JP4052343B2 - 静電チャック - Google Patents
静電チャック Download PDFInfo
- Publication number
- JP4052343B2 JP4052343B2 JP2006256892A JP2006256892A JP4052343B2 JP 4052343 B2 JP4052343 B2 JP 4052343B2 JP 2006256892 A JP2006256892 A JP 2006256892A JP 2006256892 A JP2006256892 A JP 2006256892A JP 4052343 B2 JP4052343 B2 JP 4052343B2
- Authority
- JP
- Japan
- Prior art keywords
- electrostatic chuck
- insulating adhesive
- thermal conductivity
- electrode
- dielectric substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
特許文献3では、アルミニウムなどの金属材からなるベース板上に接着剤を介在させてベース板に対向するように誘電体基板表面に電極を固定した静電チャックが開示されている。
また、特許文献4には、誘電層基板の表面に電極を形成し、その上にポリイミドなどの絶縁性の樹脂を貼り付けたものを、金属ベースプレートに接合された静電チャックが開示されている。
特許文献3の静電チャックでは電極2とベース板3との間に介在させる絶縁性接着剤を充分厚くすれば絶縁信頼性は向上させることはできるが、接着剤として一般に使用されるシリコーン等の樹脂は熱伝導率が悪く、特に誘電体基板表面に吸着させるウエハーの冷却性能が充分に確保できなかった。
また、特許文献4の静電チャックではポリイミドなどの絶縁性の樹脂を用いるため、その部分の熱伝導率が悪く、同様にウエハーの冷却性能が充分に確保できなかった。
本発明の好ましい形態においては、前記電気絶縁性接着剤の可とう性は、伸び率30%以上であるようにする。
本発明の好ましい形態においては、前記電気絶縁体膜の厚みが0.3mm以上0.6mm以下であるようにする。
本発明の好ましい形態においては、前記電気絶縁性接着剤の厚みが0.1mm以上、0.3mm以下であるようにする。
本発明の好ましい形態においては、前記電気絶縁体膜の熱伝導率が前記電気絶縁性接着剤の熱伝導率より大きいようにする。
セラミック焼結体は、アルミナ、イットリア、炭化珪素、チッ化アルミニウム等のいずれでもよい。
を向上させる上で好ましい。平均粒子径を2μm以下とする事で、ウェーハレスクリーニ
ングを繰返し行っても、誘電体基板の吸着面粗さの変化が小さい静電チャックを提供する
ことができる。
N G = ( nc + 1 / 2 ni ) / ( A / m2 ) ・・・ ( 1 )
ここで示すmは写真の倍率である。1 / N G が1個の粒子の占める面積であるから、粒子径は円相当径は2 /√ (π N G )、 で得られる。
Claims (5)
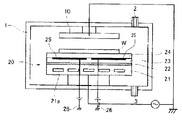
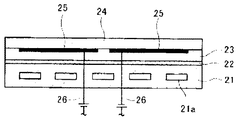
- 表面に溶射によって電気絶縁体膜が形成された金属プレートと、表面に電極が選択的に形成された相対密度99%以上、熱伝導率30W/mk以上の誘電体基板とが、前記電極と前記電気絶縁体膜とが対向するように電気絶縁性接着剤を介在して接合され、前記誘電体基板の前記表面のうちで前記電極が形成されていない部分と前記電気絶縁体膜との間にも前記電気絶縁性接着剤が介在し、前記電気絶縁性接着剤の熱伝導率が1W/mK以上であることを特徴とする静電チャック。
- 請求項1に記載の静電チャックにおいて、前記電気絶縁性接着剤の可とう性は、伸び率30%以上であることを特徴とする静電チャック。
- 請求項1または2に記載の静電チャックにおいて、前記電気絶縁体膜の厚みが0.3mm以上0.6mm以下であることを特徴とする静電チャック。
- 請求項1乃至3のいずれかに記載の静電チャックにおいて、前記電気絶縁性接着剤の厚みが0.1mm以上、0.3mm以下であることを特徴とする静電チャック。
- 請求項1乃至4のいずれかに記載の静電チャックにおいて、前記電気絶縁体膜の熱伝導率が前記電気絶縁性接着剤の熱伝導率より大きいことを特徴とする静電チャック。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006256892A JP4052343B2 (ja) | 2006-02-08 | 2006-09-22 | 静電チャック |
| US11/998,463 US7672111B2 (en) | 2006-09-22 | 2007-11-29 | Electrostatic chuck and method for manufacturing same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006031544 | 2006-02-08 | ||
| JP2006031544 | 2006-02-08 | ||
| JP2006256892A JP4052343B2 (ja) | 2006-02-08 | 2006-09-22 | 静電チャック |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006336641A Division JP2007243149A (ja) | 2006-02-08 | 2006-12-14 | 静電チャック |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007243139A JP2007243139A (ja) | 2007-09-20 |
| JP4052343B2 true JP4052343B2 (ja) | 2008-02-27 |
Family
ID=38588332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006256892A Active JP4052343B2 (ja) | 2006-02-08 | 2006-09-22 | 静電チャック |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4052343B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7672111B2 (en) | 2006-09-22 | 2010-03-02 | Toto Ltd. | Electrostatic chuck and method for manufacturing same |
| JP2011530833A (ja) * | 2008-08-12 | 2011-12-22 | アプライド マテリアルズ インコーポレイテッド | 静電チャックアセンブリ |
| TWI757242B (zh) * | 2015-08-06 | 2022-03-11 | 美商應用材料股份有限公司 | 用於晶圓處理系統的熱管理系統及方法 |
-
2006
- 2006-09-22 JP JP2006256892A patent/JP4052343B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007243139A (ja) | 2007-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100978996B1 (ko) | 정전척의 제조방법 | |
| US7672111B2 (en) | Electrostatic chuck and method for manufacturing same | |
| JP5633766B2 (ja) | 静電チャック | |
| KR101994006B1 (ko) | 정전 척 | |
| JP4031732B2 (ja) | 静電チャック | |
| TW442888B (en) | Electrostatic holding apparatus and method of producing the same | |
| US7763831B2 (en) | Heating device | |
| WO2000072376A1 (fr) | Mandrin electrostatique et dispositif de traitement | |
| JP2007173596A (ja) | 静電チャック | |
| JP6881676B2 (ja) | 静電チャック装置およびその製造方法 | |
| JP4811790B2 (ja) | 静電チャック | |
| JP4369765B2 (ja) | 静電チャック | |
| JP4052343B2 (ja) | 静電チャック | |
| JP2002368069A (ja) | 静電吸着装置 | |
| JP4031419B2 (ja) | 静電チャック及びその製造方法 | |
| JP2005063991A (ja) | 半導体製造装置 | |
| WO2019182104A1 (ja) | 静電チャック装置および静電チャック装置の製造方法 | |
| JP2006127900A (ja) | 環状ヒータ | |
| JP4566213B2 (ja) | 加熱装置およびその製造方法 | |
| JP2007243149A (ja) | 静電チャック | |
| JP2005150370A (ja) | 静電チャック | |
| JP2006060040A (ja) | 静電チャックプレート及びその製造方法 | |
| JP4241571B2 (ja) | 双極型静電チャックの製造方法 | |
| JP2008227190A (ja) | 静電チャック、静電チャックの製造方法および基板処理装置 | |
| JP2012178415A (ja) | 静電チャック |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070615 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4052343 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101214 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111214 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111214 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121214 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121214 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131214 Year of fee payment: 6 |