以下、本発明の好適な実施形態について詳細に説明する。
[粘着フィルムの製造方法]
本発明の粘着フィルムの製造方法について説明する。
図1~図3は、本発明の粘着フィルムの製造方法の好適な実施形態を示す模式的な縦断面図である。また、図4は、印刷層のパターン部分の近傍を拡大して示す模式的な平面図である。
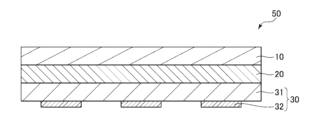
本発明の粘着フィルム1の製造方法は、紫外線C波(UVC)を実質的に透過しない基材10と、紫外線C波により硬化する粘着剤層20と、紫外線C波を透過するライナー本体31および紫外線C波を実質的に透過しない印刷層32を有する剥離ライナー30とがこの順に重ね合わされた積層体50を準備する積層体準備工程(図1参照)と、積層体50に対し、紫外線C波を含む光線を剥離ライナー30側から照射することにより粘着剤層20を部分的に硬化させる硬化工程(図2)とを有する。
このように、本発明の粘着フィルム1の製造方法は、粘着剤層20の硬化反応(架橋反応)に、紫外線C波を含む光線を用いる点に特徴を有する。
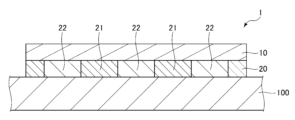
特に、本発明では、紫外線C波を含む光線を、剥離ライナー30側から粘着剤層20に照射することにより、粘着剤層20のうち、印刷層32が設けられていない部位に選択的に紫外線C波が入射し、粘着剤層20には、印刷層32が設けられていない部位に対応するパターン(印刷層32の反転パターン)で硬化部分(架橋部分)21が形成され、それ以外の部位が、非硬化部分(非架橋部分)22となる(図3参照)。
本明細書において、紫外線C波とは、200nm以上280nm未満の波長領域の紫外線である。紫外線C波は、太陽光線に含まれているが、オゾン層により吸収されるため、地表に到達する太陽光線には、実質的に含まれていない。
本発明では、粘着剤層20の硬化に紫外線C波を用いることで、粘着剤層20に、硬化部分(架橋部分)21と非硬化部分(非架橋部分)22とによるパターンを好適に形成することができる。また、紫外線C波は、波長が短くエネルギーが高いため、粘着剤層20の硬化(硬化部分21の形成)をより効率よく短時間で行うことができる。
また、紫外線C波は、地上での太陽光線には実質的に含まれていないため、積層体50や粘着フィルム1の保存時や粘着フィルム1の使用時等において、粘着剤層20の特に非硬化部分22(非架橋部分)が、意図せず硬化(架橋)反応してしまうことを効果的に防止することができる。
そして、本発明によれば、簡易な構成で剥離の有無および偽造を容易に判定可能な粘着フィルム1を好適に製造することができる製造方法を提供することができる。なお、本発明に係る粘着フィルムが、剥離の有無および偽造を容易に判定可能なものであること、および、このような優れた効果が得られるメカニズムについては、後に詳述する。
以下、各工程について説明する。
≪積層体準備工程≫
積層体準備工程では、図1に示すように、紫外線C波を実質的に透過しない基材10と、基材10の一方の面側に設けられ、紫外線C波により硬化する粘着剤層20と、粘着剤層20に接触する剥離ライナー30とを有する積層体50を準備する。剥離ライナー30は、紫外線C波を透過するライナー本体31と、紫外線C波を実質的に透過しない印刷層32とを有している。
積層体準備工程では、上記のような積層体50を準備すればよいが、例えば、基材10の一方の面側に、紫外線C波により硬化する紫外線C波硬化型粘着剤組成物を塗工して粘着剤層20を形成する粘着剤層形成工程と、粘着剤層20上に、剥離ライナー30(印刷層32が設けられていないライナー本体31)を貼り合わせる貼り合わせ工程と、剥離ライナー30の粘着剤層20に対向する面とは反対の面側に、印刷層32を形成する印刷工程とを有していてもよい。
これにより、積層体50をより効率よく得ることができ、粘着フィルム1の生産性をより優れたものとすることができる。特に、印刷層32が設けられていない状態の積層体を保管しておくことにより、粘着フィルム1の生産性をより優れたものとすることができる。また、印刷層32が設けられていない状態の積層体を保管しておくことにより、例えば、顧客のニーズに応じたパターンの印刷層32を好適に形成することができる。また、異なるパターンの印刷層32の形成にも好適に対応することができる。
なお、印刷層32は、粘着剤層20への貼り合わせ前に、ライナー本体31に形成してもよい。また、粘着剤層20は、剥離ライナー30上に形成し、その後、基材10と接合してもよい。また、図示の構成では、印刷層32は、積層体50において剥離ライナー30の外表面(粘着剤層20に対向する面とは反対側の面)に設けられているが、その少なくとも一部がライナー本体31の内部に設けられたもの(例えば、ライナー本体31の内部に含浸したもの等)であってもよいし、積層体50において剥離ライナー30の粘着剤層20に対向する面側に設けられていてもよい。
紫外線C波硬化型粘着剤組成物は、紫外線C波の照射により硬化する性質を有するものであればよいが、ホットメルト粘着剤組成物であるのが好ましい。
これにより、基材10との密着性に優れた粘着剤層20をより好適に形成することができる。
ここで、ホットメルト粘着剤組成物とは、加熱することにより溶融して展延塗工可能となり、冷却することにより粘着性と凝集力とを発現するタイプの粘着剤組成物をいう。
<粘着剤層形成工程>
粘着剤層形成工程では、基材10の一方の面側に、紫外線C波硬化型粘着剤組成物を塗工して粘着剤層20を形成する。
(基材)
基材10は、粘着剤層20を支持する支持体となる。
基材10は、紫外線C波を実質的に透過しないものである。
本明細書において、「紫外線C波を実質的に透過しない」とは、波長が200nm以上280nm未満の紫外線C波の透過率が3%以下であることをいうが、特に、前記紫外線C波の透過率が1%以下であるのが好ましく、0.5%以下であるのがより好ましい。
また、基材10は、全体として、その厚さ方向に、紫外線C波を実質的に透過しないものであればよく、例えば、基材10の一方の面側から照射された紫外線C波を、基材10の一部または全体で反射または吸収することにより、他方の面側に透過させないものであればよい。なお、基材10は、その厚さ方向の一部が紫外線C波の透過性を有する材料で構成されていてもよい。
基材10の構成材料としては、例えば、紙、プラスチック、金属等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
特に、基材10は、ポリエチレンテレフタレート(PET)を含む材料で構成されているのが好ましい。
これにより、基材10についての紫外線C波の透過率をより好適に低いものとすることができるとともに、基材10の透明性を高めることができる。したがって、基材10に対して印刷層を設けた際の粘着フィルム1の審美性をより優れたものとすることができる。また、基材10と当該基材10に設けられる印刷層(特に、紫外線硬化型インクを用いて形成される印刷層)との密着性をより優れたものとすることができる。また、種々の外観の粘着フィルム1を好適に製造することができる。また、基材10と粘着剤層20との密着性をより優れたものとすることができる。
基材10がポリエチレンテレフタレートを含む材料で構成されたものである場合、基材中におけるポリエチレンテレフタレートの含有率は、50質量%以上であるのが好ましく、80質量%以上であるのがより好ましく、90質量%以上であるのがさらに好ましい。
これにより、前述した効果がより顕著に発揮される。
基材10は単層構造であってもよいし、複数の層が積層されてなる多層構造であってもよい。また、基材10の組成は厚さ方向に一定であってもよいし、徐々に変化する傾斜構造であってもよい。
基材10が多層構造である場合、例えば、少なくとも1層を、紫外線C波を実質的に透過しない材料で構成されたものとすることができる。より具体的には、例えば、基材本体が紫外線C波を透過する材料からなる場合であっても、その少なくとも一方の面に金属を蒸着させることにより、基材10に紫外線C波不透過性(反射性)を付与することができる。金属の材料としては、例えば、アルミニウム等が挙げられる。
また、例えば、基材10の主成分が紫外線C波を透過するものであっても、紫外線C波を吸収する紫外線吸収剤を添加することにより、基材10に紫外線C波不透過性を付与することができる。
粘着フィルム1の保存時または使用時において、通常、基材10側が表面に露出した状態となる。紫外線C波は、地上での太陽光にはほとんど含まれていないものの、基材10が、紫外線C波を実質的に透過しないことで、保存時や使用時において、基材10を透過して粘着剤層20に達した光により、粘着剤層20の特に非硬化部分22(非架橋部分)が意図せず硬化(架橋)してしまうことを効果的に防止することができる。
また、後述するように、紫外線硬化型インクを用いて基材10に印刷層を形成する場合(例えば、粘着フィルム1をラベルとして用いる場合等)において、粘着剤層20の形成後に当該印刷層(基材10)を形成しても、紫外線硬化型インクの硬化に用いる紫外線中に含まれる紫外線C波は、基材10により透過することが好適に防止されるため、粘着剤層20が意図せず硬化(架橋)してしまうことを効果的に防止することができる。
基材10は、例えば、無色透明であってもよいし、着色されたものであってもよい。
基材10が着色されたものであると、例えば、基材10に印刷層を設けた場合に、被着体100の条件によらず、当該印刷層の視認性を向上させることができる。また、上述したように、基材10の表面、例えば、基材10の粘着剤層20が配された側の面にアルミニウム蒸着膜を形成することにより、基材10に設けられた印刷層の視認性をさらに向上させることができる。
また、具体的には後述するが、基材10が着色されていることにより、粘着フィルム1を被着体100から剥離した際の、粘着剤層20の硬化部分21と非硬化部分22とのコントラストの差をより大きくすることができ、硬化部分21と非硬化部分22とにより形成されるパターンの識別性をより向上させることができる。
特に、硬化部分21と非硬化部分22とにより形成されるパターンが、バーコード、QRコード(登録商標)のような細かいパターンである場合、視認性、読み取り精度をより好適に向上させることができる。
基材10の厚さは、特に制限されないが、15μm以上300μm以下であるのが好ましく、30μm以上200μm以下であるのがより好ましい。
基材10には、図示しない印刷層を設けてもよい。これにより、例えば、粘着フィルム1をラベルとして好適に用いることができる。
基材10に形成される印刷層のパターンは、特に限定されず、例えば、種々の文字、記号、符号、点、線、図形、もしくはそれらの2種以上の組合せを含むものであり、任意の内容にすることができる。また、例えば、複数個の粘着フィルム1(ラベル)(例えば、異なる被着体100に貼着される複数個のラベルとしての粘着フィルム1等)について、同一のパターンの印刷層を設けてもよいし、異なるパターン(例えば、製造番号、製品情報等、個体識別のために個々に異なる内容等)の印刷層を設けてもよい。また、基材10に形成される印刷層は、一次元バーコード、QRコード(登録商標)のような二次元コード等であってもよい。
基材10に形成される印刷層は、例えば、フレキソ印刷、オフセット印刷、グラビア印刷、スクリーン印刷、インクジェット印刷、レーザビーム乾式電子写真印刷、溶融型または昇華型熱転写印刷等の各種印刷法により形成することができる。
基材10に印刷層を形成するのに用いるインクとしては、特に限定されず、例えば、油性インク、水性インク、光硬化型インク(紫外線硬化型インク、電子線硬化型インク)等を用いることができるが、環境面およびエネルギー面等から、光硬化型インク、特に、紫外線硬化型インクが好ましい。
紫外線硬化型インクとしては、例えば、エポキシアクリレート、ウレタンアクリレート、ポリエステルアクリレート等のオリゴマー、紫外線重合開始剤や顔料等の着色剤、分散剤、添加剤、単官能性または多官能性のモノマー等が配合されたもの等が挙げられる。印刷層を紫外線硬化型インクで形成する場合には、該インクを用いて印刷した後、紫外線(UV)ランプによりUVを照射して硬化させる。インクとして光硬化型インクを用いることにより、製造工程の無溶剤化が可能となり、環境に留意しつつ、粘着フィルム1をより安価にかつ生産効率よく製造することができる。
基材10に粘着剤層20が積層されている状態で、紫外線硬化型インクを用いて基材10上に印刷層を形成する場合、通常、紫外線硬化型インクを用いて基材10に印刷し、基材10のインクが付与された面側から紫外線を照射してインクを硬化させる。ここで、前記紫外線に含まれる紫外線C波が粘着剤層20に到達してしまうと、粘着剤層20が意図せず硬化してしまうが、基材10が紫外線C波を実質的に透過しないものであるため、上記のような問題の発生を効果的に防止することできる。
なお、基材10に印刷層を設ける場合、その形成タイミングは特に限定されず、例えば、後述する硬化工程の前であってもよいし、硬化工程の後であってもよい。また、基材10に粘着剤層20を形成する前に、基材10に印刷層を形成してもよい。
(粘着剤層)
粘着剤層20は、粘着フィルム1を被着体100に貼着する際に、被着体100に接触、接合する部位である。
粘着剤層20は、紫外線C波の照射により、硬化反応し得る紫外線C波硬化型粘着剤組成物を用いて形成されたものである。
このような紫外線C波硬化型粘着剤組成物としては、例えば、紫外線C波の照射による架橋反応に寄与する紫外線C波反応性基を備えたポリマーを含むものを用いることができる。
また、紫外線C波硬化型粘着剤組成物としては、例えば、粘着性を呈するポリマーに加えて、紫外線C波の照射による架橋反応に寄与する紫外線C波反応性基を備えた低分子化合物を含むものを用いることができる。
紫外線C波反応性基は、紫外線C波の照射によって励起されて硬化反応(架橋反応)の引き金となるラジカルを発生させる。
紫外線C波反応性基としては、例えば、ベンゾフェノン構造を有する官能基、ベンジル構造を有する官能基、o-ベンゾイル安息香酸エステル構造を有する官能基、チオキサントン構造を有する官能基、3-ケトクマリン構造を有する官能基、2-エチルアントラキノン構造を有する官能基、カンファーキノン構造を有する官能基等が挙げられるが、ベンゾフェノン構造を有する官能基が好ましい。
これにより、紫外線C波に対する反応性をより優れたものとしつつ、紫外線C波以外の刺激に対する安定性をより優れたものとすることができる。
透明性の観点から、紫外線C波硬化型粘着剤組成物は、粘着性を有するポリマーとしてアクリル系ポリマーを含んでいることが好ましい。
アクリル系ポリマーは、アクリル系モノマーの重合体または共重合体である。
アクリル系モノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n-プロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、sec-ブチル(メタ)アクリレート、n-ヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、n-オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、n-ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、n-デシル(メタ)アクリレート、ラウリル(メタ)アクリレート等のアルキル(メタ)アクリレートが挙げられ、特に、アクリル系ポリマーは、アクリル系モノマーとして、アルキル基の炭素数が1以上8以下のアルキル(メタ)アクリレートを含んでいることが好ましい。アルキル基の炭素数が1以上8以下のアルキル(メタ)アクリレートの中でも、特に、2-エチルへキシル(メタ)アクリレート、メチル(メタ)アクリレートおよびブチル(メタ)アクリレートが好ましい。
紫外線C波硬化型粘着剤組成物中に含まれるポリマーが紫外線C波反応性基を備えるものである場合、紫外線C波反応性基は、通常、前記ポリマーの側鎖に導入されている。
特に、アクリル系ポリマーが紫外線C波反応性基を有するものである場合、アクリル系ポリマー全体に対する紫外線C波反応性基の割合は、0.1質量%以上5.0質量%以下であるのが好ましく、0.2質量%以上3.0質量%以下であるのがより好ましい。
これにより、紫外線C波硬化型粘着剤組成物のポットライフをより長くしつつ、粘着剤層20の粘着性をより優れたものとすることができる。
このような紫外線C波反応性基を呈するアクリル系ポリマーとしては、例えば、BASF社から商品名「acResin(登録商標)UV」が市販されている。「acResin(登録商標)UV」としては、「acResin(登録商標)A250 UV」、「acResin(登録商標)A260 UV」、「acResin(登録商標)A204 UV」、「acResin(登録商標)UV 3532」が挙げられる。
紫外線C波硬化型粘着剤組成物として、粘着性を呈するポリマーに加えて、紫外線C波反応性基を備えた低分子化合物を含むものを用いる場合、当該低分子化合物は、架橋剤として含有させることができる。
当該架橋剤としては、例えば、ベンゾフェノン構造を有するモノマー、ベンジル構造を有するモノマー、o-ベンゾイル安息香酸エステル構造を有するモノマー、チオキサントン構造を有するモノマー、3-ケトクマリン構造を有するモノマー、2-エチルアントラキノン構造を有するモノマー、カンファーキノン構造を有するモノマー等が挙げられる。
紫外線C波硬化型粘着剤組成物中における前記架橋剤の含有量は、前記ポリマー100質量部に対して、5質量部以上25質量部以下であるのが好ましく、6質量部以上23質量部以下であるのがより好ましい。
紫外線C波硬化型粘着剤組成物は、上述した成分の他、必要に応じて、分散剤、粘着付与剤、酸化防止剤、重合開始剤、紫外線吸収剤、光安定剤、熱安定剤、軟化剤、シランカップリング剤、充填剤、着色剤および帯電防止剤等のその他の成分が配合されていてもよい。これらは1種を単独で用いてもよく、2種以上を混合して用いてもよい。
粘着剤層20の形成方法は、特に限定されないが、紫外線C波硬化型粘着剤組成物が紫外線C波硬化型ホットメルト粘着剤組成物である場合、溶融押出し法を好適に採用することができる。より具体的には、粘着剤層20は、溶融した紫外線C波硬化型粘着剤組成物を、押出機を用いてTダイ等から基材10上に供給することにより好適に形成することができる。
紫外線C波硬化型粘着剤組成物が紫外線C波硬化型ホットメルト粘着剤組成物である場合、粘着剤層20を形成する際(紫外線C波硬化型粘着剤組成物を基材上に供給する際)、紫外線C波硬化型粘着剤組成物は、溶融されるように加熱されていればよいが、紫外線C波硬化型粘着剤組成物の温度(塗工温度)は、120℃以上210℃以下であるのが好ましく、130℃以上190℃以下であるのがより好ましい。
紫外線C波硬化型ホットメルト粘着剤組成物としては、例えば、ベンゾフェノン基含有アクリル系ホットメルト粘着剤組成物が、BASF社から商品名「acResinUV」として市販されている。また、アクリル系ホットメルト粘着剤組成物が、Henkel社から商品名「LOCTITE DURO-TAK(登録商標) UV 4606」として市販されている。
紫外線C波硬化型粘着剤組成物が紫外線C波硬化型ホットメルト粘着剤組成物である場合、紫外線C波硬化型粘着剤組成物の軟化点は、90℃以上150℃以下であるのが好ましく、100℃以上150℃以下であるのがより好ましい。
また、紫外線C波硬化型粘着剤組成物が紫外線C波硬化型ホットメルト粘着剤組成物である場合、紫外線C波硬化型粘着剤組成物の160℃における溶融粘度は、2000mPa・s以上13000mPa・s以下であるのが好ましく、4000mPa・s以上12000mPa・s以下であるのがより好ましい。
なお、紫外線C波硬化型粘着剤組成物の溶融粘度は、JIS K6862:1984に準じた測定により求めることができる。
粘着剤層20の厚さは、5μm以上100μm以下であるのが好ましく、10μm以上50μm以下であるのがより好ましい。
これにより、粘着フィルム1の被着体100への貼着時の作業性がより優れたものになるとともに、被着体100に貼着された粘着フィルム1を当該被着体100から剥離した際に、剥離した痕跡をより好適に識別することができる。
<貼り合わせ工程>
貼り合わせ工程では、基材10上に形成された粘着剤層20上に、紫外線C波を透過するライナー本体31を貼り合わせる。
ライナー本体31は、剥離ライナー30の主部の大部分をなすものであり、粘着剤層20に対して剥離性を有する。そして、剥離ライナー30は、少なくとも粘着フィルム1の製造時において、粘着剤層20を保護する機能を有している。なお、剥離ライナー30は、少なくとも粘着フィルム1の保存時においても、粘着剤層20を保護する機能を有していてもよい。なお、粘着フィルム1は、被着体100へ貼着する際には、剥離ライナー30が粘着剤層20から剥離された状態になっている。
本明細書において、「紫外線C波を透過する」または「紫外線C波透過性を有する」とは、紫外線C波の透過率が30%以上であることを指す。
紫外線C波透過性を有するライナー本体31を用いることで、ライナー本体31を有する剥離ライナー30を介して粘着剤層20に紫外線C波を照射して粘着剤層20を硬化させることができる。このとき、酸素が遮断されるので、粘着剤の硬化速度が速くなるという利点がある。
ライナー本体31についての紫外線C波の透過率は、30%以上であればよいが、50%以上であるのが好ましく、70%以上であるのがより好ましい。
これにより、粘着剤層20の硬化反応(架橋反応)をより好適に進行させることができる。
ライナー本体31の構成材料としては、例えば、ポリエチレン、ポリプロピレン等が挙げられる。
ライナー本体31には、剥離処理が施されていてもよい。剥離処理に用いる剥離処理剤としては、例えば、シリコーン、オレフィン系樹脂、イソプレン系樹脂、ブタジエン系樹脂、長鎖アルキル系樹脂、アルキド系樹脂等が挙げれる。
ライナー本体31の厚さは、特に限定されないが、10μm以上150μm以下であるのが好ましく、20μm以上130μm以下であるのがより好ましい。
<印刷工程>
印刷工程では、ライナー本体31の粘着剤層20に対向する面とは反対の面側に、紫外線C波を実質的に透過しない印刷層32を形成する。
インクは、紫外線C波を実質的に透過しない印刷層32を形成することができるものであれば、特に限定されないが、通常、当該インク自体も紫外線C波を実質的に透過しないものである。
インクとしては、例えば、油性インク、水性インク、紫外線硬化型インク等を用いることができる。例えば、紫外線硬化型インクを用いる場合、粘着剤層20を部分的に硬化させる硬化工程の前の段階において、印刷層32は、未硬化の状態であってもよい。
印刷層32の形成方法(印刷方法)は、特に限定されないが、例えば、フレキソ印刷、オフセット印刷、グラビア印刷、スクリーン印刷、インクジェット印刷、レーザビーム乾式電子写真印刷、溶融型または昇華型熱転写印刷等の各種印刷法が挙げられる。
印刷層32の印刷内容(印刷パターン)は、特に限定されず、例えば、種々の文字、記号、符号、点、線、図形等が挙げられ、これらから選択される2種以上を組み合わせてもよい。また、例えば、複数個の粘着フィルム1(ラベル)(例えば、異なる被着体100に貼着される複数個のラベルとしての粘着フィルム1等)となるべき部位について、同一のパターンの印刷層32を設けてもよいし、異なるパターン(例えば、製造番号、製品情報等、個体識別のために個々に異なる内容等)の印刷層32を設けてもよい。また、印刷層32の印刷内容(印刷パターン)は、例えば、一次元バーコード、QRコード(登録商標)のような二次元コード等であってもよい。
図4は、印刷層のパターン部分の近傍を拡大して示す模式的な平面図である。
図4に示すように、印刷層32における印刷パターンを、点や小さな円形(ドット321)の集合体として形成し、かつ、各ドット321の間に空隙を設けたものとする、いわゆる網点印刷(ドット印刷、ハーフトーン)により形成するのが好ましい。
これにより、以下のような効果が得られる。すなわち、後に詳述する硬化工程において、紫外線C波の照射による粘着剤層20の架橋時に、印刷層32のパターン部分と重なり合う領域では、非硬化部分22(非架橋部分)が上記ドット321に対応したドットの集合体として形成される。言い換えると、ドット321の配置に対応するように、粘着剤層20に、多数個の非硬化部分22(非架橋部分)が、硬化部分21(架橋部分)中に、ミクロ的に分散した状態で形成される。これにより、粘着剤層20全体としての被着体100に対する粘着力を好適に調整することができる。また、粘着フィルム1を一旦被着体100に貼着した後、剥離した際に、粘着剤層20全体としての被着体100に対する粘着力が適度に低下しているため、被着体100への糊残りの発生を効果的に抑制しつつ、粘着剤層20の印刷層32における印刷パターンに対応する部位(すなわち、紫外線C波の入射方向から平面視した際に印刷層32のパターン部分と重なり合う部位)を、粘着剤層20の他の部位に比べて、表面が荒れた状態にすることができる。印刷層32のパターン部分に対応するパターンを、より視認しやすい形態で粘着剤層20に出現させることができる。
パターン部分における印刷デューティ(duty)比は、25%以上40%以下であるのが好ましい。
これにより、粘着剤層20の非硬化部分22の全体としての硬化度をより好適に調整することができ、前述した効果がより顕著に発揮される。
なお、「印刷デューティ比」は、パターン部分において、インクが付与されている部分(ドット部分)の面積割合であり、印刷していない場合に「0%」になり、全面ベタ印刷の場合に「100%」になるものである。
ドット321の1個当たりの大きさは、特に限定されないが、10μm以上150μ以下であるのが好ましい。
これにより、印刷層32のパターン部分の印刷デューティ比、ひいては、粘着剤層20の前記パターン部分に対応する部分全体としての硬化度、すなわち、非硬化部分22における硬化部分と非硬化部分とのバランスをより好適に調整することができ、前述したような効果がより顕著に発揮される。
また、ドット321の密度としては、3個/mm2以上50個/mm2以下であるのが好ましい。
これにより、印刷層32のパターン部分の印刷デューティ比、ひいては、粘着剤層20の前記パターン部分に対応する部分全体としての硬化度、すなわち、非硬化部分22における硬化部分と非硬化部分とのバランスをより好適に調整することができ、前述したような効果がより顕著に発揮される。
印刷層32の厚さは、紫外線C波を実質的に透過しなければ特に限定されないが、0.5μm以上50μm以下であるのが好ましく、1.0μm以上30μm以下であるのがより好ましく、1.0μm以上20μm以下であるのがさらに好ましい。
≪硬化工程≫
硬化工程では、図2に示すように、紫外線C波を含む光線を、剥離ライナー30側から粘着剤層20に照射することにより粘着剤層20を部分的に硬化させる。
粘着剤層20の硬化は、紫外線C波光源(紫外線C波照射装置)200から紫外線C波を含む光線を照射することによって行われる。
紫外線C波光源200としては、例えば、高圧水銀UVランプ、低圧水銀UVランプ、メタルハライドUVランプ、エキシマランプ、発光ダイオード(LED)等が挙げられる。中でも、高圧水銀UVランプ、メタルハライドUVランプが好ましい。
剥離ライナー30側から、粘着剤層20に紫外線C波を含む光線を照射すると、紫外線C波のうち、印刷層32のパターン部分に照射された紫外線C波は、印刷層32がマスクとなり、すなわちインクにより反射または吸収されて粘着剤層20には到達しない。一方、印刷層32のパターンが形成されていない部分(空隙部分)に照射された紫外線C波は、紫外線C波透過性を有するライナー本体31を透過して粘着剤層20に到達する。
粘着剤層20のうち、紫外線C波が照射された部分では架橋反応が引き起こされ粘着剤組成物が硬化するが、紫外線C波が照射されない分では架橋反応が引き起こされず粘着剤組成物は非硬化で柔らかいままである。このようにして印刷層32のパターンに対応して、粘着剤層20中に硬化部分21(架橋部分)と非硬化部分22(非架橋部分)とが形成される(図3参照)。特に、非硬化部分22により所定の内容を表すパターンが形成される。
印刷層32のパターンが、点や小さな円形(ドット321)の集合体として形成されている場合、パターン部分では、非硬化部分22(非架橋部分)が上記ドット321に対応したドットの集合体として形成される。
粘着剤層20の硬化に紫外線C波を用いることで、粘着剤層20に、硬化部分(架橋部分)21と非硬化部分(非架橋部分)22とによるパターンを好適に形成することができる。また、紫外線C波は、波長が短くエネルギーが高いため、粘着剤層20の硬化(硬化部分21の形成)をより効率よく短時間で行うことができる。
また、紫外線C波は、地上での太陽光にはほとんど含まれていないため、積層体50や粘着フィルム1の保存時や粘着フィルム1の使用時等において、粘着剤層20の特に非硬化部分22(非架橋部分)が、意図せず硬化(架橋)反応してしまうことを効果的に防止することができる。
以上のようにして製造された粘着フィルム1は、そのままの状態(粘着剤層20が剥離ライナー30で被覆されている状態)で出荷されてもよいが、剥離ライナー30を剥離して、例えば、粘着剤層20を、他の剥離ライナー(非硬化部分22(非架橋部分)と非硬化部分22(非架橋部分)とによるパターンに対応する印刷層が設けられていない剥離ライナー)で保護してもよい。
また、粘着フィルム1が長尺状をなす場合、剥離ライナー30が粘着剤層20から剥離された後、粘着フィルム1は、例えば、露出した粘着剤層20側を内側にして渦巻き状に巻回され、テープ体として、保管、輸送してもよい。この場合、基材10の粘着剤層20に対向する面とは反対側の表面は、剥離性を有している。
[粘着フィルム]
次に、本発明の製造方法により製造された粘着フィルムについて説明する。
図5は、本発明の方法により製造された粘着フィルムを被着体に貼着した状態の一例を示す模式的な縦断面図である。図6は、図5に示す粘着フィルムを被着体から剥離しようとしている状態の一例を示す模式的な縦断面図である。図7は、図5に示す粘着フィルムを被着体から剥離した状態の一例を示す模式的な縦断面図である。
上述のようにして製造された粘着フィルム1は、例えば、ラベル、テープ等として用いることができる。そして、図5に示すように、粘着フィルム1は、粘着剤層20を対向させて被着体100に貼着して用いられる。
このとき、粘着剤層20には、硬化部分21(架橋部分)および非硬化部分22(非架橋部分)が所定のパターンで配置されており、これにより、所定のパターンが形成されている。
粘着フィルム1の保存時や粘着フィルム1を被着体100に貼着した状態においては、通常、硬化部分21と非硬化部分22との区別は困難である。
図6および図7に示すように、一旦被着体100に貼着された粘着フィルム1を剥離すると、粘着剤層20のうち、硬化部分21(架橋部分)は、被着体100からきれいに剥がれ、その表面はほぼ平坦である。また、被着体100側にも実質的に残留物(糊残り)がない。
その一方で、非硬化部分22(非架橋部分)は、柔らかく、剥離の際の応力により糸引きや粘着剤層20内での凝集破壊を生じ、粘着剤の一部が被着体100側に残る、いわゆる糊残り23を生じやすい(図6、図7参照)。このような場合、通常、単に被着体100側に非硬化部分22(非架橋部分)の一部が残るだけでなく、被着体100側に残った非硬化部分22(非架橋部分)はその表面が荒れた状態になっている。
したがって、被着体100に粘着剤層20の一部が残存していること(特に、非硬化部分22(非架橋部分)に対応するパターンで粘着剤層20が残存していること)を容易に視認することができる。
また、被着体100側だけでなく、被着体100から剥離した粘着フィルム1側の観察によっても、被着体100から剥離した痕跡を容易に確認することができる。より具体的には、被着体100から剥離した粘着フィルム1において、硬化部分21(架橋部分)は、表面が平滑な状態を保持しているのに対して、非硬化部分22(非架橋部分)は、表面が荒れた状態となっている。したがって、粘着フィルム1を被着体100から剥離した後においては、被着体100から剥離した粘着フィルム1を観察することによって、硬化部分21(架橋部分)と非硬化部分22(非架橋部分)とによるパターンを容易に認識することができる。
また、図6、図7に示す構成では、被着体100に糊残り23を生じているが、糊残り23を生じない場合であっても、前記と同様に、被着体100から剥離した粘着フィルム1側の観察によって、被着体100から剥離した痕跡を容易に確認することができる。
上述したように、粘着剤層20のパターン部分(非硬化部分22)は、点や小さな円形(ドット)の集合体として形成されていることが好ましい。
粘着フィルム1は、以下の条件を満足するのが好ましい。すなわち、粘着フィルム1から剥離ライナー30を除去し、露出した粘着剤層20を、被着体100としてのガラス板に対向させ、2kgロールで1往復させて荷重を加えることにより前記被着体100に貼着し、23℃の環境下で1時間静置し、その後、慎重に粘着フィルム1を被着体100から剥離した場合に、剥離した粘着フィルム1の粘着剤層20の硬化部分(架橋部分)21と非硬化部分(非架橋部分)22とでの表面の荒れの状態の相違により、所定のパターン(硬化部分(架橋部分)21と非硬化部分22(非架橋部分)との配置パターン)を認識できるものであるのが好ましい。
これにより、種々の被着体に対して、被着体100からの粘着フィルム1の剥離の有無や偽造等をより容易に判定することができる。すなわち、本発明による効果がより顕著に発揮される。
本発明に係る粘着フィルム1によれば、以下のような効果が得られる。すなわち、例えば、商品の管理者および消費者は、商品の購入時に、商品に貼着されている粘着フィルム1(ラベル)を見るだけで、容易に商品の開封または未開封状態を識別することができる。そのため、粘着フィルム1が剥離され、商品に不正行為が行われた後に、再度商品に一旦剥離された粘着フィルム1が貼着されて、粘着フィルム1を剥離させた形跡を無くそうとしても、本発明の方法により製造された粘着フィルム1を用いると、剥離させた形跡が粘着フィルム1上に明確に残り、そのことを管理者および消費者が容易に認識することができる。したがって、本発明に係る粘着フィルム1を用いると、該粘着フィルム1を商品に貼着することにより改ざんまたは不正を防止することができる。そのため、本発明に係る粘着フィルム1は、封かん用ラベル、特に医薬品や食料品等の商品の封かん用ラベルとして有用である。また、電子機器や電気製品の製造番号等の商品情報を記した改ざん防止ラベルとしても有用である。本発明に係る粘着フィルム1(正規のラベル)は、一旦被着体100に貼られた後に剥がされた場合に、少なくとも粘着剤層20の表面が荒れることにより一定のパターンが表示される。
以上、本発明の好適な実施形態について説明したが、本発明は、これらに限定されるものではない。
例えば、本発明に係る粘着フィルムは、前述した以外の構成をさらに備えるものであってもよい。例えば、本発明に係る粘着フィルムは、コート層(例えば、印刷用コート層等)や中間層を備えていてもよい。
また、本発明の粘着フィルムの製造方法は、積層体準備工程と、硬化工程とを有していればよく、さらに他の工程を有していてもよい。
また、前述した実施形態では、積層体準備工程において、粘着剤層形成工程と、貼り合わせ工程と、印刷工程とをこの順に行う場合について中心的に説明したが、これらの工程の順番は入れ替えて行ってもよい。
例えば、粘着剤層を介したライナー本体(剥離ライナー)と基材との接合前に、ライナー本体に印刷層を形成してもよい。
また、前述した実施形態では、粘着剤組成物を基材の一方の面側に付与して基材上に粘着剤層を形成する場合について中心的に説明したが、粘着剤層は、ライナー本体の一方の面側に形成し、その後、粘着剤層が設けられたライナー本体と基材とを接合してもよい。
また、前述した実施形態では、粘着剤層の形成に、ホットメルト型の粘着剤組成物を用い、粘着剤組成物を加熱溶融して塗工した場合について中心的に説明したが、粘着剤組成物は、紫外線C波の照射により、硬化する材料で構成されていれば、特に限定されず、例えば、溶剤を含む溶液型の粘着剤組成物であってもよい。
以下、本発明を具体的な実施例に基づいて詳細に説明するが、本発明はこれに限定されるものではない。以下の実施例中の処理、測定で、温度条件を示していないものについては、室温(23℃)で行った。
[粘着フィルムの製造]
(実施例1)
まず、基材として、ポリエチレンテレフタレートからなる厚さ50μmのフィルム(東洋紡(株)製、商品名「コスモシャインA4300」)を用意した。当該基材についての紫外線C波の透過率は、0.5%以下であった。
この基材の一方の面側に、ホットメルト塗工機により紫外線C波硬化型ホットメルト粘着剤組成物を塗工し、厚さ25μmの粘着剤層を形成し、粘着剤層付き基材を得た。また、紫外線C波硬化型ホットメルト粘着剤組成物としては、ベンゾフェノン基含有アクリル系ホットメルト粘着剤組成物であるBASF社製、商品名「acResin(登録商標)UV」を用いた。
次に、粘着剤層付き基材の粘着剤層上にライナー本体を貼り合わせた。ライナー本体としては、粘着剤層と接触する面に剥離処理を施したポリプロピレンフィルム(厚さ38μm)を用いた。当該ライナー本体についての紫外線C波の透過率は、70%以上であった。
次に、ライナー本体の外面(粘着剤層に対向する面とは反対の面)側に、所定のパターンで印刷層を形成し、ライナー本体に印刷層が設けられた剥離ライナーが得られ、当該剥離ライナー、粘着剤層および基材がこの順に積層された積層体を得た。印刷層の形成は、RKプリントコートインスツルメンツ社製、フレキシプルーフ100を使用し、インクとしてT&K TOKA社製のUV161墨を使用して行った。
次に、紫外線照射装置としての高圧水銀ランプ(アイグラフィックス社製、アイグランテージECS-4011GX)を用いて、積層体の剥離ライナー側から、照射強度48mW/cm2、積算光量60mJ/cm2の条件下にて紫外線C波を含む光線を照射することにより、印刷層を硬化させるとともに、粘着剤層を部分的に硬化させることにより粘着フィルムを得た。このとき、粘着剤層には、印刷層のパターンに対応して、非硬化部分がドットの集合体として形成された。それ以外の部分には硬化部分が形成された。なお、印刷層についての紫外線C波の透過率は、0.5%以下であった。また、印刷層の厚さは2μmであった。
[評価]
まず、前記実施例で製造した粘着フィルムから剥離ライナーを剥離した。粘着剤層は、硬化部分も非硬化部分も実質的に透明であり、目視による区別はできなかった。
次に、露出した粘着剤層を、被着体としてのガラス板に対向させ、2kgロールで1往復させて荷重を加えることにより前記被着体に貼着し、23℃の環境下で1時間静置した。
その後、慎重に粘着フィルムを被着体から剥離した。
剥離した粘着フィルムの粘着剤層を観察したところ、粘着剤層のうち、硬化部分の表面は、ほぼ平坦であったのに対し、非硬化部分では、その表面が大きく荒れていた。そして、硬化部分では透明性を維持していたが、非硬化部分では、表面で光が乱反射することにより不透明に(白濁して)見えた。このようなことから、剥離ライナーが有する印刷層に対応するパターンが、粘着フィルムの粘着剤層側にも出現していた。
また、粘着フィルムが剥離された後の被着体を観察すると、粘着剤層の非硬化部分に対応するパターンで、糊残りを生じていた。
上記のことから、前記各実施例では、一旦被着体に貼着した後、被着体から剥離した場合に、被着体の観察、被着体から剥離した粘着フィルムの観察のいずれによっても、剥離の履歴を容易に識別することができた。
また、ライナー本体の外面(粘着剤層に対向する面とは反対の面)側に、網点印刷で所定のパターンで印刷層を形成した以外は、前記各実施例と同様にして粘着フィルムを製造し、前記と同様の評価を行った。その結果、剥離した粘着フィルムの粘着剤層を観察したところ、いずれの粘着フィルムでも、粘着剤層のうち、硬化部分の表面は、ほぼ平坦であったのに対し、非硬化部分では、その表面が大きく荒れていた。そして、硬化部分では透明性を維持していたが、非硬化部分では、表面で光が乱反射することにより不透明に(白濁して)見えた。このようなことから、剥離ライナーが有する印刷層に対応するパターンが、粘着フィルムの粘着剤層側にも出現しており、剥離の履歴を容易に識別することができた。一方、粘着フィルムが剥離された後の被着体を観察すると、粘着剤層の糊残りは生じていなかった。なお、印刷層の形成における、印刷のドット数は5×7ドット(dpi)、印刷デューティ比は32%であった。
また、前記積層体を得た後に、基材の外表面に、紫外線硬化型インクを付与し、その後、当該積層体の基材側から、高圧水銀ランプ(アイグラフィックス社製、アイグランテージECS-4011GX)を用いて、紫外線C波を含む紫外線を照射して、基材に印刷層を形成した以外は、前記各実施例と同様にして粘着フィルムを製造し、前記と同様の評価を行った。その結果、基材への印刷層の形成に紫外線C波を含む紫外線を用いたにもかかわらず、粘着剤層に当該紫外線の照射による悪影響の発生が防止されており、前記と同様に、剥離の履歴を容易に識別することができた。そして、これらの粘着フィルムは、ラベルとしての機能を好適に発揮することができた。
積層体として、ライナー本体の一方の面側に紫外線C波硬化型ホットメルト粘着剤組成物を塗工して粘着剤層を形成した後、当該粘着剤層上に基材を貼り合わせ、さらにその後、ライナー本体の外面側に印刷層を形成することにより製造したものを用いた以外は、前記と同様にして粘着フィルムを製造し、前記と同様にして評価を行ったところ前記と同様の結果が得られた。