KR101641796B1 - Lean duplex stainless steel with excellent drawability and manufacturing method thereof - Google Patents
Lean duplex stainless steel with excellent drawability and manufacturing method thereof Download PDFInfo
- Publication number
- KR101641796B1 KR101641796B1 KR1020140190492A KR20140190492A KR101641796B1 KR 101641796 B1 KR101641796 B1 KR 101641796B1 KR 1020140190492 A KR1020140190492 A KR 1020140190492A KR 20140190492 A KR20140190492 A KR 20140190492A KR 101641796 B1 KR101641796 B1 KR 101641796B1
- Authority
- KR
- South Korea
- Prior art keywords
- stainless steel
- austenite
- duplex stainless
- steel
- sim10
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
지연파괴가 발생하지 않아 드로잉성이 개선된 린 듀플렉스 스테인리스강 및 그 제조방법이 소개된다.
본 발명의 드로잉성이 우수한 린 듀플렉스 스테인리스강은, 중량 %로, C: 0.02~0.08%, Si: 0.5~1.3%, Mn: 2.5~3.5%, Cr: 19~21%, Ni: 0.6%~1.2%, N: 0.2~0.3%, Cu: 0.5~1.2%, 잔부 Fe 및 기타 불가피한 불순물을 포함하고,
소둔된 페라이트 오스테나이트 2 상강으로, 0.3 진변형 후 형성된 소성 유기 마르텐사이트양이 10%에 이를 때 측정된 온도에 해당하는 Md_SIM10 및 한계 드로잉비(LDR)는 하기의 수식을 만족한다.
-30℃ ≤ Md_SIM10 ≤ 0 ℃-----(수식 1)
2.08 ≤ LDR ≤ 2.18-----(수식 2)Lineless duplex stainless steel improved in drawability due to no delayed fracture and a manufacturing method thereof are introduced.
The lean duplex stainless steel excellent in drawability according to the present invention comprises 0.02 to 0.08% of C, 0.5 to 1.3% of Si, 2.5 to 3.5% of Mn, 19 to 21% of Cr, 0.6 to 0.6% of Ni, 1.2%, N: 0.2 to 0.3%, Cu: 0.5 to 1.2%, the balance Fe and other unavoidable impurities,
The Md_SIM10 and the critical drawing ratio (LDR) corresponding to the measured temperature when the amount of fired organic martensite formed after the 0.3-degree strain reaches 10% with the annealed ferrite austenite two-phase steel satisfy the following formula.
-30 占 폚? Md_SIM10? 0 占 폚 ----- (Formula 1)
2.08? LDR? 2.18 ----- (Formula 2)
Description
본 발명은 드로잉성이 우수한 린 듀플렉스 스테인리스강 및 그 제조방법에 관한 것이다. The present invention relates to a lean duplex stainless steel excellent in drawability and a manufacturing method thereof.
일반적으로 가공성과 내식성이 양호한 오스테나이트계 스테인리스강은 철(Fe)을 소지 금속으로 하여 Cr, Ni을 주원료로 함유하고 있다. 그리고, 오스테나이트계 스테인리스강은 Mo 및 Cu 등의 기타 원소들을 첨가시켜 각종 용도에 맞는 다양한 강종으로 개발되고 있다.Generally, austenitic stainless steels having excellent processability and corrosion resistance contain iron (Fe) as a base metal and Cr and Ni as main raw materials. The austenitic stainless steels are being developed into various steel types suitable for various applications by adding other elements such as Mo and Cu.
이러한 오스테나이트계 스테인리스 강종은 내식성 및 내공식성이 우수한 강종으로서, 저탄소이면서 중량%로 8% 이상의 Ni 성분을 함유하고 있다. 이 때문에 Ni 가격 상승에 따른 원가 변동 폭이 커서 가격 경쟁력이 떨어진다는 문제점이 있다.These austenitic stainless steel species are excellent in corrosion resistance and pitting resistance, and contain low-carbon and Ni components of 8% or more by weight. Therefore, there is a problem that the cost competitiveness is deteriorated because the cost fluctuation due to the rise in Ni price is large.
따라서, 이를 보완하기 위하여 Ni 함량을 낮추면서 오스테나이트계 스테인리스 강종과 동등 이상의 내식성을 확보할 수 있는 새로운 강종의 개발이 필요하다.Therefore, it is necessary to develop a new steel type which can secure the corrosion resistance equal to or higher than that of the austenitic stainless steel type while reducing the Ni content.
이에 따라, 오스테나이트 상과 페라이트 상의 혼합물로 구성된 미세조직을 가지는 듀플렉스 스테인리스강이 사용되는데, 이러한 듀플렉스 스테인리스강은 오스테나이트계와 페라이트계의 특징을 모두 나타낸다.
Accordingly, a duplex stainless steel having a microstructure composed of a mixture of austenite phase and ferrite phase is used. Such a duplex stainless steel exhibits both characteristics of austenite system and ferrite system.
현재까지 다양한 듀플렉스 스테인리스강이 제안되어 오고 있다.Various duplex stainless steels have been proposed to date.
듀플렉스 스테인리스강의 경우, 다양한 부식 환경에서 우수한 내부식성을 제공하며, AISI의 304, 316등의 오스테나이트계 스테인리스상보다 우수한 내부식성을 나타낸다.Duplex stainless steels offer excellent corrosion resistance in a variety of corrosive environments and exhibit better corrosion resistance than the austenitic stainless steels of AISI 304, 316, and so on.
이와 같은 듀플렉스 스테인리스강의 경우, Ni, Mo 등의 고가 원소에 의한 제조 비용 상승이 될 뿐만 아니라 Ni, Mo 등을 소비함에 의해 타 강종과의 가격 경쟁력 감소를 야기한다.In the case of such a duplex stainless steel, manufacturing cost is increased due to expensive elements such as Ni and Mo, and Ni and Mo are consumed, resulting in a decrease in price competitiveness with other steel types.
이에 따라, 최근에는 듀플렉스 스테인리스강 중에서도 Ni 및 Mo 등의 고가의 합금원소를 배제하고 이들 원소를 대신하여 저원가의 합금원소를 첨가한 낮은 합금 비용의 장점을 더욱 증대시킨 린 듀플렉스(lean duplex) 스테인리스강에 대한 관심이 증대되고 있는 추세이다.Accordingly, recently, a duplex stainless steel has been proposed which has the advantage of eliminating expensive alloying elements such as Ni and Mo and adding low cost alloying elements in place of these elements, thereby further enhancing the advantages of a low alloy cost, such as lean duplex stainless steel There is a growing interest in
그러나, 최근에 개발된 린 듀플렉스 스테인리스강은 주로 저장용기, 운송용기 등에 광범위하게 사용되는데, 이들 린 듀플렉스 스테인리스강은 다른 통상의 듀플렉스 스테인리스강처럼 오스테나이트계 대비 성형성 한계라는 문제점을 가지고 있다.However, recently developed lean duplex stainless steels are used extensively in storage containers, transportation containers and the like, and these lean duplex stainless steels have a problem of formability limit compared to austenitic like other conventional duplex stainless steels.
따라서, 린 듀플렉스 스테인리스강에 존재하는 오스테나이트 상의 분율 및 소성 유기 마르텐사이트 형성 거동을 제어한다면, 성형성 개선이 가능할 것인데, 페라이트-오스테나이트 상에 존재하는 오스테나이트 상 중의 C+N의 양을 제어함으로써 가공성을 개선하려는 동향도 존재한다.Therefore, if controlling the fraction of austenite phase present in the lean duplex stainless steel and the behavior of the fired organic martensite formation, improvement of the formability will be possible. Control of the amount of C + N in the austenite phase present in the ferrite- There is also a tendency to improve the processability.
이는 통상 준안정 오스테나이트강에서 발생하는 변태 유기 소성을 활용한 것으로, 성형 가공 시 변형 부위에서 경한 상에 해당하는 소성 유기 마르텐사이트가 형성되면, 가공 시 발생하는 국부 네킹이 억제되고, 소성 유기 마르텐사이트가 형성된 인접 부위에 변형이 전파된다.This is based on metamorphic organic firing usually occurring in metastable austenitic steels. When the fired organic martensite corresponding to a mild phase at the deformed site is formed during the molding process, local necking occurring during processing is suppressed, The deformation propagates to adjacent sites where the site is formed.
따라서 변형 시 형성되는 소성 유기 마르텐사이트 양을 조절하여 가공 경화속도를 조절하면 연신율 향상이 가능하게 되지만, 드로잉용으로 사용되는 경우, 컵 드로잉 가공에 의하여 가공 유기 마르텐사이트가 형성되어 지연파괴의 원인으로 작용하는 문제점이 존재한다.
Therefore, it is possible to improve the elongation rate by controlling the amount of fired organic martensite formed at the time of deformation, but if it is used for drawing, the processed organic martensite is formed by the cup drawing process, There is a problem that acts.
한편, 린 듀플렉스 스테인리스강은 일본공개특허 소61-056267호, WO 02/027056호 공보 및 WO 96/18751호 공보에 개시되어 있다. 그 중, 일본공개특허 소61-56267호 공보 및 WO 02/027056호 공보에 개시된 린 듀플렉스 스테인리스강은, ASTM A240으로 규격화되어 있으며, 전자는 S32304 (대표성분 23Cr-4Ni-0.13N), 후자는 S32101 (대표성분 21Cr-1.5Ni-5Mn-0.22N)에 대응한다.On the other hand, lean duplex stainless steels are disclosed in Japanese Patent Laid-Open Nos. 61-056267, WO 02/027056 and WO 96/18751. Of these, lean duplex stainless steels disclosed in Japanese Patent Laid-Open Nos. 61-56267 and WO 02/027056 are standardized by ASTM A240, the former is S32304 (representative component 23Cr-4Ni-0.13N) S32101 (representative component 21Cr-1.5Ni-5Mn-0.22N).
또한, 한국공개특허 2006-0074400호 공보에 개시되었고, ASTM A240으로 규격화된 S81921강의 경우 Ni 및 Mo의 함량이 각각 중량%로 2.5%, 2.4%로 고가의 합금원소를 포함하고 있다.Also, in S81921 steel disclosed in Korean Patent Laid-Open No. 2006-0074400 and standardized in ASTM A240, the contents of Ni and Mo contain 2.5% and 2.4% by weight of alloying elements, respectively, which are expensive.
이들 듀플렉스 스테인리스강은 성형성보다는 내식성 강화 위주로 강을 설계하여, 특정 적용 부분에서는 요구되는 내식성보다 월등한 내식성을 제공한다. 그리고, 내응력부식성 역시 설계 요구사항보다 우수하여 기술적인 해결책은 제공할 수 있으나, 가공성과 관련된 인자인 성형성은 오스테나이트계 스테인리스강보다 열위하다. 이에 의해 성형, 절곡 등을 요구하는 다양한 산업 분야의 응용에 많은 제약을 초래하여, 경제적인 측면에서는 타당하지 않은 면이 존재한다. 따라서, 이들 고가 원소를 배제하여 제조원가를 절감하면서도 304강, 304L강 및 316강 대비 동등 이상 수준의 내식성을 확보하고, 특히 성형성을 304강과 동등 수준으로 확보하는 산업설비 및 다양한 성형 가공용 듀플렉스 스테인리스 강의 개발이 필요하다.These duplex stainless steels are designed to enhance corrosion resistance rather than formability, providing superior corrosion resistance than required for certain applications. And the stress corrosion resistance is also better than the design requirement to provide a technical solution, but the formability, which is a factor related to workability, is lower than that of austenitic stainless steel. As a result, many restrictions are imposed on applications in various industrial fields requiring molding, bending, and the like, which is not economically feasible. Therefore, while eliminating these expensive elements, the manufacturing cost is reduced, while the corrosion resistance of 304 or 304L steel and 316 steel is equal to or higher than that of 304 steel. Especially, the industrial equipment and the duplex stainless steel Development is needed.
특히, 성형성이 우수한 오스테나이트계 스테인리스강의 경우, 고가인 Ni를 4% 이상 함유하고 있어서 제조시 재료 비용이 매우 높고, 또 귀중한 자원인 Ni 등을 대량으로 소비한다는 문제점이 있다.In particular, an austenitic stainless steel having excellent formability contains 4% or more of high-priced Ni, so that the material cost is very high at the time of production, and Ni, which is a valuable resource, is consumed in a large amount.
또한, 다량의 Mn은 린 듀플렉스 스테인레스강의 내식성 확보를 위한 강의 질소 고용도를 크게 증가시키나, 내식성에 해로운 MnS 등의 개재물을 쉽게 형성하여 내식성을 저해한다는 문제점이 있다. 그리고, 전기로 조업 시 Mn 분진 등의 발생으로 환경 문제를 발생시킨다.Also, a large amount of Mn greatly increases the nitrogen solubility of the steel for securing the corrosion resistance of the linseed duplex stainless steel, but easily forms inclusions such as MnS which are detrimental to the corrosion resistance, thereby deteriorating the corrosion resistance. And, when operating the electric furnace, it causes environmental problems due to occurrence of Mn dust and the like.
상기한 배경기술로서 설명된 사항들은 본 발명의 배경에 대한 이해 증진을 위한 것일 뿐, 이 기술분야에서 통상의 지식을 가진 자에게 이미 알려진 종래기술에 해당함을 인정하는 것으로 받아들여져서는 안 될 것이다.It should be understood that the foregoing description of the background art is merely for the purpose of promoting an understanding of the background of the present invention and is not to be construed as adhering to the prior art already known to those skilled in the art.
본 발명은 이러한 종래의 문제점을 해결하기 위해 컵 성형 시 지연파괴 발생을 방지하고, 우수한 성형성 및 내식성을 확보함과 동시에, 원가를 절감한 드로잉성이 우수한 린 듀플렉스 스테인리스강 및 그 제조방법을 제공하는데 그 목적이 있다. The present invention provides a lean duplex stainless steel which prevents generation of delayed fracture at the time of forming a cup, secures excellent formability and corrosion resistance, and is excellent in drawability by reducing cost, and a method for manufacturing the same. It has its purpose.
이러한 목적을 달성하기 위한 본 발명에 따른 드로잉성이 우수한 린 듀플렉스 스테인리스강은, 중량 %로, C: 0.02~0.08%, Si: 0.5~1.3%, Mn: 2.5~3.5%, Cr: 19~21%, Ni: 0.6%~1.2%, N: 0.2~0.3%, Cu: 0.5~1.2%, 잔부 Fe 및 기타 불가피한 불순물을 포함하고, 소둔된 페라이트 오스테나이트 2 상강으로, 0.3 진변형 후 형성된 소성 유기 마르텐사이트양이 10%에 이를 때 측정된 온도에 해당하는 Md_SIM10 및 한계 드로잉비(LDR)는 하기의 수식을 만족한다.In order to achieve the above object, the present invention provides a lean duplex stainless steel having excellent drawability, comprising 0.02 to 0.08% of C, 0.5 to 1.3% of Si, 2.5 to 3.5% of Mn, 19 to 21% of Cr, Of the ferrite austenite 2-phase steel containing 0.3%, Ni: 0.6 to 1.2%, N: 0.2 to 0.3%, Cu: 0.5 to 1.2%, the balance Fe and other unavoidable impurities, The Md_SIM10 and the limiting drawing ratio (LDR) corresponding to the measured temperature when the amount of martensite reaches 10% satisfy the following equation.
-30℃ ≤ Md_SIM10 ≤ 0 ℃-----(수식 1)-30 占 폚? Md_SIM10? 0 占 폚 ----- (Formula 1)
2.08 ≤ LDR ≤ 2.18-----(수식 2)2.08? LDR? 2.18 ----- (Formula 2)
오스테나이트 분율은 하기 범위를 만족하고, 나머지는 페라이트로 구성된 것을 특징으로 한다.The austenite fraction satisfies the following range, and the remainder is composed of ferrite.
30 ≤ 오스테나이트 분율(γ) ≤ 7030? Austenite fraction (?)? 70
이러한 목적을 달성하기 위한 본 발명에 따른 드로잉성이 우수한 린 듀플렉스 스테인리스강은, 중량 %로, C: 0.02~0.08%, Si: 0.5~1.3%, Mn: 2.5~3.5%, Cr: 19~21%, Ni: 0.6%~1.2%, N: 0.2~0.3%, Cu: 0.5~1.2%, 잔부 Fe 및 기타 불가피한 불순물을 포함하는 강을 950 ~ 1100℃ 범위에서 냉연 소둔한 것을 특징으로 한다.In order to achieve the above object, the present invention provides a lean duplex stainless steel having excellent drawability, comprising 0.02 to 0.08% of C, 0.5 to 1.3% of Si, 2.5 to 3.5% of Mn, 19 to 21% of Cr, Wherein the steel containing Ni, Fe, Ni in an amount of 0.6 to 1.2%, N in an amount of 0.2 to 0.3%, Cu in an amount of 0.5 to 1.2%, and the balance of Fe and other unavoidable impurities is subjected to cold rolling and annealing in the range of 950 to 1100 ° C.
본 발명에 의하면 고가 원소인 Ni, Si, Cu 및 Mo 합금성분의 함량을 조절함으로써, 자원을 절약하고 원가를 절감할 수 있다.According to the present invention, the content of Ni, Si, Cu, and Mo alloying elements, which are high-priced elements, can be controlled to save resources and cost.
또한 304강 동등 수준 이상의 내식성 확보는 물론, 가공성을 개선할 수 있는 이점이 있다. In addition, it has the advantage of securing corrosion resistance equal to or higher than that of 304 steel, and of improving workability.
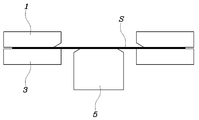
도 1은 한계 드로잉비를 측정하는 장치에 대한 도면,
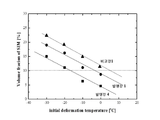
도 2는 본 발명강 및 비교강의 Md_SIM10을 나타낸 그래프,
도 3은 Md_SIM10과 한계 드로잉비의 관계도,
도 4는 컵 드로잉 후 지연파괴 여부를 나타낸 도면이다. BRIEF DESCRIPTION OF THE DRAWINGS Figure 1 is a drawing of an apparatus for measuring a limit drawing ratio,
2 is a graph showing the
3 is a diagram showing the relationship between the Md_SIM10 and the limit drawing ratio,
Fig. 4 is a view showing whether or not delayed fracture occurs after cup drawing. Fig.
이하 첨부한 도면을 참조하여 본 발명의 실시예 및 그 밖에 당업자가 본 발명의 내용을 쉽게 이해하기 위하여 필요한 사항에 대하여 상세히 기재한다.DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS Reference will now be made in detail to embodiments of the present invention, examples of which are illustrated in the accompanying drawings, wherein like reference numerals refer to the like elements throughout.
다만, 본 발명은 청구범위에 기재된 범위 안에서 여러 가지 상이한 형태로 구현될 수 있으므로, 하기에 설명하는 실시예는 표현 여부에 불구하고 예시적인 것에 불과하다.
It should be noted, however, that the present invention can be embodied in many different forms within the scope of the appended claims.
본 발명은 오스테나이트상과 페라이트상의 2상을 갖는 듀플렉스 스테인리스강 중, Ni, Mo, Si, Cu 등의 고가의 합금원소 함량을 낮춘 드로잉성이 우수한 린 듀플렉스 스테인리스강 및 그 제조방법에 관한 것이다.The present invention relates to a duplex stainless steel having two phases of an austenite phase and a ferrite phase and having excellent drawability by lowering the content of expensive alloying elements such as Ni, Mo, Si and Cu, and a method for producing the same.
린 듀플렉스 스테인리스강은 일반적인 오스테나이트계 스테인리스강인 304강 대비 동등 이상의 내식성을 유지할 수 있는 것은 물론, 오스테나이트계 스테인리스강 이상의 연신율 확보가 가능한바, 304강 대비 동등 수준 이상의 연신율 확보가 가능하다.Lineless duplex stainless steel can maintain the corrosion resistance equal to or higher than that of 304 steel, which is austenitic stainless steel, and it can secure an elongation more than that of austenitic stainless steel.
본 발명의 드로잉성이 우수한 린 듀플렉스 스테인리스강은, 부식 환경 또는 성형용 일반 제품에 사용될 수 있고, 스트립(strip), 바(bar), 플레이트(plate), 시트(sheet), 파이프(pipe), 또는 튜브(tube)와 같은 제품으로 제조되어 이용할 수 있다.The lean duplex stainless steel excellent in drawability of the present invention can be used in a corrosive environment or a general product for molding and can be used as a strip, a bar, a plate, a sheet, a pipe, Or a tube (tube).
린 듀플렉스 스테인리스강은 오스테나이트계 스테인리스 강인 304강, 316강과 동등한 내식성을 확보하면서, Ni 함량이 적어 경제적이며, 고강도 확보가 용이하여 내식성을 요하는 담수설비, 펄프, 제지, 화학설비 등의 산업설비용 강재로 사용될 수 있는바, 본 발명에서는 Ni, Mn 등을 저감하면서 오스테나이트계와 동등 수준의 성형성 및 내식성을 확보하는 방법으로 페라이트 상과 오스테나이트 상이 공존하는 2상 조직강을 개발하게 되었다.
Lineless duplex stainless steel is economical because it is low in Ni content while ensuring corrosion resistance equivalent to that of 304 and 316 steels, which are austenitic stainless steel. Industrial equipment such as desalination equipment, pulp, paper, In the present invention, a two-phase structure steel in which a ferrite phase and an austenite phase coexist has been developed by a method of securing the same level of formability and corrosion resistance as that of an austenitic system while reducing Ni and Mn .
이하, 본 발명의 드로잉성이 우수한 린 듀플렉스 스테인리스강에 대하여 상세하게 설명한다.Hereinafter, the linseed duplex stainless steel excellent in drawability of the present invention will be described in detail.
본 발명에 의하면 오스테나이트ㆍ페라이트로 이루어진 듀플렉스 스테인리스강의 제반 성질이 우수하면서도, 304강 수준의 내식성과 동시에 드로잉성을 확보할 수 있다. 즉, 본 발명은 저탄소의 크롬계 스테인리스강으로, 고질소를 함유하고, 더불어 Mn의 함량을 최적화시키면서 고가인 Ni, Si, Mo, Cu 등의 합금원소를 최적의 수준으로 조절하였다. 이에 의해 오스테나이트와 페라이트의 상분율을 구성 성분 과 소둔온도를 활용하여 적절히 조절하여, 통상의 인장변형 속도에서 측정된 Md_SIM10 온도- 즉 0.3 진변형 부과 후 측정된 소성 유기 마르텐사이트 양이 10% 되는 온도- 범위가 -30 ~ 0oC가 되도록 조정함에 의하여, 성형 가공시 지연 파괴가 발생하지 않아 성형성 및 내식성이 우수한 오스테나이트 페라이트의 듀플렉스 스테인리스강을 제조한다.According to the present invention, the duplex stainless steel made of austenite and ferrite is excellent in all properties, and also has corrosion resistance at the level of 304 steel and can secure drawability. That is, the present invention is a low carbon chromium-based stainless steel which contains high nitrogen and optimally adjusts the content of Mn and adjusts expensive alloying elements such as Ni, Si, Mo and Cu to the optimum level. As a result, the phase fraction of austenite and ferrite is appropriately adjusted by making use of the constituent components and the annealing temperature so that the Md_SIM10 temperature measured at a normal tensile strain rate - that is, the amount of fired organomaltense measured after 0.3-degree strain is 10% By adjusting the temperature-range to be from -30 to 0 ° C, no delayed fracture occurs during the molding process, so that a duplex stainless steel of austenite ferrite excellent in formability and corrosion resistance is produced.
본 발명에 따른 드로잉성이 우수한 린 듀플렉스 스테인리스강은 제조 비용 중 원료 비용을 크게 감소하여, 가격 경쟁력을 크게 향상시키고, 성형 후 지연 파괴 저항성이 크게 향상됨과 동시에 내식성을 확보하여 성형용으로 사용되는 304강의 대체가 가능하다.The linseed duplex stainless steel excellent in drawability according to the present invention greatly reduces the raw material cost during the manufacturing cost, greatly enhances the price competitiveness, significantly improves the delayed fracture resistance after molding, and maintains the corrosion resistance of 304 Steel alternatives are possible.
본 발명의 드로잉성이 우수한 린 듀플렉스 스테인리스강은, 중량%로, C: 0.02~0.08%, Si: 0.5~1.3%, Mn: 2.5~3.5%, Cr: 19~21%, Ni: 0.6%~1.2%, N: 0.2~0.3%, Cu: 0.5~1.2%, 잔부는 Fe 및 기타 불가피한 불순물을 포함한다.
The lean duplex stainless steel excellent in drawability according to the present invention comprises 0.02 to 0.08% of C, 0.5 to 1.3% of Si, 2.5 to 3.5% of Mn, 19 to 21% of Cr, 0.6 to 0.6% of Ni, 1.2%, N: 0.2 to 0.3%, Cu: 0.5 to 1.2%, and the balance includes Fe and other unavoidable impurities.
이하에서는, 본 발명의 성분 한정 이유에 대하여 설명한다.
Hereinafter, the reason for limiting the components of the present invention will be described.
C는 오스테나이트 형성 원소로 고용 강화를 유발하여 재료의 강도를 증가시키는데 유효한 원소로, 강도 개선을 위해 0.02% 이상 첨가되어야 한다. 그러나 과다 첨가 시 페라이트-오스테나이트 상 경계에서 내식성에 유효한 Cr과 같은 탄화물 형성 원소와 쉽게 결합, 결정립계 주위의 Cr 함량을 낮추어 내부식 저항성을 감소시키므로, 내식성을 극대화하기 위해서는 0.08% 이하로 첨가하여야 한다.
C is an austenite-forming element and is an effective element for increasing the strength of the material by inducing solid solution strengthening. It should be added by 0.02% or more for strength improvement. However, in the case of over-addition, it easily bonds with carbide-forming elements effective for corrosion resistance at the ferrite-austenite phase boundary and lowers the Cr content around grain boundaries to reduce the corrosion resistance. Therefore, it should be added to 0.08% or less in order to maximize the corrosion resistance .
Si는 탈산효과를 위하여 일부 첨가되며, 페라이트 형성 원소로 소둔 열처리 시 페라이트에 농화되는 원소이다. 따라서, 적정한 페라이트 상분율 확보를 위하여 0.5% 이상 첨가하여 한다. 그 미만으로 첨가하는 경우, 합금계에서 오스테나이트 상의 소성 유기 마르텐사이트 형성 현상이 활성화되지만, 성형 시 과다한 소성 유기 마르텐사이트 형성으로 지연파괴 현상이 발생하게 되는바, 성형성 저하를 초래한다.Si is partially added for the deoxidation effect and is an element which is enriched in ferrite when annealing with a ferrite forming element. Therefore, 0.5% or more is added in order to obtain a proper ferrite phase fraction. When the amount is less than the above range, a phenomenon of formation of fired organic martensite on the austenite phase in the alloy system is activated, but a delayed fracture phenomenon occurs due to the formation of excessive fired organic martensite during molding.
1.3%를 초과하여 첨가되는 경우, 2상 강에 존재하는 오스테나이트상의 변형기구를 소성 유기 마르텐사이트 형성에서 기계적 쌍정의 형성으로 변형기구의 천이를 일으켜서, 소성 유기 마르텐사이트의 형성의 효과를 활용하고자 하는 본 발명의 의도에 적합하지 않다. 또한, 과다할 경우 제강 시 슬래그 유동성을 저하시키고, 산소와 결합하여 개재물을 형성하여 내식성에 저하시키게 되는바, Si 함량은 0.5~1.3%로 제한한다.
If it is added in excess of 1.3%, the transformation mechanism of the austenite phase existing in the two-phase steel is transformed by the formation of the mechanical twin in the formation of the fired organic martensite, so as to utilize the effect of the formation of the fired organic martensite Is not suitable for the intention of the present invention. In addition, if it is excessive, the slag fluidity is lowered during steelmaking, and the Si content is limited to 0.5 to 1.3%, since it is combined with oxygen to form inclusions and lower the corrosion resistance.
N는 듀플렉스 스테인리스강에서 Ni와 함께 오스테나이트 상의 안정화에 크게 기여하는 원소로, 소둔 열처리 시 오스테나이트 상에 농화되는 원소 중의 하나이다. 따라서, N 함량이 증가되면 부수적으로 내식성이 증가하고, 고강도화를 꾀할 수 있다. 그러나, 첨가된 Mn의 함량에 따라 N의 고용도가 변화되는바, 본 발명의 Mn 범위에서 N 함량이 0.3%를 초과하면, 질소 고용도 초과에 의해 주조 시 블로우홀(blow hole), 핀홀(pin hole) 등이 발생하여 표면 결함이 유발되므로, 강을 안정적으로 제조하기 어렵다. 또한 304강 수준의 내식성 확보를 위하여 N는 0.2% 이상을 첨가되어야 하며, 그 미만으로 첨가되면 적정한 상분율 확보가 어렵다.N is an element contributing greatly to the stabilization of the austenite phase together with Ni in duplex stainless steel and is one of the elements which is concentrated in the austenite phase during annealing heat treatment. Therefore, when the N content is increased, the corrosion resistance increases incidentally, and the strength of the steel can be increased. However, when the N content exceeds 0.3% in the Mn range of the present invention, the solubility of N is changed depending on the content of Mn added. When the N content exceeds 0.3%, blowholes and pinholes pin holes and the like are generated to cause surface defects, so that it is difficult to stably produce the steel. In order to secure the corrosion resistance at the level of 304, N should be added more than 0.2%, and it is difficult to obtain a proper phase fraction if it is added at less than 0.2%.
따라서, N 함량은 0.2 ~ 0.3%로 제한하는 것이 바람직하다.
Therefore, the N content is preferably limited to 0.2 to 0.3%.
Mn은 탈산제 및 질소 고용도를 증가시키는 원소이며, 오스테나이트 형성 원소로서, 고가의 Ni 대체용으로 사용된다.Mn is an element that increases the deoxidizing agent and nitrogen solubility, and is used as an austenite forming element for replacing expensive Ni.
그 함량이 3.5%를 초과하여 첨가하는 경우 304 수준의 내식성 확보가 어려워진다. 이는 Mn이 많이 첨가되는 경우, 질소의 고용도에는 효과가 있으나 강 중의 S와 결합하여 MnS를 형성, 내식성을 저하시킨다. 또한, Mn의 함량이 2.5% 미만인 경우, 오스테나이트 형성 원소인 Ni, Cu, N등을 조절하여도 적정한 오스테나이트 상분율의 확보가 어렵고, 첨가되는 N의 고용도가 낮아서 상압에서 질소의 충분한 고용을 얻을 수 없다. 따라서, Mn의 함량을 2.5% ~ 3.5%로 제한한다.
When the content is more than 3.5%, it becomes difficult to secure the corrosion resistance at the level of 304. [ This is effective for the solubility of nitrogen when a large amount of Mn is added, but it binds with S in the steel to form MnS and deteriorates the corrosion resistance. Further, when the content of Mn is less than 2.5%, it is difficult to secure a proper austenite phase fraction even by controlling Ni, Cu, N and the like as the austenite forming elements, and the solubility of N added is low, Can not be obtained. Therefore, the content of Mn is limited to 2.5% to 3.5%.
Cr은 Si와 함께 페라이트 안정화 원소로 2상 스테인리스강의 페라이트상 확보에 주된 역할을 할 뿐만 아니라, 내식성 확보를 위한 필수 원소이다.Cr is a ferrite stabilizing element together with Si, which plays a major role in securing ferrite phase of two-phase stainless steel and is an essential element for securing corrosion resistance.
함량을 증가시키면 내식성이 증가하나 상분율 유지를 위하여 고가의 Ni이나 기타 오스테나이트 형성원소의 함량을 증가시켜야 한다. 이에 따라, 2상 스테인리스강의 상분율을 유지하면서 STS 304 이상의 내식성을 확보하기 위해서 Cr의 함량을 19~21%로 제한한다.
Increasing the content increases the corrosion resistance, but it is necessary to increase the content of expensive Ni and other austenite forming elements to maintain the phase fraction. Accordingly, the content of Cr is limited to 19 to 21% in order to secure the corrosion resistance of STS 304 or higher while maintaining the phase fraction of the two-phase stainless steel.
Ni은 Mn, Cu 및 N와 함께 오스테나이트 안정화 원소로, 듀플렉스 스테인리스강의 오스테나이트상의 확보에 주된 역할을 한다. 원가절감을 위하여 가격이 비싼 Ni 함량을 최대한 감소시키는 대신에 다른 오스테나이트상 형성 원소인 Mn과 N을 증가시켜서 Ni의 저감에 의한 상분율 균형을 충분히 유지할 수 있다. 그러나, 냉간 가공 시 발생하는 소성 유기 마르텐사이트 형성을 억제하기 위하여 충분한 오스테나이트의 안정도 확보를 위하여 0.6% 이상 첨가되어야 한다. Ni를 많이 첨가하면 오스테나이트 분율이 증가하여 적절한 오스테나이트 상분율 확보가 어렵고, 특히 고가인 Ni로 인한 제품의 제조 비용 증가로 304 대비 경쟁력 확보가 어렵다. 따라서, Ni의 함량을 0.6%~1.2%로 제한함이 바람직하다.
Ni is an austenite stabilizing element together with Mn, Cu and N, and plays a major role in securing the austenite phase of the duplex stainless steel. In order to reduce the cost, instead of reducing the Ni content which is high in price, it is possible to increase the Mn and N, which are the other austenite phase forming elements, to sufficiently maintain the phase fraction balance by the reduction of Ni. However, in order to secure the stability of austenite sufficient for suppressing the formation of fired organic martensite which occurs during cold working, 0.6% or more of it should be added. When a large amount of Ni is added, it is difficult to secure a proper austenite phase fraction due to an increase in austenite fraction. In particular, it is difficult to secure competitiveness against 304 due to an increase in manufacturing cost due to expensive Ni. Therefore, it is preferable to limit the content of Ni to 0.6% to 1.2%.
Cu는 Mn, Ni 및 N와 함께 오스테나이트 안정화 원소로, 듀플렉스 스테인리스강의 오스테나이트상의 확보에 주된 역할을 한다. 원가절감을 위하여 가격이 비싼 Ni 함량을 최대한 감소시키는 대신에 다른 오스테나이트상 형성 원소인 Cu, Mn, 과 N을 증가시켜서 Ni의 저감에 의한 상분율 균형을 충분히 유지할 수 있다. 그러나, 냉간 가공 시 발생하는 소성 유기 마르텐사이트 형성을 억제하기 위하여 충분한 오스테나이트의 안정도 확보를 위하여 0.6% 이상 첨가하여야 한다. Cu를 많이 첨가하면 오스테나이트 분율이 증가하여 적절한 오스테나이트 분율 확보가 어렵고, 특히 Cu 고용도의 문제로 생산시 용접문제가 발생할 수 있다. 따라서, Cu의 함량을 0.6%~1.2%로 제한함이 바람직하다.
Cu is an austenite stabilizing element together with Mn, Ni and N, and plays a main role in securing the austenite phase of the duplex stainless steel. In order to reduce cost, instead of reducing the amount of expensive Ni, it is possible to increase the amount of other austenite phase forming elements Cu, Mn, and N, thereby sufficiently maintaining the phase fraction balance by reduction of Ni. However, in order to secure the stability of austenite sufficient for suppressing the formation of fired organic martensite which occurs during cold working, 0.6% or more of the additive should be added. When a large amount of Cu is added, the austenite fraction is increased and it is difficult to secure a proper austenite fraction. In particular, the problem of Cu solubility may cause welding problems in production. Therefore, it is preferable to limit the Cu content to 0.6% to 1.2%.
본 발명은 소성 유기 마르텐사이트가 형성되는 온도인 Md30(인장 시험 시 0.3 진변형을 가한 후 변형된 소재에 50%의 마르텐사이트가 형성되는 온도)을 통상의 듀플렉스 스테인리스강에 적용한 결과, 대부분의 강에서 소성유기 마르텐사이트 양이 30% 이하로 관찰되었는바, 통상의 Md30에 대한 정의로는 상술한 Md30 온도 정의가 곤란함을 알 수 있었다.The present invention was applied to a conventional duplex stainless steel at a temperature at which fired organic martensite is formed at a temperature at which Md 30 (50% of martensite is formed in the deformed material after 0.3-strain modification in the tensile test) The amount of calcined organic martensite in the steel was found to be 30% or less. As a result, it was difficult to define the above-mentioned Md 30 temperature in terms of the normal Md 30 .
따라서, 컵 드로잉 후 발생하는 지연 파괴의 주원인이 소성유기 마르텐사이트라는 사실에 근거하여, 소성유기 마르텐사이트가 형성되는 온도와 지연 파괴에 의한 한계 드로잉 비에 대한 다양한 고찰 후 아래와 같이 Md30 온도를 재정의한 후, 평가하였다.Thus, the delayed fracture occurring after the cup drawing major cause of calcined organic Maarten overriding the Md 30 temperature, as shown below after various study on the limit drawing ratio due to the basis of the fact that the site and fired organic martensite temperature and delayed fracture site is formed And then evaluated.
본 발명자는 통상의 인장 변형 속도에서 0.3 진변형을 가한 후 형성되는 소성 유기 마르텐사이트 양이 10%가 되는 온도를 Md_SIM10으로 정의하였다.The present inventors defined Md_SIM10 as the temperature at which the amount of fired organic martensite formed after applying a 0.3 degree strain at a normal tensile strain rate is 10%.
이와 같은 방법으로 듀플렉스 스테인리스강에서 소성 유기 마르텐사이트가 형성되는 온도를 정의한 후, 컵 드로잉 후 발생하는 지연파괴와 상관성을 분석하였다.After defining the temperature at which the fired organic martensite is formed in the duplex stainless steel by this method, the delayed fracture occurred after the cup drawing was analyzed.
본 발명의 드로잉성이 우수한 린 듀플렉스 스테인리스강은 Md_SIM10 이 -30~0℃인 것을 특징으로 한다.The lean duplex stainless steel excellent in drawability of the present invention has Md_SIM10 of -30 to 0 占 폚.
소성유기 마르텐사이트는 불안정한 오스테나이트가 변형될 때 형성되는 경한 상으로, 가공 경화를 유발하여 강의 연신율 증가에 기여한다. 오스테나이트 및 페라이트로 이루어진 듀플렉스 스테인리스강에 해당하는 본 발명의 경우 오스테나이트 상의 안정도를 합금 원소의 적절한 분배를 이용하여 조절할 수 있다.The fired organic martensite is a mild phase formed when the unstable austenite is deformed, which causes work hardening and contributes to an increase in the elongation of the steel. In the case of the present invention, which is a duplex stainless steel made of austenite and ferrite, the stability of the austenite phase can be controlled by using an appropriate distribution of alloying elements.
본 발명자는 인장 변형 시 국부 넥킹 전후에 소성유기 마르텐사이트가 형성되도록 하였다. 그러나, 소성 유기 마르텐사이트가 너무 급격하게 형성되는 경우, 변형 초기에 강도가 상승되어 가공성이 저하되고, 변형 후반부에 소성 유기 마르텐사이트가 형성되는 경우, 소재가 너무 많이 변형되기 때문에, 소성 유기 마르텐사이트가 가공성 향상에 기여를 할 수 없다.The inventors have made it possible to form fired organic martensite before and after local necking under tensile strain. However, when the fired organic martensite is formed too abruptly, the strength is increased at the beginning of the deformation to lower the workability and if the fired organic martensite is formed in the latter half of the deformation, the material is excessively deformed, Can not contribute to improvement in processability.
본 발명에서와 같이, 10% 마르텐사이트가 형성되는 온도를 제한, 성분 설계, 상분율을 제어함으로써, 성형 시 충분한 가공경화를 유발하여 성형성을 개선하고, 성형 후 발생하는 지연파괴를 충분히 억제할 수 있다.
As in the present invention, by limiting the temperature at which 10% martensite is formed, by controlling the component design and the phase fraction, sufficient work hardening is caused in the molding to improve the moldability and sufficiently suppress the delayed fracture occurring after molding .
본 발명에 따른 드로잉성이 우수한 린 듀플렉스 스테인리스강은 부피분율로 30~70%의 오스테나이트와, 70~30%의 페라이트로 이루어지는 것이 바람직하다.The linseed duplex stainless steel excellent in drawability according to the present invention is preferably composed of 30 to 70% of austenite and 70 to 30% of ferrite in a volume fraction.
통상적으로 속도로 변형시 오스테나이트 상에서 소성 유기 마르텐사이트가 형성되어 가공성에 기여하기 위하여서는 30% 이상의 오스테나이트 분율이 존재하여야 되며, 특히 오스테나이트 분율이 30% 이하 즉 페라이트 상 분율이 70% 이상인 경우, 성형 후 표면에 페라이트로 인한 표면 요철이 발생한다. 또 오스테나이트 분율이 70% 이상인 경우는 소둔 시 합금원소의 분배(오스테나이트 형성 원소가 오스테나이트 상에 농화되고, 페라이트 형성원소는 페라이트에 농화되는 현상)로 인하여 오스테나이트 안정도가 의도하는 바와 다르게 변화하여, 성형 시 과도한 소성 유기 마르텐사이트가 형성, 고강도화 되어 지연파괴가 쉽게 발생한다.Generally, at the time of deformation at a speed, fired organomartenite is formed on the austenite, and in order to contribute to the processability, an austenite fraction of 30% or more must be present. Particularly when the austenite fraction is 30% or less, that is, the ferrite phase fraction is 70% , Surface unevenness due to ferrite is generated on the surface after molding. When the austenite fraction is 70% or more, the austenite stability is different from the intended one due to the distribution of alloying elements during annealing (a phenomenon in which the austenite forming element is concentrated on the austenite and the ferrite forming element is concentrated on the ferrite) Thus, excess fired organic martensite is formed during molding and the strength is increased to cause delayed fracture easily.
따라서, 오스테나이트 분율은 70% 이하가 바람직하다.
Therefore, the austenite fraction is preferably 70% or less.
도 1에 도시된 바와 같이, 드로잉성을 평가하는 방법으로 다이(1), 홀더(3), 펀치(5)로 구성된 금형을 이용한다.As shown in Fig. 1, a mold composed of a die 1, a
소재(S)를 원형으로 절단하여 홀더(3) 위에 두고 다이(1)를 움직여 홀더(5)와 다이(1) 사이에 위치하는 소재(S)를 일정의 압력(1톤)으로 잡은 상태에서, 펀치(5)를 움직여 소재(S)를 컵 모양으로 만든다.The work S is cut into a circular shape and placed on the
이때 펀치(5)의 직경은 50mm 정도이며, 소재(S) 크기에 따라서 완전히 컵 모양으로 성형이 될 때, 처음 소재(S) 크기와 펀치(5)의 비를 드로잉비라고 한다. 소재(S)를 점점 크게 하면 할수록 다이(1)와 홀더(3)가 잡고 있는 힘이 증가하기 때문에 소재(S)가 컵 모양으로 변형되기란 쉽지 않다.At this time, when the diameter of the
소재(S)를 1mm 단위로 증가시키면서 드로잉 실험을 하여 파단이 생기지 않을 때의 최대 소재(S) 직경과 펀치(5) 직경비를 한계 드로잉비(LDR, Limit Drawing Ratio)라고 한다.The maximum material (S) diameter and the punch (5) diameter ratio when the drawing is experimented while increasing the material (S) in 1 mm increments are called the limit drawing ratio (LDR).
LDR(Limit Drawing Ratio) = 파단이 없는 블랭크의 직경 / 펀치직경(Ф50mm)LDR (Limit Drawing Ratio) = diameter of blank without rupture / diameter of punch (Ф50mm)
드로잉성 평가 방법인 LDR(Limit Draing Ratio) 평가 방법을 통하여 드로잉지수인 LDR값을 평가하였다. 또한 지연파괴는 드로잉성 평가 후 제작된 컵(드로잉시 균열이 발생하지 않은 컵)을 상온에서 24시간 방치 후 드로잉된 컵에 균열이 발생하는지 여부로 판단한다. 통상, 컵 성형 후 24 시간 이내에 균열이 발생하는 경우는 지연파괴가 발생되었다고 보며, 24 시간 이후에 균열이 발생하지 않는 드로잉비를 한계 드로잉비라고 한다. 즉 컵 성형 후 지연파괴가 발생하지 않는 한계 드로잉비가 우수 할수록 성형성이 우수하다고 한다.
The LDR value, which is a drawing index, was evaluated through the LDR (Limit Draining Ratio) evaluation method, which is a drawability evaluation method. Also, the delayed fracture is determined by whether or not the cup produced after the evaluation of the drawability (the cup in which no cracks occurred during drawing) is allowed to stand at room temperature for 24 hours, and cracks are generated in the drawn cup. Generally, when a crack occurs within 24 hours after molding the cup, it is considered that delayed fracture has occurred, and the drawing ratio at which no crack occurs after 24 hours is referred to as a limit drawing ratio. That is, it is said that the better the limit drawing ratio that the delayed fracture does not occur after the cup forming, the better the formability.
이하, 본 발명의 드로잉성이 우수한 린 듀플렉스 스테인리스강에 대하여 상세히 설명한다.Hereinafter, the linseed duplex stainless steel excellent in drawability of the present invention will be described in detail.
본 발명에 따른 성분의 조성범위에 대한 린 듀플렉스 스테인리스강들의 시편을 준비하여 열간 압연, 열연 소둔, 냉간 압연 후 냉연 소둔을 진행하여 소재의 상분율을 조절하여, 성형성을 측정하였다. 하기의 [표 1]은 실험강종에 대한 합금 조성(중량%)을 나타내었다.
Specimens of lean duplex stainless steels with respect to the composition range of the component according to the present invention were prepared and subjected to hot rolling, hot rolling annealing, cold rolling and cold rolling annealing to adjust the phase fraction of the material, and the formability was measured. The following Table 1 shows the alloy composition (wt.%) For the experimental steel grade.
[표 1]의 일부 실험 강종을 열간압연, 미열연소둔 후 냉간압연하여 박물 (1.0t 이하)로 제조하였다. 제조된 냉연소재를 아래의 온도로 냉연소둔을 진행하여 소둔된 소재의 상분율(오스테나이트, 페라이트), 다양한 초기 변형 온도에서 0.3 진변형을 부과, Md_SIM10, 및 도 1에 도시한 방법으로 컵 드로잉 시험을 한 후 24시간 상온에서 방치하여 성형된 컵에서 발생하는 균열의 유무를 측정함으로써 한계드로잉비를 결정하였다.
Some experimental steel types in Table 1 were hot-rolled, super-heated and then cold-rolled to obtain a body (1.0t or less). The produced cold-rolled material was subjected to cold-rolling annealing at the following temperature to obtain a phase fraction (austenite, ferrite) of the annealed material, a 0.3-strain transformation at various initial deformation temperatures, Md_SIM10, and cup drawing After the test, the limit drawing ratio was determined by measuring the presence or absence of cracks generated in the molded cup by standing at room temperature for 24 hours.
도 2에 도시된 바와 같이, 비교강 1의 경우 5℃ 부근에서 소성유기 마르텐사이트가 10%에 이름을 알 수 있고, 발명강 1은 1100℃에서 소둔한 것으로, -6℃ 부근에서 소성유기 마르텐사이트가 10%에 이름을 알 수 있으며, 발명강 4는 1100℃에서 냉연 소둔한 것으로 -18℃ 부근에서 마르텐사이트가 10%에 이름을 알 수 있다. As shown in FIG. 2, in the case of the comparative steel 1, the fired organic martensite was found to be 10% in the vicinity of 5 ° C and the inventive steel 1 was annealed at 1100 ° C. In the vicinity of -6 ° C, The site is known at 10%, and Invention Steel 4 is cold-rolled and annealed at 1100 ° C, and martensite can be found in 10% at around -18 ° C.
표 2는 비교강과 본 발명강의 페라이트, 오스테나이트 분율, 지연파괴가 발생하지 않는 최대 한계 드로잉비, 그리고 Md_SIM10을 나타낸 것이다.Table 2 shows the ferrite and austenite fractions of the comparative steel and inventive steel, the maximum limit drawing ratio at which no delayed fracture occurs, and Md_SIM10.
Comparative River 1
Comparative River 2
Inventive Steel 1
950
31
69
-22
1000
35
65
2.18
Not occurring
-15
1100
36
64
-6
Invention river 2
950
33
67
-18
1000
37
63
2.24
2.24
발생
Occur
-10
1100
41
59
-2
950
42
58
-10
1000
40
60
-8
1100
43
57
-8
Inventive Steel 4
950
38
62
-25
1000
53
47
-18
1100
48
52
-18
표 2에 나타낸 바와 같이, 본 발명의 드로잉성이 우수한 린 듀플렉스 스테인리스강은 합금성분, 열처리 온도에 따라 상분율이 변화됨을 알 수 있다.As shown in Table 2, in the linseed duplex stainless steel excellent in drawability of the present invention, the phase fraction varies depending on the alloy component and the heat treatment temperature.
발명강들의 경우 950 ~ 1200℃ 범위에서 열처리한 경우, 페라이트 상분율은 30~60%, 오스테나이트 상분율은 70~40% 범위임을 알 수 있다.In the case of the inventive steels, the ferrite phase fraction is in the range of 30 to 60% and the austenite phase fraction is in the range of 70 to 40% when heat treated in the range of 950 to 1200 ° C.
발명강4을 각각 950℃, 1000℃, 1100℃ 및 1200℃로 열처리하였을 경우의 페라이트와 오스테나이트 상분율을 나타낸 것이다. 발명강1 ~ 발명강4의 경우 페라이트의 상분율은 약 30~60%, 오스테나이트 상분율은 70~40%의 범위 내에 포함됨을 알 수 있다.
The inventive steel 4 was subjected to heat treatment at 950 ° C, 1000 ° C, 1100 ° C, and 1200 ° C, respectively, to show the ferrite and austenite phase fractions. It can be seen that the invented steels 1 to 4 contain the ferrite phase fraction of about 30 to 60% and the austenite phase fraction of 70 to 40%.
도 3 및 도 4에 도시된 바와 같이, Md_SIM10의 값이 -30 ~ 0℃ 범위일 때, 한계 드로잉값은 304강의 한계 드로잉값에 해당하는 2.08을 초과함을 알 수 있으며, 지연파괴 역시 발생하지 않음을 알 수 있었다.As shown in FIGS. 3 and 4, when the value of Md_SIM10 is in the range of -30 to 0 degrees Celsius, it can be seen that the limit drawing value exceeds 2.08 corresponding to the limit drawing value of the 304 steel, .
더 나아가 Md_SIM10의 값이 -30 ~ 0℃ 범위일 때, 한계 드로잉값은 2.12 ~ 2.18 사이에 해당하는바, 304강 대비 개선된 한계 드로잉값을 얻을 수 있었으며, 지연파괴 역시 발생하지 않음을 알 수 있었고, Md_SIM10값이 -30 미만이 경우에 비하여 소재의 강도 및 연신율이 더욱 개선됨을 알 수 있었다.Further, when the value of Md_SIM10 is in the range of -30 to 0 ° C, the limit drawing value is between 2.12 and 2.18, and an improved limit drawing value is obtained as compared with the 304 steel, And the strength and elongation of the material were further improved as compared with the case where the Md_SIM10 value was less than -30.
본 발명의 기술 사상은 상기 바람직한 실시예에 따라 구체적으로 기술되었으나, 상기한 실시예는 그 설명을 위한 것이며 그 제한을 위한 것이 아님을 주의하여야 한다. 또한, 본 발명의 기술 분야의 통상의 지식을 가진 자라면 본 발명의 기술 사상의 범위 내에서 다양한 변형예가 가능함을 이해할 수 있을 것이다. 전술한 발명에 대한 권리범위는 이하의 특허청구범위에서 정해지는 것으로써, 명세서 본문의 기재에 구속되지 않으며, 청구범위의 균등 범위에 속하는 변형과 변경은 모두 본 발명의 범위에 속할 것이다.While the present invention has been particularly shown and described with reference to exemplary embodiments thereof, it is to be understood that the invention is not limited to the disclosed exemplary embodiments. It will be apparent to those skilled in the art that various modifications may be made without departing from the scope of the present invention. The scope of the present invention is defined by the following claims. The scope of the present invention is not limited to the description of the specification, and all variations and modifications falling within the scope of the claims are included in the scope of the present invention.
1 : 다이 3 : 홀더
5 : 펀치 S : 소재1: Die 3: Holder
5: Punch S: Material
Claims (3)
소둔된 페라이트 오스테나이트 2 상강으로, 0.3 진변형 후 형성된 소성 유기 마르텐사이트양이 10%에 이를 때 측정된 온도에 해당하는 Md_SIM10 및 한계 드로잉비(LDR)는 하기의 수식을 만족하는, 드로잉성이 우수한 린 듀플렉스 스테인리스강.
-30℃ ≤ Md_SIM10 ≤ 0 ℃-----(수식 1)
2.08 ≤ LDR ≤ 2.18-----(수식 2)
The steel sheet according to any one of claims 1 to 3, wherein the steel sheet contains 0.02 to 0.08% of C, 0.5 to 1.3% of Si, 2.5 to 3.5% of Mn, 19 to 21% of Cr, 0.6 to 1.2% of Ni, 0.2 to 0.3% To 1.2%, the balance Fe and other unavoidable impurities,
The Md_SIM10 corresponding to the measured temperature when the amount of sintered organic martensite formed after the 0.3-deformation reaches 10% with the annealed ferrite austenite 2-phase steel, and the limit drawing ratio (LDR) satisfy the following formula Excellent lean duplex stainless steel.
-30 占 폚? Md_SIM10? 0 占 폚 ----- (Formula 1)
2.08? LDR? 2.18 ----- (Formula 2)
오스테나이트 분율은 하기 범위를 만족하고, 나머지는 페라이트로 구성된 것을 특징으로 하는, 드로잉성이 우수한 린 듀플렉스 스테인리스강.
30 ≤ 오스테나이트 분율(γ) ≤ 70
The method according to claim 1,
Wherein the austenite fraction satisfies the following range and the remainder is composed of ferrite.
30? Austenite fraction (?)? 70
소둔된 페라이트 오스테나이트 2 상강으로, 0.3 진변형 후 형성된 소성 유기 마르텐사이트양이 10%에 이를 때 측정된 온도에 해당하는 Md_SIM10 및 한계 드로잉비(LDR)는 하기의 수식을 만족하는, 드로잉성이 우수한 린 듀플렉스 스테인리스강 제조방법.
-30℃ ≤ Md_SIM10 ≤ 0 ℃-----(수식 1)
2.08 ≤ LDR ≤ 2.18-----(수식 2)
The steel sheet according to any one of claims 1 to 3, wherein the steel sheet contains 0.02 to 0.08% of C, 0.5 to 1.3% of Si, 2.5 to 3.5% of Mn, 19 to 21% of Cr, 0.6 to 1.2% of Ni, 0.2 to 0.3% To 1.2%, the remainder Fe and other unavoidable impurities is subjected to cold rolling and annealing in the range of 950 to 1100 ° C,
Md_SIM10 corresponding to the measured temperature when the amount of sintered organic martensite formed after the 0.3-deformation reaches 10% with the annealed ferrite austenite two-phase steel, and the critical drawing ratio (LDR) satisfy the following formula A method for manufacturing a superior lean duplex stainless steel.
-30 占 폚? Md_SIM10? 0 占 폚 ----- (Formula 1)
2.08? LDR? 2.18 ----- (Formula 2)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140190492A KR101641796B1 (en) | 2014-12-26 | 2014-12-26 | Lean duplex stainless steel with excellent drawability and manufacturing method thereof |
| PCT/KR2015/014089 WO2016105081A1 (en) | 2014-12-26 | 2015-12-22 | Lean duplex stainless steel having superb drawing property and method for producing same |
| US15/534,227 US20170335420A1 (en) | 2014-12-26 | 2015-12-22 | Lean duplex stainless steel having superb drawing property and method for producing same |
| CN201580071218.9A CN107109584A (en) | 2014-12-26 | 2015-12-22 | The excellent economizing type two phase stainless steel of drawing and its manufacture method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140190492A KR101641796B1 (en) | 2014-12-26 | 2014-12-26 | Lean duplex stainless steel with excellent drawability and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160082631A KR20160082631A (en) | 2016-07-08 |
| KR101641796B1 true KR101641796B1 (en) | 2016-07-22 |
Family
ID=56151022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140190492A KR101641796B1 (en) | 2014-12-26 | 2014-12-26 | Lean duplex stainless steel with excellent drawability and manufacturing method thereof |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170335420A1 (en) |
| KR (1) | KR101641796B1 (en) |
| CN (1) | CN107109584A (en) |
| WO (1) | WO2016105081A1 (en) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0683241B1 (en) * | 1994-05-21 | 2000-08-16 | Yong Soo Park | Duplex stainless steel with high corrosion resistance |
| JP3831184B2 (en) * | 2000-09-06 | 2006-10-11 | 新日鐵住金ステンレス株式会社 | Stainless steel slab having austenite-ferrite two-phase excellent in hot workability |
| WO2005073422A1 (en) * | 2004-01-29 | 2005-08-11 | Jfe Steel Corporation | Austenitic-ferritic stainless steel |
| SE530711C2 (en) * | 2006-10-30 | 2008-08-19 | Sandvik Intellectual Property | Duplex stainless steel alloy and use of this alloy |
| JP5337473B2 (en) * | 2008-02-05 | 2013-11-06 | 新日鐵住金ステンレス株式会社 | Ferritic / austenitic stainless steel sheet with excellent ridging resistance and workability and method for producing the same |
| KR101379079B1 (en) * | 2011-11-30 | 2014-03-28 | 주식회사 포스코 | Lean duplex stainless steel |
| CN103987867B (en) * | 2011-11-30 | 2017-03-08 | Posco公司 | Economizing type two phase stainless steel and preparation method thereof |
-
2014
- 2014-12-26 KR KR1020140190492A patent/KR101641796B1/en active IP Right Grant
-
2015
- 2015-12-22 CN CN201580071218.9A patent/CN107109584A/en active Pending
- 2015-12-22 US US15/534,227 patent/US20170335420A1/en not_active Abandoned
- 2015-12-22 WO PCT/KR2015/014089 patent/WO2016105081A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160082631A (en) | 2016-07-08 |
| US20170335420A1 (en) | 2017-11-23 |
| WO2016105081A1 (en) | 2016-06-30 |
| CN107109584A (en) | 2017-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10208369B2 (en) | High-hardness low-alloy wear-resistant steel sheet and method of manufacturing the same | |
| US10745785B2 (en) | High-performance low-alloy wear-resistant steel plate and method of manufacturing the same | |
| KR101379079B1 (en) | Lean duplex stainless steel | |
| JP6212473B2 (en) | Rolled material for high-strength spring and high-strength spring wire using the same | |
| JP5195413B2 (en) | High-strength hot-rolled steel sheet excellent in bending workability and toughness anisotropy and method for producing the same | |
| JP2006336065A (en) | Low yield-ratio high tensile-strength steel, and method for producing low yield-ratio high tensile-strength steel | |
| KR20150074697A (en) | Low-nickel containing stainless steels | |
| KR101735003B1 (en) | Lean duplex stainless steel with improved corrosion resistance and method of manufacturing the same | |
| KR101419878B1 (en) | Method for cold rolling for duplex stainless steel | |
| CN112789365B (en) | Austenitic stainless steel with improved strength | |
| EP3626841B1 (en) | High strength micro alloyed steel seamless pipe for sour service and high toughness applications | |
| KR101641796B1 (en) | Lean duplex stainless steel with excellent drawability and manufacturing method thereof | |
| KR101844573B1 (en) | Duplex stainless steel having excellent hot workability and method of manufacturing the same | |
| KR20170069338A (en) | Duplex stainless steel with improved bending property and manufacturing method there of | |
| KR102698603B1 (en) | Steel plate and method for manufacturing same | |
| KR20190077724A (en) | Lean duplex stainless steel with improved bending properties and method of manufacturing the same | |
| KR101379139B1 (en) | Austenite-ferrite Two Phase Duplex Stainless Steel with High strength, High elongation and the method of manufacturing the same | |
| KR101554771B1 (en) | Super ductile lean duplex stainless steel | |
| EP3395996A1 (en) | Lean duplex stainless steel having improved corrosion resistance and machinability, and manufacturing method therefor | |
| KR101587700B1 (en) | Lean duplex stainless steel | |
| KR101820526B1 (en) | Lean duplex stainless steel having excellent bending workability | |
| KR20150073383A (en) | Duplex stainless steel and manufacturing method using the same | |
| KR101379076B1 (en) | Lean duplex stainless steel and manufacturing method using the same | |
| KR101379063B1 (en) | Lean duplex stainless steel and manufacturing method using the same | |
| KR101650258B1 (en) | Austenitic stainless and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| FPAY | Annual fee payment |
Payment date: 20190716 Year of fee payment: 4 |