハブ部54に溶湯を補充することが困難になるため、熱収縮によって欠陥等が生じやすくなり、生産効率が低下する原因となり得る。
【0027】
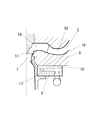
さらに、図5(共通部分には同じ符号を用いている)に示す比較例の冷却部体9”を備えた金型1では、熱膨張収縮緩衝材13を入子8”の薄肉側部分平面11”と、冷却部体9”のポイント冷却部14”との間に使用していないため、入子8”と冷却部体9”との熱伝導によっておこる熱膨張収縮変形を見越して、予め逃がし空間18を厚肉側主平面15”と全体冷却部16”との間にに設けている。一般的に空気の熱伝導率は低いことから、逃がし空間18の熱伝導が不十分となり、必要な冷却作用が得られないことになり得る。
【0028】
上述のように本発明では、自動車用ホイールの冷却工程において、冷却部体9aの全体冷却部16aにより入子8a全体を冷却させ、ポイント冷却部14aによりハブ部54を強制冷却させるため、欠陥等の発生を防止でき得る。また、熱膨張収縮緩衝材13を冷却部体9aのポイント冷却部14aと入子8aの薄肉側部分平面11aの間に介在させたことにより、熱膨張収縮によるポイント冷却部14aと薄肉側部分平面11a間に空間の発生を防ぐことができ、かつ熱膨張収縮変形を見越して逃がし空間18を設ける構成とする必要もなくなるため、入子8aに対し適正な冷却作用を施すことができる。かかる本発明はこの形態に限定されるものではなく、この発明の要旨を逸脱しない範囲において、様々な形態で実施しうるのものであり、自動車用ホイール以外の製造においても適宜実施し得る。
【0029】
【発明の効果】
本発明は、自動車用ホイールの冷却部体として、入子全体を冷却する全体冷却部と、ハブ部を強制冷却するポイント冷却部を設けたことによって、全体冷却部により自動車用ホイールの冷却速度を全体的に高めつつ、ポイント冷却部により該冷却速度に合わせてハブ部を局部的に強制冷却することができるため、全体として、適正な冷却作用を生じさせることができ、溶湯の凝固がリム部最端部より湯口に向かって順次進行していく過程を作り得るため、欠陥等を防止して健全な自動車用ホイール製品を効率的に製造できることとなる。
【0030】
入子と接する冷却部体の全体冷却部とポイント冷却部のいずれか又は両者に熱膨張収縮緩衝材を介在させたことによって、熱膨張収縮変形による冷却部体と入子の接触部に空間が発生することを防止でき、さらには熱膨張収縮変形を見越して予め逃がし空間を設ける必要も無くなるため、適切な冷却効果を常に得られることとなる。
【0031】
この熱膨張収縮緩衝材に、熱伝導率に優れ、耐熱性が高い弾性体としてグラファイトからなるシート部材を使用することで、高い冷却効果と耐久性が得られる。
【図面の簡単な説明】
【図1】本発明の自動車用ホイール金型1の断面図である。
【図2】本発明にかかる入子8aと冷却部体9aの具体例である。
【図3】本発明にかかる入子8bと冷却部体9bの具体例である。
【図4】従来の入子8’と冷却部体9’の一例である。
【図5】入子8”と冷却部体9”の間に逃がし空間18を設定した比較例である。
【符号の説明】
1 金型
8a,8b 入子
9a,9b 冷却部体
11a,11b 薄肉側部分平面
13 熱膨張収縮緩衝材
14a,14b ポイント冷却部
15a,15b 厚肉側主平面
16a,16b 全体冷却部[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a casting apparatus used for molding automobile wheels.
[0002]
[Prior art]
In the process of casting an automobile wheel by pouring molten metal into the mold cavity, the center of the wheel serving as the hub part is used as a sprue, and the molten metal is injected from the spoke part molding runway into the rim part molding runway. After completely filling and injecting to the innermost end of the part forming water channel, the process proceeds to the cooling process, and gradually solidifies from the edge of the rim part forming water channel to the gate through the spoke part forming water channel. Automobile wheels are manufactured.
[0003]
In such a cooling process, if the solidification when cooling the molten metal injected into the cavity is inappropriate, bubble nests, shrinkage nests, cracks, surface defects, shape defects, etc. are likely to occur, By properly cooling the molten metal, it is possible to manufacture a sound product without such defects. In addition, since a predetermined shape can be formed by replenishing the molten metal as needed with respect to heat shrinkage that occurs when the molten metal solidifies, a cooling means that appropriately solidifies and replenishes the molten metal in the cooling process is used. This is an important point for efficiently obtaining a sound product.
[0004]
[Problems to be solved by the invention]
Since automobile wheels have complex shapes, the thickness of each part is different, so the degree of solidification at each part during cooling is different, and there is a tendency to cause defects such as defects as described above. is there. Therefore, by actively cooling the vicinity of the sprue, which is a relatively high temperature region, during the cooling process, and shortening the time from the start of solidification of the rim end to the end of solidification in the entire region, the entire wheel In general, a solid product is produced by creating a situation in which the solidification of the steel gradually proceeds from the rim portion to the gate.
[0005]
As the above-mentioned automobile wheel, the hub part to which the thin-walled spoke is joined is a part that requires high mechanical strength due to the nature of the product, and therefore, generally has a thick shape. . For this reason, it is necessary to enhance the cooling action on the hub portion so that the solidification of the hub portion is appropriately performed with respect to the solidification of the surrounding portions. As a cooling method for this purpose, conventionally, a passage for injecting a cooling fluid into the nest is provided, and the passage is configured such that the flow rate of the cooling fluid is increased at the most necessary part of the cooling action, or A configuration in which a cooling unit is provided separately and the cooling unit is installed at a predetermined location of the nest is common. However, in the former, a passage is provided by, for example, making a hole in the insert, so that the durability of the insert is lowered and the cost for processing the passage is increased. In the latter case, in order to avoid adverse effects due to thermal expansion and contraction deformation between the nest and the cooling body, it is necessary to flatten the contact surface between the nest and the cooling body, and it is difficult to increase the cooling action locally. It was.
The present invention aims to solve such problems.
[0006]
[Means for Solving the Problems]
The present invention provides an automobile wheel casting apparatus, wherein a thin wall portion is formed on a spout side of a spoke portion molding runner, a surface facing the spoke portion molding runner is defined as a thin side partial plane, and the thin portion is further formed. The nest that defines the cavity of the automobile wheel mold in which the surface that faces the molded portion of the thick-walled spoke is the thick-side main plane, and the entire cooling section that contacts the thick-side main plane And a cooling part body having a point cooling part in contact with the thin side partial plane, and heat between the point cooling part and the thin side partial plane or / and between the whole cooling part and the thick side main plane. It is characterized by interposing an expansion / contraction shock absorbing material.
[0007]
As described above, the cooling part body is brought into contact with the thin part formed on the side of the sprue of the molded part of the spoke part and the thick part other than the thin part as the nest of the wheel mold for the automobile. As a result, it is possible to forcibly cool the hub part to which the spokes are joined in accordance with the cooling speed by the point cooling part while increasing the cooling speed of the automobile wheel as a whole. As a result, the solidification of the molten metal can proceed sequentially from the outermost end of the rim toward the pouring gate as much as possible, and a sound product can be efficiently manufactured.
[0008]
As the above-mentioned cooling part body, it has a stepped structure consisting of a point cooling part and an overall cooling part, and the point cooling part is mainly intended to locally cool the part where the spoke joins to the hub part. It may be installed only at a position corresponding to the hub part to which the spoke part of the wheel for joining is attached, or may be installed over the entire area of the hub circumference. On the other hand, the entire cooling unit may be configured over the entire circumference of the wheel, or a plurality of cooling unit bodies may be configured corresponding to the installation position of the point cooling unit.
[0009]
As a cooling method of such a cooling part body, general water cooling, air cooling, or the like can be used. A flow path through which the cooling fluid flows is provided in the cooling part body, and the cooling fluid is injected into the flow path. In this way, cooling can be performed. Such a cooling fluid flow path can also be provided in each of the point cooling section and the entire cooling section, whereby the cooling action of the point cooling section can be further enhanced.
[0010]
As a nesting cooled by the cooling body according to the present invention, in order to obtain an appropriate cooling action from the point cooling part and the whole cooling part, a thin side partial plane and a thick side main plane are formed in the nesting, and contact is made. The contact surfaces of the nest and the cooling unit are in plane contact so that the surface is uniformly cooled.
[0011]
The thickness of the thin portion of the thin side partial plane configured in such a nesting can be an appropriate shape depending on the shape and material of the automobile wheel to be cooled.
[0012]
On the other hand, in the cooling process of the casting apparatus described above, the temperature of the nest is about 400 ° C. to 500 ° C., whereas the cooling body is about 100 ° C. A change occurs in the insert and the cooling unit body, and a compressive load acts on or contacts the contact surface between the point cooling unit and the thin side partial plane and the contact surface between the whole cooling unit and the thick side main plane. The surface may be separated. Therefore, a configuration as shown in FIG. 5 (not a publicly known example) in which an escape space is provided in anticipation of thermal expansion and contraction deformation has been considered, but in the escape space provided in advance between the entire cooling unit and the thick-walled main plane, Since the thermal conductivity of air is low, the cooling action becomes insufficient, and the necessary cooling effect cannot be obtained. Therefore, as a result of further intensive studies, the inventor can absorb the above-mentioned thermal expansion and contraction deformation between the point cooling part and the thin side partial plane or / and between the whole cooling part and the thick side main plane. It came to interpose a thermal expansion shrinkage buffer material. By using the thermal expansion / shrinkage cushioning material in this way, it is possible to prevent a load or a space from being created between the cooling body and the insert due to thermal expansion / shrinkage deformation, and a sufficient cooling effect can be obtained. It was to be demonstrated.
[0013]
Since the shape of the nest and the cooling unit, the temperature difference between the nest and the cooling unit, etc. affect the thermal expansion / shrinkage deformation, the contact surface for interposing the above-mentioned thermal expansion / contraction member is the point cooling unit and the thin wall Compare the thermal expansion / shrinkage deformation that occurs on the contact surface with the side partial plane and the thermal expansion / shrinkage deformation that occurs on the contact surface between the entire cooling section and the thick side main plane, and the contact that generates the larger amount of deformation. It is effective to interpose a thermal expansion / shrinkage buffer material on the surface. Further, depending on the deformation amount and the deformation action, a thermal expansion / shrinkage cushioning material may be interposed on both contact surfaces.
[0014]
As the above-mentioned thermal expansion buffer material, it is required that the cooling action from the cooling body can be sufficiently transmitted. Therefore, it is proposed to use a material having high thermal conductivity. Further, by making the thermal expansion / shrinkage buffer material an elastic body having high elasticity, even if the nest and the cooling body are subjected to thermal expansion / shrinkage deformation, both are always in contact via the thermal expansion / shrinkage buffer material. Therefore, sufficient heat conduction can be performed. In addition, a material having sufficient heat resistance in the temperature range of the insert during casting is preferable. Furthermore, you may use the material whose coefficient of thermal expansion is higher than a nest | insert or a cooling part body.
[0015]
As such a thermal expansion and contraction material, a carbon material such as copper or graphite can be used. In particular, it is proposed to use a graphite sheet member made of graphite having a high thermal conductivity, high elasticity, and heat resistance, or a carbon fiber nonwoven fabric made of carbon fiber short fibers. In particular, the graphite sheet member has a high recovery rate when compressed, and therefore has high durability against repeated use.
[0016]
As the above-mentioned thermal expansion / shrinkage buffer material, the thickness of the material is generally inversely proportional to the thermal conductivity, so that the thinner is preferable from the viewpoint of thermal conductivity. On the other hand, it is necessary to have a thickness that can support the amount of thermal expansion / shrinkage deformation of the nest and the cooling body. It is necessary to decide.
[0017]
DETAILED DESCRIPTION OF THE INVENTION
Embodiments of the present invention will be described with reference to the drawings.
FIG. 1 shows a casting
[0018]
FIG. 2 is an enlarged view of the
[0019]
The thermal expansion /
[0020]
The cooling
[0021]
On the other hand, as shown in FIG. 3, the shapes of the
[0022]
Next, the casting process in the present invention will be described with reference to FIGS. 1 and 2. FIG.
