JP4160839B2 - High formability and high strength hot-rolled steel sheet with low shape anisotropy and small anisotropy and method for producing the same - Google Patents
High formability and high strength hot-rolled steel sheet with low shape anisotropy and small anisotropy and method for producing the same Download PDFInfo
- Publication number
- JP4160839B2 JP4160839B2 JP2003041388A JP2003041388A JP4160839B2 JP 4160839 B2 JP4160839 B2 JP 4160839B2 JP 2003041388 A JP2003041388 A JP 2003041388A JP 2003041388 A JP2003041388 A JP 2003041388A JP 4160839 B2 JP4160839 B2 JP 4160839B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel sheet
- anisotropy
- rolled steel
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Metal Rolling (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、自動車部材等に使用され、効率よく自動車部材の軽量化を達成することのできる形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板とその製造方法に関するものである。
【0002】
【従来の技術】
自動車からの炭酸ガスの排出量を抑えるために、高強度鋼板を使用して自動車車体を軽量化することが進められている。また、搭乗者の安全性を確保するためにも、自動車車体には、軟鋼板の他に高強度鋼板が多く使用されるようになってきている。さらに、自動車車体の軽量化を今後進めていくために、従来以上に高強度鋼板の使用強度レベルを高めたいという新たな要請が非常に高まりつつある。
【0003】
しかしながら、高強度鋼板に曲げ変形を加えると、加工後の形状はその高強度ゆえに、加工冶具の形状から離れて加工前の形状の方向にもどりやすくなる。加工を与えても元の形状の方向にもどろうとする現象はスプリング・バックと呼ばれている。
【0004】
このスプリング・バックが発生すると、狙いとする加工部品の形状が得られない。従って、従来の自動車の車体では、主として440MPa以下の高強度鋼板に限って使用されてきた。
【0005】
自動車車体にとっては、490MPa以上の高強度鋼板を使用して車体の軽量化を進めていく必要があるにもかかわらず、スプリング・バックが少なく形状凍結性の良い高強度鋼板が存在しないのが実状である。
【0006】
付け加えるまでもなく、440MPa以下の高強度鋼板や軟鋼板の加工後の形状凍結性を高めることも、自動車や家電製品などの製品の形状精度を高める上で極めて重要である。
【0007】
特許文献1には、圧延面に平行な面における{200}集合組織の集積度が1.5以上であることを特徴とするスプリングバック量が小さいオーステナイト系ステンレス冷延鋼板が開示されている。しかし、フェライト系鋼板のスプリングバック量を小さくする技術については何ら記載されていない。
【0008】
また、一方では、高強度鋼板が適用される複雑な形状の自動車部品へプレス成形可能な良好なプレス成形性を確保することも要求される。
【0009】
高強度鋼板のプレス成形性を向上させる方法として、例えば、特許文献2には、鋼中に一定量以上のオーステナイトを残留させ、この残留オーステナイトからマルテンサイトへの加工誘起変態を利用する方法が提案されているが、この様な良加工性の高強度鋼板において、成形性の異方性を低減する方法や上述の形状凍結性を向上させる方法については明確にされていない。
【0010】
さらに、良好な加工性を有しつつ自動車の衝突時の衝撃エネルギー吸収能を高める方法については、例えば、特許文献3に、同じく残留オーステナイトを利用する方法が提案されているが、この様な良好な加工性と衝撃エネルギー吸収能を持つ高強度鋼板において、成形性の異方性を低減する方法や上述の形状凍結性を向上させる方法については明確にされていない。
【0011】
【特許文献1】
特開平10−72644号公報
【特許文献2】
特開平6−145892公報
【特許文献3】
特開平11−080879公報
【0012】
【発明が解決しようとする課題】
曲げ加工を施す自動車用部材に適用する鋼板の強度を増すと、鋼板強度の上昇にしたがってスプリング・バックの量が増大し、形状不良が発生し、高強度鋼板の適用が制限されているのが現状である。また、良好なプレス成形性と高い衝撃エネルギー吸収能は高強度鋼板が自動車部品等に適用されるためには、欠くことのできない特性である。
【0013】
本発明は、この問題を抜本的に解決して、良好な形状凍結性と良好なプレス成形性をもつ異方性の小さな高強度熱延鋼板およびその製造方法を提供するものである。
【0014】
【課題を解決するための手段】
従来の知見によれば、スプリング・バックを抑えるための方策としては、鋼板の降伏点を低くすることが、とりあえず重要であると考えられていた。そして、降伏点を低くするためには、引張強さの低い鋼板を使用せざるをえなかった。しかし、これだけでは、鋼板の曲げ加工性を向上させ、スプリング・バック量を低く抑えるための根本的な解決にはならない。
【0015】
そこで、本発明者らは、曲げ加工性を向上させてスプリング・バックの発生を根本的に解決するために、新たに鋼板の集合組織の曲げ加工性への影響に着目して、その作用効果を詳細に調査、研究した。そして、曲げ加工性に優れた鋼板を見いだした。
【0016】
すなわち、調査研究の結果、{100}<011>〜{223}<110>方位群と{554}<225>、{111}<112>および{111}<110>の各方位のX線ランダム強度比を制御すること、さらには、圧延方向のr値および圧延方向と直角方向のr値のうち少なくとも1つをできるだけ低い値にすることで、曲げ加工性が飛躍的に向上することを明らかにした。
【0017】
しかし、圧延方向のr値および圧延方向と直角方向のr値のうち少なくとも1つを低い値にすると、プレス成形性が劣化することが予想され、形状凍結性と加工性の両立が困難となる。そこで、本発明者らは、鋭意研究の結果、上記集合組織制御とミクロ組織中へのオーステナイトの残留を同時に成立させ、さらに、残留オーステナイトの性質を制御することによって、形状凍結性と加工性および衝突エネルギー吸収能を同時に高めることができることを明らかにした。
【0018】
また、種々の部品を成形するためのブランク採取方向を限定しないことは、鋼材の歩留まり向上に大きく貢献するが、このためには延性の異方性、とりわけ均一伸びの異方性を小さくすることが重要な意味を持つ。
【0019】
本発明者らは、実験によって、鋼板の仕上げ熱間圧延の開始温度と終了温度を制御することによって、上記形状凍結性と加工性を確保しつつ、均一伸びの異方性を小さくすることが可能であることを見出した。
【0020】
本発明は前述の知見に基づいて構成されており、その主旨とするところは以下のとおりである。
【0021】
(1)C、Si、Al、Mn及びPを含有し、質量%で、
グループA
C ;0.02〜0.3%、
Mn;0.01〜3%、
Ni;3%以下、
Cr;3%以下、
Cu;2%以下、
Mo;2%以下、
W ;2%以下、
Sn;0.3%以下、
グループB
Si;0.003〜3%、
Al;3%以下、
としたときに、グループAのC、Mnを含む二種または三種以上を合計で0.5%以上5%以下含み、かつ、グループBの二種を合計で0.5%以上4%以下含み、さらに、Pを0.2%以下含み、残部がFeおよび不可避的不純物からなり、ミクロ組織がフェライト又はベイナイトを体積分率最大の相とし、体積分率で1%以上25%以下の残留オーステナイトを含み、少なくとも1/2板厚における板面の{100}<011>〜{223}<110>方位群のX線ランダム強度比の平均値が2.5以上で、かつ、{554}<225>、{111}<112>および{111}<110>の3つの結晶方位のX線ランダム強度比の平均値が3.5以下であり、さらに、圧延方向のr値および圧延方向と直角方向のr値のうち少なくとも1つが0.7以下であり、均一伸びの異方性△uElが4%以下で、かつ、局部伸びの異方性△LEl以下であることを特徴とする形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
但し、△uEl={|uEl(L)−uEl(45°)|+|uEl(C)
−uEl(45°)|}/2
△LEl={|LEl(L)−LEl(45°)|+|LEl(C)
−LEl(45°)|}/2
圧延方向と平行(L方向)、垂直(C方向)、および、45°方向の均一伸びを、それぞれ、uEl(L)、uEl(C)、および、uEl(45°)とし、圧延方向と平行(L方向)、垂直(C方向)、および45°方向の局部伸びを、それぞれ、LEl(L)、LEl(C)、および、LEl(45°)とする。
【0024】
(2)前記局部伸びの異方性△LElが2.5%以上であることを特徴とする(1)記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
【0026】
(3)さらに、質量%で、Coを0.01%以上3%以下含むことを特徴とする(1)または(2)に記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
【0027】
(4)さらに、質量%で、Nb、Ti、Vの1種または2種以上を合計で0.001%以上0.8%以下含むことを特徴とする(1)〜(3)のいずれかに記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
【0029】
(5)さらに、質量%で、Bを0.01%以下含むことを特徴とする(1)〜(4)のいずれかに記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
【0030】
(6)さらに、質量%で、
Ca;0.0005〜0.005%、
Rem;0.001〜0.02%、
Ce;0.0001〜0.05%、
La;0.0001〜0.05%、
Mg;0.0001〜0.05%、
Ta;0.0001〜0.05%、
の一種または二種以上を含むことを特徴とする(1)〜(5)のいずれかに記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
【0031】
(7)(1)〜(6)のいずれかに記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板にめっきを施したことを特徴とする形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
【0032】
(8)(1)〜(7)のいずれかに記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板を製造するにあたり、(1)、(3)〜(6)のいずれかに記載の化学成分を有する鋳造スラブを、鋳造まま、または、一旦冷却した後に1000℃〜1300℃の範囲に再度加熱し、熱間圧延をする際、Ar3℃〜(Ar3+150)℃の温度範囲における圧下率の合計が25%以上となるように制御し、仕上げ熱延開始温度TFS(℃)と仕上げ熱延完了温度TFE(℃)が下記(1)〜(4)式を全て同時に満足するように熱間圧延を終了し、熱間圧延後冷却して下記(5)式に示す鋼の化学成分で決まる臨界温度To(℃)以下でかつ480℃以下300℃以上の温度で巻き取ることを特徴とする形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板の製造方法。
TFE≧Ar3(1)
TFS≦1100℃ (2)
20℃≦TFS−TFE≦150℃ (3)
TFS−TFE≧−1.1886×TFE+1122.3 (4)
To=−650.4×{C%/(1.82×C%−0.001)}+B (5)
ここで、Bは質量%で表現した鋼の化学成分より求まる。
B=−50.6×Mneq+894.3
Mneq=Mn%+0.24×Ni%+0.13×Si%+0.38×Mo%+0.55×Cr%+0.16×Cu%
−0.50×Al%−0.45×Co%+0.90×V%
但し、
Ar3=901−325×C%+33×Si%+287×P%+40×Al%
−92×(Mn%+Mo%+Cu%)−46×(Cr%+Ni%)
(9)Ar3〜(Ar3+150)℃の温度範囲の熱間圧延の内少なくとも1パス以上において摩擦係数が0.2以下となるように制御することを特徴とする(8)記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板の製造方法。
【0033】
(10)(8)または(9)に記載された方法で製造された熱延鋼板に0.1%以上5%以下のスキンパス圧延を施すことを特徴とする形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板の製造方法。
【0034】
【発明の実施の形態】
以下に本発明の内容を詳細に説明する。
【0035】
1/2板厚における板面の{100}<011>〜{223}<110>方位群のX線ランダム強度比の平均値、および、{554}<225>、{111}<112>および{111}<110>の3つの結晶方位のX線ランダム強度比の平均値:
本発明で特に重要な特性値である。板厚中心位置での板面のX線回折を行い、ランダム試料に対する各方位の強度比を求めたときの、{100}<011>〜{223}<110>方位群の平均値が2.5以上でなくてはならない。これが2.5未満では形状凍結性が劣悪となる。
【0036】
この方位群に含まれる主な方位は、{100}<011>、{116}<110>、{114}<110>、{113}<110>、{112}<110>、{335}<110>、および、{223}<110>である。
【0037】
これら各方位のX線ランダム強度比は{110}極点図に基づきベクトル法により計算した3次元集合組織や、{110}、{100}、{211}、{310}極点図のうち複数の極点図(好ましくは3つ以上)を用いて級数展開法で計算した3次元集合組織から求めればよい。
【0038】
例えば、後者の方法における上記各結晶方位のX線ランダム強度比には、3次元集合組織のφ2=45゜断面における(001)[1−10]、(116)[1−10]、(114)[1−10]、(113)[1−10]、(112)[1−10]、(335)[1−10]、(223)[1−10]の強度をそのまま用いればよい。
【0039】
{100}<011>〜{223}<110>方位群の平均値とは、上記の各方位の相加平均である。上記の全ての方位の強度を得ることができない場合には、{100}<011>、{116}<110>、{114}<110>、{112}<110>、{223}<110>の各方位の相加平均で代替してもよい。
【0040】
さらに、1/2板厚における板面の{554}<225>、{111}<112>および{111}<110>の3つの結晶方位のX線ランダム強度比の平均値は3.5以下でなくてはならない。これが3.5超であると、{100}<011>〜{223}<110>方位群の強度が適正であっても良好な形状凍結性を得ることが困難となる。
【0041】
{554}<225>、{111}<112>および{111}<110>のX線ランダム強度比も上記の方法に従って計算した3次元集合組織から求めればよい。より望ましくは、{100}<011>〜{223}<110>方位群のX線ランダム強度比の平均値が3.0以上、さらに好ましくは4.0以上、{554}<225>、{111}<112>および{111}<110>のX線ランダム強度比の相加平均値が2.5未満である。
【0042】
以上述べた結晶方位のX線強度が曲げ加工時の形状凍結性に対して重要であることの理由は必ずしも明らかではないが、曲げ変形時の結晶のすべり挙動と関係があるものと推測される。
【0043】
X線回折に供する試料は、機械研磨などによって鋼板を所定の板厚まで減厚し、次いで化学研磨や電解研磨などによって歪みを除去すると同時に板厚1/2面が測定面となるように作製する。鋼板の板厚中心層に偏析帯や欠陥などが存在し測定上不都合が生ずる場合には、板厚の3/8〜5/8の範囲で適当な面が測定面となるように上述の方法に従って試料を調整して測定すればよい。
【0044】
当然のことであるが、上述のX線強度の限定が板厚1/2近傍だけでなく、なるべく多くの厚み(特に最表層〜板厚の1/4)について満たされることで、より一層形状凍結性が良好になる。なお、{hkl}<uvw>で表される結晶方位とは、板面の法線方向が<hkl>に平行で、圧延方向が<uvw>と平行であることを示している。
【0045】
圧延方向のr値(rL)および圧延方向と直角方向のr値(rC):
本発明において重要である。すなわち、本発明者等が鋭意検討の結果、上述した種々の結晶方位のX線強度が適正であっても、必ずしも良好な形状凍結性が得られないことが判明した。
【0046】
上記のX線強度と同時に、rLおよびrCのうち少なくとも1つが0.7以下であることが必須である。より好ましくは0.55以下である。
【0047】
rLおよびrCの下限は特に定めることなく、本発明の効果を得ることができるが、r値はJIS5号引張試験片を用いた引張試験により評価する。引張歪みは通常15%であるが、均一伸びが15%を下回る場合には、均一伸びの範囲で、できるだけ15%に近い歪みで評価すればよい。
【0048】
なお、曲げ加工を施す方向は加工部品によって異なるので、特に限定するものではないが、r値が小さい方向に対して垂直もしくは垂直に近い方向に折り曲げる加工を主とすることが好ましい。
【0049】
ところで、一般に、集合組織とr値とは相関があることが知られているが、本発明においては、既述の結晶方位のX線強度比に関する限定とr値に関する限定とは互いに同義ではなく、両方の限定が同時に満たされなくては、良好な形状凍結性を得ることはできない。
【0050】
ミクロ組織:
フェライトとその他の低温生成物(ベイナイト、マルテンサイト、アシキュラーフェライト、ウィッドマンシュテッテンフェライト等)で比較すると、後者の方が集合組織の発達が強いために、高い形状凍結性を確保するためには、フェライトの体積分率は80%を超えないように調整することが好ましい。ここで、ベイナイトはミクロ組織中に鉄炭化物粒子を含んでも含まなくてもよい。
【0051】
体積分率最大の相がフェライトもしくはベイナイト以外の場合には、鋼材の強度を必要以上に向上させてその加工性を劣化させたり、不必要な炭化物析出によって必要な量の残留オーステナイトが確保されないことで鋼板の加工性を著しく劣化させたりすることから、体積分率最大の相はフェライトもしくはベイナイトに限定する。
【0052】
また、マルテンサイトは強度を上昇させるのみならず、疲労強度の向上や衝撃エネルギー吸収能を上昇させるため、必要に応じ、体積分率で1%以上含むことが好ましいが、その体積率が25%を超えると、必要以上に強度が上昇するだけでなく、加工性や靱性が著しく劣化することから、25%以下とすることが好ましい。
【0053】
実際の自動車部品においては、1つの部品の中で上記のような曲げ加工に起因する形状凍結性が問題になるだけではなく、同一部品の他の部位においては、張り出し性や絞り加工性等の良好なプレス加工性が要求される場合が少なくない。
【0054】
従って、上述の集合組織を制御した曲げ加工時の形状凍結性の向上とともに、鋼板そのもののプレス加工性も向上させる必要がある。
【0055】
本発明者らは、本発明鋼の特徴であるrLおよびrCのうち少なくとも1つが0.7以下であることを満足しつつ、張り出し成形性とともに絞り成形性を高めるための方法として、鋼板中にオーステナイトを残留させることが最も望ましいことを見いだした。
【0056】
この時、残留オーステナイトの体積分率が1%未満の場合にはその効果が小さいことから、1%を残留オーステナイト体積分率の下限とした。好ましくは2%を下限とする。残留オーステナイトの量は多いほど成形性を良好にするが、体積分率で25%超の残留オーステナイトを含む場合には、オーステナイトの加工安定性が低下し、逆に、鋼材の加工性が低下するために、25%を残留オーステナイト体積分率の上限とすることが好ましい。
【0057】
体積分率最大の相であるフェライトやベイナイトの粒径に比べ、残留オーステナイトの平均粒径が大きくなると、残留オーステナイトの安定性そのものが低下し、成形性も衝撃エネルギー吸収能も低下させるために、残留オーステナイト粒はできるだけ細粒にすることが好ましい。
【0058】
従って、体積分率最大の相であるフェライトやベイナイトの粒径に対する残留オーステナイトの最大粒径の比は0.6以下であることが望ましい。
【0059】
この比の下限は特に定めることなく本発明の効果を得ることができるが、残留オーステナイト粒を極度に細粒化することは必要以上にオーステナイトを安定化することによって残留オーステナイトの効果を小さくするため、体積分率最大の相であるフェライトやベイナイトの粒径に対する残留オーステナイトの最大粒径の比は0.05以上であることが好ましい。
【0060】
残留オーステナイトの量は、例えば、MoのKα線を用いたX線解析により、フェライトの(200)面、(211)面、および、オーステナイトの(200)面、(220)面、(311)面の積分反射強度を用いて、Journal of The Iron and Steel Institute, 206 (1968) p60 に示された方法にて算出できる。
【0061】
また、体積分率最大の相であるフェライトまたはベイナイトは、ナイタール腐食写真を元に画像処理もしくはポイントカウント法などを用いて測定することができる。
【0062】
延性の異方性:
鋼板をプレス成形する場合には、鋼板の均一伸び、すなわち、n値が重要な意味を持つ。特に、張りだし成形が主となる高強度鋼板においては、この均一伸び(n値)が異方性を持つ場合には、部品によってブランク切りだし方向を注意深く選定することが必要となり、生産性の劣化や鋼板歩留まりの低下を招く。また、場合によっては、所望の形状に成形できない場合も生じる。
【0063】
圧延方向と平行(L方向)、垂直(C方向)および45°方向の伸び(均一伸びuEl、局部伸びLEl)を用いて異方性のパラメーターを下式で定義するとき、
△uEl={|uEl(L)−uEl(45°)|+|uEl(C)
−uEl(45°)|}/2
△LEl={|LEl(L)−LEl(45°)|+|LEl(C)
−LEl(45°)|}/2
となる。
【0064】
400MPa程度以上の引張り強度(引張り試験で得られる最大強度)を持つ鋼においては、この均一伸びの異方性△uElが4%以下であれば、方向によらない良好な成形性を示すことが判明した。特に厳しい加工性が要求される場合には、異方性△uElが3%以下であることが望ましい。
【0065】
しかしながら、△uEl>△LElとなる場合には、良好な成形性と形状凍結性が両立しなかったために、△uElは△LEl以下とした。
【0066】
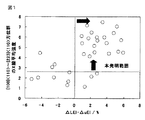
{100}<011>〜{223}<110>方位群の平均強度と△LEl―△uElの関係を示したのが図1であるが、{100}<011>〜{223}<110>方位群の平均強度が2.5以上で、かつ、△LEl―△uElが正の場合に初めて加工性と形状凍結性を両立させることができる。
【0067】
以下に本発明の化学成分の影響について述べる。
【0068】
C:
Cはオーステナイトを室温で安定化させて残留させるために必要なオーステナイトの安定化に貢献する最も安価な元素であるために、本発明において最も重要な元素といえる。
【0069】
鋼材の平均C量は、室温で確保できる残留オーステナイト体積分率に影響を及ぼすのみならず、製造の加工熱処理中に未変態オーステナイト中に濃化することで、残留オーステナイトの加工に対する安定性を向上させることができる。
【0070】
しかしながら、この添加量が0.02質量%未満の場合には、最終的に得られる残留オーステナイトの体積分率が1%以上を確保することができないので0.02質量%を下限とした。
【0071】
一方、鋼材の平均C量が増加するに従って確保可能な残留オーステナイト体積分率は増加し、残留オーステナイト体積率を確保しつつ残留オーステナイトの安定性を確保することが可能となる。
【0072】
しかしながら、鋼材のC添加量が過大になると、必要以上に鋼材の強度を上昇させ、プレス加工等の成形性を阻害するのみならず、静的な強度上昇に比して動的な応力上昇阻害されるとともに、溶接性を低下させることによって部品としての鋼材の利用が制限されるようになる。従って、鋼材のC質量%の上限を0.3質量%とした。
【0073】
Mn、Ni、Cr、Cu、Mo、W、Sn:
Mn、Ni、Cr、Cu、Mo、W、Snは全てオーステナイトからフェライトへの変態による組織形成を制御するために重要な元素である。特に、溶接性の観点からCの添加量が制限される場合には、このような元素を適量添加することによって、効果的にオーステナイトを残留させることが可能となる。
【0074】
また、これらの元素は、AlやSi程ではないが、セメンタイトの生成を抑制する効果があり、オーステナイトへのCの濃化を助ける働きもする。さらに、これらの元素は、Al、Siとともにマトリックスであるフェライトやベイナイトを固溶強化させることによって、高速での動的変形抵抗を高める働きも持つ。
【0075】
しかしながら、Cを含め、これらの元素の1種または2種以上の添加の合計が0.5質量%未満の場合には、必要な残留オーステナイトの確保ができなくなるとともに、鋼材の強度が低くなり、有効な車体軽量化が達成できなくなることから、Cを含めたこれらの元素の1種または2種以上の合計の下限を0.5質量%とした。
【0076】
一方、Mn;3質量%超、Ni;3質量%超、Cr;3質量%超、Cu;2質量%超、Mo;2質量%超、W;2質量%超、もしくは、Sn;0.3質量%超、または、これらの元素の1種または2種以上の合計が5質量%を超える場合には、母相であるフェライトもしくはベイナイトの硬質化を招き、鋼材の加工性の低下、靱性の低下、さらには、鋼材コストの上昇を招くために、各元素の含有量に上限を設けるとともに、合計量の上限を5質量%とした。
【0077】
但し、Mn添加量を0.01質量%未満とすることは経済的な不利益を招くことから、これをMn添加量の下限とした。
【0078】
Al、Si:
AlとSiは、ともにフェライトの安定化元素であり、フェライト体積率を増加させることによって鋼材の加工性を向上させる働きがある。また、Al、Siともにセメンタイトの生成を抑制することから、効果的にオーステナイト中へのCを濃化させることを可能とするので、室温で適当な体積分率のオーステナイトを残留させるためには不可避的な添加元素である。
【0079】
このような機能を持つ添加元素としては、Al、Si以外に、PやCu、Cr、Mo等があげられ、このような元素を適当に添加することも同様な効果が期待される。
【0080】
しかしながら、Siが0.003質量%未満、または、AlとSiの一種もしくは双方の合計が0.5質量%未満の場合には、セメンタイト生成抑制の効果が十分でなく、オーステナイトの安定化に最も効果的な添加されたCの多くが炭化物の形で浪費され、本発明に必要な残留オーステナイト体積率を確保することができないか、もしくは、残留オーステナイトの確保に必要な製造条件が大量生産工程の条件に適しない。
【0081】
従って、Siの含有量を0.003質量%以上とするとともに、AlとSiの一種または二種の合計量の下限を0.5質量%とした。
【0082】
また、AlまたはSiが3質量%を超えるか、または、AlとSiの一種もしくは双方の合計が5質量%を超える場合には、母相であるフェライトもしくはベイナイトの硬質化や脆化を招き、鋼材の加工性の低下、靱性の低下、さらには、鋼材コストの上昇を招き、また、化成処理性等の表面処理特性が著しく劣化するために、AlとSiのそれぞれの上限を3質量%、また、双方の合計量の上限値を5質量%とした。
【0083】
Co:
Coは相変態を通じてミクロ組織を制御するために有効な元素であると同時に、残留オーステナイトを安定化することによって衝撃エネルギー吸収能を高める元素である。
【0084】
しかしながら、この添加量が、質量%で0.01%未満の場合には、その効果が小さいために、これを下限値とした。また、過剰の添加は、コストの上昇とともに延性低下を招くことから、質量%で3%を上限値とした。
【0085】
Nb、Ti、V:
Nb、Ti、Vは、炭化物、窒化物もしくは炭窒化物を形成することによって鋼材を高強度化することができるが、それらの1種または2種以上の合計が0.8質量%を超えた場合には、母相であるフェライトやベイナイト粒内もしくは粒界に多量の炭化物、窒化物もしくは炭窒化物として析出し、高速変形時の可動転位発生源となって、高い動的変形抵抗を得ることができなくなる。
【0086】
また、炭化物の生成は、本発明にとって最も重要な残留オーステナイト中へのCの濃化を阻害し、Cを浪費することから、上限を0.8質量%とした。
【0087】
但し、これらの元素の添加によって高強度化するためには、Nb、Ti、Vの1種または2種以上の合計で0.001質量%以上添加することが必要である。
【0088】
P:
Pは、鋼材の高強度化や前述のように残留オーステナイトの確保に有効ではあるが、0.2質量%を超えて添加された場合には、体積分率最大の相であるフェライトやベイナイトの変形抵抗を必要以上に高め、かつ、高速変形時の変形抵抗の上昇を阻害する。
【0089】
さらに、耐置き割れ性の劣化や疲労特性、靱性の劣化を招くことから、0.2質量%をその上限とした。但し、Pの添加の効果を得るためには、0.005質量%以上含有することが好ましい。
【0090】
B:
Bは、粒界の強化や鋼材の高強度化に有効ではあるが、その添加量が0.01質量%を超えると、その効果が飽和するばかりでなく、必要以上に鋼板強度を上昇させ、高速変形時の変形抵抗の上昇を阻害するとともに、部品への加工性も低下させることから、上限を0.01質量%とした。但し、Bの添加効果を得るためには、0.0002質量%以上含有することが好ましい。
【0091】
Ca、希土類元素(Rem):
介在物制御に有効な元素で、適量添加は熱間加工性を向上させるが、過剰の添加は逆に熱間脆化を助長させるため、必要に応じてそれぞれ、Ca:0.0005〜0.005質量%、Rem:0.001〜0.02質量%とした。
【0092】
ここで、RemはRera Earth Metalの略で、Laから始まるランタノイド系の元素、および、Y、Scを指し、工業的はこれらの混合物であるが、ミッシュメタルの形で添加されることが多く、この場合には、中でもLaおよびCeの含有が主体となる。
【0093】
特に、ランタノイド系の元素の中でもCeを0.0001質量%以上0.05%質量以下、Laを0.0001質量%以上0.05質量%以下の1種または2種を含有することが上記の効果を得る上で好ましい。
【0094】
また、Mgを0.0001質量%以上0.05質量%、Taを0.0001質量%以上0.05質量%以下の1種または2種を添加することも等価な効果を発現する。
【0095】
ここで、全ての場合に、下限値は介在物制御効果の発現する最低添加量を示し、最大値を超えると、逆に、介在物が大きく成長しすぎることによって穴広げ性等の極限変形能を低下させる。ミッシュメタルとして添加することがコスト的に有利である。
【0096】
S量は特に限定しないが、穴広げ性等の極限変形能向上させるためには、Sを0.01質量%以下、望ましくは0.002質量%以下、さらに厳格な極限変形能が要求される場合には0.001質量%以下にすることが好ましい。
【0097】
同じく、極限変形能や靱性を向上させる目的で、Nは0.01質量%以下、望ましくは0.005質量%以下にすることが望ましい。
【0098】
また、Oは酸化物を形成し介在物として鋼材の加工性、特に穴広げ性に代表されるような極限変形能や鋼材の疲労強度、靱性を劣化させることから、0.01質量%以下に制御することが望ましい。
【0099】
以下に本発明の製造方法について述べる。
【0100】
スラブ再加熱温度:
所定の成分に調整された鋼は、鋳造後直接もしくは一旦Ar3変態温度以下まで冷却された後に、再加熱された後に熱間圧延される。この時の再加熱温度が1000℃未満の場合には、所定の仕上げ熱延完了温度を確保することが難しくなるためにこれを下限とした。
【0101】
また、再加熱温度が1300℃を超える場合には、加熱時のスケール生成による歩留まり劣化を招くと同時に、製造コストの上昇も招くことから、これを再加熱温度の上限値とした。加熱後の鋼片は熱間圧延の途中で局部的もしくは全体を加熱されても、本発明の特性に何ら影響を及ぼさない。
【0102】
熱間圧延条件:
熱間圧延およびその後の冷却によって、所定のミクロ組織と集合組織に制御される。最終的に得られる鋼板の集合組織は、熱間圧延の温度領域によって大きく変化する。仕上げ熱延完了温度TFEがAr3℃未満になった場合には異方性△uElが4%超となり、成形性を著しく劣化させるために、これを仕上げ熱延完了温度TFEの下限とした((1)式)。
【0103】
TFEは熱延の最終圧延を施すスタンドの後方で測定されるのが一般的であるが、必要な場合には、計算によって得られる温度を用いてもよい。
【0104】
また、熱間圧延完了温度の上限は特に限定しないが、(Ar3+180℃)超の場合には、鋼板の表面に生成する酸化物層により表面品位が低下することから、これ以下であることが望ましい。より、厳格な表面品位が求められる場合には、TFEを(Ar3+150℃)以下にすることが望ましい。
【0105】
また、仕上げ熱延開始温度TFSが1100℃超の場合には、鋼板表面品位が著しく低下することから、これをTFSの上限とした((2)式)。
【0106】
また、TFSとTFEの差が150℃超の場合には、集合組織の発達が十分でなく、良好な形状凍結性と低い異方性が両立しないために、これを(TFS―TFE)の上限値とした。また、この差を20℃未満にすることは操業上困難であることから、これを下限値とした((3)式)。
【0107】
また、TFSとTFEの差が(−1.1886×TFE+1122.3)未満で有る場合には一様伸びの異方性が大きくなるために、これを(TFS−TFE)の下限とした((4)式)。
【0108】
なお、(4)式の関係は熱延条件を種々に変化させた鋼板の特性を調査した結果から本発明者らが新たに見出したものである。
【0109】
また、熱間圧延において、Ar3℃〜(Ar3+150)℃の温度範囲における圧下率は最終的な鋼板の集合組織形成に大きな影響を及ぼし、この温度範囲での圧延率が25%未満の場合には集合組織の発達が十分でなく、最終的に得られる鋼板が良好な形状凍結性を示さないために、この圧下率をAr3℃〜(Ar3+150)℃の温度範囲における圧下率の下限値とした。
【0110】
この圧下率が高いほど所望の集合組織が発達することから、50%以上であることが好ましく、また、75%以上であればさらに好ましい。
【0111】
但し、
Ar3=901−325×C%+33×Si%+287×P%+40×Al%−92×(Mn%+Mo%+Cu%)−46×(Cr%+Ni%)
とする。
【0112】
Ar3℃〜(Ar3+150)℃の温度範囲での熱間圧延は通常の条件で行われても最終的な鋼板の形状凍結性は高いが、この温度範囲で行われる熱間圧延の少なくとも1パス以上において、その摩擦係数が0.2以下となるように制御した場合には、さらに、最終的な鋼板の形状凍結性が高くなる。
【0113】
また、仕上げ熱延に先立ってスケール除去を目的とした加工や高圧水噴射、微粒子噴射等が行われることは、最終鋼板の表面品位を高める効果があり、好ましい。
【0114】
熱間圧延後の冷却は、巻取り温度を制御することが最も重要であるが、平均の冷却速度が15℃/秒以上であることが好ましい。冷却は熱間圧延後速やかに開始されることが望ましい。また、冷却の途中に空冷を設けることも、最終的な鋼板の特性を劣化させない。
【0115】
このようにして形成されたオーステナイトの集合組織を最終的な熱延鋼板に受け継がせるためには、(5)式に示すTo温度以下で巻き取る必要がある。従って鋼の成分で決まるToを巻き取り温度の上限とした。
【0116】
このTo温度は、オーステナイトとオーステナイトと同一成分のフェライトが同一の自由エネルギーを持つ温度として熱力学的に定義され、C以外の成分の影響も考慮して、(5)式を用いて簡易的に計算することができる。To温度に及ぼす本発明に規定されたこれら以外の成分の影響はそれほど大きくないので、ここでは無視した。
【0117】
冷却が鋼材の化学成分で決まる温度To超で完了し、そのまま巻取り処理が行われた場合には、上記の熱間圧延条件が満足されていた場合でも、最終的に得られる鋼板で所望の集合組織が十分に発達せず、鋼板の形状凍結性が高くならない。
【0118】
To=−650.4×{C%/(1.82×C%−0.001)}+B (5)
ここで、Bは質量%で表現した鋼の化学成分より求まる。
B=−50.6×Mneq+894.3
Mneq=Mn%+0.24×Ni%+0.13×Si%+0.38×Mo%+0.55×Cr%+0.16×Cu%
−0.50×Al%−0.45×Co%+0.90×V%
【0119】
また、巻取り温度が480℃超の場合には鋼板中に十分な量のオーステナイトが残留しないことから、これを巻き取り温度の上限値とした。一方、巻取り温度が300℃未満となると、鋼板中の残留オーステナイトが不安定となり、鋼板の加工性を大きく劣化させるために、これを巻き取り温度の下限値とした。
【0120】
スキンパス圧延:
以上の方法で製造された本発明鋼に、出荷前にスキンパス圧延を施すことは、鋼板の形状を良好にする。この時、スキンパス圧下率が0.1%未満ではこの効果が小さいことから、これをスキンパス圧下率の下限とした。
【0121】
また、5%超のスキンパス圧延を行うためには通常のスキンパス圧延機の改造が必要となり、経済的なデメリットを生じるとともに、加工性を著しく劣化させることから、これをスキンパス圧下率の上限とした。
【0122】
得られた鋼板の加工性が良好であるためには、通常のJIS5号引張り試験で得られる破断強度(TS/MPa)と全伸び(El/%)の積(TS×El/MPa・%)が18000以上であることが望ましい。
【0123】
さらに、プレス成形性に関する要求が強い場合には、この値が19000以上であることが好ましく、特に厳しいプレス加工性が要求される場合には、この値を20000以上に制御することが有効である。
【0124】
また、プレス成形・曲げ成形や液圧成形によって部材に成形された後に良好な衝突エネルギー吸収能を示すためには、相当歪みにして10%の予歪みを加えた前後の残留オーステナイト体積率の比が0.35以上であること、および、相当歪みにして10%の予歪みを加えた後の5〜10%の加工硬化指数が0.130以上を満足することが望ましい。
【0125】
めっき:
めっきの種類や方法は特に限定するものではなく、電気めっき、溶融めっき、蒸着めっき等の何れでも本発明の効果が得られる。
【0126】
本発明の鋼板は曲げ加工だけではなく、曲げ、張り出し、絞り等、曲げ加工を主体とする複合成形にも適用できる。
【0127】
【実施例】
(実施例1): 表1および表2(表1の続き)に示す25種類の鋼材を1100℃から1280℃に加熱し、表3中に示した熱延条件で熱延し、2.8mm厚の熱延鋼板とした。
【0128】
形状凍結性の評価は、270mm長さ×50mm幅×板厚の短冊状のサンプルを用い、パンチ幅80mm、パンチ肩R5mm、ダイ肩R5mmにて、種々のしわ押さえ厚でハット型に成形した後、壁部の反り量を曲率ρ(mm)として測定し、その逆数1000/ρにて行った。1000/ρが小さいほど形状凍結性は良好である。
【0129】
一般に、鋼板の強度が上昇すると形状凍結性が劣化することが知られている。本発明者らが実際の部品成形を行った結果から、上記方法によって測定されたしわ押さえ圧90kNでの1000/ρが鋼板の引張り強度TSに対して(0.015×TS−4.5)以下となる場合には、際だって形状凍結性が良好となるために、1000/ρ≦(0.015×TS−4.5)を良好な形状凍結性の条件として、評価した。
【0130】
ここで、しわ押さえ圧を増加すると、1000/ρは減少する傾向にある。しかしながら、どのようなしわ押さえ圧を選択しても鋼板の形状凍結性に関する優位性の順位は変化しない。従って、しわ押さえ圧90kNでの評価は鋼板の形状凍結性をよく代表している。
【0131】
r値、延性の異方性はJIS5号引張り試験片を用いて測定した。スポット溶接性は各鋼に対して電流密度を変化させることによって、最適スポット溶接条件を調査し、チリが発生しない条件でナゲット径が6.5mmになる条件で溶接し、せん断およびはく離引張り試験を行った。このときはく離引張り強度が軟鋼の0.9倍以下となる場合に、溶接性不良(表4(表3の続き)中のスポット溶接性の欄における×印)とした。
【0132】
表3及び表4において、No.6は、Ar3℃〜(Ar3+150)℃の温度範囲における圧下率が25%未満であるため十分な集合組織が発達せず、良好な形状凍結性が得られていない。
【0133】
No.7はTFS−TFEが150℃超であるために十分な集合組織発達が得られず、形状凍結性が劣っている。No.8およびNo.9は、CTが本発明範囲に入っていないために良好な延性が得られていないとともに、特に、前者では異方性が大きい。
【0134】
No.10は、TFS−TFEが(−1.1886×TFE+1122.3)未満となっており、その結果、鋼板の延性異方性が大きくなっている。No.24〜32は、成分が本発明範囲に無く、残留γ量も本発明範囲にないため、延性が不十分であるか、異方性が大きく、一部では形状凍結性も十分でなく、結果として、形状凍結性と低異方性を兼備した高加工性高強度鋼板になっていない。
【0135】
その他に示した本発明範囲内の化学成分の鋼を本発明範囲内の熱延条件によって製造した場合には、良好な延性、異方性とともに、良好な形状凍結性が得られることがわかる。
【0136】
【表1】

【表2】
【表3】
【表4】
【発明の効果】
本発明によって、スプリング・バック量が少なく、形状凍結性に優れると同時に異方性が少ない良好なプレス成形性を有する薄鋼板が提供できるようになり、従来は形状不良の問題から高強度鋼板の適用が難しかった部品にも、高強度鋼板が使用できるようになると同時に、効率的に自動車の安全性と車体の軽量化を両立することが可能となり、CO2排出削減等の環境・社会からの要請に応える自動車製造に大きく貢献することができる。
【0141】
従って、本発明は、工業的に極めて高い価値のある発明である。
【図面の簡単な説明】
【図1】1/2板厚における板面の{100}<011>〜{223}<110>方位群のX線ランダム強度比の平均値を(△LEl−△uEl)に対してプロットした図である。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a highly workable high-strength hot-rolled steel sheet with small anisotropy that has excellent shape freezing properties and can be used for automobile members and the like and can efficiently reduce the weight of automobile members, and a method for producing the same. is there.
[0002]
[Prior art]
In order to suppress the amount of carbon dioxide emission from automobiles, it has been promoted to reduce the weight of automobile bodies using high-strength steel sheets. In addition, in order to ensure the safety of passengers, high strength steel plates are often used in automobile bodies in addition to mild steel plates. Furthermore, in order to reduce the weight of automobile bodies in the future, new demands for increasing the strength level of use of high-strength steel sheets are increasing.
[0003]
However, when bending deformation is applied to a high-strength steel plate, the shape after processing tends to return away from the shape of the processing jig and return to the shape before processing because of its high strength. The phenomenon of returning to the original shape direction even after processing is called spring back.
[0004]
When this spring back occurs, the shape of the target processed part cannot be obtained. Therefore, the conventional automobile body has been mainly used only for high-strength steel sheets of 440 MPa or less.
[0005]
Although it is necessary for automobile bodies to use a high-strength steel sheet of 490 MPa or more to reduce the weight of the car body, there is no high-strength steel sheet with less spring back and good shape freezing. It is.
[0006]
Needless to say, increasing the shape freezing property after processing of a high-strength steel plate or mild steel plate of 440 MPa or less is also extremely important for improving the shape accuracy of products such as automobiles and home appliances.
[0007]
Patent Document 1 discloses an austenitic stainless cold-rolled steel sheet having a small springback amount, characterized in that the degree of {200} texture accumulation in a plane parallel to the rolling surface is 1.5 or more. However, there is no description about a technique for reducing the springback amount of the ferritic steel sheet.
[0008]
On the other hand, it is also required to ensure good press formability capable of being press-formed into a complex-shaped automobile part to which a high-strength steel plate is applied.
[0009]
As a method for improving the press formability of a high-strength steel sheet, for example,
[0010]
Furthermore, as for a method for improving impact energy absorption capacity at the time of a car collision while having good workability, for example, Patent Document 3 proposes a method using residual austenite, but such good In a high-strength steel sheet having excellent workability and impact energy absorption capability, the method for reducing the anisotropy of formability and the method for improving the shape freezing property described above are not clarified.
[0011]
[Patent Document 1]
JP-A-10-72644
[Patent Document 2]
Japanese Patent Laid-Open No. 6-145892
[Patent Document 3]
JP 11-080879 A
[0012]
[Problems to be solved by the invention]
Increasing the strength of steel plates applied to automotive parts subjected to bending increases the amount of spring back as the strength of the steel plates increases, resulting in shape defects and limiting the application of high strength steel plates. Currently. In addition, good press formability and high impact energy absorption capability are indispensable characteristics for high strength steel sheets to be applied to automobile parts and the like.
[0013]
The present invention drastically solves this problem, and provides a high-strength hot-rolled steel sheet with small anisotropy having good shape freezing property and good press formability, and a method for producing the same.
[0014]
[Means for Solving the Problems]
According to the conventional knowledge, as a measure for suppressing the spring back, it was considered to be important to lower the yield point of the steel plate for the time being. In order to lower the yield point, a steel plate having a low tensile strength has to be used. However, this alone is not the fundamental solution for improving the bending workability of the steel sheet and keeping the amount of spring back low.
[0015]
Therefore, in order to improve the bending workability and fundamentally solve the occurrence of springback, the present inventors have newly focused on the influence on the bending workability of the texture of the steel sheet, and its effects Were investigated and studied in detail. And the steel plate excellent in bending workability was found.
[0016]
That is, as a result of the research, X-ray randomness in the {100} <011> to {223} <110> orientation group and each orientation of {554} <225>, {111} <112> and {111} <110> It is clear that bending workability is dramatically improved by controlling the strength ratio, and further by setting at least one of the r value in the rolling direction and the r value in the direction perpendicular to the rolling direction as low as possible. I made it.
[0017]
However, if at least one of the r value in the rolling direction and the r value in the direction perpendicular to the rolling direction is set to a low value, the press formability is expected to deteriorate, and it becomes difficult to achieve both shape freezing property and workability. . Therefore, as a result of earnest research, the inventors of the present invention simultaneously established the texture control and the austenite residue in the microstructure, and further controlled the properties of the retained austenite, thereby freezing the shape and the workability. It was clarified that the collision energy absorption ability can be enhanced at the same time.
[0018]
In addition, not limiting the blank sampling direction for forming various parts contributes greatly to improving the yield of steel, but for this purpose, the anisotropy of ductility, especially the anisotropy of uniform elongation, should be reduced. Has an important meaning.
[0019]
The inventors of the present invention can reduce the anisotropy of uniform elongation while controlling the shape freezing property and workability by controlling the start temperature and end temperature of finish hot rolling of the steel sheet by experiment. I found it possible.
[0020]
The present invention is configured based on the above-mentioned knowledge, and the main points thereof are as follows.
[0021]
(1)Containing C, Si, Al, Mn and P, in mass%,
Group A
C: 0.02 to 0.3%,
Mn; 0.01 to 3%
Ni: 3% or less,
Cr: 3% or less,
Cu: 2% or less,
Mo; 2% or less,
W: 2% or less,
Sn: 0.3% or less,
Group B
Si; 0.003 to 3%,
Al: 3% or less,
2% or 3 or more types including C and Mn of group A in total including 0.5% or more and 5% or less, and 2 types of group B including 0.5% or more and 4% or less in total In addition, P is contained 0.2% or less, the balance consists of Fe and inevitable impurities,The microstructure has ferrite or bainite as the volume fraction maximum phase,Including residual austenite of 1% to 25% in volume fraction,The average value of the X-ray random intensity ratios of {100} <011> to {223} <110> orientation groups on the plate surface at least 1/2 plate thickness is 2.5 or more, and {554} <225>. The average value of the X-ray random intensity ratio of the three crystal orientations of {111} <112> and {111} <110> is 3.5 or less, and the r value in the rolling direction and r in the direction perpendicular to the rolling direction. At least one of the values is 0.7 or less, the uniform elongation anisotropy ΔuE1 is 4% or less, and the local elongation anisotropy ΔLE1 or less is excellent. High workability high strength hot rolled steel sheet with small anisotropy.
However, ΔuEl = {| uEl (L) −uEl (45 °) | + | uEl (C)
-UEl (45 °) |} / 2
ΔLEl = {| LEl (L) −LEl (45 °) | + | LEl (C)
-LEl (45 °) |} / 2
The uniform elongation in the direction parallel to the rolling direction (L direction), vertical (C direction), and 45 ° is uEl (L), uEl (C), and uEl (45 °), respectively, and parallel to the rolling direction. Let local elongation in the (L direction), vertical (C direction), and 45 ° directions be LEl (L), LEl (C), and LEl (45 °), respectively.
[0024]
(2) Anisotropy ΔLE of the local elongationlIs 2.5% or more (1)RecordHigh formability, high strength hot-rolled steel sheet with small anisotropy and excellent shape freezing properties.
[0026]
(3Further, it is characterized in that it contains 0.01% or more and 3% or less of Co by mass% (1)Or (2)High workability high strength hot-rolled steel sheet with small anisotropy and excellent shape freezeability described in 1.
[0027]
(4And (1) to (%) containing, in mass%, one or more of Nb, Ti, and V in total of 0.001% to 0.8%.3) High formability high strength hot rolled steel sheet with small anisotropy and excellent shape freezing property.
[0029]
(5And (1) to (1), further comprising 0.01% or less by mass of B.4) High formability high strength hot rolled steel sheet with small anisotropy and excellent shape freezing property.
[0030]
(6) Furthermore, in mass%,
Ca; 0.0005 to 0.005%,
Rem; 0.001 to 0.02%,
Ce; 0.0001 to 0.05%,
La; 0.0001-0.05%,
Mg; 0.0001 to 0.05%,
Ta; 0.0001 to 0.05%,
(1) to (1) characterized by containing one or more of5) High formability high strength hot rolled steel sheet with small anisotropy and excellent shape freezing property.
[0031]
(7) (1)-(6) And high workability with small anisotropy and high anisotropy and high strength hot-rolled steel sheet with excellent shape freezing properties High strength hot rolled steel sheet.
[0032]
(8) (1)-(7In producing a high-strength hot-rolled steel sheet having a small anisotropy with excellent shape freezing property according to any one of(1), (3)-(6)When the cast slab having the chemical component according to any one of the above is cast as it is or after being once cooled to 1000 ° C to 1300 ° C and hot rolled, Ar3 ° C to (Ar3 + 150) ° C The total rolling reduction in the temperature range is controlled to be 25% or more, and the finishing hot rolling start temperature TFS (° C.) and the finishing hot rolling completion temperature TFE (° C.) are all simultaneously expressed by the following formulas (1) to (4). The hot rolling is finished so as to satisfy, and after the hot rolling, the steel is cooled and wound at a temperature not higher than the critical temperature To (° C) determined by the chemical composition of the steel shown in the following formula (5) and not higher than 480 ° C and not lower than 300 ° C. A method for producing a high-strength hot-rolled steel sheet with low formability and low anisotropy, which is excellent in shape freezing.
TFE ≧ Ar3 (1)
TFS ≦ 1100 ° C (2)
20 ° C. ≦ TFS−TFE ≦ 150 ° C. (3)
TFS-TFE ≧ −1.886 × TFE + 112.3 (4)
To = −650.4 × {C% / (1.82 × C% −0.001)} + B (5)
Here, B is obtained from the chemical composition of steel expressed in mass%.
B = −50.6 × Mneq + 894.3
Mneq = Mn% + 0.24 x Ni% + 0.13 x Si% + 0.38 x Mo% + 0.55 x Cr% + 0.16 x Cu%
−0.50 × Al% −0.45 × Co% + 0.90 × V%
However,
Ar3 = 901-325 × C% + 33 × Si% + 287 × P% + 40 × Al%
−92 × (Mn% + Mo% + Cu%) − 46 × (Cr% + Ni%)
(9) It is characterized by controlling the friction coefficient to be 0.2 or less in at least one pass or more of hot rolling in the temperature range of Ar3 to (Ar3 + 150) ° C. (8) A method for producing a high-strength hot-rolled steel sheet having excellent shape freezeability and small anisotropy as described.
[0033]
(10) (8)Or(9)A hot-rolled steel sheet manufactured by the described method is subjected to skin pass rolling of 0.1% or more and 5% or less. Production method.
[0034]
DETAILED DESCRIPTION OF THE INVENTION
The contents of the present invention will be described in detail below.
[0035]
The average value of the X-ray random intensity ratios of {100} <011> to {223} <110> orientation groups on the plate surface at 1/2 plate thickness, and {554} <225>, {111} <112> and Average value of X-ray random intensity ratio of three crystal orientations of {111} <110>:
This is a particularly important characteristic value in the present invention. The average value of {100} <011> to {223} <110> orientation groups when the X-ray diffraction of the plate surface at the plate thickness center position and the intensity ratio of each orientation with respect to the random sample is obtained is 2. Must be 5 or more. If this is less than 2.5, the shape freezing property is poor.
[0036]
The main orientations included in this orientation group are {100} <011>, {116} <110>, {114} <110>, {113} <110>, {112} <110>, {335} < 110> and {223} <110>.
[0037]
The X-ray random intensity ratio in each of these directions is a three-dimensional texture calculated by the vector method based on the {110} pole figure, or a plurality of poles among {110}, {100}, {211}, {310} pole figures. What is necessary is just to obtain | require from the three-dimensional texture calculated by the series expansion method using the figure (preferably three or more).
[0038]
For example, the X-ray random intensity ratio of each crystal orientation in the latter method includes (001) [1-10], (116) [1-10], (114 in the φ2 = 45 ° cross section of the three-dimensional texture. ) [1-10], (113) [1-10], (112) [1-10], (335) [1-10], (223) [1-10] may be used as they are.
[0039]
The average value of {100} <011> to {223} <110> orientation group is an arithmetic average of each of the above-mentioned orientations. When the strengths of all the above directions cannot be obtained, {100} <011>, {116} <110>, {114} <110>, {112} <110>, {223} <110> Alternatively, an arithmetic average of each direction may be substituted.
[0040]
Furthermore, the average value of the X-ray random intensity ratio of the three crystal orientations of {554} <225>, {111} <112> and {111} <110> on the plate surface at 1/2 plate thickness is 3.5 or less. It must be. If this exceeds 3.5, it will be difficult to obtain good shape freezing properties even if the strength of the {100} <011> to {223} <110> orientation groups is appropriate.
[0041]
The X-ray random intensity ratios of {554} <225>, {111} <112> and {111} <110> may be obtained from the three-dimensional texture calculated according to the above method. More preferably, the average value of the X-ray random intensity ratios of the {100} <011> to {223} <110> orientation groups is 3.0 or more, more preferably 4.0 or more, {554} <225>, { The arithmetic average value of the X-ray random intensity ratios of 111} <112> and {111} <110> is less than 2.5.
[0042]
The reason why the X-ray intensity of the crystal orientation described above is important for the shape freezing property during bending is not necessarily clear, but it is presumed to be related to the sliding behavior of the crystal during bending deformation. .
[0043]
Samples to be subjected to X-ray diffraction are prepared so that the steel plate is reduced to a predetermined thickness by mechanical polishing, etc., and then distortion is removed by chemical polishing, electrolytic polishing, etc., and at the same time, the 1/2 surface thickness becomes the measurement surface To do. When there is a segregation zone or a defect in the thickness center layer of the steel plate, causing inconvenience in measurement, the above method is used so that an appropriate surface becomes the measurement surface in the range of 3/8 to 5/8 of the plate thickness. The sample may be adjusted according to the above and measured.
[0044]
Naturally, the above-mentioned limitation of the X-ray intensity is satisfied not only in the vicinity of the plate thickness ½ but also as much as possible (especially the outermost layer to ¼ of the plate thickness), thereby further increasing the shape. Freezing property is improved. The crystal orientation represented by {hkl} <uvw> indicates that the normal direction of the plate surface is parallel to <hkl> and the rolling direction is parallel to <uvw>.
[0045]
R value (rL) in the rolling direction and r value (rC) in the direction perpendicular to the rolling direction:
Important in the present invention. That is, as a result of intensive studies by the present inventors, it has been found that even if the X-ray intensities of the various crystal orientations described above are appropriate, good shape freezing properties cannot always be obtained.
[0046]
At the same time as the above X-ray intensity, it is essential that at least one of rL and rC is 0.7 or less. More preferably, it is 0.55 or less.
[0047]
The lower limit of rL and rC is not particularly defined, and the effect of the present invention can be obtained. The r value is evaluated by a tensile test using a JIS No. 5 tensile test piece. The tensile strain is usually 15%. However, when the uniform elongation is less than 15%, the strain may be evaluated as close to 15% as possible within the range of uniform elongation.
[0048]
The direction in which the bending process is performed differs depending on the processed part, and is not particularly limited. However, it is preferable that the bending process is mainly performed in a direction perpendicular to or close to the perpendicular to the direction in which the r value is small.
[0049]
Incidentally, it is generally known that there is a correlation between the texture and the r value, but in the present invention, the above-described limitation on the X-ray intensity ratio of the crystal orientation and the limitation on the r value are not synonymous with each other. If both limitations are satisfied at the same time, good shape freezing property cannot be obtained.
[0050]
Microstructure:
Compared with ferrite and other low-temperature products (bainite, martensite, acicular ferrite, Widmanstetten ferrite, etc.), the latter has a stronger texture development to ensure high shape freezing properties. For this, it is preferable to adjust the volume fraction of ferrite so as not to exceed 80%. Here, bainite may or may not contain iron carbide particles in the microstructure.
[0051]
If the phase with the largest volume fraction is other than ferrite or bainite, the strength of the steel will be increased more than necessary to deteriorate its workability, or unnecessary carbide precipitation will not ensure the required amount of retained austenite. Since the workability of the steel sheet is significantly deteriorated, the phase with the largest volume fraction is limited to ferrite or bainite.
[0052]
Further, martensite not only increases strength but also improves fatigue strength and impact energy absorption capacity. Therefore, if necessary, it is preferable to contain 1% or more by volume fraction, but its volume ratio is 25%. If the ratio exceeds 50%, not only the strength increases more than necessary, but also the workability and toughness deteriorate significantly, so the content is preferably made 25% or less.
[0053]
In an actual automobile part, not only the shape freezing property caused by bending as described above in one part becomes a problem, but in other parts of the same part, such as overhanging property and drawing workability, etc. In many cases, good press workability is required.
[0054]
Therefore, it is necessary to improve the press workability of the steel sheet itself, in addition to the improvement of the shape freezing property during the bending process in which the texture is controlled.
[0055]
While satisfying that at least one of rL and rC, which is a feature of the steel of the present invention, is 0.7 or less, the present inventors have incorporated a steel sheet as a method for enhancing drawability as well as stretchability. We have found that it is most desirable to retain austenite.
[0056]
At this time, when the volume fraction of retained austenite was less than 1%, the effect was small, so 1% was set as the lower limit of the retained austenite volume fraction. Preferably, the lower limit is 2%. The larger the amount of retained austenite, the better the formability. However, when the retained austenite with a volume fraction of more than 25% is included, the working stability of austenite decreases, and conversely, the workability of the steel material decreases. Therefore, it is preferable to set 25% as the upper limit of the retained austenite volume fraction.
[0057]
When the average particle size of retained austenite is larger than the particle size of ferrite or bainite, which is the phase with the largest volume fraction, the stability of retained austenite itself decreases, and the formability and impact energy absorption capacity also decrease. The retained austenite grains are preferably made as fine as possible.
[0058]
Therefore, the ratio of the maximum grain size of retained austenite to the grain size of ferrite or bainite, which is the phase with the largest volume fraction, is desirably 0.6 or less.
[0059]
Although the lower limit of this ratio is not particularly defined, the effect of the present invention can be obtained. However, extremely reducing the retained austenite grains to reduce the effect of retained austenite by stabilizing the austenite more than necessary. The ratio of the maximum grain size of retained austenite to the grain size of ferrite or bainite, which is the phase with the largest volume fraction, is preferably 0.05 or more.
[0060]
The amount of retained austenite is, for example, the (200) plane, (211) plane of ferrite, and the (200) plane, (220) plane, (311) plane of austenite by X-ray analysis using Mo Kα rays. Can be calculated by the method shown in Journal of The Iron and Steel Institute, 206 (1968) p60.
[0061]
Further, ferrite or bainite, which is the phase having the maximum volume fraction, can be measured by image processing or a point counting method based on a nital corrosion photograph.
[0062]
Ductile anisotropy:
In the case of press forming a steel plate, the uniform elongation of the steel plate, that is, the n value is important. Especially in the case of high-strength steel sheets that are mainly stretch-formed, if this uniform elongation (n value) has anisotropy, it is necessary to carefully select the blank cutting direction depending on the part. Degradation and steel sheet yield decrease. In some cases, it may not be possible to mold into a desired shape.
[0063]
When anisotropy parameters are defined by the following equation using elongation in the direction parallel to the rolling direction (L direction), vertical (C direction) and 45 ° direction (uniform elongation uEl, local elongation LEl):
ΔuEl = {| uEl (L) −uEl (45 °) | + | uEl (C)
-UEl (45 °) |} / 2
ΔLEl = {| LEl (L) −LEl (45 °) | + | LEl (C)
-LEl (45 °) |} / 2
It becomes.
[0064]
In a steel having a tensile strength of about 400 MPa or more (the maximum strength obtained by a tensile test), if this uniform elongation anisotropy ΔuE1 is 4% or less, good formability independent of the direction may be exhibited. found. When particularly severe workability is required, the anisotropy ΔuE1 is desirably 3% or less.
[0065]
However, when ΔuE1> ΔLE1, the good moldability and the shape freezing property are not compatible, so ΔuE1 is set to ΔLE1 or less.
[0066]
FIG. 1 shows the relationship between the average intensity of the {100} <011> to {223} <110> orientation groups and ΔLE1-ΔuEl, but {100} <011> to {223} <110>. Only when the average strength of the orientation group is 2.5 or more and ΔLE1−ΔuE1 is positive, it is possible to achieve both workability and shape freezing property.
[0067]
The influence of the chemical component of the present invention will be described below.
[0068]
C:
C is the most important element in the present invention because C is the cheapest element that contributes to the stabilization of austenite necessary for stabilizing and retaining austenite at room temperature.
[0069]
The average C content of the steel material not only affects the retained austenite volume fraction that can be secured at room temperature, but also improves the stability of residual austenite to processing by concentrating in the untransformed austenite during manufacturing heat treatment. Can be made.
[0070]
However, when the amount added is less than 0.02% by mass, the volume fraction of the residual austenite finally obtained cannot be ensured to be 1% or more, so 0.02% by mass was made the lower limit.
[0071]
On the other hand, the retained austenite volume fraction that can be secured increases as the average C content of the steel material increases, and the stability of retained austenite can be secured while securing the retained austenite volume fraction.
[0072]
However, when the amount of C added to the steel material becomes excessive, the strength of the steel material is increased more than necessary, and not only the formability such as press working is inhibited, but also the dynamic stress increase inhibition compared to the static strength increase. At the same time, the use of steel as a part is limited by reducing weldability. Therefore, the upper limit of C mass% of the steel material is set to 0.3 mass%.
[0073]
Mn, Ni, Cr, Cu, Mo, W, Sn:
Mn, Ni, Cr, Cu, Mo, W, and Sn are all important elements for controlling the formation of a structure due to transformation from austenite to ferrite. In particular, when the addition amount of C is limited from the viewpoint of weldability, austenite can be effectively left by adding an appropriate amount of such an element.
[0074]
These elements, although not as much as Al and Si, have an effect of suppressing the formation of cementite, and also serve to assist the concentration of C into austenite. Furthermore, these elements also have the function of increasing the dynamic deformation resistance at high speed by strengthening the solution of ferrite and bainite as a matrix together with Al and Si.
[0075]
However, when the total of the addition of one or more of these elements including C is less than 0.5% by mass, the necessary retained austenite cannot be secured, and the strength of the steel material is reduced. Since effective vehicle weight reduction cannot be achieved, the lower limit of the total of one or more of these elements including C is set to 0.5 mass%.
[0076]
On the other hand, Mn: over 3% by mass, Ni: over 3% by mass, Cr: over 3% by mass, Cu: over 2% by mass, Mo: over 2% by mass, W: over 2% by mass, or Sn; If it exceeds 3% by mass, or if the total of one or more of these elements exceeds 5% by mass, it will cause hardening of the parent phase ferrite or bainite, resulting in a decrease in workability and toughness of the steel material. In order to increase the steel material cost and the steel material cost, an upper limit is set for the content of each element, and the upper limit of the total amount is set to 5% by mass.
[0077]
However, if the Mn addition amount is less than 0.01% by mass, an economic disadvantage is caused, so this is set as the lower limit of the Mn addition amount.
[0078]
Al, Si:
Al and Si are both ferrite stabilizing elements and have the function of improving the workability of the steel material by increasing the ferrite volume fraction. In addition, since it suppresses the formation of cementite for both Al and Si, it is possible to effectively concentrate C in austenite, so it is inevitable to leave austenite with an appropriate volume fraction at room temperature. Additive element.
[0079]
Examples of the additive element having such a function include P, Cu, Cr, Mo and the like in addition to Al and Si. A similar effect can be expected by appropriately adding such an element.
[0080]
However, when Si is less than 0.003% by mass, or when the total of one or both of Al and Si is less than 0.5% by mass, the effect of suppressing the formation of cementite is not sufficient, and is most effective for stabilizing austenite. Most of the effective added C is wasted in the form of carbides, and the volume ratio of retained austenite necessary for the present invention cannot be ensured, or the production conditions necessary for securing retained austenite are in the mass production process. Not suitable for conditions.
[0081]
Accordingly, the Si content is set to 0.003 mass% or more, and the lower limit of the total amount of one or two of Al and Si is set to 0.5 mass%.
[0082]
Moreover, when Al or Si exceeds 3% by mass, or when the total of one or both of Al and Si exceeds 5% by mass, the parent phase ferrite or bainite is hardened and embrittled, Lowering the workability of steel, lowering the toughness, and further increasing the cost of steel, and because the surface treatment characteristics such as chemical conversion treatment are remarkably deteriorated, the upper limit of each of Al and Si is 3% by mass, Moreover, the upper limit of the total amount of both was 5 mass%.
[0083]
Co:
Co is an element that is effective for controlling the microstructure through phase transformation, and at the same time, is an element that increases impact energy absorption capacity by stabilizing retained austenite.
[0084]
However, when the addition amount is less than 0.01% by mass, the effect is small, so this is set as the lower limit. Further, excessive addition causes a drop in ductility as the cost increases, so 3% in mass% was made the upper limit.
[0085]
Nb, Ti, V:
Nb, Ti, and V can increase the strength of steel by forming carbide, nitride, or carbonitride, but the total of one or more of them exceeds 0.8% by mass. In some cases, a large amount of carbide, nitride or carbonitride precipitates in the ferrite or bainite grains as the parent phase or in grain boundaries, and becomes a source of movable dislocations during high-speed deformation to obtain high dynamic deformation resistance. I can't.
[0086]
Moreover, since the formation of carbides inhibits the concentration of C in the retained austenite, which is most important for the present invention, and wastes C, the upper limit was set to 0.8% by mass.
[0087]
However, in order to increase the strength by adding these elements, it is necessary to add 0.001% by mass or more in total of one or more of Nb, Ti and V.
[0088]
P:
P is effective in increasing the strength of steel materials and securing retained austenite as described above, but when added in an amount exceeding 0.2% by mass, ferrite or bainite, which is the phase with the largest volume fraction, is used. The deformation resistance is increased more than necessary, and the increase in deformation resistance during high-speed deformation is hindered.
[0089]
Furthermore, the upper limit is set to 0.2% by mass because it causes deterioration of the crack resistance, fatigue characteristics, and toughness. However, in order to acquire the effect of addition of P, it is preferable to contain 0.005 mass% or more.
[0090]
B:
B is effective for strengthening the grain boundaries and increasing the strength of the steel material. However, when the amount added exceeds 0.01% by mass, not only the effect is saturated, but the steel plate strength is increased more than necessary, The upper limit was set to 0.01% by mass because it hinders the increase in deformation resistance during high-speed deformation and also reduces the workability to parts. However, in order to obtain the effect of addition of B, the content is preferably 0.0002% by mass or more.
[0091]
Ca, rare earth element (Rem):
It is an element effective for inclusion control, and the addition of an appropriate amount improves the hot workability, but excessive addition conversely promotes hot embrittlement. Therefore, if necessary, each of Ca: 0.0005 to 0.00. 005% by mass, Rem: 0.001 to 0.02% by mass.
[0092]
Here, Rem is an abbreviation for Rera Earth Metal, which refers to a lanthanoid element starting from La, Y, and Sc, and industrially a mixture of these, but is often added in the form of misch metal, In this case, the main content is La and Ce.
[0093]
In particular, among the lanthanoid-based elements, Ce contains 0.0001% by mass or more and 0.05% by mass or less, and La contains one or two of 0.0001% by mass or more and 0.05% by mass or less. It is preferable for obtaining the effect.
[0094]
Further, addition of one or two Mg of 0.0001% by mass to 0.05% by mass and Ta of 0.0001% by mass to 0.05% by mass also exhibits an equivalent effect.
[0095]
Here, in all cases, the lower limit value indicates the minimum addition amount at which the inclusion control effect is manifested, and when the maximum value is exceeded, conversely, the inclusions grow too much, thereby limiting the ultimate deformability such as hole expandability. Reduce. Addition as misch metal is advantageous in terms of cost.
[0096]
The amount of S is not particularly limited, but in order to improve ultimate deformability such as hole expansibility, S is 0.01% by mass or less, desirably 0.002% by mass or less, and more severe limit deformability is required. In such a case, the content is preferably 0.001% by mass or less.
[0097]
Similarly, for the purpose of improving ultimate deformability and toughness, N is desirably 0.01% by mass or less, and desirably 0.005% by mass or less.
[0098]
In addition, O forms an oxide and deteriorates the workability of steel as inclusions, particularly the ultimate deformability represented by hole expandability, the fatigue strength and toughness of steel, so 0.01% by mass or less. It is desirable to control.
[0099]
The production method of the present invention will be described below.
[0100]
Slab reheating temperature:
The steel adjusted to a predetermined component is hot-rolled after being reheated directly after casting or once cooled to the Ar3 transformation temperature or lower. When the reheating temperature at this time is less than 1000 ° C., it is difficult to ensure a predetermined finish hot rolling completion temperature, so this was made the lower limit.
[0101]
Further, when the reheating temperature exceeds 1300 ° C., the yield is deteriorated due to scale generation during heating, and at the same time, the manufacturing cost is increased, so this is set as the upper limit of the reheating temperature. Even if the steel slab after heating is locally or entirely heated during hot rolling, the properties of the present invention are not affected at all.
[0102]
Hot rolling conditions:
It is controlled to a predetermined microstructure and texture by hot rolling and subsequent cooling. The texture of the steel sheet finally obtained varies greatly depending on the temperature range of hot rolling. When the finish hot rolling completion temperature TFE is less than Ar3 ° C., the anisotropy ΔuE1 exceeds 4%, and this is the lower limit of the finish hot rolling completion temperature TFE ((( 1) Formula).
[0103]
The TFE is generally measured behind the stand where the hot rolling final rolling is performed, but if necessary, a temperature obtained by calculation may be used.
[0104]
The upper limit of the hot rolling completion temperature is not particularly limited, but when it exceeds (Ar 3 + 180 ° C.), the surface quality deteriorates due to the oxide layer formed on the surface of the steel sheet, so it is desirable that the upper limit is not less than this. . If more strict surface quality is required, it is desirable to set TFE to (Ar 3 + 150 ° C.) or less.
[0105]
Further, when the finish hot rolling start temperature TFS is higher than 1100 ° C., the surface quality of the steel sheet is remarkably lowered, and this is set as the upper limit of TFS (Equation (2)).
[0106]
In addition, when the difference between TFS and TFE exceeds 150 ° C., the texture is not sufficiently developed, and good shape freezing property and low anisotropy are not compatible, so this is the upper limit of (TFS−TFE). Value. Moreover, since it is difficult in operation to make this difference less than 20 ° C., this was set as the lower limit (formula (3)).
[0107]
Further, when the difference between TFS and TFE is less than (−1.886 × TFE + 112.3), the anisotropy of uniform elongation becomes large, and this is set as the lower limit of (TFS−TFE) (( 4) Formula).
[0108]
In addition, the relationship of Formula (4) was newly found by the present inventors from the results of investigating the characteristics of steel sheets with various hot rolling conditions.
[0109]
Further, in hot rolling, the rolling reduction in the temperature range of Ar3 ° C. to (Ar 3 +150) ° C. has a great influence on the formation of the texture of the final steel sheet. When the rolling reduction in this temperature range is less than 25%, In order that the texture development is not sufficient and the finally obtained steel sheet does not exhibit good shape freezing property, this reduction rate was set to the lower limit value of the reduction rate in the temperature range of Ar3 ° C. to (Ar 3 +150) ° C.
[0110]
Since the desired texture develops as the rolling reduction is higher, it is preferably 50% or more, and more preferably 75% or more.
[0111]
However,
Ar3 = 901-325 × C% + 33 × Si% + 287 × P% + 40 × Al% −92 × (Mn% + Mo% + Cu%) − 46 × (Cr% + Ni%)
And
[0112]
Although hot rolling in the temperature range of Ar3 ° C to (Ar3 + 150) ° C is performed under normal conditions, the shape freezing property of the final steel sheet is high, but at least one pass of hot rolling performed in this temperature range When the friction coefficient is controlled to be 0.2 or less, the shape freezing property of the final steel plate is further increased.
[0113]
In addition, it is preferable that processing for removing the scale, high-pressure water injection, fine particle injection, or the like is performed prior to finish hot rolling, because there is an effect of improving the surface quality of the final steel plate.
[0114]
In the cooling after hot rolling, it is most important to control the coiling temperature, but the average cooling rate is preferably 15 ° C./second or more. It is desirable that cooling be started immediately after hot rolling. Further, providing air cooling in the middle of cooling does not deteriorate the properties of the final steel plate.
[0115]
In order to transfer the austenite texture thus formed to the final hot-rolled steel sheet, it is necessary to wind it at a temperature equal to or lower than the To temperature shown in the equation (5). Therefore, To determined by the steel components was taken as the upper limit of the coiling temperature.
[0116]
This To temperature is thermodynamically defined as the temperature at which austenite and ferrite of the same component as austenite have the same free energy, and considering the influence of components other than C, it can be simplified using equation (5). Can be calculated. Since the influence of the other components specified in the present invention on the To temperature is not so great, it was ignored here.
[0117]
When the cooling is completed above the temperature To determined by the chemical composition of the steel material and the winding process is performed as it is, even if the above hot rolling conditions are satisfied, the desired steel sheet is finally obtained. The texture does not develop sufficiently and the shape freezing property of the steel sheet does not increase.
[0118]
To = −650.4 × {C% / (1.82 × C% −0.001)} + B (5)
Here, B is obtained from the chemical composition of steel expressed in mass%.
B = −50.6 × Mneq + 894.3
Mneq = Mn% + 0.24 × Ni% + 0.13 × Si% + 0.38 × Mo% + 0.55 × Cr% + 0.16 × Cu%
−0.50 × Al% −0.45 × Co% + 0.90 × V%
[0119]
In addition, when the coiling temperature is higher than 480 ° C., a sufficient amount of austenite does not remain in the steel sheet, and this is set as the upper limit value of the coiling temperature. On the other hand, when the coiling temperature is less than 300 ° C., the retained austenite in the steel sheet becomes unstable, and this greatly reduces the workability of the steel sheet.
[0120]
Skin pass rolling:
Applying skin pass rolling to the steel of the present invention manufactured by the above method before shipment makes the shape of the steel plate good. At this time, if the skin pass reduction ratio is less than 0.1%, this effect is small, so this was set as the lower limit of the skin pass reduction ratio.
[0121]
Also, in order to perform skin pass rolling exceeding 5%, it is necessary to modify a normal skin pass rolling mill, resulting in economic demerits and significant deterioration of workability. .
[0122]
In order for the workability of the obtained steel sheet to be good, the product of the breaking strength (TS / MPa) and the total elongation (El /%) obtained by a normal JIS No. 5 tensile test (TS × El / MPa ·%) Is desirably 18000 or more.
[0123]
Further, when the demand for press formability is strong, this value is preferably 19000 or more. When particularly severe press workability is required, it is effective to control this value to 20000 or more. .
[0124]
In addition, in order to show good impact energy absorption ability after being formed into a member by press molding / bending molding or hydraulic molding, the ratio of the residual austenite volume ratio before and after applying a pre-strain of 10% to the equivalent strain Is preferably 0.35 or more, and the work hardening index of 5 to 10% after adding 10% pre-strain to an equivalent strain satisfies 0.130 or more.
[0125]
Plating:
The type and method of plating are not particularly limited, and the effects of the present invention can be obtained by any of electroplating, hot dipping, vapor deposition plating and the like.
[0126]
The steel sheet of the present invention can be applied not only to bending, but also to composite forming mainly composed of bending such as bending, overhanging and drawing.
[0127]
【Example】
(Example 1): 25 types of steel materials shown in Table 1 and Table 2 (continuation of Table 1) were heated from 1100 ° C to 1280 ° C and hot-rolled under the hot-rolling conditions shown in Table 3, and 2.8 mm. A thick hot-rolled steel sheet was used.
[0128]
The shape freezing property was evaluated by using a strip-shaped sample of 270 mm long × 50 mm wide × plate thickness, and after forming into a hat shape with various wrinkle holding thicknesses with a punch width of 80 mm, a punch shoulder R5 mm, and a die shoulder R5 mm. The amount of warpage of the wall was measured as the curvature ρ (mm), and the reciprocal was 1000 / ρ. The smaller the 1000 / ρ, the better the shape freezing property.
[0129]
In general, it is known that the shape freezeability deteriorates when the strength of a steel plate increases. Based on the results of actual part molding by the present inventors, 1000 / ρ at a wrinkle holding pressure of 90 kN measured by the above method is (0.015 × TS-4.5) with respect to the tensile strength TS of the steel sheet. In the following cases, the shape freezing property was remarkably good, so that 1000 / ρ ≦ (0.015 × TS−4.5) was evaluated as a good shape freezing property condition.
[0130]
Here, when the wrinkle pressure is increased, 1000 / ρ tends to decrease. However, no matter what wrinkle pressure is selected, the order of superiority regarding the shape freezing property of the steel sheet does not change. Therefore, the evaluation at the wrinkle holding pressure of 90 kN well represents the shape freezing property of the steel sheet.
[0131]
The r value and ductility anisotropy were measured using a JIS No. 5 tensile test piece. For spot weldability, the optimum spot welding conditions are investigated by changing the current density for each steel, welding is performed under conditions where the nugget diameter is 6.5 mm under conditions where no dust is generated, and shear and peel tensile tests are performed. went. At this time, when the peel tensile strength was 0.9 times or less that of mild steel, the weldability was poor (x mark in the spot weldability column in Table 4 (continuation of Table 3)).
[0132]
In Tables 3 and 4, no. In No. 6, since the rolling reduction in the temperature range of Ar3 ° C. to (Ar3 + 150) ° C. is less than 25%, a sufficient texture does not develop and good shape freezing property is not obtained.
[0133]
No. No. 7, TFS-TFE is higher than 150 ° C., so that sufficient texture development cannot be obtained, and shape freezing property is inferior. No. 8 and no. No. 9 does not have good ductility because CT does not fall within the scope of the present invention, and in particular, the former has a large anisotropy.
[0134]
No. No. 10, TFS-TFE is less than (−1.886 × TFE + 112.3), and as a result, the ductility anisotropy of the steel sheet is increased. No. Nos. 24-32 have no components within the scope of the present invention, and the amount of residual γ is also not within the scope of the present invention. Therefore, ductility is insufficient or anisotropy is large, and part of the shape is not sufficiently frozen. As a result, it is not a high workability and high strength steel sheet having both shape freezing property and low anisotropy.
[0135]
It can be seen that when other steels having chemical compositions within the scope of the present invention are produced under hot rolling conditions within the scope of the present invention, good shape freezing properties are obtained as well as good ductility and anisotropy.
[0136]
[Table 1]
[Table 2]
[Table 3]
[Table 4]
【The invention's effect】
According to the present invention, it is possible to provide a thin steel sheet having a good press formability with a small amount of spring back and excellent shape freezing properties and at the same time low anisotropy. High-strength steel sheets can be used for difficult-to-apply parts, and at the same time, it is possible to efficiently balance the safety of automobiles and the weight of the vehicle body.2It can greatly contribute to automobile manufacturing that responds to environmental and social demands such as emission reduction.
[0141]
Therefore, the present invention is industrially extremely valuable.
[Brief description of the drawings]
FIG. 1 Plots the average value of the X-ray random intensity ratios of {100} <011> to {223} <110> orientation groups on a plate surface at 1/2 plate thickness against (ΔLE1−ΔuEl). FIG.
Claims (10)
グループA
C ;0.02〜0.3%、
Mn;0.01〜3%、
Ni;3%以下、
Cr;3%以下、
Cu;2%以下、
Mo;2%以下、
W ;2%以下、
Sn;0.3%以下、
グループB
Si;0.003〜3%、
Al;3%以下、
としたときに、グループAのC、Mnを含む二種または三種以上を合計で0.5%以上5%以下含み、かつ、グループBの二種を合計で0.5%以上4%以下含み、さらに、Pを0.2%以下含み、残部がFeおよび不可避的不純物からなり、ミクロ組織がフェライト又はベイナイトを体積分率最大の相とし、体積分率で1%以上25%以下の残留オーステナイトを含み、少なくとも1/2板厚における板面の{100}<011>〜{223}<110>方位群のX線ランダム強度比の平均値が2.5以上で、かつ、{554}<225>、{111}<112>および{111}<110>の3つの結晶方位のX線ランダム強度比の平均値が3.5以下であり、さらに、圧延方向のr値および圧延方向と直角方向のr値のうち少なくとも1つが0.7以下であり、均一伸びの異方性△uElが4%以下で、かつ、局部伸びの異方性△LEl以下であることを特徴とする形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。
但し、△uEl={|uEl(L)−uEl(45°)|+|uEl(C)
−uEl(45°)|}/2
△LEl={|LEl(L)−LEl(45°)|+|LEl(C)
−LEl(45°)|}/2
圧延方向と平行(L方向)、垂直(C方向)、および、45°方向の均一伸びを、それぞれ、uEl(L)、uEl(C)、および、uEl(45°)とし、圧延方向と平行(L方向)、垂直(C方向)、および、45°方向の局部伸びを、それぞれ、LEl(L)、LEl(C)、および、LEl(45°)とする。 Containing C, Si, Al, Mn and P, in mass%,
Group A
C 0.02-0.3%;
Mn; 0.01 to 3%
Ni: 3% or less,
Cr: 3% or less,
Cu: 2% or less,
Mo; 2% or less,
W: 2% or less,
Sn: 0.3% or less,
Group B
Si; 0.003 to 3%,
Al: 3% or less,
2% or 3 or more types including C and Mn of group A in total including 0.5% or more and 5% or less, and 2 types of group B including 0.5% or more and 4% or less in total Furthermore, P is 0.2% or less, the balance is Fe and inevitable impurities, the microstructure is ferrite or bainite and the volume fraction is the maximum volume fraction , and the volume fraction of retained austenite is 1% to 25%. comprises an average value of at least 1/2 {100} <011> - plate surface in the sheet thickness {223} <110> orientation component group X-ray random intensity ratio of 2.5 or more, and {554} < The average value of the X-ray random intensity ratio of the three crystal orientations of 225>, {111} <112> and {111} <110> is 3.5 or less, and further, the r value in the rolling direction and a right angle to the rolling direction At least of the r values in the direction Having a uniform elongation anisotropy ΔuEl of 4% or less and a local elongation anisotropy ΔLEl or less. Small high workability high strength hot rolled steel sheet.
However, ΔuEl = {| uEl (L) −uEl (45 °) | + | uEl (C)
-UEl (45 °) |} / 2
ΔLEl = {| LEl (L) −LEl (45 °) | + | LEl (C)
-LEl (45 °) |} / 2
The uniform elongation in the direction parallel to the rolling direction (L direction), vertical (C direction), and 45 ° is uEl (L), uEl (C), and uEl (45 °), respectively, and parallel to the rolling direction. The local elongations in the (L direction), vertical (C direction), and 45 ° directions are denoted by LEl (L), LEl (C), and LEl (45 °), respectively.
Ca;0.0005〜0.005%、
Rem;0.001〜0.02%、
Ce;0.0001〜0.05%、
La;0.0001〜0.05%、
Mg;0.0001〜0.05%、
Ta;0.0001〜0.05%、
の一種または二種以上を含むことを特徴とする請求項1〜5のいずれか1項に記載の形状凍結性に優れた異方性の小さな高加工性高強度熱延鋼板。Furthermore, in mass%,
Ca; 0.0005 to 0.005%,
Rem; 0.001 to 0.02%,
Ce; 0.0001 to 0.05%,
La; 0.0001-0.05%,
Mg; 0.0001 to 0.05%,
Ta; 0.0001 to 0.05%,
One type or two or more types of these are included, The high workability high-strength hot-rolled steel sheet with small anisotropy excellent in shape freezing property according to any one of claims 1 to 5 .
TFE≧Ar3 (1)
TFS≦1100℃ (2)
20℃≦TFS−TFE≦150℃ (3)
TFS−TFE≧−1.1886×TFE+1122.3 (4)
To=−650.4×{C%/(1.82×C%−0.001)}+B (5)
ここで、Bは質量%で表現した鋼の化学成分より求まる。
B=−50.6×Mneq+894.3
Mneq=Mn%+0.24×Ni%+0.13×Si%+0.38×Mo%+0.55×Cr%+0.16×Cu%
−0.50×Al%−0.45×Co%+0.90×V%
但し、
Ar3=901−325×C%+33×Si%+287×P%+40×Al%
−92×(Mn%+Mo%+Cu%)−46×(Cr%+Ni%)In manufacturing the high workability high strength hot-rolled steel sheet with small anisotropy and excellent in shape freezing property according to any one of claims 1 to 7 , in any one of claims 1 to 3-6. When the cast slab having the chemical components described is cast or is once cooled and then reheated to a range of 1000 ° C. to 1300 ° C. and hot-rolled, it is reduced in a temperature range of Ar 3 ° C. to (Ar 3 +150) ° C. The total hot rolling start temperature TFS (° C.) and the finishing hot rolling completion temperature TFE (° C.) satisfy all the following expressions (1) to (4) at the same time. The hot rolling is finished, and after the hot rolling, it is cooled and wound at a temperature not higher than the critical temperature To (° C.) determined by the chemical composition of steel shown in the following formula (5) and not lower than 480 ° C. and not lower than 300 ° C. High formability with small anisotropy and excellent shape freezing Method for producing intensity hot-rolled steel sheet.
TFE ≧ Ar3 (1)
TFS ≦ 1100 ° C (2)
20 ° C. ≦ TFS−TFE ≦ 150 ° C. (3)
TFS-TFE ≧ −1.886 × TFE + 112.3 (4)
To = −650.4 × {C% / (1.82 × C% −0.001)} + B (5)
Here, B is obtained from the chemical composition of steel expressed in mass%.
B = −50.6 × Mneq + 894.3
Mneq = Mn% + 0.24 x Ni% + 0.13 x Si% + 0.38 x Mo% + 0.55 x Cr% + 0.16 x Cu%
−0.50 × Al% −0.45 × Co% + 0.90 × V%
However,
Ar3 = 901-325 × C% + 33 × Si% + 287 × P% + 40 × Al%
−92 × (Mn% + Mo% + Cu%) − 46 × (Cr% + Ni%)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003041388A JP4160839B2 (en) | 2003-02-19 | 2003-02-19 | High formability and high strength hot-rolled steel sheet with low shape anisotropy and small anisotropy and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003041388A JP4160839B2 (en) | 2003-02-19 | 2003-02-19 | High formability and high strength hot-rolled steel sheet with low shape anisotropy and small anisotropy and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004250743A JP2004250743A (en) | 2004-09-09 |
| JP4160839B2 true JP4160839B2 (en) | 2008-10-08 |
Family
ID=33024983
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003041388A Expired - Fee Related JP4160839B2 (en) | 2003-02-19 | 2003-02-19 | High formability and high strength hot-rolled steel sheet with low shape anisotropy and small anisotropy and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4160839B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5533729B2 (en) * | 2011-02-22 | 2014-06-25 | 新日鐵住金株式会社 | High-strength hot-rolled steel sheet with excellent local deformability and excellent ductility with less orientation dependency of formability and method for producing the same |
| JP5408382B2 (en) | 2011-03-28 | 2014-02-05 | 新日鐵住金株式会社 | Hot rolled steel sheet and manufacturing method thereof |
| WO2012161241A1 (en) | 2011-05-25 | 2012-11-29 | 新日鐵住金株式会社 | Cold-rolled steel sheet and method for producing same |
| JP5838796B2 (en) | 2011-12-27 | 2016-01-06 | Jfeスチール株式会社 | High-strength hot-rolled steel sheet excellent in stretch flangeability and manufacturing method thereof |
-
2003
- 2003-02-19 JP JP2003041388A patent/JP4160839B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004250743A (en) | 2004-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5347393B2 (en) | Hot press member excellent in ductility, steel plate for hot press member, and method for producing hot press member | |
| JP5347395B2 (en) | Hot press member excellent in ductility, steel plate for hot press member, and method for producing hot press member | |
| CA2840724C (en) | High-strength steel sheet for warm press forming and method for manufacturing thereof | |
| US20070089814A1 (en) | High-strength hot-rolled steet excellent in shape fixability and method of producing the same | |
| JP5699860B2 (en) | Hot-dip galvanized steel sheet and manufacturing method thereof | |
| KR20100092503A (en) | High-strength hot-dip galvanized steel sheet with excellent processability and process for producing the same | |
| JP2010275627A (en) | High-strength steel sheet and high-strength hot-dip galvanized steel sheet having excellent workability, and method for producing them | |
| CN112088225B (en) | Hot-rolled steel sheet and method for producing same | |
| JP4384523B2 (en) | Low yield ratio type high-strength cold-rolled steel sheet with excellent shape freezing property and manufacturing method thereof | |
| KR20190073469A (en) | High strength steel sheet and manufacturing method thereof | |
| JP4276482B2 (en) | High-strength hot-rolled steel sheet with excellent ultimate deformability and shape freezing property and its manufacturing method | |
| KR20140098171A (en) | High-yield-ratio high-strength cold-rolled steel sheet and method for producing same | |
| JP3990553B2 (en) | High stretch flangeability steel sheet with excellent shape freezing property and method for producing the same | |
| JP4692259B2 (en) | High-strength steel sheet with excellent formability and shape freezeability | |
| JP4430444B2 (en) | Low yield ratio type high strength hot-rolled steel sheet with excellent shape freezing property and manufacturing method thereof | |
| JPH10130776A (en) | High ductility type high tensile strength cold rolled steel sheet | |
| JP3814134B2 (en) | High formability, high strength cold-rolled steel sheet excellent in shape freezing property and impact energy absorption ability during processing and its manufacturing method | |
| JP4299774B2 (en) | High strength low specific gravity steel sheet with excellent ductility and fatigue characteristics and method for producing the same | |
| JP4160840B2 (en) | High formability and high strength hot-rolled steel sheet with excellent shape freezing property and its manufacturing method | |
| JP4160839B2 (en) | High formability and high strength hot-rolled steel sheet with low shape anisotropy and small anisotropy and method for producing the same | |
| JP4189192B2 (en) | Low yield ratio type high-strength cold-rolled steel sheet excellent in workability and shape freezing property and manufacturing method thereof | |
| JP2012031469A (en) | High-strength cold rolled steel sheet excellent in deep drawability, method of manufacturing the same | |
| JP4710558B2 (en) | High-tensile steel plate with excellent workability and method for producing the same | |
| JP5071125B2 (en) | High-strength cold-rolled steel sheet excellent in square tube drawing formability and shape freezing property, manufacturing method thereof, and automotive parts excellent in product shape | |
| JP4858232B2 (en) | High-tensile cold-rolled steel sheet, high-tensile galvanized steel sheet, and methods for producing them |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080708 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080718 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4160839 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110725 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120725 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130725 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130725 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130725 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130725 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130725 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |