EP2444344A1 - Bogenfalzmaschine und Verfahren zum Betreiben einer Falzmaschine - Google Patents
Bogenfalzmaschine und Verfahren zum Betreiben einer Falzmaschine Download PDFInfo
- Publication number
- EP2444344A1 EP2444344A1 EP11183746A EP11183746A EP2444344A1 EP 2444344 A1 EP2444344 A1 EP 2444344A1 EP 11183746 A EP11183746 A EP 11183746A EP 11183746 A EP11183746 A EP 11183746A EP 2444344 A1 EP2444344 A1 EP 2444344A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- transport
- pair
- folding
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/002—Feed tables incorporating transport belts
- B65H11/005—Suction belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
- B65H3/0825—Suction grippers separating from the top of pile and acting on the rear part of the articles relatively to the final separating direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H9/00—Registering, e.g. orientating, articles; Devices therefor
- B65H9/16—Inclined tape, roller, or like article-forwarding side registers
- B65H9/163—Tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
Definitions
- the invention relates to a method for operating a folding machine according to the preamble of claim 1 as well as a folding machine for carrying out this method according to the preamble of claim 11 or 12.
- the DE 10 2006 055 301 A1 shows Kombifalzmaschinen with a plurality of Taschenfalzwerken and nachranging arranged Schwertfalzwerken. Between different folding stations, the sheets or signatures are moved by means of transport tables. Such transport tables can have driven, endless suction belts for safe and accurate transporting, such as in the DE 10 2004 022 141 A1 described.
- Another object of the present invention is to develop a method for operating a folding machine, which allows a more accurate alignment supplied by the folding station sheet.
- the method according to the invention serves to operate a sheet folding machine with a sheet feeder, a feed table with a transport device and at least one pocket folding station.
- the sheet feeder can be used as Flachstapel-, Rundstapel- or Pallet feeder be executed.
- a respective sheet is transferred from the sheet feeder to the feed table and is transported at a sheet transport speed vB from the transport device to the first pocket folding station.
- the speed of the conveyor itself is not necessarily the same size as the sheet transport speed, but may be greater by the slip between the conveyor and a respective sheet.
- the orientation at the sheet leading edge thus means an alignment parallel to the folding breaks, ie the still to be produced folding edges in the first folding station.
- An advantage of this orientation which may also be referred to as fine alignment, is that speed differences and sheet slippage in the region of the feed table can no longer disturb the transfer from the feed table to the folding rollers, since an additional fine alignment of a respective sheet takes place only when a respective arc is already in contact with the roller pair.
- the lesser speed driven pair of rollers forms for the incoming bow a kind of funnel, in which the sheet enters. Due to the speed difference between the sheet transport speed and the roller peripheral speed, a respective sheet is aligned along its entire leading edge until the sheet leading edge abuts the rollers.
- the distance between the respective single sheet is reduced due to the speed difference of sheet transport speed and roller peripheral speed. This can be used purposefully to optimize the arc spacing, i. reduce by choosing a corresponding speed difference.
- the sheets are transferred from the sheet feeder in a sheet flow with low Unterschuppung to the feed.
- This subsletting produced by the sheet feeder is hereinafter referred to as initial sub-shingling and means that the sheet trailing edge of each sheet is already covered by a subsequent sheet.
- the degree of subshing of the initial subsley can be adjusted by adjusting a suction device of the sheet feeder.
- a Unterschuppung also referred to as overlap, generated in the range of 3 to 5 cm.
- the descaling in the region of the feed table is increased by the speed difference between the sheet transport speed and the roller peripheral speed.
- the initial subsquality of, for example, 3 to 5 cm can be increased to, for example, a quarter or a third of the arc length.
- the desired degree of descaling depends on the selected folding scheme. The increase in the degree of descaling is carried out as follows: while the first incoming sheet braked at the rollers, aligned and transported at a lower speed, the second, undercuts, subsequent arc the first arc, thereby increasing its initial low Unterschuppung. This allows a variable, Unterschupptes processing the signatures in the Taschenfalzstation.
- the degree of descaling is adjustable by the choice of the initial subsquading and the ratio of the sheet transport speed to the roller peripheral speed.
- the roll peripheral speed can be, for example, 60 to 80% of the sheet transport speed.
- the sheet feeder, the feed table and the at least one folding station or the upstream transport rollers have separate, controllable drives, ie individual drives, these drives are controlled by a common control unit depending on the desired degree of Unterschuppung.
- the machine operator can select the folding scheme in the first folding station via the interface of the controller and the desired production speed of the first folding station can be entered. Together with the arc length of the sheets to be processed, the control unit then calculates the desired subsquad and the required operating speeds of the sheet feeder and the feed table and controls the drives accordingly.
- the undershoot of the sheet flow is checked, in particular by at least one measuring device, which is mounted upstream of the first pair of rollers, i. in the area of the feed table.
- the measuring device may be formed by optical sensors and / or ultrasound sensors known to those skilled in the art.
- the invention also relates to a folding machine with the features of claim 11 and 12, which is operated by the method described.
- a common drive for the transport device and at least the first Falzwalzencru and / or upstream cutter shaft pair and / or the upstream transport roller pair is provided which are each connected by means of a switchable transmission with the common drive.
- the transmission can provide at least two switching stages, namely a synchronization of speed of the rollers and speed of the transport device as well as a fixed non-synchronization of speed of the rollers and speed of the transport device which Subscale ratio changed specifically.
- Particularly advantageous is the use of a continuously variable transmission, which allows a free variability of Unterschuppung as in the individual driving.
- the first folding station is followed by a second folding station.
- This can have pocket folders or Schwertfalzwerke.
- At least one folding station is preceded by a device for applying adhesive to the products.
- at least one folding station is arranged downstream of a device for trimming the products.
- At least one folding station is arranged downstream of a device for pressing the products. By squeezing the products can be prevented bulging of the products in an advantageous manner.
- Fig. 1a are two arcuate elements, here two sheets 7a, 7b shown, which are transported in the transport direction T by a feeder 2 to a first folding station.
- the distance b between the first sheet 7a and the second sheet 7b is usually in the range of 5 to 8 cm.
- the sheets 7a and 7b are folded three times, whereby sheet parts arise with the same dimension.
- the arch parts are in Fig. 1a indicated by the folds in the first folding station 3, a respective sheet 7a, 7b divided into four equal parts.
- Fig. 1b are two sheets 7a, 7b shown, which are transported by a feeder 2 coming in the direction of transport T to a first folding station 3.
- the sheets 7a and 7b are transported underfoot.
- the downstream end of the sheet 7b is covered by the first sheet 7a.
- Three folds are generated so that a respective sheet 7a, 7b is divided into four equal parts of the sheet.
- the Unterschuppung d is one quarter of the length of the bow 7a, 7b.
- spaced transport of the two sheets 7a and 7b was for the underschuppten transport according to Fig.
- the second sheet 7b is displaced in the transporting direction T by the sum of the sheet spacing b and the shingling d.
- the sheets 7a, 7b have to travel a smaller distance.
- the application of the folding machine 1 can be maintained and the transport speed of the sheets 7a, 7b can be reduced, particularly if it is difficult to process material, which requires a lower transport speed to ensure a high quality of the products.
- Fig. 2a is a snapshot of the folding process shown.
- the sheets 7a, 7b are supplied from a feeder 2 via a feed table 9 in the transport direction T of the first folding station 3.
- the sheets 7a, 7b have a Unterschuppung d.
- the first sheet 7a has already been transported past the first upper folding pocket 11 into the second folding folder 11 located below.
- a sheet diverter 13 prevents the entry of the first sheet 7a in the first folding pocket 11.
- the pocket stop 12 of the second folding pocket 11 has been set to the inlet length (folding length) 14.
- the inlet length 14 corresponds to one third of the length of the sheets 7a, 7b.
- the folding station 3 has according to FIG. 2a four pocket folders on. However, according to the invention, the number of folding units can be varied as desired.
- the folding rollers 16 located in the inlet region of the first folding station 3 are driven at a speed v w .
- the folding station 3 as shown by Fig. 2b additionally has rollers or shafts 17 mounted in front of the first folding unit, which are driven at a speed v w .
- the pair of rollers 17 may be an upstream pair of knife shafts or an additional pair of transport rollers.
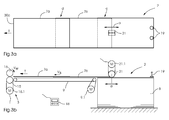
- FIGS. 3a and 3b is the Schuppenanleger 2, the separation of sheets 7, 7a, 7b and the awakeschuppte removal of the sheets 7, 7a, 7b shown.
- FIG. 5 shows in a purely schematic representation of a snapshot, after a first sheet 7a, which was transported in the transport direction T via the feed table 9 with conveyor belt, had arrived at the pair of rollers 16, 17 and is already drawn by the rollers 16, 17 in the first folding unit. Since the roller peripheral speed of the rollers 16, 17 is lower than the sheet transport speed of the sheet 7a, this was braked by the rollers 16, 17 to the roller circumferential speed. Meanwhile, however, the succeeding sheet 7b is still transported at the higher sheet transport speed, and therefore is further pushed below the first sheet 7a below. Thereby, the Unterschuppung the sheet 7a, b, which initially the initial Unterschuppung d1 corresponded, increasingly increased to the desired Unterschuppung d2. The desired Unterschuppung d2 is achieved at the moment at which the subsequent sheet 7b arrives at the pair of rollers 16, 17. In the presentation of Fig. 5 So, the subsquality d2 would be even further increased.
- a feed table 9 which has a driven, circulating suction belt 9.2, which transports the sheets 7, 7a, 7b simultaneously in the sheet transport direction T and against an alignment ruler 9.3 at one of the sheet side edge of a respective sheet 7a, 7b , 7 aligns.
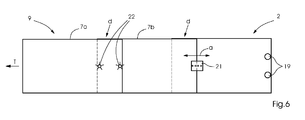
- a feed table 9 which has a measuring device for multiple sheet recognition 22. This serves to measure the degree of Unterschuppung and ensure that only sheets are transported in the transport direction T, which have the intended Unterschuppung.
- the measuring device 22 is connected to a control unit, not shown, in which a comparison of the actual values with the desired values and a parking action can be generated, for example, a rejection diverter can be activated to intervene in the absence of agreement of actual values and setpoints.
- the initial subshading can be generated by different investor types. For example, by pallet feeder shown in the figures or by flat pile feeder or round pile feeder.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zum Betreiben einer Bogenfalzmaschine (1) mit einem Bogenanleger (2), einem Zuführtisch (9) mit einer Transporteinrichtung und mindestens einer Taschenfalzstation (3), wobei ein jeweiliger Bogen (7, 7a, 7b) vom Bogenanleger (2) an den Zuführtisch (9) übergeben wird, und wobei ein jeweiliger Bogen (7, 7a, 7b) mit einer Bogentransportgeschwindigkeit (vB ) von der Transporteinrichtung zur ersten Taschenfalzstation (3) transportiert wird.
Die Walzenumfangsgeschwindigkeit (vw) eines ersten Walzenpaares (15, 16, 17) der ersten Taschenfalzstation (3) ist erfindungsgemäß kleiner als die Bogentransportgeschwindigkeit (vB ). Dadurch werden die Bogen (7) an ihrer Vorderkante (30a) ausgerichtet. Werden die Bogen (7) mit einer Unterschuppung (d) zugeführt, so wird diese gezielt vergrößert.
Weiter betrifft die Erfindung eine Bogenfalzmaschine (1) zur Durchführung des Verfahrens.
Description
- Die Erfindung betrifft ein Verfahren zum Betreiben einer Falzmaschine gemäß dem Oberbegriff von Anspruch 1 als auch eine Falzmaschine zur Durchführung dieses Verfahrens gemäß dem Oberbegriff von Anspruch 11 bzw. 12.
- Aus dem Stand sind zum einen Taschenfalzmaschinen bekannt. Der Aufbau einer Taschenfalzmaschine mit einer Vielzahl von Taschenfalzwerken geht aus der
DE 10 2004 041 471 A1 hervor. Ein jeweiliges Taschenfalzwerk besteht dabei aus einer Falztasche und drei Falzwalzen, welche in zwei Falzwalzenpaaren angeordnet sind. Weiter sind Schwertfalzmaschinen bekannt. Aus derDE 29 40 360 A1 ist ein Einzelschwertfalzwerk zum Falzen von bedruckten und vorgefalzten Bogen bekannt. In Kombifalzmaschinen werden Taschenfalzwerke und Schwertfalzwerke kombiniert. Dabei werden in einer ersten Falzstation in Taschenfalzwerken Parallelbrüche und in einer nachfolgenden Falzstation in Schwertfalzwerken Kreuzbrüche gefalzt. DieDE 10 2006 055 301 A1 zeigt Kombifalzmaschinen mit einer Mehrzahl von Taschenfalzwerken und nachranging angeordneten Schwertfalzwerken. Zwischen verschiedenen Falzstationen werden die Bogen bzw. Signaturen mittels Transporttischen bewegt. Derartige Transporttische können über angetriebene, endlose Saugbänder zum sicheren und exakten Transportieren verfügen, wie beispielsweise in derDE 10 2004 022 141 A1 beschrieben. - Um die Ausbringung von Falzmaschinen, sprich deren Produktivität, zu erhöhen, wird die Durchlaufgeschwindigkeit der Bogen durch die Falzmaschine üblicherweise erhöht. Durch die Erhöhung der Geschwindigkeit erfährt ein jeweiliger Falzbogen jedoch Deformierungen und Beschädigungen, was zu deutlichen Qualitätseinbußen führt.
- Aus der
DE 103 36 757 A1 gehen Verfahren zum Falzen von sich schuppenstromartig überlappend zugeführten Bogen hervor. Durch die Anwendung der Verfahren soll die Produktivität der Falzmaschinen gesteigert werden, ohne die Durchlaufgeschwindigkeit der Bogen durch die Maschine zu erhöhen. Dazu werden in komplizierter Weise die Falzspaltweiten der einziehenden Falzwalzen in Teilphasen eines kontinuierlichen Falzvorgangs falzzyklusabhängig vergrößert bzw. verkleinert. - Die
DE 10 2008 048 287 A1 , auf welche vollinhaltlich Bezug genommen und welche hiermit zum Gegenstand dieser Beschreibung gemacht wird, zeigt eine Falzmaschine zum Falzen von bogenförmigen Elementen wie Bogen aus Papier, Pappe und dergleichen mit mindestens einer ersten Falzstation und einem Schuppenanleger. Die erste Falzstation weist mindestens ein Falzwerk auf. Der Schuppenanleger dient dem unterschuppten Zuführen von bogenförmigen Elementen über einen Ausrichttisch zur ersten Falzstation in einer ersten Transportrichtung. Der Schuppenanleger besitzt eine Einrichtung zum Vereinzeln der bogenförmigen Elemente und eine in und entgegen der ersten Transportrichtung verstellbare Saugvorrichtung. Vorteilhafter Weise lässt sich der Grad der Unterschuppung der bogenförmigen Elemente durch Verstellen der Saugvorrichtung einstellen. Dabei ist es wichtig, dass der gewünschte Grad der Unterschuppung zuverlässig erzeugt wird. - Aufgabe der vorliegenden Erfindung ist es, ein Verfahren zum Betreiben einer Falzmaschine zu entwickeln, sodass mit einfachen Mitteln der gewünschte Grad der Unterschuppung zuverlässig erzeugt wird.
- Weitere Aufgabe der vorliegenden Erfindung ist es, ein Verfahren zum Betreiben einer Falzmaschine zu entwickeln, welches eine genauere Ausrichtung von der Falzstation zugeführten Bogen ermöglicht.
- Auch soll eine Bogenfalzmaschine zur Durchführung der Verfahren geschaffen werden.
- Gelöst wird diese Aufgabe durch ein Verfahren zum Betreiben einer Falzmaschine gemäß den kennzeichnenden Merkmalen von Anspruch 1.
- Das erfindungsgemäße Verfahren dient dem Betreiben einer Bogenfalzmaschine mit einem Bogenanleger, einem Zuführtisch mit einer Transporteinrichtung und mindestens einer Taschenfalzstation. Der Bogenanleger kann dabei als Flachstapel-, Rundstapel- oder Palettenanleger ausgeführt sein. Ein jeweiliger Bogen wird vom Bogenanleger an den Zuführtisch übergeben und wird mit einer Bogentransportgeschwindigkeit vB von der Transporteinrichtung zur ersten Taschenfalzstation transportiert. Die Geschwindigkeit der Transporteinrichtung selbst hat nicht notwendigerweise die gleiche Größe wie die Bogentransportgeschwindigkeit, sondern kann um den Schlupf zwischen Transporteinrichtung und einem jeweiligen Bogen größer sein. In vorteilhafter Weise ist die Walzenumfangsgeschwindigkeit vW eines ersten Falzwalzenpaares der ersten Taschenfalzstation oder eines vorgelagerten Messerwellenpaares der ersten Taschenfalzstation oder eines der ersten Taschenfalzstation vorgelagerten Transportwalzenpaares kleiner als die tatsächliche Bogentransportgeschwindigkeit vB. Bei dem vorgelagerten Transportwalzenpaar kann es sich um ein zusätzliches Walzenpaar handeln, welches üblicherweise in der Taschenfalzstation nicht vorgesehen ist. Alternativ zu der Ausbildung als Walzen kann auch eine Mehrzahl bzw. Vielzahl von angetriebenen Rollenpaaren vorgesehen sein.
- Dieses erfindungsgemäße Betriebsverfahren der Bogenfalzmaschine lässt sich abgekürzt wie folgt ausdrücken:

wobei die Bogentransportgeschwindigkeit vB die Geschwindigkeit des Bogens im Moment der Ankunft beschreibt, d.h. dem ersten Kontakt mit den Walzen. - Dadurch wird erreicht, dass ein jeweiliger Bogen beim Auftreffen auf das erste Falzwalzenpaar oder das vorgelagerte Messerwellenpaar oder das Transportwalzenpaar an seiner Bogenvorderkante ausgerichtet wird. Die Ausrichtung an der Bogenvorderkante bedeutet damit eine Ausrichtung parallel zu den Falzbrüchen, d.h. den noch zu erzeugenden Falzkanten in der ersten Falzstation. Vorteilhaft an dieser Ausrichtung, welche auch als Feinausrichtung bezeichnet werden kann, ist, dass Geschwindigkeitsdifferenzen und der Bogenschlupf im Bereich des Zuführtischs die Übergabe von dem Zuführtisch an die Falzwalzen nicht mehr stören können, da eine zusätzliche Feinausrichtung eines jeweiligen Bogens erst dann erfolgt, wenn ein jeweiliger Bogen bereits in Kontakt mit dem Walzenpaar ist. Das mit geringerer Geschwindigkeit angetriebene Walzenpaar bildet für den ankommenden Bogen eine Art Trichter, in welchen der Bogen einläuft. Aufgrund des Geschwindigkeitsunterschiedes zwischen Bogentransportgeschwindigkeit und Walzenumfangsgeschwindigkeit wird ein jeweiliger Bogen entlang seiner ganzen Vorderkante ausgerichtet, bis die Bogenvorderkante an den Walzen anliegt.
- Werden von dem Bogenanleger Bogen vereinzelt und als Einzelbogen über den Zuführtisch der mindestens einen Taschenfalzstation zugeführt, so wird aufgrund des Geschwindigkeitsunterschiedes von Bogentransportgeschwindigkeit und Walzenumfangsgeschwindigkeit der Abstand zwischen den jeweiligen Einzelbogen verringert. Dies kann gezielt dazu eingesetzt werden, den Bogenabstand zu optimieren, d.h. zu verringern, durch Wahl eines entsprechenden Geschwindigkeitsunterschieds.
- In einer besonders vorteilhaften Weiterbildung des erfindungsgemäßen Verfahrens werden die Bogen vom Bogenanleger in einem Bogenstrom mit geringer Unterschuppung an den Zuführtisch übergeben. Diese vom Bogenanleger erzeugte Unterschuppung wird nachfolgend als Anfangsunterschuppung bezeichnet und meint, dass die Bogenhinterkante eines jeweiligen Bogens bereits von einem nachfolgenden Bogen überdeckt wird. In einer besonders vorteilhaften und daher bevorzugten Ausführungsform ist der Unterschuppungsgrad der Anfangsunterschuppung einstellbar durch Verstellen einer Saugeinrichtung des Bogenanlegers. Dadurch kann eine Unterschuppung, auch als Überlappung bezeichnet, im Bereich von 3 bis 5 cm erzeugt werden. Zur Beschreibung der Ausführung der Einstellbarkeit der Anfangsunterschuppung wird an dieser Stelle auf die
DE 10 2008 048 287 A1 verwiesen, welche hiermit zum Gegenstand dieser Beschreibung gemacht wird. In vorteilhafter Weise wird die Unterschuppung im Bereich des Zuführtischs durch den Geschwindigkeitsunterschied von Bogentransportgeschwindigkeit und Walzenumfangsgeschwindigkeit vergrößert. So kann die Anfangsunterschuppung von beispielsweise 3 bis 5 cm auf beispielsweise ein Viertel oder ein Drittel der Bogenlänge vergrößert werden. Die gewünschte Unterschuppung ist dabei abhängig von dem gewählten Falzschema. Die Vergrößerung des Grads der Unterschuppung erfolgt dabei wie folgt: während der erste einlaufende Bogen an den Walzen abgebremst, ausgerichtet und mit geringerer Geschwindigkeit weiter transportiert wird, unterläuft der zweite, nachfolgende Bogen den ersten Bogen und vergrößert hierbei seine anfänglich geringe Unterschuppung. Damit wird ein variables, unterschupptes Verarbeiten der Falzbogen in der Taschenfalzstation ermöglicht. - Besonders vorteilhaft ist es, wenn der Grad der Unterschuppung einstellbar ist durch die Wahl der Anfangsunterschuppung und des Verhältnisses der Bogentransportgeschwindigkeit zur Walzenumfangsgeschwindigkeit. Zur Vergrößerung der Unterschuppung kann die Walzenumfangsgeschwindigkeit beispielsweise 60 bis 80 % der Bogentransportgeschwindigkeit betragen. Wenn der Bogenanleger, der Zuführtisch und die mindestens eine Falzstation bzw. die vorgelagerten Transportwalzen über getrennte, steuerbare Antriebe, also Einzelantriebe, verfügen, werden diese Antriebe von einer gemeinsamen Steuereinheit in Abhängigkeit vom gewünschten Grad der Unterschuppung angesteuert. So kann vom Maschinenbediener über das Interface der Steuerung das Falzschema in der ersten Falzstation gewählt und die gewünschte Produktionsgeschwindigkeit der ersten Falzstation eingegeben werden. Zusammen mit der Bogenlänge der zu verarbeitenden Bogen berechnet die Steuereinheit dann die gewünschte Unterschuppung und die notwendigen Betriebsgeschwindigkeiten des Bogenanlegers und des Zuführtischs und steuert die Antriebe entsprechend an.
- In einer vorteilhaften Weiterbildung des erfindungsgemäßen Verfahrens wird die Unterschuppung des Bogenstroms überprüft, insbesondere durch mindestens eine Messeinrichtung, die stromaufwärtig des ersten Walzenpaares angebracht ist, d.h. im Bereich des Zuführtisches. Die Messeinrichtung kann durch dem Fachmann bekannte optische Sensoren und/oder Ultraschallsensoren ausgebildet sein.
- In Weiterbildung des erfindungsgemäßen Verfahrens wird ein jeweiliger Bogen während des Transports über den Zuführtisch an einem Lineal, also einem Führungs- und Ausrichtelement, an einer der Bogenseitenkanten ausgerichtet. Dies kann dadurch erfolgen, dass der Zuführtisch als Schrägbandtisch mit Ausrichtlineal ausgebildet ist. Die Ausrichtung kann weiter verbessert werden, indem während des Transports eine Saugkraft auf einen jeweiligen Bogen wirkt. Umgesetzt wird dies beispielsweise durch eine Transporteinrichtung, welche als umlaufendes Saugband ausgebildet ist. Derartige Zuführtische werden auch als "Air stream tables" bezeichnet. Werden die Bogen in unterschuppter Weise auf dem Zuführtisch transportiert, so wird das stromaufwärtige Ende eines jeweiligen ersten Bogens durch den darunter liegenden zweiten Bogen vom Saugband getrennt und damit nicht mehr angesaugt. Dies hat den Vorteil, dass eventuelle Nebenwirkungen des Zuführtischs reduziert werden können. Insbesondere, wenn ein jeweiliger Bogen am Walzenpaar ankommt, kann dieser durch die reduzierte Wirkung des Saugbandes an seiner Vorderkante durch das Walzenpaar ausgerichtet werden. Der nachfolgende zweite Bogen wird weiterhin im vorderen Bereich seiner seitlichen Papierkante durch das Lineal ausgerichtet und von dem umlaufenden Saugband sicher transportiert.
- Die Erfindung betrifft auch eine Falzmaschine mit den Merkmalen von Anspruch 11 und 12, welche mittels des beschriebenen Verfahrens betrieben wird.
- Eine solche Bogenfalzmaschine besitzt einen Bogenanleger, einem Zuführtisch mit einer Transporteinrichtung, mindestens eine Taschenfalzstation mit einem ersten Falzwalzenpaar und/oder einem vorgelagerten Messerwellenpaar und/oder einem vorgelagerten Transportwalzenpaar wobei erfindungsgemäß die Transporteinrichtung und mindestens das erste Falzwalzenpaar und/oder das vorgelagerten Messerwellenpaar und/oder das vorgelagerten Transportwalzenpaar jeweils einen steuerbaren Einzelantrieb aufweisen. Dies ermöglicht in vorteilhafter Weise die Ansteuerung der Bogenfalzmaschine derart, dass die Geschwindigkeit der Walzen geringer ist als die Geschwindigkeit der Transporteinrichtung sodass die Unterschuppung gesteuert werden kann.
- In einer alternativen Ausführungsform der Bogenfalzmaschine ist ein gemeinsamer Antrieb für die Transporteinrichtung und mindestens das erste Falzwalzenpaar und/oder das vorgelagerten Messerwellenpaar und/oder das vorgelagerten Transportwalzenpaar vorgesehen wobei diese jeweils mittels eines schaltbaren Getriebes mit dem gemeinsamen Antrieb verbunden sind. Das Getriebe kann dabei mindestens zwei Schaltstufen vorsehen, nämlich einen Gleichlauf von Geschwindigkeit der Walzen und Geschwindigkeit der Transporteinrichtung als auch einen festgelegten Ungleichlauf von Geschwindigkeit der Walzen und Geschwindigkeit der Transporteinrichtung was das Unterschuppungsverhältnis gezielt verändert. Besonders vorteilhaft ist der Einsatz eines stufenlosen Getriebes, was wie bei den Einzelantreiben eine freie Veränderbarkeit der Unterschuppung ermöglicht.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Falzmaschine ist der ersten Falzstation eine zweite Falzstation nachgeordnet. Diese kann Taschenfalzwerke oder Schwertfalzwerke aufweisen.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Falzmaschine ist mindestens einer Falzstation eine Vorrichtung zum Aufbringen von Klebstoff auf die Produkte vorangestellt. In einer weiteren vorteilhaften Ausführungsform ist mindestens einer Falzstation eine Vorrichtung zum Beschneiden der Produkte nachgeordnet. Durch die Vorrichtung zum Aufbringen von Klebstoff und die Vorrichtung zum Beschneiden der Produkte ist es in vorteilhafter Weise möglich, aus den Bogen kleine Bücher, sogenannte Booklets, herzustellen.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Falzmaschine ist mindestens einer Falzstation eine Vorrichtung zum Pressen der Produkte nachgeordnet. Durch ein Abpressen der Produkte kann in vorteilhafter Weise ein Aufbauchen der Produkte verhindert werden.
- Die beschriebene Erfindung und die beschriebenen vorteilhaften Weiterbildungen der Erfindung stellen auch in beliebiger Kombination miteinander vorteilhafte Weiterbildungen der Erfindung dar.
- Hinsichtlich weiterer Vorteile und vorteilhafter Ausgestaltungen der Erfindung wird auf die Unteransprüche sowie die Beschreibung eines Ausführungsbeispiels unter Bezugnahme auf die beiliegenden Zeichnungen verwiesen.
- Die Erfindung soll an Hand eines Ausführungsbeispiels noch näher erläutert werden. Es zeigen in schematischer Darstellung
- Fig. 1a
- zwei beabstandete Bogen (Einzelbogen)
- Fig. 1b
- zwei unterschuppte Bogen
- Fig. 2a
- die Situation beim Einlaufen eines ersten Bogens in die Falzstation
- Fig. 2b
- die Situation beim Einlaufen eines ersten Bogens in die Falzstation mit vorgelagerten Messerwellen
- Fig. 3a
- eine Draufsicht im Bereich des Anlegers
- Fig. 3b
- eine Ansicht im Bereich des Anlegers
- Fig. 4
- einen alternativen Anleger mit zwei Saugwalzen
- Fig. 5
- die Veränderung des Grads der Unterschuppung in einer Draufsicht
- Fig. 6
- einen alternativen Zuführtisch mit einer Kontrolleinrichtung
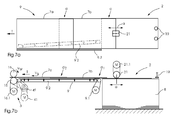
- Fig. 7a
- eine bevorzugte Ausführungsform des Zuführtisches mit Saugband
- Fig. 7b
- die Veränderung des Grads der Unterschuppung in einer Ansicht
- In
Fig. 1a sind zwei bogenförmige Elemente, hier zwei Bogen 7a, 7b dargestellt, welche in Transportrichtung T von einem Anleger 2 zu einer ersten Falzstation 3 transportiert werden. Der Abstand b zwischen erstem Bogen 7a und zweitem Bogen 7b liegt üblicherweise im Bereich von 5 bis 8 cm. In der nachfolgenden ersten Falzstation 3 werden die Bogen 7a und 7b dreimal gefalzt, wobei Bogenteile mit gleicher Abmessung entstehen. Die Bogenteile sind inFig. 1a angedeutet: durch die Falze in der ersten Falzstation 3 wird ein jeweiliger Bogen 7a, 7b in vier gleichgroße Teile geteilt. - In
Fig. 1b sind zwei Bogen 7a, 7b dargestellt, welche von einem Anleger 2 kommend in Transportrichtung T zu einer ersten Falzstation 3 transportiert werden. Die Bogen 7a und 7b werden dabei unterschuppt transportiert. Das stromabwärtige Ende des Bogens 7b wird von dem ersten Bogen 7a überdeckt. Im Beispiel vonFig. 1b werden drei Falze erzeugt, so dass ein jeweiliger Bogen 7a, 7b in vier gleiche Bogenteile geteilt wird. Die Unterschuppung d beträgt ein Viertel der Länge der Bogen 7a, 7b. Im Gegensatz zum inFig. 1a dargestellten beabstandeten Transport der zwei Bogen 7a und 7b wurde für den unterschuppten Transport gemäßFig. 1b der zweite Bogen 7b um die Summe aus Bogenabstand b und Unterschuppung d in Transportrichtung T verschoben. Um die Bogen 7a, 7b in der ersten Falzstation 3 zu falzen, müssen die Bogen 7a, 7b eine geringere Wegstrecke zurücklegen. Bei gleichbleibender Maschinengeschwindigkeit, d.h. Transportgeschwindigkeit, können mehr Bogen zu fertigen Falzprodukten verarbeitet werden und die Ausbringung der Falzmaschine 1 kann erhöht werden. Alternativ kann die Ausbringung der Falzmaschine 1 beibehalten werden und die Transportgeschwindigkeit der Bogen 7a, 7b kann reduziert werden, insbesondere dann, wenn es sich um schwierig zu verarbeitendes Material handelt, welches zur Sicherstellung einer hohen Qualität der Produkte eine geringere Transportgeschwindigkeit erfordert. - In
Fig. 2a ist eine Momentaufnahme des Falzvorgangs dargestellt. Die Bogen 7a, 7b werden von einem Anleger 2 kommend über einen Zuführtisch 9 in Transportrichtung T der ersten Falzstation 3 zugeführt. Die Bogen 7a, 7b weisen dabei eine Unterschuppung d auf. Der erste Bogen 7a wurde bereits vorbei an der ersten oberen Falztasche 11 in die zweite unten liegende Falztasche 11 transportiert. Eine Bogenweiche 13 verhindert dabei den Einlauf des ersten Bogens 7a in die erste Falztasche 11. Der Taschenanschlag 12 der zweiten Falztasche 11 wurde auf die Einlauflänge (Falzlänge) 14 eingestellt. Die Einlauflänge 14 entspricht einem Drittel der Länge der Bogen 7a, 7b. Die Falzstation 3 weist gemäßFigur 2a vier Taschenfalzwerke auf. Erfindungsgemäß kann die Anzahl Falzwerke jedoch beliebig variiert werden. Die sich im Einlaufbereich der ersten Falzstation 3 befindlichen Falzwalzen 16 werden mit einer Geschwindigkeit vw angetrieben. - Die Falzstation 3 gemäß der Darstellung von
Fig. 2b weist zusätzlich noch vor dem ersten Falzwerk angebrachte Walzen bzw. Wellen 17 auf, welche mit einer Geschwindigkeit vw angetrieben werden. Bei dem Walzenpaar 17 kann es sich dabei um ein vorgelagertes Messerwellenpaar oder um ein zusätzliches Transportwalzenpaar handeln. - In den
Figuren 3a und 3b ist der Schuppenanleger 2, die Vereinzelung von Bogen 7, 7a, 7b und der unterschuppte Abtransport der Bogen 7, 7a, 7b dargestellt. - Sich auf einem Bogenstapel 8 befindliche Bogen 7 werden im Bereich ihres stromaufwärtigen Endes von einem Hubsauger 19 einzeln angehoben oder von einem Hinterkantenbläser 19 belüftet und aufgefächert. Für diesen Zweck kann auch ein sogenannter "Tremat" eingesetzt werden. Durch eine Saugrolle 21 werden die vereinzelten Bogen 7 in Transportrichtung T an einen stromabwärtigen Zuführtisch 9 übergeben. Die Saugrolle 21 ist dabei, wie durch den Doppelpfeil a dargestellt, in und entgegen der Transportrichtung T verstellbar. Die Position der Saugrolle 21 und deren Ansteuerung (Dauerbetrieb oder getaktet) bestimmt dabei den Grad der Unterschuppung d. Im dargestellten Beispiel von
Fig. 3a und Fig. 3b ist der Abstand von der Mitte der Saugrolle 21 bis zur stromabwärtigen Vorderkante des Bogenstapels 8 von der Größe d. Dies entspricht auch der Unterschuppung der Bogen 7a und 7b von ca. einem Viertel der Bogenlänge. Vom Zuführtisch 9 erfolgt die Übergabe an die ersten Falzwalzen 16 der ersten Falzstation 3, wobei dabei der Grad der Unterschuppung d vergrößert wird. Dies wird nachfolgend an Hand derFig. 5 erläutert. Die Saugrolle verfügt über einen Antrieb 21.1, der Bogenanleger 2 über einen nicht dargestellten Stapelhubantrieb, der Zuführtisch 9 über einen Antrieb 9.1 und das vorgelagerte Transportwalzenpaar 17 (hier nicht dargestellt) bzw. die erste Falzstation 3 über einen Walzenantrieb 16.1. Dabei handelt es sich in einer bevorzugten und dargestellten Ausführungsform jeweils um steuerbare Einzelantriebe, welche mit einer Steuereinheit 18 verbunden sind und von dieser angesteuert werden. Alternativ kann auch nur ein gemeinsamer Antrieb vorgesehen und ein Getriebe zwischengeschaltet sein. Bei dem Getriebe kann es sich um ein Getriebe mit mindestens zwei Stufen oder um ein stufenloses Getriebe handeln. Dadurch werden die Bogen 7, 7a, 7b mit einer Bogentransportgeschwindigkeit vB , transportiert und die Walzen mit einer Umfangsgeschwindigkeit von vw rotiert. Da die Umfangsgeschwindigkeit von vW kleiner ist als die Bogentransportgeschwindigkeit vB wird der Bogen 7a bei Kontakt mit den Walzen 15, 16 abgebremst. Dies bewirkt eine Ausrichtung an der Bogenvorderkante 30a und eine Vergrößerung der Unterschuppung von d1 auf d2. - In
Figur 4 ist eine alternative Ausgestaltungsform eines Bogenanlegers 2 dargestellt. Wie auch bereits zuvor beschrieben, besitzt dieser im Bereich der Hinterkante des Bogenstapels 8 einen Hinterkantenbläser 19. Eine erste Saugrolle 21 ist oberhalb der Vorderkante des Bogenstapels 8 angeordnet. Wenn diese - in Bogenlaufrichtung stromabwärtige - Saugrolle zum Abziehen von einzelnen Bogen 7, 7a, 7b genutzt wird, werden die Bogen 7 als Einzelbogen an den Zuführtisch 9 übergeben. Der Anleger 2 besitzt zusätzlich eine weitere Saugrolle 21, welche relativ zur ersten beschriebenen Saugrolle 21 in Richtung der Bogenhinterkante bzw. der Hinterkante des Bogenstapels 8 versetzt ist. Diese zweite Saugrolle 21 kann alternativ zur ersten Saugrolle 21 eingesetzt werden und die Bogen 7, 7a, 7b in geschuppter Weise an den Zuführtisch 9 übergeben. -
Figur 5 zeigt in einer rein schematischen Darstellung eine Momentaufnahme, nachdem ein erster Bogen 7a, welcher in Transportrichtung T über den Zuführtisch 9 mit Transportband transportiert wurde, an dem Walzenpaar 16, 17 angekommen war und bereits von den Walzen 16, 17 ins erste Falzwerk eingezogen wird. Da die Walzenumfangsgeschwindigkeit der Walzen 16, 17 geringer ist als die Bogentransportgeschwindigkeit des Bogens 7a, wurde dieser von den Walzen 16, 17 auf die Walzenumfangsgeschwindigkeit abgebremst. Währenddessen wird der nachfolgende Bogen 7b jedoch weiterhin mit der höheren Bogentransportgeschwindigkeit transportiert und wird daher nachfolgend weiter unter den ersten Bogen 7a geschoben. Dadurch wird die Unterschuppung der Bogen 7a,b , welche anfangs der Anfangsunterschuppung d1 entsprach, zunehmend auf die gewünschte Unterschuppung d2 vergrößert. Die gewünschte Unterschuppung d2 ist dabei zu dem Moment erreicht, zu dem der nachfolgende Bogen 7b an dem Walzenpaar 16, 17 ankommt. In der Darstellung vonFig. 5 würde die Unterschuppung d2 also noch weiter vergrößert werden. - Durch Wahl des Geschwindigkeitsunterschieds der Bogentransportgeschwindigkeit vB und der Walzenumfangsgeschwindigkeit vW kann somit eingestellt werden, wie sehr die Unterschuppung vergrößert werden soll. Die Vergrößerung der Unterschuppung von der Anfangsunterschuppung d1 zur gewünschten Unterschuppung d2 ergibt sich auch aus der Darstellung von
Figur 7b . In dem dort gezeigten Ausführungsbeispiel kommt ein Zuführtisch 9 zum Einsatz, welcher über ein angetriebenes, umlaufendes Saugband 9.2 verfügt, welches die Bogen 7, 7a, 7b gleichzeitig in Bogentransportrichtung T transportiert und gegen ein Ausrichtlineal 9.3 an einer der Bogenseitenkante eines jeweiligen Bogens 7a, 7b, 7 ausrichtet. Dieses zeitgleiche Transportieren und Ausrichten eines Bogens durch einen sogenannten "air stream table" ergibt sich aus der Zusammenschau derFiguren 7a und 7b . Weiter wird deutlich, dass in dem Moment, in dem der erste Bogen 7a mit seiner Bogenvorderkante die Falz- und Transportwalzen 15, 16 kontaktiert und von diesen abgebremst wird, in seinem hinteren, stromaufwärtigen Bereich, nämlich im Bereich der Unterschuppung d2, vom Saugband 9.2 des Zuführtischs 9 nicht angesaugt und fixiert wird. Dies ermöglicht es, dass der Bogen 7a von den Walzen 15, 16 an seiner Vorderkante ausgerichtet wird. - In
Figur 6 ist ein Zuführtisch 9 dargestellt, welcher über eine Messeinrichtung zur Mehrfachbogenerkennung 22 verfügt. Diese dient dazu, den Grad der Unterschuppung zu messen und sicher zu stellen, dass nur Bogen in Transportrichtung T weiter transportiert werden, welche die vorgesehene Unterschuppung aufweisen. Dazu ist die Messeinrichtung 22 mit einer nicht dargestellten Steuereinheit verbunden, in welcher ein Abgleich der Istwerte mit den Sollwerten erfolgt und eine Stellhandlung generiert werden kann, beispielsweise kann eine Ausschleusweiche aktiviert werden, um bei fehlender Übereinstimmung von Istwerten und Sollwerten einzuschreiten. - Die Anfangsunterschuppung kann durch unterschiedliche Anlegertypen erzeugt werden. So z.B. durch in den Figuren dargestellte Palettenanleger oder auch durch Flachstapelanleger oder Rundstapelanleger.
-
- 1
- Falzmaschine
- 2
- Anleger
- 3
- 1. Falzstation
- 6
- Ausleger
- 7
- Bogen
- 7a
- erstes bogenförmiges Element (erster Bogen / erste Signatur)
- 7b
- zweites bogenförmiges Element (zweiter Bogen / zweite Signatur)
- 7c
- drittes bogenförmiges Element
- 8
- Bogenstapel
- 9
- Zuführtisch mit Transportband
- 9.1
- Antrieb Transportband
- 9.2
- Saugband
- 9.3
- Ausrichtlineal
- 11
- Falztasche
- 12
- Taschenanschlag
- 13
- Bogenweiche
- 14
- Einlauflänge Falztasche / Falzlänge
- 15
- Falzwalze
- 16
- Transport- bzw. Falzwalze
- 16.1
- Walzenantrieb
- 17
- Walzenpaar, z.B. Messerwellenpaar
- 18
- Steuereinheit
- 19
- Hubsauger oder Hinterkantenbläser
- 21
- Saugelement (Schleppsauger / Saugrolle)
- 21.1
- Antrieb Saugelement
- 22
- Messeinrichtung (Mehrfachbogenerkennung)
- 30a
- Vorderkante des ersten bogenförmigen Elements
- 30b
- Vorderkante des zweiten bogenförmigen Elements
- 41
- gemeinsamer Antrieb
- 42
- schaltbares Getriebe
- a
- Verstellbewegung des Saugelements
- b
- Bogenabstand / Signaturabstand
- d
- Unterschuppung
- d1
- Anfangsunterschuppung
- d2
- gewünschte Unterschuppung
- vB
- Bogentransportgeschwindigkeit
- vW
- Walzenumfangsgeschwindigkeit
- T
- Transportrichtung
Claims (12)
- Verfahren zum Betreiben einer Bogenfalzmaschine (1) mit einem Bogenanleger (2), einem Zuführtisch (9) mit einer Transporteinrichtung und mindestens einer Taschenfalzstation (3), wobei ein jeweiliger Bogen (7, 7a, 7b) vom Bogenanleger (2) an den Zuführtisch (9) übergeben wird, und wobei ein jeweiliger Bogen (7, 7a, 7b) mit einer Bogentransportgeschwindigkeit (vB ) von der Transporteinrichtung zur ersten Taschenfalzstation (3) transportiert wird,
dadurch gekennzeichnet,
dass die Walzenumfangsgeschwindigkeit (vW) eines ersten Falzwalzenpaares (15, 16) der ersten Taschenfalzstation (3) oder eines vorgelagerten Messerwellenpaares (17) der ersten Taschenfalzstation (3) oder eines der ersten Taschenfalzstation (3) vorgelagerten Transportwalzenpaares (17) kleiner als die Bogentransportgeschwindigkeit (vB ) ist. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass ein jeweiliger Bogen (7, 7a, 7b) beim Auftreffen auf das erste Falzwalzenpaar (15, 16) oder das vorgelagerte Messerwellenpaar (17) oder das Transportwalzenpaar (17) an seiner Bogenvorderkante (30a) ausgerichtet wird. - Verfahren nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass die Bogen (7, 7a, 7b) vom Bogenanleger (2) in einem Bogenstrom mit geringer Unterschuppung (d), einer sogenannten Anfangsunterschuppung (d1), an den Zuführtischs (9) übergeben werden. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet,
dass der Unterschuppungsgrad der Anfangsunterschuppung (d1) einstellbar ist durch Verstellen (a) einer Saugeinrichtung (21) des Bogenanlegers (2). - Verfahren nach Anspruch 3 oder 4,
dadurch gekennzeichnet,
dass die Unterschuppung (d) im Bereich des Zuführtischs (9) durch den Geschwindigkeitsunterschied von Bogentransportgeschwindigkeit (vB) und Walzenumfangsgeschwindigkeit (vw) vergrößert wird. - Verfahren nach Anspruch 5,
dadurch gekennzeichnet,
dass der Grad der Unterschuppung (d) einstellbar ist durch die Wahl der Anfangsunterschuppung (d1) und des Verhältnisses der Bogentransportgeschwindigkeit (vB) zur Walzenumfangsgeschwindigkeit (vW), wobei die Walzenumfangsgeschwindigkeit (vW) beispielsweise 60 bis 80 % der Bogentransportgeschwindigkeit (vB) beträgt. - Verfahren nach Anspruch 6,
dadurch gekennzeichnet,
dass Bogenanleger (2), Zuführtischs (9) und die mindestens eine Falzstation (3) über getrennte, steuerbare Antriebe (21.1, 9.1, 16.1) verfügen und die Antriebe (21.1, 9.1, 16.1) von einer gemeinsamen Steuereinheit (18) in Abhängigkeit vom gewünschten Grad der Unterschuppung (d2) angesteuert werden. - Verfahren nach Anspruch 3 bis 7,
dadurch gekennzeichnet,
dass die Unterschuppung (d, d1, d2) des Bogenstroms überprüft wird, insbesondere durch mindestens eine Messeinrichtung (22) im Bereich des Zuführtisches (9). - Verfahren nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass der Zuführtischs (9) als Schrägbandtisch ausgebildet ist und die Bogen während des Transports an einem Lineal (9.3) an einer ihrer Seitenkanten ausgerichtet werden. - Verfahren nach Anspruch 9,
dadurch gekennzeichnet,
dass die Transporteinrichtung als umlaufendes Saugband (9.2) ausgebildet ist und dass während des Transports eine Saugkraft auf einen jeweiligen Bogen (7, 7a, 7b) wirkt. - Bogenfalzmaschine (1) mit einem Bogenanleger (2), einem Zuführtisch (9) mit einer Transporteinrichtung, mindestens einer Taschenfalzstation (3) mit einem ersten Falzwalzenpaar (15, 16) und/oder einem vorgelagerten Messerwellenpaar (17) und/oder einem vorgelagerten Transportwalzenpaar (17) zur Durchführung des Verfahrens nach einem der vorangehenden Ansprüche
dadurch gekennzeichnet,
dass die Transporteinrichtung und mindestens das erste Falzwalzenpaar (15, 16) und/oder das vorgelagerten Messerwellenpaar (17) und/oder das vorgelagerten Transportwalzenpaar (17) jeweils einen steuerbaren Einzelantrieb (9.1, 16.1) aufweisen. - Bogenfalzmaschine (1) mit einem Bogenanleger (2), einem Zuführtisch (9) mit einer Transporteinrichtung, mindestens einer Taschenfalzstation (3) mit einem ersten Falzwalzenpaar (15, 16) und/oder einem vorgelagerten Messerwellenpaar (17) und/oder einem vorgelagerten Transportwalzenpaares (17) zur Durchführung des Verfahrens nach einem der vorangehenden Ansprüche
dadurch gekennzeichnet,
dass die Bogenfalzmaschine (1) einen gemeinsamen Antrieb (41) aufweist für die Transporteinrichtung und mindestens das erste Falzwalzenpaar (15, 16) und/oder das vorgelagerten Messerwellenpaar (17) und/oder das vorgelagerten Transportwalzenpaar (17) und wobei diese jeweils mittels eines schaltbaren Getriebes (42) mit dem gemeinsamen Antrieb verbunden sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010049057A DE102010049057A1 (de) | 2010-10-20 | 2010-10-20 | Bogenfalzmaschine und Verfahren zum Betreiben einer Falzmaschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2444344A1 true EP2444344A1 (de) | 2012-04-25 |
Family
ID=44719670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11183746A Withdrawn EP2444344A1 (de) | 2010-10-20 | 2011-10-04 | Bogenfalzmaschine und Verfahren zum Betreiben einer Falzmaschine |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2444344A1 (de) |
| CN (1) | CN102530634A (de) |
| DE (1) | DE102010049057A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9399382B2 (en) | 2014-02-03 | 2016-07-26 | Cnh Industrial America Llc | Roll-over protection system |
| CN108622720A (zh) * | 2018-03-30 | 2018-10-09 | 浙江寿原机械有限公司 | 折页机 |
| EP3265412A4 (de) * | 2015-03-06 | 2018-11-07 | Premier Tech Technologies Ltee. | Vorrichtung und verfahren zum wiederholten trennen und verlagern des obersten beutels eines beutelstapels |
| WO2020002637A1 (de) * | 2018-06-28 | 2020-01-02 | Windmöller & Hölscher Kg | Bodenlegeeinrichtung und verfahren zur herstellung von mit zumindest mit einem boden versehenen schlauchstücken |
| WO2020002638A1 (de) * | 2018-06-28 | 2020-01-02 | Windmöller & Hölscher Kg | Bodenlegeeinrichtung und verfahren zur herstellung von mit zumindest einem boden versehenen schlauchstück |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104285826A (zh) * | 2014-10-27 | 2015-01-21 | 江苏中恒宠物用品股份有限公司 | 便取式折叠宠物尿垫、制造方法及加工设备 |
| EP4389664A1 (de) | 2022-12-20 | 2024-06-26 | Heidelberger Druckmaschinen AG | Bogenfalzmaschine mit makulaturausschleusung |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2940360A1 (de) | 1979-10-05 | 1981-04-23 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | Einzelfalzwerk |
| US20050049131A1 (en) * | 2003-08-26 | 2005-03-03 | Andolfi Ceasar P. | Paper-folding apparatus |
| DE102004041471A1 (de) | 2003-09-24 | 2005-04-21 | Heidelberger Druckmasch Ag | Antrieb für eine Taschenfalzmaschine |
| DE102004022141A1 (de) | 2004-05-05 | 2005-11-24 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Fördern und gleichzeitigen Ausrichten von Bogen |
| DE10336757A1 (de) | 2002-08-16 | 2006-02-09 | Dirk Gabriel | Taschenfalzverfahren |
| DE102006055301A1 (de) | 2006-11-23 | 2008-05-29 | Heidelberger Druckmaschinen Ag | Schwertfalzmaschine mit vorgelagertem Taschenfalzwerk und Verfahren zum Falzen von Bogen aus flächigem Bedruckstoff |
| US20080308993A1 (en) * | 2005-10-26 | 2008-12-18 | Megaspirea Production | Method for Collating Documents and Device for Carrying Out this Method |
| EP2165956A2 (de) * | 2008-09-22 | 2010-03-24 | Heidelberger Druckmaschinen AG | Vorrichtung und Verfahren zum Falzen von Bogen |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5353427A (en) * | 1976-10-21 | 1978-05-15 | Graphics Equipment Int | Buckle type sheet folding machine |
| DE202008012564U1 (de) * | 2008-09-22 | 2008-11-20 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Falzen von Bogen |
| DE102008048286A1 (de) * | 2008-09-22 | 2010-03-25 | Heidelberger Druckmaschinen Ag | Verfahren und Vorrichtung zum Falzen von Bogen |
-
2010
- 2010-10-20 DE DE102010049057A patent/DE102010049057A1/de not_active Withdrawn
-
2011
- 2011-09-15 CN CN2011102873117A patent/CN102530634A/zh active Pending
- 2011-10-04 EP EP11183746A patent/EP2444344A1/de not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2940360A1 (de) | 1979-10-05 | 1981-04-23 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | Einzelfalzwerk |
| DE10336757A1 (de) | 2002-08-16 | 2006-02-09 | Dirk Gabriel | Taschenfalzverfahren |
| US20050049131A1 (en) * | 2003-08-26 | 2005-03-03 | Andolfi Ceasar P. | Paper-folding apparatus |
| DE102004041471A1 (de) | 2003-09-24 | 2005-04-21 | Heidelberger Druckmasch Ag | Antrieb für eine Taschenfalzmaschine |
| DE102004022141A1 (de) | 2004-05-05 | 2005-11-24 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Fördern und gleichzeitigen Ausrichten von Bogen |
| US20080308993A1 (en) * | 2005-10-26 | 2008-12-18 | Megaspirea Production | Method for Collating Documents and Device for Carrying Out this Method |
| DE102006055301A1 (de) | 2006-11-23 | 2008-05-29 | Heidelberger Druckmaschinen Ag | Schwertfalzmaschine mit vorgelagertem Taschenfalzwerk und Verfahren zum Falzen von Bogen aus flächigem Bedruckstoff |
| EP2165956A2 (de) * | 2008-09-22 | 2010-03-24 | Heidelberger Druckmaschinen AG | Vorrichtung und Verfahren zum Falzen von Bogen |
| DE102008048287A1 (de) | 2008-09-22 | 2010-03-25 | Heidelberger Druckmaschinen Ag | Vorrichtung und Verfahren zum Falzen von Bogen |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9399382B2 (en) | 2014-02-03 | 2016-07-26 | Cnh Industrial America Llc | Roll-over protection system |
| EP3265412A4 (de) * | 2015-03-06 | 2018-11-07 | Premier Tech Technologies Ltee. | Vorrichtung und verfahren zum wiederholten trennen und verlagern des obersten beutels eines beutelstapels |
| CN108622720A (zh) * | 2018-03-30 | 2018-10-09 | 浙江寿原机械有限公司 | 折页机 |
| WO2020002637A1 (de) * | 2018-06-28 | 2020-01-02 | Windmöller & Hölscher Kg | Bodenlegeeinrichtung und verfahren zur herstellung von mit zumindest mit einem boden versehenen schlauchstücken |
| WO2020002638A1 (de) * | 2018-06-28 | 2020-01-02 | Windmöller & Hölscher Kg | Bodenlegeeinrichtung und verfahren zur herstellung von mit zumindest einem boden versehenen schlauchstück |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010049057A1 (de) | 2012-04-26 |
| CN102530634A (zh) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2165956B1 (de) | Verfahren zum Falzen von Bogen | |
| EP2444344A1 (de) | Bogenfalzmaschine und Verfahren zum Betreiben einer Falzmaschine | |
| EP0722415B1 (de) | Verfahren und vorrichtung zum bilden und versetzen von stapeln aus bedruckten blättern | |
| EP1277684B1 (de) | Anordnung zum Bilden eines dritten Stromes aus einem ersten und einem zweiten Strom aus Druckprodukten | |
| EP1197456B1 (de) | Verfahren und Anordnung zur Herstellung gefalzter Druckerzeugnisse | |
| EP0498068A1 (de) | Falzapparat, bei dem der Transport der Falzexemplare über Transportmittel, Bandrollen und Bänder erfolgt | |
| EP2277812B1 (de) | Verfahren zum seitlichen Ausrichten von Produkten mit ebener Grundfläche, insbesondere von Druckprodukten, sowie Transportvorrichtung zum Durchführen des Verfahrens | |
| DE102007002041A1 (de) | Querschneider mit Längsschnitt | |
| EP2517995B1 (de) | Falzmaschine mit Transportvorrichtung | |
| EP3533609B1 (de) | Vorrichtung und verfahren zur weiterverarbeitung sequenziell bedruckter druckbogen | |
| DE602004012202T2 (de) | Verfahren und Vorrichtung für das Überlappung von Bogen | |
| EP2363364B1 (de) | Bogenleitvorrichtung, Fertigungssystem für Druckprodukte mit einer Bogenleitvorrichtung und Verfahren zum Herstellen von Druckprodukten | |
| EP0625122A1 (de) | Einrichtung zum fördern und trennen von gefalteten druckprodukten. | |
| DE69619924T2 (de) | Vorrichtung zum Handhaben von Papier | |
| EP2559549B1 (de) | Vorrichtung und Verfahren zum Bearbeiten von Bogen aus Papier oder einem anderen flexiblen Material | |
| EP2093175A2 (de) | Vorrichtung zum Ausschleusen von Bedruckstoffen | |
| EP3061716B1 (de) | Herstellverfahren für zeitungsprodukt | |
| EP2319788B1 (de) | Falzmaschine mit einer Einrichtung zum Abpressen | |
| EP2935060B1 (de) | Vorrichtung und verfahren zum drehen von flachen gütern | |
| EP3118147B1 (de) | Taschenfalzwerk und bogenfalzmaschine mit einem solchen taschenfalzwerk | |
| EP1930262A1 (de) | Vorrichtung und Verfahren zum Aufbrechen und Belüften eines aus Blättern gebildeten Materialstapels | |
| EP1854753B1 (de) | Falzapparat und ein Verfahren zum Längsfalzen von Produkten von unterschiedlicher Breite | |
| EP1808392B1 (de) | Verfahren und Vorrichtung zur Verarbeitung einer Bedruckstoffbahn zu Sammelprodukten | |
| EP1055625A2 (de) | Vorrichtung und Verfahren zum Umlenken von Bedruckstoffbogen | |
| EP1995063B1 (de) | Falzapparat einer Druckmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20121026 |