As a material for automobile wheels, for example, an aluminum alloy is melted by heating in a melting furnace or the like to form a molten metal. A molten aluminum at a high temperature of about 700 ° C. is poured from the
[0023]
When the molten metal is introduced in this way, the mold is heated to a high temperature by the molten metal, and particularly at a temperature of about 400 ° C. to 500 ° C. near the
[0024]
In addition, by locally forcibly cooling the
[0025]
In such a cooling process, since the temperature of the
[0026]
On the other hand, in the
[0027]
Further, in the
[0028]
As described above, in the present invention, in the automobile wheel cooling process, the
[0029]
【The invention's effect】
The present invention provides a cooling unit for an automobile wheel by providing an overall cooling part for cooling the entire insert and a point cooling part for forcibly cooling the hub part, thereby reducing the cooling speed of the automobile wheel by the overall cooling part. Since the hub part can be locally forcedly cooled by the point cooling part according to the cooling rate while enhancing the whole, an appropriate cooling action can be produced as a whole, and the solidification of the molten metal is caused by the rim part. Since a process of sequentially proceeding from the extreme end toward the gate can be created, defects and the like can be prevented and a sound automobile wheel product can be efficiently manufactured.
[0030]
By interposing a thermal expansion / shrinkage cushioning material in either or both of the whole cooling unit and the point cooling unit of the cooling unit in contact with the nest, a space is created in the contact part between the cooling unit and the nest by thermal expansion / shrinkage deformation. It is possible to prevent the occurrence of the occurrence, and further, since it is not necessary to provide an escape space in advance in anticipation of thermal expansion and contraction deformation, an appropriate cooling effect can always be obtained.
[0031]
A high cooling effect and durability can be obtained by using a sheet member made of graphite as an elastic body having excellent thermal conductivity and high heat resistance for the thermal expansion / shrinkage buffer material.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view of an
FIG. 2 is a specific example of an
FIG. 3 is a specific example of the
FIG. 4 is an example of a
FIG. 5 is a comparative example in which an
[Explanation of symbols]
DESCRIPTION OF
Claims (2)
厚肉側主平面に接触する全体冷却部と、薄肉側部分平面に接触するポイント冷却部とを具備する冷却部体とを備え、
ポイント冷却部と薄肉側部分平面との間又は/及び全体冷却部と厚肉側主平面との間に熱膨張収縮緩衝材を介装したことを特徴とする自動車用ホイールの鋳造装置。Forming a thin portion on the spout side of the spoke portion molding runner, forming a surface facing the spoke portion molding runner as a thin side partial plane, and further forming a spoke portion molding runway of the thick portion excluding the thin portion; Nesting that defines a cavity of a wheel mold for an automobile that has an opposing surface as a thick-side main plane,
A cooling part body comprising a whole cooling part in contact with the thick side main plane and a point cooling part in contact with the thin side partial plane;
An automotive wheel casting apparatus comprising a thermal expansion / shrinkage cushioning material interposed between a point cooling section and a thin side partial plane or / and between an entire cooling section and a thick side main plane.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001191913A JP4521135B2 (en) | 2001-06-25 | 2001-06-25 | Automotive wheel casting equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001191913A JP4521135B2 (en) | 2001-06-25 | 2001-06-25 | Automotive wheel casting equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003010945A JP2003010945A (en) | 2003-01-15 |
| JP4521135B2 true JP4521135B2 (en) | 2010-08-11 |
Family
ID=19030454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001191913A Expired - Fee Related JP4521135B2 (en) | 2001-06-25 | 2001-06-25 | Automotive wheel casting equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4521135B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102151795A (en) * | 2011-03-25 | 2011-08-17 | 浙江今飞机械集团有限公司 | Back casting method of hub of electric motorcycle and die |
| JP5798380B2 (en) * | 2011-06-01 | 2015-10-21 | 旭テック株式会社 | Mold for vehicle wheel manufacturing |
| JP5798381B2 (en) * | 2011-06-01 | 2015-10-21 | 旭テック株式会社 | Mold for manufacturing vehicle wheel and method for manufacturing vehicle wheel using the same |
| CN105058001A (en) * | 2015-07-16 | 2015-11-18 | 昆山广标精密机械有限公司 | Method for machining side mould body of aluminum alloy hub casting mould |
| CN105436421A (en) * | 2015-12-21 | 2016-03-30 | 上海亚德林有色金属有限公司 | Damper body mould structure for condensing parts by utilizing hollow structure and bracket |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0241735A (en) * | 1988-07-31 | 1990-02-09 | Asahi Tec Corp | Method for casting wheel for vehicle and mold thereof |
| JPH02138056U (en) * | 1989-04-14 | 1990-11-19 | ||
| JPH06179045A (en) * | 1992-12-10 | 1994-06-28 | Hitachi Metals Ltd | Casting die |
| JPH08229637A (en) * | 1995-02-23 | 1996-09-10 | Asahi Tec Corp | Protective device of copper alloy mold |
| JPH08318362A (en) * | 1995-05-24 | 1996-12-03 | Asahi Tec Corp | Die device for casting |
| JP2000190065A (en) * | 1998-12-24 | 2000-07-11 | Sanuki Chuzo Tekko Kk | Casting method and casting seal material |
| JP2001286982A (en) * | 2000-03-31 | 2001-10-16 | Asahi Tec Corp | Mold unit and mold unit of wheel for car |
-
2001
- 2001-06-25 JP JP2001191913A patent/JP4521135B2/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0241735A (en) * | 1988-07-31 | 1990-02-09 | Asahi Tec Corp | Method for casting wheel for vehicle and mold thereof |
| JPH02138056U (en) * | 1989-04-14 | 1990-11-19 | ||
| JPH06179045A (en) * | 1992-12-10 | 1994-06-28 | Hitachi Metals Ltd | Casting die |
| JPH08229637A (en) * | 1995-02-23 | 1996-09-10 | Asahi Tec Corp | Protective device of copper alloy mold |
| JPH08318362A (en) * | 1995-05-24 | 1996-12-03 | Asahi Tec Corp | Die device for casting |
| JP2000190065A (en) * | 1998-12-24 | 2000-07-11 | Sanuki Chuzo Tekko Kk | Casting method and casting seal material |
| JP2001286982A (en) * | 2000-03-31 | 2001-10-16 | Asahi Tec Corp | Mold unit and mold unit of wheel for car |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003010945A (en) | 2003-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008532773A (en) | Method and apparatus for directional solidification with improved heat extraction from aluminum castings | |
| KR101805853B1 (en) | Method and casting mold for producing castings, in particular cylinder blocks and cylinder heads, having functional connection of the feeder | |
| JP4303809B2 (en) | Continuous casting mold | |
| JP4521135B2 (en) | Automotive wheel casting equipment | |
| JP3159366B2 (en) | Low pressure casting mold | |
| JP2000254768A (en) | Metallic mold for inserting pipe as cast-in | |
| JP4745532B2 (en) | Multi-gate casting mold and casting method | |
| JPH0138590B2 (en) | ||
| JP5768705B2 (en) | Cylinder for casting cylinder head | |
| JP2011136515A (en) | Injection molding method and injection molding metallic die | |
| JP4091808B2 (en) | Casting mold for vehicle wheel | |
| JP3339503B2 (en) | Mold for cast-in pipe | |
| JP2000042717A (en) | Die with built-in pipe for adjusting temperature | |
| JP3571281B2 (en) | Aluminum Wheel Mold | |
| JPH04274859A (en) | Cooling method for casting die for wheel for vehicle | |
| JP5025153B2 (en) | Mold apparatus, cast product, and mold manufacturing method | |
| CN104999042B (en) | Water-cooled hub mold | |
| JP5246939B2 (en) | Low pressure casting mold | |
| JP2004009682A (en) | Mold | |
| JP2019166528A (en) | Shell mold die, and method for producing casting using the same | |
| JPH09207136A (en) | Mold for resin molding and manufacture thereof | |
| CN219093548U (en) | Wax mould for rear axle lower thrust support | |
| KR102642837B1 (en) | Method of pressure casting molten stainless steel | |
| JPH09168856A (en) | Method and device for production of die for resin forming | |
| JPH05256192A (en) | Manufacture of piston for internal combustion engine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080613 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100217 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100427 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100524 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |