JP4052343B2 - Electrostatic chuck - Google Patents
Electrostatic chuck Download PDFInfo
- Publication number
- JP4052343B2 JP4052343B2 JP2006256892A JP2006256892A JP4052343B2 JP 4052343 B2 JP4052343 B2 JP 4052343B2 JP 2006256892 A JP2006256892 A JP 2006256892A JP 2006256892 A JP2006256892 A JP 2006256892A JP 4052343 B2 JP4052343 B2 JP 4052343B2
- Authority
- JP
- Japan
- Prior art keywords
- electrostatic chuck
- insulating adhesive
- thermal conductivity
- electrode
- dielectric substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
本発明は、半導体基板やガラス基板などを吸着する静電チャックに関する。 The present invention relates to an electrostatic chuck that adsorbs a semiconductor substrate, a glass substrate, or the like.
エッチング、CVD、スパッタリング、イオン注入、アッシングなどを行うプラズマなどの加工熱が加わる真空処理チャンバー内で、半導体基板やガラス基板を吸着保持する手段として、特許文献1〜4に開示される静電チャックが用いられている。 Electrostatic chucks disclosed in Patent Documents 1 to 4 as means for adsorbing and holding a semiconductor substrate or a glass substrate in a vacuum processing chamber to which processing heat such as plasma for etching, CVD, sputtering, ion implantation, ashing and the like is applied Is used.
特許文献1に開示される従来の静電チャックの構造は、図4に示すように、金属プレート100上にシリコーン樹脂等の有機接着剤101を介して電極102を内部に保持した誘電体層103を接着一体化している。そして、誘電体層103内に電極102を埋設する方法としては、焼成することで誘電体層となるセラミックグリーンシートの表面に電極(タングステン)をプリントし、更にこの上に別のセラミックグリーンシートを重ねて焼成(ホットプレス)している。また、上記と略同様の構成で、特許文献2に開示されるように、セラミックの平均粒子径を2μm以下に抑えた静電チャックもある。
As shown in FIG. 4, the structure of the conventional electrostatic chuck disclosed in Patent Document 1 is a
図4に示されるタイプの静電チャックは、電極102を埋設する製造方法が複雑なため工期が長期化するなど、製作するに簡便な方法ではなかった。より詳細には、誘電体内部に電極を入れ込むために、二枚の誘電体基板を焼成、成型した後に、電極材料を挟み込んでホットプレス等の加熱加圧処理により一体化するなど、技術的に高度で複雑な工程を必要としていた。
The electrostatic chuck of the type shown in FIG. 4 is not a simple method for manufacturing because the manufacturing method for embedding the
そこで、上記工程が複雑な誘電体内部に電極を保持した静電チャックに対して工程を簡略化したタイプの静電チャックも提案されている(特許文献3,4)。
特許文献3では、アルミニウムなどの金属材からなるベース板上に接着剤を介在させてベース板に対向するように誘電体基板表面に電極を固定した静電チャックが開示されている。
また、特許文献4には、誘電層基板の表面に電極を形成し、その上にポリイミドなどの絶縁性の樹脂を貼り付けたものを、金属ベースプレートに接合された静電チャックが開示されている。
Patent Document 3 discloses an electrostatic chuck in which an electrode is fixed on the surface of a dielectric substrate so as to face the base plate with an adhesive interposed on a base plate made of a metal material such as aluminum.
Further, Patent Document 4 discloses an electrostatic chuck in which an electrode is formed on the surface of a dielectric layer substrate, and an insulating resin such as polyimide is pasted thereon and bonded to a metal base plate. .
しかしながら、特許文献3、4いずれの静電チャックも絶縁信頼性を高度に保持しつつ冷却性能を充分に満足できる構造ではなかった。
特許文献3の静電チャックでは電極2とベース板3との間に介在させる絶縁性接着剤を充分厚くすれば絶縁信頼性は向上させることはできるが、接着剤として一般に使用されるシリコーン等の樹脂は熱伝導率が悪く、特に誘電体基板表面に吸着させるウエハーの冷却性能が充分に確保できなかった。
また、特許文献4の静電チャックではポリイミドなどの絶縁性の樹脂を用いるため、その部分の熱伝導率が悪く、同様にウエハーの冷却性能が充分に確保できなかった。
However, none of the electrostatic chucks of Patent Documents 3 and 4 has a structure that can sufficiently satisfy the cooling performance while maintaining high insulation reliability.
In the electrostatic chuck of Patent Document 3, if the insulating adhesive interposed between the electrode 2 and the base plate 3 is made sufficiently thick, the insulation reliability can be improved. However, silicone or the like generally used as an adhesive can be improved. The resin has poor thermal conductivity, and in particular, the cooling performance of the wafer to be adsorbed on the surface of the dielectric substrate could not be secured sufficiently.
Further, since the electrostatic chuck of Patent Document 4 uses an insulating resin such as polyimide, the thermal conductivity of the portion is poor, and the wafer cooling performance cannot be secured sufficiently.
そこで、本発明では、簡便な製造プロセスで製作可能であり、電極と金属プレート間、電極間などの電気絶縁の信頼性が高い静電チャックでありつつ、特にウェーハ冷却能力が高い静電チャックを提供することを目的とする。 Therefore, in the present invention, an electrostatic chuck that can be manufactured by a simple manufacturing process and has high reliability of electrical insulation between the electrode and the metal plate, between the electrodes, etc., and particularly has high wafer cooling ability. The purpose is to provide.
本発明では、上記課題を達成するために、表面に溶射によって電気絶縁体膜が形成された金属プレートと、表面に電極が選択的に形成された相対密度99%以上、熱伝導率30W/mk以上の誘電体基板とが、前記電極と前記電気絶縁体膜とが対向するように電気絶縁性接着剤を介在して接合され、前記誘電体基板の前記表面のうちで前記電極が形成されていない部分と前記電気絶縁体膜との間にも前記電気絶縁性接着剤が介在し、前記電気絶縁性接着剤の熱伝導率が1W/mK以上であることを特徴とする静電チャックを提供する。
本発明の好ましい形態においては、前記電気絶縁性接着剤の可とう性は、伸び率30%以上であるようにする。
本発明の好ましい形態においては、前記電気絶縁体膜の厚みが0.3mm以上0.6mm以下であるようにする。
本発明の好ましい形態においては、前記電気絶縁性接着剤の厚みが0.1mm以上、0.3mm以下であるようにする。
本発明の好ましい形態においては、前記電気絶縁体膜の熱伝導率が前記電気絶縁性接着剤の熱伝導率より大きいようにする。
In the present invention, in order to achieve the above-mentioned object, a metal plate having an electric insulator film formed on the surface by thermal spraying, a relative density of 99% or more with electrodes selectively formed on the surface, and a thermal conductivity of 30 W / mk. The above-mentioned dielectric substrate is bonded with an electric insulating adhesive so that the electrode and the electric insulator film face each other, and the electrode is formed on the surface of the dielectric substrate. Provided is an electrostatic chuck characterized in that the electrical insulating adhesive is interposed between a portion having no electrical insulation and the electrical insulating film, and the thermal conductivity of the electrical insulating adhesive is 1 W / mK or more. To do.
In a preferred embodiment of the present invention, the flexibility of the electrical insulating adhesive is such that the elongation is 30% or more.
In a preferred embodiment of the present invention, the electric insulator film has a thickness of 0.3 mm to 0.6 mm.
In a preferred embodiment of the present invention, the electrical insulating adhesive has a thickness of 0.1 mm or more and 0.3 mm or less.
In a preferred embodiment of the present invention, the thermal conductivity of the electrical insulator film is made larger than the thermal conductivity of the electrical insulating adhesive.
本発明によれば、簡便な製造プロセスで製作可能であり、電極と金属プレート間、電極間などの電気絶縁の信頼性が高い静電チャックでありつつ、特にウェーハ冷却能力が高い静電チャックを提供することが可能となる。 According to the present invention, an electrostatic chuck that can be manufactured by a simple manufacturing process and has a high electrical insulation reliability between the electrode and the metal plate, between the electrodes, etc., and particularly has a high wafer cooling capability. It becomes possible to provide.
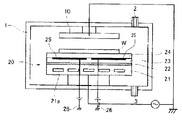
以下に本発明の実施例を添付図面に基づいて説明する。図1は本発明に係る静電チャックを組み込んだプラズマ処理装置の全体図、図2は同静電チャックの断面図、図3は同静電チャックの組立て手順を説明した図である。 Embodiments of the present invention will be described below with reference to the accompanying drawings. FIG. 1 is an overall view of a plasma processing apparatus incorporating an electrostatic chuck according to the present invention, FIG. 2 is a cross-sectional view of the electrostatic chuck, and FIG. 3 is a diagram illustrating an assembly procedure of the electrostatic chuck.
プラズマ処理装置はチャンバー1内にプラズマ発生用の上部電極10と静電チャック20が配置される。またチャンバー1の天井にはCF4やO2等の反応ガス導入口2と、減圧装置に繋がる排気口3とで形成されている。
In the plasma processing apparatus, an
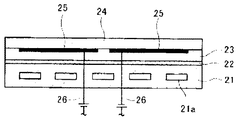
静電チャック20の基本的な構成は、金属プレート21の表面に溶射によって絶縁体膜22が形成される。この絶縁体膜22の上に絶縁性接着剤層23を介して誘電体基板24が接合され、この誘電体基板24の表面は半導体ウェーハ等の被吸着物Wの載置面とされ、下面には電極25,25が形成されている。そして、これら電極25,25に給電するためのリード線26,26が金属プレート21を貫通して下方まで延びている。尚、リード線26と金属プレート21とは絶縁されている。
The basic structure of the
また、上記の静電チャック20を組み立てるには、図3に示すように、予め絶縁体膜22が形成された金属プレート21と、電極25が形成された誘電体基板24を用意し、金属プレート21の絶縁体膜22と誘電体基板24の電極25が対向するようにして絶縁性接着剤23を介して両者を接合する。
In order to assemble the
前記金属プレート21はアルミニウム合金や銅等の熱伝導性に優れた金属からなり、内部には冷媒通路21aが形成される。
The
前記絶縁体膜22には電極と金属プレート間の電気絶縁性および処理熱を金属プレートに伝える伝熱性が必要とされる。絶縁体膜22の材料としては、絶縁性接着剤の熱伝導率よりも熱伝導率が大きい材料が好ましく、無機材料、例えばアルミナ(Al2O3)等のセラミックが最も好ましい。
The
このような絶縁性接着剤の熱伝導率よりも熱伝導率が大きい材料からなる絶縁体膜を厚さ0.6mm以下で設けることにより、絶縁信頼性を確保しつつ、絶縁接着剤層単独の場合よりも熱伝導性が良好になり、ウエハの冷却効率が向上する。また、溶射法により形成することで、プレートの加熱劣化を生じることなく、かつ余計な接着剤を用いることなく上記絶縁体膜が形成できる。 By providing an insulator film made of a material having a thermal conductivity larger than the thermal conductivity of such an insulating adhesive with a thickness of 0.6 mm or less, the insulating adhesive layer alone can be secured while ensuring insulation reliability. The thermal conductivity becomes better than the case, and the cooling efficiency of the wafer is improved. Moreover, by forming by a thermal spraying method, the said insulator film can be formed, without producing heat deterioration of a plate and using an extra adhesive agent.
絶縁体膜としては2W/mK以上にするのが好ましい。このようにすることで、絶縁接着剤層単独の場合よりも熱伝導性が充分に良好になり、ウエハの冷却効率が一層向上する。 The insulating film is preferably 2 W / mK or more. By doing so, the thermal conductivity becomes sufficiently better than the case of the insulating adhesive layer alone, and the cooling efficiency of the wafer is further improved.
また、絶縁体膜の厚みは、冷却効率を上げるためには、できるだけ薄い方が望ましく、基板吸着のために印加される電圧に対し絶縁性を確保するためにはできるだけ厚い方が望ましい。これらを両立される前記絶縁体膜の厚みは0.3mm以上、0.6mm以下となる。 Further, the thickness of the insulator film is preferably as thin as possible in order to increase the cooling efficiency, and as thick as possible in order to ensure insulation against the voltage applied for substrate adsorption. The thickness of the insulator film that achieves both of these is 0.3 mm or more and 0.6 mm or less.
絶縁性接着剤23には電極間および電極と外部との電気絶縁性、処理熱を冷却プレートに伝える伝熱性、誘電層基板と表面に溶射によって絶縁膜が形成された金属プレートの線膨張係数差によるせん断応力を緩和させるための可とう性が必要とされる。
The insulating
絶縁性接着剤23としては、熱伝導率が1W/mk以上あるのが好ましく、より好ましくは1.6W/mK以上である。上記熱伝導率の絶縁性接着剤は、例えばシリコーン樹脂等にアルミナやチッ化アルミをフィラーとして添加することで得ることができる。
The
前記絶縁性接着剤の厚みは、冷却効率を上げるためには、できるだけ薄い方が望ましく、前記表面に溶射によって絶縁膜が形成された金属プレートと前記誘電体基板との線膨張係数差によるせん断応力に対し前記絶縁性接着剤層の剥離などを防止するためには、できるだけ厚い方が望ましい。これらを両立させる前記接着剤層の厚みは0.1mm以上0.3mm以下となる。 The thickness of the insulating adhesive is preferably as thin as possible in order to increase the cooling efficiency, and the shear stress due to the difference in linear expansion coefficient between the metal plate having the insulating film formed on the surface by thermal spraying and the dielectric substrate. On the other hand, in order to prevent the insulating adhesive layer from being peeled off, it is desirable that it is as thick as possible. The thickness of the adhesive layer that balances these becomes 0.1 mm or more and 0.3 mm or less.
また、絶縁性接着剤の可とう性は、伸び率30%以上が好ましい。これ以上の可とう性があれば絶縁膜が形成された金属プレートと前記誘電体基板との線膨張係数差によるせん断応力に対し前記絶縁性接着剤層の剥離などを防止するために十分な接着性を得ることができる。 The flexibility of the insulating adhesive is preferably 30% or more. Adhesion sufficient to prevent exfoliation of the insulating adhesive layer against shear stress due to the difference in linear expansion coefficient between the metal plate on which the insulating film is formed and the dielectric substrate if there is more flexibility than this Sex can be obtained.
前記誘電体基板24に用いる材料は静電チャックに求められる様々な要求によって選択するが、熱伝導率、絶縁耐圧の信頼性などを考慮するとセラミック焼結体を用いるのが好ましい。
セラミック焼結体は、アルミナ、イットリア、炭化珪素、チッ化アルミニウム等のいずれでもよい。
The material used for the
The ceramic sintered body may be any of alumina, yttria, silicon carbide, aluminum nitride and the like.
セラミック焼結体の体積固有抵抗値も、使用温度における体積抵抗率が1014cmΩ以上(クーロン型静電チャック)でも、使用温度における体積抵抗率が108〜1011cmΩ(ジョンセン−ラーベック型静電チャック)でもよい。 The volume resistivity of the ceramic sintered body may be 10 14 cmΩ or more (Coulomb type electrostatic chuck) at the use temperature, or 10 8 to 10 11 cmΩ (Johnsen-Rahbek type electrostatic chuck) at the use temperature. .
クーロン力型静電チャックの場合、実用的な電圧範囲(±1000V〜±5000V好ましくは、±2000V〜±5000V)で使用するためには、吸着力確保のため前記誘電体基板の厚みは、0.5mm以下とすることが望ましく、構造体として製作可能な前記誘電体基板の厚みは0.2mm以上(好ましくは0.3mm以上)が好ましい。 In the case of a Coulomb force type electrostatic chuck, in order to use it in a practical voltage range (± 1000 V to ± 5000 V, preferably ± 2000 V to ± 5000 V), the thickness of the dielectric substrate is 0 in order to secure an attractive force. The thickness of the dielectric substrate that can be manufactured as a structure is preferably 0.2 mm or more (preferably 0.3 mm or more).
ジョンセン−ラーベック型静電チャックを実用的な電圧範囲(±500V〜±2000V)で使用するためには、前記誘電体基板の厚みは、1.5mm以下とすることが望ましく、構造体として製作可能な前記誘電体基板の厚みは0.2mm以上(好ましくは0.3mm以上)が好ましい。 In order to use a Johnsen-Rahbek type electrostatic chuck in a practical voltage range (± 500 V to ± 2000 V), the thickness of the dielectric substrate is preferably 1.5 mm or less, and can be manufactured as a structure. The thickness of the dielectric substrate is preferably 0.2 mm or more (preferably 0.3 mm or more).
前記誘電体基板を構成する粒子としては平均粒子径が2μm以下のものが耐プラズマ性
を向上させる上で好ましい。平均粒子径を2μm以下とする事で、ウェーハレスクリーニ
ングを繰返し行っても、誘電体基板の吸着面粗さの変化が小さい静電チャックを提供する
ことができる。
As the particles constituting the dielectric substrate, those having an average particle diameter of 2 μm or less are preferable for improving the plasma resistance. By setting the average particle diameter to 2 μm or less, it is possible to provide an electrostatic chuck with a small change in the attracting surface roughness of the dielectric substrate even when wafer rescreening is repeated.
また、前記電極25は誘電体基板24の表面を研削加工した後にCVDやPVDによってTiCやTiなどの導電膜を形成し、この導電膜をサンドブラストやエッチングすることで、所定の電極パターンを得ることができる。
In addition, the
半導体製造装置に使用される静電チャックに求められる最も重要な役割は、ウェハ加工時に発生する処理熱を効率よく冷媒に逃がし、ウェハを所望の温度以下に冷却し且つウェハ面内の温度を均一にコントロールすることである。ドライエッチング装置、プラズマCVD装置、プラズマアッシング装置などプラズマを発生させてウェハ処理を行なう装置においてはプラズマによって発生する熱を逃がす必要があり、スパッタリング装置、イオン注入装置などのプラズマを発生させない装置においても、ウェハ処理時に発生する処理熱を逃がす必要がある。また半導体製造装置にはスループットと呼ばれるウェハ1枚あたりにかかる処理時間の短縮が常に要求されている。そのため半導体処理装置の世代が新しくなる毎に、スループットを短縮するためにプラズマパワーや処理熱量を増加させるので、静電チャックにおいては、冷却効率の向上が常に求められる。本発明は上記要求に比較的低い製造コストで答えられる静電チャックといえる。 The most important role required for electrostatic chucks used in semiconductor manufacturing equipment is to efficiently dissipate processing heat generated during wafer processing to a coolant, cool the wafer below the desired temperature, and make the temperature in the wafer surface uniform. Is to control. In an apparatus that generates plasma such as a dry etching apparatus, a plasma CVD apparatus, or a plasma ashing apparatus, it is necessary to release the heat generated by the plasma. Even in an apparatus that does not generate plasma, such as a sputtering apparatus or an ion implantation apparatus. It is necessary to release the processing heat generated during wafer processing. Semiconductor manufacturing apparatuses are always required to reduce the processing time per wafer called throughput. Therefore, every time a new generation of a semiconductor processing apparatus is used, the plasma power and the amount of processing heat are increased in order to reduce the throughput. Therefore, in the electrostatic chuck, improvement in cooling efficiency is always required. The present invention can be said to be an electrostatic chuck that can meet the above requirements at a relatively low manufacturing cost.
以下に、本発明の静電チャックの誘電体基板の製造方法を、クーロン力型静電チャックとジョンセン−ラーベック型静電チャックとの場合に分けて例示する。 Hereinafter, the dielectric substrate manufacturing method of the electrostatic chuck according to the present invention will be exemplified for the case of the Coulomb force type electrostatic chuck and the Johnsen-Rahbek type electrostatic chuck.
クーロン力型静電チャックの誘電体基板24の製作方法としては例えば、平均粒子径0.1μm、純度99.99%以上のアルミナ原料粉末に、アクリル系バインダーを添加、調整後スプレードライヤーで造粒し、顆粒粉を作製する。その後、CIP(ラバープレス)またはメカプレス成形後、所定の形状に加工し、1250〜1450℃の大気雰囲気下で焼成する。さらにHIP処理(熱間等方圧加圧)をおこなう。HIP条件はArガス1000気圧以上とし、温度は焼成温度と同じ1250〜1450℃とする。このような条件のもとで、極めて緻密で且つ構成粒子の平均粒子径が2μm以下、20±3℃において体積抵抗率が1014Ωcm以上、相対密度が99%以上、熱伝導率30W/mK以上の誘電体基板24が得られる。
As a method of manufacturing the
また、ジョンセン−ラーベック型静電チャックの誘電体基板24の製作方法としては例えば、平均粒子径0.1μm、純度99.99%以上のアルミナ原料粉末を主成分とし、これに0.2wt%より大きく、0.6wt%以下の酸化チタン(TiO2)を混合粉砕し、アクリル系バインダーを添加、調整後スプレードライヤーで造粒し、顆粒粉を作製する。その後、CIP(ラバープレス)またはメカプレス成形後、所定の形状に加工し、1150〜1350℃の還元雰囲気下で焼成する。さらにHIP処理(熱間等方圧加圧)をおこなう。HIP条件はArガス1000気圧以上とし、温度は焼成温度と同じ1150〜1350℃とする。このような条件のもとで、極めて緻密で且つ構成粒子の平均粒子径が2μm以下、20±3℃において体積抵抗率が108〜1011Ωcm以上、相対密度が99%以上、熱伝導率30W/mK以上の誘電体基板24が得られる。
As a method for manufacturing the
尚、ここで示す平均粒子径とは、以下のプラニメトリック法で求められた粒子径である。まず、S E Mで誘電体基板の写真を撮り、この写真上で面積( A )の既知の円を描き、円内の粒子数nc と円周にかかった粒子数ni から( 1 )式によって単位面積あたりの粒子数N G を求める。
N G = ( nc + 1 / 2 ni ) / ( A / m2 ) ・・・ ( 1 )
ここで示すmは写真の倍率である。1 / N G が1個の粒子の占める面積であるから、粒子径は円相当径は2 /√ (π N G )、 で得られる。
In addition, the average particle diameter shown here is a particle diameter calculated | required with the following planimetric methods. First, take a picture of the dielectric substrate with SEM, draw a circle with a known area (A) on this picture, and calculate the unit area from the number of particles nc in the circle and the number of particles ni on the circumference by equation (1). Find the number of particles per particle NG.
NG = (nc + 1/2 ni) / (A / m2) (1)
M shown here is the magnification of the photograph. Since 1 / NG is the area occupied by one particle, the particle diameter can be obtained as 2 / √ (π NG).
1…チャンバー、2…反応ガス導入口、3…排気口、10…上部電極、20…静電チャック、21…金属プレート、21a…冷媒通路、22…絶縁体膜、23…絶縁性接着剤層、24…誘電体基板、25…電極、26…リード線、100…金属プレート、101…有機接着剤、102…電極、103…誘電体層、W…被吸着物。
DESCRIPTION OF SYMBOLS 1 ... Chamber, 2 ... Reaction gas introduction port, 3 ... Exhaust port, 10 ... Upper electrode, 20 ... Electrostatic chuck, 21 ... Metal plate, 21a ... Refrigerant passage, 22 ... Insulator film, 23 ... Insulating
Claims (5)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006256892A JP4052343B2 (en) | 2006-02-08 | 2006-09-22 | Electrostatic chuck |
| US11/998,463 US7672111B2 (en) | 2006-09-22 | 2007-11-29 | Electrostatic chuck and method for manufacturing same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006031544 | 2006-02-08 | ||
| JP2006031544 | 2006-02-08 | ||
| JP2006256892A JP4052343B2 (en) | 2006-02-08 | 2006-09-22 | Electrostatic chuck |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006336641A Division JP2007243149A (en) | 2006-02-08 | 2006-12-14 | Electrostatic chuck |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007243139A JP2007243139A (en) | 2007-09-20 |
| JP4052343B2 true JP4052343B2 (en) | 2008-02-27 |
Family
ID=38588332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006256892A Active JP4052343B2 (en) | 2006-02-08 | 2006-09-22 | Electrostatic chuck |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4052343B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7672111B2 (en) | 2006-09-22 | 2010-03-02 | Toto Ltd. | Electrostatic chuck and method for manufacturing same |
| KR101582785B1 (en) * | 2008-08-12 | 2016-01-07 | 어플라이드 머티어리얼스, 인코포레이티드 | Electrostatic chuck assembly |
| TWI703671B (en) * | 2015-08-06 | 2020-09-01 | 美商應用材料股份有限公司 | Bolted wafer chuck thermal management systems and methods for wafer processing systems |
-
2006
- 2006-09-22 JP JP2006256892A patent/JP4052343B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007243139A (en) | 2007-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006332204A (en) | Electrostatic chuck | |
| US7672111B2 (en) | Electrostatic chuck and method for manufacturing same | |
| JP6527084B2 (en) | Electrostatic chuck | |
| JP5633766B2 (en) | Electrostatic chuck | |
| JP4031732B2 (en) | Electrostatic chuck | |
| TW442888B (en) | Electrostatic holding apparatus and method of producing the same | |
| US7763831B2 (en) | Heating device | |
| WO2000072376A1 (en) | Electrostatic chuck and treating device | |
| JP2007173596A (en) | Electrostatic chuck | |
| JP4811790B2 (en) | Electrostatic chuck | |
| WO2019189141A1 (en) | Electrostatic chuck device and method for manufacturing same | |
| JP4369765B2 (en) | Electrostatic chuck | |
| JP4052343B2 (en) | Electrostatic chuck | |
| WO2019182104A1 (en) | Electrostatic chuck device and production method for electrostatic chuck device | |
| JP4031419B2 (en) | Electrostatic chuck and manufacturing method thereof | |
| JP2005063991A (en) | Semiconductor manufacturing equipment | |
| JP4566213B2 (en) | Heating apparatus and manufacturing method thereof | |
| JP2006127900A (en) | Annular heater | |
| JP2007243149A (en) | Electrostatic chuck | |
| JP2005150370A (en) | Electrostatic chuck | |
| JP2006060040A (en) | Electrostatically chucking plate, and manufacturing method thereof | |
| JP4241571B2 (en) | Manufacturing method of bipolar electrostatic chuck | |
| JP2008227190A (en) | Electrostatic chuck, method of manufacturing the same, and substrate processing apparatus | |
| JP2012178415A (en) | Electrostatic chuck | |
| JP2007088492A (en) | Manufacturing method of electrostatic chuck and electrostatic chuck |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070615 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4052343 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101214 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111214 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111214 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121214 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121214 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131214 Year of fee payment: 6 |