JP4749056B2 - モータのステータ構造 - Google Patents
モータのステータ構造 Download PDFInfo
- Publication number
- JP4749056B2 JP4749056B2 JP2005187516A JP2005187516A JP4749056B2 JP 4749056 B2 JP4749056 B2 JP 4749056B2 JP 2005187516 A JP2005187516 A JP 2005187516A JP 2005187516 A JP2005187516 A JP 2005187516A JP 4749056 B2 JP4749056 B2 JP 4749056B2
- Authority
- JP
- Japan
- Prior art keywords
- winding
- stator
- insulator
- salient poles
- windings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 claims description 61
- 239000012212 insulator Substances 0.000 claims description 34
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 4
- 229910052742 iron Inorganic materials 0.000 claims 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 23
- 238000000034 method Methods 0.000 description 23
- 238000010586 diagram Methods 0.000 description 11
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
Images










Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
図5は相数が5、突極数が10極のステッピングモータの巻線工程終了後のステータ部の斜視図、図6(a)(b)(c)は、巻線及び渡り線を見やすくするため、1相のみの巻線を示した前記ステータの説明図、図7は図6(a)のA部でステータをモータ軸方向に切断し、矢印A1、A2方向に展開したときのイメージ図、図8は結線を行ったステータ完成図である。
104a、104bは前記巻線工程終了後に発生する巻始め巻終わりの各端線である。
結線部材としては前記端線を接続する端子部と、モータ出力端子部を備えた単なるリード線の一組の他に、プリント基板上に前記端線を接続する端子部とモータ出力端子部を具備したプリント基板でもよい。前記接続工程により各相巻線間の結線も前記結線部材を介して行われる。
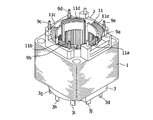
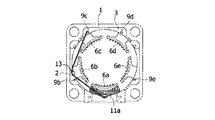
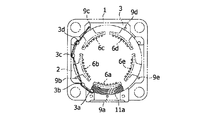
図1は、5相5極ステッピングモータのステータ部を示す斜視図、図2は3相分巻線を行ったステータを示し、(a)は正面図、(b)は(a)の側面図、(c)は(a)の背面図である。図3は図2(a)のB部で、ステータをモータ軸方向に切断し矢印B1、B2方向に展開したときのイメージ図である。図4Aないし図4Dは、線処理によりインシュレータに配設された渡り線ガイドピンの位置によって銅線がどの位置を通過するかを示した概念図である。
3a〜3jはインシュレータ3に設けられている樹脂製の渡り線ガイドピンで、前記突極6a〜6eに対応する位置に、一対ずつ円周方向にほぼ一定間隔で、軸方向に沿って図示例では合計10個、突設されている。9a〜9eは巻線11を構成する銅線Wを巻き付ける中継ピン(例えば金属ピン)で、インシュレータ2の端面に円周方向にほぼ一定間隔で軸方向に沿って突設されている。
先ず、突極6aにある前記中継ピン9aに銅線Wを巻き付けてから巻線11aを行う。次にインシュレータ3に配設された渡り線ガイドピン3a,3bの外周に銅線Wを引っかけ突極6bのインシュレータ2側の突極部に銅線Wを通し、インシュレータ3に備え付けてある前記ガイドピン3c,3dの外側に銅線Wを引っかけ、突極6cの前記中継ピン9cに銅線Wを巻き付ける。次に突極6cに巻線し、同様の線処理を行い、これを繰り返す事により、5極全てに巻線11を行い前記中継ピン9aに銅線Wを巻き付けることにより各相巻線の環状結線が完了する。
そこで、図4Cに示すように突極6a,6bおよび6b,6c間に2本ずつの渡り線ガイトピン3a,3bおよび3c,3dをある程度の間隔で設けることで、インシュレータ2側の突極6a〜6eに銅線Wを通すとき、銅線Wがステータコア1の中心から見て外側に寄るので、この突極6a〜6eを巻線するときに銅線Wにキズを付けたり断線させたりすることがなくなる。
巻線機での銅線(マグネットワイヤ)Wの渡り線処理と中継ピン9a〜9eである金属ピンに銅線を巻き付ける結線処理によって、手作業をなくし作業能率の向上を図ることができる。また、巻線機上で結線処理まで行ってしまうことができるので、工程削減によるコストダウンを図ることができる。さらに、小型5相ステッピングモータ(取付角25mm以下)の5スロット化と巻線機上での環状結線による結線処理の手作業をなくし、処理線数の半減による小型化を図ることができる。
2,3 インシュレータ
3a〜3j 渡り線ガイドピン
6a〜6e 突極
8 渡り線
9a〜9e 中継ピン
12,13,14 渡り線ガイドピン
Claims (1)
- 内周側に放射状に配設された5個の突極を有するステータ鉄心に、該鉄心を絶縁するインシュレータを介して巻線が巻装される5相ステッピングモータのステータ構造において、前記インシュレータの一方側端面に、前記巻線の始端または終端を巻き付け固定する中継ピンを5個ほぼ均等に配設し、かつ、該インシュレータの他方側端面に、前記巻線間の渡り線を案内する渡り線ガイドを、該インシュレータの前記5個の突極を覆う部分の両端に1個づつ配設するとともに、異なる相巻線を、前記中継ピンを経由して前記渡り線により連結して、前記渡り線は1つの突極を挟んだ2つの突極に連続して巻かれた2つの巻線間の渡り線であって、該渡り線は前記一つの突極に0.5回巻回されていて、前記ステータの巻線を環状に結線し、前記各中継ピンを結線部材により5個のモータ出力端子に接続したことを特徴とするモータのステータ構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005187516A JP4749056B2 (ja) | 2005-06-28 | 2005-06-28 | モータのステータ構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005187516A JP4749056B2 (ja) | 2005-06-28 | 2005-06-28 | モータのステータ構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007014043A JP2007014043A (ja) | 2007-01-18 |
| JP4749056B2 true JP4749056B2 (ja) | 2011-08-17 |
Family
ID=37751779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005187516A Active JP4749056B2 (ja) | 2005-06-28 | 2005-06-28 | モータのステータ構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4749056B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5605997B2 (ja) * | 2009-03-05 | 2014-10-15 | 山洋電気株式会社 | 回転電機用ステータ |
| JP5622663B2 (ja) * | 2011-06-06 | 2014-11-12 | 三菱電機株式会社 | 回転電機の固定子及びその製造方法 |
| JP5906029B2 (ja) * | 2011-06-24 | 2016-04-20 | 株式会社ミツバ | 電動モータ |
| JP5872807B2 (ja) * | 2011-07-12 | 2016-03-01 | ミネベア株式会社 | モータにおけるコイル巻線の結線構造およびモータ |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61180563A (ja) * | 1985-02-05 | 1986-08-13 | Matsushita Electric Ind Co Ltd | リラクタンストルク型モ−タ |
| JPS645346A (en) * | 1987-06-24 | 1989-01-10 | Tokyo Electric Co Ltd | Stator for stepping motor |
| JP3182196B2 (ja) * | 1992-02-27 | 2001-07-03 | オリエンタルモーター株式会社 | 3相ハイブリッド形ステッピングモータ |
| JP2920089B2 (ja) * | 1995-05-23 | 1999-07-19 | オリエンタルモーター株式会社 | 円筒形リニアパルスモータ |
| JPH09215248A (ja) * | 1996-01-30 | 1997-08-15 | Fanuc Ltd | 同期電動機のステータ構造 |
| JPH10146000A (ja) * | 1996-11-14 | 1998-05-29 | Kokusan Denki Co Ltd | 磁石発電機 |
| JP2000232745A (ja) * | 1999-02-10 | 2000-08-22 | Toshiba Kyaria Kk | 圧縮機用電動機 |
| JP3720266B2 (ja) * | 2001-02-07 | 2005-11-24 | セイコーインスツル株式会社 | 小型スピンドルモータ、およびその製造方法 |
| JP2003111333A (ja) * | 2001-10-02 | 2003-04-11 | Mitsubishi Electric Corp | 電動機の固定子及び直流ブラシレスモータ及び空気調和機及び基板固定用部品 |
-
2005
- 2005-06-28 JP JP2005187516A patent/JP4749056B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007014043A (ja) | 2007-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018064421A (ja) | 回転電機のステータ | |
| US20050138793A1 (en) | Abduction-type motor and fabrication method of motor stator thereof | |
| US11594927B2 (en) | Rotating electric machine and manufacturing method therefor | |
| KR20060041712A (ko) | 전동기 및 그 제조방법 | |
| JP4419510B2 (ja) | モータ、電機子、または発電機 | |
| JP2001275288A (ja) | モータの固定子 | |
| JPS62296733A (ja) | 三相ブラシレスモータの固定子の製造方法 | |
| JP4749056B2 (ja) | モータのステータ構造 | |
| JP4137864B2 (ja) | 回転電機のステータ | |
| JP2000014095A (ja) | 歯形状固定子,そのコイル組付方法及びコイル組付装置 | |
| JPH06343236A (ja) | ブラシレスモータ | |
| JP2010183660A (ja) | ステータ、ブラシレスモータ、ステータの製造方法、及び、ブラシレスモータの製造方法 | |
| JPH04197054A (ja) | 小型モータの電機子巻線方法 | |
| JP2875030B2 (ja) | 小型モータのy結線電機子の巻線方法 | |
| JPH06245442A (ja) | 回転電機の製造方法 | |
| JP4483241B2 (ja) | 3相モータ | |
| JP2005124363A (ja) | モータまたは発電機、およびその製造方法 | |
| JPH04317534A (ja) | ブラシレスモータ | |
| KR101203870B1 (ko) | 유도 전동기 | |
| JPH1169737A (ja) | 電動機固定子の製造方法 | |
| JP3720266B2 (ja) | 小型スピンドルモータ、およびその製造方法 | |
| KR101838888B1 (ko) | 6극 10슬롯 집중권 방식의 모터 | |
| JP4112292B2 (ja) | 固定子およびその製造方法 | |
| JP2004343978A (ja) | 多極電機子の集中巻線方法 | |
| JP6863167B2 (ja) | 回転電機ステータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110426 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110517 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4749056 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140527 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |