WO2020241557A1 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- WO2020241557A1 WO2020241557A1 PCT/JP2020/020510 JP2020020510W WO2020241557A1 WO 2020241557 A1 WO2020241557 A1 WO 2020241557A1 JP 2020020510 W JP2020020510 W JP 2020020510W WO 2020241557 A1 WO2020241557 A1 WO 2020241557A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- absorbent article
- density
- elastic member
- elastic members
- density portion
- Prior art date
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
Definitions
- the present invention relates to an absorbent article.
- Patent Document 1 describes an absorbent article provided with gathers formed from a composite stretchable portion.
- the composite stretchable portion is arranged so that the outer layer sheet and the inner layer sheet are joined to each other by intermittent joints in the stretch direction of the composite stretchable portion and in the direction orthogonal to the stretch direction, and the elastic member does not pass through the joint. It is also described that both sheets form a plurality of folds that extend continuously over the plurality of elastic members.
- Patent Document 2 describes an elastic composite sheet composed of two sheet materials and a plurality of elastic members arranged between them.
- the two sheet materials are joined in a plurality of joining regions.
- the joint region is an intermittent pattern in the expansion / contraction direction of the elastic member, and is intermittently or continuously arranged in the orthogonal direction thereof, and is arranged so as to overlap the elastic member joint region and is fixed between the sheet materials. This is also described in the same document.
- Patent Document 3 includes two sheet materials and a plurality of elastic members provided between the sheet materials, and both sheet materials are intermittently arranged in the expansion / contraction direction. Described is the stretchable structure of an absorbent article in which a sheet joint is formed by joining by continuous welding in a direction intersecting the stretch direction.
- the present invention has a liquid-permeable front surface sheet, a back surface sheet, and an absorber located between the front surface sheet and the back surface sheet, and has a longitudinal direction corresponding to the front-rear direction of the wearer and a width orthogonal to the longitudinal direction.
- the absorbent article has a composite stretchable portion that can stretch in one direction.
- the composite telescopic portion has two sheet materials and a plurality of elastic members arranged between the two sheet materials.
- the plurality of elastic members extend along the one direction and are arranged at intervals in a direction orthogonal to the one direction. At least one of the two sheet materials has a plurality of high-density portions in which the two sheet materials are not directly bonded to each other.
- the high-density portion overlaps with at least one elastic member among the plurality of elastic members, and a plurality of the high-density portions are intermittently formed in the extending direction of the one elastic member.
- FIG. 1 is a perspective view schematically showing an extended state of an example of a composite elastic portion included in the absorbent article of the present invention.
- FIG. 2 is a cross-sectional view taken along the line II of the composite telescopic portion shown in FIG.
- FIG. 3 is a perspective view schematically showing an example of a composite telescopic portion of the absorbent article of the present invention in a natural state.
- FIG. 4 is a sectional view taken along line II-II of the composite telescopic portion shown in FIG. 5 (a) to 5 (d) are plan views showing the arrangement positions of the elastic member and the high-density portion in the stretched state in the composite stretchable portion of the absorbent article of the present invention.
- FIG. 1 is a perspective view schematically showing an extended state of an example of a composite elastic portion included in the absorbent article of the present invention.
- FIG. 2 is a cross-sectional view taken along the line II of the composite telescopic portion shown in FIG.
- FIG. 3 is
- FIG. 6 is a developed plan view schematically showing the skin-facing surface side (inner surface side) in the expanded and extended state in one embodiment of the absorbent article of the present invention.
- FIG. 7 is a sectional view taken along line VV of the absorbent article shown in FIG.
- FIG. 8 is an enlarged view of a main part of the leak-proof cuff of the absorbent article shown in FIG. 6 in an extended state.
- the composite telescopic sheet used in the techniques of Patent Documents 1 to 3 forms folds by projecting from each other so that the two sheet materials are separated from each other as the elastic member of the sheet contracts.
- the folds formed by these techniques tend to be formed by randomly raising the sheet material, the folds tend to have irregular shapes, and there is room for improvement in terms of appearance.
- the present invention relates to an absorbent article capable of forming a fold structure having high alignment and excellent appearance.
- the absorbent article of the present invention generally has a vertically elongated shape having a longitudinal direction corresponding to a direction extending from the ventral side of the wearer to the dorsal side via the crotch portion and a width direction orthogonal to the longitudinal direction.
- the absorbent article has an inseam region arranged in the crotch portion of the wearer and a ventral region and a dorsal region extending before and after the inseam region.
- the inseam region has an excretory portion facing portion that is arranged to face the wearer's excretory portion when the absorbent article is worn, and the excretory portion facing portion is usually at or near the central portion in the longitudinal direction of the absorbent article. Is located in.
- the absorbent article generally includes a front surface sheet located on the skin facing surface side of the wearer, a back surface sheet located on the non-skin facing surface side, and an absorbent body located between the two sheets.
- the surface sheet it is preferable to use a sheet having liquid permeability, and for example, a non-woven fabric or a perforated film can be preferably used.
- the surface sheet may have an uneven shape on the side facing the skin. For example, a plurality of convex portions can be formed in a scattered spot shape on the skin-facing surface side of the surface sheet. Alternatively, ridges and grooves extending in one direction can be alternately formed on the skin-facing surface side of the surface sheet.
- a surface sheet can also be formed using two or more non-woven fabrics for such a purpose.
- the back sheet for example, a liquid-impermeable film, spunbond, meltblown, spunbond laminated non-woven fabric, or the like can be used.
- a plurality of micropores may be provided in the poorly permeable film to impart water vapor permeability to the film.
- a sheet having a good texture such as a non-woven fabric may be laminated on the outer surface of the back surface sheet.
- the absorber has an absorbent core.
- the absorbent core is, for example, a laminated fiber of hydrophilic fibers such as cellulose such as pulp, a mixed fiber of the hydrophilic fiber and an absorbent polymer, a deposit of an absorbent polymer, and between two absorbent sheets. It is composed of a laminated structure or the like in which an absorbent polymer is supported. At least the skin-facing surface of the absorbent core may be covered with a liquid-permeable core wrap sheet, or the entire surface including the skin-facing surface and the non-skin-facing surface may be covered with the core wrap sheet. ..
- As the core wrap sheet for example, thin paper made of hydrophilic fibers, a non-woven fabric having liquid permeability, or the like can be used.
- leak-proof cuffs extending along the longitudinal direction are arranged on both sides along the longitudinal direction on the skin-facing surface side according to the specific use of the absorbent article.
- Leak-proof cuffs generally have a base end and a free end.
- the leak-proof cuff has a base end portion on the skin-facing surface side of the absorbent article and stands up from the skin-facing surface side.
- the leak-proof cuff is composed of a liquid-resistant or water-repellent and breathable sheet material.
- An elastic member made of rubber thread or the like may be arranged in an extended state at or near the free end of the leak-proof cuff.
- an elastic member made of rubber thread or the like is stretched at at least one end in the longitudinal direction of the absorbent article or both sides in the width direction of the absorbent article. You may arrange it with. Waist gathers or leg gathers are formed by the contraction of these elastic members when the absorbent article is worn.
- absorbent article having the above configuration examples include, but are not limited to, deployable disposable diapers, pants-type disposable diapers, incontinence pads, sanitary napkins, and the like.
- 1 and 2 show an example of a composite stretchable portion constituting the absorbent article of the present invention.
- 1 and 2 show a state in which the composite telescopic portion 10 is extended.
- the composite telescopic portion 10 constitutes a part of an absorbent article such as the above-mentioned disposable diaper, incontinence pad, and sanitary napkin.
- the composite telescopic portion 10 includes a first sheet material 11, a second sheet material 12, and a plurality of elastic members arranged between the two sheet materials 11 and 12. It has 13 and. Each elastic member 13 extends along one direction and is intermittently arranged at intervals in a direction orthogonal to that direction. The elastic member 13 is preferably arranged over the entire length of the composite telescopic portion 10. As a result, the composite telescopic portion 10 can be expanded and contracted along the extending direction of the elastic member 13. That is, the extending direction of the elastic member 13 and the expanding / contracting direction of the composite expansion / contraction portion 10 coincide with each other.
- the composite telescopic portion 10 is substantially non-stretchable in the direction orthogonal to the stretchable direction.
- the extending direction of the elastic member 13 is also referred to as an expansion / contraction direction X
- the direction orthogonal to the expansion / contraction direction X is also referred to as an orthogonal direction Y.
- the material constituting the first sheet material 11 and the second sheet material 12 may be, for example, a sheet material constituting an absorbent article, for example, a front sheet, a back sheet, a sheet forming an absorber, and a leakage-proof cuff. Examples thereof include a sheet to be formed, an exterior body forming the outer surface of the absorbent article, and the like.
- the two sheet materials 11 and 12 may be made of the same material or may be made of different materials.
- the aspect of "two sheet materials" in the present invention includes both an aspect composed of two separate sheet materials and an embodiment in which one continuous sheet is bent to form two opposing surfaces. Is done.
- the elastic member 13 expresses the elasticity of the composite elastic portion 10 due to the elasticity of the elastic member 13.
- the elastic member 13 may have a thread-like (elastic filament) shape, a band-like shape, a sheet-like shape made of a film or a fiber aggregate, and preferably a plurality of thread-like or band-like shapes.
- each elastic member 13 is a thread-like member, and the distances between adjacent elastic members 13 in the orthogonal direction Y are substantially the same. Instead, the distances between adjacent elastic members 13 in the orthogonal direction Y may be different.
- the composite telescopic portion 10 has a plurality of high-density portions 15 at positions where the first sheet material 11 overlaps with at least one elastic member 13 in the thickness direction Z.
- the two sheet materials 11 and 12 are not directly bonded to each other.
- none of the high-density portions 15 is directly joined between the sheet materials 11 and 12 and the elastic member 13.
- the high-density portions 15 When focusing on one elastic member 13, a plurality of high-density portions 15 are intermittently formed along the expansion / contraction direction X, which is the extending direction of the elastic member 13. In the orthogonal direction Y of the composite telescopic portion 10, the high-density portions 15 may be formed intermittently at intervals or may be formed continuously. In any case, the high-density portion 15 is formed on at least one sheet material, preferably on both sheet materials 11 and 12. As shown in FIG. 2, when the high-density portion 15 is formed on both the sheet materials 11 and 12, the high-density portion 15 formed on one sheet and the high-density portion 15 formed on the other sheet. It is also preferable that 15 is formed so as to overlap with each other in the thickness direction Z.
- Each of the high-density portions 15 shown in FIG. 1 has a circular plan-view shape, and these are formed at intervals in both the expansion / contraction direction X and the orthogonal direction Y.
- the plan-view shape of the high-density portion 15 may be a perfect circle, or may have anisotropy such as a rectangle or an ellipse.
- Examples of the plan view shape of the high-density portion 15 include an isotropic shape such as a perfect circle, a square, a regular hexagon, and a regular octagon, and a polygon that is not an isotropic shape such as a triangle, a rectangle, a hexagon, and an octagon.
- the high-density portion 15 has an anisotropy shape, it is preferable to form the high-density portion 15 so as to extend in a direction intersecting the expansion / contraction direction X from the viewpoint of improving the alignment and appearance of the fold structure described later. ..
- the "long axis" in the present specification refers to the long side when the plan view shape of the high density portion 15 is rectangular, and refers to the long axis when the plan view shape of the high density portion 15 is elliptical.
- the plan view shape of the high-density portion 15 is an anisotropic shape other than a rectangle and an ellipse, it refers to a line segment at the maximum transfer length.
- FIGS. 3 and 4 show a contracted state of the composite telescopic portion 10, that is, a natural state in which no external force is applied.
- the first sheet material 11 is formed with a plurality of first ridge portions 17a protruding outward so as to be separated from the second sheet material 12.
- the first ridge portion 17a has a ridge shape extending in the orthogonal direction Y, and is formed between the high-density portions 15 and 15 adjacent to each other along the expansion / contraction direction X.
- a plurality of groove-shaped first concave portions 18a extending in the orthogonal direction Y are formed between the first convex portions 17a adjacent to each other along the expansion / contraction direction X.
- the first concave portion 18a is formed so that the high-density portion 15 is located at the bottom thereof, and the high-density portion 15 and its vicinity at the bottom thereof are substantially flat.
- at least one sheet material has a plurality of concave portions having a high-density portion at the bottom and a plurality of convex portions alternately formed along the expansion / contraction direction X. It is deformed. That is, at least one sheet material is deformed in the composite telescopic portion 10, and a fold structure 20 composed of a plurality of convex portions 17a and concave portions 18a is formed.
- the fold structure 20 is formed so as to extend in a direction intersecting the expansion / contraction direction X.
- the high-density portion 15 is also formed on the second sheet material 12 at a position overlapping the high-density portion 15 formed on the first sheet material 11 in the thickness direction. .. Similar to the first sheet material 11, the second sheet material 12 shown in FIGS. 3 and 4 has a second convex portion 17b protruding outward so as to be separated from the first sheet material 11, and a high-density portion 15. A plurality of second concave portions 18b having the above at the bottom are alternately formed so as to extend in the orthogonal direction Y.
- the second convex portion 17b of the second sheet material 12 is located at the position of the first convex portion 17a of the first sheet material 11, and the convex portions 17a and 17b face each other. It rises in the direction. Further, the second concave portion 18b of the second sheet material 12 is located at the position of the first concave portion 18a of the first sheet material 11. As a result, the second sheet material 12 is formed with a fold structure 20 composed of a plurality of convex portions 17b and concave portions 18b. It is preferable that the protrusions 17a and 17b have a hollow inside from the viewpoint of flexibility of the fold structure.
- the high-density portion 15 When the high-density portion 15 is formed on a fiber sheet such as a non-woven fabric, the constituent fibers of at least one of the first sheet material 11 and the second sheet material 12 are consolidated in the high-density portion 15. This is a portion where the fiber density is higher than that of other portions in the sheet material. Further, since the high-density portion 15 has a high fiber density, the rigidity of the high-density portion 15 is higher than that of other portions of the sheet material. When the high-density portion 15 is formed on the film, at least one of the first sheet material 11 and the second sheet material 12 is compacted in the thickness direction in the high-density portion 15, and the high-density portion 15 is formed in the sheet material.
- the sheet material to be used is subjected to compaction processing such as embossing in advance, or the sheet material to be used is partially entangled by a machine such as needle punching or spunlacing. Can be formed.
- the elastic member 13 and the high-density portion 15 are arranged so as to overlap each other, for example, a high-density portion row in which the high-density portion is arranged in one direction is formed on the sheet material, and the elastic member is extended.
- the elastic member and the sheet material are overlapped so that the existing direction and the extending direction of the high-density part row coincide with each other, and the positions of the elastic member and the high-density part row overlap in the thickness direction. It is preferable to do so.
- the spacing between the elastic members 13 or the spacing between the high-density portions 15 may be appropriately adjusted according to the design dimensions of the target absorbent article.
- the fold structure with the high-density portion 15 as the bottom is along the orthogonal direction Y. It is formed with high alignment. Specifically, since the high-density portion 15 has a relatively high rigidity due to the high fiber density, the high-density portion 15 is formed when the fold structure is formed due to the contraction of the elastic member. Is a starting point, and the sheet material located between the adjacent high-density portions 15 tends to rise outward in the thickness direction. On the other hand, in the portion where the high-density portion 15 is formed, unintended uplift of the sheet material is suppressed.
- the absorbent article of the present invention has a fold structure in which the formed ridges and ridges are regularly formed, the alignment is high, and the appearance is good.
- the high-density portion 15 is formed so that the two sheet materials 11 and 12 are not directly joined to each other, the elasticity of the composite stretchable portion 10 itself is improved, and the composite stretchable portion 10 is formed.
- the flexibility of the sheet material to be used is sufficiently maintained, and the comfort of the absorbent article in the wearing state is improved.
- each high-density portion 15 overlaps with a plurality of elastic members 13 in the thickness direction. It is more preferable that the elastic members 13 are overlapped with each of the adjacent elastic members 13 in the thickness direction. In any case, it is also preferable that each high-density portion 15 is formed intermittently at intervals in the expansion / contraction direction X so as to overlap the elastic member 13.
- the high-density portion 15 is formed discontinuously at intervals in both the expansion / contraction direction X and the direction intersecting the expansion / contraction direction X.
- the forming area of the high-density portion 15 having relatively high rigidity is reduced, so that in addition to being able to form a fold structure having high alignment and a good appearance, the fold structure can be formed. It is possible to increase the flexibility and texture of the absorbent article and reduce traces and skin troubles caused by contact between the skin of the wearer of the absorbent article and the composite elastic portion 10.
- the plurality of high-density portions 15 are intermittently arranged along the expansion / contraction direction X, and these form a first high-density portion row 15X extending along the expansion / contraction direction X. doing.
- a plurality of rows of the first high-density section 15X are formed in the orthogonal direction Y.
- the thread-like elastic member 13 and the first high-density part row 15X are arranged at overlapping positions in the thickness direction Z.
- the high-density portions 15 in the figure are formed intermittently along the orthogonal direction Y, and these form a second high-density portion row 15Y extending along the orthogonal direction Y.
- the high-density portion 15 overlapping the thread-like elastic member 13 in the thickness direction is along the orthogonal direction Y. It is preferable that the length H1 of the high-density portion 15 is longer than the diameter H2, which is the length of the elastic member 13 along the orthogonal direction Y. With such a configuration, the sheet material is prevented from being unintentionally raised, and the groove-shaped concave portion is easily formed along the high-density portion 15, so that a highly aligned fold structure can be obtained. It can be formed efficiently.
- the length H1 (see FIG. 5) of the high-density portion 15 along the orthogonal direction Y is preferably 0.2 mm or more, more preferably 0.3 mm or more, still more preferably 0.4 mm or more, and preferably 5.0 mm. Below, it is more preferably 3.0 mm or less, still more preferably 2.0 mm or less.
- the diameter H2 (see FIG. 5) of the elastic member 13 is preferably 0.1 mm or more, more preferably 0.2 mm or more, still more preferably 0.3 mm or more, preferably 4.0 mm or less, more preferably 4.0 mm or less. It is 3.0 mm or less, more preferably 2.0 mm or less.
- the length of the high-density portion 15 along one direction is longer than the length of the high-density portion 15 along the direction orthogonal to the one direction.
- the elliptical high-density portion 15 overlaps the elastic member 13 in the thickness direction, and the extending direction of the long axis of the high-density portion 15 coincides with the orthogonal direction Y. It is arranged in a state.
- the length H1 of the high-density portion 15 along the orthogonal direction Y is longer than the length Ha of the high-density portion 15 along the expansion / contraction direction X.
- the length Ha of the high-density portion 15 along the expansion / contraction direction X is preferably 0.1 mm or more, more preferably 0.2 mm or more, still more preferably 0.3 mm or more. It is preferably 4.0 mm or less, more preferably 3.0 mm or less, and further preferably 2.0 mm or less.
- the relationship between the distance between the high-density portions 15 adjacent to each other along the expansion / contraction direction X and the distance between the adjacent elastic members 13 according to the specific arrangement position of the composite expansion / contraction portion 10 in the absorbent article It is preferable to change as appropriate. By changing this relationship, the appearance and feel of the fold structure formed by the expansion and contraction of the composite expansion and contraction portion 10 can be changed.
- the distance H3 between the high-density portions 15 adjacent to each other along the expansion / contraction direction X, which is the extending direction of the elastic member 13, is the elastic member 13 adjacent to each other in the orthogonal direction Y.
- the interval between them is smaller than H4. That is, in the form shown in the figure, the relationship is "H3 ⁇ H4".
- the distance H3 between the high-density portions 15 adjacent to each other along the expansion / contraction direction X, which is the extending direction of the elastic member 13, is the elastic member adjacent to each other in the orthogonal direction Y.
- the ridges and the ridges are formed so that the arrangement pitch is wide, so that the flexibility of the folds in the folds can be further increased, and as a result, the absorbency It is possible to further reduce traces and skin troubles caused by contact between the skin of the wearer of the article and the composite stretchable portion 10.
- Such a fold structure is particularly useful from the viewpoint of reducing marks on the skin when the composite elastic portion 10 is arranged on the side facing the skin of the wearer.
- the distance H3 (see FIG. 5) between the adjacent high-density portions 15 is preferably 0.5 mm or more. , More preferably 1.0 mm or more, further preferably 1.1 mm or more, preferably 3.0 mm or less, more preferably 2.8 mm or less, still more preferably 2.5 mm or less.
- the distance H4 (see FIG. 5) between the adjacent elastic members 13 is preferably 3.2 mm or more, more preferably 3.5 mm or more, still more preferably 3.8 mm or more, and preferably 8.0 mm or less. It is more preferably 7.5 mm or less, still more preferably 7.0 mm or less.
- the interval H3 is preferably the interval H3, provided that the interval H4 is in the above range. It is 3.8 mm or more, more preferably 4.0 mm or more, still more preferably 4.2 mm or more, preferably 10.0 mm or less, more preferably 9.0 mm or less, still more preferably 8.0 mm or less.
- the present invention it is also preferable to change the arrangement position of the high-density portion 15 or its shape according to the specific arrangement position of the composite expansion / contraction portion 10 in the absorbent article.
- a plurality of high-density portions 15 are intermittently arranged along the expansion / contraction direction X at positions overlapping with the elastic member 13, as in each arrangement form described above.
- the elastic members 13 and the first high-density section 15X are arranged at overlapping positions in the thickness direction Z.
- the plurality of first high-density portions 15a formed at positions overlapping with one elastic member 13a and the positions overlapping with the other elastic member 13b.
- the arrangement position in the expansion / contraction direction X is deviated from the plurality of second high-density portions 15b formed in.
- the elastic member 13b and the virtual member 13b are drawn.
- the second high-density portion 15b does not exist at the intersection with the straight line.
- the first high-density portion 15a overlapping the one elastic member 13a and the other elastic member 13b. It is more preferable that the second high-density portion 15b overlapping the above is located on the virtual parallel line Ls inclined with respect to both the expansion / contraction direction X and the orthogonal direction Y.
- both the first high-density portion 15a overlapping the one elastic member 13a and the second high-density portion 15b overlapping the other elastic member 13b are parallel to the virtual parallel line Ls. It is more preferable to have a plan view shape having a long axis in the above direction. Examples of the plan view shape of the high-density portion 15 include the anisotropic shape described above, and from the viewpoint of formation efficiency, it is preferably rectangular or elliptical.
- FIG. 6 and 7 show a deployable disposable diaper 1 (hereinafter, also simply referred to as "diaper 1") as an embodiment of an absorbent article having the composite telescopic portion 10.
- FIG. 6 shows the configuration of the diaper 1 as viewed from the skin-facing surface side.
- the diaper 1 shown in FIG. 6 corresponds to the front-back direction of the wearer in its unfolded and extended state, and corresponds to the wearer's belly. It has a longitudinal direction D1 extending from the side to the dorsal side via the crotch portion and a width direction D2 orthogonal to the longitudinal direction D1.
- the diaper 1 has a ventral region F, a dorsal region R, and an inseam region M located between them. Each area extends continuously in the anterior-posterior direction of the wearer.
- the “expanded and stretched state” of the diaper 1 means that the diaper 1 is in the unfolded state, and the elastic members of each part of the unfolded diaper 1 are stretched to eliminate the influence of the elastic members. It refers to the state in which it is expanded to the same size as when it is expanded in a flat state.
- the “skin facing surface” is a surface facing the wearer's skin when wearing the diaper when focusing on the diaper or its constituent members (for example, an absorber), and the “non-skin facing surface” is the diaper. This is the surface that faces the wearer's skin when worn.
- the skin-facing surface is the surface relatively close to the wearer's skin
- the non-skin-facing surface is the surface relatively far from the wearer's skin.
- the diaper 1 has a liquid-permeable front sheet 2 that forms a skin-facing surface and a liquid-impervious (including water-repellent) back sheet 3 that forms a non-skin-facing surface. And have.
- a substantially rectangular absorber 4 is arranged between the front surface sheet 2 and the back surface sheet 3 so as to coincide with the longitudinal direction D1, and these form the absorbent body 1A.
- the front surface sheet 2 and the back surface sheet 3 each have a larger size than the absorber 4, and extend outward from the outer peripheral edge of the absorber 4. Further, the front surface sheet 2 and the back surface sheet 3 extend outward in the width direction D2 from both side edges along the longitudinal direction D1 of the absorber 4.
- the longitudinal end edges of the front surface sheet 2 and the back surface sheet 3 in the present embodiment substantially coincide with the longitudinal end edges of the diaper 1.
- the absorber 4 is arranged from the ventral region F to the dorsal region R.
- An exterior body (not shown) forming an outer surface of the absorbent article may be further arranged on the non-skin facing surface side of the back sheet 3.
- a pair of leakage-proof cuffs 6 and 6 are provided on both sides of the diaper 1 on the skin-facing surface along the longitudinal direction D1 so as to extend in the longitudinal direction D1.
- the leak-proof cuff 6 is composed of a water-repellent and breathable leak-proof cuff forming sheet 61.
- the free end portion 6A in the present embodiment is formed by bending one continuous leak-proof cuff forming sheet 61 to form two opposing surfaces, and an elastic member for cuff is formed between the sheets 61. 62 are arranged. Further, a joint portion 63 for joining the leak-proof cuff forming sheets 61 to each other is formed on the outer side of the elastic member 62 for cuff in the width direction D2.
- the leak-proof cuff 6 stands up at least in the inseam region M when the elastic member 62 arranged in the extended state contracts when the diaper 1 is worn, whereby excrement such as urine flows out in the width direction D2. To prevent.
- the side flap portion is composed of a member of the diaper 1 extending outward in the width direction Y from the absorber 4.
- a pair of fastening tapes 7 and 7 are provided on both side edges of the dorsal region R of the diaper 1 along the longitudinal direction D1.
- a fastening portion made of a male member of a mechanical hook-and-loop fastener is attached to the fastening tape 7.
- a landing region (not shown) made of a female member of the mechanical hook-and-loop fastener is formed on the non-skin facing surface of the ventral region F of the diaper 1.
- a female member of a mechanical hook-and-loop fastener is attached to the back surface sheet 3 forming the non-skin facing surface of the ventral region F or the non-skin facing surface of the exterior body, for example, an adhesive or a heat seal. It is formed by joining and fixing with etc.
- the fastening portion of the fastening tape 7 can be detachably engaged with the fastening region.
- a plurality of leg elastic members 85 for forming leg gathers are provided between the two sheet materials constituting the diaper 1 on both side portions along the longitudinal direction D1 of the diaper 1 in the longitudinal direction D1. It is arranged in an extended state along the above, and leg gathers can be formed by contraction of the leg elastic member 85.
- elastic members are not present in the respective longitudinal end regions of the ventral region F and the dorsal region R of the diaper 1, but for example, two pieces constituting the longitudinal end region of the diaper 1.
- a plurality of elastic members around the waist may be arranged in an extended state in the width direction D2 between the sheet materials of the above, so that waist gathers can be formed by contraction of the elastic members.
- the above-mentioned composite telescopic portion 10 is formed at a portion where a sheet material such as a leak-proof cuff 6, leg gathers, and waist gathers and an elastic body are arranged.
- diaper 1 in which the composite telescopic portion 10 is arranged on the leak-proof cuff 6 will be described as an example with reference to FIG.
- the figure shows an enlarged view of a main part of the leak-proof cuff 6 in the unfolded and extended state of the diaper 1 as viewed from the skin-facing surface side.
- the leak-proof cuff 6 has a composite telescopic portion 10 at its free end 6A, and the telescopic direction X of the composite telescopic portion 10 and the longitudinal direction D1 of the diaper 1 coincide with each other, and the direction perpendicular to the composite telescopic portion 10. It is arranged so that Y and D2 in the width direction of the diaper 1 coincide with each other.
- a plurality of joint portions 63 for joining the leak-proof cuff forming sheets 61 in a bent state are intermittently formed in the longitudinal direction D1 to form a joint row 63L extending along the longitudinal direction D1. ..
- the plan view shape of the joint portion 63 may be a rectangular shape, a perfect circular shape, an elliptical shape, a polygonal shape such as a triangle or a pentagon, or the like.
- a plurality of high-density portions 15 are formed on the leak-proof cuff forming sheet 61, and these high-density portions 15 are arranged so as to overlap with a plurality of elastic members for cuffs 62 in the thickness direction.
- the first high-density portion 15a overlapping with one cuff elastic member 62a adjacent to each other in the width direction D2 and the plurality of second high-density portions 15b overlapping with the other cuff elastic member 62b are joined to each other.
- the portion 63 is located on the virtual parallel line Ls inclined with respect to both the longitudinal direction D1 and the width direction D2.
- each of the plurality of high-density portions 15 has a plan view shape having a long side or a long axis in a direction parallel to the virtual parallel line Ls, and in addition to this. Further, it is more preferable that each of the joint portions 63 has a plan view shape having a long side or a long axis in a direction parallel to the virtual parallel line Ls.
- each high-density portion 15 has an elliptical plan view shape, and the long axis of the ellipse and the virtual parallel line Ls are parallel to each other.
- each joint 63 has a rectangular plan view shape, and the long side of the rectangle and the virtual parallel line Ls are parallel to each other.
- both the high-density portion 15 and each joint portion 63 may have a rectangular or elliptical plan view shape, and one of the high-density portion 15 and the joint portion 63 may have a rectangular plan view. It may be a shape, and the other may be an elliptical plan view shape.
- the leak-proof cuff 6 placed on the absorbent article such as the diaper 1 is placed between the leak-proof cuff 6 and the wearer's skin in order to prevent the outflow of excrement such as urine in the width direction D2 to the outside. It is desired to form the diapers so that there are no gaps in the diapers.
- the composite telescopic portion 10 having the above arrangement as the leakage-proof cuff 6, the phases of the high-density portion and the joint portion are matched, and the alignmentability It is possible to form a fold structure having a high density and an even better appearance.
- the fold structure has a ridge shape along the extending direction of the virtual parallel line Ls, so that the fold structure can easily follow the wearer even when the absorbent article is curved, and the fold structure can be formed.
- the fit between the formed leak-proof cuff and the wearer's skin can be further enhanced.
- the sheet material constituting the composite telescopic portion 10 has a ring crush compressive strength measured by a method described later, preferably 10.0 N / 30 mm or less, more preferably 8.0 N / 30 mm or less, still more preferably 7.5 N. It is preferably / 30 mm or less, and the lower the lower limit is, the more preferable, but 2.0 N / 30 mm or more is realistic.
- the rigidity of the sheet material itself constituting the composite telescopic portion 10 is reduced, the flexibility and texture of the formed fold structure is enhanced, and the composite with the skin of the wearer of the absorbent article. It is possible to reduce the traces caused by the contact with the expansion / contraction portion 10.
- the ring crush compressive strength can be measured as follows. First, five sheet materials constituting the composite telescopic portion 10 were cut out into a rectangular shape having a length of 150 mm in the telescopic direction X and a length of 30 mm in the orthogonal direction Y, and these were used as test pieces. Each staple is rolled into a cylinder in the longitudinal direction of the staple, and one end and the other end of the staple in the longitudinal direction are overlapped by 5 mm to form a cylinder having a diameter of 45 mm, and the upper end (cylinder) of the overlapped portion at both ends. Staples (for example, manufactured by Max Co., Ltd., No. 10-1M needle] is used for anchoring to obtain five cylindrical measurement samples.
- Staples for example, manufactured by Max Co., Ltd., No. 10-1M needle
- the direction of the needle is parallel to the circumferential direction.
- Each of the obtained measurement samples (initial sample width; 30 mm) is set in a Tencilon compression tester (“RTA-100” manufactured by Orientec Co., Ltd.), and a circular compression plate with a diameter of 70 mm or more is used in the axial direction of the cylinder ( In the width direction of the sample), the maximum load (N / 30 mm) shown when compressed at a compression rate of 10 mm / min is measured. Similar measurements are made for the five measurement samples, and their arithmetic mean is taken as the ring crush compression strength.
- the composite telescopic portion 10 has a total basis weight of preferably 10 g / m 2 or more, more preferably 12 g / m 2 or more, and further preferably 15 g / m 2 or more. , Preferably 40 g / m 2 or less, more preferably 36 g / m 2 or less, still more preferably 32 g / m 2 or less.
- non-woven fabrics include, for example, spunbonded non-woven fabrics, thermal-bonded non-woven fabrics (point-bonded non-woven fabrics, heat-embossed non-woven fabrics, air-through non-woven fabrics, etc.), spunlaced non-woven fabrics, melt-blown non-woven fabrics, air-laid non-woven fabrics, resin-bonded non-woven fabrics, needle punch non-woven fabrics, wet non-woven fabrics, and the like.
- Non-woven fabric can be used without particular limitation.
- the sheet material may be a single layer or a multi-layer. Further, the above-mentioned laminate of the fiber sheet and the film may be used.
- the fibers constituting the non-woven fabric are various thermoplastic resins such as polyolefin resins such as polyethylene, polypropylene and polybutene, and polyester resins such as polyethylene terephthalate and polybutylene terephthalate. Consists of polyamide resins such as nylon, vinyl resins such as polystyrene and polyvinyl chloride, acrylonitrile resins such as acrylic, methacrylic resins, vinylidene resins, natural fiber cotton, pulp, biodegradable plastics such as polylactic acid, etc. can do.
- polyolefin resins such as polyethylene, polypropylene and polybutene
- polyester resins such as polyethylene terephthalate and polybutylene terephthalate.
- Consists of polyamide resins such as nylon, vinyl resins such as polystyrene and polyvinyl chloride, acrylonitrile resins such as acrylic, methacrylic resins, vinylidene resins, natural fiber cotton, pulp
- the fiber is composed of a blend of two or more kinds of these resins, or has a composite fiber (core-sheath type fiber, side-by-side type fiber, eccentric crimp) in which two or more kinds of these resins are combined.
- Core-sheath fiber, split fiber can also be used.
- additives such as a fiber colorant, an antistatic property agent, a lubricant, a lubricant and a hydrophilic agent are added to the fiber.
- the elastic member 13 constituting the composite telescopic portion 10 can be made of, for example, an elastic resin.
- the elastic resin include synthetic rubber such as styrene-butadiene rubber, butadiene rubber, isoprene rubber, and neoprene rubber, natural rubber, EVA rubber, SIS (styrene-isoprene-styrene) rubber, and SEBS (styrene-ethylene-butylene-styrene).
- Examples thereof include rubber, SEPS (styrene-ethylene-propylene-styrene) rubber, stretchable polyolefin (the ethylene-based elastomer, the propylene-based elastomer, etc.), polyurethane and the like.
- the shape is a sheet shape such as a film shape or a net shape, a thread-like or string-like (flat rubber) shape having a short cross section, a square shape, a circular shape, a polygonal shape, or a multifilament type thread shape. Can be used.
- the number of elastic members arranged in the composite telescopic portion 10 is preferably 2 or more, more preferably 3 or more, and preferably 20 or less, and 10 or less. Is more preferable. In counting the number of elastic members, when a virtual straight line is drawn in a direction orthogonal to the extending direction of the elastic members, the number of elastic members intersecting the virtual straight line is defined as the number of elastic members described above. When the absorbent article has a plurality of composite expansion / contraction portions 10, the above-mentioned range of the number may be satisfied independently at each location.
- the height W1 (see FIG. 4) of the first convex portion 17a is preferably 0.2 mm or more, more preferably 0.5 mm or more, and preferably 5. It is 0 mm or less, more preferably 3.0 mm or less.
- the height H1 of the ridge 51 is the distance between the surface of the exterior sheet 5 forming the groove 52 and the upper surface of the top of the ridge 51.
- the height of the second ridge portion 17b can also be in the same range as the height W1.
- the height W1 of the convex portions 17a and 17b can be appropriately adjusted by, for example, changing the distance H3 between the high-density portions 15 adjacent to each other along the expansion / contraction direction X.
- the total width W2 (see FIG. 4) of the first convex portion 17a along the expansion / contraction direction X is preferably 0.5 mm or more, more preferably 1.0 mm or more, and preferably 3. It is 0 mm or less, more preferably 2.5 mm or less.
- the total width W3 (see FIG. 4) of the first concave portion 18a along the expansion / contraction direction X is preferably 0.2 mm or more, more preferably 0.4 mm or more, and preferably 5.0 mm or less, further preferably 5.0 mm or less. It is 3.0 mm or less.
- the total widths W1 and W2 can be appropriately adjusted by, for example, changing the distance H3 between the high-density portions 15 adjacent to each other along the expansion / contraction direction X and the size of the plan-view shape of the high-density portions 15.
- the second convex portion 17b and the second concave portion 18b are formed, they can have the same width as the range of the total widths W2 and W3.
- the height W1, total width W2, and total width W3 described above can be measured by, for example, the following methods. That is, a sample having the composite expansion / contraction portion 10 in the contracted state is cut with a sharp razor along the expansion / contraction direction X, and the cut surface is observed to form the concave portion and the top of the convex portion. The shortest distance to the upper surface is measured, and the obtained value is defined as the height W1. Further, on the cut surface, the distance between the adjacent high-density portions 15 and 15 in the direction orthogonal to the expansion / contraction direction X is measured, and this is defined as the total width W2.
- the shortest distance of the concave portion in the direction orthogonal to the expansion / contraction direction X is measured, and this is defined as the total width W3.
- the cross section of the cut sample may be observed and measured at a magnification of 20 to 100 times using, for example, a microscope (manufactured by KEYENCE, VHX-1000).
- the number of elastic members 13 and the first high-density section row 15X overlapping each other is preferably one or more, more preferably two or more, and three or more. Is more preferable, and the number is preferably 20 or less, more preferably 15 or less, and further preferably 10 or less. As a result, it is possible to form a fold structure having high alignment and good appearance.
- the composite elastic part 10 has been described as being formed in a deployable disposable diaper, but the arrangement position of the composite elastic part 10 and the type of the absorbent article to be applied are particularly different.
- the absorbent article may be a pants-type disposable diaper
- the composite elastic portion 10 may be formed at a portion such as a leg gather, a waist gather, and a leak-proof cuff in the pants-type disposable diaper.
- the composite telescopic portion 10 may be formed at a portion of the incontinence pad such as a leak-proof cuff.
- the present invention has been described above based on the preferred embodiment thereof, the present invention is not limited to the above-described embodiment.
- elastic sides extending outward in the width direction D2 are provided on both sides of the dorsal region R of the absorbent body 1A along the longitudinal direction D1.
- An embodiment in which a pair of panels are attached and a fastening tape extending outward in the width direction D2 is attached to the outer side portion of each side panel in the width direction D2 can be mentioned.
- the portion where the stretchable side panel is arranged can be the composite stretchable portion 10.
- absorbent articles are further disclosed with respect to the above-described embodiment of the present invention.
- It has a liquid-permeable front surface sheet, a back surface sheet, and an absorber located between the front surface sheet and the back surface sheet, and has a longitudinal direction corresponding to the front-rear direction of the wearer and a width direction orthogonal to the longitudinal direction.
- It is an absorbent article It has a composite telescopic part that can expand and contract in one direction,
- the composite telescopic portion has two sheet materials and a plurality of elastic members arranged between the two sheet materials.
- the plurality of elastic members extend along the one direction and are arranged at intervals in a direction orthogonal to the one direction.
- At least one of the two sheet materials has a plurality of high-density portions in which the two sheet materials are not directly bonded to each other.
- the high-density portion overlaps with at least one elastic member among the plurality of elastic members, and a plurality of the high-density portions are intermittently formed in the extending direction of the one elastic member.
- ⁇ 2> The absorbent article according to ⁇ 1>, wherein the high-density portion is formed by consolidation processing.
- the high-density portion overlaps with the plurality of elastic members and is intermittently formed in the one direction in which each of the plurality of elastic members extends.
- the high-density portion overlaps with each of the plurality of adjacent elastic members, and each of the plurality of elastic members is intermittently formed in the one direction extending in the above ⁇ 3>.
- the absorbent article described. ⁇ 5> The absorbent article according to any one of ⁇ 1> to ⁇ 4>, wherein the high-density portion is formed discontinuously in both the one direction and the direction intersecting the one direction.
- the elastic member is a thread-like member and The method according to any one of ⁇ 1> to ⁇ 5>, wherein in the plan view shape of the composite telescopic portion, the length of the high-density portion in a direction orthogonal to the one direction is longer than the diameter of the elastic member.
- the distance between adjacent high-density portions is 0.5 mm or more and 3.0 mm or less, preferably 1.0 mm or more and 2.8 mm or less, and more preferably 1.1 mm or more and 2.5 mm or less.
- the distance between the adjacent elastic members is 3.2 mm or more and 8.0 mm or less, preferably 3.5 mm or more and 7.0 mm or less, and more preferably 3.8 mm or more and 7.0 mm or less.
- the distance between the high-density portions adjacent to each other along the extending direction of the elastic member is the same as the distance between the adjacent elastic members, or is larger than the distance between the adjacent elastic members.
- the distance between adjacent high-density portions is 3.8 mm or more and 10.0 mm or less, preferably 4.0 mm or more and 9.0 mm or less, and more preferably 1.1 mm or more and 2.5 mm or less.
- the distance between the adjacent elastic members is 3.2 mm or more and 8.0 mm or less, preferably 3.5 mm or more and 7.0 mm or less, more preferably 4.2 mm or more and 8.0 mm or less.
- the arrangement position in one direction is deviated between a plurality of high-density portions overlapping one elastic member adjacent to each other in a direction orthogonal to the one direction and a plurality of high-density portions overlapping the other elastic member.
- the absorbent article according to any one of 1> to ⁇ 12>. ⁇ 14> The high-density portion overlapping the one elastic member and the high-density portion overlapping the other elastic member are located on a virtual parallel line inclined with respect to both the one direction and the direction orthogonal to the one direction. , The absorbent article according to ⁇ 13>.
- the leak-proof cuff has the composite telescopic portion at its free end, and the composite telescopic portion extends in the longitudinal direction of the absorbent article in the one direction in which the plurality of elastic members extend. It is arranged in A joint portion in which the two sheet materials are joined is intermittently formed in the longitudinal direction on the outside of the plurality of elastic members.
- the high-density portion overlaps with the plurality of elastic members.
- a plurality of high-density portions overlapping with one elastic member adjacent to each other in a direction orthogonal to the one direction, a plurality of high-density portions overlapping with the other elastic member, and the joint portion are formed in the one direction and the one direction.
- the sheet material has a ring crush compressive strength of 10.0 N / 30 mm or less, preferably 8.0 N / 30 mm or less, more preferably 7.5 N / 30 mm or less, any of the above ⁇ 1> to ⁇ 16>.
- the length of the high-density portion along the one direction is longer than the length of the high-density portion along the direction orthogonal to the one direction.
- the absorbent article according to any one of ⁇ 1> to ⁇ 17>. ⁇ 19> The length of the high-density portion along the one direction is 0.2 mm or more and 5.0 mm or less, preferably 0.3 mm or more and 3.0 mm or less, and more preferably 0.4 mm or more and 2.0 mm or less. 18>.
- the length of the high-density portion along the direction orthogonal to the one direction is 0.1 mm or more and 4.0 mm or less, preferably 0.2 mm or more and 3.0 mm or less, and more preferably 0.3 mm or more and 2.0 mm or less.
- an absorbent article in which a fold structure having high alignment and excellent appearance is formed.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
吸収性物品(1)は、表面シート(2)、裏面シート(3)及びこれらの間に位置する吸収体(4)を有し、着用者の前後方向に対応する長手方向(D1)とこれに直交する幅方向(D2)とを有する。吸収性物品(1)は、一方向(X)に伸縮可能な複合伸縮部(10)を有しており、二枚のシート材(11,12)と、これらの間に配された複数本の弾性部材(13)とを有する。弾性部材(13)は、一方向(X)に沿って延び、且つ一方向(X)と直交する方向(Y)に間隔を空けて配される。少なくとも一方のシート材における弾性部材(13)と重なる位置に、シート材(11,12)どうしを直接接合しない高密度部(15)が、弾性部材(13)の延在方向に間欠的に複数形成されている。収縮状態の複合伸縮部(10)に、凸条部(17a)と、高密度部(15)を底部に有する凹条部(18a)とを有するように変形した襞構造が形成される。
Description
本発明は、吸収性物品に関する。
使い捨ておむつ等の吸収性物品においては、外観に優れた襞を形成することを目的として、伸長状態の弾性部材を複数枚のシートで挟んだ構成の複合伸縮シートを用いることが検討されている。例えば特許文献1には、複合伸縮部から形成されたギャザーが設けられた吸収性物品が記載されている。同文献には、複合伸縮部は、外層シート及び内層シートが複合伸縮部の伸縮方向及びそれに直交する方向において間欠的な接合部により互いに接合され、弾性部材が該接合部を通らないように配されていること、及び、両シートが複数本の弾性部材に亘って連続して延びる複数本の襞を形成することも記載されている。
また特許文献2には、2枚のシート材と、その間に配された複数本の弾性部材とからなる伸縮性複合シートが記載されている。2枚のシート材は複数の接合領域にて接合されている。接合領域は、弾性部材の伸縮方向に間欠的なパターンで、その直交方向に間欠的又は連続的に配されており、弾性部材接合領域と重なるように配されてシート材間に固定されていることも同文献に記載されている。
また特許文献3には、2枚のシート材と、これらのシート材の間に設けられた複数本の弾性部材とを備えており、両シート材が、伸縮方向に間欠的に配された、伸縮方向と交差する方向に連続する溶着加工により接合されて、シート接合部が形成された吸収性物品の伸縮構造が記載されている。
本発明は、液透過性の表面シート、裏面シート並びに該表面シート及び該裏面シートの間に位置する吸収体を有し、着用者の前後方向に対応する長手方向と該長手方向に直交する幅方向とを有する吸収性物品に関する。
前記吸収性物品は、一方向に伸縮可能な複合伸縮部を有している。
前記複合伸縮部は、二枚のシート材と、該二枚のシート材間に配された複数本の弾性部材とを有している。
前記複数本の弾性部材は、前記一方向に沿って延び、且つ該一方向と直交する方向に間隔を空けて配されている。
前記二枚のシート材のうちの少なくとも一方のシート材は、前記二枚のシート材どうしを直接接合していない複数の高密度部を有している。
前記高密度部は、前記複数本の弾性部材のうち少なくとも一本の弾性部材と重なっており、且つ該一本の弾性部材の延在方向に間欠的に複数形成されている。
収縮状態の前記複合伸縮部に、前記一方のシート材が、前記高密度部を底部に有する複数の凹条部と該凹条部間に位置する凸条部とを有するように変形した襞構造が形成されている。
前記吸収性物品は、一方向に伸縮可能な複合伸縮部を有している。
前記複合伸縮部は、二枚のシート材と、該二枚のシート材間に配された複数本の弾性部材とを有している。
前記複数本の弾性部材は、前記一方向に沿って延び、且つ該一方向と直交する方向に間隔を空けて配されている。
前記二枚のシート材のうちの少なくとも一方のシート材は、前記二枚のシート材どうしを直接接合していない複数の高密度部を有している。
前記高密度部は、前記複数本の弾性部材のうち少なくとも一本の弾性部材と重なっており、且つ該一本の弾性部材の延在方向に間欠的に複数形成されている。
収縮状態の前記複合伸縮部に、前記一方のシート材が、前記高密度部を底部に有する複数の凹条部と該凹条部間に位置する凸条部とを有するように変形した襞構造が形成されている。
[規則91に基づく訂正 29.05.2020]
図1は、本発明の吸収性物品が有する複合伸縮部の一例の伸長状態を模式的に示す斜視図である。
図2は、図1に示す複合伸縮部のI-I線断面図である。
図3は、本発明の吸収性物品が有する複合伸縮部の一例の自然状態を模式的に示す斜視図である。
図4は、図3に示す複合伸縮部のII-II線断面図である。
図5(a)ないし(d)は、本発明の吸収性物品が有する複合伸縮部において、伸長状態での弾性部材と高密度部との配置位置を示す平面図である。
図6は、本発明の吸収性物品の一実施形態において、その展開且つ伸長状態における肌対向面側(内面側)を模式的に示す展開平面図である。
図7は、図6に示す吸収性物品のV-V線断面図である。
図8は、図6に示す吸収性物品が有する防漏カフの伸長状態での要部拡大図である。
特許文献1ないし3の技術に用いられる複合伸縮シートは、該シートが有する弾性部材の収縮に伴って、2枚のシート材どうしが互いに離れるように互いに突出して襞を形成する。しかし、これらの技術によって形成される襞は、シート材がランダムに隆起して形成されやすいので、襞の形状が不揃いなものとなりやすく、外観の点でも改善の余地があった。
本発明は、整列性が高く、外観に優れた襞構造が形成できる吸収性物品に関する。
以下、本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。本発明の吸収性物品は一般に、着用者の腹側から股間部を介して背側に延びる方向に相当する長手方向とこれに直交する幅方向とを有する縦長の形状をしている。そして吸収性物品は、着用者の股間部に配される股下領域並びにその前後に延在する腹側領域及び背側領域を有する。股下領域は、吸収性物品の着用時に着用者の排泄部に対向配置される排泄部対向部を有しており、該排泄部対向部は通常、吸収性物品の長手方向の中央部又はその近傍に位置している。
吸収性物品は一般に、着用者の肌対向面側に位置する表面シートと、非肌対向面側に位置する裏面シートと、両シートの間に位置する吸収体とを備える。表面シートとしては、液透過性を有するシートを用いることが好ましく、例えば不織布や穿孔フィルムなどを好ましく用いることができる。表面シートは、その肌対向面側が凹凸形状になっていてもよい。例えば表面シートの肌対向面側に、散点状に複数の凸部を形成することができる。あるいは、表面シートの肌対向面側に、一方向に延びる畝部と溝部とを交互に形成することができる。そのような目的のために、2枚以上の不織布を用いて表面シートを形成することもできる。
一方、裏面シートとしては、例えば液難透過性のフィルムやスパンボンド・メルトブローン・スパンボンド積層不織布などを用いることができる。液難透過性のフィルムに、複数の微細孔を設け、該フィルムに水蒸気透過性を付与してもよい。吸収性物品の肌触り等を一層良好にする目的で、裏面シートの外面に不織布等の風合いの良好なシートを積層してもよい。
吸収体は、吸収性コアを備えている。吸収性コアは例えばパルプをはじめとするセルロース等の親水性繊維の積繊体、該親水性繊維と吸収性ポリマーとの混合積繊体、吸収性ポリマーの堆積体、二枚の吸収性シート間に吸収性ポリマーが担持された積層構造体などから構成される。吸収性コアは、少なくともその肌対向面が液透過性のコアラップシートで覆われていてもよく、肌対向面及び非肌対向面を含む表面の全域がコアラップシートで覆われていてもよい。コアラップシートとしては、例えば親水性繊維からなる薄葉紙や、液透過性を有する不織布などを用いることができる。
上述の表面シート、裏面シート及び吸収体に加え、吸収性物品の具体的な用途に応じ、肌対向面側の長手方向に沿う両側部に、長手方向に沿って延びる防漏カフが配される場合がある。防漏カフは一般に、基端部と自由端部とを備えている。防漏カフは、吸収性物品の肌対向面側に基端部を有し、肌対向面側から起立している。防漏カフは、液抵抗性ないし撥水性で且つ通気性のシート材から構成されている。防漏カフの自由端部又はその近傍には、糸ゴム等からなる弾性部材を伸長状態で配してもよい。吸収性物品の着用状態においてこの弾性部材が収縮することによって、防漏カフが着用者の身体に向けて起立するようになり、表面シート上に排泄された液が、表面シート上を伝い吸収性物品の幅方向外方へ漏れ出すことが効果的に阻止される。
また、吸収性物品の具体的な用途に応じ、該吸収性物品の長手方向の少なくとも一方の端部、あるいは該吸収性物品の幅方向両側部には、糸ゴム等からなる弾性部材を伸長状態で配してもよい。吸収性物品の着用状態においてこれらの弾性部材が収縮することによって、ウエストギャザーあるいはレッグギャザーが形成されるようになっている。
以上の構成を有する吸収性物品としては、例えば展開型の使い捨ておむつ、パンツ型の使い捨ておむつ、失禁パッド、生理用ナプキン等が挙げられるが、これらに限られない。
図1及び図2には、本発明の吸収性物品を構成する複合伸縮部の一例が示されている。図1及び図2には、複合伸縮部10を伸長させた状態が示されている。複合伸縮部10は、上述した使い捨ておむつ、失禁パッド、生理用ナプキン等の吸収性物品の一部を構成している。
図1及び図2に示すように、複合伸縮部10は、第1シート材11と、第2シート材12と、これらの二枚のシート材11,12間に配された複数本の弾性部材13とを有している。各弾性部材13は、一方向に沿って延びており、且つ該方向と直交する方向に間隔を置いて間欠的に配されている。弾性部材13は、好ましくは複合伸縮部10の全長に亘って配されている。これによって、複合伸縮部10は、弾性部材13の延在方向に沿って伸縮できるようになっている。つまり、弾性部材13の延在方向と複合伸縮部10の伸縮方向とは互いに一致している。一方、複合伸縮部10は、伸縮する方向と直交する方向では実質的に非伸縮である。以下の説明では、弾性部材13の延在方向を伸縮方向Xともいい、伸縮方向Xに直交する方向を直交方向Yともいう。
第1シート材11及び第2シート材12を構成する素材としては、例えば吸収性物品を構成するシート材であればよく、例えば表面シート、裏面シート、吸収体を形成するシート、防漏カフを形成するシート、あるいは吸収性物品の外面を形成する外装体等が挙げられる。二枚のシート材11,12は、同一の材質のものでもよく、異なる材質のものでもよい。本発明における「二枚のシート材」の態様は、別体の二枚のシート材からなる態様と、連続した一枚のシートを折り曲げて相対向する二面を形成する態様との双方が含まれる。
弾性部材13は、弾性部材13が有する伸縮性に起因して、複合伸縮部10の伸縮性を発現させるものである。弾性部材13は、糸状(弾性フィラメント)、帯状、フィルムあるいは繊維集合体からなるシート状等の形状であってもよく、好ましくは複数本の糸状又は帯状の形状である。本実施形態では、各弾性部材13は糸状の部材であり、直交方向Yにおいて隣り合う弾性部材13間の距離は略同じとなっている。これに代えて、直交方向Yにおいて隣り合う弾性部材13間の距離は異なっていてもよい。
図1及び図2に示すように、複合伸縮部10は、第1シート材11において、少なくとも一本の弾性部材13と厚み方向Zで重なる位置に、高密度部15を複数有している。各高密度部15はいずれも、二枚のシート材11,12どうしを直接接合していないものである。同様に、各高密度部15はいずれも、各シート材11,12と弾性部材13との間も直接接合していない。
一本の弾性部材13に着目したときに、高密度部15は、弾性部材13の延在方向である伸縮方向Xに沿って間欠的に複数形成されている。複合伸縮部10の直交方向Yにおいては、高密度部15は間隔を置いて間欠的に形成されていてもよく、連続的に形成されていてもよい。いずれの場合であっても、高密度部15は、少なくとも一方のシート材に形成されており、好ましくは両シート材11,12に形成されている。図2に示すように、高密度部15が両シート材11,12に形成されている場合、一方のシートに形成されている高密度部15と、他方のシートに形成されている高密度部15とが厚み方向Zで重なるように形成されていることも好ましい。
図1に示す各高密度部15はいずれも、円形の平面視形状となっており、これらが伸縮方向X及び直交方向Yの双方において間隔を置いて形成されている。高密度部15の平面視形状は、真円形であってもよく、矩形及び楕円等の異方性を有する形状であってもよい。高密度部15の平面視形状としては、例えば、真円形、正方形、正六角形、正八角形等の等方性形状や、三角形、長方形、六角形及び八角形等の等方性形状でない多角形、楕円形、菱形、ハート形、月形等の異方性形状が挙げられる。高密度部15を異方性を有する形状とした場合、その長軸が伸縮方向Xと交差する方向に延びるように形成することが、後述する襞構造の整列性及び外観の向上の観点から好ましい。本明細書における「長軸」とは、高密度部15の平面視形状が長方形である場合はその長辺を指し、高密度部15の平面視形状が楕円である場合はその長軸を指し、高密度部15の平面視形状が長方形及び楕円以外の異方性形状の場合は最大差し渡し長さにおける線分を指す。
図3及び図4には、複合伸縮部10の収縮状態、すなわち外力が加わっていない自然状態が示されている。図3及び図4に示すように、第1シート材11には、第2シート材12から離間するように外方に突出した複数の第1凸条部17aが形成されている。第1凸条部17aは、直交方向Yに延びる畝状をなしており、伸縮方向Xに沿って隣り合う高密度部15,15どうしの間に形成されている。伸縮方向Xに沿って隣り合う第1凸条部17aどうしの間には、直交方向Yに延びる溝状の第1凹条部18aが複数形成されている。第1凹条部18aは、その底部に高密度部15が位置するように形成されており、その底部における高密度部15及びその近傍は略平坦である。複合伸縮部10は、その収縮状態においては、少なくとも一方のシート材が、高密度部を底部に有する凹条部と、凸条部とが伸縮方向Xに沿って交互に複数形成されるように変形している。つまり、複合伸縮部10には、少なくとも一方のシート材が変形して、複数の凸条部17a及び凹条部18aからなる襞構造20が形成される。襞構造20は、伸縮方向Xと交差する方向に延びるように形成される。
図3及び図4に示す複合伸縮部10は、第1シート材11に形成された高密度部15と厚み方向に重なる位置において、高密度部15が第2シート材12にも形成されている。図3及び図4に示す第2シート材12は、第1シート材11と同様に、第1シート材11から離間するように外方に突出した第2凸条部17bと、高密度部15を底部に有する第2凹条部18bとが、直交方向Yに延びるように交互に複数形成されている。本実施形態では、第1シート材11の第1凸条部17aの位置に、第2シート材12の第2凸条部17bが位置しており、各凸条部17a、17bは互いに相対する方向に隆起している。また、第1シート材11の第1凹条部18aの位置に、第2シート材12の第2凹条部18bが位置している。これによって、第2シート材12には、複数の凸条部17b及び凹条部18bからなる襞構造20が形成される。各凸条部17a、17bは、その内部が空洞であることが、襞構造の柔軟性の観点から好ましい。
不織布等の繊維シートに高密度部15が形成されている場合、高密度部15は、第1シート材11及び第2シート材12のうち少なくとも一方のシート材の構成繊維が圧密化されて、該シート材における他の部位と比較して、繊維密度が高くなっている部位である。また、高密度部15は、繊維密度が高いので、シート材の他の部位と比較して剛性が高くなっている。フィルムに高密度部15が形成されている場合、高密度部15は、第1シート材11及び第2シート材12のうち少なくとも一方のシート材が厚み方向に圧密化されて、該シート材における他の部位と比較して密度が高くなっている部位である。
このような高密度部15は、例えば、用いるシート材に予めエンボス加工等の圧密加工を施したり、用いるシート材にニードルパンチ、スパンレース等の機械による交絡加工を部分的に施したりして、形成することができる。
このような高密度部15は、例えば、用いるシート材に予めエンボス加工等の圧密加工を施したり、用いるシート材にニードルパンチ、スパンレース等の機械による交絡加工を部分的に施したりして、形成することができる。
また、弾性部材13と高密度部15とが重なるように配置するためには、例えば、高密度部が一方向に配された高密度部列をシート材に形成しておき、弾性部材の延在方向と高密度部列の延在方向とが一致するように、弾性部材とシート材とを重ねて、弾性部材と高密度部列との厚み方向での位置が重なるように、位置合わせを行うことが好ましい。このような形態は、目的とする吸収性物品の設計寸法に応じて、弾性部材13どうしの間隔若しくは高密度部15どうしの間隔を適宜調整すればよい。
以上の構成を有する本発明の吸収性物品によれば、高密度部15が伸縮方向Xに沿って複数形成されているので、高密度部15を底部とした襞構造が、直交方向Yに沿って整列性が高く形成される。詳細には、高密度部15は、繊維密度が高いことに起因して剛性が相対的に高くなっているので、弾性部材の収縮に伴って襞構造が形成される際に、高密度部15が起点となって、隣り合う高密度部15どうしの間に位置するシート材が厚み方向の外方に隆起しやすくなる。一方、高密度部15が形成されている部位は、意図しないシート材の隆起が抑制される。その結果、本発明の吸収性物品は、形成される凸条部及び凹条部が規則性を持って形成され、整列性が高く、外観が良好な襞構造を有するものとなる。これに加えて、高密度部15は、二枚のシート材11,12どうしを直接接合しないように形成されるので、複合伸縮部10自体の伸縮性が向上するとともに、複合伸縮部10を構成するシート材の柔軟性が十分に維持されたものとなり、吸収性物品の着用状態における快適性が向上するという利点もある。
図5(a)ないし(d)には、伸長状態での複合伸縮部10における弾性部材13と高密度部15との配置形態の一例が示されている。上述した効果を顕著なものとする観点から、図5(a)ないし(d)に示すように、各高密度部15は、複数本の弾性部材13と厚み方向に重なっていることが好ましく、隣り合う弾性部材13のそれぞれと厚み方向に重なっていることが更に好ましい。いずれの場合であっても、各高密度部15は、弾性部材13と重なるように、伸縮方向Xに間隔を置いて間欠的に形成されていることも好ましい。
また、高密度部15は、伸縮方向Xと、伸縮方向Xと交差する方向の両方向に間隔を置いて不連続に形成されていることが好ましい。このような構成を有していることによって、相対的に剛性が高い高密度部15の形成面積が少なくなるので、整列性が高く、外観が良好な襞構造を形成できることに加えて、襞構造の柔軟性及び風合いを高めて、吸収性物品の着用者の肌と複合伸縮部10との当接に起因する跡付きや、肌トラブルを低減することができる。
図5(a)に示す配置形態では、複数の高密度部15は伸縮方向Xに沿って間欠的に配されており、これらが伸縮方向Xに沿って延びる第1高密度部列15Xを形成している。第1高密度部列15Xは、直交方向Yに複数列形成されている。糸状の弾性部材13と第1高密度部列15Xとは、厚み方向Zで重なる位置に配されている。また同図における高密度部15は、直交方向Yに沿って間欠的に形成されており、これらが直交方向Yに沿って延びる第2高密度部列15Yを形成している。
図5(b)に示すように、複合伸縮部10を同図中XY平面で平面視したときに、糸状の弾性部材13と厚み方向に重なっている高密度部15において、直交方向Yに沿う高密度部15の長さH1が、直交方向Yに沿う弾性部材13の長さである直径H2よりも長いことが好ましい。このような構成となっていることによって、シート材が意図せず隆起することを防ぎ、溝状の凹条部が高密度部15に沿って形成されやすくなるので、整列性の高い襞構造を効率良く形成することができる。
直交方向Yに沿う高密度部15の長さH1(図5参照)は、好ましくは0.2mm以上、より好ましくは0.3mm以上、更に好ましくは0.4mm以上であり、好ましくは5.0mm以下、より好ましくは3.0mm以下、更に好ましくは2.0mm以下である。また、弾性部材13の直径H2(図5参照)は、好ましくは0.1mm以上、より好ましくは0.2mm以上、更に好ましくは0.3mm以上であり、好ましくは4.0mm以下、より好ましくは3.0mm以下、更に好ましくは2.0mm以下である。
特に、弾性部材13と厚み方向に重なっている高密度部15において、一方向に沿う高密度部15の長さが、該一方向と直交する方向に沿う高密度部の長さよりも長いことが好ましい。図5(b)に示す実施形態では、楕円形状の高密度部15が弾性部材13と厚み方向に重なっており、且つ高密度部15の長軸の延びる方向と、直交方向Yとが一致した状態で配されている。同図に示す高密度部15は、直交方向Yに沿う高密度部15の長さH1が、伸縮方向Xに沿う高密度部15の長さHaよりも長い。このような構成となっていることによって、溝状の凹条部が高密度部15に沿って形成されやすくなり、その結果、整列性の高い襞構造を効率良く形成することができる。
同様の観点から、伸縮方向Xに沿う高密度部15の長さHa(図5(b)参照)は、好ましくは0.1mm以上、より好ましくは0.2mm以上、更に好ましくは0.3mm以上であり、好ましくは4.0mm以下、より好ましくは3.0mm以下、更に好ましくは2.0mm以下である。
本発明においては、吸収性物品における複合伸縮部10の具体的な配置位置に応じて、伸縮方向Xに沿って隣り合う高密度部15の間隔と、隣り合う弾性部材13どうしの間隔との関係を適宜変更することが好ましい。この関係を変更することによって、複合伸縮部10の伸縮によって形成される襞構造の外観や肌触りを変化させることができる。
図5(a)及び(b)に示す形態では、弾性部材13の延在方向である伸縮方向Xに沿って隣り合う高密度部15どうしの間隔H3が、直交方向Yにおいて隣り合う弾性部材13どうしの間隔H4よりも小さくなっている。すなわち、同図に示す形態では、「H3<H4」の関係となっている。このような構成とすることで、凸条部及び凹条部の配置ピッチが短くなるように形成されるので、襞構造が細かくなり、整列性が高く、外観がより一層良好なものとなる。このような襞構造は、複合伸縮部10が吸収性物品の外面等の視認可能な部位に配される場合に、着用状態における外観を良好にする観点から特に有用である。
これに代えて、図5(c)に示す形態では、弾性部材13の延在方向である伸縮方向Xに沿って隣り合う高密度部15どうしの間隔H3が、直交方向Yにおいて隣り合う弾性部材13どうしの間隔H4と同じであるか、又は間隔H4よりも大きくなっている。すなわち、同図に示す形態では、「H3=H4」の関係であるか、又は「H3>H4」の関係となっている。このような構成とすることで、凸条部及び凹条部の配置ピッチが広くなるように形成されるので、襞構造の凸条部における柔軟性を更に高めることができ、その結果、吸収性物品の着用者の肌と複合伸縮部10との当接に起因する跡付きや、肌トラブルを一層低減することができる。このような襞構造は、複合伸縮部10が着用者の肌対向面側に配される場合に、肌への跡付き等を低減する観点から特に有用である。
図5(a)及び(b)に示す形態の場合、すなわち「H3<H4」の関係である場合、隣り合う高密度部15どうしの間隔H3(図5参照)は、好ましくは0.5mm以上、より好ましくは1.0mm以上、更に好ましくは1.1mm以上であり、好ましくは3.0mm以下、より好ましくは2.8mm以下、更に好ましくは2.5mm以下である。また、隣り合う弾性部材13どうしの間隔H4(図5参照)は、好ましくは3.2mm以上、より好ましくは3.5mm以上、更に好ましくは3.8mm以上であり、好ましくは8.0mm以下、より好ましくは7.5mm以下、更に好ましくは7.0mm以下である。
また、図5(c)に示す形態の場合、すなわち「H3=H4」又は「H3>H4」の関係である場合、間隔H4は上述した範囲であることを条件として、間隔H3は、好ましくは3.8mm以上、より好ましくは4.0mm以上、更に好ましくは4.2mm以上であり、好ましくは10.0mm以下、より好ましくは9.0mm以下、更に好ましくは8.0mm以下である。
また、本発明においては、吸収性物品における複合伸縮部10の具体的な配置位置に応じて、高密度部15の配置位置あるいはその形状を変更することも好ましい。これらを変更することによって、複合伸縮部10の伸縮によって形成される襞構造の外観の向上に加えて、襞構造と、着用者の肌とのフィット性を向上させることができる。
図5(d)に示す配置形態では、上述した各配置形態と同様に、複数の高密度部15は、弾性部材13と重なる位置に伸縮方向Xに沿って間欠的に配されており、これらが伸縮方向Xに沿って延びる第1高密度部列15Xを複数列形成している。各弾性部材13と各第1高密度部列15Xとは、厚み方向Zで重なる位置に配されている。このとき、直交方向Yで隣りあう弾性部材13,13に着目したときに、一方の弾性部材13aと重なる位置に形成される複数の第1高密度部15aと、他方の弾性部材13bと重なる位置に形成される複数の第2高密度部15bとは、伸縮方向Xにおける配置位置がずれていることが好ましい。同図に示す実施形態では、平面視において、一つの第1高密度部15aから他方の弾性部材13bに向かって直交方向Yに沿って延びる仮想直線をひいたときに、弾性部材13bと該仮想直線との交点には、第2高密度部15bが存在していない。このような構成とすることで、伸縮方向Xに交差する方向に延びる凸条部及び凹条部を形成することができるので、襞構造と、着用者の肌とのフィット性を向上させることができる。このような襞構造は、複合伸縮部10が、着用者の体表面に沿うように湾曲した状態で着用者の肌対向面側に配される場合に、襞構造の追従性を高める観点から特に有用である。
襞構造と着用者の肌とのフィット性を一層高める観点から、直交方向Yで隣りあう弾性部材13,13において、一方の弾性部材13aと重なる第1高密度部15aと、他方の弾性部材13bと重なる第2高密度部15bとが、伸縮方向X及び直交方向Yの両方に対して傾斜した仮想平行線Ls上に位置していることがより好ましい。
これに代えて、又はこれに加えて、一方の弾性部材13aと重なる第1高密度部15aと、他方の弾性部材13bと重なる第2高密度部15bとの双方が、仮想平行線Lsと平行な方向を長軸とする平面視形状を有していることが更に好ましい。このような高密度部15の平面視形状としては、上述した異方性形状が挙げられ、形成効率の観点から、好ましくは長方形又は楕円形である。
図6及び図7には、複合伸縮部10を有する吸収性物品の一実施形態として、展開型の使い捨ておむつ1(以下、単に「おむつ1」ともいう。)が示されている。図6には、おむつ1の肌対向面側から見た構成が示されている、図6に示すおむつ1は、その展開且つ伸長状態において、着用者の前後方向に対応し、着用者の腹側から股間部を介して背側に延びる長手方向D1と、これに直交する幅方向D2とを有している。おむつ1は、腹側領域Fと、背側領域Rと、これらの間に位置する股下領域Mと有する。各領域は、着用者の前後方向に連続して延びている。
本明細書において、おむつ1の「展開且つ伸長状態」とは、おむつ1を展開状態とし、その展開状態のおむつ1を各部の弾性部材を伸長させて設計寸法(弾性部材の影響を一切排除した状態で平面状に広げたときの寸法と同じ)となるまで拡げた状態をいう。また、「肌対向面」は、おむつ又はその構成部材(例えば吸収体)に着目したときに、おむつの着用時に着用者の肌に向けられる面であり、「非肌対向面」は、おむつの着用時に着用者の肌とは反対側に向けられる面である。つまり、肌対向面は、着用者の肌に相対的に近い側の面であり、非肌対向面は、着用者の肌から相対的に遠い側の面である。「着用時」及び「着用状態」は、おむつの適正な着用位置が維持されて着用された状態を指す。
図6及び図7に示すように、おむつ1は、肌対向面を形成する液透過性の表面シート2と、非肌対向面を形成する液難透過性(撥水性も含む)の裏面シート3とを備えている。表面シート2と裏面シート3の間には、略長方形状の吸収体4が長手方向D1に一致して配されており、これらが吸収性本体1Aを形成している。表面シート2及び裏面シート3は、それぞれ、吸収体4よりも大きな寸法を有し、吸収体4の外周縁から外方に延出している。また、表面シート2及び裏面シート3は、吸収体4の長手方向D1に沿う両側縁から幅方向D2の外方に延出している。本実施形態における表面シート2及び裏面シート3の各長手方向両端縁は、おむつ1の長手方向両端縁と略一致している。吸収体4は、腹側領域Fから背側領域Rに亘って配されている。裏面シート3の非肌対向面側には、吸収性物品の外面を形成する外装体(図示せず)が更に配されていてもよい。
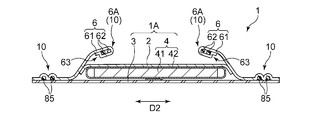
図6に示すように、おむつ1の肌対向面における長手方向D1に沿う両側部には、一対の防漏カフ6,6が長手方向D1に延びるように設けられている。図6及び図7に示すように、防漏カフ6は、撥水性且つ通気性の防漏カフ形成シート61から構成されている。各防漏カフ6の自由端部6Aには、糸状のカフ用弾性部材62が長手方向D1に沿って伸長状態で一本以上配されている。
図7に示すように、本実施形態における自由端部6Aは、連続した一枚の防漏カフ形成シート61を折り曲げて相対向する二面を形成し、該シート61の間にカフ用弾性部材62が配されている。また、カフ用弾性部材62の幅方向D2の外方には、防漏カフ形成シート61どうしを接合する接合部63が形成されている。防漏カフ6は、伸長状態で配された弾性部材62がおむつ1の着用時に収縮することによって少なくとも股下領域Mで起立し、それによって尿等の排泄物の幅方向D2の外方への流出を阻止する。
吸収体4から幅方向D2の外方に延出する部材である表面シート2及び裏面シート3は、撥水性且つ通気性の防漏カフ形成シート61とともにサイドフラップ部を形成している。該サイドフラップ部は、おむつ1において、吸収体4から幅方向Yの外方に延出する部材から構成される。
図6に示すとおり、おむつ1の背側領域Rの長手方向D1に沿う両側縁部に、一対のファスニングテープ7,7が設けられている。ファスニングテープ7には、機械的面ファスナーのオス部材からなる止着部が取り付けられている。また、おむつ1の腹側領域Fの非肌対向面には、機械的面ファスナーのメス部材からなる被止着領域(図示せず)が形成されている。被止着領域は、腹側領域Fの非肌対向面を形成する裏面シート3又は外装体の非肌対向面に、機械的面ファスナーのメス部材を公知の接合手段、例えば接着剤やヒートシール等で接合固定して形成されている。ファスニングテープ7の前記止着部は、被止着領域に着脱自在に係合可能となっている。
図6に示すように、おむつ1の長手方向D1に沿う両側部それぞれには、おむつ1を構成する二枚のシート材の間にレッグギャザー形成用の複数本のレッグ弾性部材85が長手方向D1に沿って伸長状態に配されており、レッグ弾性部材85の収縮によりレッグギャザーが形成できるようになっている。本実施形態では、おむつ1の腹側領域F及び背側領域Rにおける各長手方向端部域には弾性部材が存在していないが、例えば、おむつ1の長手方向端部域を構成する二枚のシート材の間に腰回り弾性部材を幅方向D2に伸長状態に複数本配して、弾性部材の収縮によりウエストギャザーが形成できるようになっていてもよい。
このような形態を有するおむつ1において、上述した複合伸縮部10は、防漏カフ6、レッグギャザー、ウエストギャザー等のシート材及び弾性体が配される部位に形成されている。
以下に、複合伸縮部10が防漏カフ6に配されているおむつ1を例にとり、図8を参照しながら説明する。同図には、おむつ1の展開且つ伸長状態での一方の防漏カフ6を肌対向面側から見た要部拡大図が示されている。防漏カフ6は、その自由端部6Aに複合伸縮部10を有しており、複合伸縮部10の伸縮方向Xとおむつ1の長手方向D1とが一致し、且つ複合伸縮部10の直交方向Yとおむつ1の幅方向D2とが一致するように配されている。また、折り曲げた状態の防漏カフ形成シート61どうしを接合する複数の接合部63が長手方向D1に間欠的に形成されており、長手方向D1に沿って延びる接合部列63Lを形成している。接合部63の平面視形状は、同図に示すように矩形状であってもよく、真円形状又は楕円形状であってもよく、三角形、五角形等の多角形形状等であってもよい。
防漏カフ形成シート61には、複数の高密度部15が形成されており、これらの高密度部15は、複数本のカフ用弾性部材62と厚み方向で重なるように配されている。このとき、幅方向D2に隣り合う一方のカフ用弾性部材62aと厚み方向で重なる第1高密度部15aと、他方のカフ用弾性部材62bと重なる複数の第2高密度部15bと、各接合部63とが、長手方向D1及び幅方向D2の双方に対して傾斜した仮想平行線Ls上に位置していることが好ましい。これによって、襞構造が形成された防漏カフ6と着用者の肌とのフィット性をより高めることができる。
特に、図6に示すように、複数の高密度部15はいずれも、仮想平行線Lsと平行な方向を長辺又は長軸とする平面視形状を有していることが好ましく、これに加えて、各接合部63がいずれも仮想平行線Lsと平行な方向を長辺又は長軸とする平面視形状を有していることが更に好ましい。同図に示す実施形態では、各高密度部15は楕円形の平面視形状を有し、楕円の長軸と仮想平行線Lsとが互いに平行になっている。同様に、各接合部63は矩形の平面視形状を有し、矩形の長辺と仮想平行線Lsとが互いに平行になっている。これに代えて、例えば、各高密度部15及び各接合部63の双方が矩形又は楕円形の平面視形状であってもよく、高密度部15及び接合部63のうち一方が矩形の平面視形状であり、他方が楕円形の平面視形状であってもよい。
おむつ1等の吸収性物品に配される防漏カフ6は、尿等の排泄物の幅方向D2の外方への流出を阻止するために、防漏カフ6と着用者の肌との間に隙間ができないように形成することが望まれているところ、上述の配置を有する複合伸縮部10を防漏カフ6として用いることによって、高密度部と接合部との位相が一致し、整列性が高く外観に更に優れた襞構造を形成することができる。これに加えて、襞構造は、仮想平行線Lsの延びる方向に沿う畝溝形状となるので、吸収性物品が湾曲した状態であっても、襞構造が着用者に追従しやすく、襞構造が形成された防漏カフと着用者の肌とのフィット性を一層高めることができる。
以下に、各実施形態に共通して適用可能な事項について説明する。
複合伸縮部10を構成するシート材は、後述する方法で測定されるリングクラッシュ圧縮強さが、好ましくは10.0N/30mm以下、より好ましくは8.0N/30mm以下、更に好ましくは7.5N/30mm以下であり、またその下限は低ければ低いほど好ましいが、2.0N/30mm以上が現実的である。このような物性を有することによって、複合伸縮部10を構成するシート材自体の剛性を低減させて、形成される襞構造の柔軟性及び風合いを高めて、吸収性物品の着用者の肌と複合伸縮部10との当接に起因する跡付きを低減することができる。
ここで、リングクラッシュ圧縮強さは、以下のようにして測定することができる。まず、複合伸縮部10を構成するシート材を、伸縮方向Xの長さ150mm、直交方向Yの長さ30mmの長方形形状に5枚切り出し、これらを試験片とした。各試験片を、該試験片の長手方向に円筒状に丸め、該試験片の長手方向の一端と他端とを5mm重ねて、直径45mmの円筒を作り、両端の重ねた部分の上端(円筒軸方向の上端)及び下端の2箇所をステープル〔例えばマックス(株)製、No.10-1Mの針〕を用いて止着して、円筒形状の測定サンプルを5つ得る。尚、針の向きは周方向と平行とする。得られた各測定サンプル(初期サンプル幅;30mm)を、テンシロン圧縮試験機(株式会社オリエンテック社製「RTA-100」)にセットし、直径70mm以上の円形圧縮プレートにより、円筒の軸方向(サンプルの幅方向)に、10mm/分の圧縮速度で圧縮したときに示す最大荷重(N/30mm)を測定する。5つの測定サンプルについて同様の測定を行い、それらの算術平均値をリングクラッシュ圧縮強さとする。
複合伸縮部10は、柔軟性及び風合いを向上させる観点から、その全体の坪量が、好ましくは10g/m2以上、より好ましくは12g/m2以上、更に好ましくは15g/m2以上であり、好ましくは40g/m2以下、より好ましくは36g/m2以下、更に好ましくは32g/m2以下である。
複合伸縮部10を構成するシート材11,12としては、例えば不織布を始めとする各種の繊維シートを用いることができる。不織布としては、例えばスパンボンド不織布、サーマルボンド不織布(ポイント・ボンド不織布、ヒートエンボス不織布、エアスルー不織布等)、スパンレース不織布、メルトブローン不織布、エアレイド不織布、レジンボンド不織布、ニードルパンチ不織布、湿式不織布などの公知の不織布を特に制限なく用いることができる。シート材は単層又は複層であってもよい。また、上述した繊維シートとフィルムとのラミネートを用いてもよい。
各シート材11,12が不織布である場合、該不織布を構成する繊維は、各種の熱可塑性樹脂、例えばポリエチレンやポリプロピレンやポリブテン等のポリオレフィン系樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステル系樹脂、ナイロン等のポリアミド系樹脂、ポリスチレンやポリ塩化ビニル等のビニル系樹脂、アクリル等のアクリロニトリル系樹脂、メタクリル樹脂、ビニリデン系樹脂、天然繊維のコットン、パルプ、ポリ乳酸などの生分解性プラスチック等から構成することができる。あるいは、これらの樹脂の2種以上のブレンド物から繊維を構成したり、これらの樹脂を2種以上組み合わせた複合繊維(芯鞘型繊維やサイド・バイ・サイド型繊維、偏芯したクリンプを有する芯鞘繊維、分割繊維)を用いたりすることもできる。また、繊維に繊維着色剤、静電気防止特性剤、潤滑剤、滑剤、親水剤など少量の添加物を付与した繊維を用いることもできる。
複合伸縮部10を構成する弾性部材13は、例えば弾性樹脂から構成することができる。弾性樹脂としては、例えばスチレン-ブタジエンゴム、ブタジエンゴム、イソプレンゴム、ネオプレンゴム等の合成ゴム、天然ゴム、EVAゴム、SIS(スチレン-イソプレン-スチレン)ゴム、SEBS(スチレン-エチレン-ブチレン-スチレン)ゴム、SEPS(スチレン-エチレン-プロピレン-スチレン)ゴム、伸縮性ポリオレフィン(前記エチレン系エラストマー、前記プロピレン系エラストマーなど)、ポリウレタン等が挙げられる。形状としては、フィルム状、ネット状等のシート形状のものや、断面が短形、正方形、円形、多角形状等の糸状ないし紐状(平ゴム)のもの、又はマルチフィラメントタイプの糸状のもの等を用いることができる。
複合伸縮部10に配される弾性部材の本数は、2本以上であることが好ましく、3本以上であることが更に好ましく、また、20本以下であることが好ましく、10本以下であることがより好ましい。弾性部材の本数の数え方は、弾性部材の延在方向に直交する方向に仮想直線をひいたとき、その仮想直線と交差する弾性部材の本数を、上述した弾性部材の本数と定義する。吸収性物品に複合伸縮部10が複数箇所存在する場合、上述の本数の範囲を各箇所で独立して満たしていれば良い。
収縮状態での複合伸縮部10において、第1凸条部17aの高さW1(図4参照)は、好ましくは0.2mm以上、更に好ましくは0.5mm以上であり、また、好ましくは5.0mm以下、更に好ましくは3.0mm以下である。畝部51の高さH1は、外装シート5における溝部52を形成する面と、畝部51の頂部の上面との間の距離である。第2凸条部17bの高さも、前記高さW1と同様の範囲とすることができる。各凸条部17a,17bの高さW1は、例えば、伸縮方向Xに沿って隣り合う高密度部15どうしの間隔H3を変更することによって適宜調整することができる。
また同様の観点から、第1凸条部17aの伸縮方向Xに沿う全幅W2(図4参照)は、好ましくは0.5mm以上、更に好ましくは1.0mm以上であり、また、好ましくは3.0mm以下、更に好ましくは2.5mm以下である。第1凹条部18aの伸縮方向Xに沿う全幅W3(図4参照)は、好ましくは0.2mm以上、更に好ましくは0.4mm以上であり、また、好ましくは5.0mm以下、更に好ましくは3.0mm以下である。全幅W1,W2は、例えば、伸縮方向Xに沿って隣り合う高密度部15どうしの間隔H3や、高密度部15の平面視形状の大きさを変更することによって適宜調整することができる。第2凸条部17b及び第2凹条部18bが形成されている場合、これらは前記全幅W2、W3の範囲と同様の幅とすることができる。
上述した高さW1、全幅W2及び全幅W3は、例えば以下の方法で測定することができる。すなわち、収縮状態の複合伸縮部10を有するサンプルを、鋭利なカミソリで伸縮方向Xに沿って切断し、その切断面を観察して、凹条部を形成する面と、凸条部の頂部の上面との間の最短距離を測定し、得られた値を高さW1とする。また、前記切断面において、伸縮方向Xに直交する方向において隣り合う高密度部15,15どうしの間の距離を測定し、これを全幅W2とする。また、前記切断面において、伸縮方向Xに直交する方向における凹条部の最短距離を測定し、これを全幅W3とする。肉眼にて測定し難い場合には、切断されたサンプルの断面を、例えば、マイクロスコープ(KEYENCE社製、VHX-1000)を用いて20~100倍の倍率で観察して測定してもよい。
複合伸縮部10において、弾性部材13と、第1高密度部列15Xとが互いに重なる本数は、1本以上であることが好ましく、2本以上であることがより好ましく、3本以上であることが更に好ましく、また、20本以下であることが好ましく、15本以下であることがより好ましく、10本以下であることが更に好ましい。これによって、整列性が高く、外観が良好な襞構造を形成することができる。
本発明の吸収性物品の一実施形態として、複合伸縮部10が展開型の使い捨ておむつに形成されたものとして説明したが、複合伸縮部10の配置位置及び適用される吸収性物品の種類は特に限定されない。例えば、吸収性物品をパンツ型使い捨ておむつとして、パンツ型使い捨ておむつにおけるレッグギャザー、ウエストギャザー及び防漏カフ等の部位に複合伸縮部10が形成されていてもよい。また、失禁パッドにおける防漏カフ等の部位に複合伸縮部10が形成されていてもよい。
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は上述した実施形態に限定されない。例えば、展開型の使い捨ておむつ1の別の実施形態として、吸収性本体1Aの背側領域Rの長手方向D1に沿う両側部のそれぞれに、幅方向D2の外方に延出する伸縮性のサイドパネルが一対取り付けられ、各サイドパネルの幅方向D2外方側部に、幅方向D2の外方に延出するファスニングテープが取り付けられた態様が挙げられる。この態様において、伸縮性のサイドパネルが配されている部位を複合伸縮部10とすることができる。
上述した本発明の実施形態に関し、更に以下の吸収性物品を開示する。
<1>
液透過性の表面シート、裏面シート並びに該表面シート及び該裏面シートの間に位置する吸収体を有し、着用者の前後方向に対応する長手方向と該長手方向に直交する幅方向とを有する吸収性物品であって、
一方向に伸縮可能な複合伸縮部を有しており、
前記複合伸縮部は、二枚のシート材と、該二枚のシート材間に配された複数本の弾性部材とを有しており、
前記複数本の弾性部材は、前記一方向に沿って延び、且つ該一方向と直交する方向に間隔を空けて配されており、
前記二枚のシート材のうちの少なくとも一方のシート材は、前記二枚のシート材どうしを直接接合していない複数の高密度部を有しており、
前記高密度部は、前記複数本の弾性部材のうち少なくとも一本の弾性部材と重なっており、且つ該一本の弾性部材の延在方向に間欠的に複数形成されており、
収縮状態の前記複合伸縮部に、前記一方のシート材が、前記高密度部を底部に有する複数の凹条部と該凹条部間に位置する凸条部とを有するように変形した襞構造が形成されている、吸収性物品。
<1>
液透過性の表面シート、裏面シート並びに該表面シート及び該裏面シートの間に位置する吸収体を有し、着用者の前後方向に対応する長手方向と該長手方向に直交する幅方向とを有する吸収性物品であって、
一方向に伸縮可能な複合伸縮部を有しており、
前記複合伸縮部は、二枚のシート材と、該二枚のシート材間に配された複数本の弾性部材とを有しており、
前記複数本の弾性部材は、前記一方向に沿って延び、且つ該一方向と直交する方向に間隔を空けて配されており、
前記二枚のシート材のうちの少なくとも一方のシート材は、前記二枚のシート材どうしを直接接合していない複数の高密度部を有しており、
前記高密度部は、前記複数本の弾性部材のうち少なくとも一本の弾性部材と重なっており、且つ該一本の弾性部材の延在方向に間欠的に複数形成されており、
収縮状態の前記複合伸縮部に、前記一方のシート材が、前記高密度部を底部に有する複数の凹条部と該凹条部間に位置する凸条部とを有するように変形した襞構造が形成されている、吸収性物品。
<2>
前記高密度部が圧密加工により形成されている、前記<1>に記載の吸収性物品。
<3>
前記高密度部は、前記複数本の弾性部材と重なっており、該複数本の弾性部材のそれぞれが延在する前記一方向に間欠的に形成されている、前記<1>又は<2>に記載の吸収性物品。
<4>
前記高密度部は、隣り合う前記複数本の弾性部材のそれぞれと重なっており、該複数本の弾性部材のそれぞれが延在する前記一方向に間欠的に形成されている、前記<3>に記載の吸収性物品。
<5>
前記高密度部は、前記一方向及び前記一方向と交差する方向の両方向に不連続に形成されている、前記<1>~<4>のいずれか一に記載の吸収性物品。
前記高密度部が圧密加工により形成されている、前記<1>に記載の吸収性物品。
<3>
前記高密度部は、前記複数本の弾性部材と重なっており、該複数本の弾性部材のそれぞれが延在する前記一方向に間欠的に形成されている、前記<1>又は<2>に記載の吸収性物品。
<4>
前記高密度部は、隣り合う前記複数本の弾性部材のそれぞれと重なっており、該複数本の弾性部材のそれぞれが延在する前記一方向に間欠的に形成されている、前記<3>に記載の吸収性物品。
<5>
前記高密度部は、前記一方向及び前記一方向と交差する方向の両方向に不連続に形成されている、前記<1>~<4>のいずれか一に記載の吸収性物品。
<6>
前記弾性部材が糸状の部材であり、
前記複合伸縮部の平面視形状において、前記高密度部の前記一方向と直交する方向の長さが、前記弾性部材の直径よりも長い、前記<1>~<5>のいずれか一に記載の吸収性物品。
<7>
前記弾性部材の延在方向に沿って隣り合う前記高密度部どうしの間隔が、隣り合う前記弾性部材どうしの間隔よりも小さい、前記<1>~<5>のいずれか一に記載の吸収性物品。
<8>
隣り合う前記高密度部どうしの間隔が、0.5mm以上3.0mm以下、好ましくは1.0mm以上2.8mm以下、より好ましくは1.1mm以上2.5mm以下である、前記<7>に記載の吸収性物品。
<9>
隣り合う前記弾性部材どうしの間隔が、3.2mm以上8.0mm以下、好ましくは3.5mm以上7.0mm以下、より好ましくは3.8mm以上7.0mm以下である、前記<7>又は<8>に記載の吸収性物品。
<10>
前記弾性部材の延在方向に沿って隣り合う前記高密度部どうしの間隔が、隣り合う前記弾性部材どうしの間隔と同じであるか、又は隣り合う前記弾性部材どうしの間隔よりも大きい、前記<1>~<6>のいずれか一に記載の吸収性物品。
前記弾性部材が糸状の部材であり、
前記複合伸縮部の平面視形状において、前記高密度部の前記一方向と直交する方向の長さが、前記弾性部材の直径よりも長い、前記<1>~<5>のいずれか一に記載の吸収性物品。
<7>
前記弾性部材の延在方向に沿って隣り合う前記高密度部どうしの間隔が、隣り合う前記弾性部材どうしの間隔よりも小さい、前記<1>~<5>のいずれか一に記載の吸収性物品。
<8>
隣り合う前記高密度部どうしの間隔が、0.5mm以上3.0mm以下、好ましくは1.0mm以上2.8mm以下、より好ましくは1.1mm以上2.5mm以下である、前記<7>に記載の吸収性物品。
<9>
隣り合う前記弾性部材どうしの間隔が、3.2mm以上8.0mm以下、好ましくは3.5mm以上7.0mm以下、より好ましくは3.8mm以上7.0mm以下である、前記<7>又は<8>に記載の吸収性物品。
<10>
前記弾性部材の延在方向に沿って隣り合う前記高密度部どうしの間隔が、隣り合う前記弾性部材どうしの間隔と同じであるか、又は隣り合う前記弾性部材どうしの間隔よりも大きい、前記<1>~<6>のいずれか一に記載の吸収性物品。
<11>
隣り合う前記高密度部どうしの間隔が、3.8mm以上10.0mm以下、好ましくは4.0mm以上9.0mm以下、より好ましくは1.1mm以上2.5mm以下である、前記<10>に記載の吸収性物品。
<12>
隣り合う前記弾性部材どうしの間隔が、3.2mm以上8.0mm以下、好ましくは3.5mm以上7.0mm以下、より好ましくは4.2mm以上8.0mm以下である、前記<10>又は<11>に記載の吸収性物品。
<13>
前記高密度部は、前記複数本の弾性部材と重なっており、
前記一方向と直交する方向に隣り合う一方の弾性部材と重なる複数の高密度部と、他方の弾性部材と重なる複数の高密度部とで、前記一方向における配置位置がずれている、前記<1>~<12>のいずれか一に記載の吸収性物品。
<14>
前記一方の弾性部材と重なる高密度部と前記他方の弾性部材と重なる高密度部とが、前記一方向及び該一方向と直交する方向の両方向に対して傾斜した仮想平行線上に位置している、前記<13>に記載の吸収性物品。
隣り合う前記高密度部どうしの間隔が、3.8mm以上10.0mm以下、好ましくは4.0mm以上9.0mm以下、より好ましくは1.1mm以上2.5mm以下である、前記<10>に記載の吸収性物品。
<12>
隣り合う前記弾性部材どうしの間隔が、3.2mm以上8.0mm以下、好ましくは3.5mm以上7.0mm以下、より好ましくは4.2mm以上8.0mm以下である、前記<10>又は<11>に記載の吸収性物品。
<13>
前記高密度部は、前記複数本の弾性部材と重なっており、
前記一方向と直交する方向に隣り合う一方の弾性部材と重なる複数の高密度部と、他方の弾性部材と重なる複数の高密度部とで、前記一方向における配置位置がずれている、前記<1>~<12>のいずれか一に記載の吸収性物品。
<14>
前記一方の弾性部材と重なる高密度部と前記他方の弾性部材と重なる高密度部とが、前記一方向及び該一方向と直交する方向の両方向に対して傾斜した仮想平行線上に位置している、前記<13>に記載の吸収性物品。
<15>
前記一方の弾性部材と重なる高密度部と前記他方の弾性部材と重なる高密度部とが、何れも前記仮想平行線と平行な方向を長軸とする平面視形状を有している、前記<14>に記載の吸収性物品。
<16>
前記吸収性物品は、長手方向に延びる防漏カフを備えており、
前記防漏カフは、その自由端部に前記複合伸縮部を有し、且つ該複合伸縮部は、複数本の前記弾性部材が延在する前記一方向が、吸収性物品の長手方向に延びるように配されており、
複数本の前記弾性部材よりも外方に、前記二枚のシート材を接合した接合部が前記長手方向に間欠的に形成されており、
前記高密度部は、複数本の前記弾性部材と重なっており、
前記一方向と直交する方向に隣り合う一方の弾性部材と重なる複数の高密度部と、他方の弾性部材と重なる複数の高密度部と、前記接合部とが、前記一方向及び該一方向と直交する方向の両方向に対して傾斜した仮想平行線上に位置している、前記<1>~<15>のいずれか一に記載の吸収性物品。
<17>
前記シート材は、リングクラッシュ圧縮強さが10.0N/30mm以下、好ましくは8.0N/30mm以下、より好ましくは7.5N/30mm以下である、前記<1>~<16>のいずれか一に記載の吸収性物品。
前記一方の弾性部材と重なる高密度部と前記他方の弾性部材と重なる高密度部とが、何れも前記仮想平行線と平行な方向を長軸とする平面視形状を有している、前記<14>に記載の吸収性物品。
<16>
前記吸収性物品は、長手方向に延びる防漏カフを備えており、
前記防漏カフは、その自由端部に前記複合伸縮部を有し、且つ該複合伸縮部は、複数本の前記弾性部材が延在する前記一方向が、吸収性物品の長手方向に延びるように配されており、
複数本の前記弾性部材よりも外方に、前記二枚のシート材を接合した接合部が前記長手方向に間欠的に形成されており、
前記高密度部は、複数本の前記弾性部材と重なっており、
前記一方向と直交する方向に隣り合う一方の弾性部材と重なる複数の高密度部と、他方の弾性部材と重なる複数の高密度部と、前記接合部とが、前記一方向及び該一方向と直交する方向の両方向に対して傾斜した仮想平行線上に位置している、前記<1>~<15>のいずれか一に記載の吸収性物品。
<17>
前記シート材は、リングクラッシュ圧縮強さが10.0N/30mm以下、好ましくは8.0N/30mm以下、より好ましくは7.5N/30mm以下である、前記<1>~<16>のいずれか一に記載の吸収性物品。
<18>
前記弾性部材と厚み方向に重なっている前記高密度部において、前記一方向に沿う前記高密度部の長さが、前記一方向と直交する方向に沿う前記高密度部の長さよりも長い、前記<1>~<17>のいずれか一に記載の吸収性物品。
<19>
前記一方向に沿う前記高密度部の長さが、0.2mm以上5.0mm以下、好ましくは0.3mm以上3.0mm以下、より好ましくは0.4mm以上2.0mm以下である、前記<18>に記載の吸収性物品。
<20>
前記一方向と直交する方向に沿う前記高密度部の長さが、0.1mm以上4.0mm以下、好ましくは0.2mm以上3.0mm以下、より好ましくは0.3mm以上2.0mm以下である、前記<18>又は<19>に記載の吸収性物品。
前記弾性部材と厚み方向に重なっている前記高密度部において、前記一方向に沿う前記高密度部の長さが、前記一方向と直交する方向に沿う前記高密度部の長さよりも長い、前記<1>~<17>のいずれか一に記載の吸収性物品。
<19>
前記一方向に沿う前記高密度部の長さが、0.2mm以上5.0mm以下、好ましくは0.3mm以上3.0mm以下、より好ましくは0.4mm以上2.0mm以下である、前記<18>に記載の吸収性物品。
<20>
前記一方向と直交する方向に沿う前記高密度部の長さが、0.1mm以上4.0mm以下、好ましくは0.2mm以上3.0mm以下、より好ましくは0.3mm以上2.0mm以下である、前記<18>又は<19>に記載の吸収性物品。
本発明によれば、整列性が高く、外観に優れた襞構造が形成された吸収性物品が提供される。
Claims (20)
- 液透過性の表面シート、裏面シート並びに該表面シート及び該裏面シートの間に位置する吸収体を有し、着用者の前後方向に対応する長手方向と該長手方向に直交する幅方向とを有する吸収性物品であって、
一方向に伸縮可能な複合伸縮部を有しており、
前記複合伸縮部は、二枚のシート材と、該二枚のシート材間に配された複数本の弾性部材とを有しており、
前記複数本の弾性部材は、前記一方向に沿って延び、且つ該一方向と直交する方向に間隔を空けて配されており、
前記二枚のシート材のうちの少なくとも一方のシート材は、前記二枚のシート材どうしを直接接合していない複数の高密度部を有しており、
前記高密度部は、前記複数本の弾性部材のうち少なくとも一本の弾性部材と重なっており、且つ該一本の弾性部材の延在方向に間欠的に複数形成されており、
収縮状態の前記複合伸縮部に、前記一方のシート材が、前記高密度部を底部に有する複数の凹条部と該凹条部間に位置する凸条部とを有するように変形した襞構造が形成されている、吸収性物品。 - 前記高密度部が圧密加工により形成されている、請求項1に記載の吸収性物品。
- 前記高密度部は、前記複数本の弾性部材と重なっており、該複数本の弾性部材のそれぞれが延在する前記一方向に間欠的に形成されている、請求項1又は2に記載の吸収性物品。
- 前記高密度部は、隣り合う前記複数本の弾性部材のそれぞれと重なっており、該複数本の弾性部材のそれぞれが延在する前記一方向に間欠的に形成されている、請求項3に記載の吸収性物品。
- 前記高密度部は、前記一方向及び前記一方向と交差する方向の両方向に不連続に形成されている、請求項1~4のいずれか一項に記載の吸収性物品。
- 前記弾性部材が糸状の部材であり、
前記複合伸縮部の平面視形状において、前記高密度部の前記一方向と直交する方向の長さが、前記弾性部材の直径よりも長い、請求項1~5のいずれか一項に記載の吸収性物品。 - 前記弾性部材の延在方向に沿って隣り合う前記高密度部どうしの間隔が、隣り合う前記弾性部材どうしの間隔よりも小さい、請求項1~5のいずれか一項に記載の吸収性物品。
- 隣り合う前記高密度部どうしの間隔が、0.5mm以上3.0mm以下である、請求項7に記載の吸収性物品。
- 隣り合う前記弾性部材どうしの間隔が、3.2mm以上8.0mm以下である、請求項7又は8に記載の吸収性物品。
- 前記弾性部材の延在方向に沿って隣り合う前記高密度部どうしの間隔が、隣り合う前記弾性部材どうしの間隔と同じであるか、又は隣り合う前記弾性部材どうしの間隔よりも大きい、請求項1~6のいずれか一項に記載の吸収性物品。
- 隣り合う前記高密度部どうしの間隔が、3.8mm以上10.0mm以下である、請求項10に記載の吸収性物品。
- 隣り合う前記弾性部材どうしの間隔が、3.2mm以上8.0mm以下である、請求項10又は11に記載の吸収性物品。
- 前記高密度部は、前記複数本の弾性部材と重なっており、
前記一方向と直交する方向に隣り合う一方の弾性部材と重なる複数の高密度部と、他方の弾性部材と重なる複数の高密度部とで、前記一方向における配置位置がずれている、請求項1~12のいずれか一項に記載の吸収性物品。 - 前記一方の弾性部材と重なる高密度部と前記他方の弾性部材と重なる高密度部とが、前記一方向及び該一方向と直交する方向の両方向に対して傾斜した仮想平行線上に位置している、請求項13に記載の吸収性物品。
- 前記一方の弾性部材と重なる高密度部と前記他方の弾性部材と重なる高密度部とが、何れも前記仮想平行線と平行な方向を長軸とする平面視形状を有している、請求項14に記載の吸収性物品。
- 前記吸収性物品は、長手方向に延びる防漏カフを備えており、
前記防漏カフは、その自由端部に前記複合伸縮部を有し、且つ該複合伸縮部は、複数本の前記弾性部材が延在する前記一方向が、吸収性物品の長手方向に延びるように配されており、
複数本の前記弾性部材よりも外方に、前記二枚のシート材を接合した接合部が前記長手方向に間欠的に形成されており、
前記高密度部は、複数本の前記弾性部材と重なっており、
前記一方向と直交する方向に隣り合う一方の弾性部材と重なる複数の高密度部と、他方の弾性部材と重なる複数の高密度部と、前記接合部とが、前記一方向及び該一方向と直交する方向の両方向に対して傾斜した仮想平行線上に位置している、請求項1~15のいずれか一項に記載の吸収性物品。 - 前記シート材は、リングクラッシュ圧縮強さが10.0N/30mm以下である、請求項1~16のいずれか一項に記載の吸収性物品。
- 前記弾性部材と厚み方向に重なっている前記高密度部において、前記一方向に沿う前記高密度部の長さが、前記一方向と直交する方向に沿う前記高密度部の長さよりも長い、請求項1~17のいずれか一項に記載の吸収性物品。
- 前記一方向に沿う前記高密度部の長さが、0.2mm以上5.0mm以下である、請求項18に記載の吸収性物品。
- 前記一方向と直交する方向に沿う前記高密度部の長さが、0.1mm以上4.0mm以下である、請求項18又は19に記載の吸収性物品。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20813131.8A EP3981371A4 (en) | 2019-05-31 | 2020-05-25 | ABSORBENT ARTICLE |
| CN202080038262.0A CN113873978A (zh) | 2019-05-31 | 2020-05-25 | 吸收性物品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-102745 | 2019-05-31 | ||
| JP2019102745A JP7267842B2 (ja) | 2019-05-31 | 2019-05-31 | 吸収性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020241557A1 true WO2020241557A1 (ja) | 2020-12-03 |
Family
ID=73552979
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/020510 WO2020241557A1 (ja) | 2019-05-31 | 2020-05-25 | 吸収性物品 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3981371A4 (ja) |
| JP (1) | JP7267842B2 (ja) |
| CN (1) | CN113873978A (ja) |
| TW (1) | TW202103659A (ja) |
| WO (1) | WO2020241557A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10792194B2 (en) | 2014-08-26 | 2020-10-06 | Curt G. Joa, Inc. | Apparatus and methods for securing elastic to a carrier web |
| MX2020007614A (es) | 2018-01-29 | 2020-09-14 | Joa Curt G Inc | Aparato y metodo de fabricacion de una estructura compuesta elastica para un producto sanitario absorbente. |
| US11925538B2 (en) | 2019-01-07 | 2024-03-12 | Curt G. Joa, Inc. | Apparatus and method of manufacturing an elastic composite structure for an absorbent sanitary product |
| US11173072B2 (en) | 2019-09-05 | 2021-11-16 | Curt G. Joa, Inc. | Curved elastic with entrapment |
| JP7149984B2 (ja) * | 2020-05-28 | 2022-10-07 | ユニ・チャーム株式会社 | 積層不織布、及び吸収性物品 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002291795A (ja) * | 2001-01-29 | 2002-10-08 | Kao Corp | 吸収性物品 |
| JP2005323780A (ja) * | 2004-05-14 | 2005-11-24 | Kao Corp | 複合伸縮部材及びその製造方法 |
| JP2008132024A (ja) | 2006-11-27 | 2008-06-12 | Kao Corp | 吸収性物品 |
| JP2009148447A (ja) | 2007-12-21 | 2009-07-09 | Kao Corp | 伸縮性複合シート及びその製造方法 |
| JP2014198180A (ja) | 2013-03-29 | 2014-10-23 | 大王製紙株式会社 | 吸収性物品の伸縮構造 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002000653A (ja) * | 2000-06-19 | 2002-01-08 | Uni Charm Corp | 吸収性物品 |
| AU2002367280A1 (en) * | 2001-12-21 | 2003-07-24 | The Procter And Gamble Company | Disposable absorbent article having barrier leg cuff and elasticized outer leg cuff |
| JP3883530B2 (ja) * | 2003-09-08 | 2007-02-21 | 花王株式会社 | 複合伸縮部材及びその製造方法 |
| JP4488817B2 (ja) * | 2004-07-16 | 2010-06-23 | 花王株式会社 | 複合伸縮部材及びその製造方法 |
| WO2008004456A1 (fr) * | 2006-07-07 | 2008-01-10 | Uni-Charm Corporation | Élément en feuille, procédé de fabrication d'une feuille contenant une zone de haute densité et couche jetable utilisant un élément en feuille |
| EP2219577B1 (en) * | 2007-12-13 | 2014-07-30 | The Procter & Gamble Company | Absorbent article with composite sheet comprising elastic material |
| CA2708826A1 (en) * | 2007-12-13 | 2009-06-18 | The Procter & Gamble Company | Absorbent article with composite sheet comprising elastic material |
| JP6050969B2 (ja) * | 2012-06-22 | 2016-12-21 | 花王株式会社 | パンツ型着用物品およびその製造方法 |
| JP6463126B2 (ja) * | 2014-12-24 | 2019-01-30 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
-
2019
- 2019-05-31 JP JP2019102745A patent/JP7267842B2/ja active Active
-
2020
- 2020-05-25 CN CN202080038262.0A patent/CN113873978A/zh active Pending
- 2020-05-25 TW TW109117290A patent/TW202103659A/zh unknown
- 2020-05-25 WO PCT/JP2020/020510 patent/WO2020241557A1/ja unknown
- 2020-05-25 EP EP20813131.8A patent/EP3981371A4/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002291795A (ja) * | 2001-01-29 | 2002-10-08 | Kao Corp | 吸収性物品 |
| JP2005323780A (ja) * | 2004-05-14 | 2005-11-24 | Kao Corp | 複合伸縮部材及びその製造方法 |
| JP2008132024A (ja) | 2006-11-27 | 2008-06-12 | Kao Corp | 吸収性物品 |
| JP2009148447A (ja) | 2007-12-21 | 2009-07-09 | Kao Corp | 伸縮性複合シート及びその製造方法 |
| JP2014198180A (ja) | 2013-03-29 | 2014-10-23 | 大王製紙株式会社 | 吸収性物品の伸縮構造 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3981371A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020195504A (ja) | 2020-12-10 |
| CN113873978A (zh) | 2021-12-31 |
| EP3981371A1 (en) | 2022-04-13 |
| JP7267842B2 (ja) | 2023-05-02 |
| TW202103659A (zh) | 2021-02-01 |
| EP3981371A4 (en) | 2023-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020241557A1 (ja) | 吸収性物品 | |
| JP5243195B2 (ja) | 吸収性物品 | |
| JP5602776B2 (ja) | シート部材、高密度領域含有シートの製造方法およびシート部材を使用した使い捨ておむつ | |
| JP5144539B2 (ja) | 吸収性物品 | |
| JP6506492B1 (ja) | 吸収性物品 | |
| JP6170987B2 (ja) | 吸収性物品 | |
| KR20170131423A (ko) | 흡수성 물품의 신축 구조, 및 팬티 타입 일회용 기저귀 | |
| WO2016208280A1 (ja) | 使い捨て着用物品 | |
| JP4981539B2 (ja) | 高密度領域含有シートの製造方法および高密度含有シートを使用した使い捨ておむつ | |
| JP6220032B2 (ja) | 吸収性物品 | |
| WO2020241556A1 (ja) | 吸収性物品 | |
| JP7212584B2 (ja) | 吸収性物品 | |
| JP7409985B2 (ja) | 吸収性物品 | |
| JP2017093733A (ja) | 吸収性物品 | |
| JP6419454B2 (ja) | 吸収性物品 | |
| RU2782781C1 (ru) | Впитывающее изделие | |
| RU2774286C1 (ru) | Впитывающее изделие | |
| JP7025496B1 (ja) | 吸収性物品 | |
| WO2021241685A1 (ja) | 吸収性物品 | |
| WO2017094409A1 (ja) | 吸収性物品 | |
| WO2022054832A1 (ja) | パンツ型吸収性物品 | |
| JP2010284281A (ja) | 使い捨て吸収性物品 | |
| JP2017093867A (ja) | 不織布 | |
| WO2018123489A1 (ja) | 吸収性物品 | |
| JP2020195426A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20813131 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020813131 Country of ref document: EP Effective date: 20220103 |