JP7131248B2 - 可塑化装置および三次元造形装置 - Google Patents
可塑化装置および三次元造形装置 Download PDFInfo
- Publication number
- JP7131248B2 JP7131248B2 JP2018178938A JP2018178938A JP7131248B2 JP 7131248 B2 JP7131248 B2 JP 7131248B2 JP 2018178938 A JP2018178938 A JP 2018178938A JP 2018178938 A JP2018178938 A JP 2018178938A JP 7131248 B2 JP7131248 B2 JP 7131248B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- groove
- communication hole
- plasticizing device
- barrel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/314—Preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/18—Formation of a green body by mixing binder with metal in filament form, e.g. fused filament fabrication [FFF]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/13—Auxiliary heating means to preheat the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
- B22F12/226—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/53—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/55—Two or more means for feeding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/241—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/255—Enclosures for the building material, e.g. powder containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/10—Pre-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/102—Metallic powder coated with organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
Description
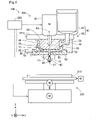
図1は、第1実施形態における三次元造形装置100の概略構成を示す説明図である。図1には、互いに直交するX,Y,Z方向に沿った矢印が表されている。X方向およびY方向は、水平方向に沿った方向であり、Z方向は、鉛直方向に沿った方向である。他の図においても、X,Y,Z方向に沿った矢印が、適宜、表されている。図1におけるX,Y,Z方向と、他の図におけるX,Y,Z方向とは、同じ方向を表している。
<熱可塑性樹脂材料の例>
ポリプロピレン樹脂(PP)、ポリエチレン樹脂(PE)、ポリアセタール樹脂(POM)、ポリ塩化ビニル樹脂(PVC)、ポリアミド樹脂(PA)、アクリロニトリル・ブタジエン・スチレン樹脂(ABS)、ポリ乳酸樹脂(PLA)、ポリフェニレンサルファイド樹脂(PPS)、ポリエーテルエーテルケトン(PEEK)、ポリカーボネート(PC)、変性ポリフェニレンエーテル、ポリブチレンテレフタレート、ポリエチレンテレフタレートなどの汎用エンジニアリングプラスチック、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンサルファイド、ポリアリレート、ポリイミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルエーテルケトンなどのエンジニアリングプラスチック。
<金属材料の例>
マグネシウム(Mg)、鉄(Fe)、コバルト(Co)やクロム(Cr)、アルミニウム(Al)、チタン(Ti)、銅(Cu)、ニッケル(Ni)の単一の金属、もしくはこれらの金属を1つ以上含む合金。
<合金の例>
マルエージング鋼、ステンレス、コバルトクロムモリブデン、チタニウム合金、ニッケル合金、アルミニウム合金、コバルト合金、コバルトクロム合金。
<溶剤の例>
水;エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル等の(ポリ)アルキレングリコールモノアルキルエーテル類;酢酸エチル、酢酸n-プロピル、酢酸iso-プロピル、酢酸n-ブチル、酢酸iso-ブチル等の酢酸エステル類;ベンゼン、トルエン、キシレン等の芳香族炭化水素類;メチルエチルケトン、アセトン、メチルイソブチルケトン、エチル-n-ブチルケトン、ジイソプロピルケトン、アセチルアセトン等のケトン類;エタノール、プロパノール、ブタノール等のアルコール類;テトラアルキルアンモニウムアセテート類;ジメチルスルホキシド、ジエチルスルホキシド等のスルホキシド系溶剤;ピリジン、γ-ピコリン、2,6-ルチジン等のピリジン系溶剤;テトラアルキルアンモニウムアセテート(例えば、テトラブチルアンモニウムアセテート等);ブチルカルビトールアセテート等のイオン液体等。
<バインダーの例>
アクリル樹脂、エポキシ樹脂、シリコーン樹脂、セルロース系樹脂或いはその他の合成樹脂又はPLA(ポリ乳酸)、PA(ポリアミド)、PPS(ポリフェニレンサルファイド)、PEEK(ポリエーテルエーテルケトン)或いはその他の熱可塑性樹脂。
図4は、第2実施形態の三次元造形装置100bの概略構成を示す説明図である。第2実施形態の三次元造形装置100bでは、吐出ユニット200bが第1ノズル部60Aと、第2ノズル部60Bとを備えていることが第1実施形態と異なる。また、第2実施形態の三次元造形装置100bでは、可塑化装置90bにおける可塑化部30bの構成が第1実施形態と異なる。その他の構成は、特に説明しない限り、図1に示した第1実施形態と同じである。
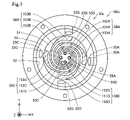
図7は、第3実施形態におけるバレル50cの底面51の構成を示す上面図である。第3実施形態の三次元造形装置100cでは、吐出ユニット200cにおけるバレル50cの形態が第2実施形態と異なる。具体的には、バレル50cの底面51には、それぞれが別々のノズル孔61に連通する、第1連通孔55Aと、第2連通孔55Bと、第3連通孔55Cと、第4連通孔55Dとが形成されている。また、バレル50cの底面51には、第1連通孔55Aに接続する第1溝部56Aと、第2連通孔55Bに接続する第2溝部56Bと、第3連通孔55Cに接続する第3溝部56Cと、第4連通孔55Dに接続する第4溝部56Dとが形成されている。バレル50cにおける側壁面52を構成する部分には、第1溝部56Aに材料を供給する第1供給口25Aと、第2溝部56Bに材料を供給する第2供給口25Bと、第3溝部56Cに材料を供給する第3供給口25Cと、第4溝部56Dに材料を供給する第4供給口25Dとが形成されている。その他の構成は、特に説明しない限り、第2実施形態と同じである。尚、図7では、技術の理解を容易にするために、各溝部56A,56B,56C,56Dにハッチングが施されている。
(D1)上述した各実施形態の三次元造形装置100,100b,100cにおいて、フラットスクリュー40の羽根部43は、回転軸RXに平行に設けられている。これに対して、羽根部43は、回転軸RXに対して傾斜した面を有してもよい。具体的には、回転しているフラットスクリュー40の羽根部43において、フラットスクリュー40の回転方向における前側の面に材料が接触した際に、材料が端面45側に向かって押し出されるように、フラットスクリュー40の回転方向における前側の羽根部43の面が、回転軸RXに対して傾斜してもよい。この場合、回転するフラットスクリュー40の羽根部43によって、フラットスクリュー40とバレル50との間の材料を、バレル50の底面51に向かって圧送できる。そのため、溝部56に対して、材料がより供給されやすくできる。
本開示は、上述した実施形態に限られるものではなく、その趣旨を逸脱しない範囲において種々の形態で実現することができる。例えば、本開示は、以下の形態によっても実現可能である。以下に記載した各形態中の技術的特徴に対応する上記実施形態中の技術的特徴は、本開示の課題の一部又は全部を解決するために、あるいは、本開示の効果の一部又は全部を達成するために、適宜、差し替えや、組み合わせを行うことが可能である。また、その技術的特徴が本明細書中に必須なものとして説明されていなければ、適宜、削除することが可能である。
この形態の可塑化装置によれば、一対の回転体とバレルとによって、材料を可塑化して、複数の連通孔から溶融材料を吐出できる。そのため、可塑化装置が組み込まれた装置の構成を複雑化させることなく、複数のノズルに溶融材料を供給できる。
この形態の可塑化装置によれば、バレルに形成された各溝部が渦状であるため、回転体の回転によって、材料を各溝部内において溶融させて、連通孔に向かって輸送させやすくできる。
この形態の可塑化装置によれば、各連通孔から異なる流量や異なる圧力の溶融材料を吐出することができる。
この形態の可塑化装置によれば、羽根部によって、回転体とバレルとの間の材料を撹拌できるため、それぞれの溝部内に、材料を流入させやすくできる。
この形態の可塑化装置によれば、それぞれの溝部に近い位置から材料が供給されるため、それぞれの溝部に材料を流入させやすくできる。
この形態の三次元造形装置によれば、一の可塑化装置によって各ノズルに溶融材料を供給できる。そのため、三次元造形装置の構成を複雑化させることなく、複数のノズルから溶融材料を吐出することができる。
この形態の三次元造形装置によれば、それぞれのノズルから異なる流量の造形材料を吐出することができる。
この形態の三次元造形装置によれば、それぞれの弁機構によって、それぞれのノズルからの造形材料の吐出のオンオフを切替えることができる。
この形態の三次元造形装置によれば、第1連通孔に圧送される造形材料の圧力を高めることができるため、ノズル径の小さな第1ノズルから吐出される造形材料の吐出量の低下を抑制できる。
Claims (9)
- 材料を可塑化して溶融材料にする可塑化装置であって、
駆動モーターと、
前記駆動モーターによって回転軸を中心に回転し、前記回転軸に垂直な端面を有する回転体と、
前記回転体の前記端面に対向する底面と、ヒーターとを有するバレルと、
前記回転体と前記バレルとの間に前記材料を供給する材料供給部と、
を備え、
前記バレルの前記底面には、前記溶融材料が流出する第1連通孔と、前記第1連通孔に接続された第1溝部と、前記溶融材料が流出する第2連通孔と、前記第2連通孔に接続された第2溝部とが形成される、
可塑化装置。 - 請求項1に記載の可塑化装置であって、
前記第1溝部と前記第2溝部とは、それぞれ、渦状に形成される、可塑化装置。 - 請求項1または請求項2に記載の可塑化装置であって、
前記第1溝部の形状は、前記第2溝部の形状とは異なる、可塑化装置。 - 請求項1から請求項3のいずれか一項に記載の可塑化装置であって、
前記回転体は、前記端面に交差する側面から外周に向かって突き出した、板状の複数の羽根部を有する、可塑化装置。 - 請求項1から請求項4のいずれか一項に記載の可塑化装置であって、
前記バレルは、前記第1溝部に前記材料を供給する第1供給口と、前記第2溝部に前記材料を供給する第2供給口とを有する、可塑化装置。 - 三次元造形装置であって、
造形材料を吐出する第1ノズルおよび第2ノズルと、
材料を可塑化して前記造形材料にして、前記第1ノズルおよび前記第2ノズルに前記造形材料を供給する可塑化装置と、
前記可塑化装置を制御する制御部と、
を備え、
前記可塑化装置は、
駆動モーターと、
前記駆動モーターによって回転軸を中心に回転し、前記回転軸に垂直な端面を有する回転体と、
前記回転体の前記端面に対向する底面と、ヒーターとを有するバレルと、
前記回転体と前記バレルとの間に前記材料を供給する材料供給部と、
を備え、
前記バレルの前記底面には、前記第1ノズルへと前記造形材料が流出する第1連通孔と、前記第1連通孔に接続された第1溝部と、前記第2ノズルへと前記造形材料が流出する第2連通孔と、前記第2連通孔に接続された第2溝部とが形成される、三次元造形装置。 - 請求項6に記載の三次元造形装置であって、
前記第1ノズルと前記第2ノズルとは、ノズル径とノズル長さのうちの少なくとも一方が異なる、三次元造形装置。 - 請求項6または請求項7に記載の三次元造形装置であって、
前記第1連通孔と前記第1ノズルとの間と、前記第2連通孔と前記第2ノズルとの間とのうちの少なくとも一方に、弁機構を備える、三次元造形装置。 - 請求項6から請求項8のいずれか一項に記載の三次元造形装置であって、
前記第1ノズルのノズル径は、前記第2ノズルのノズル径よりも小さく、
前記第1溝部の断面積は、前記第2溝部の断面積よりも小さい、三次元造形装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018178938A JP7131248B2 (ja) | 2018-09-25 | 2018-09-25 | 可塑化装置および三次元造形装置 |
| US16/579,958 US11034088B2 (en) | 2018-09-25 | 2019-09-24 | Plasticizing device and three-dimensional shaping device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018178938A JP7131248B2 (ja) | 2018-09-25 | 2018-09-25 | 可塑化装置および三次元造形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020049693A JP2020049693A (ja) | 2020-04-02 |
| JP7131248B2 true JP7131248B2 (ja) | 2022-09-06 |
Family
ID=69884421
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018178938A Active JP7131248B2 (ja) | 2018-09-25 | 2018-09-25 | 可塑化装置および三次元造形装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US11034088B2 (ja) |
| JP (1) | JP7131248B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3797971B1 (en) | 2017-08-24 | 2022-02-16 | Seiko Epson Corporation | Three-dimensional shaping apparatus |
| JP7180244B2 (ja) | 2018-09-27 | 2022-11-30 | セイコーエプソン株式会社 | 可塑化装置 |
| JP7159814B2 (ja) | 2018-11-28 | 2022-10-25 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形物の製造方法 |
| JP7528559B2 (ja) | 2020-06-26 | 2024-08-06 | セイコーエプソン株式会社 | 三次元造形装置 |
| JP2022100655A (ja) * | 2020-12-24 | 2022-07-06 | セイコーエプソン株式会社 | 三次元造形装置、および三次元造形物の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150165682A1 (en) | 2013-12-13 | 2015-06-18 | Xyzprinting, Inc. | Three-dimensional printing apparatus and printing head module |
| JP2018187777A (ja) | 2017-04-28 | 2018-11-29 | セイコーエプソン株式会社 | 三次元造形装置及び三次元造形方法 |
| JP2020520290A (ja) | 2017-05-11 | 2020-07-09 | ファーマプリント エル・エル・シーPharmaprint LLC | 3d印刷による薬剤オブジェクトの生産システムおよび方法 |
Family Cites Families (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3355764A (en) * | 1965-07-08 | 1967-12-05 | Hercules Inc | Injection molding apparatus |
| JP2691035B2 (ja) | 1989-11-10 | 1997-12-17 | 三菱重工業株式会社 | 可塑化装置 |
| JP3163508B2 (ja) | 1991-11-22 | 2001-05-08 | 鈴木総業株式会社 | 精密寸法仕上げのされた合成樹脂部材並びにその製造方法 |
| US6077062A (en) * | 1993-11-05 | 2000-06-20 | Guill Tool & Engineering Co., Inc. | Extrusion die system with balanced flow passage |
| FI103185B1 (fi) * | 1996-04-04 | 1999-05-14 | Conenor Oy | Menetelmä suulakepuristettavan tuotteen ominaisuuksien säätämiseksi ja suulakepuristin |
| FI106004B (fi) * | 1996-04-04 | 2000-11-15 | Nextrom Holding Sa | Suulakepuristusmenetelmä ja suulakepuristin |
| JP2006247917A (ja) | 2005-03-09 | 2006-09-21 | Toyo Tire & Rubber Co Ltd | 押出装置 |
| US7513766B2 (en) * | 2005-10-11 | 2009-04-07 | Cryovac, Inc. | Extrusion apparatus having a driven feed segment |
| JP2007245503A (ja) | 2006-03-15 | 2007-09-27 | Aisin Seiki Co Ltd | 可塑化装置 |
| WO2007119533A1 (ja) | 2006-04-10 | 2007-10-25 | Shinko Sellbic Co., Ltd. | スクロール、バレル及び射出成形機 |
| JP4998464B2 (ja) * | 2006-04-27 | 2012-08-15 | 東洋製罐株式会社 | 複合溶融樹脂の供給方法とその供給装置 |
| JP5088818B2 (ja) | 2007-09-25 | 2012-12-05 | 株式会社プラ技研 | 樹脂多重管の押出成形装置 |
| JP5074167B2 (ja) | 2007-12-10 | 2012-11-14 | キヤノン電子株式会社 | 射出成形機ならびに樹脂材料可塑化送出装置およびそのロータ |
| JP2009269182A (ja) | 2008-04-30 | 2009-11-19 | Canon Electronics Inc | 成形材料の可塑化送出装置およびこれを含む射出成形機 |
| JP2009269183A (ja) | 2008-04-30 | 2009-11-19 | Canon Electronics Inc | 可塑化送出装置およびこれを含む射出成形機 |
| JP2009285879A (ja) | 2008-05-27 | 2009-12-10 | Canon Electronics Inc | 可塑化送出装置およびこれを含む射出成形機 |
| JP2010000752A (ja) | 2008-06-23 | 2010-01-07 | Canon Electronics Inc | 可塑化送出装置およびこれを含む射出成形機 |
| JP5289864B2 (ja) | 2008-08-28 | 2013-09-11 | 株式会社新興セルビック | 材料供給装置及びこれに適用される材料送出機構 |
| JP5563229B2 (ja) | 2009-03-06 | 2014-07-30 | キヤノン電子株式会社 | 射出成形機の制御装置及びその制御方法 |
| JP2010214839A (ja) | 2009-03-18 | 2010-09-30 | Canon Electronics Inc | 射出成形機におけるパージ制御 |
| JP2010241016A (ja) | 2009-04-07 | 2010-10-28 | Canon Electronics Inc | 可塑化送出装置およびそのローターならびにこれを用いた射出成形機 |
| CA2668518C (en) * | 2009-06-11 | 2012-09-25 | Manfred A. A. Lupke | Die tooling for extruding tubular product |
| JP5504458B2 (ja) | 2009-07-16 | 2014-05-28 | キヤノン電子株式会社 | 可塑化送出装置およびそのローターならびにこれを用いた射出成形機 |
| JP6141109B2 (ja) | 2013-06-10 | 2017-06-07 | 三菱重工業株式会社 | スクロール回転体並びに該スクロール回転体を含む樹脂製スクロール流体機械 |
| JP2015101053A (ja) | 2013-11-27 | 2015-06-04 | 積水化学工業株式会社 | 多層成形用金型、多層成形の成形方法および多層管 |
| JP2017023981A (ja) | 2015-07-27 | 2017-02-02 | 住友化学株式会社 | 多層構造体の製造方法 |
| CN105415568B (zh) * | 2015-11-17 | 2018-04-17 | 苏州康尼格电子科技股份有限公司 | 低压注胶装置、低压封胶系统及低压封胶方法 |
| JP6926655B2 (ja) * | 2017-05-12 | 2021-08-25 | セイコーエプソン株式会社 | 三次元造形装置および三次元物体の製造方法 |
| EP3797971B1 (en) * | 2017-08-24 | 2022-02-16 | Seiko Epson Corporation | Three-dimensional shaping apparatus |
| JP7043807B2 (ja) * | 2017-11-30 | 2022-03-30 | セイコーエプソン株式会社 | 溶融材料供給装置、三次元造形装置、複合材料の製造方法 |
| JP7087430B2 (ja) * | 2018-02-14 | 2022-06-21 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形装置 |
| JP7180078B2 (ja) * | 2018-02-21 | 2022-11-30 | セイコーエプソン株式会社 | 三次元造形物の製造方法および造形装置 |
| JP7043876B2 (ja) * | 2018-02-21 | 2022-03-30 | セイコーエプソン株式会社 | 三次元造形物の製造方法および造形装置 |
| JP7163595B2 (ja) * | 2018-03-13 | 2022-11-01 | セイコーエプソン株式会社 | 三次元造形物の製造方法、および、三次元造形物の造形装置 |
| JP7024599B2 (ja) * | 2018-05-23 | 2022-02-24 | セイコーエプソン株式会社 | 可塑化装置、射出成形機および造形装置 |
| JP7135518B2 (ja) * | 2018-07-11 | 2022-09-13 | セイコーエプソン株式会社 | 三次元造形装置、および、ノズルユニット |
| JP7180154B2 (ja) * | 2018-07-12 | 2022-11-30 | セイコーエプソン株式会社 | 三次元造形装置および三次元造形物の製造方法 |
| JP7115088B2 (ja) * | 2018-07-12 | 2022-08-09 | セイコーエプソン株式会社 | 三次元造形装置および三次元造形物の製造方法 |
| JP7147324B2 (ja) * | 2018-07-25 | 2022-10-05 | セイコーエプソン株式会社 | 材料可塑化装置 |
| JP7115138B2 (ja) * | 2018-08-22 | 2022-08-09 | セイコーエプソン株式会社 | 造形ステージ、三次元造形装置、および、三次元造形装置の制御方法 |
| JP2020049730A (ja) * | 2018-09-26 | 2020-04-02 | セイコーエプソン株式会社 | 三次元造形装置および吐出ユニット |
| JP7172368B2 (ja) * | 2018-09-27 | 2022-11-16 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形物の製造方法 |
| JP7180244B2 (ja) * | 2018-09-27 | 2022-11-30 | セイコーエプソン株式会社 | 可塑化装置 |
| JP7183677B2 (ja) * | 2018-10-10 | 2022-12-06 | セイコーエプソン株式会社 | 可塑化装置および三次元造形装置 |
| JP7139864B2 (ja) * | 2018-10-17 | 2022-09-21 | セイコーエプソン株式会社 | 三次元造形システム、および、データ生成装置 |
| CN113386342B (zh) * | 2018-11-07 | 2023-02-28 | 精工爱普生株式会社 | 塑化装置、三维造型装置以及注塑成型装置 |
| JP7159814B2 (ja) * | 2018-11-28 | 2022-10-25 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形物の製造方法 |
| JP7155950B2 (ja) * | 2018-11-29 | 2022-10-19 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形装置の制御方法 |
| JP7159859B2 (ja) * | 2018-12-27 | 2022-10-25 | セイコーエプソン株式会社 | 三次元造形装置 |
| JP7156022B2 (ja) * | 2018-12-28 | 2022-10-19 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形装置 |
| JP7238428B2 (ja) * | 2019-01-28 | 2023-03-14 | セイコーエプソン株式会社 | 可塑化装置、可塑化方法および三次元造形装置 |
| JP7225844B2 (ja) * | 2019-01-28 | 2023-02-21 | セイコーエプソン株式会社 | 可塑化装置、可塑化方法および三次元造形装置 |
| JP7211151B2 (ja) * | 2019-02-22 | 2023-01-24 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形システム |
| JP7263838B2 (ja) * | 2019-02-27 | 2023-04-25 | セイコーエプソン株式会社 | 三次元造形物の造形方法 |
| JP7272047B2 (ja) * | 2019-03-27 | 2023-05-12 | セイコーエプソン株式会社 | 可塑化装置および三次元造形装置 |
| JP7275746B2 (ja) * | 2019-03-28 | 2023-05-18 | セイコーエプソン株式会社 | 三次元造形装置 |
| JP7310214B2 (ja) * | 2019-03-28 | 2023-07-19 | セイコーエプソン株式会社 | 三次元造形装置および三次元造形物の造形方法 |
-
2018
- 2018-09-25 JP JP2018178938A patent/JP7131248B2/ja active Active
-
2019
- 2019-09-24 US US16/579,958 patent/US11034088B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150165682A1 (en) | 2013-12-13 | 2015-06-18 | Xyzprinting, Inc. | Three-dimensional printing apparatus and printing head module |
| JP2018187777A (ja) | 2017-04-28 | 2018-11-29 | セイコーエプソン株式会社 | 三次元造形装置及び三次元造形方法 |
| JP2020520290A (ja) | 2017-05-11 | 2020-07-09 | ファーマプリント エル・エル・シーPharmaprint LLC | 3d印刷による薬剤オブジェクトの生産システムおよび方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020049693A (ja) | 2020-04-02 |
| US11034088B2 (en) | 2021-06-15 |
| US20200094479A1 (en) | 2020-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7163692B2 (ja) | 可塑化装置および三次元造形装置 | |
| JP7131248B2 (ja) | 可塑化装置および三次元造形装置 | |
| US11420371B2 (en) | Material plasticizing device | |
| JP7180154B2 (ja) | 三次元造形装置および三次元造形物の製造方法 | |
| JP7163595B2 (ja) | 三次元造形物の製造方法、および、三次元造形物の造形装置 | |
| JP7115088B2 (ja) | 三次元造形装置および三次元造形物の製造方法 | |
| JP2019202458A (ja) | 可塑化装置、射出成形機および造形装置 | |
| JP7135409B2 (ja) | 三次元造形装置および三次元造形物の製造方法 | |
| JP7043876B2 (ja) | 三次元造形物の製造方法および造形装置 | |
| JP7225844B2 (ja) | 可塑化装置、可塑化方法および三次元造形装置 | |
| JP7272091B2 (ja) | 三次元造形装置 | |
| EP3878632B1 (en) | Three-dimensional shaping device and method for manufacturing three-dimensional shaped object | |
| JP2020157704A (ja) | 三次元造形装置および三次元造形物の造形方法 | |
| JP2020116909A (ja) | 可塑化装置、可塑化方法および三次元造形装置 | |
| JP7167638B2 (ja) | 可塑化装置、三次元造形装置および射出成形装置 | |
| JP2020157703A (ja) | 三次元造形装置 | |
| JP7272132B2 (ja) | 流量調節装置、三次元造形装置および射出成形装置 | |
| JP2020006519A (ja) | 三次元造形物の製造方法、および、三次元造形装置 | |
| JP7400327B2 (ja) | 三次元造形物の製造方法、および、データ処理装置 | |
| JP7400410B2 (ja) | 可塑化装置 | |
| JP7354691B2 (ja) | 可塑化装置、三次元造形装置および射出成形装置 | |
| JP7371398B2 (ja) | 可塑化装置、三次元造形装置および射出成形装置 | |
| JP2020029036A (ja) | 三次元造形装置、吐出ユニットおよび三次元造形物の製造方法 | |
| JP2024107710A (ja) | 可塑化装置、射出成形装置、および三次元造形装置 | |
| JP2020157597A (ja) | 可塑化装置および三次元造形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220808 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7131248 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |