WO2024190491A1 - 鋼部材及び鋼板 - Google Patents
鋼部材及び鋼板 Download PDFInfo
- Publication number
- WO2024190491A1 WO2024190491A1 PCT/JP2024/008038 JP2024008038W WO2024190491A1 WO 2024190491 A1 WO2024190491 A1 WO 2024190491A1 JP 2024008038 W JP2024008038 W JP 2024008038W WO 2024190491 A1 WO2024190491 A1 WO 2024190491A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel
- content
- coating
- rolling
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 304
- 239000010959 steel Substances 0.000 title claims abstract description 304
- 239000000203 mixture Substances 0.000 claims abstract description 44
- 239000000126 substance Substances 0.000 claims abstract description 43
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 25
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 16
- 238000000576 coating method Methods 0.000 claims description 86
- 239000011248 coating agent Substances 0.000 claims description 85
- 239000012535 impurity Substances 0.000 claims description 20
- 238000005096 rolling process Methods 0.000 description 85
- 238000000034 method Methods 0.000 description 67
- 230000000694 effects Effects 0.000 description 66
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 58
- 239000001257 hydrogen Substances 0.000 description 58
- 229910052739 hydrogen Inorganic materials 0.000 description 58
- 238000010438 heat treatment Methods 0.000 description 45
- 238000001816 cooling Methods 0.000 description 27
- 230000009467 reduction Effects 0.000 description 27
- 230000008569 process Effects 0.000 description 25
- 239000013078 crystal Substances 0.000 description 23
- 238000012360 testing method Methods 0.000 description 22
- 229910052761 rare earth metal Inorganic materials 0.000 description 19
- 238000005259 measurement Methods 0.000 description 18
- 229910001567 cementite Inorganic materials 0.000 description 16
- 238000004519 manufacturing process Methods 0.000 description 16
- 238000010791 quenching Methods 0.000 description 16
- 230000000171 quenching effect Effects 0.000 description 16
- 239000000523 sample Substances 0.000 description 16
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 15
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 15
- 239000000463 material Substances 0.000 description 15
- 229920006395 saturated elastomer Polymers 0.000 description 15
- 229910000859 α-Fe Inorganic materials 0.000 description 15
- 238000000137 annealing Methods 0.000 description 14
- 230000007423 decrease Effects 0.000 description 13
- 238000001887 electron backscatter diffraction Methods 0.000 description 13
- 229910001562 pearlite Inorganic materials 0.000 description 13
- 238000004458 analytical method Methods 0.000 description 12
- 238000007747 plating Methods 0.000 description 12
- 229910052718 tin Inorganic materials 0.000 description 11
- 229910052782 aluminium Inorganic materials 0.000 description 10
- 229910052787 antimony Inorganic materials 0.000 description 10
- 229910052785 arsenic Inorganic materials 0.000 description 10
- 229910052797 bismuth Inorganic materials 0.000 description 10
- 229910052796 boron Inorganic materials 0.000 description 10
- 229910052791 calcium Inorganic materials 0.000 description 10
- 229910052799 carbon Inorganic materials 0.000 description 10
- 229910052804 chromium Inorganic materials 0.000 description 10
- 238000005097 cold rolling Methods 0.000 description 10
- 229910052802 copper Inorganic materials 0.000 description 10
- 229910052749 magnesium Inorganic materials 0.000 description 10
- 229910052750 molybdenum Inorganic materials 0.000 description 10
- 239000002245 particle Substances 0.000 description 10
- 229910052711 selenium Inorganic materials 0.000 description 10
- 229910052719 titanium Inorganic materials 0.000 description 10
- 229910052721 tungsten Inorganic materials 0.000 description 10
- 229910052720 vanadium Inorganic materials 0.000 description 10
- 229910052725 zinc Inorganic materials 0.000 description 10
- 229910052726 zirconium Inorganic materials 0.000 description 10
- 229910001566 austenite Inorganic materials 0.000 description 9
- 229910052748 manganese Inorganic materials 0.000 description 9
- 229910052759 nickel Inorganic materials 0.000 description 9
- 238000005266 casting Methods 0.000 description 8
- 238000005246 galvanizing Methods 0.000 description 8
- 238000005098 hot rolling Methods 0.000 description 8
- 229910052742 iron Inorganic materials 0.000 description 8
- 229910052758 niobium Inorganic materials 0.000 description 8
- 229910052710 silicon Inorganic materials 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 7
- 239000000956 alloy Substances 0.000 description 7
- 230000000717 retained effect Effects 0.000 description 7
- 239000010960 cold rolled steel Substances 0.000 description 6
- 230000001965 increasing effect Effects 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 238000007670 refining Methods 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 229910052738 indium Inorganic materials 0.000 description 5
- 229910052741 iridium Inorganic materials 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 229910052702 rhenium Inorganic materials 0.000 description 5
- 229910052712 strontium Inorganic materials 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 238000007545 Vickers hardness test Methods 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 4
- 238000005336 cracking Methods 0.000 description 4
- 229910003460 diamond Inorganic materials 0.000 description 4
- 239000010432 diamond Substances 0.000 description 4
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 150000001247 metal acetylides Chemical class 0.000 description 4
- 150000004767 nitrides Chemical class 0.000 description 4
- 229910052762 osmium Inorganic materials 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 4
- 229910010271 silicon carbide Inorganic materials 0.000 description 4
- 238000009628 steelmaking Methods 0.000 description 4
- 229910052715 tantalum Inorganic materials 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229910001297 Zn alloy Inorganic materials 0.000 description 3
- 239000012670 alkaline solution Substances 0.000 description 3
- 238000005275 alloying Methods 0.000 description 3
- 239000008119 colloidal silica Substances 0.000 description 3
- 238000009749 continuous casting Methods 0.000 description 3
- 230000001186 cumulative effect Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 229910052698 phosphorus Inorganic materials 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 239000002244 precipitate Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 229910052684 Cerium Inorganic materials 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 239000003085 diluting agent Substances 0.000 description 2
- 238000010790 dilution Methods 0.000 description 2
- 239000012895 dilution Substances 0.000 description 2
- 238000005315 distribution function Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000000921 elemental analysis Methods 0.000 description 2
- 230000002708 enhancing effect Effects 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 238000007429 general method Methods 0.000 description 2
- 238000000265 homogenisation Methods 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 229910052746 lanthanum Inorganic materials 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910052706 scandium Inorganic materials 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 229910052727 yttrium Inorganic materials 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 241000612118 Samolus valerandi Species 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000007542 hardness measurement Methods 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- -1 iron carbides Chemical class 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000004626 scanning electron microscopy Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
Definitions
- the present invention relates to a steel member and a steel plate.
- Hot stamping has been adopted as a technique for press forming difficult-to-form materials such as high-strength steel plates, as disclosed in, for example, Patent Documents 1 to 3.
- Hot stamping is a hot forming technique in which the material to be formed is heated and then formed.
- the material is heated before it is shaped. Therefore, when shaped, the steel is soft and has good formability. This allows even high-strength steel plates to be shaped with high precision into complex shapes.
- the steel is quenched at the same time as it is shaped using a press die, so the steel (steel component) has sufficient strength after shaping.
- Patent Document 1 discloses that hot stamping can impart a tensile strength of 1400 MPa or more to a steel member obtained by forming a steel plate.
- Patent Document 2 discloses a hot press-formed press-formed product with excellent toughness and a tensile strength of 1.8 GPa or more.
- Patent Document 3 discloses a steel material with an extremely high tensile strength of 2.0 GPa or more, and also with good toughness and ductility.
- Patent Document 4 discloses a steel material with a high tensile strength of 1.8 GPa or more, and also with good toughness.
- Patent Document 5 discloses a steel material with an extremely high tensile strength of 2.0 GPa or more, and also with good toughness.
- the objective of the present invention is to provide a steel member that has high strength and excellent resistance to hydrogen embrittlement, and a steel plate that is suitable as a material for such a steel member.
- a steel member according to an embodiment of the present invention has a chemical composition, in mass%, of C: 0.260 to 0.700%, Si: 0 to 2.000%, Mn: 0 to 3.00%, Al: 0 to 1.000%, Nb: 0 to 0.100%, Ti: 0 to 0.200%, Cr: 0 to 1.00%, B: 0 to 0.0200%, Mo: 0 to 1.00%, W: 0 to 2.00%, Co: 0 to 1.00%, Ni: 0 to 2.00%, Cu: 0-2.00%, V: 0-1.00%, Ca: 0-0.200%, Mg: 0-0.20%, REM: 0-0.300%, Sb: 0-1.00%, Sn: 0-1.00%, Zr: 0-1.00%, As: 0-1.00%, Se: 0-1.00%, Bi: 0-1.00% , Ta: 0-1.00%, Re: 0-1.00%, Os: 0-1.00%, I
- the steel member according to [1] has a chemical composition, in mass%, of Nb: 0.005-0.100%, Ti: 0.005-0.200%, Cr: 0.01-1.00%, B: 0.0010-0.0200%, Mo: 0.01-1.00%, W: 0.001-2.00%, Co: 0.01-1.00%, Ni: 0.01-2.00%, Cu: 0.01-2.00%, V: 0.01-1.00%, Ca: 0.001-0.200%, Mg: 0.01-0.
- the steel member according to [1] or [2] may have a Vickers hardness at the 1 ⁇ 4 depth position of 450 or more.
- the steel member according to any one of [1] to [3] may have a coating on the surface of the steel member.
- a steel sheet according to another embodiment of the present invention has a chemical composition, in mass%, of C: 0.260-0.700%, Si: 0-2.000%, Mn: 0-3.00%, Al: 0-1.000%, Nb: 0-0.100%, Ti: 0-0.200%, Cr: 0-1.00%, B: 0-0.0200%, Mo: 0-1.00%, W: 0-2.00%, Co: 0-1.00%.
- the composition is Os: 0 to 1.00%, Ir: 0 to 1.00%, Tc: 0 to 1.00%, P: 0.100% or less, S: 0.0100% or less, N: 0.020% or less, O: 0.010% or less, and the balance: Fe and impurities.
- the random intensity ratio of ⁇ 111 ⁇ 011> at the 1/4 depth position is I1
- the random intensity ratio of ⁇ 111 ⁇ 112> is I2
- the random intensity ratio of ⁇ 100 ⁇ 011> is I3
- the random intensity ratio of ⁇ 100 ⁇ 001> is I4, the I1, the I2, the I3, and the I4 have a texture that satisfies the following formula (1).
- the steel sheet according to [6] has a chemical composition, in mass%, of Nb: 0.005 to 0.100%, Ti: 0.005 to 0.200%, Cr: 0.01 to 1.00%, B: 0.0010 to 0.0200%, Mo: 0.01 to 1.00%, W: 0.001 to 2.00%, Co: 0.01 to 1.00%, Ni: 0.01 to 2.00%, Cu: 0.01 to 2.00%, V: 0.01 to 1.00%, Ca: 0.001 to 0.200%, Mg: 0.01 to 0.2 0%, REM: 0.001-0.300%, Sb: 0.01-1.00%, Sn: 0.01-1.00%, Zr: 0.01-1.00%, As: 0.01-1.00%, Se: 0.01-1.00%, Bi: 0.01-1.00%, Ta: 0.01-1.00%, Re: 0.01-1.00%, Os: 0.01-1.00%, Ir: 0.01-1.00%, and Tc: 0.01
- the above aspect of the present invention makes it possible to provide a steel member having high tensile strength and excellent resistance to hydrogen embrittlement, and a steel plate that is the raw material for this steel member.
- This section describes a steel member according to one embodiment of the present invention (steel member according to this embodiment), a steel plate according to one embodiment of the present invention (steel plate according to this embodiment) suitable as a material for the steel member, and a method for manufacturing the same.
- the steel member according to this embodiment has a chemical composition described below, and the microstructure at the 1/4 depth position (the range between the 1/8 position to the 3/8 position of the thickness from the surface, centered on the 1/4 position of the thickness in the thickness direction from the surface (in the thickness direction of the steel plate when made of a steel plate), the same applies below) is 90% or more in total of martensite, bainite and tempered martensite in terms of area ratio.
- the random strength ratio of ⁇ 111 ⁇ 011> at the 1/4 depth position is I1
- the random strength ratio of ⁇ 111 ⁇ 112> is I2
- the random strength ratio of ⁇ 100 ⁇ 011> is I3
- the random strength ratio of ⁇ 100 ⁇ 001> is I4, I1, I2, I3, and I4 have a texture that satisfies (I1+I3)/(I2+I4) ⁇ 1.20.
- the steel member according to the present embodiment may be coated on its surface. Even in this case, in the present embodiment, the coating itself is not a steel member, so the chemical composition, microstructure, texture, etc. of the steel member are the chemical composition, microstructure, texture, etc.
- this part may be called the "base steel member” or the “base steel member”).
- the shape of the steel member according to this embodiment is not particularly limited. That is, the steel member may be a flat plate, or a formed body in which the steel plate is formed into a predetermined shape.
- Hot-formed steel members are often formed bodies, such as hot stamp formed bodies, but in this embodiment, the term "steel member" refers to both formed bodies and flat plates.
- the chemical composition of the steel member according to this embodiment is, in mass %, C: 0.260 to 0.700%, Si: 0 to 2.000%, Mn: 0 to 3.00%, Al: 0 to 1.000%, Nb: 0 to 0.100%, Ti: 0 to 0.200%, Cr: 0 to 1.00%, B: 0 to 0.0200%, Mo: 0 to 1.00%, W: 0 to 2.00%, Co: 0 to 1.00%, Ni: 0 to 2.00%, Cu: 0 to 2.00%, V: 0 to 1.00%, Ca: 0 to 0.200%, Mg: 0 to 1.00%, and Mn: 0 to 1.00%.
- C 0.260-0.700% C is an element that enhances the hardenability of steel and improves the strength of a steel member obtained after the steel plate is subjected to a heat treatment including hardening such as hot stamping (after hardening). If the C content is less than 0.260%, it becomes difficult to ensure sufficient strength (over 1.5 GPa (1500 MPa)) in the steel member after quenching (obtained after quenching).
- the C content is preferably 0.280% or more, and more preferably 0.310% or more. In order to obtain a higher tensile strength, for example, 2300 MPa or more, the C content is , 0.450% or more is preferable.
- the C content is set to 0.700% or less.
- the C content is preferably 0.650% or less, and more preferably 0.600% or less.
- Si 0-2.000%
- Si may not be contained (it may be 0%), it is an effective element for improving the hardenability of steel and stably securing the strength of the steel member after hardening.
- the Si content is preferably 0.100% or more, and more preferably 0.350% or more.
- the Si content in the steel exceeds 2.000%, the heating temperature required for austenitic transformation during heat treatment (quenching) becomes significantly high, which increases the cost of heat treatment and When heated, ferrite may remain and the strength of the steel member may decrease. Therefore, the Si content is set to 2.000% or less.
- the Si content is preferably set to 1.500% or less.
- Mn 0-3.00% Mn does not necessarily have to be contained (it may be 0%), but it is an extremely effective element for improving the hardenability of steel and stably securing strength after hardening. Mn further has the following properties: Mn is an element that lowers the Ac3 point and promotes lowering the quenching temperature. Therefore, Mn may be added. To obtain the above effect, the Mn content is preferably 0.05% or more, and 0.15% or more. % or more, or more preferably 0.40% or more. On the other hand, if the Mn content exceeds 3.00%, the hydrogen embrittlement resistance of the steel member after quenching deteriorates. Therefore, the Mn content is set to 3.00% or less. The Mn content is set to 2.50% or less. It is preferable to set the content at 1.50% or less, and more preferable to set the content at 1.50% or less.
- Al 0-1.000%
- Al is an element that is generally used as a deoxidizer for steel. Therefore, it may be contained.
- the Al content may be 0%, but in order to obtain the above effects, the Al content should be 0%. It is preferable that the Al content is 0.010% or more. If necessary, the Al content may be 0.020% or more or 0.030% or more. On the other hand, if the Al content exceeds 1.000%, the above effects are saturated and the economic efficiency decreases. Therefore, when Al is contained, the Al content is set to 1.000% or less.
- the Al content may be 0.300% or less, 0.100% or less, or 0.075% or less.
- the Al content here is the total Al content.
- Nb 0-0.100%
- Nb is an element that forms fine carbides, nitrides, or carbonitrides in steel, and suppresses Cu hot embrittlement cracking during the hot rolling process due to the grain refining effect of these precipitates.
- the hydrogen embrittlement resistance of the steel member is improved by concentrating W in the Nb-based precipitates (higher than the concentration in the base steel material).
- the Nb content may be 0%, but in order to obtain the above effects, the Nb content is preferably 0.005% or more, and more preferably 0.010% or more.
- the Nb content exceeds 0.100%, the carbonitrides become coarse, and bending straightening cracks are promoted in the continuous casting process.
- the Nb content is therefore set to 0.100% or less.
- the Nb content is preferably set to 0.080% or less. Depending on the circumstances, the Nb content may be set to 0.060% or less or 0.040% or less.
- Ti forms fine carbides and carbonitrides together with Nb in steel, and the grain refining effect of these compounds suppresses Cu hot embrittlement cracking during the hot rolling process and improves the hydrogen embrittlement resistance of steel members. Ti also preferentially bonds with N in steel to form nitrides, suppressing the consumption of solute B due to the precipitation of BN, and improving the hardening properties of steel by B, which will be described later. Ti is an element that promotes the effect of improving the properties. Therefore, Ti may be contained. The Ti content may be 0%, but in order to obtain the above-mentioned effects, the Ti content is preferably 0.005% or more.
- the Ti content is more preferably 0.010% or more, and more preferably 0.010% or more. It is even more preferable to set it to 0.015% or more.
- the Ti content exceeds 0.200%, carbonitrides and the like become coarse, and bending straightening cracks are promoted in the continuous casting process. This inhibits the development of grain boundaries, which have Nb, and reduces the hydrogen embrittlement resistance of the steel member.
- the amount of TiC precipitated increases in addition to Nb carbonitrides and TiN, and C is consumed, so the quenching The strength of the steel member after the treatment decreases. Therefore, the Ti content is set to 0.200% or less.
- the Ti content is preferably set to 0.080% or less. If necessary, the Ti content can be set to 0. It may be 0.060% or less or 0.040% or less.
- Cr 0-1.00% Cr is an element effective in improving the hardenability of steel and in stably securing the strength of the steel member after hardening. Therefore, Cr may be contained.
- the Cr content may be 0%, but in the above In order to obtain the above effect, the Cr content is preferably 0.01% or more, and more preferably 0.03% or more. On the other hand, if the Cr content exceeds 1.00%, the above effects are saturated and the cost increases.
- Cr has the effect of stabilizing iron carbide. If the Cr content is less than 1.00%, coarse iron carbides may remain undissolved during heat treatment of the steel plate, which may reduce the hydrogen embrittlement resistance of the steel member. Therefore, the Cr content is set to 1.00% or less. The Cr content is set to 0.50% or less. It is preferable to keep it at 0.20% or less, more preferable to keep it at 0.15% or less.
- B 0-0.0200%
- B is an element that has the effect of enhancing the hardenability of steel even in small amounts.
- B segregates at grain boundaries, strengthening the grain boundaries and improving hydrogen embrittlement resistance.
- B is an element that suppresses the grain growth of austenite. Therefore, it may be contained.
- the B content may be 0%, but in order to obtain the above effects, the B content is preferably 0.0005% or more. , and more preferably 0.0010% or more or 0.0020% or more.
- the B content exceeds 0.0200%, a large amount of coarse compounds precipitates, and the hydrogen embrittlement resistance of the steel member decreases. Therefore, if B is contained, the B content is set to 0.0200% or less.
- the B content is preferably 0.0100% or less, or 0.0050% or less.
- Mo 0-1.00%
- Mo is an extremely effective element for improving the hardenability of steel and stably securing the strength of steel members after hardening.
- Mo may be contained.
- the Mo content may be 0%, but in order to obtain the above effects, the Mo content is preferably 0.01% or more, and more preferably 0.03% or more. It is more preferable to set the above.
- the Mo content exceeds 1.00%, the above effects saturate and the cost increases significantly. Therefore, if Mo is contained, the Mo content is set to 1.00% or less.
- the content is preferably 0.80% or less, 0.50% or less, or 0.25% or less.
- W 0 to 2.00%
- W is an element that is effective in improving the hardenability of steel and stably ensuring the strength of the steel member after hardening.
- W is also an element that improves corrosion resistance in a corrosive environment.
- W is also an element that segregates at grain boundaries and contributes to the development of the above-mentioned texture. Therefore, W may be contained. If the W content is less than 0.01%, sufficient effects cannot be obtained.
- the W content may be 0%, but in order to obtain the above effects, the W content is preferably 0.01% or more, more preferably 0.05% or more, even more preferably 0.10% or more, and even more preferably 0.20% or more.
- the W content is set to 2.00% or less.
- the W content is preferably set to 1.50% or less, and more preferably set to 1.00% or less, 0.50% or less, or 0.20% or less.
- Co is an extremely effective element for improving the hardenability of steel and stably securing the strength of steel members after hardening.
- the Co content may be 0%, but in order to obtain the above-mentioned effects, the Co content is preferably 0.10% or more, and more preferably 0.20% or more. It is more preferable to set the above.
- the Co content exceeds 1.00%, the above effects are saturated and the cost increases significantly. Therefore, if Co is contained, the Co content is set to 1.00% or less.
- the Co content is preferably 0.80% or less, 0.50% or less, or 0.25% or less.
- Ni is an effective element for improving the hardenability of steel and stably securing the strength of steel members after hardening. Ni also has the effect of suppressing Cu hot embrittlement cracking in the production of steel sheets. Therefore, Ni may be contained.
- the Ni content may be 0%, but in order to obtain the above effects, the Ni content is preferably 0.01% or more, and more preferably 0.03% or more. It is more preferable to set the above. On the other hand, if the Ni content exceeds 2.00%, the above effects are saturated and the cost increases. Therefore, the Ni content is set to 2.00% or less.
- the Ni content is set to 1.00% or less. It is preferable to keep it at 0.50% or less, more preferable to keep it at 0.20% or less.
- Cu is an element that is effective in improving the hardenability of steel and in stably securing the strength of steel members after hardening. Cu is also an element that improves corrosion resistance in a corrosive environment.
- the Cu content may be 0%, but in order to obtain the above effects, the Cu content is preferably 0.01% or more. The Cu content is more preferably 0.03% or more. . On the other hand, if the Cu content exceeds 2.00%, the above effects are saturated and the cost increases. Therefore, the Cu content is set to 2.00% or less. In order to reduce the alloy cost, The content is preferably 1.50% or less, and more preferably 1.00% or less, 0.80% or less, or 0.50% or less.
- V 0 to 1.00%
- V is an element that forms fine carbides in steel and improves the hydrogen embrittlement resistance of steel members due to the grain refining effect and hydrogen trapping effect of the carbides. Therefore, V may be contained.
- the V content may be 0%, but in order to obtain the above effects, the V content is preferably 0.01% or more, and more preferably 0.05% or more.
- the V content is set to 1.00% or less.
- the W content is preferably set to 0.80% or less, more preferably 0.50% or less, 0.30% or less, or 0.10% or less.
- Ca 0-0.200% Ca is an element that has the effect of refining inclusions in steel and enhancing the hydrogen embrittlement resistance of the steel member after quenching. Therefore, it may be contained.
- the Ca content may be 0%, but the above In order to obtain this effect, the Ca content is preferably 0.001% or more, and more preferably 0.010% or more or 0.020% or more.
- the Ca content exceeds 0.200%, the effect saturates and the cost increases. Therefore, if Ca is contained, the Ca content is set to 0.200% or less. It is preferably set to 100% or less, and more preferably set to 0.050% or less.
- Mg 0-0.20% Mg is an element that has the effect of refining inclusions in steel and improving hydrogen embrittlement resistance after heat treatment. Therefore, Mg may be contained.
- the Mg content may be 0%, but if the above effect is to be obtained, the Mg content must be 0%. In this case, the Mg content is preferably 0.01% or more, and more preferably 0.02% or more. On the other hand, if the Mg content exceeds 0.20%, the effect is saturated and the cost increases. Therefore, if Mg is contained, the Mg content is set to 0.20% or less.
- the Mg content is preferably It is 0.10% or less, and more preferably 0.05% or less.
- REM 0 ⁇ 0.300%
- the REM content can be as low as 0%.
- the REM content is preferably 0.001% or more, and more preferably 0.010% or more or 0.020% or more.
- the REM content exceeds 0.300%, the effect saturates and the cost increases. Therefore, if REM is contained, the REM content is set to 0.300% or less.
- the REM content is preferably 0.200% or less, 0.100% or less, or 0.050% or less.
- REM refers to a total of 17 elements, including Sc, Y, and lanthanides such as La, Ce, and Nd, and the content of REM means the total content of these elements. Alloys are used to add to the molten steel, and include, for example, Sc, Y, La, Ce, Pr, and Nd.
- Sb 0-1.00%
- Sb is an element that improves corrosion resistance in a corrosive environment. Therefore, it may be contained.
- the Sb content may be 0%, but in order to obtain the above effects, the Sb content is set to 0.01% or more. It is preferred. On the other hand, if the Sb content exceeds 1.00%, the effect saturates and the cost increases. Therefore, if Sb is contained, the Sb content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Sn 0-1.00% Sn is an element that contributes to increasing the strength of steel members. If the Sn content is less than 0.01%, these effects are insufficient. Therefore, the Sn content may be 0%, but if Sn is contained, The Sn content is preferably 0.01% or more, more preferably 0.03% or more, and further preferably 0.05% or more. On the other hand, if the Sn content exceeds 1.00%, the effect is saturated and the cost increases. Therefore, if Sn is contained, the Sn content is set to 1.00% or less. The amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Zr 0-1.00%
- Zr is an element that improves corrosion resistance in a corrosive environment. Therefore, it may be contained.
- the Zr content may be 0%, but in order to obtain the above effects, the Zr content is set to 0.01% or more. It is preferable. On the other hand, if the Zr content exceeds 1.00%, the effect is saturated and the cost increases. Therefore, if Zr is contained, the Zr content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- As is an element that improves hydrogen embrittlement resistance. Therefore, it may be contained.
- the As content may be 0%, but in order to obtain the above effects, the As content should be 0.01% or more. is preferred.
- the As content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Se 0-1.00% Se is an element that improves hydrogen embrittlement resistance. Therefore, it may be contained.
- the Se content may be 0%, but in order to obtain the above effects, the Se content should be 0.01% or more. is preferred.
- the Se content if the Se content exceeds 1.00%, the effect is saturated and the cost increases. Therefore, if Se is contained, the Se content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Bi 0-1.00% Bi is an element that improves hydrogen embrittlement resistance. Therefore, it may be contained.
- the Bi content may be 0%, but in order to obtain the above effects, the Bi content should be 0.01% or more. is preferred.
- the Bi content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Ta 0-1.00%
- the Ta content may be 0%, but in order to obtain the above effects, the Ta content should be 0.01% or more. is preferred.
- the Ta content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Re 0 ⁇ 1.00% Re is an element that improves hydrogen embrittlement resistance. Therefore, it may be contained.
- the Re content may be 0%, but in order to obtain the above effects, the Re content should be 0.01% or more. is preferred.
- the Re content exceeds 1.00%, the effect is saturated and the cost increases. Therefore, if Re is contained, the Re content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Os 0 ⁇ 1.00% Os is an element that improves hydrogen embrittlement resistance. Therefore, it may be contained.
- the Os content may be 0%, but in order to obtain the above effects, the Os content should be 0.01% or more. is preferred.
- the Os content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Ir 0-1.00% Ir is an element that improves hydrogen embrittlement resistance. Therefore, it may be contained.
- the Ir content may be 0%, but in order to obtain the above effects, the Ir content should be 0.01% or more. is preferred.
- the Ir content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- Tc 0-1.00%
- Tc is an element that improves hydrogen embrittlement resistance. Therefore, it may be contained.
- the Tc content may be 0%, but in order to obtain the above effects, the Tc content should be 0.01% or more. is preferred.
- the Tc content exceeds 1.00%, the effect is saturated and the cost increases. Therefore, if Tc is contained, the Tc content is set to 1.00% or less.
- the amount may be 0.50% or less, 0.20% or less, 0.10% or less, or 0.05% or less.
- P 0.100% or less
- P is an element that reduces the hydrogen embrittlement resistance of steel members after quenching.
- the P content exceeds 0.100%, the hydrogen embrittlement resistance is significantly reduced. Therefore, the P content is limited to 0.100% or less. It is preferable to limit the P content to 0.050% or less or 0.020% or less. Since a small P content is preferable, it may be 0%, but from the viewpoint of cost, it may be 0.001% or more.
- S 0.0100% or less
- S is an element that reduces the hydrogen embrittlement resistance of steel members after quenching.
- the S content is limited to 0.0100% or less.
- the S content is preferably limited to 0.0050% or less. Since a small S content is preferable, 0% is acceptable, but from the viewpoint of cost, it may be 0.0001% or more.
- N 0.020% or less
- N is an element that reduces the hydrogen embrittlement resistance of steel members after quenching.
- the N content exceeds 0.020%, coarse nitrides are formed in the steel, and the hydrogen embrittlement resistance is significantly reduced. Therefore, the N content is set to 0.020% or less.
- the N content may be set to 0.001% or more, or may be set to 0.002% or more, 0.008% or more, or 0.010% or more.
- O 0.010% or less
- O is an element that reduces the hydrogen embrittlement resistance of steel members after quenching.
- the O content exceeds 0.010%, coarse nitrides are formed in the steel, and the hydrogen embrittlement resistance is significantly reduced. Therefore, the O content is set to 0.010% or less.
- the O content may be set to 0.0001% or more, 0.002% or more, 0.0008% or more, or 0.001% or more.
- the balance other than the above-mentioned elements includes at least Fe and impurities.
- the balance may be only Fe and impurities.
- impurities refers to components that are mixed in due to various factors in raw materials such as ores and scraps and in the manufacturing process when industrially manufacturing steel sheets, and are acceptable within a range that does not adversely affect the properties of the steel member according to the present embodiment.
- the industrial manufacturing method is a blast furnace steelmaking method or an electric furnace steelmaking method, and includes the level (impurity level) of contamination when manufactured by either method.
- impurities include Pb, Zn, etc.
- the total content of impurities is usually 1.0% or less, so the total content of impurities may be 1.0% or less. If necessary, the total content of impurities may be 0.5% or less, 0.2% or less, 0.1% or less, or 0.05% or less.
- raw materials containing relatively large amounts of elements other than the above-mentioned elements may be used intentionally. Therefore, in this embodiment, these elements are all considered to be impurity elements, regardless of whether these elements are mixed in or intentionally added. Therefore, the total concentration of these elements may be 1.0% or less, as described above.
- the chemical composition of the steel member can be determined by the following method. It can be obtained by performing elemental analysis using a general method such as ICP-AES from a 1/4 depth position (a range of 1/8 to 3/8 of the thickness from the surface in the thickness direction) of the steel member.
- C and S which are difficult to measure with ICP-AES, can be measured using the combustion-infrared absorption method, N using the inert gas fusion-thermal conductivity method, and O using the inert gas fusion-non-dispersive infrared absorption method.
- the chemical composition of the steel plate which is the material of the steel member, or the ladle analysis value of the molten steel
- the chemical composition of the steel plate or the ladle analysis value of the molten steel may be used as the chemical composition of the steel member.
- the microstructure at the 1/4 depth position has an area ratio of martensite, bainite and tempered martensite: 90% or more in total.
- Martensite, bainite, and tempered martensite are structures (phases) that contribute to increasing the strength of a steel member, and if the total area ratio of these structures is less than 90%, it is difficult to obtain sufficient strength in the steel member.
- martensite, bainite, and tempered martensite may be collectively referred to as a hard structure.
- the total area ratio of martensite, bainite, and tempered martensite may be 95% or more, 98% or more, or 100% (the area ratio of the remaining structure other than the hard structure may be 0%), but the remaining structure may include one or more of pearlite, bainite, ferrite, cementite, and retained austenite.
- the area ratio of each structure can be measured by the following method.
- a test piece is taken from any position 50 mm or more away from the end face of the steel member (if a sample cannot be taken from this position, a position avoiding the end), in a cross section parallel to the rolling direction and parallel to the plate thickness direction, so that the metal structure at a 1/4 depth position can be observed.
- the cross section of the above test piece is polished using silicon carbide paper of #600 to #1500, and then finished to a mirror surface using a liquid in which diamond powder with a grain size of 1 to 6 ⁇ m is dispersed in a diluent such as alcohol or pure water.
- the sample is polished using colloidal silica that does not contain an alkaline solution at room temperature to remove the strain introduced into the surface layer of the sample.
- the observation region is a region from 1/8 of the thickness from the surface to 3/8 of the thickness from the surface, with the center being 1/4 of the thickness from the surface, 200 ⁇ m in the longitudinal direction. Then, this observation region is measured by electron backscatter diffraction at measurement intervals of 0.1 ⁇ m to obtain crystal orientation information.
- a device consisting of a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL) and an EBSD detector (DVC5 type detector manufactured by TSL) is used.
- the degree of vacuum in the device is 9.6 ⁇ 10 ⁇ 5 Pa or less
- the acceleration voltage is 15 kv
- the irradiation current level is 13
- the electron beam irradiation level is 62.
- "iron- ⁇ " and “iron- ⁇ ” are set as the Phase, and the measurement is performed.
- the same area as the EBSD measurement area is observed at a magnification of 1000 times or more using a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL).
- JSM-7001F thermal field emission scanning electron microscope
- foreign matter attached to the surface is polished and removed while leaving the structure of the observation surface, and nital etching is performed.
- the Vickers indentations as a guide, it is possible to observe the same region as the EBSD measurement region. If foreign matter is attached to the surface of the sample, the foreign matter is removed as necessary by a method such as buff polishing using alumina particles with a particle size of 0.1 ⁇ m or less, polishing using colloidal silica that does not contain an alkaline solution at room temperature, or Ar ion sputtering.
- the plate-like cementite may be deformed by rolling and have a curved shape.
- the term "lamellar” refers to a form in which, for three or more of the above plate-like cementite particles, the interior angle at the intersection where the long sides of adjacent particles intersect is within 15° (including cases where the particles are parallel and do not intersect), and the closest distance between adjacent plate-like cementite particles is 2 ⁇ m or less.
- the crystal orientation information obtained by the EBSD measurement is used to calculate the area ratio of the retained austenite using the "PhaseMap" function installed in the software "OIM Analysis (registered trademark)" attached to the EBSD analyzer.
- a crystal structure having an fcc crystal structure is determined to be retained austenite.
- the "Grain Average Misorientation" function included in the software "OIM Analysis (registered trademark)" attached to the EBSD analysis device is used to determine whether the region is cementite, pearlite, ferrite, bainite, martensite, or tempered martensite, and the area ratio is measured.
- a boundary where the crystal orientation difference is 15° or more is defined as a crystal grain boundary (15° grain boundary)
- a region where the Grain Average Misorientation value (GAM value) is 3.0° or less is determined to be ferrite.
- the region with a GAM value of more than 3.0° is judged to be martensite, bainite or tempered martensite.
- the EBSD measurement result and the structure image obtained by FE-SEM observation are superimposed using the Vickers indentation as a marker, and the regions judged to be cementite and pearlite from the structure image of the FE-SEM observation are judged to be cementite and pearlite, regardless of the classification of the structure judged by the "PhaseMap" function and the "GrainAverageMisorientation” function.
- the positions of cementite and pearlite may be identified by comparing the grain boundary map using the 15° grain boundary with the position of the Vickers indentation.
- a test specimen is taken from any position at least 50 mm away from the end of the steel member (if a test specimen cannot be taken from this position, a position avoiding the end) so that a cross section in the plate thickness direction can be observed.
- the cross section of the collected test piece is mirror-polished and then observed with an optical microscope at magnifications of 100x, 200x, 500x, and 1000x, and the observation result at an appropriate magnification at which the size of the inclusion can be measured is selected according to the size of the inclusion.
- the observation range is 500 ⁇ m or more in width and the entire plate thickness, and areas with dark brightness are judged to be inclusions. Observation may be performed in multiple fields of view.
- a plane parallel to a plane rotated in 5° increments in the range of 0 to 180° around the plate thickness direction is observed by the above method.
- the average value of the long axis length of the multiple inclusions in each of the obtained cross sections is calculated for each cross section, and the direction parallel to the long axis direction of the inclusions in the cross section where the average value of the long axis length of the inclusions is the largest is determined to be the rolling direction.
- the rolling direction of the steel component can be determined, the above method does not need to be used.
- the resistance to hydrogen embrittlement differs depending on the crystal orientation of the crystal grains.
- the crystal orientations of ⁇ 111 ⁇ 011>, ⁇ 111 ⁇ 112>, ⁇ 100 ⁇ 011>, and ⁇ 100 ⁇ 001> have a specific large effect on the hydrogen embrittlement resistance. Therefore, in the steel member according to this embodiment, the probability of existence of crystal grains having the above-mentioned crystal orientations is controlled (the degree of accumulation of crystal grains having a specific crystal orientation is controlled), thereby improving the hydrogen embrittlement resistance.
- Crystal grains having crystal orientations of ⁇ 111 ⁇ 011> and ⁇ 100 ⁇ 011> have a particularly large adverse effect on hydrogen embrittlement resistance, while crystal grains having crystal orientations of ⁇ 111 ⁇ 112> and ⁇ 100 ⁇ 001> have a particularly large effect of improving hydrogen embrittlement resistance. Therefore, in the steel plate according to this embodiment, when the random intensity ratio of ⁇ 111 ⁇ 011> is I1, the random intensity ratio of ⁇ 111 ⁇ 112> is I2, the random intensity ratio of ⁇ 100 ⁇ 011> is I3, and the random intensity ratio of ⁇ 100 ⁇ 001> is I4 at the 1/4 depth position, I1, I2, I3, and I4 have textures that satisfy the following formula (1).
- (I1+I3)/(I2+I4) is 1.15 or less, 1.00 or less, or 0.90 or less.
- the random intensity ratios are measured by the following method.
- a test piece is taken from any position 50 mm or more away from the end face of the steel member (if a test piece cannot be taken from this position, a position avoiding the end portion) so that the metal structure at a 1/4 depth position of a cross section parallel to the rolling direction and parallel to the plate thickness direction can be observed.
- the cross section of the test piece is polished with silicon carbide paper of #600 to #1500, and then finished to a mirror surface with a liquid in which diamond powder with a grain size of 1 to 6 ⁇ m is dispersed in a diluent such as alcohol or pure water.
- the test piece is polished with colloidal silica that does not contain an alkaline solution at room temperature to remove the strain introduced into the surface layer of the test piece.
- crystal orientation information is obtained by measuring the area of 300 ⁇ m in the thickness direction at a 1/4 depth position (when the thickness is less than 1.2 mm, the entire range of 1/8 to 3/8 of the thickness from the surface) at a measurement interval of 4 ⁇ m and a measurement area of 150,000 ⁇ m2 or more by EBSD (electron backscatter diffraction) method.
- EBSD electron backscatter diffraction
- a device consisting of a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL) and an EBSD detector (DVC5 type detector manufactured by TSL) is used.
- the degree of vacuum in the device is 9.6 ⁇ 10 -5 Pa or less
- the acceleration voltage is 15 kv
- the irradiation current level is 13
- the electron beam irradiation level is 62.
- the obtained crystal orientation information is calculated using spherical harmonic functions using OIM Analysis (registered trademark) manufactured by TSL, and the random intensity ratio of each orientation is obtained from the crystal orientation distribution function (ODF: Orientation Distribution Function) that displays the calculated three-dimensional texture.
- OIM Analysis registered trademark
- the above-mentioned phi1( ⁇ 1) and PHI( ⁇ ) are defined in the ODF drawing function of the analysis software (OIM Analysis).
- the tensile (maximum) strength TS of the steel member according to this embodiment is preferably more than 1500 MPa. More preferably, it is 1800 MPa or more, and even more preferably, it is 2300 MPa or more. If necessary, the tensile strength may be 3000 MPa or less or 2700 MPa or less. There is a correlation between tensile strength and Vickers hardness, and in this embodiment, the value obtained by multiplying the Vickers hardness by 3.33 can be regarded as the tensile (maximum) strength TS. Therefore, the steel member according to this embodiment preferably has a Vickers hardness (HV1) of 450 or more at a test force of 9.807 N (load 1 kgf).
- HV1 Vickers hardness
- the Vickers hardness (HV1) may be 900 or less, 860 or less, or 820 or less.
- the Vickers hardness can be determined by the following method.
- a sample is cut out so that a cross section perpendicular to the surface (cross section in the thickness direction) can be observed from any position 50 mm or more away from the end face of the steel member.
- the size of the sample is such that 10 mm can be observed in the rolling direction, depending on the measuring device.
- the cross section of the sample is polished using silicon carbide paper #600 to #1500, and then finished to a mirror surface using a liquid in which diamond powder with a grain size of 1 to 6 ⁇ m is dispersed in a dilution liquid such as alcohol and pure water.
- a micro Vickers hardness tester is used at a 1/4 depth position of the base steel plate in a direction parallel to the plate surface, and a total of 20 hardness measurements are performed at intervals of 3 times or more of the indentation in accordance with JIS Z2244-1:2020, with a test force of 9.807 N, and the average value is calculated to obtain the Vickers hardness (HV1).
- the steel member according to this embodiment has excellent resistance to hydrogen embrittlement because the chemical composition, microstructure, and texture are controlled as described above.
- the steel member according to this embodiment may have a coating on a part or the whole of its surface.
- the coating may be a coating mainly made of an Fe-Al alloy (Fe-Al coating), or a coating mainly made of an Fe-Zn alloy (Fe-Zn coating).
- the coating is also called a film, an alloy plating layer, or an intermetallic compound layer.
- a coating mainly made of an Fe-Al alloy is a coating containing Fe and Al in a total of 70 mass% or more
- a coating mainly made of an Fe-Zn alloy is a coating containing Fe and Zn in a total of 70 mass% or more.
- a coating mainly made of an Fe-Al alloy may further contain Si, Mg, Ca, Sr, Ni, Cu, Mo, Mn, Cr, C, Nb, Ti, B, V, Sn, W, Sb, Zn, Co, In, Bi, Zr, Se, As, and REM in addition to Fe and Al, with the remainder being impurities.
- the coating mainly made of an Fe-Zn alloy may contain, in addition to Fe and Zn, Si, Mg, Ca, Sr, Ni, Cu, Mo, Mn, Cr, C, Nb, Ti, B, V, Sn, W, Sb, Al, Co, In, Bi, Zr, Se, As, and REM, with the remainder being impurities.
- the coating has the effect of improving resistance to hydrogen embrittlement when used in automobiles because of its corrosion resistance.
- the thickness of the coating is preferably 10 to 100 ⁇ m.
- the chemical composition and thickness of the coating can be determined by cross-sectional scanning electron microscopy. Specifically, a measurement sample is cut out from 1/2 of the longitudinal direction of the steel member (1/2 of the longitudinal direction from the longitudinal end) and 1/4 of the width (1/4 of the width from the width end) and observed. The observation range using a microscope is, for example, 400 times magnification and an area of 40,000 ⁇ m2 or more . The cut sample is mechanically polished and then mirror-finished. Next, the thickness of the coating is measured in any 10 fields of view, and the average value is taken as the coating thickness. When observing using a BSE image (or COMPO image), a clear contrast difference is observed between the coating and the base steel (steel sheet substrate).
- the thickness of the coating can be measured by measuring the thickness from the outermost surface to the position where the contrast changes. Measurements are made at 20 equally spaced locations in the observation photograph, with the distance between measurement locations being 6.5 ⁇ m. In addition, when making the measurement, observations are made in five fields of view in the manner described above, and the average value is used to determine the coating thickness.
- the chemical composition of the coating can be determined by performing spot elemental analysis (beam diameter: 1.0 ⁇ m or less) on the same observation range as above using an electron probe microanalyzer (EPMA) to determine the Fe, Al, and Zn contents contained in the coating. A total of 10 points are analyzed in any 10 fields of view of the coating, and the average value is taken as the Fe, Al, and Zn contents contained in the coating. The same method is used to determine the contents even when elements other than Fe, Al, and Zn are contained in the coating.
- EPMA electron probe microanalyzer
- the steel sheet according to the present embodiment can be used as a material for the steel member according to the present embodiment by subjecting it to a heat treatment such as hot stamping.
- a heat treatment such as hot stamping.
- the range between a position 1/8 of the plate thickness from the surface in the plate thickness direction and a position 3/8 of the plate thickness from the surface in the plate thickness direction is defined as the 1/4 depth position.
- the steel plate according to this embodiment has a predetermined chemical composition, and at a 1/4 depth position, when the random strength ratio of ⁇ 111 ⁇ 011> is I1, the random strength ratio of ⁇ 111 ⁇ 112> is I2, the random strength ratio of ⁇ 100 ⁇ 011> is I3, and the random strength ratio of ⁇ 100 ⁇ 001> is I4, I1, I2, I3, and I4 have a texture that satisfies the following formula (1): (I1+I3)/(I2+I4) ⁇ 1.20...(1)
- the steel sheet according to the present embodiment may be coated on the surface. Even in this case, the coating is not the steel sheet, and the chemical composition, microstructure, texture, etc.
- the surface of the steel plate according to this embodiment is coated, that is, when the steel plate according to this embodiment is coated, the surface that is the reference for the 1/4 depth position is the surface of the part (base steel plate) excluding the coating, that is, the boundary between the base steel plate and the coating.
- the range t 3 '/8 to (3 ⁇ t 3 ')/8 away from the center of the thickness t 1 ' of the steel member including the coating in the thickness direction can be set as the 1/4 depth position.
- the chemical composition of the steel plate according to this embodiment needs to be set so as to obtain favorable properties for the steel member after heat treatment, but since the chemical composition does not substantially change due to heat treatment, the chemical composition of the steel plate according to this embodiment may be equivalent to the chemical composition of the steel member according to this embodiment.
- the chemical composition of the steel sheet can be determined by the following method. It can be obtained by performing element analysis by a general method such as ICP-AES from the 1/4 depth position of the steel plate (1/8 to 3/8 of the thickness from the surface in the thickness direction).
- C and S which are difficult to measure with ICP-AES, can be measured using the combustion-infrared absorption method, N using the inert gas fusion-thermal conductivity method, and O using the inert gas fusion-non-dispersive infrared absorption method.
- the ladle analysis value of the molten steel or the chemical composition at the 1/4 depth position of the slab may be used as the chemical composition of the steel plate.
- the microstructure of the steel plate according to this embodiment is not limited, but in terms of workability, it is preferable that the microstructure at the 1/4 depth position contains, in terms of area ratio, ferrite: 5% or more and less than 90%, and pearlite: more than 10% and 95% or less, and the remaining structure contains one or more of bainite, martensite, cementite, and retained austenite.
- the area ratio of ferrite is preferably 5% or more. There is no particular upper limit, but when the C content is 0.260% or more, it is difficult to control the ferrite content to 90% or more, so it may be less than 90%. If necessary, the area ratio of ferrite may be 85% or less.
- Pearlite is an important structure that contains fine lamellar cementite in the structure and shares austenite nucleation sites during heating. In order to prevent the prior ⁇ grains of the steel member from becoming coarse, the area ratio is preferably more than 10%.
- the upper limit is preferably 95% or less.
- the balance is one or more of bainite, martensite, cementite, and retained austenite.
- the total of ferrite and pearlite is preferably 50% or more, and the area ratio of the balance is preferably 50% or less.
- the total of ferrite and pearlite is more preferably 80% or more.
- the microstructure fraction at 1/4 depth of the steel plate can be measured using the same method as for steel components. If the rolling direction of the steel plate is unknown, the rolling direction can be determined using the same method as for steel components.
- the random strength ratios of steel plates (values I1, I2, I3, and I4) can be measured in the same manner as for steel components.
- the thickness of the steel plate is not limited in this embodiment, but may be 0.4 to 5.0 mm from the viewpoint of forming into parts.
- the steel sheet according to the present embodiment may have a coating on a part of the surface.
- the coating may be a coating mainly made of Al (Al-based coating) or a coating mainly made of Zn (Zn-based coating).
- the coating is also called a film or a plating layer.
- a coating mainly made of Al is a coating containing 70% by mass or more of Al
- a coating mainly made of Zn is a coating containing 70% by mass or more of Zn.
- the coating mainly made of Al may contain Si, Mg, Ca, Sr, Ni, Cu, Mo, Mn, Cr, C, Nb, Ti, B, V, Sn, W, Sb, Zn, Co, In, Bi, Zr, Se, As, and REM in addition to Al, and the balance may be impurities.
- the coating mainly composed of Zn may further contain, in addition to Zn, Si, Mg, Ca, Sr, Ni, Cu, Mo, Mn, Cr, C, Nb, Ti, B, V, Sn, W, Sb, Al, Co, In, Bi, Zr, Se, As, and REM, with the balance being impurities.
- the chemical composition and thickness of the coating can be measured by the same method as for the steel member.
- the steel plate according to this embodiment can be manufactured by a manufacturing method including the following steps.
- the method for manufacturing a steel sheet according to this embodiment may further include one or both of the following steps.
- the steel member according to this embodiment can be manufactured by a manufacturing method including the following steps, using the steel plate according to this embodiment obtained through the steps described above.
- (IX) A heat treatment process in which the steel sheet according to this embodiment is heated to a temperature range of Ac3 to Ac3+300°C at an average heating rate of 1 to 1000°C/s, held in that temperature range for 60 to 600 seconds, and then cooled to a temperature range of 300°C or less at an average cooling rate of 20°C/s or more.
- the temperature of the slab and the temperature of the steel plate refer to the central temperature of the slab and the surface temperature of the steel plate.
- a slab having a predetermined chemical composition is obtained by casting.
- the chemical composition of the slab may be the same as that of the steel plate according to the present embodiment.
- Molten steel having the same chemical composition as the steel plate according to the present embodiment is melted by a conventional melting method such as a converter or an electric furnace, and is cast into a slab by a continuous casting method or the like. Ingot casting, thin slab casting, or the like may also be used to manufacture the steel slab.
- the center of the slab is heated to 1200° C. or higher and held at 1200° C. or higher for 20 minutes or more. If the heating temperature (temperature at the center of the slab) is less than 1200° C. or the holding time is less than 20 minutes, sufficient homogenization of the crystal grains cannot be obtained in the subsequent steps, and sufficient homogenization of the crystal grains cannot be obtained in the subsequent rough rolling step.
- the temperature at the center of the slab can be obtained by measuring the surface temperature of the slab with a radiation thermometer and performing heat transfer calculations.
- the heated slab is hot rolled to obtain a hot rolled steel sheet, and the hot rolled steel sheet is cooled to a coiling temperature.
- the hot rolling preferably includes rough rolling and finish rolling, and the respective conditions of the rough rolling and finish rolling are preferably as follows.
- the temperatures controlled in the following processes are the surface temperatures of the steel sheet.
- ⁇ Rough rolling>> In the rough rolling, it is preferable to perform rolling two or more times at a reduction rate of 30% or more and to complete the rough rolling in a temperature range of T1+50° C. or more. By performing rolling two or more times at a reduction rate of 30% or more, the uniformity of the metal structure can be increased and a predetermined texture can be obtained.
- Tr the temperature at which rough rolling is completed (the temperature at the outlet of the final pass of rough rolling) is Tr
- Tr is less than T1+50°C
- recrystallization before the start of finish rolling becomes non-uniform the austenite grain size becomes non-uniform, and the microstructure during finish rolling becomes non-uniform, making it impossible to obtain a desired texture.
- the rough rolling completion temperature Tr is set to T1+50°C or higher.
- the time from the final pass where rolling is performed at a rolling reduction rate of 30% or more to the start of finish rolling is defined as trs (seconds), and trs, Tr, and T1 (°C) obtained by the following formula (3) are set to satisfy the following formula (2). trs ⁇ 60 ⁇ (Tr/T1)...(2)
- finish rolling is performed.
- the finish rolling start temperature Ts is set to T1 (°C) or higher, which is obtained by the following formula (3), and the finish rolling end temperature is set to T1-20°C or lower.
- T1 (°C) 907 + 168 x Ti + 1325 x Nb + 120 x Mo + 4500 x B ... (3)
- the element symbols in the formula indicate the content of each element in the steel sheet in mass %.
- a predetermined texture is developed by setting the total rolling reduction (cumulative rolling reduction) from T1 to T1+150°C to 80% or more, and the total rolling reduction below T1°C to 10 to 50%.
- the finish rolling completion temperature is preferably set to T1-100°C or higher.
- the total reduction rate (%) for each temperature range is calculated as follows: (start thickness-final thickness)/start thickness x 100. The calculation is performed for each temperature range. Therefore, even if the total reduction rates for each temperature range are simply added up, the total reduction rate may exceed 100%.
- the hot-rolled steel sheet after the finish rolling is cooled.
- the time from the finish rolling to the start of the cooling step and the average cooling rate in a predetermined temperature range affect the formation of the texture of the steel sheet. Therefore, the time from the completion of the finish rolling to the start of the cooling step is set to less than 2.5 seconds, and the steel sheet is cooled to a temperature of T1-150°C or less at an average cooling rate of more than 50°C/sec and not more than 150°C/sec. If the time elapsed from the completion of finish rolling to the start of cooling is 2.5 seconds or longer, or the average cooling rate to T1-150° C. or lower is 50° C./second or shorter, the desired texture does not develop.
- the average cooling rate to T1-150°C or less exceeds 150°C/sec, it becomes difficult to control the temperature, the material becomes non-uniform, and the cold rolling property becomes poor, causing defects in the shape of the steel sheet. Therefore, it is preferable that the average cooling rate to T1-150°C or less is 150°C/sec or less.
- the cooling stop temperature is preferably set to 450° C. or higher in order to ensure the coiling temperature.
- the hot-rolled steel sheet after the cooling process is coiled at a temperature of T1-150°C to 450°C. If the winding temperature exceeds T1-150°C, the wire is wound before the transformation has progressed much, and the transformation progresses in the coil, which may result in a defective coil shape, which is undesirable. More preferably, the winding temperature is T1-150°C or less and 800°C or less. On the other hand, if the coiling temperature is less than 450° C., bainite is formed in excess, which deteriorates the cold rolling properties of the steel sheet and causes defects in the shape of the steel sheet. Therefore, the coiling temperature is preferably 450° C. or higher.
- Cold rolling process In the cold rolling process, the hot-rolled steel sheet after the coiling process is cold-rolled at a rolling reduction (cumulative rolling reduction) of 15 to 60% to obtain a steel sheet (cold-rolled steel sheet). A desired texture can be developed at a rolling reduction of 15% or more. If the rolling reduction is less than 15%, the texture cannot be developed sufficiently. On the other hand, if the rolling reduction exceeds 60%, a texture with an undesirable orientation develops.
- the steel sheet after the cold rolling process may be annealed for the purpose of softening.
- This annealing may be a heat treatment for the purpose of softening the steel sheet by reducing the carbon concentration in the surface layer in addition to softening the steel sheet by controlling the structure of the central part of the sheet thickness.
- the annealing temperature (maximum temperature reached) is preferably set to 680 to 950°C, and the holding time in the temperature range of 680 to 950°C is preferably set to 5 to 1200 seconds.
- the holding time here refers to the time from when the steel sheet temperature rises to reach 680°C, when it is held at 680 to 950°C, to when the steel sheet temperature falls to reach 680°C.
- a coating is formed on the surface of a steel sheet (a hot-rolled steel sheet after a coiling process, a hot-rolled steel sheet after a hot-rolled sheet annealing process, a cold-rolled steel sheet after a cold rolling process, or a cold-rolled steel sheet after an annealing process) to produce a coated steel sheet.
- the coating method is not particularly limited, and may be a hot-dip galvanizing method, an electroplating method, a vacuum deposition method, a cladding method, a thermal spraying method, or the like.
- the hot-dip galvanizing method is the most widely used method industrially.
- the coating include an Al-based coating containing Al and a Zn-based coating containing Zn.
- the plating bath When an Al-based coating is formed by hot-dip plating, the plating bath often contains Fe as an impurity in addition to Al.
- the plating bath may contain Si, Mg, Ca, Sr, Ni, Cu, Mo, Mn, Cr, C, Nb, Ti, B, V, Sn, W, Sb, Zn, Co, In, Bi, Zr, Se, As, and misch metals, so long as the plating bath contains 70 mass% or more of Al.
- the steel sheet after the annealing process may be cooled to room temperature and then heated again to perform plating, or may be cooled to 450 to 750 ° C., which is close to the plating bath temperature, after annealing, and hot-dip plating may be performed without cooling to room temperature. If no coating is to be formed, this step does not need to be performed.
- pre- and post-treatment for coating, and pre-coating, solvent application, alloying, temper rolling, etc. are possible.
- alloying treatment for example, annealing at 450 to 800°C is possible.
- temper rolling is useful for adjusting the shape, and for example, reduction of 0.1 to 0.5% is possible.
- the steel sheet according to this embodiment is heated to a temperature range of Ac3 to Ac3+300°C at an average heating rate of 1.0 to 1000°C/s, held in that temperature range for 60 to 600 seconds, and then cooled to a temperature range of 300°C or less at an average cooling rate of 20°C/s or more. If the heating rate is less than 1.0°C/sec, the productivity of the heat treatment decreases, which is not preferable. On the other hand, if the heating rate exceeds 1000°C/sec, a mixed grain structure is formed and the limit hydrogen amount decreases, which is not preferable.
- the average heating rate here is a value obtained by dividing the temperature difference between the steel sheet surface temperature at the start of heating and the holding temperature by the time difference from the start of heating to the time when the holding temperature is reached. Moreover, if the heat treatment temperature is less than Ac3 (°C), ferrite remains after cooling, resulting in insufficient strength, which is not preferable, whereas if the heat treatment temperature exceeds Ac3+300°C, the structure becomes coarse-grained, resulting in a decrease in the limit hydrogen content, which is not preferable. If the average cooling rate to 300° C. or less is less than 20° C./sec, the area ratio of ferrite or pearlite will be 10% or more, resulting in insufficient strength.
- the heating temperature may be held within a range of ⁇ 10° C. for 1 to 300 seconds.
- a tempering treatment may be performed at a temperature range of about 150 to 600° C.
- a part of the hot stamped body may be tempered by laser irradiation or the like to provide a partially softened region.
- the heat treatment is, for example, hot stamping.
- Ac3 (°C) is calculated from the following formula (4) using the content (mass%) of each element in the chemical composition of the steel sheet (hot stamping steel sheet).
- Ac3 854 ⁇ 179 ⁇ C+44 ⁇ Si-14 ⁇ Mn-18 ⁇ Ni-2 ⁇ Cr...(4)
- the element symbols in the formula indicate the content of each element in the steel sheet in mass %.
- rough rolling was performed at a rolling reduction of 30% or more in the rolling passes including the final stage of rough rolling for the number of times shown in “Number of rolling passes with a rolling reduction of 30% or more (times)" in Tables 2-1 to 2-6, and rolling was completed at the temperature of "rough rolling completion temperature (°C)".
- the plate thickness of the rough rolled plate was controlled in the range of 25 to 50 mm.
- finish rolling rolling was started at "finish rolling start temperature T1 (°C)", rolling was performed so that the “total rolling reduction (%) from T1 to T1+150°C” and the “total rolling reduction (%) below T1°C” would be the values in Tables 2-1 to 2-6, and rolling was completed at “finish rolling completion temperature (°C)".
- the sheet thickness after finish rolling was 4.5 to 2.0 mm.
- cooling was started after the "Time to start cooling (sec)" shown in Tables 2-7 to 2-12 had elapsed.
- the steel was cooled to the "Cooling stop temperature (°C)" at the “Average cooling rate (°C/sec)” in Tables 2-7 to 2-12, wound into a coil at the "Coiling temperature (°C)", and then air-cooled to room temperature.
- the obtained hot-rolled steel sheets were cold-rolled at the "rolling reduction (%)" in Tables 2-7 to 2-12 to obtain cold-rolled steel sheets.
- Some of the cold-rolled steel sheets were further annealed at the "annealing temperature (°C)” and “annealing holding time (seconds)” in Tables 2-7 to 2-12.
- Some of the examples were coated (plated) with hot-dip galvanizing (GI), alloyed hot-dip galvanizing (GA), or Al plating (Al) after annealing.
- the plating was performed by a known method.
- GA was heated to a temperature range of 500 to 570°C after hot-dip galvanizing to promote alloying.
- Some of the examples were temper-rolled at an elongation of 0.2% after annealing.
- the microstructure of the obtained steel plate was observed at the 1/4 depth position in the manner described above.
- the area ratios of ferrite and pearlite are shown in Tables 2-7 to 2-12.
- the remainder of the microstructure is not shown in the tables, but was one or more of bainite, martensite, cementite, and retained austenite.
- the ratios (I1+I3)/(I2+I4) of the random strength ratio I1 of ⁇ 111 ⁇ 011>, the random strength ratio I2 of ⁇ 111 ⁇ 112>, the random strength ratio I3 of ⁇ 100 ⁇ 011>, and the random strength ratio I4 of ⁇ 100 ⁇ 001> were measured for the obtained steel sheets.
- the results are shown in Tables 2-7 to 2-12.
- the above steel plates were heated to the "heating temperature (°C)” shown in Tables 3-1 to 3-6 at an “average heating rate (°C/sec)", held for a “heating holding time (sec)", and then cooled to the “cooling completion temperature (°C)” at an “average cooling rate (°C/sec)” to obtain steel members.
- the heat treatment was followed by further tempering at 150° C. for 25 minutes.
- the microstructure of the obtained steel members was observed at a depth of 1/4 as described above.
- the area ratio of the hard structure (total area ratio of martensite, bainite, and tempered martensite) is shown in Tables 3-1 to 3-6.
- the Vickers hardness of the obtained steel members was measured as an alternative index of tensile strength. Specifically, the sample was cut out so that a cross section perpendicular to the surface (thickness cross section) could be observed from a position 50 mm or more away from the end face of the steel member. The size of the sample was such that 10 mm could be observed in the rolling direction.
- the cross section of the sample was polished using silicon carbide paper #600 to #1500, and then finished to a mirror surface using a liquid in which diamond powder with a grain size of 1 to 6 ⁇ m was dispersed in a dilution liquid such as alcohol and pure water.
- the hardness was measured at a depth position of 1/4 of the thickness from the surface of the base steel plate in a direction parallel to the plate surface using a micro Vickers hardness tester with a test force of 9.807 N at intervals of 3 times or more of the indentation. A total of 20 points were measured, and the average value was taken as the Vickers hardness (M HV ) of the steel member. The results are shown in Tables 3-1 to 3-6. If the Vickers hardness (HV1) was 450 or more, it was determined that the strength (tensile strength) was sufficient.
- the hydrogen embrittlement resistance of the obtained steel members was evaluated by a slow strain rate tensile test (SSRT: Slow Strain Rate Technique). Specifically, a sample was cut from a flat portion 50 mm or more away from the end face of the steel member, and the thickness was reduced by the same amount on both sides by polishing to a thickness of 1.2 mm to obtain a test piece 9.0 mm wide x 120 mm long.
- This test piece had a parallel portion length of 20 mm and a parallel portion width of 2.0 mm, and a U-notch with a notch depth of 0.35 mm and a notch bottom radius of 0.1 mm was provided on both sides of the center of the parallel portion.
- the test piece with the U-notch was immersed in a 3% NaCl solution, and hydrogen charging was performed for 24 hours using a galvanostat as a power source to control the current density at the immersed portion of the test piece surface to 0.1 mA/ cm2 .
- a slow strain rate tensile test was performed on the hydrogen-charged test piece at a tensile speed of 0.0060 mm/min to investigate the stress at break (SSRT TS (MPa)).
- the same test was performed three times for the same production number, and the average value of the three breaking loads in such a hydrogen environment was calculated.
- the steel members of the examples of the present invention had chemical compositions, microstructures (area ratios of each phase), and textures that were within predetermined ranges, and as a result, had high Vickers hardness (i.e., high tensile strength) and excellent resistance to hydrogen embrittlement.
- the steel members of the comparative examples were out of the range of the present invention in terms of one or more of the chemical composition, microstructure (area ratio of each phase), and texture, and as a result, the steel members were inferior in either or both of the Vickers hardness and hydrogen embrittlement resistance.
- the present invention can provide a steel member having high tensile strength and excellent resistance to hydrogen embrittlement, and a steel plate that is the raw material for the steel member. Therefore, the present invention has high industrial applicability.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
この鋼部材は、所定の化学組成を有し、表面から厚さ方向に厚さの1/4の位置を中心とする前記表面から前記厚さの1/8の位置~前記厚さの3/8の位置の間の範囲を1/4深さ位置としたとき、前記1/4深さ位置のミクロ組織が、面積率で、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上であり、前記1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、前記I1、前記I2、前記I3及び前記I4が、(I1+I3)/(I2+I4)≦1.20を満たす集合組織を有する。
Description
本発明は鋼部材及び鋼板に関する。
本願は、2023年03月13日に、日本に出願された特願2023-038696号に基づき優先権を主張し、その内容をここに援用する。
本願は、2023年03月13日に、日本に出願された特願2023-038696号に基づき優先権を主張し、その内容をここに援用する。
自動車用鋼板の分野においては、昨今の環境規制および衝突安全基準の厳格化を背景に、燃費と衝突安全性との両方を向上させるため、高い引張強さを有する鋼板(高強度鋼板)の適用が拡大している。しかしながら、高強度化に伴い鋼板のプレス成形性が低下するので、複雑な形状の製品を製造することが困難になってきている。
具体的には、高強度化に伴って鋼板の延性が低下し、複雑な形状に加工した場合に高加工部位で破断するという問題が生じている。また、鋼板の高強度化に伴って、加工後の残留応力によってスプリングバックおよび壁反りが発生し、寸法精度が劣化するという問題も生じている。したがって、高強度、特に780MPa以上の引張強さを有する鋼板を、複雑な形状を有する製品にプレス成形することは容易ではない。プレス成形ではなくロール成形によれば、高強度の鋼板を加工しやすいが、その適用先は長手方向に一様な断面を有する部品に限定される。
そこで近年、例えば、特許文献1~3に開示されるように、高強度鋼板のような成形が困難な材料をプレス成形する技術として、ホットスタンプが採用されている。ホットスタンプとは、成形に供する材料を加熱してから成形する熱間成形技術である。
この技術では、材料を加熱してから成形する。そのため、成形時には、鋼材が軟質であり、良好な成形性を有する。これにより、高強度な鋼板であっても、複雑な形状に精度よく成形することができる。また、ホットスタンプでは、プレス金型によって成形と同時に焼入れを行うので、成形後の鋼材(鋼部材)は十分な強度を有する。
例えば、特許文献1によれば、ホットスタンプにより、鋼板を成形して得られる鋼部材に1400MPa以上の引張強さを付与することが可能となることが開示されている。
近年、世界各国がより高いCO2削減目標を設定し、各自動車会社は衝突安全に配慮した燃費削減を進めている。ガソリン車は勿論、急速に開発が進む電動車においても、乗客だけでなくバッテリーを衝突から守り、またその重量増加分を相殺するため、その材料として、さらなる高強度材が求められている。例えば自動車等に用いられる鋼部材においては、前述の特許文献1や、現在ホットスタンプにより成形された鋼部材として一般的に使用されている強度を超える、より高強度な(1.5GPaを超える強度の)鋼材が必要とされている。
引張強さが1.5GPaを超える高強度鋼材に関して、例えば特許文献2には、靱性に優れ、かつ引張強さが1.8GPa以上の、熱間プレス成形されたプレス成形品が開示されている。特許文献3には、2.0GPa以上という極めて高い引張強さを有し、さらに、良好な靱性と延性とを有する鋼材が開示されている。特許文献4には、1.8GPa以上という高い引張強さを有し、さらに、良好な靱性を有する鋼材が開示されている。特許文献5には、2.0GPa以上という極めて高い引張強さを有し、さらに、良好な靱性を有する鋼材が開示されている。
金属材料の多くは、高強度化に伴い諸特性が劣化し、特に水素脆化の感受性が高まる。鋼部材においては、引張強さが1.2GPa以上になると水素脆化感受性が高まることが知られており、1.5GPa超の引張強さを有するホットスタンプ部材においては、水素脆化感受性がさらに高まると懸念されている。さらなる車体軽量化のために1.5GPa超のホットスタンプ部材を車体へ適用するためには、耐水素脆性を一層向上させることが望ましい。
本発明は、高強度かつ耐水素脆性に優れる鋼部材、及びその鋼部材の素材として好適な鋼板を提供することを課題とする。
本発明者らは、高い引張強さを有し、かつ耐水素脆性に優れる鋼部材を得るべく、これら特性に及ぼす、ミクロ組織や、素材となる鋼板の影響について調査した。その結果、以下の知見を得た。
(a)一般に使用されている、ホットスタンプのような焼入れを含む熱処理後に引張強さが1.5GPa(1500MPa)程度を示す鋼板の多くは、0.200質量%程度のCを含有し、このCによって熱処理後の強度を確保している。
本発明者らは、さらなる車体軽量化のため、C含有量を高めることで熱処理後に1.5GPa超の高強度を有する鋼部材を得るための詳細検討を行った。その結果、C含有量を0.260質量%以上とすることで、ホットスタンプのような焼入れを含む熱処理後に引張強さで1.5GPa超の超高強度が得られることが分かった。
本発明者らは、さらなる車体軽量化のため、C含有量を高めることで熱処理後に1.5GPa超の高強度を有する鋼部材を得るための詳細検討を行った。その結果、C含有量を0.260質量%以上とすることで、ホットスタンプのような焼入れを含む熱処理後に引張強さで1.5GPa超の超高強度が得られることが分かった。
一方で、引張強さ1.5GPa超への超高強度化に伴い、水素脆化感受性は増大し、自動車使用時の腐食環境において発生する水素によって水素脆化割れが発生することが懸念された。
(b)本発明者らは、引張強さが1.5GPa超の高強度鋼部材において、耐水素脆性を向上させる手法について検討を行った。その結果、特定の集合組織を発達させることで、耐水素脆性を向上できることを見出した。
本発明は上記の知見に鑑みてなされた。本発明の要旨は以下の通りである。
[1]本発明の一態様に係る鋼部材は、化学組成が、質量%で、C:0.260~0.700%、Si:0~2.000%、Mn:0~3.00%、Al:0~1.000%、Nb:0~0.100%、Ti:0~0.200%、Cr:0~1.00%、B:0~0.0200%、Mo:0~1.00%、W:0~2.00%、Co:0~1.00%、Ni:0~2.00%、Cu:0~2.00%、V:0~1.00%、Ca:0~0.200%、Mg:0~0.20%、REM:0~0.300%、Sb:0~1.00%、Sn:0~1.00%、Zr:0~1.00%、As:0~1.00%、Se:0~1.00%、Bi:0~1.00%、Ta:0~1.00%、Re:0~1.00%、Os:0~1.00%、Ir:0~1.00%、Tc:0~1.00%、P:0.100%以下、S:0.0100%以下、N:0.020%以下、O:0.010%以下、及び残部:Feおよび不純物であり、表面から厚さ方向に厚さの1/4の位置を中心とする前記表面から前記厚さの1/8の位置~前記厚さの3/8の位置の間の範囲を1/4深さ位置としたとき、前記1/4深さ位置のミクロ組織が、面積率で、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上であり、前記1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、前記I1、前記I2、前記I3及び前記I4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
[2][1]に記載の鋼部材は、前記化学組成が、質量%で、Nb:0.005~0.100%、Ti:0.005~0.200%、Cr:0.01~1.00%、B:0.0010~0.0200%、Mo:0.01~1.00%、W:0.001~2.00%、Co:0.01~1.00%、Ni:0.01~2.00%、Cu:0.01~2.00%、V:0.01~1.00%、Ca:0.001~0.200%、Mg:0.01~0.20%、REM:0.001~0.300%、Sb:0.01~1.00%、Sn:0.01~1.00%、Zr:0.01~1.00%、As:0.01~1.00%、Se:0.01~1.00%、Bi:0.01~1.00%、Ta:0.01~1.00%、Re:0.01~1.00%、Os:0.01~1.00%、Ir:0.01~1.00%、及びTc:0.01~1.00%、からなる群から選択される1種以上を有してもよい。
[3][1]または[2]に記載の鋼部材は、前記1/4深さ位置のビッカース硬さが、450以上であってもよい。
[4][1]~[3]のいずれか1つに記載の鋼部材は、前記鋼部材の前記表面に、被覆を有してもよい。
[5][4]に記載の鋼部材は、前記被覆が、Fe-Al系被覆、またはFe-Zn系被覆であってもよい。
[6]本発明の別の態様に係る鋼板は、化学組成が、質量%で、C:0.260~0.700%、Si:0~2.000%、Mn:0~3.00%、Al:0~1.000%、Nb:0~0.100%、Ti:0~0.200%、Cr:0~1.00%、B:0~0.0200%、Mo:0~1.00%、W:0~2.00%、Co:0~1.00%、Ni:0~2.00%、Cu:0~2.00%、V:0~1.00%、Ca:0~0.200%、Mg:0~0.20%、REM:0~0.300%、Sb:0~1.00%、Sn:0~1.00%、Zr:0~1.00%、As:0~1.00%、Se:0~1.00%、Bi:0~1.00%、Ta:0~1.00%、Re:0~1.00%、Os:0~1.00%、Ir:0~1.00%、Tc:0~1.00%、P:0.100%以下、S:0.0100%以下、N:0.020%以下、O:0.010%以下、及び残部:Feおよび不純物であり、表面から板厚方向に板厚の1/4の位置を中心とする前記表面から前記板厚の1/8の位置~前記板厚の3/8の位置の間の範囲を1/4深さ位置としたとき、前記1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、前記I1、前記I2、前記I3及び前記I4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
[7][6]に記載の鋼板は、前記化学組成が、質量%で、Nb:0.005~0.100%、Ti:0.005~0.200%、Cr:0.01~1.00%、B:0.0010~0.0200%、Mo:0.01~1.00%、W:0.001~2.00%、Co:0.01~1.00%、Ni:0.01~2.00%、Cu:0.01~2.00%、V:0.01~1.00%、Ca:0.001~0.200%、Mg:0.01~0.20%、REM:0.001~0.300%、Sb:0.01~1.00%、Sn:0.01~1.00%、Zr:0.01~1.00%、As:0.01~1.00%、Se:0.01~1.00%、Bi:0.01~1.00%、Ta:0.01~1.00%、Re:0.01~1.00%、Os:0.01~1.00%、Ir:0.01~1.00%、及びTc:0.01~1.00%、からなる群から選択される1種以上を有してもよい。
[8][6]または[7]に記載の鋼板は、前記鋼板の前記表面に、被覆を有してもよい。
[9][8]に記載の鋼板は、前記被覆が、Al系被覆またはZn系被覆であってもよい。
[1]本発明の一態様に係る鋼部材は、化学組成が、質量%で、C:0.260~0.700%、Si:0~2.000%、Mn:0~3.00%、Al:0~1.000%、Nb:0~0.100%、Ti:0~0.200%、Cr:0~1.00%、B:0~0.0200%、Mo:0~1.00%、W:0~2.00%、Co:0~1.00%、Ni:0~2.00%、Cu:0~2.00%、V:0~1.00%、Ca:0~0.200%、Mg:0~0.20%、REM:0~0.300%、Sb:0~1.00%、Sn:0~1.00%、Zr:0~1.00%、As:0~1.00%、Se:0~1.00%、Bi:0~1.00%、Ta:0~1.00%、Re:0~1.00%、Os:0~1.00%、Ir:0~1.00%、Tc:0~1.00%、P:0.100%以下、S:0.0100%以下、N:0.020%以下、O:0.010%以下、及び残部:Feおよび不純物であり、表面から厚さ方向に厚さの1/4の位置を中心とする前記表面から前記厚さの1/8の位置~前記厚さの3/8の位置の間の範囲を1/4深さ位置としたとき、前記1/4深さ位置のミクロ組織が、面積率で、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上であり、前記1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、前記I1、前記I2、前記I3及び前記I4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
[2][1]に記載の鋼部材は、前記化学組成が、質量%で、Nb:0.005~0.100%、Ti:0.005~0.200%、Cr:0.01~1.00%、B:0.0010~0.0200%、Mo:0.01~1.00%、W:0.001~2.00%、Co:0.01~1.00%、Ni:0.01~2.00%、Cu:0.01~2.00%、V:0.01~1.00%、Ca:0.001~0.200%、Mg:0.01~0.20%、REM:0.001~0.300%、Sb:0.01~1.00%、Sn:0.01~1.00%、Zr:0.01~1.00%、As:0.01~1.00%、Se:0.01~1.00%、Bi:0.01~1.00%、Ta:0.01~1.00%、Re:0.01~1.00%、Os:0.01~1.00%、Ir:0.01~1.00%、及びTc:0.01~1.00%、からなる群から選択される1種以上を有してもよい。
[3][1]または[2]に記載の鋼部材は、前記1/4深さ位置のビッカース硬さが、450以上であってもよい。
[4][1]~[3]のいずれか1つに記載の鋼部材は、前記鋼部材の前記表面に、被覆を有してもよい。
[5][4]に記載の鋼部材は、前記被覆が、Fe-Al系被覆、またはFe-Zn系被覆であってもよい。
[6]本発明の別の態様に係る鋼板は、化学組成が、質量%で、C:0.260~0.700%、Si:0~2.000%、Mn:0~3.00%、Al:0~1.000%、Nb:0~0.100%、Ti:0~0.200%、Cr:0~1.00%、B:0~0.0200%、Mo:0~1.00%、W:0~2.00%、Co:0~1.00%、Ni:0~2.00%、Cu:0~2.00%、V:0~1.00%、Ca:0~0.200%、Mg:0~0.20%、REM:0~0.300%、Sb:0~1.00%、Sn:0~1.00%、Zr:0~1.00%、As:0~1.00%、Se:0~1.00%、Bi:0~1.00%、Ta:0~1.00%、Re:0~1.00%、Os:0~1.00%、Ir:0~1.00%、Tc:0~1.00%、P:0.100%以下、S:0.0100%以下、N:0.020%以下、O:0.010%以下、及び残部:Feおよび不純物であり、表面から板厚方向に板厚の1/4の位置を中心とする前記表面から前記板厚の1/8の位置~前記板厚の3/8の位置の間の範囲を1/4深さ位置としたとき、前記1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、前記I1、前記I2、前記I3及び前記I4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
[7][6]に記載の鋼板は、前記化学組成が、質量%で、Nb:0.005~0.100%、Ti:0.005~0.200%、Cr:0.01~1.00%、B:0.0010~0.0200%、Mo:0.01~1.00%、W:0.001~2.00%、Co:0.01~1.00%、Ni:0.01~2.00%、Cu:0.01~2.00%、V:0.01~1.00%、Ca:0.001~0.200%、Mg:0.01~0.20%、REM:0.001~0.300%、Sb:0.01~1.00%、Sn:0.01~1.00%、Zr:0.01~1.00%、As:0.01~1.00%、Se:0.01~1.00%、Bi:0.01~1.00%、Ta:0.01~1.00%、Re:0.01~1.00%、Os:0.01~1.00%、Ir:0.01~1.00%、及びTc:0.01~1.00%、からなる群から選択される1種以上を有してもよい。
[8][6]または[7]に記載の鋼板は、前記鋼板の前記表面に、被覆を有してもよい。
[9][8]に記載の鋼板は、前記被覆が、Al系被覆またはZn系被覆であってもよい。
本発明者の上記態様によれば、高い引張強さを有し、かつ耐水素脆性に優れる鋼部材、及びこの鋼部材の素材となる鋼板を提供することができる。
本発明の一実施形態に係る鋼部材(本実施形態に係る鋼部材)及びその素材として好適な本発明の一実施形態に係る鋼板(本実施形態に係る鋼板)、並びにそれらの製造方法について説明する。
[鋼部材]
本実施形態に係る鋼部材は、後述する化学組成を有し、1/4深さ位置(表面から厚さ方向(鋼板からなる場合には鋼板の板厚方向である)に厚さの1/4の位置を中心とする表面から厚さの1/8の位置~厚さの3/8の位置の間の範囲、以下同様)のミクロ組織が、面積率で、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上である。
また、本実施形態に係る鋼部材では、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、(I1+I3)/(I2+I4)≦1.20を満たす集合組織を有する。
本実施形態に係る鋼部材は、その表面に被覆が施されてもよい。その場合でも、本実施形態において、被覆自体は鋼部材ではないので、鋼部材の化学組成、ミクロ組織、集合組織等は、被覆を除く部分(この部分は、「母材鋼部材」または「素地鋼部材」などといわれることがある。)の化学組成、ミクロ組織、集合組織等である。このように本実施形態に係る鋼部材の表面に被覆が施されている場合、すなわち、本実施形態に係る鋼部材が、1/4深さ位置の基準となる表面は、被覆を除く部分(母材鋼部材)の表面、つまり母材鋼部材と被覆との境界である。そこで、例えば、鋼部材の表裏面に被覆が施されている場合、被覆を含む鋼部材の厚さt1を測定した上で、後述の方法により被覆の厚さt2を測定し、鋼部材の厚さ(母材鋼部材の厚さ)t3=t1-2×t2を算出する。その後、被覆を含む鋼部材の厚さt1の中心から、その厚さ方向にt3/8~(3×t3)/8離れた範囲を1/4深さ位置とすることができる。
以下、詳細に説明する。
本実施形態に係る鋼部材は、後述する化学組成を有し、1/4深さ位置(表面から厚さ方向(鋼板からなる場合には鋼板の板厚方向である)に厚さの1/4の位置を中心とする表面から厚さの1/8の位置~厚さの3/8の位置の間の範囲、以下同様)のミクロ組織が、面積率で、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上である。
また、本実施形態に係る鋼部材では、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、(I1+I3)/(I2+I4)≦1.20を満たす集合組織を有する。
本実施形態に係る鋼部材は、その表面に被覆が施されてもよい。その場合でも、本実施形態において、被覆自体は鋼部材ではないので、鋼部材の化学組成、ミクロ組織、集合組織等は、被覆を除く部分(この部分は、「母材鋼部材」または「素地鋼部材」などといわれることがある。)の化学組成、ミクロ組織、集合組織等である。このように本実施形態に係る鋼部材の表面に被覆が施されている場合、すなわち、本実施形態に係る鋼部材が、1/4深さ位置の基準となる表面は、被覆を除く部分(母材鋼部材)の表面、つまり母材鋼部材と被覆との境界である。そこで、例えば、鋼部材の表裏面に被覆が施されている場合、被覆を含む鋼部材の厚さt1を測定した上で、後述の方法により被覆の厚さt2を測定し、鋼部材の厚さ(母材鋼部材の厚さ)t3=t1-2×t2を算出する。その後、被覆を含む鋼部材の厚さt1の中心から、その厚さ方向にt3/8~(3×t3)/8離れた範囲を1/4深さ位置とすることができる。
以下、詳細に説明する。
本実施形態に係る鋼部材の形状については特に限定されない。すなわち、鋼部材が平板であってもよく、鋼板が所定の形状に成形された成形体であってもよい。熱間成形された鋼部材は、多くの場合は成形体、例えばホットスタンプ成形体であるが、本実施形態では、成形体である場合、平板である場合をともに含めて「鋼部材」という。
<化学組成>
本実施形態に係る鋼部材の化学組成は、質量%で、C:0.260~0.700%、Si:0~2.000%、Mn:0~3.00%、Al:0~1.000%、Nb:0~0.100%、Ti:0~0.200%、Cr:0~1.00%、B:0~0.0200%、Mo:0~1.00%、W:0~2.00%、Co:0~1.00%、Ni:0~2.00%、Cu:0~2.00%、V:0~1.00%、Ca:0~0.200%、Mg:0~0.20%、REM:0~0.300%、Sb:0~1.00%、Sn:0~1.00%、Zr:0~1.00%、As:0~1.00%、Se:0~1.00%、Bi:0~1.00%、Ta:0~1.00%、Re:0~1.00%、Os:0~1.00%、Ir:0~1.00%、Tc:0~1.00%、P:0.100%以下、S:0.0100%以下、N:0.020%以下、O:0.010%以下、及び残部:Feおよび不純物である。
各元素の含有量の限定理由は下記の通りである。以下の説明で元素の含有量に関する%は、断りがない限り質量%である。
本実施形態に係る鋼部材の化学組成は、質量%で、C:0.260~0.700%、Si:0~2.000%、Mn:0~3.00%、Al:0~1.000%、Nb:0~0.100%、Ti:0~0.200%、Cr:0~1.00%、B:0~0.0200%、Mo:0~1.00%、W:0~2.00%、Co:0~1.00%、Ni:0~2.00%、Cu:0~2.00%、V:0~1.00%、Ca:0~0.200%、Mg:0~0.20%、REM:0~0.300%、Sb:0~1.00%、Sn:0~1.00%、Zr:0~1.00%、As:0~1.00%、Se:0~1.00%、Bi:0~1.00%、Ta:0~1.00%、Re:0~1.00%、Os:0~1.00%、Ir:0~1.00%、Tc:0~1.00%、P:0.100%以下、S:0.0100%以下、N:0.020%以下、O:0.010%以下、及び残部:Feおよび不純物である。
各元素の含有量の限定理由は下記の通りである。以下の説明で元素の含有量に関する%は、断りがない限り質量%である。
C:0.260~0.700%
Cは、鋼の焼入れ性を高め、鋼板をホットスタンプなどの焼入れを含む熱処理に供した後(焼入れ後)に得られる鋼部材の強度を向上させる元素である。C含有量が0.260%未満では、焼入れ後の(焼入れに供した後に得られる)鋼部材において十分な強度(1.5GPa(1500MPa)超)を確保することが困難となる。したがって、C含有量は0.260%以上とする。C含有量は0.280%以上とすることが好ましく、0.310%以上とすることがより好ましい。また、さらに高い引張強さ、例えば2300MPa以上、を得る場合、C含有量は、0.450%以上であることが好ましい。
一方、C含有量が0.700%を超えると、焼入れ後の鋼部材の強度が過剰に高くなり、耐水素脆性の低下が著しくなる。したがって、C含有量は0.700%以下とする。C含有量は、0.650%以下とすることが好ましく、0.600%以下とすることがより好ましい。
Cは、鋼の焼入れ性を高め、鋼板をホットスタンプなどの焼入れを含む熱処理に供した後(焼入れ後)に得られる鋼部材の強度を向上させる元素である。C含有量が0.260%未満では、焼入れ後の(焼入れに供した後に得られる)鋼部材において十分な強度(1.5GPa(1500MPa)超)を確保することが困難となる。したがって、C含有量は0.260%以上とする。C含有量は0.280%以上とすることが好ましく、0.310%以上とすることがより好ましい。また、さらに高い引張強さ、例えば2300MPa以上、を得る場合、C含有量は、0.450%以上であることが好ましい。
一方、C含有量が0.700%を超えると、焼入れ後の鋼部材の強度が過剰に高くなり、耐水素脆性の低下が著しくなる。したがって、C含有量は0.700%以下とする。C含有量は、0.650%以下とすることが好ましく、0.600%以下とすることがより好ましい。
Si:0~2.000%
Siは、含有されなくてもよい(0%でもよい)が、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。そのため、含有させてもよい。上記の効果を得る場合、Si含有量は0.100%以上とすることが好ましく、0.350%以上とすることがより好ましい。
一方、鋼中のSi含有量が2.000%を超えると、熱処理(焼入れ)に際して、オーステナイト変態のために必要となる加熱温度が著しく高くなる。これにより、熱処理に要するコストが上昇したり、加熱時にフェライトが残留して鋼部材の強度が低下したりする場合がある。したがって、Si含有量は2.000%以下とする。Si含有量は1.500%以下とすることが好ましい。
Siは、含有されなくてもよい(0%でもよい)が、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。そのため、含有させてもよい。上記の効果を得る場合、Si含有量は0.100%以上とすることが好ましく、0.350%以上とすることがより好ましい。
一方、鋼中のSi含有量が2.000%を超えると、熱処理(焼入れ)に際して、オーステナイト変態のために必要となる加熱温度が著しく高くなる。これにより、熱処理に要するコストが上昇したり、加熱時にフェライトが残留して鋼部材の強度が低下したりする場合がある。したがって、Si含有量は2.000%以下とする。Si含有量は1.500%以下とすることが好ましい。
Mn:0~3.00%
Mnは、含有されなくてもよい(0%でもよい)が、鋼の焼入れ性を高め、焼入れ後の強度を安定して確保するために、非常に効果のある元素である。Mnはさらに、Ac3点を下げ、焼入れ処理温度の低温化を促進する元素である。そのため、含有させてもよい。上記効果を得る場合、Mn含有量は0.05%以上とすることが好ましく、0.15%以上または0.40%以上とすることがより好ましい。
一方、Mn含有量が3.00%を超えると、焼入れ後の鋼部材の耐水素脆性が劣化する。そのためMn含有量は3.00%以下とする。Mn含有量は、2.50%以下とすることが好ましく、1.50%以下とすることがより好ましい。
Mnは、含有されなくてもよい(0%でもよい)が、鋼の焼入れ性を高め、焼入れ後の強度を安定して確保するために、非常に効果のある元素である。Mnはさらに、Ac3点を下げ、焼入れ処理温度の低温化を促進する元素である。そのため、含有させてもよい。上記効果を得る場合、Mn含有量は0.05%以上とすることが好ましく、0.15%以上または0.40%以上とすることがより好ましい。
一方、Mn含有量が3.00%を超えると、焼入れ後の鋼部材の耐水素脆性が劣化する。そのためMn含有量は3.00%以下とする。Mn含有量は、2.50%以下とすることが好ましく、1.50%以下とすることがより好ましい。
Al:0~1.000%
Alは、鋼の脱酸剤として一般的に用いられる元素である。そのため、含有させてもよい。Al含有量は0%でもよいが、上記の効果を得るためには、Al含有量を0.010%以上とすることが好ましい。必要に応じて、Al含有量を0.020%以上または0.030%以上としてもよい。
一方、Al含有量が1.000%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合、Al含有量は1.000%以下とする。必要に応じて、Al含有量を0.300%以下、0.100%以下または0.075%以下としてもよい。
ここでのAl含有量は、Total.Al含有量である。
Alは、鋼の脱酸剤として一般的に用いられる元素である。そのため、含有させてもよい。Al含有量は0%でもよいが、上記の効果を得るためには、Al含有量を0.010%以上とすることが好ましい。必要に応じて、Al含有量を0.020%以上または0.030%以上としてもよい。
一方、Al含有量が1.000%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合、Al含有量は1.000%以下とする。必要に応じて、Al含有量を0.300%以下、0.100%以下または0.075%以下としてもよい。
ここでのAl含有量は、Total.Al含有量である。
Nb:0~0.100%
Nbは、鋼中で微細な炭化物、窒化物または炭窒化物を形成し、これら析出物による細粒化効果により、熱間圧延工程におけるCu熱間脆化割れを抑制する元素である。また、本実施形態に係る鋼板では、Nb系析出物のWを濃化させる(母鋼材の濃度よりも高くする)ことで、鋼部材の耐水素脆性が向上する。そのため、Nbを含有してもよい。
Nb含有量は0%でもよいが、上記の効果を得る場合、Nb含有量は0.005%以上とすることが好ましい。Nb含有量は、より好ましくは0.010%以上である。
一方、Nb含有量が0.100%を超えると、炭窒化物が粗大化し、連続鋳造工程における曲げ矯正割れが促進される。また、固溶Nbが後述する鋼部材における特定の回転角を有する結晶粒界の発達を阻害し、鋼部材の耐水素脆性が低下する。そのため、Nb含有量は0.100%以下とする。Nb含有量は0.080%以下とすることが好ましい。必要に応じて、Nb含有量を0.060%以下または0.040%以下としてもよい。
Nbは、鋼中で微細な炭化物、窒化物または炭窒化物を形成し、これら析出物による細粒化効果により、熱間圧延工程におけるCu熱間脆化割れを抑制する元素である。また、本実施形態に係る鋼板では、Nb系析出物のWを濃化させる(母鋼材の濃度よりも高くする)ことで、鋼部材の耐水素脆性が向上する。そのため、Nbを含有してもよい。
Nb含有量は0%でもよいが、上記の効果を得る場合、Nb含有量は0.005%以上とすることが好ましい。Nb含有量は、より好ましくは0.010%以上である。
一方、Nb含有量が0.100%を超えると、炭窒化物が粗大化し、連続鋳造工程における曲げ矯正割れが促進される。また、固溶Nbが後述する鋼部材における特定の回転角を有する結晶粒界の発達を阻害し、鋼部材の耐水素脆性が低下する。そのため、Nb含有量は0.100%以下とする。Nb含有量は0.080%以下とすることが好ましい。必要に応じて、Nb含有量を0.060%以下または0.040%以下としてもよい。
Ti:0~0.200%
Tiは、鋼中でNbと共に微細な炭化物、炭窒化物等を形成し、それらによる細粒化効果により、熱間圧延工程におけるCu熱間脆化割れを抑制し、また鋼部材の耐水素脆性を向上させる作用を有する元素である。また、Tiは、鋼中のNと優先的に結合して窒化物も形成し、BNの析出による固溶Bの消費を抑制し、後述するBによる焼入れ性向上の効果を促進する元素である。そのため、Tiを含有してもよい。
Ti含有量は0%でもよいが、上記の効果を得る場合、Ti含有量は0.005%以上とすることが好ましい。Ti含有量は、0.010%以上とすることがより好ましく、0.015%以上とすることがさらに好ましい。
一方、Ti含有量が0.200%を超えると、炭窒化物等が粗大化し、連続鋳造工程における曲げ矯正割れが促進される。また、固溶Tiが後述する鋼部材における特定の回転角を有する結晶粒界の発達を阻害し、鋼部材の耐水素脆性が低下する。また、Nbとの炭窒化物やTiNの他に、TiCの析出量が増加してCが消費されるので、焼入れ後の鋼部材の強度が低下する。したがって、Ti含有量は0.200%以下とする。Ti含有量は0.080%以下とすることが好ましい。必要に応じて、Ti含有量を0.060%以下または0.040%以下としてもよい。
Tiは、鋼中でNbと共に微細な炭化物、炭窒化物等を形成し、それらによる細粒化効果により、熱間圧延工程におけるCu熱間脆化割れを抑制し、また鋼部材の耐水素脆性を向上させる作用を有する元素である。また、Tiは、鋼中のNと優先的に結合して窒化物も形成し、BNの析出による固溶Bの消費を抑制し、後述するBによる焼入れ性向上の効果を促進する元素である。そのため、Tiを含有してもよい。
Ti含有量は0%でもよいが、上記の効果を得る場合、Ti含有量は0.005%以上とすることが好ましい。Ti含有量は、0.010%以上とすることがより好ましく、0.015%以上とすることがさらに好ましい。
一方、Ti含有量が0.200%を超えると、炭窒化物等が粗大化し、連続鋳造工程における曲げ矯正割れが促進される。また、固溶Tiが後述する鋼部材における特定の回転角を有する結晶粒界の発達を阻害し、鋼部材の耐水素脆性が低下する。また、Nbとの炭窒化物やTiNの他に、TiCの析出量が増加してCが消費されるので、焼入れ後の鋼部材の強度が低下する。したがって、Ti含有量は0.200%以下とする。Ti含有量は0.080%以下とすることが好ましい。必要に応じて、Ti含有量を0.060%以下または0.040%以下としてもよい。
Cr:0~1.00%
Crは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。そのため、含有させてもよい。Cr含有量は0%でもよいが、上記の効果を得る場合、Cr含有量は0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。
一方、Cr含有量が1.00%を超えると上記の効果は飽和する上、コストが増加する。またCrは鉄炭化物を安定化させる作用を有するので、Cr含有量が1.00%を超えると鋼板の熱処理時に粗大な鉄炭化物が溶け残り、鋼部材の耐水素脆性が低下する場合がある。したがって、Cr含有量は1.00%以下とする。Cr含有量は0.50%以下とすることが好ましく、0.20%以下とすることがより好ましく、0.15%以下とすることがさらに好ましい。
Crは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。そのため、含有させてもよい。Cr含有量は0%でもよいが、上記の効果を得る場合、Cr含有量は0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。
一方、Cr含有量が1.00%を超えると上記の効果は飽和する上、コストが増加する。またCrは鉄炭化物を安定化させる作用を有するので、Cr含有量が1.00%を超えると鋼板の熱処理時に粗大な鉄炭化物が溶け残り、鋼部材の耐水素脆性が低下する場合がある。したがって、Cr含有量は1.00%以下とする。Cr含有量は0.50%以下とすることが好ましく、0.20%以下とすることがより好ましく、0.15%以下とすることがさらに好ましい。
B:0~0.0200%
Bは、微量でも鋼の焼入れ性を高める作用を有する元素である。また、Bは粒界に偏析することで、粒界を強化して耐水素脆性を向上させる元素であり、鋼板の加熱時にオーステナイトの粒成長を抑制する元素である。そのため、含有させてもよい。B含有量は0%でもよいが、上記の効果を得る場合、B含有量は0.0005%以上とすることが好ましく、0.0010%以上または0.0020%以上とすることがより好ましい。
一方、B含有量が0.0200%を超えると、粗大な化合物が多く析出し、鋼部材の耐水素脆性が低下する。したがって、含有させる場合、B含有量は0.0200%以下とする。B含有量は0.0100%以下または0.0050%以下とすることが好ましい。
Bは、微量でも鋼の焼入れ性を高める作用を有する元素である。また、Bは粒界に偏析することで、粒界を強化して耐水素脆性を向上させる元素であり、鋼板の加熱時にオーステナイトの粒成長を抑制する元素である。そのため、含有させてもよい。B含有量は0%でもよいが、上記の効果を得る場合、B含有量は0.0005%以上とすることが好ましく、0.0010%以上または0.0020%以上とすることがより好ましい。
一方、B含有量が0.0200%を超えると、粗大な化合物が多く析出し、鋼部材の耐水素脆性が低下する。したがって、含有させる場合、B含有量は0.0200%以下とする。B含有量は0.0100%以下または0.0050%以下とすることが好ましい。
Mo:0~1.00%
Moは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために、非常に効果のある元素である。特に、上記Bと複合含有させることで焼入れ性向上の相乗効果が得られる。そのため、含有させても良い。Mo含有量は0%でもよいが、上記の効果を得る場合、Mo含有量は0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。
一方、Mo含有量が1.00%を超えると上記効果が飽和してコスト増加が著しい。したがって、含有させる場合、Mo含有量は1.00%以下とする。コスト低減のためには、Mo含有量は0.80%以下、0.50%以下または0.25%以下とすることが好ましい。
Moは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために、非常に効果のある元素である。特に、上記Bと複合含有させることで焼入れ性向上の相乗効果が得られる。そのため、含有させても良い。Mo含有量は0%でもよいが、上記の効果を得る場合、Mo含有量は0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。
一方、Mo含有量が1.00%を超えると上記効果が飽和してコスト増加が著しい。したがって、含有させる場合、Mo含有量は1.00%以下とする。コスト低減のためには、Mo含有量は0.80%以下、0.50%以下または0.25%以下とすることが好ましい。
W:0~2.00%
Wは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。また、Wは腐食環境において耐食性を向上させる元素である。また、Wは、粒界に偏析する元素であり、上述した集合組織の発達に寄与する元素でもある。そのため、含有させてもよい。
W含有量が0.01%未満では、十分な効果が得られない。W含有量は0%でもよいが、そのため、上記の効果を得る場合、W含有量は0.01%以上とすることが好ましく、0.05%以上とすることがより好ましく、0.10%以上とすることがさらに好ましく、0.20%以上とすることが一層好ましい。
一方、W含有量が2.00%を超えると、上記の効果が飽和して経済性が低下する。したがって、W含有量は2.00%以下とする。合金コストの低減のためには、W含有量は1.50%以下とすることが好ましく、1.00%以下、0.50%以下または0.20%以下とすることがより好ましい。
Wは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。また、Wは腐食環境において耐食性を向上させる元素である。また、Wは、粒界に偏析する元素であり、上述した集合組織の発達に寄与する元素でもある。そのため、含有させてもよい。
W含有量が0.01%未満では、十分な効果が得られない。W含有量は0%でもよいが、そのため、上記の効果を得る場合、W含有量は0.01%以上とすることが好ましく、0.05%以上とすることがより好ましく、0.10%以上とすることがさらに好ましく、0.20%以上とすることが一層好ましい。
一方、W含有量が2.00%を超えると、上記の効果が飽和して経済性が低下する。したがって、W含有量は2.00%以下とする。合金コストの低減のためには、W含有量は1.50%以下とすることが好ましく、1.00%以下、0.50%以下または0.20%以下とすることがより好ましい。
Co:0~1.00%
Coは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために、非常に効果のある元素である。特に、上記Bと複合含有させることで焼入れ性向上の相乗効果が得られる。そのため、含有させても良い。Co含有量は0%でもよいが、上記の効果を得る場合、Co含有量は0.10%以上とすることが好ましく、0.20%以上とすることがより好ましい。
一方、Co含有量が1.00%を超えると上記効果が飽和してコスト増加が著しい。したがって、含有させる場合、Co含有量は1.00%以下とする。合金コストの低減のためには、Co含有量は0.80%以下、0.50%以下または0.25%以下とすることが好ましい。
Coは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために、非常に効果のある元素である。特に、上記Bと複合含有させることで焼入れ性向上の相乗効果が得られる。そのため、含有させても良い。Co含有量は0%でもよいが、上記の効果を得る場合、Co含有量は0.10%以上とすることが好ましく、0.20%以上とすることがより好ましい。
一方、Co含有量が1.00%を超えると上記効果が飽和してコスト増加が著しい。したがって、含有させる場合、Co含有量は1.00%以下とする。合金コストの低減のためには、Co含有量は0.80%以下、0.50%以下または0.25%以下とすることが好ましい。
Ni:0~2.00%
Niは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。また、Niは鋼板の製造においてCu熱間脆化割れを抑制する作用を有する元素である。そのため、含有させてもよい。Ni含有量は0%でもよいが、上記の効果を得る場合、Ni含有量は0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。
一方、Ni含有量が2.00%を超えると上記の効果は飽和する上、コストが増加する。したがって、Ni含有量は2.00%以下とする。Ni含有量は1.00%以下とすることが好ましく、0.50%以下とすることがより好ましく、0.20%以下とすることがさらに好ましい。
Niは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。また、Niは鋼板の製造においてCu熱間脆化割れを抑制する作用を有する元素である。そのため、含有させてもよい。Ni含有量は0%でもよいが、上記の効果を得る場合、Ni含有量は0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。
一方、Ni含有量が2.00%を超えると上記の効果は飽和する上、コストが増加する。したがって、Ni含有量は2.00%以下とする。Ni含有量は1.00%以下とすることが好ましく、0.50%以下とすることがより好ましく、0.20%以下とすることがさらに好ましい。
Cu:0~2.00%
Cuは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。また、Cuは腐食環境において耐食性を向上させる元素である。そのため、含有させてもよい。Cu含有量は0%でもよいが、上記の効果を得る場合、Cu含有量を0.01%以上とすることが好ましい。Cu含有量はより好ましくは0.03%以上である。
一方、Cu含有量が2.00%を超えると上記の効果は飽和する上、コストが増加する。したがって、Cu含有量は2.00%以下とする。合金コストの低減のためには、Cu含有量は1.50%以下とすることが好ましく、1.00%以下、0.80%以下または0.50%以下とすることがより好ましい。
Cuは、鋼の焼入れ性を高め、焼入れ後の鋼部材の強度を安定して確保するために有効な元素である。また、Cuは腐食環境において耐食性を向上させる元素である。そのため、含有させてもよい。Cu含有量は0%でもよいが、上記の効果を得る場合、Cu含有量を0.01%以上とすることが好ましい。Cu含有量はより好ましくは0.03%以上である。
一方、Cu含有量が2.00%を超えると上記の効果は飽和する上、コストが増加する。したがって、Cu含有量は2.00%以下とする。合金コストの低減のためには、Cu含有量は1.50%以下とすることが好ましく、1.00%以下、0.80%以下または0.50%以下とすることがより好ましい。
V:0~1.00%
Vは、鋼中で微細な炭化物を形成し、その炭化物による細粒化効果や水素トラップ効果により、鋼部材の耐水素脆性を向上させる元素である。そのため、含有させてもよい。V含有量は0%でもよいが、上記の効果を得る場合、V含有量を0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。
一方、V含有量が1.00%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合、V含有量は1.00%以下とする。合金コストの低減のためには、W含有量は0.80%以下とすることが好ましく、0.50%以下、0.30%以下または0.10%以下とすることがより好ましい。
Vは、鋼中で微細な炭化物を形成し、その炭化物による細粒化効果や水素トラップ効果により、鋼部材の耐水素脆性を向上させる元素である。そのため、含有させてもよい。V含有量は0%でもよいが、上記の効果を得る場合、V含有量を0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。
一方、V含有量が1.00%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合、V含有量は1.00%以下とする。合金コストの低減のためには、W含有量は0.80%以下とすることが好ましく、0.50%以下、0.30%以下または0.10%以下とすることがより好ましい。
Ca:0~0.200%
Caは、鋼中の介在物を微細化し、焼入れ後の鋼部材の耐水素脆性を高める効果を有する元素である。そのため、含有させてもよい。Ca含有量は0%でもよいが、上記の効果を得る場合、Ca含有量を0.001%以上とすることが好ましく、0.010%以上または0.020%以上とすることがより好ましい。
一方、Ca含有量が0.200%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Ca含有量は0.200%以下とする。Ca含有量は、0.100%以下とすることが好ましく、0.050%以下とすることがより好ましい。
Caは、鋼中の介在物を微細化し、焼入れ後の鋼部材の耐水素脆性を高める効果を有する元素である。そのため、含有させてもよい。Ca含有量は0%でもよいが、上記の効果を得る場合、Ca含有量を0.001%以上とすることが好ましく、0.010%以上または0.020%以上とすることがより好ましい。
一方、Ca含有量が0.200%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Ca含有量は0.200%以下とする。Ca含有量は、0.100%以下とすることが好ましく、0.050%以下とすることがより好ましい。
Mg:0~0.20%
Mgは、鋼中の介在物を微細化し、熱処理後の耐水素脆性を高める効果を有する元素である。そのため、含有させてもよい。Mg含有量は0%でもよいが、上記の効果を得る場合、Mg含有量を0.01%以上とすることが好ましい。Mg含有量は、より好ましくは0.02%以上である。
一方、Mg含有量が0.20%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Mg含有量は0.20%以下とする。Mg含有量は、好ましくは0.10%以下であり、より好ましくは0.05%以下である。
Mgは、鋼中の介在物を微細化し、熱処理後の耐水素脆性を高める効果を有する元素である。そのため、含有させてもよい。Mg含有量は0%でもよいが、上記の効果を得る場合、Mg含有量を0.01%以上とすることが好ましい。Mg含有量は、より好ましくは0.02%以上である。
一方、Mg含有量が0.20%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Mg含有量は0.20%以下とする。Mg含有量は、好ましくは0.10%以下であり、より好ましくは0.05%以下である。
REM:0~0.300%
REMは、Caと同様に鋼中の介在物を微細化し、焼入れ後の鋼部材の耐水素脆性を向上させる効果を有する元素である。そのため、含有させてもよい。REM含有量は0%でもよいが、上記の効果を得る場合、REM含有量を0.001%以上とすることが好ましく、0.010%以上または0.020%以上とすることがより好ましい。
一方、REM含有量が0.300%を超えると、その効果は飽和する上、コストが増加する。したがって、含有させる場合、REM含有量は0.300%以下とする。合金コストの低減のためには、REM含有量は0.200%以下、0.100%以下または0.050%以下とすることが好ましい。
ここで、REMは、Sc、Y及びLa、Ce、Nd等のランタノイドの合計17元素を指し、REMの含有量はこれらの元素の合計含有量を意味する。REMは、例えばFe-Si-REM合金を使用して溶鋼に添加され、この合金には、例えば、Sc、Y、La、Ce、Pr、Ndが含まれる。
REMは、Caと同様に鋼中の介在物を微細化し、焼入れ後の鋼部材の耐水素脆性を向上させる効果を有する元素である。そのため、含有させてもよい。REM含有量は0%でもよいが、上記の効果を得る場合、REM含有量を0.001%以上とすることが好ましく、0.010%以上または0.020%以上とすることがより好ましい。
一方、REM含有量が0.300%を超えると、その効果は飽和する上、コストが増加する。したがって、含有させる場合、REM含有量は0.300%以下とする。合金コストの低減のためには、REM含有量は0.200%以下、0.100%以下または0.050%以下とすることが好ましい。
ここで、REMは、Sc、Y及びLa、Ce、Nd等のランタノイドの合計17元素を指し、REMの含有量はこれらの元素の合計含有量を意味する。REMは、例えばFe-Si-REM合金を使用して溶鋼に添加され、この合金には、例えば、Sc、Y、La、Ce、Pr、Ndが含まれる。
Sb:0~1.00%
Sbは、腐食環境において耐食性を向上させる元素である。そのため、含有させてもよい。Sb含有量は0%でもよいが、上記の効果を得る場合、Sb含有量を0.01%以上とすることが好ましい。
一方、Sb含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Sb含有量は1.00%以下とする。必要に応じて、Sb含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Sbは、腐食環境において耐食性を向上させる元素である。そのため、含有させてもよい。Sb含有量は0%でもよいが、上記の効果を得る場合、Sb含有量を0.01%以上とすることが好ましい。
一方、Sb含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Sb含有量は1.00%以下とする。必要に応じて、Sb含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Sn:0~1.00%
Snは鋼部材の強度の上昇に寄与する元素である。Sn含有量が0.01%未満ではこれらの効果が十分ではない。そのため、Sn含有量は0%でもよいが、Snを含有させる場合、Sn含有量を0.01%以上とすることが好ましい。Sn含有量は0.03%以上とすることがより好ましく、0.05%以上とすることがさらに好ましい。
一方、Sn含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Sn含有量は1.00%以下とする。必要に応じて、Sn含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Snは鋼部材の強度の上昇に寄与する元素である。Sn含有量が0.01%未満ではこれらの効果が十分ではない。そのため、Sn含有量は0%でもよいが、Snを含有させる場合、Sn含有量を0.01%以上とすることが好ましい。Sn含有量は0.03%以上とすることがより好ましく、0.05%以上とすることがさらに好ましい。
一方、Sn含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Sn含有量は1.00%以下とする。必要に応じて、Sn含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Zr:0~1.00%
Zrは、腐食環境において耐食性を向上させる元素である。そのため、含有させてもよい。Zr含有量は0%でもよいが、上記の効果を得る場合、Zr含有量を0.01%以上とすることが好ましい。
一方、Zr含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Zr含有量は1.00%以下とする。必要に応じて、Zr含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Zrは、腐食環境において耐食性を向上させる元素である。そのため、含有させてもよい。Zr含有量は0%でもよいが、上記の効果を得る場合、Zr含有量を0.01%以上とすることが好ましい。
一方、Zr含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Zr含有量は1.00%以下とする。必要に応じて、Zr含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
As:0~1.00%
Asは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。As含有量は0%でもよいが、上記の効果を得る場合、As含有量を0.01%以上とすることが好ましい。
一方、As含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、As含有量は1.00%以下とする。必要に応じて、As含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Asは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。As含有量は0%でもよいが、上記の効果を得る場合、As含有量を0.01%以上とすることが好ましい。
一方、As含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、As含有量は1.00%以下とする。必要に応じて、As含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Se:0~1.00%
Seは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Se含有量は0%でもよいが、上記の効果を得る場合、Se含有量を0.01%以上とすることが好ましい。
一方、Se含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Se含有量は1.00%以下とする。必要に応じて、Se含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Seは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Se含有量は0%でもよいが、上記の効果を得る場合、Se含有量を0.01%以上とすることが好ましい。
一方、Se含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Se含有量は1.00%以下とする。必要に応じて、Se含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Bi:0~1.00%
Biは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Bi含有量は0%でもよいが、上記の効果を得る場合、Bi含有量を0.01%以上とすることが好ましい。
一方、Bi含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Bi含有量は1.00%以下とする。必要に応じて、Bi含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Biは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Bi含有量は0%でもよいが、上記の効果を得る場合、Bi含有量を0.01%以上とすることが好ましい。
一方、Bi含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Bi含有量は1.00%以下とする。必要に応じて、Bi含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Ta:0~1.00%
Taは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Ta含有量は0%でもよいが、上記の効果を得る場合、Ta含有量を0.01%以上とすることが好ましい。
一方、Ta含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Ta含有量は1.00%以下とする。必要に応じて、Ta含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Taは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Ta含有量は0%でもよいが、上記の効果を得る場合、Ta含有量を0.01%以上とすることが好ましい。
一方、Ta含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Ta含有量は1.00%以下とする。必要に応じて、Ta含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Re:0~1.00%
Reは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Re含有量は0%でもよいが、上記の効果を得る場合、Re含有量を0.01%以上とすることが好ましい。
一方、Re含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Re含有量は1.00%以下とする。必要に応じて、Re含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Reは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Re含有量は0%でもよいが、上記の効果を得る場合、Re含有量を0.01%以上とすることが好ましい。
一方、Re含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Re含有量は1.00%以下とする。必要に応じて、Re含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Os:0~1.00%
Osは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Os含有量は0%でもよいが、上記の効果を得る場合、Os含有量を0.01%以上とすることが好ましい。
一方、Os含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Os含有量は1.00%以下とする。必要に応じて、Os含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Osは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Os含有量は0%でもよいが、上記の効果を得る場合、Os含有量を0.01%以上とすることが好ましい。
一方、Os含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Os含有量は1.00%以下とする。必要に応じて、Os含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Ir:0~1.00%
Irは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Ir含有量は0%でもよいが、上記の効果を得る場合、Ir含有量を0.01%以上とすることが好ましい。
一方、Ir含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Ir含有量は1.00%以下とする。必要に応じて、Ir含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Irは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Ir含有量は0%でもよいが、上記の効果を得る場合、Ir含有量を0.01%以上とすることが好ましい。
一方、Ir含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Ir含有量は1.00%以下とする。必要に応じて、Ir含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Tc:0~1.00%
Tcは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Tc含有量は0%でもよいが、上記の効果を得る場合、Tc含有量を0.01%以上とすることが好ましい。
一方、Tc含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Tc含有量は1.00%以下とする。必要に応じて、Tc含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
Tcは、耐水素脆性を向上させる元素である。そのため、含有させてもよい。Tc含有量は0%でもよいが、上記の効果を得る場合、Tc含有量を0.01%以上とすることが好ましい。
一方、Tc含有量が1.00%を超えるとその効果は飽和する上、コストが増加する。したがって、含有させる場合、Tc含有量は1.00%以下とする。必要に応じて、Tc含有量を0.50%以下、0.20%以下、0.10%以下または0.05%以下としてもよい。
P:0.100%以下
Pは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、P含有量が0.100%を超えると、耐水素脆性の低下が著しくなる。したがって、P含有量は0.100%以下に制限する。P含有量は、0.050%以下または0.020%以下に制限することが好ましい。
P含有量は少ない方が好ましいので、0%でもよいが、コストの観点から0.001%以上としてもよい。
Pは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、P含有量が0.100%を超えると、耐水素脆性の低下が著しくなる。したがって、P含有量は0.100%以下に制限する。P含有量は、0.050%以下または0.020%以下に制限することが好ましい。
P含有量は少ない方が好ましいので、0%でもよいが、コストの観点から0.001%以上としてもよい。
S:0.0100%以下
Sは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、S含有量が0.0100%を超えると、耐水素脆性の低下が著しくなる。したがって、S含有量は0.0100%以下に制限する。S含有量は、0.0050%以下に制限することが好ましい。S含有量は少ない方が好ましいので、0%でもよいが、コストの観点から0.0001%以上としてもよい。
Sは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、S含有量が0.0100%を超えると、耐水素脆性の低下が著しくなる。したがって、S含有量は0.0100%以下に制限する。S含有量は、0.0050%以下に制限することが好ましい。S含有量は少ない方が好ましいので、0%でもよいが、コストの観点から0.0001%以上としてもよい。
N:0.020%以下
Nは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、N含有量が0.020%を超えると、鋼中に粗大な窒化物が形成され、耐水素脆性が著しく低下する。したがって、N含有量は0.020%以下とする。N含有量の下限は特に限定する必要はなく0%でもよいが、N含有量を0.001%未満とすることは製鋼コストの増大を招き、経済的に好ましくない。そのため、N含有量は0.001%以上としてもよく、0.002%以上、0.008%以上、または0.010%以上としてもよい。
Nは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、N含有量が0.020%を超えると、鋼中に粗大な窒化物が形成され、耐水素脆性が著しく低下する。したがって、N含有量は0.020%以下とする。N含有量の下限は特に限定する必要はなく0%でもよいが、N含有量を0.001%未満とすることは製鋼コストの増大を招き、経済的に好ましくない。そのため、N含有量は0.001%以上としてもよく、0.002%以上、0.008%以上、または0.010%以上としてもよい。
O:0.010%以下
Oは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、O含有量が0.010%を超えると、鋼中に粗大な窒化物が形成され、耐水素脆性が著しく低下する。したがって、O含有量は0.010%以下とする。O含有量の下限は特に限定する必要はなく0%でもよいが、O含有量を0.001%未満とすることは製鋼コストの増大を招き、経済的に好ましくない。そのため、O含有量は0.0001%以上としてもよく、0.002%以上、0.0008%以上、または0.001%以上としてもよい。
Oは、焼入れ後の鋼部材の耐水素脆性を低下させる元素である。特に、O含有量が0.010%を超えると、鋼中に粗大な窒化物が形成され、耐水素脆性が著しく低下する。したがって、O含有量は0.010%以下とする。O含有量の下限は特に限定する必要はなく0%でもよいが、O含有量を0.001%未満とすることは製鋼コストの増大を招き、経済的に好ましくない。そのため、O含有量は0.0001%以上としてもよく、0.002%以上、0.0008%以上、または0.001%以上としてもよい。
(残部:Fe及び不純物)
本実施形態に係る鋼部材の化学組成において、本実施形態の効果を奏する限り、上述してきた元素以外の元素の添加または含有を排除しないが、必要に応じて上述してきた元素以外の元素の添加または含有を不可としてもよい。本実施形態に係る鋼部材の化学組成において、上述してきた元素以外の残部は少なくともFeおよび不純物を含む。残部はFeおよび不純物のみとしてもよい。
ここで「不純物」とは、鋼板を工業的に製造する際に、鉱石、スクラップ等の原料、製造工程の種々の要因によって混入する成分であって、本実施形態に係る鋼部材の特性に悪影響を与えない範囲で許容されるものを意味する。工業的に製造する方法とは、高炉製鋼法や電炉製鋼法であり、いずれの方法で製造された際に混入する水準(不純物レベル)も含む。不純物としては、例えばPb、Znなどが例示される。
不純物は、通常、その含有量の合計が1.0%以下であることが多いため、不純物の含有量の合計を、1.0%以下としてもよい。必要に応じて、不純物の含有量の合計を、0.5%以下、0.2%以下、0.1%以下または0.05%以下としてもよい。原料コストの低減などの種々の理由により、意図的に前述の元素以外の元素の含有量が比較的多い原料などを使用する場合もある。そこで、本実施形態にはおいては、これら元素の混入又は意図的添加などとは無関係に、これらの元素は、すべて不純物元素と見なす。このため、これらの元素の濃度の合計を、前述のとおり1.0%以下などとしてもよい。
本実施形態に係る鋼部材の化学組成において、本実施形態の効果を奏する限り、上述してきた元素以外の元素の添加または含有を排除しないが、必要に応じて上述してきた元素以外の元素の添加または含有を不可としてもよい。本実施形態に係る鋼部材の化学組成において、上述してきた元素以外の残部は少なくともFeおよび不純物を含む。残部はFeおよび不純物のみとしてもよい。
ここで「不純物」とは、鋼板を工業的に製造する際に、鉱石、スクラップ等の原料、製造工程の種々の要因によって混入する成分であって、本実施形態に係る鋼部材の特性に悪影響を与えない範囲で許容されるものを意味する。工業的に製造する方法とは、高炉製鋼法や電炉製鋼法であり、いずれの方法で製造された際に混入する水準(不純物レベル)も含む。不純物としては、例えばPb、Znなどが例示される。
不純物は、通常、その含有量の合計が1.0%以下であることが多いため、不純物の含有量の合計を、1.0%以下としてもよい。必要に応じて、不純物の含有量の合計を、0.5%以下、0.2%以下、0.1%以下または0.05%以下としてもよい。原料コストの低減などの種々の理由により、意図的に前述の元素以外の元素の含有量が比較的多い原料などを使用する場合もある。そこで、本実施形態にはおいては、これら元素の混入又は意図的添加などとは無関係に、これらの元素は、すべて不純物元素と見なす。このため、これらの元素の濃度の合計を、前述のとおり1.0%以下などとしてもよい。
鋼部材の化学組成は、以下の方法で求めることができる。
鋼部材の1/4深さ位置(厚さ方向に表面から厚さの1/8~3/8の範囲)から、ICP-AESなどの一般的な方法で元素分析を行うことによって得られる。ICP-AESでは測定が難しいCおよびSは燃焼-赤外線吸収法を用い、Nは不活性ガス融解-熱伝導度法を用い、Oは不活性ガス融解-非分散型赤外線吸収法を用いて測定すればよい。鋼部材の素材である鋼板の化学組成または溶鋼の取鍋分析値などが判明している場合、鋼部材の化学組成としてその鋼板の化学組成または溶鋼の取鍋分析値などを用いてもよい。
鋼部材の1/4深さ位置(厚さ方向に表面から厚さの1/8~3/8の範囲)から、ICP-AESなどの一般的な方法で元素分析を行うことによって得られる。ICP-AESでは測定が難しいCおよびSは燃焼-赤外線吸収法を用い、Nは不活性ガス融解-熱伝導度法を用い、Oは不活性ガス融解-非分散型赤外線吸収法を用いて測定すればよい。鋼部材の素材である鋼板の化学組成または溶鋼の取鍋分析値などが判明している場合、鋼部材の化学組成としてその鋼板の化学組成または溶鋼の取鍋分析値などを用いてもよい。
<ミクロ組織>
本実施形態に係る鋼部材は、1/4深さ位置のミクロ組織が、面積率で、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上である。
マルテンサイト、ベイナイトおよび焼き戻しマルテンサイトは鋼部材の高強度化に寄与する組織(相)であり、これらの面積率の合計が90%未満では鋼部材において、十分な強度を得ることが難しい。以下、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイトをまとめて硬質組織と言う場合がある。
マルテンサイト、ベイナイトおよび焼き戻しマルテンサイトの合計の面積率は、95%以上、98%以上、または100%でもよい(硬質組織以外の残部組織の面積率が0%でもよい)が、残部組織として、パーライト、ベイナイト、フェライト、セメンタイト、および残留オーステナイトの1種以上を含んでもよい。
本実施形態に係る鋼部材は、1/4深さ位置のミクロ組織が、面積率で、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上である。
マルテンサイト、ベイナイトおよび焼き戻しマルテンサイトは鋼部材の高強度化に寄与する組織(相)であり、これらの面積率の合計が90%未満では鋼部材において、十分な強度を得ることが難しい。以下、マルテンサイト、ベイナイトおよび焼き戻しマルテンサイトをまとめて硬質組織と言う場合がある。
マルテンサイト、ベイナイトおよび焼き戻しマルテンサイトの合計の面積率は、95%以上、98%以上、または100%でもよい(硬質組織以外の残部組織の面積率が0%でもよい)が、残部組織として、パーライト、ベイナイト、フェライト、セメンタイト、および残留オーステナイトの1種以上を含んでもよい。
各組織の面積率は、以下の方法で測定できる。
鋼部材の端面から50mm以上離れた任意の位置(この位置からサンプルを採取できない場合は、端部を避けた位置)から、圧延方向に平行かつ板厚方向に平行な断面において、1/4深さ位置における金属組織が観察できるように試験片を採取する。
上記試験片の断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液や純水に分散させた液体を使用して鏡面に仕上げる。次に、室温においてアルカリ性溶液を含まないコロイダルシリカを用いて研磨し、サンプルの表層に導入されたひずみを除去する。
研磨後の試験片の断面の長手方向(圧延方向)の任意の位置において、長手方向に200μm、表面から厚さの1/4の位置が中心となる表面から厚さの1/8の位置~表面から厚さの3/8位置に亘る領域を観察領域とする。そして、この観察領域に対し、0.1μmの測定間隔で、電子後方散乱回折法により測定して結晶方位情報を得る。測定には、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いる。この際、装置内の真空度は9.6×10-5Pa以下、加速電圧は15kv、照射電流レベルは13、電子線の照射レベルは62とする。また、測定の際には、Phaseとして、「iron-α」、「iron-γ」を設定し、測定を行う。
また、EBSDでの測定領域(EBSD測定領域)と同領域を、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)を用いて1000倍以上の倍率で観察する。
同領域を観察するに際し、観察位置が特定できるように、EBSD測定領域の4隅の内3点に対して、EBSD測定領域の4隅から100μm以内の範囲にそれぞれビッカース圧痕を打刻する。その後、観察面の組織を残して、表層の付着した異物等を研磨除去し、ナイタールエッチングする。ビッカース圧痕を目印とすれば、EBSD測定領域と同じ領域を観察することができる。試料の表面に異物が付着した場合、必要に応じて、2粒子径0.1μm以下のアルミナ粒子を用いたバフ研磨、室温においてアルカリ性溶液を含まないコロイダルシリカを用いた研磨、あるいはArイオンスパッタリング等の手法により、異物を除去する。
鋼部材の端面から50mm以上離れた任意の位置(この位置からサンプルを採取できない場合は、端部を避けた位置)から、圧延方向に平行かつ板厚方向に平行な断面において、1/4深さ位置における金属組織が観察できるように試験片を採取する。
上記試験片の断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液や純水に分散させた液体を使用して鏡面に仕上げる。次に、室温においてアルカリ性溶液を含まないコロイダルシリカを用いて研磨し、サンプルの表層に導入されたひずみを除去する。
研磨後の試験片の断面の長手方向(圧延方向)の任意の位置において、長手方向に200μm、表面から厚さの1/4の位置が中心となる表面から厚さの1/8の位置~表面から厚さの3/8位置に亘る領域を観察領域とする。そして、この観察領域に対し、0.1μmの測定間隔で、電子後方散乱回折法により測定して結晶方位情報を得る。測定には、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いる。この際、装置内の真空度は9.6×10-5Pa以下、加速電圧は15kv、照射電流レベルは13、電子線の照射レベルは62とする。また、測定の際には、Phaseとして、「iron-α」、「iron-γ」を設定し、測定を行う。
また、EBSDでの測定領域(EBSD測定領域)と同領域を、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)を用いて1000倍以上の倍率で観察する。
同領域を観察するに際し、観察位置が特定できるように、EBSD測定領域の4隅の内3点に対して、EBSD測定領域の4隅から100μm以内の範囲にそれぞれビッカース圧痕を打刻する。その後、観察面の組織を残して、表層の付着した異物等を研磨除去し、ナイタールエッチングする。ビッカース圧痕を目印とすれば、EBSD測定領域と同じ領域を観察することができる。試料の表面に異物が付着した場合、必要に応じて、2粒子径0.1μm以下のアルミナ粒子を用いたバフ研磨、室温においてアルカリ性溶液を含まないコロイダルシリカを用いた研磨、あるいはArイオンスパッタリング等の手法により、異物を除去する。
サーマル電界放射型走査電子顕微鏡(FE-SEM)で観察して得られた画像について、画像解析を施し、母相組織に比べて輝度が大きく、粒径(円相当直径)が0.3μm以上2.0μm以下でかつ粒の短軸Rsと長軸Rlとの比であるアスペクト比Rl/Rsが2.5未満(球状)の粒子、あるいはアスペクト比Rl/Rsが2.5以上の板状の粒子を、セメンタイトと判断する。これらの球状のセメンタイトが単位面積当たり、3.0(個/μm2)以上である領域、あるいは板状のセメンタイトがラメラ状に分布した領域をパーライトと判定する。板状のセメンタイトは圧延によって変形し湾曲した形状で合っても良い。また、ラメラ状とは、3個以上の上記板状のセメンタイトについて、隣り合う粒子間で、それぞれの長辺を延長して交わる交点における内角の角度が15°以内(交わることなく平行である場合を含む)であり、かつ隣り合う板状のセメンタイト間最近接の距離が2μm以下である形態を意味する。
続いて、EBSD測定で得られた結晶方位情報を、EBSD解析装置に付属のソフトウェア「OIMAnalysis(登録商標)」に搭載された「PhaseMap」機能を用いて、残留オーステナイトの面積率を算出する。面積率の算出に際し、結晶構造がfccであるものを残留オーステナイトと判断する。
また、結晶構造がbccである領域について、EBSD解析装置に付属のソフトウェア「OIMAnalysis(登録商標)」に搭載された「GrainAverageMisorientation」機能を用いて、セメンタイト、パーライト、フェライト、ベイナイト、マルテンサイト、焼き戻しマルテンサイトのいずれであるかを判断し、面積率を測定する。
具体的には、結晶方位差が15°以上である境界を結晶粒界(15°粒界)であると定義とした条件下で、GrainAverageMisorientation値(GAM値)が3.0°以下の領域をフェライトであると判断する。
また、GAM値が3.0°超の領域をマルテンサイト、ベイナイトまたは焼き戻しマルテンサイトと判定する。さらに、EBSD測定結果とFE-SEM観察によって得られた組織画像とをビッカース圧痕を目印に重ね合わせ、FE-SEM観察の組織画像からセメンタイト、およびパーライトと判断された領域について、「PhaseMap」機能、および「GrainAverageMisorientation」機能で判定された組織の分類に関わらず、これらの領域をセメンタイト、およびパーライトとして判断する。この際、15°粒界を用いた粒界MAPとビッカース圧痕の位置との比較からセメンタイト、およびパーライトの位置を特定してもよい。
また、結晶構造がbccである領域について、EBSD解析装置に付属のソフトウェア「OIMAnalysis(登録商標)」に搭載された「GrainAverageMisorientation」機能を用いて、セメンタイト、パーライト、フェライト、ベイナイト、マルテンサイト、焼き戻しマルテンサイトのいずれであるかを判断し、面積率を測定する。
具体的には、結晶方位差が15°以上である境界を結晶粒界(15°粒界)であると定義とした条件下で、GrainAverageMisorientation値(GAM値)が3.0°以下の領域をフェライトであると判断する。
また、GAM値が3.0°超の領域をマルテンサイト、ベイナイトまたは焼き戻しマルテンサイトと判定する。さらに、EBSD測定結果とFE-SEM観察によって得られた組織画像とをビッカース圧痕を目印に重ね合わせ、FE-SEM観察の組織画像からセメンタイト、およびパーライトと判断された領域について、「PhaseMap」機能、および「GrainAverageMisorientation」機能で判定された組織の分類に関わらず、これらの領域をセメンタイト、およびパーライトとして判断する。この際、15°粒界を用いた粒界MAPとビッカース圧痕の位置との比較からセメンタイト、およびパーライトの位置を特定してもよい。
鋼部材の圧延方向が不明な場合には、以下の方法により判別することができる。
鋼部材の端部から50mm以上離れた任意の位置(この位置から試験片を採取できない場合は、端部を避けた位置)から、板厚方向の断面が観察できるように試験片を採取する。
採取した試験片の断面を鏡面研磨で仕上げた後、光学顕微鏡を用いて、倍率100倍、200倍、500倍、1000倍のそれぞれで観察し、介在物の寸法に応じて、介在物寸法が測定可能な適切な倍率の観察結果を選択する。観察範囲は、幅500μm以上かつ、板厚全厚の範囲とし、輝度が暗い領域を介在物と判定する。観察の際は複数の視野で観察しても良い。
次に、上記方法により初めに観察した断面を基準として、板厚方向を軸に0~180°の範囲において5°刻みで回転させた面と平行となる面を上記の方法で断面観察する。得られた各断面における複数の介在物の長軸の長さの平均値を断面毎に算出し、介在物の長軸の長さの平均値が最大となる断面における、介在物の長軸方向と平行な方向を圧延方向と判別する。
例えば、鋼帯などから直接採取された鋼板を用いて製造された鋼部材であり、鋼部材における鋼帯の長さ方向(すなわち圧延方向)が把握できる場合など、鋼部材の圧延方向が把握できる場合には、上記の方法を利用しなくてよい。
鋼部材の端部から50mm以上離れた任意の位置(この位置から試験片を採取できない場合は、端部を避けた位置)から、板厚方向の断面が観察できるように試験片を採取する。
採取した試験片の断面を鏡面研磨で仕上げた後、光学顕微鏡を用いて、倍率100倍、200倍、500倍、1000倍のそれぞれで観察し、介在物の寸法に応じて、介在物寸法が測定可能な適切な倍率の観察結果を選択する。観察範囲は、幅500μm以上かつ、板厚全厚の範囲とし、輝度が暗い領域を介在物と判定する。観察の際は複数の視野で観察しても良い。
次に、上記方法により初めに観察した断面を基準として、板厚方向を軸に0~180°の範囲において5°刻みで回転させた面と平行となる面を上記の方法で断面観察する。得られた各断面における複数の介在物の長軸の長さの平均値を断面毎に算出し、介在物の長軸の長さの平均値が最大となる断面における、介在物の長軸方向と平行な方向を圧延方向と判別する。
例えば、鋼帯などから直接採取された鋼板を用いて製造された鋼部材であり、鋼部材における鋼帯の長さ方向(すなわち圧延方向)が把握できる場合など、鋼部材の圧延方向が把握できる場合には、上記の方法を利用しなくてよい。
<集合組織>
本発明者らの検討の結果、結晶粒の結晶方位によって、水素脆化に対する耐性が異なることが分かった。特に、{111}<011>、{111}<112>、{100}<011>、{100}<001>の結晶方位が、特異的に耐水素脆化特性への影響が大きいことが分かった。そのため、本実施形態に係る鋼部材では、上述した結晶方位を有する結晶粒の存在確率を制御(特定の結晶方位の結晶粒の集積度を制御する)ことで、耐水素脆化特性を向上させる。
{111}<011>及び{100}<011>の結晶方位を有する結晶粒は耐水素脆化特性への悪影響が特に大きく、{111}<112>及び{100}<001>の結晶方位を有する結晶粒は耐水素脆化特性の向上効果が特に大きい。そのため、本実施形態に係る鋼板では、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
(I1+I3)/(I2+I4)が1.20超であると、耐水素脆化特性が低下する。好ましくは、(I1+I3)/(I2+I4)は1.15以下、1.00以下、または0.90以下である。
本発明者らの検討の結果、結晶粒の結晶方位によって、水素脆化に対する耐性が異なることが分かった。特に、{111}<011>、{111}<112>、{100}<011>、{100}<001>の結晶方位が、特異的に耐水素脆化特性への影響が大きいことが分かった。そのため、本実施形態に係る鋼部材では、上述した結晶方位を有する結晶粒の存在確率を制御(特定の結晶方位の結晶粒の集積度を制御する)ことで、耐水素脆化特性を向上させる。
{111}<011>及び{100}<011>の結晶方位を有する結晶粒は耐水素脆化特性への悪影響が特に大きく、{111}<112>及び{100}<001>の結晶方位を有する結晶粒は耐水素脆化特性の向上効果が特に大きい。そのため、本実施形態に係る鋼板では、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
(I1+I3)/(I2+I4)が1.20超であると、耐水素脆化特性が低下する。好ましくは、(I1+I3)/(I2+I4)は1.15以下、1.00以下、または0.90以下である。
ランダム強度比(I1、I2、I3、I4の値)については、以下の方法で測定する。
鋼部材の端面から50mm以上離れた任意の位置(この位置から試験片を採取できない場合は、端部を避けた位置)から、圧延方向に平行かつ板厚方向に平行な断面の1/4深さ位置における金属組織が観察できるように試験片を採取する。
上記試験片の断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液や純水に分散させた液体を使用して鏡面に仕上げる。次に、室温においてアルカリ性溶液を含まないコロイダルシリカを用いて研磨し、試験片の表層に導入されたひずみを除去する。
得られた試験片の断面の長手方向(圧延方向)の任意の位置において、1/4深さ位置の、厚さ方向に300μm(厚さが1.2mm未満の場合には表面から厚さの1/8~3/8の範囲全体)の範囲について、測定間隔を4μmとし、測定面積が150000μm2以上となるように、EBSD(電子後方散乱回折)法により測定して結晶方位情報を得る。測定には、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いる。この際、装置内の真空度は9.6×10-5Pa以下、加速電圧は15kv、照射電流レベルは13、電子線の照射レベルは62とする。
得られた結晶方位情報をTSL社製のOIMAnalysis(登録商標)を用いて、球面調和関数を用いて計算して、算出した3次元集合組織を表示する結晶方位分布関数(ODF:OrientationDistributionFunction)から、それぞれの方位のランダム強度比を求める。
解析の際、「sample symmetry」は「orthohombic」とし、ODFを「Bunge Euler Angles」における、phi2(φ2)=45°断面の、phi1(φ1)=0~90°、PHI(Φ)=0~90°の範囲について作成し、各方位のランダム強度比を算出する。試験片加工や試料のセッティングに起因する測定誤差があるため、{111}<011>のランダム強度比I1は(Φ=50~60°、φ1=0~10°の範囲内)、{111}<112>のランダム強度比I2は(Φ=50~60°、φ1=25~35°の範囲内)、{100}<011>のランダム強度比I3は(Φ=0~10°、φ1=0~10°の範囲内)、{100}<001>のランダム強度比I4は(Φ=0~10°、φ1=40~50°の範囲内)における最大値を採用する。上述したphi1(φ1)及びPHI(Φ)は、解析ソフト(OIMAnalysis)におけるODF描画機能において定義されている。
鋼部材の端面から50mm以上離れた任意の位置(この位置から試験片を採取できない場合は、端部を避けた位置)から、圧延方向に平行かつ板厚方向に平行な断面の1/4深さ位置における金属組織が観察できるように試験片を採取する。
上記試験片の断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液や純水に分散させた液体を使用して鏡面に仕上げる。次に、室温においてアルカリ性溶液を含まないコロイダルシリカを用いて研磨し、試験片の表層に導入されたひずみを除去する。
得られた試験片の断面の長手方向(圧延方向)の任意の位置において、1/4深さ位置の、厚さ方向に300μm(厚さが1.2mm未満の場合には表面から厚さの1/8~3/8の範囲全体)の範囲について、測定間隔を4μmとし、測定面積が150000μm2以上となるように、EBSD(電子後方散乱回折)法により測定して結晶方位情報を得る。測定には、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いる。この際、装置内の真空度は9.6×10-5Pa以下、加速電圧は15kv、照射電流レベルは13、電子線の照射レベルは62とする。
得られた結晶方位情報をTSL社製のOIMAnalysis(登録商標)を用いて、球面調和関数を用いて計算して、算出した3次元集合組織を表示する結晶方位分布関数(ODF:OrientationDistributionFunction)から、それぞれの方位のランダム強度比を求める。
解析の際、「sample symmetry」は「orthohombic」とし、ODFを「Bunge Euler Angles」における、phi2(φ2)=45°断面の、phi1(φ1)=0~90°、PHI(Φ)=0~90°の範囲について作成し、各方位のランダム強度比を算出する。試験片加工や試料のセッティングに起因する測定誤差があるため、{111}<011>のランダム強度比I1は(Φ=50~60°、φ1=0~10°の範囲内)、{111}<112>のランダム強度比I2は(Φ=50~60°、φ1=25~35°の範囲内)、{100}<011>のランダム強度比I3は(Φ=0~10°、φ1=0~10°の範囲内)、{100}<001>のランダム強度比I4は(Φ=0~10°、φ1=40~50°の範囲内)における最大値を採用する。上述したphi1(φ1)及びPHI(Φ)は、解析ソフト(OIMAnalysis)におけるODF描画機能において定義されている。
<特性>
本実施形態に係る鋼部材の引張(最大)強さTSは、1500MPa超であることが好ましい。より好ましくは1800MPa以上であり、さらに好ましくは、2300MPa以上である。必要に応じて、引張強さは、3000MPa以下または2700MPa以下としてもよい。引張強さとビッカース硬さには相関があり、本実施形態では、ビッカース硬さに3.33を乗じた値を引張(最大)強さTSとみなすことができる。そのため、本実施形態に係る鋼部材は、試験力9.807N(荷重1kgf)でのビッカース硬さ(HV1)が、450以上であることが好ましい。より好ましくは470以上、510以上または540以上であり、さらに好ましくは、600以上または690以上である。必要に応じて、ビッカース硬さ(HV1)は、900以下、860以下、820以下としてもよい。
本実施形態に係る鋼部材の引張(最大)強さTSは、1500MPa超であることが好ましい。より好ましくは1800MPa以上であり、さらに好ましくは、2300MPa以上である。必要に応じて、引張強さは、3000MPa以下または2700MPa以下としてもよい。引張強さとビッカース硬さには相関があり、本実施形態では、ビッカース硬さに3.33を乗じた値を引張(最大)強さTSとみなすことができる。そのため、本実施形態に係る鋼部材は、試験力9.807N(荷重1kgf)でのビッカース硬さ(HV1)が、450以上であることが好ましい。より好ましくは470以上、510以上または540以上であり、さらに好ましくは、600以上または690以上である。必要に応じて、ビッカース硬さ(HV1)は、900以下、860以下、820以下としてもよい。
ビッカース硬さは、以下の方法で求めることが出来る。
鋼部材の端面から50mm以上離れた任意の位置から表面に垂直な断面(厚さ方向断面)が観察できるようにサンプルを切り出す。サンプルは、測定装置にもよるが、圧延方向に10mm観察できる大きさとする。サンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液及び純水に分散させた液体を使用して鏡面に仕上げる。鏡面に仕上げた断面に対し、母材鋼板の1/4深さ位置において、マイクロビッカース硬さ試験機を用いて、板面と平行な方向に、JIS Z2244-1:2020に準じて、試験力9.807Nで、圧痕の3倍以上の間隔で硬さを合計で20点測定し、その平均値を算出することで、ビッカース硬さ(HV1)を得る。
鋼部材の端面から50mm以上離れた任意の位置から表面に垂直な断面(厚さ方向断面)が観察できるようにサンプルを切り出す。サンプルは、測定装置にもよるが、圧延方向に10mm観察できる大きさとする。サンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液及び純水に分散させた液体を使用して鏡面に仕上げる。鏡面に仕上げた断面に対し、母材鋼板の1/4深さ位置において、マイクロビッカース硬さ試験機を用いて、板面と平行な方向に、JIS Z2244-1:2020に準じて、試験力9.807Nで、圧痕の3倍以上の間隔で硬さを合計で20点測定し、その平均値を算出することで、ビッカース硬さ(HV1)を得る。
また、本実施形態に係る鋼部材では、上記の通り化学組成、ミクロ組織、集合組織が制御されているので、耐水素脆化特性に優れる。
〔被覆〕
本実施形態に係る鋼部材は表面の一部または全部に被覆を備えていても良い。
被覆はFe-Al系合金を主体とした被覆で(Fe-Al系被覆)あっても良いし、Fe-Zn系合金を主体とした被覆(Fe-Zn系被覆)であっても良い。被覆は皮膜、合金化めっき層、金属間化合物層ともいう。
Fe-Al系合金を主体とした被覆とは、FeとAlとを合計で70質量%以上含む被覆であり、Fe-Zn系合金を主体とした被覆とは、FeとZnとを合計で70質量%以上含む被覆である。Fe-Al系合金を主体とした被覆は、Fe、Alの他に、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Zn、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。Fe-Zn系合金を主体とした被覆は、Fe、Znの他に、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Al、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。
被覆を有することで、耐食性を有するため自動車使用における耐水素脆性が向上するという効果が得られる。
被覆の厚みは、10~100μmであることが好ましい。
本実施形態に係る鋼部材は表面の一部または全部に被覆を備えていても良い。
被覆はFe-Al系合金を主体とした被覆で(Fe-Al系被覆)あっても良いし、Fe-Zn系合金を主体とした被覆(Fe-Zn系被覆)であっても良い。被覆は皮膜、合金化めっき層、金属間化合物層ともいう。
Fe-Al系合金を主体とした被覆とは、FeとAlとを合計で70質量%以上含む被覆であり、Fe-Zn系合金を主体とした被覆とは、FeとZnとを合計で70質量%以上含む被覆である。Fe-Al系合金を主体とした被覆は、Fe、Alの他に、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Zn、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。Fe-Zn系合金を主体とした被覆は、Fe、Znの他に、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Al、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。
被覆を有することで、耐食性を有するため自動車使用における耐水素脆性が向上するという効果が得られる。
被覆の厚みは、10~100μmであることが好ましい。
被覆の化学組成及び厚みは、断面の走査型電子顕微鏡観察によって求めることができる。
具体的には、鋼部材の長手方向の1/2部(長手方向端部から長手方向に長手の1/2の位置)かつ幅1/4部(幅方向端部から幅方向に幅の1/4の位置)から測定試料を切り出し、観察する。顕微鏡による観察範囲は例えば400倍の倍率で、面積で40000μm2以上の範囲とする。切り出した試料を機械研磨し、続いて鏡面仕上げする。次いで、任意の10視野の被覆の厚みを測定し、その平均値を被覆の厚みとする。
BSE像(あるいはCOMPO像)によって観察すると、被覆と、地鉄(鋼板基材)とでは、明確なコントラストの差が確認される。そのため、最表面からコントラストの変わる位置までの厚みを測定することで、被覆の厚みを測定することができる。測定は、観察写真内で等間隔に20カ所測定し、測定箇所間の距離は6.5μmとする。また測定に際しては、上記の要領で5視野観察を行い、その平均値を用いて被覆の厚みとする。
また、被覆の化学組成は、上記と同様の観察範囲に対し、電子プローブマイクロアナライザ(EPMA)を用いて、スポットの元素分析(ビーム直径:1.0μm以下)を行うことで被覆に含まれるFe、Al、Znの含有量を求めることができる。任意の10視野の被覆において計10点の分析を行い、その平均値を被覆に含まれるFe、Al、Zn含有量とする。Fe、Al、Zn以外の元素が含まれる場合であっても同様の方法を用いて求める。
具体的には、鋼部材の長手方向の1/2部(長手方向端部から長手方向に長手の1/2の位置)かつ幅1/4部(幅方向端部から幅方向に幅の1/4の位置)から測定試料を切り出し、観察する。顕微鏡による観察範囲は例えば400倍の倍率で、面積で40000μm2以上の範囲とする。切り出した試料を機械研磨し、続いて鏡面仕上げする。次いで、任意の10視野の被覆の厚みを測定し、その平均値を被覆の厚みとする。
BSE像(あるいはCOMPO像)によって観察すると、被覆と、地鉄(鋼板基材)とでは、明確なコントラストの差が確認される。そのため、最表面からコントラストの変わる位置までの厚みを測定することで、被覆の厚みを測定することができる。測定は、観察写真内で等間隔に20カ所測定し、測定箇所間の距離は6.5μmとする。また測定に際しては、上記の要領で5視野観察を行い、その平均値を用いて被覆の厚みとする。
また、被覆の化学組成は、上記と同様の観察範囲に対し、電子プローブマイクロアナライザ(EPMA)を用いて、スポットの元素分析(ビーム直径:1.0μm以下)を行うことで被覆に含まれるFe、Al、Znの含有量を求めることができる。任意の10視野の被覆において計10点の分析を行い、その平均値を被覆に含まれるFe、Al、Zn含有量とする。Fe、Al、Zn以外の元素が含まれる場合であっても同様の方法を用いて求める。
[鋼板]
次に本実施形態に係る鋼板について説明する。本実施形態に係る鋼板は、ホットスタンプなどの熱処理を行うことで、上述した本実施形態に係る鋼部材を得ることができるので、本実施形態に係る鋼部材の素材として使用が可能である。
以下、表面から板厚方向に板厚の1/8の位置~表面から板厚方向に板厚の3/8の位置の間の範囲を1/4深さ位置として説明する。
本実施形態に係る鋼板は、所定の化学組成を有し、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、以下の式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
本実施形態に係る鋼板は、表面に被覆が施されてもよい。その場合でも、被覆は鋼板ではないので、鋼板の化学組成、ミクロ組織、集合組織、等は、被覆を除く部分(この部分は、「母材鋼板」または「素地鋼板」などといわれることがある。)の化学組成、ミクロ組織、集合組織等である。
このように本実施形態に係る鋼板の表面に被覆が施されている場合、すなわち、本実施形態に係る鋼板が、1/4深さ位置の基準となる表面は、被覆を除く部分(母材鋼板)の表面、つまり母材鋼板と被覆との境界である。そこで、例えば、鋼板の表裏面に被覆が施されている場合、被覆を含む鋼板の厚さt1’を測定した上で、後述の方法により被覆の厚さt2’を測定し、鋼板の厚さ(母材鋼板の厚さ)t3’=t1’-2×t2’を算出する。その後、被覆を含む鋼部材の厚さt1’の中心から、その厚さ方向にt3’/8~(3×t3’)/8離れた範囲を1/4深さ位置とすることができる。
それぞれについて説明する。
次に本実施形態に係る鋼板について説明する。本実施形態に係る鋼板は、ホットスタンプなどの熱処理を行うことで、上述した本実施形態に係る鋼部材を得ることができるので、本実施形態に係る鋼部材の素材として使用が可能である。
以下、表面から板厚方向に板厚の1/8の位置~表面から板厚方向に板厚の3/8の位置の間の範囲を1/4深さ位置として説明する。
本実施形態に係る鋼板は、所定の化学組成を有し、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、以下の式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20 ・・・(1)
本実施形態に係る鋼板は、表面に被覆が施されてもよい。その場合でも、被覆は鋼板ではないので、鋼板の化学組成、ミクロ組織、集合組織、等は、被覆を除く部分(この部分は、「母材鋼板」または「素地鋼板」などといわれることがある。)の化学組成、ミクロ組織、集合組織等である。
このように本実施形態に係る鋼板の表面に被覆が施されている場合、すなわち、本実施形態に係る鋼板が、1/4深さ位置の基準となる表面は、被覆を除く部分(母材鋼板)の表面、つまり母材鋼板と被覆との境界である。そこで、例えば、鋼板の表裏面に被覆が施されている場合、被覆を含む鋼板の厚さt1’を測定した上で、後述の方法により被覆の厚さt2’を測定し、鋼板の厚さ(母材鋼板の厚さ)t3’=t1’-2×t2’を算出する。その後、被覆を含む鋼部材の厚さt1’の中心から、その厚さ方向にt3’/8~(3×t3’)/8離れた範囲を1/4深さ位置とすることができる。
それぞれについて説明する。
<化学組成>
本実施形態に係る鋼板の化学組成は、熱処理後の鋼部材として好ましい特性が得られるように設定する必要があるが、熱処理によって化学組成は、実質的に変化しないので、本実施形態に係る鋼板の化学組成は、本実施形態に係る鋼部材の化学組成と同等でよい。
鋼板の化学組成は、以下の方法で求めることができる。
鋼板の1/4深さ位置(厚さ方向に表面から厚さの1/8~3/8の範囲)から、ICP-AESなどの一般的な方法で元素分析を行うことによって得られる。ICP-AESでは測定が難しいCおよびSは燃焼-赤外線吸収法を用い、Nは不活性ガス融解-熱伝導度法を用い、Oは不活性ガス融解-非分散型赤外線吸収法を用いて測定すればよい。溶鋼の取鍋分析値またはスラブの1/4深さ位置の化学組成などが判明している場合、鋼板の化学組成として溶鋼の取鍋分析値またはスラブの1/4深さの位置の化学組成などを用いてもよい。
本実施形態に係る鋼板の化学組成は、熱処理後の鋼部材として好ましい特性が得られるように設定する必要があるが、熱処理によって化学組成は、実質的に変化しないので、本実施形態に係る鋼板の化学組成は、本実施形態に係る鋼部材の化学組成と同等でよい。
鋼板の化学組成は、以下の方法で求めることができる。
鋼板の1/4深さ位置(厚さ方向に表面から厚さの1/8~3/8の範囲)から、ICP-AESなどの一般的な方法で元素分析を行うことによって得られる。ICP-AESでは測定が難しいCおよびSは燃焼-赤外線吸収法を用い、Nは不活性ガス融解-熱伝導度法を用い、Oは不活性ガス融解-非分散型赤外線吸収法を用いて測定すればよい。溶鋼の取鍋分析値またはスラブの1/4深さ位置の化学組成などが判明している場合、鋼板の化学組成として溶鋼の取鍋分析値またはスラブの1/4深さの位置の化学組成などを用いてもよい。
<ミクロ組織>
本実施形態に係る鋼板のミクロ組織は限定されないが、加工性の点で、1/4深さ位置のミクロ組織が、面積率で、フェライト:5%以上90%未満、パーライト:10%超95%以下、を含有し、残部組織がベイナイト、マルテンサイト、セメンタイト、および残留オーステナイトの1種以上が存在からなることが好ましい。
本実施形態に係る鋼板のミクロ組織は限定されないが、加工性の点で、1/4深さ位置のミクロ組織が、面積率で、フェライト:5%以上90%未満、パーライト:10%超95%以下、を含有し、残部組織がベイナイト、マルテンサイト、セメンタイト、および残留オーステナイトの1種以上が存在からなることが好ましい。
フェライトは、強度が低く延性に優れる組織である。フェライトが5%未満では、冷間圧延性が悪く、鋼板の形状不良を引き起こすことが懸念される。そのため、フェライトの面積率は5%以上であることが好ましい。上限は特にないが、C含有量が0.260%以上の場合、90%以上のフェライトに制御することは難しいため、90%未満としてもよい。必要に応じて、フェライトの面積率を85%以下としてもよい。
パーライトは、組織内にラメラ状の微細なセメンタイトを含み、加熱時のオーステナイト核生成サイトを共有する重要な組織である。鋼部材の旧γ粒の粗大化を抑止する観点から面積率が10%超であることが好ましい。一方、パーライトの面積率が95%超であると冷間圧延性が悪く、鋼板の形状不良を引き起こすため、上限は95%以下とすることが好ましい。
残部は、ベイナイト、マルテンサイト、セメンタイト、および残留オーステナイトの1種以上である。フェライトとパーライトとの合計は50%以上、残部の面積率が50%以下であることが好ましい。フェライトとパーライトとの合計は80%以上がより好ましい。
パーライトは、組織内にラメラ状の微細なセメンタイトを含み、加熱時のオーステナイト核生成サイトを共有する重要な組織である。鋼部材の旧γ粒の粗大化を抑止する観点から面積率が10%超であることが好ましい。一方、パーライトの面積率が95%超であると冷間圧延性が悪く、鋼板の形状不良を引き起こすため、上限は95%以下とすることが好ましい。
残部は、ベイナイト、マルテンサイト、セメンタイト、および残留オーステナイトの1種以上である。フェライトとパーライトとの合計は50%以上、残部の面積率が50%以下であることが好ましい。フェライトとパーライトとの合計は80%以上がより好ましい。
鋼板の1/4深さ位置のミクロ組織における組織分率は、鋼部材と同等の方法で測定することができる。鋼板の圧延方向が不明な場合、鋼部材と同等の方法で圧延方向を判別することができる。
<集合組織>
本実施形態に係る鋼板では、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20・・・(1)
この集合組織は、所定の条件のホットスタンプ等の熱処理を行った後にも引き継がれる。そのため、鋼板の段階で式(1)を満たす集合組織を有するように制御することで、この鋼板に焼入れを含む熱処理後を行って得られる鋼部材でも、式(1)を満たす集合組織を有することが可能となる。
本実施形態に係る鋼板では、1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、I1、I2、I3及びI4が、以下式(1)を満たす集合組織を有する。
(I1+I3)/(I2+I4)≦1.20・・・(1)
この集合組織は、所定の条件のホットスタンプ等の熱処理を行った後にも引き継がれる。そのため、鋼板の段階で式(1)を満たす集合組織を有するように制御することで、この鋼板に焼入れを含む熱処理後を行って得られる鋼部材でも、式(1)を満たす集合組織を有することが可能となる。
鋼板のランダム強度比(I1、I2、I3、I4の値)については、鋼部材と同等の方法で測定することができる。
本実施形態に鋼板の板厚は限定されないが、部品への成形の観点で0.4~5.0mmとしてもよい。
〔被覆〕
本実施形態に係る鋼板は表面の一部に被覆を備えていても良い。被覆はAlを主体とした被覆(Al系被覆)であっても良いし、Znを主体とした被覆(Zn系被覆)であっても良い。被覆は皮膜、めっき層ともいう。Alを主体とした被覆とは、Alを70質量%以上含む被覆であり、Znを主体とした被覆とは、Znを70質量%以上含む被覆である。Alを主体とした被覆は、Alの他、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Zn、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。Znを主体とした被覆は、Znの他、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Al、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。被覆の化学組成及び厚みは、鋼部材と同等の方法で測定することができる。
本実施形態に係る鋼板は表面の一部に被覆を備えていても良い。被覆はAlを主体とした被覆(Al系被覆)であっても良いし、Znを主体とした被覆(Zn系被覆)であっても良い。被覆は皮膜、めっき層ともいう。Alを主体とした被覆とは、Alを70質量%以上含む被覆であり、Znを主体とした被覆とは、Znを70質量%以上含む被覆である。Alを主体とした被覆は、Alの他、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Zn、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。Znを主体とした被覆は、Znの他、更にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Al、Co、In、Bi、Zr、Se、As、REMを含有し、残部が不純物であってもよい。被覆の化学組成及び厚みは、鋼部材と同等の方法で測定することができる。
[製造方法]
本実施形態に係る鋼部材及び本実施形態に係る鋼板の製造方法の詳細は後述されるが、以下に示す工程を含む製造方法によれば製造可能である。
具体的には、本実施形態に係る鋼板は、以下の工程を含む製造方法によって製造可能である。
(I)所定の化学組成を有するスラブを鋳造によって得る鋳造工程と、
(II)前記スラブを1200℃以上の温度域に加熱し、20分以上保持する加熱工程と、
(III)加熱工程後の前記スラブを、熱間圧延して熱延鋼板を得る熱間圧延工程と、
(IV)前記熱延鋼板をT1-150℃以下まで冷却する冷却工程と、
(V)前記冷却工程後の前記熱延鋼板をT1-150℃~450℃の巻取温度で巻き取る巻取工程と、
(VI)前記巻取工程後の前記熱延鋼板を、15~60%の圧下率で冷間圧延して鋼板(冷延鋼板)を得る冷間圧延工程。
また、本実施形態に係る鋼板の製造方法は、さらに以下の工程のいずれかまたは両方を含んでもよい。
(VII)前記冷間圧延工程後の前記鋼板を、680~950℃の焼鈍温度(最高到達温度)まで加熱し、680~950℃の温度域で5~1200秒保持する焼鈍工程と、
(VIII)前記鋼板の表面に被覆を形成する被覆形成工程。
また、本実施形態に係る鋼部材は、上記の工程を経て得られる本実施形態に係る鋼板を用いて、以下の工程を含む製造方法によって製造可能である。
(IX)本実施形態に係る鋼板を、Ac3~Ac3+300℃の温度域まで、1~1000℃/秒の平均加熱速度で加熱し、当該温度域で60~600秒間保持し、その後、300℃以下の温度域まで20℃/秒以上の平均冷却速度で冷却する、熱処理工程。
各工程について説明する。
本実施形態におけるスラブの温度および鋼板の温度は、スラブの中心温度および鋼板の表面温度のことをいう。
本実施形態に係る鋼部材及び本実施形態に係る鋼板の製造方法の詳細は後述されるが、以下に示す工程を含む製造方法によれば製造可能である。
具体的には、本実施形態に係る鋼板は、以下の工程を含む製造方法によって製造可能である。
(I)所定の化学組成を有するスラブを鋳造によって得る鋳造工程と、
(II)前記スラブを1200℃以上の温度域に加熱し、20分以上保持する加熱工程と、
(III)加熱工程後の前記スラブを、熱間圧延して熱延鋼板を得る熱間圧延工程と、
(IV)前記熱延鋼板をT1-150℃以下まで冷却する冷却工程と、
(V)前記冷却工程後の前記熱延鋼板をT1-150℃~450℃の巻取温度で巻き取る巻取工程と、
(VI)前記巻取工程後の前記熱延鋼板を、15~60%の圧下率で冷間圧延して鋼板(冷延鋼板)を得る冷間圧延工程。
また、本実施形態に係る鋼板の製造方法は、さらに以下の工程のいずれかまたは両方を含んでもよい。
(VII)前記冷間圧延工程後の前記鋼板を、680~950℃の焼鈍温度(最高到達温度)まで加熱し、680~950℃の温度域で5~1200秒保持する焼鈍工程と、
(VIII)前記鋼板の表面に被覆を形成する被覆形成工程。
また、本実施形態に係る鋼部材は、上記の工程を経て得られる本実施形態に係る鋼板を用いて、以下の工程を含む製造方法によって製造可能である。
(IX)本実施形態に係る鋼板を、Ac3~Ac3+300℃の温度域まで、1~1000℃/秒の平均加熱速度で加熱し、当該温度域で60~600秒間保持し、その後、300℃以下の温度域まで20℃/秒以上の平均冷却速度で冷却する、熱処理工程。
各工程について説明する。
本実施形態におけるスラブの温度および鋼板の温度は、スラブの中心温度および鋼板の表面温度のことをいう。
〔鋼板の製造方法〕
<鋳造工程>
鋳造工程では、所定の化学組成を有するスラブを鋳造によって得る。スラブの化学組成は、本実施形態に係る鋼板と同じ化学組成とすればよい。
本実施形態に係る鋼板と同じ化学組成の溶鋼を、転炉、電気炉等の常法の溶製方法で溶製し、連続鋳造法等の鋳造によってスラブとする。連続鋳造法以外に、造塊法、薄スラブ鋳造法などを採用して、鋼スラブを製造してもよい。
<鋳造工程>
鋳造工程では、所定の化学組成を有するスラブを鋳造によって得る。スラブの化学組成は、本実施形態に係る鋼板と同じ化学組成とすればよい。
本実施形態に係る鋼板と同じ化学組成の溶鋼を、転炉、電気炉等の常法の溶製方法で溶製し、連続鋳造法等の鋳造によってスラブとする。連続鋳造法以外に、造塊法、薄スラブ鋳造法などを採用して、鋼スラブを製造してもよい。
<加熱工程>
加熱工程では、熱間圧延に先立ち、スラブの中心部が1200℃以上になるように加熱し、1200℃以上で20分以上保持する。加熱温度(スラブ中心部の温度)が1200℃未満、または保持時間が20分未満では、後工程で十分な結晶粒の均一化が得られず、後の粗圧延工程で十分な結晶粒の均一化効果が得られない。
スラブの中心部の温度は、スラブの表面温度を放射温度計により実測し、伝熱計算により求めることができる。
加熱工程では、熱間圧延に先立ち、スラブの中心部が1200℃以上になるように加熱し、1200℃以上で20分以上保持する。加熱温度(スラブ中心部の温度)が1200℃未満、または保持時間が20分未満では、後工程で十分な結晶粒の均一化が得られず、後の粗圧延工程で十分な結晶粒の均一化効果が得られない。
スラブの中心部の温度は、スラブの表面温度を放射温度計により実測し、伝熱計算により求めることができる。
<熱間圧延工程>
熱間圧延工程では、加熱されたスラブを、熱間圧延して熱延鋼板を得て、熱延鋼板を巻取温度まで冷却する。熱間圧延は、粗圧延と仕上圧延とからなることが好ましく、粗圧延、仕上圧延のそれぞれの条件は以下の通りとすることが好ましい。以下の工程で制御する温度は、いずれも鋼板の表面温度である。
熱間圧延工程では、加熱されたスラブを、熱間圧延して熱延鋼板を得て、熱延鋼板を巻取温度まで冷却する。熱間圧延は、粗圧延と仕上圧延とからなることが好ましく、粗圧延、仕上圧延のそれぞれの条件は以下の通りとすることが好ましい。以下の工程で制御する温度は、いずれも鋼板の表面温度である。
<<粗圧延>>
粗圧延では、30%以上の圧下率で2回以上の圧延を行い、且つT1+50℃以上の温度域で粗圧延を完了することが好ましい。30%以上の圧下率で2回以上の圧延を行うことで、金属組織の均一性を高めることができ、所定の集合組織を得ることができる。
また、粗圧延を完了する温度(粗圧延の最終パスの出側温度)をTrとするとき、TrがT1+50℃未満であると、仕上げ圧延開始前の再結晶が不均一になり、オーステナイト粒径が不均一になり、仕上げ圧延時のミクロ組織が不均一になるため、所定の集合組織を得ることができない。そのため、粗圧延完了温度TrはT1+50℃以上とする。
また、粗圧延では、30%以上の圧下率で圧延した最終パスから仕上圧延開始までの時間をtrs(秒)とし、trsとTrと下記式(3)により得られるT1(℃)とが以下の式(2)を満たすようにする。
trs≧60×(Tr/T1) ・・・(2)
粗圧延では、30%以上の圧下率で2回以上の圧延を行い、且つT1+50℃以上の温度域で粗圧延を完了することが好ましい。30%以上の圧下率で2回以上の圧延を行うことで、金属組織の均一性を高めることができ、所定の集合組織を得ることができる。
また、粗圧延を完了する温度(粗圧延の最終パスの出側温度)をTrとするとき、TrがT1+50℃未満であると、仕上げ圧延開始前の再結晶が不均一になり、オーステナイト粒径が不均一になり、仕上げ圧延時のミクロ組織が不均一になるため、所定の集合組織を得ることができない。そのため、粗圧延完了温度TrはT1+50℃以上とする。
また、粗圧延では、30%以上の圧下率で圧延した最終パスから仕上圧延開始までの時間をtrs(秒)とし、trsとTrと下記式(3)により得られるT1(℃)とが以下の式(2)を満たすようにする。
trs≧60×(Tr/T1) ・・・(2)
<<仕上圧延>>
粗圧延に続いて、仕上圧延を行う。仕上圧延では、仕上圧延開始温度Tsを下記式(3)により得られるT1(℃)以上とし、仕上げ圧延完了温度をT1-20℃以下とする。
T1(℃)=907+168×Ti+1325×Nb+120×Mo+4500×B ・・・(3)
ここで式中の元素記号は、鋼板中の各元素の質量%での含有量である。
T1~T1+150℃での総圧下率(累積圧下率)を80%以上、T1℃未満での総圧下率を10~50%とすることで、所定の集合組織を発達させる。
T1~T1+150℃での総圧下率(累積圧下率)が80%未満、あるいはT1℃未満での総圧下率が10%未満または50%超では、所定の集合組織が発達しない、または好ましくない方位の集合組織が発達する。
仕上圧延完了温度がT1-20℃超であると、ミクロ組織の均一性が低下し、所定の集合組織が得られない。
一方、仕上圧延完了温度がT1-100℃未満であると、所定の集合組織が得られないので好ましくない。そのため、仕上圧延完了温度はT1-100℃以上とすることが好ましい。
ここで、各温度域の総圧下率(%)=(開始厚-終了厚)/開始厚×100で算出され、各温度域の圧下に対し、それぞれ算出される。そのため、各温度域での総圧下率を単純に合計しても100%を超えることがある。
粗圧延に続いて、仕上圧延を行う。仕上圧延では、仕上圧延開始温度Tsを下記式(3)により得られるT1(℃)以上とし、仕上げ圧延完了温度をT1-20℃以下とする。
T1(℃)=907+168×Ti+1325×Nb+120×Mo+4500×B ・・・(3)
ここで式中の元素記号は、鋼板中の各元素の質量%での含有量である。
T1~T1+150℃での総圧下率(累積圧下率)を80%以上、T1℃未満での総圧下率を10~50%とすることで、所定の集合組織を発達させる。
T1~T1+150℃での総圧下率(累積圧下率)が80%未満、あるいはT1℃未満での総圧下率が10%未満または50%超では、所定の集合組織が発達しない、または好ましくない方位の集合組織が発達する。
仕上圧延完了温度がT1-20℃超であると、ミクロ組織の均一性が低下し、所定の集合組織が得られない。
一方、仕上圧延完了温度がT1-100℃未満であると、所定の集合組織が得られないので好ましくない。そのため、仕上圧延完了温度はT1-100℃以上とすることが好ましい。
ここで、各温度域の総圧下率(%)=(開始厚-終了厚)/開始厚×100で算出され、各温度域の圧下に対し、それぞれ算出される。そのため、各温度域での総圧下率を単純に合計しても100%を超えることがある。
<冷却工程>
冷却工程では、仕上圧延後の熱延鋼板を、冷却する。仕上圧延後、冷却工程の開始までの時間、および所定の温度域での平均冷却速度は、鋼板の集合組織形成に影響を与える。そのため、仕上圧延完了から冷却開始までの経過時間を2.5秒未満として、50℃/秒超150℃/秒以下の平均冷却速度でT1-150℃以下の温度まで冷却する。
仕上圧延完了から冷却開始までの経過時間が2.5秒以上である、またはT1-150℃以下までの平均冷却速度が50℃/秒以下であると、所定の集合組織が発達しない。
一方、T1-150℃以下までの平均冷却速度が150℃/秒超であると、温度制御が難しくなり、材質が不均一になり、冷間圧延性が悪くなることで鋼板の形状不良を引き起こすため、T1-150℃以下までの平均冷却速度は150℃/秒以下とすることが好ましい。
冷却停止温度は、巻取温度を確保するため、450℃以上とすることが好ましい。
冷却工程では、仕上圧延後の熱延鋼板を、冷却する。仕上圧延後、冷却工程の開始までの時間、および所定の温度域での平均冷却速度は、鋼板の集合組織形成に影響を与える。そのため、仕上圧延完了から冷却開始までの経過時間を2.5秒未満として、50℃/秒超150℃/秒以下の平均冷却速度でT1-150℃以下の温度まで冷却する。
仕上圧延完了から冷却開始までの経過時間が2.5秒以上である、またはT1-150℃以下までの平均冷却速度が50℃/秒以下であると、所定の集合組織が発達しない。
一方、T1-150℃以下までの平均冷却速度が150℃/秒超であると、温度制御が難しくなり、材質が不均一になり、冷間圧延性が悪くなることで鋼板の形状不良を引き起こすため、T1-150℃以下までの平均冷却速度は150℃/秒以下とすることが好ましい。
冷却停止温度は、巻取温度を確保するため、450℃以上とすることが好ましい。
<巻取工程>
巻取工程では、冷却工程後の熱延鋼板を、T1-150℃~450℃の温度で巻き取る。
巻取温度がT1-150℃超であると、変態がほとんど進まない内に巻き取られ、コイル内で変態が進行することで、コイル形状不良となる場合があるので好ましくない。より好ましくは、T1-150℃以下かつ800℃以下である。
一方、巻取温度が450℃未満であると、ベイナイトが過剰に生成し、鋼板の冷間圧延性が悪くなり、鋼板の形状不良を引き起こす。そのため、巻き取り温度は450℃以上であることが好ましい。
巻取工程では、冷却工程後の熱延鋼板を、T1-150℃~450℃の温度で巻き取る。
巻取温度がT1-150℃超であると、変態がほとんど進まない内に巻き取られ、コイル内で変態が進行することで、コイル形状不良となる場合があるので好ましくない。より好ましくは、T1-150℃以下かつ800℃以下である。
一方、巻取温度が450℃未満であると、ベイナイトが過剰に生成し、鋼板の冷間圧延性が悪くなり、鋼板の形状不良を引き起こす。そのため、巻き取り温度は450℃以上であることが好ましい。
<冷間圧延工程>
冷間圧延工程では、巻取工程後の熱延鋼板に、15~60%の圧下率(累積圧下率)で冷間圧延して鋼板(冷延鋼板)を得る。
15%以上の圧下率で所定の集合組織を発達させることができる。圧下率が15%未満では十分に集合組織を発達させることができない。
一方、圧下率が60%を超えると、好ましくない方位の集合組織が発達する。
冷間圧延工程では、巻取工程後の熱延鋼板に、15~60%の圧下率(累積圧下率)で冷間圧延して鋼板(冷延鋼板)を得る。
15%以上の圧下率で所定の集合組織を発達させることができる。圧下率が15%未満では十分に集合組織を発達させることができない。
一方、圧下率が60%を超えると、好ましくない方位の集合組織が発達する。
<焼鈍工程>
冷間圧延工程後の鋼板に、軟質化を目的として焼鈍を行ってもよい。この焼鈍は、鋼板の板厚中央部の組織制御による軟質化に加え、表層の炭素濃度の低減による軟質化を目的とした熱処理であってもよい。
焼鈍温度(最高到達温度)は680~950℃、680~950℃の温度域での保持時間が5~1200秒となる条件とすることが好ましい。ここでいう保持時間とは、鋼板温度が上昇して680℃に到達した時から、680~950℃で保持され、鋼板温度が低下して680℃に到達した時までの時間のことをいう。
冷間圧延工程後の鋼板に、軟質化を目的として焼鈍を行ってもよい。この焼鈍は、鋼板の板厚中央部の組織制御による軟質化に加え、表層の炭素濃度の低減による軟質化を目的とした熱処理であってもよい。
焼鈍温度(最高到達温度)は680~950℃、680~950℃の温度域での保持時間が5~1200秒となる条件とすることが好ましい。ここでいう保持時間とは、鋼板温度が上昇して680℃に到達した時から、680~950℃で保持され、鋼板温度が低下して680℃に到達した時までの時間のことをいう。
<被覆形成工程>
表面に被覆を形成する場合には、鋼板(巻取り工程後の熱延鋼板、熱延板焼鈍工程後の熱延鋼板、冷間圧延工程後の冷延鋼板または焼鈍工程後の冷延鋼板)の表面に被覆を形成し、被覆鋼板とする。被覆の方法については、特に限定するものではなく、溶融めっき法をはじめとして電気めっき法、真空蒸着法、クラッド法、溶射法等が可能である。工業的に最も普及しているのは溶融めっき法である。
被覆については、Alを含むAl系被覆やZnを含むZn系被覆等が挙げられる。
表面に被覆を形成する場合には、鋼板(巻取り工程後の熱延鋼板、熱延板焼鈍工程後の熱延鋼板、冷間圧延工程後の冷延鋼板または焼鈍工程後の冷延鋼板)の表面に被覆を形成し、被覆鋼板とする。被覆の方法については、特に限定するものではなく、溶融めっき法をはじめとして電気めっき法、真空蒸着法、クラッド法、溶射法等が可能である。工業的に最も普及しているのは溶融めっき法である。
被覆については、Alを含むAl系被覆やZnを含むZn系被覆等が挙げられる。
Al系被覆を溶融めっきで形成する場合、めっき浴にはAlの他に不純物としてFeが混入している場合が多い。また、Alを70質量%以上含有する限り、さらに上述した元素以外にめっき浴にSi、Mg、Ca、Sr、Ni、Cu、Mo、Mn、Cr、C、Nb、Ti、B、V、Sn、W、Sb、Zn、Co、In、Bi、Zr、Se、As、ミッシュメタルを含有させてもよい。
溶融めっきを行う場合、焼鈍工程後の鋼板を、室温まで冷却した後に再度昇温しめっきを行ってもよく、焼鈍後にめっき浴温近傍の450~750℃に冷却し、一旦室温まで冷却することなく溶融めっきを行ってもよい。
被覆を形成しない場合に、本工程は行わなくてよい。
溶融めっきを行う場合、焼鈍工程後の鋼板を、室温まで冷却した後に再度昇温しめっきを行ってもよく、焼鈍後にめっき浴温近傍の450~750℃に冷却し、一旦室温まで冷却することなく溶融めっきを行ってもよい。
被覆を形成しない場合に、本工程は行わなくてよい。
被覆の前処理や後処理については特に限定するものではなく、プレコートや溶剤塗布、合金化処理、調質圧延等が可能である。合金化処理として、例えば450~800℃で焼鈍することが可能である。また後処理として調質圧延は形状調整等に有用で、例えば0.1~0.5%の圧下が可能である。
〔鋼部材の製造方法〕
<熱処理工程>
熱処理工程では、本実施形態に係る鋼板を、Ac3~Ac3+300℃の温度域まで、1.0~1000℃/秒の平均加熱速度で加熱し、当該温度域で60~600秒間保持し、その後、300℃以下の温度域まで20℃/秒以上の平均冷却速度で冷却する。
昇温速度が1.0℃/秒未満であると熱処理の生産性が低下するので好ましくない。一方、昇温速度が1000℃/秒超であると混粒組織となり限界水素量が低下するので好ましくない。ここでいう平均加熱速度は、加熱開始時の鋼板表面温度と保持温度との温度差を、加熱開始時から保持温度まで達した時までの時間差で除した値である。
また、熱処理温度がAc3(℃)未満であると、冷却後にフェライトが残存し、強度が不足するので好ましくない。一方、熱処理温度がAc3+300℃超であると、組織が粗粒化し限界水素量が低下するので好ましくない。
300℃以下までの平均冷却速度が20℃/秒未満であるとフェライトやパーライトの面積率が10%以上となり、強度が不足する。
加熱時には、加熱温度±10℃以内の範囲で、1~300秒の保持を行ってもよい。
また、300℃以下の温度まで冷却した後に、鋼部材の強度を調整するために150~600℃程度の温度範囲での焼戻し処理を行ってもよい。また、ホットスタンプ成形体の一部をレーザー照射等により焼き戻しを行って部分的に軟化領域を設けても良い。
熱処理は例えばホットスタンプである。
<熱処理工程>
熱処理工程では、本実施形態に係る鋼板を、Ac3~Ac3+300℃の温度域まで、1.0~1000℃/秒の平均加熱速度で加熱し、当該温度域で60~600秒間保持し、その後、300℃以下の温度域まで20℃/秒以上の平均冷却速度で冷却する。
昇温速度が1.0℃/秒未満であると熱処理の生産性が低下するので好ましくない。一方、昇温速度が1000℃/秒超であると混粒組織となり限界水素量が低下するので好ましくない。ここでいう平均加熱速度は、加熱開始時の鋼板表面温度と保持温度との温度差を、加熱開始時から保持温度まで達した時までの時間差で除した値である。
また、熱処理温度がAc3(℃)未満であると、冷却後にフェライトが残存し、強度が不足するので好ましくない。一方、熱処理温度がAc3+300℃超であると、組織が粗粒化し限界水素量が低下するので好ましくない。
300℃以下までの平均冷却速度が20℃/秒未満であるとフェライトやパーライトの面積率が10%以上となり、強度が不足する。
加熱時には、加熱温度±10℃以内の範囲で、1~300秒の保持を行ってもよい。
また、300℃以下の温度まで冷却した後に、鋼部材の強度を調整するために150~600℃程度の温度範囲での焼戻し処理を行ってもよい。また、ホットスタンプ成形体の一部をレーザー照射等により焼き戻しを行って部分的に軟化領域を設けても良い。
熱処理は例えばホットスタンプである。
Ac3(℃)は、鋼板(ホットスタンプ用鋼板の化学組成における各元素の含有量(質量%)を用いて、以下の式(4)から計算される。
Ac3=854×179×C+44×Si-14×Mn-18×Ni-2×Cr ・・・(4)
ここで式中の元素記号は、鋼板中の各元素の質量%での含有量である。
Ac3=854×179×C+44×Si-14×Mn-18×Ni-2×Cr ・・・(4)
ここで式中の元素記号は、鋼板中の各元素の質量%での含有量である。
鋳造によって、表1-1~表1-10に記載の化学組成(取鍋分析値)を有するスラブを得た。
このスラブを、スラブ中心部が表2-1~表2-6の「加熱温度(℃)」に記載の温度になるまで加熱し、1200℃以上の温度で表2-1~表2-6の「保持時間(分)」保持されるように制御した。
加熱後のスラブを、熱間圧延(粗圧延及び仕上圧延)によって熱延鋼板とした。粗圧延では、粗圧延最終段を含む圧延パスで30%以上の圧下率で表2-1~表2-6の「圧下率30%以上の圧延回数(回)」に記載の回数粗圧延を行い、且つ「粗圧延完了温度(℃)」の温度で圧延完了となるように圧延を施した。粗圧延板は板厚が25~50mmの範囲で制御した。
粗圧延完了後は、仕上げ圧延開始まで、表2-1~表2-6の「粗圧延完了後仕上げ圧延開始までの時間trs(秒)」に記載の時間の間、圧下を行わなかった。
仕上げ圧延では、「仕上げ圧延開始温度T1(℃)」で圧延を開始し、「T1~T1+150℃での総圧下率(%)」および「T1℃未満での総圧下率(%)」が表2-1~表2-6の値になるように圧延し、「仕上げ圧延完了温度(℃)」で圧延を完了した。
仕上げ圧延後の板厚は、4.5~2.0mmとした。
仕上げ圧延完了後、表2-7~表2-12に記載の「冷却開始までの時間(秒)」経過後に冷却を開始した。表2-7~表2-12の「平均冷却速度(℃/秒)」で「冷却停止温度(℃)」まで冷却し、「巻き取り温度(℃)」でコイルに巻き取った後、室温まで空冷した。
次いで、得られた熱延鋼板に対し、表2-7~表2-12の「圧下率(%)」で冷間圧延し、冷延鋼板とした。冷延鋼板の一部についてはさらに、表2-7~表2-12の「焼鈍温度(℃)」、「焼鈍時保持時間(秒)」で焼鈍した。また一部の例については、焼鈍後に溶融亜鉛めっき(GI)、合金化溶融亜鉛めっき(GA)、Alめっき(Al)による被覆(めっき)を施した。めっきは公知の方法で行った。GAは、溶融亜鉛めっき後に500~570℃の温度域に加熱し合金化を促進した。また、一部の例については、焼鈍後0.2%の伸び率で調質圧延を施した。
このスラブを、スラブ中心部が表2-1~表2-6の「加熱温度(℃)」に記載の温度になるまで加熱し、1200℃以上の温度で表2-1~表2-6の「保持時間(分)」保持されるように制御した。
加熱後のスラブを、熱間圧延(粗圧延及び仕上圧延)によって熱延鋼板とした。粗圧延では、粗圧延最終段を含む圧延パスで30%以上の圧下率で表2-1~表2-6の「圧下率30%以上の圧延回数(回)」に記載の回数粗圧延を行い、且つ「粗圧延完了温度(℃)」の温度で圧延完了となるように圧延を施した。粗圧延板は板厚が25~50mmの範囲で制御した。
粗圧延完了後は、仕上げ圧延開始まで、表2-1~表2-6の「粗圧延完了後仕上げ圧延開始までの時間trs(秒)」に記載の時間の間、圧下を行わなかった。
仕上げ圧延では、「仕上げ圧延開始温度T1(℃)」で圧延を開始し、「T1~T1+150℃での総圧下率(%)」および「T1℃未満での総圧下率(%)」が表2-1~表2-6の値になるように圧延し、「仕上げ圧延完了温度(℃)」で圧延を完了した。
仕上げ圧延後の板厚は、4.5~2.0mmとした。
仕上げ圧延完了後、表2-7~表2-12に記載の「冷却開始までの時間(秒)」経過後に冷却を開始した。表2-7~表2-12の「平均冷却速度(℃/秒)」で「冷却停止温度(℃)」まで冷却し、「巻き取り温度(℃)」でコイルに巻き取った後、室温まで空冷した。
次いで、得られた熱延鋼板に対し、表2-7~表2-12の「圧下率(%)」で冷間圧延し、冷延鋼板とした。冷延鋼板の一部についてはさらに、表2-7~表2-12の「焼鈍温度(℃)」、「焼鈍時保持時間(秒)」で焼鈍した。また一部の例については、焼鈍後に溶融亜鉛めっき(GI)、合金化溶融亜鉛めっき(GA)、Alめっき(Al)による被覆(めっき)を施した。めっきは公知の方法で行った。GAは、溶融亜鉛めっき後に500~570℃の温度域に加熱し合金化を促進した。また、一部の例については、焼鈍後0.2%の伸び率で調質圧延を施した。
得られた鋼板について、上記の要領で1/4深さ位置のミクロ組織を観察した。フェライト、パーライトの面積率を表2-7~表2-12に示す。ミクロ組織の残部は表に記載していないが、ベイナイト、マルテンサイト、セメンタイト、および残留オーステナイトの1種以上であった。
また、得られた鋼板について、{111}<011>のランダム強度比I1、{111}<112>のランダム強度比I2、{100}<011>のランダム強度比I3、{100}<001>のランダム強度比I4の比、(I1+I3)/(I2+I4)を測定した。
結果を表2-7~表2-12に示す。
結果を表2-7~表2-12に示す。
また、上記の鋼板に対し、表3-1~表3-6に記載の「加熱温度(℃)」まで「平均加熱速度(℃/秒)」で加熱し、「加熱保持時間(秒)」保持した後、「平均冷却速度(℃/秒)」で「冷却完了温度(℃)」まで冷却する熱処理を行って鋼部材を得た。
一部の例については、熱処理後さらに150℃で25分の焼き戻しを行った。
一部の例については、熱処理後さらに150℃で25分の焼き戻しを行った。
得られた鋼部材について、上記の要領で1/4深さ位置のミクロ組織を観察した。硬質組織の面積率(マルテンサイト、ベイナイトおよび焼き戻しマルテンサイトの合計の面積率)を表3-1~表3-6に示す。
また得られた鋼部材について、引張強さの代替指標として、ビッカース硬さを測定した。
具体的には、鋼部材の端面から50mm以上離れた位置から表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出した。サンプルは、圧延方向に10mm観察できる大きさとした。サンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液及び純水に分散させた液体を使用して鏡面に仕上げた。鏡面に仕上げた断面に対し、母材鋼板の表面から板厚の1/4深さ位置において、マイクロビッカース硬さ試験機を用いて、板面と平行な方向に、試験力9.807Nで、圧痕の3倍以上の間隔で硬さを測定した。合計で20点測定し、その平均値を鋼部材のビッカース硬さ(MHV)とした。
結果を表3-1~表3-6に示す。
ビッカース硬さ(HV1)が450以上であれば、十分な強度(引張強さ)を有すると判断した。
具体的には、鋼部材の端面から50mm以上離れた位置から表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出した。サンプルは、圧延方向に10mm観察できる大きさとした。サンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度が1~6μmのダイヤモンドパウダーをアルコール等の希釈液及び純水に分散させた液体を使用して鏡面に仕上げた。鏡面に仕上げた断面に対し、母材鋼板の表面から板厚の1/4深さ位置において、マイクロビッカース硬さ試験機を用いて、板面と平行な方向に、試験力9.807Nで、圧痕の3倍以上の間隔で硬さを測定した。合計で20点測定し、その平均値を鋼部材のビッカース硬さ(MHV)とした。
結果を表3-1~表3-6に示す。
ビッカース硬さ(HV1)が450以上であれば、十分な強度(引張強さ)を有すると判断した。
また、得られた鋼部材について、耐水素脆化特性を低ひずみ速度引張試験(SSRT:Slow Strain Rate Technique)により評価した。
具体的には、鋼部材の端面から50mm以上離れた平坦部から、サンプルを切り出し、厚さ1.2mmまで研磨仕上げで表裏面を同量ずつ減厚し、幅9.0mm×長さ120mmの試験片を採取した。この試験片は、平行部長さを20mm、平行部の幅を2.0mmとし、平行部の中央両側にノッチ深さ0.35mm及びノッチ底半径0.1mmのUノッチを設けた。
このUノッチを設けた試験片を3%NaCl溶液に浸漬し、電源としてガルバノスタットを用いて試験片表面の浸漬部位での電流密度が0.1mA/cm2になるように制御して24時間の水素チャージを行った。次に、水素をチャージした試験片に引張速度0.0060mm/分にて低ひずみ速度引張試験を行い、破断時の応力(SSRT TS(MPa))を調査した。同一の製造No.について同様の試験を3回実施し、このような水素環境下での破断荷重の3回の平均値を求めた。
SSRT TSと鋼部材のビッカース硬さ(MHV)との関係が、以下の式を満たす場合に、優れた耐水素脆化特性を有すると判断した(表中GOOD)。
SSRT TS≧2240-2.64×MHV
結果を表3-1~表3-6に示す。
具体的には、鋼部材の端面から50mm以上離れた平坦部から、サンプルを切り出し、厚さ1.2mmまで研磨仕上げで表裏面を同量ずつ減厚し、幅9.0mm×長さ120mmの試験片を採取した。この試験片は、平行部長さを20mm、平行部の幅を2.0mmとし、平行部の中央両側にノッチ深さ0.35mm及びノッチ底半径0.1mmのUノッチを設けた。
このUノッチを設けた試験片を3%NaCl溶液に浸漬し、電源としてガルバノスタットを用いて試験片表面の浸漬部位での電流密度が0.1mA/cm2になるように制御して24時間の水素チャージを行った。次に、水素をチャージした試験片に引張速度0.0060mm/分にて低ひずみ速度引張試験を行い、破断時の応力(SSRT TS(MPa))を調査した。同一の製造No.について同様の試験を3回実施し、このような水素環境下での破断荷重の3回の平均値を求めた。
SSRT TSと鋼部材のビッカース硬さ(MHV)との関係が、以下の式を満たす場合に、優れた耐水素脆化特性を有すると判断した(表中GOOD)。
SSRT TS≧2240-2.64×MHV
結果を表3-1~表3-6に示す。















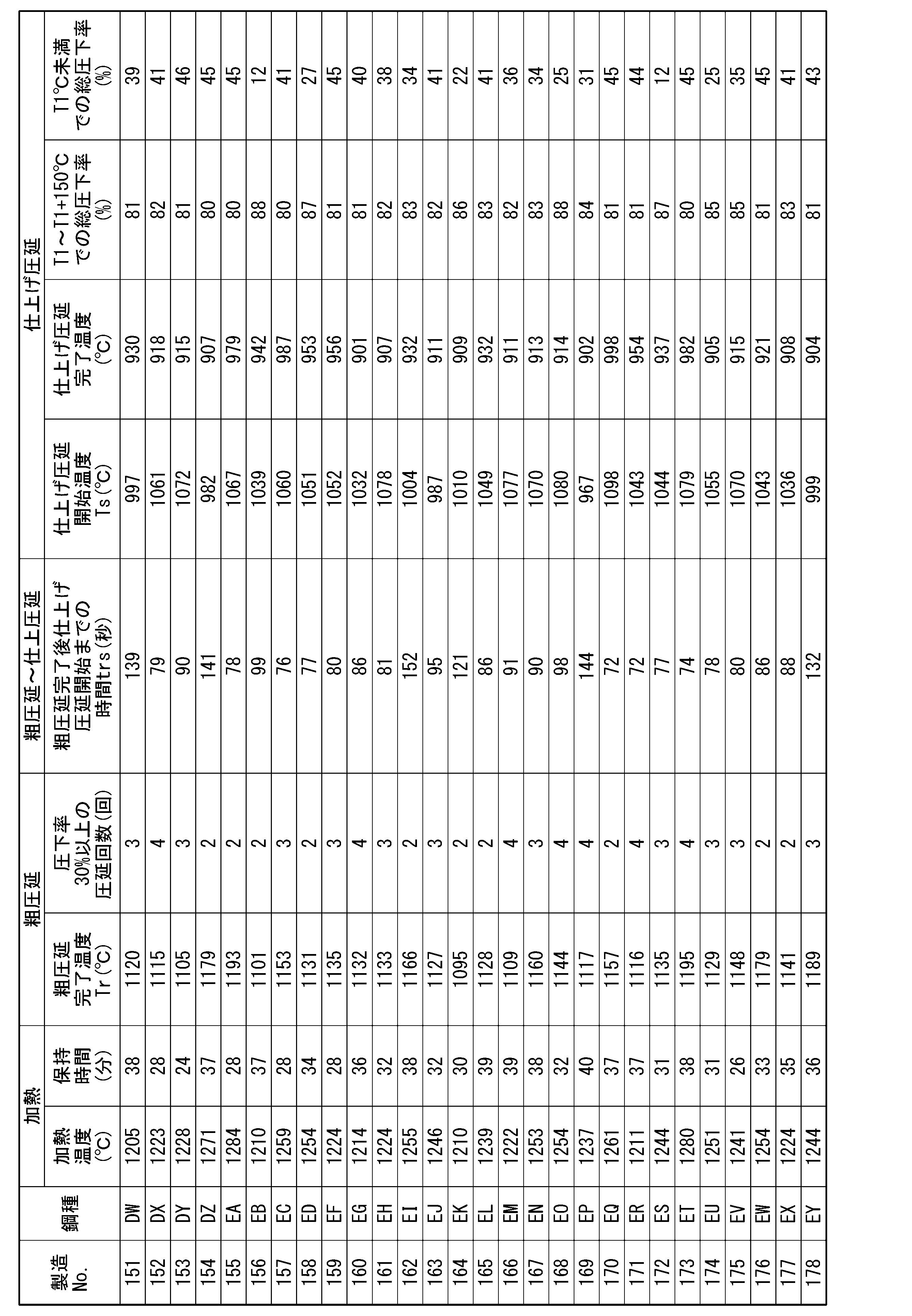






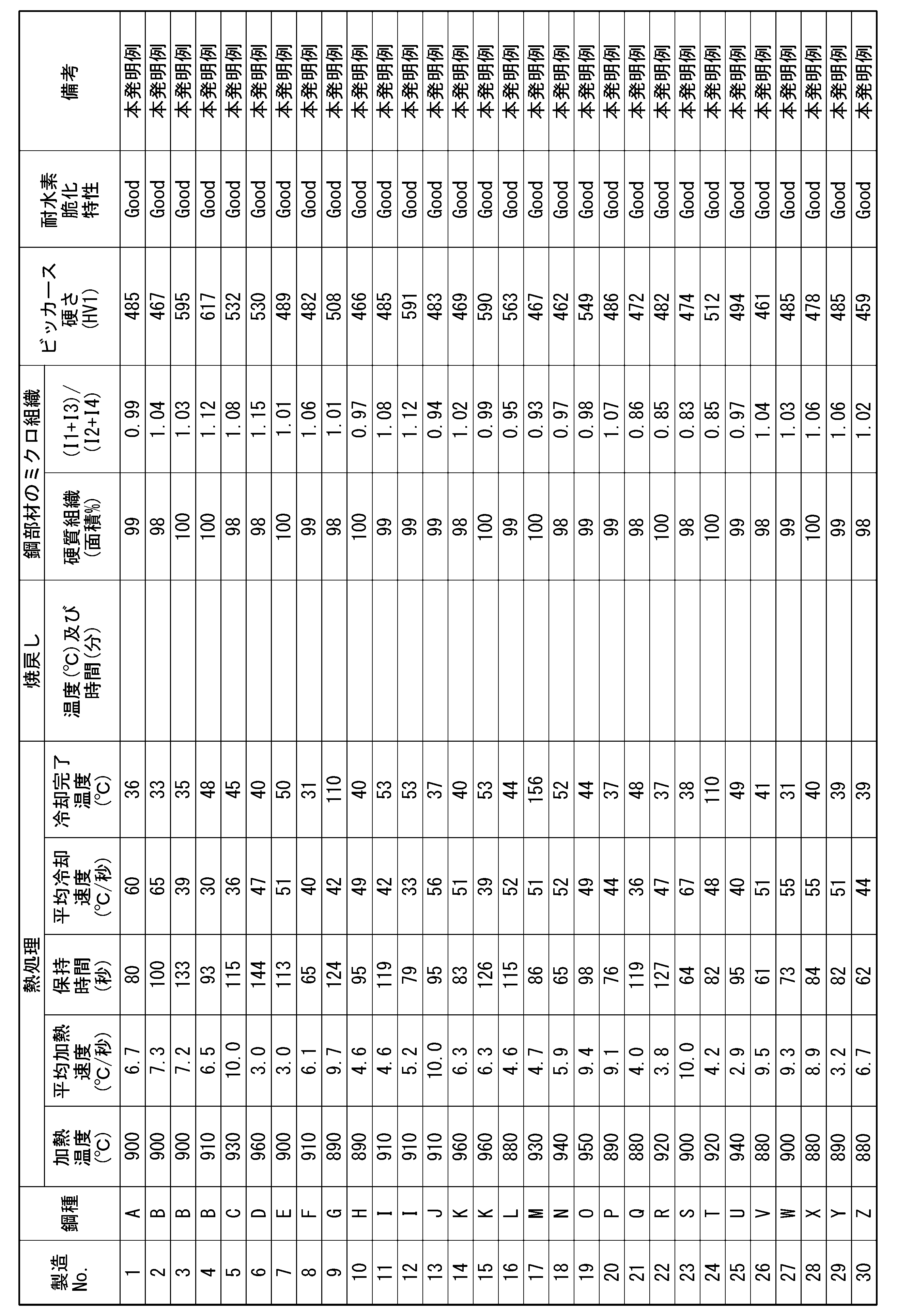





表1-1~表3-6から分かるように、本発明例の鋼部材では、化学組成、ミクロ組織(各相の面積率)及び集合組織が所定の範囲にあり、その結果、ビッカース硬さが高く(すなわち引張強さが高く)、かつ耐水素脆性に優れていた。
これに対し、比較例の鋼部材では、化学組成、ミクロ組織(各相の面積率)及び集合組織の1つ以上が本発明範囲を外れていた。その結果、鋼部材のビッカース硬さ、耐水素脆性のいずれかまたは両方が劣っていた。
これに対し、比較例の鋼部材では、化学組成、ミクロ組織(各相の面積率)及び集合組織の1つ以上が本発明範囲を外れていた。その結果、鋼部材のビッカース硬さ、耐水素脆性のいずれかまたは両方が劣っていた。
本発明によれば、高い引張強さを有し、かつ耐水素脆性に優れる鋼部材、及びこの鋼部材の素材となる鋼板を提供することができる。そのため、産業上の利用可能性が高い。
Claims (9)
- 化学組成が、質量%で、
C:0.260~0.700%、
Si:0~2.000%、
Mn:0~3.00%、
Al:0~1.000%、
Nb:0~0.100%、
Ti:0~0.200%、
Cr:0~1.00%、
B:0~0.0200%、
Mo:0~1.00%、
W:0~2.00%、
Co:0~1.00%、
Ni:0~2.00%、
Cu:0~2.00%、
V:0~1.00%、
Ca:0~0.200%、
Mg:0~0.20%、
REM:0~0.300%、
Sb:0~1.00%、
Sn:0~1.00%、
Zr:0~1.00%、
As:0~1.00%、
Se:0~1.00%、
Bi:0~1.00%、
Ta:0~1.00%、
Re:0~1.00%、
Os:0~1.00%、
Ir:0~1.00%、
Tc:0~1.00%、
P:0.100%以下、
S:0.0100%以下、
N:0.020%以下、
O:0.010%以下、及び
残部:Feおよび不純物であり、
表面から厚さ方向に厚さの1/4の位置を中心とする前記表面から前記厚さの1/8の位置~前記厚さの3/8の位置の間の範囲を1/4深さ位置としたとき、
前記1/4深さ位置のミクロ組織が、面積率で、
マルテンサイト、ベイナイトおよび焼き戻しマルテンサイト:合計で90%以上であり、
前記1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、
前記I1、前記I2、前記I3及び前記I4が、以下式(1)を満たす集合組織を有する、
ことを特徴とする、鋼部材。
(I1+I3)/(I2+I4)≦1.20 ・・・(1) - 前記化学組成が、質量%で、
Nb:0.005~0.100%、
Ti:0.005~0.200%、
Cr:0.01~1.00%、
B:0.0010~0.0200%、
Mo:0.01~1.00%、
W:0.001~2.00%、
Co:0.01~1.00%、
Ni:0.01~2.00%、
Cu:0.01~2.00%、
V:0.01~1.00%、
Ca:0.001~0.200%、
Mg:0.01~0.20%、
REM:0.001~0.300%、
Sb:0.01~1.00%、
Sn:0.01~1.00%、
Zr:0.01~1.00%、
As:0.01~1.00%、
Se:0.01~1.00%、
Bi:0.01~1.00%、
Ta:0.01~1.00%、
Re:0.01~1.00%、
Os:0.01~1.00%、
Ir:0.01~1.00%、及び
Tc:0.01~1.00%、
からなる群から選択される1種以上を有する、
ことを特徴とする、請求項1に記載の鋼部材。 - 前記1/4深さ位置のビッカース硬さが、450以上である、
ことを特徴とする、請求項1または2に記載の鋼部材。 - 前記鋼部材の前記表面に、被覆を有する、
ことを特徴とする、請求項1~3のいずれか一項に記載の鋼部材。 - 前記被覆が、Fe-Al系被覆、またはFe-Zn系被覆である、
ことを特徴とする、請求項4に記載の鋼部材。 - 化学組成が、質量%で、
C:0.260~0.700%、
Si:0~2.000%、
Mn:0~3.00%、
Al:0~1.000%、
Nb:0~0.100%、
Ti:0~0.200%、
Cr:0~1.00%、
B:0~0.0200%、
Mo:0~1.00%、
W:0~2.00%、
Co:0~1.00%、
Ni:0~2.00%、
Cu:0~2.00%、
V:0~1.00%、
Ca:0~0.200%、
Mg:0~0.20%、
REM:0~0.300%、
Sb:0~1.00%、
Sn:0~1.00%、
Zr:0~1.00%、
As:0~1.00%、
Se:0~1.00%、
Bi:0~1.00%、
Ta:0~1.00%、
Re:0~1.00%、
Os:0~1.00%、
Ir:0~1.00%、
Tc:0~1.00%、
P:0.100%以下、
S:0.0100%以下、
N:0.020%以下、
O:0.010%以下、及び
残部:Feおよび不純物であり、
表面から板厚方向に板厚の1/4の位置を中心とする前記表面から前記板厚の1/8の位置~前記板厚の3/8の位置の間の範囲を1/4深さ位置としたとき、
前記1/4深さ位置において、{111}<011>のランダム強度比をI1、{111}<112>のランダム強度比をI2、{100}<011>のランダム強度比をI3、{100}<001>のランダム強度比をI4としたとき、
前記I1、前記I2、前記I3及び前記I4が、以下式(1)を満たす集合組織を有する、
ことを特徴とする、鋼板。
(I1+I3)/(I2+I4)≦1.20 ・・・(1) - 前記化学組成が、質量%で、
Nb:0.005~0.100%、
Ti:0.005~0.200%、
Cr:0.01~1.00%、
B:0.0010~0.0200%、
Mo:0.01~1.00%、
W:0.001~2.00%、
Co:0.01~1.00%、
Ni:0.01~2.00%、
Cu:0.01~2.00%、
V:0.01~1.00%、
Ca:0.001~0.200%、
Mg:0.01~0.20%、
REM:0.001~0.300%、
Sb:0.01~1.00%、
Sn:0.01~1.00%、
Zr:0.01~1.00%、
As:0.01~1.00%、
Se:0.01~1.00%、
Bi:0.01~1.00%、
Ta:0.01~1.00%、
Re:0.01~1.00%、
Os:0.01~1.00%、
Ir:0.01~1.00%、及び
Tc:0.01~1.00%、
からなる群から選択される1種以上を有する、
ことを特徴とする、請求項6に記載の鋼板。 - 前記鋼板の前記表面に、被覆を有する、
ことを特徴とする、請求項6または7に記載の鋼板。 - 前記被覆が、Al系被覆またはZn系被覆である、
ことを特徴とする、請求項8に記載の鋼板。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-038696 | 2023-03-13 | ||
| JP2023038696 | 2023-03-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024190491A1 true WO2024190491A1 (ja) | 2024-09-19 |
Family
ID=92755571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/008038 WO2024190491A1 (ja) | 2023-03-13 | 2024-03-04 | 鋼部材及び鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024190491A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007284776A (ja) * | 2006-04-20 | 2007-11-01 | Nippon Steel Corp | プレス成形性の良好な高強度高ヤング率鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板及び鋼管、並びにそれらの製造方法 |
| JP2012172159A (ja) * | 2011-02-17 | 2012-09-10 | Nippon Steel Corp | 均一変形能及び局部変形能に優れた高強度冷延鋼板 |
| JP2015151600A (ja) * | 2014-02-18 | 2015-08-24 | 新日鐵住金株式会社 | 熱延鋼板の製造方法 |
| WO2019186930A1 (ja) * | 2018-03-29 | 2019-10-03 | 日本製鉄株式会社 | ホットスタンプ成形体 |
-
2024
- 2024-03-04 WO PCT/JP2024/008038 patent/WO2024190491A1/ja unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007284776A (ja) * | 2006-04-20 | 2007-11-01 | Nippon Steel Corp | プレス成形性の良好な高強度高ヤング率鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板及び鋼管、並びにそれらの製造方法 |
| JP2012172159A (ja) * | 2011-02-17 | 2012-09-10 | Nippon Steel Corp | 均一変形能及び局部変形能に優れた高強度冷延鋼板 |
| JP2015151600A (ja) * | 2014-02-18 | 2015-08-24 | 新日鐵住金株式会社 | 熱延鋼板の製造方法 |
| WO2019186930A1 (ja) * | 2018-03-29 | 2019-10-03 | 日本製鉄株式会社 | ホットスタンプ成形体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6638870B1 (ja) | 鋼部材およびその製造方法 | |
| US8657969B2 (en) | High-strength galvanized steel sheet with excellent formability and method for manufacturing the same | |
| WO2018026014A1 (ja) | 鋼板及びめっき鋼板 | |
| JP7239009B2 (ja) | 熱延鋼板 | |
| WO2018026015A1 (ja) | 鋼板及びめっき鋼板 | |
| WO2020179292A1 (ja) | 熱延鋼板 | |
| JPWO2020080553A1 (ja) | 熱延鋼板およびその製造方法 | |
| WO2020145256A1 (ja) | 鋼板及びその製造方法 | |
| WO2020166231A1 (ja) | 鋼板及びその製造方法 | |
| JP7216933B2 (ja) | 鋼板およびその製造方法 | |
| JP7348574B2 (ja) | 熱延鋼板 | |
| WO2023095870A1 (ja) | 亜鉛めっき鋼板 | |
| CN113260721A (zh) | 钢板及其制造方法 | |
| WO2023095920A1 (ja) | 鋼部材及び鋼板 | |
| JP7260825B2 (ja) | 熱延鋼板 | |
| WO2024190491A1 (ja) | 鋼部材及び鋼板 | |
| JP7549277B2 (ja) | ホットスタンプ用鋼板およびホットスタンプ成形体 | |
| JP7541653B1 (ja) | 鋼板および部材、ならびに、それらの製造方法 | |
| JP7311069B1 (ja) | 鋼板および部材、ならびに、それらの製造方法 | |
| JP7303460B2 (ja) | 鋼板およびその製造方法 | |
| WO2022158469A1 (ja) | 鋼材 | |
| WO2024053701A1 (ja) | 熱延鋼板 | |
| WO2024122037A1 (ja) | 高強度鋼板、高強度鋼板を用いてなる部材、部材からなる自動車の骨格構造部品用又は自動車の補強部品、ならびに高強度鋼板及び部材の製造方法 | |
| WO2024190769A1 (ja) | 鋼部材及び鋼板 | |
| WO2023145146A1 (ja) | 亜鉛めっき鋼板および部材、ならびに、それらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24770602 Country of ref document: EP Kind code of ref document: A1 |