JP4304473B2 - 超微細結晶粒熱延鋼板の製造方法 - Google Patents
超微細結晶粒熱延鋼板の製造方法 Download PDFInfo
- Publication number
- JP4304473B2 JP4304473B2 JP2004022171A JP2004022171A JP4304473B2 JP 4304473 B2 JP4304473 B2 JP 4304473B2 JP 2004022171 A JP2004022171 A JP 2004022171A JP 2004022171 A JP2004022171 A JP 2004022171A JP 4304473 B2 JP4304473 B2 JP 4304473B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- steel sheet
- ferrite
- hot
- rolled steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 65
- 239000010959 steel Substances 0.000 title claims description 65
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 229910000859 α-Fe Inorganic materials 0.000 claims description 92
- 238000005096 rolling process Methods 0.000 claims description 72
- 238000001816 cooling Methods 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 37
- 229910001566 austenite Inorganic materials 0.000 claims description 35
- 229910000734 martensite Inorganic materials 0.000 claims description 16
- 238000005098 hot rolling Methods 0.000 claims description 14
- 230000000717 retained effect Effects 0.000 claims description 12
- 229910000851 Alloy steel Inorganic materials 0.000 claims description 9
- 229910000975 Carbon steel Inorganic materials 0.000 claims description 9
- 239000010962 carbon steel Substances 0.000 claims description 9
- 229910052748 manganese Inorganic materials 0.000 claims description 7
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- 239000013078 crystal Substances 0.000 description 17
- 229910045601 alloy Inorganic materials 0.000 description 13
- 239000000956 alloy Substances 0.000 description 13
- 239000002245 particle Substances 0.000 description 10
- 239000002436 steel type Substances 0.000 description 9
- 230000009466 transformation Effects 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 239000002244 precipitate Substances 0.000 description 8
- 239000012535 impurity Substances 0.000 description 7
- 229910052758 niobium Inorganic materials 0.000 description 7
- 229910052719 titanium Inorganic materials 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000002344 surface layer Substances 0.000 description 6
- 229910001563 bainite Inorganic materials 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 150000004767 nitrides Chemical class 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000001953 recrystallisation Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005242 forging Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910001562 pearlite Inorganic materials 0.000 description 3
- 229910052761 rare earth metal Inorganic materials 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 229910001567 cementite Inorganic materials 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 238000010301 surface-oxidation reaction Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
Images


Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Description
これらの(1)大圧下圧延法、(2)制御圧延法及び(3)合金元素を添加する方法に言及した先行文献として、特許文献1がある。ここでは、Ar1+50℃からAr3+100℃の温度域で1秒以内に一回もしくは二回以上の合計圧下率が50%以上の加工を加え、加工終了後の600℃以上の温度域で20℃/秒以上の冷却速度の強制冷却を行う方法が開示されている。
さらに、特許文献2には、動的再結晶温度域での圧下を5スタンド以上の圧下パスにて行い、かつ、この動的再結晶温度域で圧下を加える最初のスタンド入り側と最後のスタンド出側の温度差を60℃以下にする方法が開示されている。
このように、結晶粒の微細な鋼板を得るための熱延方法に関して多くの提案がなされているが、未だ、工業的に容易な800℃程度以上の圧延によって、単純組成鋼のフェライト結晶粒径を十分にかつ安定して微細化し、安価で高強度の鋼板を実現する方法は見いだされていない。
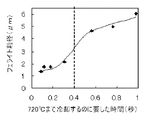
その結果、多パス熱間圧延をAr3点以上の温度で終了しその後に冷却する際、圧延終了後から0.4秒以内に720℃の温度までの冷却を完了することがフェライトの微細化にとって最も重要であるとの知見を得た。
C:
Cは、オーステナイトからフェライトへの変態温度を低下させて、熱延の仕上げ温度を低下させることができるので、フェライト結晶粒の微細化を促進するのに有用な元素である。また、強度を確保するための元素である。このため、0.01%以上含有させる。ただし、過度に含有させると、熱延後のフェライト変態が遅延し、フェライトの体積率が低下するため、また溶接性が劣化するため0.3%以下とする。より好ましくは、0.03%以上、0.2%以下である。
Siは、延性を向上して、強度を確保するため、含有させることが好ましい。ただし、過剰に添加すると、逆に延性が低下したり、熱延時の表面酸化の問題が生じるので、3%を上限とする。下限は不純物レベルでもよいが、フェライト組織中に残留オーステナイトを生成させる場合には、Si+Alの総量で1.0質量%以上含有させることが好ましい。
Mnは、強度確保のため、含有させることが好ましい。また、オーステナイトからフェライトへの変態温度を低下させて、熱延の仕上げ温度を低下させることができるので、フェライト結晶粒の微細化を促進するため、含有させることが好ましい。ただし、過度に含有させると、熱延後のフェライト変態が遅延し、フェライトの体積率が低下するため、3%以下とする。下限は不純物レベルでもよいが、より好ましくは、0.5%以上、2.7%以下である。フェライト組織中に残留オーステナイトを生成させるためには、0.5%以上含有させることが好ましく、0.8%以上がより好ましい。また、フェライト組織中にマルテンサイトを生成するためには、Si+Mnの総量で1.0%以上含有させるのが好ましく、1.5%以上がより好ましい。
Alは、延性を向上させるため添加してもよい。過剰に含有させると、高温でのオーステナイトが不安定化し熱延の仕上げ温度を過度に上昇させる必要がでてくること、また、安定した連続鋳造を困難にするため、3%を上限とする。下限は不純物レベルでもよいが、フェライト組織中に残留オーステナイトを生成させるためには、Si+Alの総量で1.0%以上含有させることが好ましい。
Pは、強度を増加させるため、添加しても良い。しかし、粒界偏析による脆化が生じるので、添加する場合には、0.5%を上限とする。より好ましくは0.2%以下、さらに好ましくは、0.1%以下である。下限は不純物レベルでもよいが、通常、製鋼段階で0.01%程度混入してくる。
Tiは、炭化物又は窒化物として析出し強度を増加させるため、また、この析出物がオーステナイトやフェライトの粗大化を抑制して、結晶粒の微細化を促進するため、添加しても良い。ただし、過度に含有させると、熱延以前の加熱時に粗大なTi炭化物又は窒化物が多量に発生して、延性や加工性を阻害するので、0.5%を上限とする。好ましくは0.3%以下である。なお、含有させる場合の下限は、0.01%が好ましい。
Nbは、炭化物又は窒化物として析出し強度を増加させるため、また、この析出物がオーステナイトやフェライトの粗大化を抑制して、結晶粒の微細化を促進するため、添加しても良い。ただし、過度に含有させると、熱延以前の加熱時に粗大なNb炭化物又は窒化物が多量に発生して、延性や加工性を阻害するので、0.1%を上限とする。好ましくは0.06%以下である。なお、含有させる場合の下限は、0.005%が好ましい。
Vは炭化物として析出し強度を増加させるため、また、この析出物がフェライトの粗大化を抑制して、結晶粒の微細化を促進するため、添加しても良い。ただし、Ti、Nbと同様な理由で、延性や加工性を阻害するので、その含有量は1%を上限とする。好ましくは0.5%以下である。より好ましくは0.3%以下である。なお、含有させる場合の下限は、0.01%が好ましい。
Crは、焼き入れ性を増加させ、フェライト組織中にマルテンサイトやベイナイトを生成するために、添加しても良い。ただし、多量に含有させるとフェライトの生成が抑制されるため、1%を上限とする。なお、含有させる場合の下限は、0.1%が好ましい。
Cuは、低温で析出して、強度を増加させるため添加してもよい。ただし、スラブの粒界割れなどを引き起こすおそれがあるため、その含有量は3%を上限とする。好ましくは2%以下である。なお、含有させる場合の下限は、0.1%が好ましい。
Niは、高温でのオーステナイトの安定度を増加する目的で添加しても良い。また、Cuを含有させる場合はスラブの粒界脆化を防止するために添加しても良い。ただし、過度に含有させると、フェライトの生成が抑制されるため、1%を上限とする。なお、含有させる場合の下限は、0.1%が好ましい。
Moは、MoCを析出し強度を増加させるため、また、この析出物がフェライトの粗大化を抑制して、結晶粒の微細化を促進するため、添加しても良い。ただし、Ti、Nbと同様な理由で、延性や加工性を阻害するので、その含有量は1%を上限とする。好ましくは0.5%以下である。より好ましくは0.3%以下である。なお、含有させる場合の下限は、0.01%が好ましい。
Ca、希土類元素(REM)やBは凝固中に析出する酸化物や窒化物を微細化して、鋳片の健全性を保つため、添加しても良い。ただし、高価であるため、その含有量は総量で0.005%を上限とする。
Sは硫化物系介在物を形成して加工性を低下させる不純物元素であるため、その含有量は0.05%以下に抑えるのが望ましい。そして、一段と優れた加工性を確保しようとの観点からは 0.008%以下とすることが好ましく、より好ましくは0.003%以下である。
Nは加工性を低下させる不純物元素であり、その含有量は0.01%以下に抑えることが望ましい。より好ましくは、0.006%以下である。
圧延は、レバースミルもしくはタンデムミルを用いて、オーステナイト温度域で行う。工業的生産性の上からは、少なくとも最終の数段はタンデムミルを用いるのが好ましい。
圧延を終了後、オーステナイトに導入された加工歪みを解放することなく、これを駆動力としてオーステナイトからフェライトへと変態させ、微細なフェライト粒組織を生成させるために、圧延終了から0.4秒以内に720℃以下の温度まで冷却する。好ましくは圧延終了から0.2秒以内に720℃以下の温度まで冷却する。そして、好ましくは、冷却速度を400℃/秒以上の速度とする。このとき、水冷を用いるのが望ましい。
本発明では上記の冷却を行う設備を限定しない。工業的には、水量密度の高い水スプレー装置を用いることが好適である。例えば、圧延板搬送ローラーの間に水スプレーヘッダーを配置し、板の上下から十分な水量密度の高圧水を噴射することで冷却することができる。
本発明(1)〜本発明(3)のいずれかによって得られる熱延鋼板は、フェライトを主相とし、主相とフェライト以外の第2相とからなる組織を持つ鋼板である。主相のフェライトは、体積率で少なくとも50%以上とすることが好ましく、より好ましくは60%以上、よりより好ましくは70%以上とする。第2相は、パーライト、セメンタイト、ベイナイト、マルテンサイト、残留オーステナイトのうちの1種以上からなる。

Claims (7)
- C:0.01〜0.3質量%を含有する炭素鋼又は低合金鋼からなる鋼板又はスラブを多パス熱間圧延して熱延鋼板を製造する方法であって、最終圧延パスをAr3点以上の温度で終了し、その後0.4秒以内に720℃以下まで冷却することを特徴とする、超微細結晶粒熱延鋼板の製造方法。
- C:0.01〜0.3質量%を含有する炭素鋼又は低合金鋼からなる鋼板又はスラブを多パス熱間圧延して熱延鋼板を製造する方法であって、最終の圧延パスをAr3点以上の温度で終了し、その後400℃/秒以上の冷却速度で0.2秒以内に720℃以下まで冷却することを特徴とする、超微細結晶粒熱延鋼板の製造方法。
- 圧延終了後の冷却に際して、720℃から500℃の間の温度で1秒以上保持することを特徴とする、請求項1又は2に記載の超微細結晶粒熱延鋼板の製造方法。
- 圧延終了後30秒以内に350℃以下の温度まで冷却し、体積率で50%以上のフェライト及び体積率で1%以上のマルテンサイトを鋼板中に生成させることを特徴とする、請求項1から3までのいずれかに記載の超微細結晶粒熱延鋼板の製造方法。
- 炭素鋼又は低合金鋼が、Si(質量%)+Mn(質量%)≧1.0%を満たす量のSiとMnを含有することを特徴とする、請求項4に記載の超微細結晶粒熱延鋼板の製造方法。
- 圧延終了後30秒以内に500℃まで冷却し、その後、500〜350℃の間で1分以上保持して、体積率で50%以上のフェライト及び体積率で3〜30%の残留オーステナイトを鋼板中に生成させることを特徴とする、請求項1から3までのいずれかに記載の超微細結晶粒熱延鋼板の製造方法。
- 炭素鋼又は低合金鋼が、Si(質量%)+Al(質量%):1.0〜6%を満たすSiとAlを含有しかつMn(質量%)≧0.5%のMnを含有することを特徴とする、請求項6に記載の超微細結晶粒熱延鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004022171A JP4304473B2 (ja) | 2004-01-29 | 2004-01-29 | 超微細結晶粒熱延鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004022171A JP4304473B2 (ja) | 2004-01-29 | 2004-01-29 | 超微細結晶粒熱延鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005213595A JP2005213595A (ja) | 2005-08-11 |
| JP4304473B2 true JP4304473B2 (ja) | 2009-07-29 |
Family
ID=34905591
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004022171A Expired - Fee Related JP4304473B2 (ja) | 2004-01-29 | 2004-01-29 | 超微細結晶粒熱延鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4304473B2 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0621258B1 (pt) * | 2006-01-26 | 2014-10-07 | Giovanni Arvedi | Tira de aço com baixo teor de carbono ligada em microliga laminada a quente |
| KR101120818B1 (ko) | 2007-02-02 | 2012-03-26 | 수미도모 메탈 인더스트리즈, 리미티드 | 미세 페라이트 조직을 가지는 열연 강판의 제조 방법, 및 열연 강판 |
| JP4984933B2 (ja) * | 2007-02-02 | 2012-07-25 | 住友金属工業株式会社 | テーラードブランク用熱延鋼板およびテーラードブランク |
| JP5092433B2 (ja) * | 2007-02-02 | 2012-12-05 | 住友金属工業株式会社 | 熱延鋼板及びその製造方法 |
| JP5070866B2 (ja) * | 2007-02-02 | 2012-11-14 | 住友金属工業株式会社 | 熱延鋼板およびスポット溶接部材 |
| JP2010077512A (ja) * | 2008-09-29 | 2010-04-08 | Sumitomo Metal Ind Ltd | 冷延鋼板の製造方法 |
| JP5093029B2 (ja) * | 2008-09-29 | 2012-12-05 | 住友金属工業株式会社 | 冷延鋼板およびその製造方法 |
| JP5573837B2 (ja) | 2009-06-30 | 2014-08-20 | 新日鐵住金株式会社 | 熱延鋼板の冷却装置、冷却方法、製造装置、及び、製造方法 |
| JP5673530B2 (ja) * | 2009-06-30 | 2015-02-18 | 新日鐵住金株式会社 | 熱延鋼板の冷却装置、冷却方法、製造装置、及び、製造方法 |
| JP5413276B2 (ja) * | 2010-03-31 | 2014-02-12 | 新日鐵住金株式会社 | 熱延鋼板およびその製造方法 |
| JP5648596B2 (ja) * | 2011-07-06 | 2015-01-07 | 新日鐵住金株式会社 | 冷延鋼板の製造方法 |
| JP5644704B2 (ja) * | 2011-07-06 | 2014-12-24 | 新日鐵住金株式会社 | 冷延鋼板の製造方法 |
| PL2730666T3 (pl) * | 2011-07-06 | 2018-11-30 | Nippon Steel & Sumitomo Metal Corporation | Sposób wytwarzania blachy stalowej cienkiej walcowanej na zimno |
| JP5644703B2 (ja) * | 2011-07-06 | 2014-12-24 | 新日鐵住金株式会社 | 冷延鋼板の製造方法 |
| JP5648597B2 (ja) * | 2011-07-06 | 2015-01-07 | 新日鐵住金株式会社 | 冷延鋼板の製造方法 |
| JP5668642B2 (ja) * | 2011-08-23 | 2015-02-12 | 新日鐵住金株式会社 | 熱延鋼板およびその製造方法 |
| JP5994262B2 (ja) * | 2012-01-31 | 2016-09-21 | Jfeスチール株式会社 | 加工性に優れた高強度鋼板の製造方法 |
| JP5821810B2 (ja) * | 2012-08-28 | 2015-11-24 | 新日鐵住金株式会社 | 細粒鋼板の製造方法 |
| WO2015107647A1 (ja) * | 2014-01-16 | 2015-07-23 | 株式会社日立製作所 | 溶接用フェライト系鋼材およびこれらを溶接した溶接構造体 |
| CN104818436B (zh) * | 2015-04-21 | 2016-09-28 | 舞阳钢铁有限责任公司 | 屈服620MPa级水电工程用热轧钢板及其生产方法 |
| RU2727398C1 (ru) * | 2019-12-31 | 2020-07-21 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Способ производства горячекатаного рулонного проката |
| CN115323265B (zh) * | 2022-07-15 | 2024-03-19 | 南京钢铁股份有限公司 | 一种超细晶钢板及其制备方法 |
| CN115323260A (zh) * | 2022-07-20 | 2022-11-11 | 包头钢铁(集团)有限责任公司 | 一种细化低碳微合金钢铁素体晶粒的方法 |
-
2004
- 2004-01-29 JP JP2004022171A patent/JP4304473B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005213595A (ja) | 2005-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4304473B2 (ja) | 超微細結晶粒熱延鋼板の製造方法 | |
| US10435762B2 (en) | High-yield-ratio high-strength cold-rolled steel sheet and method of producing the same | |
| JP4062118B2 (ja) | 伸び特性および伸びフランジ特性に優れた高張力熱延鋼板とその製造方法 | |
| JP5858174B2 (ja) | 低降伏比高強度冷延鋼板およびその製造方法 | |
| EP3438307A1 (en) | Hot-dip galvanized steel sheet | |
| JP4161935B2 (ja) | 熱延鋼板およびその製造方法 | |
| JPWO2011148490A1 (ja) | 鋼板およびその製造方法 | |
| JP2004143518A (ja) | 熱延鋼板 | |
| JP6866933B2 (ja) | 熱延鋼板及びその製造方法 | |
| JP3433687B2 (ja) | 加工性に優れた高張力熱延鋼板およびその製造方法 | |
| JP6866932B2 (ja) | 熱延鋼板及びその製造方法 | |
| JP5413276B2 (ja) | 熱延鋼板およびその製造方法 | |
| JP5821810B2 (ja) | 細粒鋼板の製造方法 | |
| JP3901039B2 (ja) | 成形性に優れる超高強度冷延鋼板およびその製造方法 | |
| WO2019031583A1 (ja) | 熱延鋼板およびその製造方法 | |
| JP5483562B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| JP5533143B2 (ja) | 冷延鋼板およびその製造方法 | |
| JP4158737B2 (ja) | 微細粒熱延鋼板の製造方法 | |
| JP4539484B2 (ja) | 高強度熱延鋼板及びその製造方法 | |
| JP2008266792A (ja) | 熱延鋼板 | |
| JP2004137564A (ja) | 熱延鋼材及びその製造方法 | |
| JP5776764B2 (ja) | 冷延鋼板およびその製造方法 | |
| JP2004136321A (ja) | 熱延鋼板の製造方法 | |
| JP2008229725A (ja) | 微細粒熱延鋼板の製造方法 | |
| JP2004300476A (ja) | 超高強度冷延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060216 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060908 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090401 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090414 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4304473 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120515 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120515 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140515 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |