JP3894004B2 - Method for forming segment for coil of rotating electrical machine and mold structure used therefor - Google Patents
Method for forming segment for coil of rotating electrical machine and mold structure used therefor Download PDFInfo
- Publication number
- JP3894004B2 JP3894004B2 JP2002065958A JP2002065958A JP3894004B2 JP 3894004 B2 JP3894004 B2 JP 3894004B2 JP 2002065958 A JP2002065958 A JP 2002065958A JP 2002065958 A JP2002065958 A JP 2002065958A JP 3894004 B2 JP3894004 B2 JP 3894004B2
- Authority
- JP
- Japan
- Prior art keywords
- dimensional
- male
- wire
- plane
- crank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Windings For Motors And Generators (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、回転電機のコイル用のセグメントの成形方法及びそれに用いる成形型構造、特に、再現性のある安定した形状のセグメントを容易に成形することのできる成形方法及びその方法に用いる成形型構造に関する。
【0002】
【従来の技術】
モータや発電機等の回転電機のステータコイルやロータコイルの形態には、様々なものがある。例えば、ステータコアやロータコアに直接コイル線材を巻回してコイルを形成するものや、別途巻き型等を用いてコイルを巻回し、ステータコアやロータコアに装着するものが一般的である。一方、ステータコアやロータコアに形成されたスロットにセグメントと呼ばれる松葉状導体(略U字形状の導体)を挿入し、各セグメントの端部をコアの一端側で順次溶接等により接合し全体としてコイルを形成するコイルがある。このセグメントタイプのコイルの場合、いわゆるコイルの巻回工程を必要としないので、コイル(セグメント)の断面をコアのスロットの占有空間断面に略等しい矩形断面とすることが可能で、スロットの占積率を容易に向上可能であり、小型で高出力の回転電機を得られるという点で有効である。
【0003】
図3は、特開平11−75334号公報等に開示される従来の略U字形状のセグメント100の単体形状を説明する図であり、図3(a)がU字の湾曲部分(後述するコイルエンドの形成領域)を上から見た上面図、図3(b)は、平面図、図3(c)は側面図、図3(d)は斜視図である。セグメント100は、所定長さの平角線をU字状に曲げることにより、図示しないステータ等のコアのスロットに挿入されるスロット挿入部102と、このスロット挿入部102を接続しコアの端面部で所定のスロットから他の所定のスロットに渡るためのコイルエンド形成部(渡り部)104とを構成する。また、各図から明らかなように、コイルエンド形成部104の略中央付近では、平角線を180°捻った捻り部106を形成している。
【0004】
図4(a),(b)には、複数のセグメント100をコアのスロット(不図示)に挿入した円環配列状態を示す上面図及び側面図が示されている。図4(a),(b)から明らかなように、セグメント100を円環状に配列する場合、セグメント100のスロット挿入部102が飛び越えるスロット数分だけ他のセグメント100を飛び越えなければならない。この時、セグメント100があるスロットから出てきて、所定数離れたスロットに入る場合、同じ径で入ろうとすると他のセグメント100と干渉してしまうので、セグメント100は2本のスロット挿入部102が別々に、その径方向にずれてスロットに入るようにする必要がある。そのため、コイルエンド形成部104で捻りを加え、捻り部106の前後で、線材がずれるようにしている。
【0005】
【発明が解決しようとする課題】
しかし、上述したような180°の捻り部106を伴うセグメント100は、円環配列した時に捻り部106がかさばり、コイルエンド部分が大型化してしまう。すなわち、回転電機のステータ等のコアの軸方向及び径方向の寸法が増大し、結果的に回転電機自体の大型化を招いてしまうという問題を有する。また、捻り部106を成形する場合、両端のスロット挿入部102をクランプして、そのクランプの一方を捻る等の方法により成形するため、捻り部106の形状を安定させることが困難であるという問題がある。各セグメント100の形状ばらつき、形状再現性が低い場合には、前述した円環配列時の軸方向及び径方向の大型化をさらに促進する。
【0006】
また、特開2000−69700号公報には、捻り部106を伴わないセグメントが開示されているが、線材の曲げ形状が複雑であり、形状再現性を維持することが困難であると共に、成形時の線材へのストレスやダメージ等に関して考慮しつつ、形状再現性を向上しなければならないという問題がある。
【0007】
本発明は、上記課題に鑑みなされたものであり、安定した形状のセグメントを容易に成形することのできる成形方法及びその成形方法に使用する成形型構造を提供することを目的とする。
【0008】
【課題を解決するための手段】
上記のような目的を達成するために、本発明は、回転電機のコアの各スロットに挿入され端部を順次接続することによりコイルを形成するセグメントの成形方法であって、セグメントを形成する線材を第1平面上で略クランク形状を呈する2次元クランク線材に成形するステップと、前記第1平面と略直交する第2平面に沿って、前記2次元クランク線材のクランク部分を略頂点とした3次元山形形状の3次元山形線材に成形するステップと、前記3次元山形線材の前記頂点部分を含むコイルエンド形成領域より外側部分を前記スロットの挿入方向に向けて曲げるステップと、を含むことを特徴とする。
【0009】
また、上記のような目的を達成するために、本発明は、回転電機のコアの各スロットに挿入され端部を順次接続することによりコイルを形成するセグメントの成形方法であって、線材を第1平面上で接離する一対の雌雄成形型で挟み込み、当該線材を雌雄型形状に対応した略クランク形状を呈する2次元クランク線材に成形する2次元成形ステップと、前記第1平面と略直交する第2平面に沿って接離する一対の山形の雌雄成形型により前記2次元クランク線材のクランク部分を略頂点とした3次元山形形状の3次元山形線材に成形する3次元成形ステップと、前記山形の雌雄成形型の接触を維持した状態で、前記第1平面と交差する第3平面に沿って接離する一対の折り曲げ型により前記3次元山形線材の前記頂点部分を含むコイルエンド形成領域より外側部分を前記スロットの挿入方向に向けて曲げるスロット部成形ステップと、を含むこと特徴とする。
【0010】
ここで、略クランク形状とは、特定の1形状を意味するものではなく、線材が連続的な曲がりを有することを意味し、例えば、S字形状等滑らかな曲がりも含むものとする。また、略直交とは、完全な直角を意味するのではなく、実質的に直交と認められる程度を意味する。更に、略頂点とは完全な1点を意味するのではなく、頂点及びその周辺を含むものとする。
【0011】
この構成によれば、線材は、まず2次元のクランク形状に成形され、その後、コイルエンド形成領域の山形形状の成形、スロット挿入部の成形が行われる。この場合、線材にかかるストレスを全て開放しながら曲げ成形を行うので、線材に不要なストレスやダメージを与えることを防止できる。
【0012】
また、各曲げ工程を接離移動する型によって、段階的に行っているので、各曲げ成形時のストレスを開放しながら型形状に基づく均一形状のセグメントを良好な形状再現性を維持しつつ容易に行うことができる。
【0013】
また、上記のような目的を達成するために、本発明は、回転電機のコアの各スロットに挿入され端部を順次接続することによりコイルを形成するセグメントの成形型構造であって、セグメントを形成する線材を第1平面上で挟み込み略クランク形状を呈する2次元クランク線材に形成する接離自在な一対の2次元成形雌雄型と、前記第1平面と略直交する第2平面に沿って接離し、前記2次元クランク線材のクランク部分を略頂点とした3次元山形形状の3次元山形線材に成形する一対の3次元形成雌雄型と、前記第1平面と交差する第3平面に沿って接離し、前記3次元山形線材の前記頂点部分を含むコイルエンド形成領域より外側部分を前記スロットの挿入方向に向けて曲げる一対の折曲げ雌雄型と、を含むことを特徴とする。
【0014】
この構成によれば、セグメントの各曲げ工程を接離移動する雌雄型によって、段階的に行うので、各曲げ成形時のストレスを開放しながら型形状に基づく均一形状のセグメントを容易に安定的に行うことができる。
【0015】
また、上記のような目的を達成するために、本発明は、上記構成において、前記折曲げ雌雄型の雄型は、前記3次元成形雌雄型の雄型と共通であることを特徴とする。
【0016】
この構成によれば、セグメント成形用の型コストの低減を容易に行うことができる。また、型を自動開閉装置等で接離動作させる場合にも開閉装置の構成を簡略化することができる。
【0017】
また、上記のような目的を達成するために、本発明は、上記構成において、前記3次元成形雌雄型の雄型及び前記折曲げ雌雄型の雄型は、前記線材を案内するガイド溝を有することを特徴とする。
【0018】
この構成によれば、セグメントの成形精度を容易に向上することができる。
【0019】
【発明の実施の形態】
以下、本発明の好適な実施の形態(以下、実施形態という)を図面に基づき説明する。
【0020】
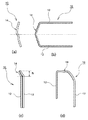
図1は、本実施形態の回転電機のコイル用のセグメントの成形方法により成形されるセグメント10の形状を示している。セグメント10は、従来のものと同様に、所定長さ銅材等から構成される平角線をU字状に曲げることにより、図示しないステータ等のコアのスロットに挿入されるスロット挿入部12とこのスロット挿入部12を接続しコアの端面部で所定のスロットから他の所定のスロットに渡るためのコイルエンド形成部(渡り部)14とを構成する。なお、図1(a)がコイルエンド形成部14を上から見た上面図、図1(b)は、セグメント10の平面図、図1(c)はセグメント10の側面図、図1(d)はセグメント10の斜視図である。
【0021】
図1(a)〜(d)から明らかなように、セグメント10はコイルエンド形成部14に捻り部を含んでいない。捻り部を含まないことにより、コイルエンド形成部14のかさばりを抑制し、回転電機の軸方向や径方向の突出量を縮小することが可能になり、図4に示すように、円環配列した時に、コイルエンド形成部14の高さhを低減することができる。つまり、セグメント10を円環配列した場合に、回転電機の軸方向及び径方向の寸法を縮小することができる。
【0022】
以下、図1に示す、セグメント10の形状を参照しながら、本実施形態のセグメント成形方法を図2を用いて説明する。
【0023】
前述したように、セグメント10は、所定長さの銅線材等から成る平角線素材(線材)16から成形される。この平角線素材16は、まず、図2(a)に示すように、x−y平面(第1平面)上で接離する一対の雌雄成形型18で挟み込まれ、雄成形型18a及び雌成形型18bに対応した略クランク形状を呈する2次元クランク線材20に成形される(2次元成形ステップ)。この2次元クランク線材20のクランク部分20aが、複数のセグメント10を円環状に配列したときに相互干渉を回避するためのスロットへの入り込み位置を変更する部分となる。ここで、略クランク形状というのは、特定の1形状を意味するものではなく、線材が連続的な曲がりを有することを意味し、例えば、S字形状等滑らかな曲がりも含むものであり、セグメント10の設計仕様によって、そのクランク形状が適宜選択されることを意味する。
【0024】
雄成形型18a及び雌成形型18bは第1平面上で流体圧シリンダ等により接離駆動(一方のみの接離駆動でも両方の接離駆動でもよい)されるものである。この時、平角線素材16の両端は開放状態で、加圧成形されるので、平角線素材16に不必要なストレスが付与されることはなく、線細り等の発生を防止することができる。
【0025】
続いて、図2(b)、(c)に示すように、2次元クランク線材20を前記第1平面と略直交する(完全な直角を意味するのではなく、実質的に直交と認められる程度を意味し、セグメント10の設計仕様によって、そのクランク形状が適宜選択される)第2平面(x−z平面)に沿って接離する一対の山形の雌雄成形型22により挟み込む(3次元成形ステップ)。図2(b)に示すように、山形の雄成形型22aは、第2平面に沿う凸形形状を呈し、その上面及び側面には、2次元クランク線材20が曲げ成形される時に、曲げ形状を規制するガイド溝24が形成されている。また、上面部は、2次元クランク線材20のクランク部分20aに対応する位置を略頂点(完全な1点を意味するのではなく、頂点及びその周辺を含むものとする)とした3次元山形形状を呈し、2次元クランク線材20が正確に位置決めされるようになっている。前記ガイド溝24によって、後述するように各雌雄成形型により加圧する時に再現性のある成形を行うことができる。
【0026】
図2(c)に示すように凸山形形状を呈する雄成形型22a上に2次元クランク線材20をセットし、図2(d)に示すように、凹山形形状を呈する雌成形型22bを第2平面に沿って接近し、加圧することにより、2次元クランク線材20はx−y方向のみならずz方向にも曲がった3次元山形線材26に成形される。この場合も、2次元クランク線材20の両端は開放されたままなので、線材に不必要なストレスが付与されることはなく、所望の成形を行うことができる。なお、雌雄成形型22の駆動も流体圧シリンダ等により行う。
【0027】
続いて、図2(d)でも示すように、山形の雌雄成形型22の接触状態を維持したまま、図2(e)に示すように、雄成形型22aの肩部分28に係合する2つの雌折り曲げ型30aを流体圧シリンダ等により接近、接触させ、加圧する。この雄成形型22aと雌折り曲げ型30aとによって3次元山形線材26の前記頂点部分を含むコイルエンド形成領域(雄成形型22aの山形部分)より外側部分を図示しないスロットの挿入方向に向けて曲げることができる(スロット部成形ステップ)。この場合も3次元山形線材26の両端は開放されているので、線材に不必要なストレスが付与させることを回避するとができる。その後、2個の雌折り曲げ型30a及び山形の雌雄成形型22をそれぞれ離反させることにより、型から完成したセグメント10を取り出し可能とし、一連のセグメント成形工程を修了する。なお、雌折り曲げ型30aの接離方向は、前記第1平面と交差する第3平面に沿って行われればよく、例えば、本実施形態のように、第1平面と交差する第2平面(第3平面=第2平面)としてもよく、各雌雄型の接離動作が相互に干渉しないように雌折り曲げ型30aの接離方向を選択することができる。
【0028】
本実施形態においては、雄成形型22aと雌折り曲げ型30aとによってスロット挿入部を成形する折り曲げ雌雄型を構成した例を示している。つまり、雄成形型22aを3次元成形用とスロット部成形用とに共用している。この共用により型製造コストの低減を行うと共に、一連の型接離動作を行うアクチュエータ(流体圧シリンダ等)の共用が可能になり設備の低コスト化や小型化を行うことができる。もちろん、3次元成形用とスロット部成形用とで個別の雌雄型を用いてもよい。いずれにしても、3次元成形とスロット部成形とを2段階に分けて行うことにより、セグメント10を形成する線材に不必要なストレスが付与されず、線材が部分的に圧縮され座屈してしまったり、引っ張られて線細りを起こしたりする等のダメージを容易に回避することができる。
【0029】
このようにして成形したセグメント10は、各雌雄型の形状や雄成形型22aに形成されたガイド溝24、及び各雌雄型の接離動作により、容易に安定した形状再現性を得ることができる。また、このように成形されたセグメント10は、前述したように、従来のようにかさばったり、形状再現性が低い捻り部を含まないので、回転電機用のコアに装着する時に円環配列してもコイルエンド部の軸方向や径方向の突出の増大を抑制することができる。
【0030】
なお、本実施形態で示した各雌雄型の形状は、セグメント10の形状に対応したものであり、適宜変更可能である。
【0031】
【発明の効果】
本発明によれば、線材は、まず2次元のクランク形状に成形され、その後、コイルエンド形成領域の山形形状の成形、スロット挿入部の成形が行われる。その結果、線材にかかるストレスを全て開放しながら曲げ成形を行うので、線材に不要なストレスやダメージを与えることを防止できる。また、各曲げ工程を接離移動する型によって、段階的に行っているので、各曲げ成形時のストレスを開放しながら型形状に基づく均一形状のセグメントを良好な形状再現性を維持しつつ容易に行うことができる。
【図面の簡単な説明】
【図1】 本発明の実施形態に係るセグメントの成形方法により成形されるセグメントの形状を説明する説明図である。
【図2】 本発明の実施形態に係るセグメントの成形方法及び成形に用いる成形型を説明する説明図である。
【図3】 従来のセグメントの成形方法により成形されるセグメントの形状を説明する説明図である。
【図4】 複数のセグメントを円環配置した状態を説明する説明図である。
【符号の説明】
10 セグメント、12 スロット挿入部、14 コイルエンド形成部、16平角線素材、18,22 雌雄成形型、18a,22a 雄成形型、18b,22b 雌成形型、20 2次元クランク線材、20a クランク部分、24 ガイド溝、26 3次元山形線材、28 肩部分、30a 雌折り曲げ型。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method for forming a segment for a coil of a rotating electrical machine and a mold structure used therefor, in particular, a molding method capable of easily forming a segment having a reproducible and stable shape, and a mold structure used in the method. About.
[0002]
[Prior art]
There are various types of stator coils and rotor coils of rotating electrical machines such as motors and generators. For example, a coil is typically formed by winding a coil wire directly on a stator core or a rotor core, or a coil is wound using a separate winding mold or the like and mounted on the stator core or the rotor core. On the other hand, pine needle conductors (substantially U-shaped conductors) called segments are inserted into slots formed in the stator core and the rotor core, and the ends of each segment are sequentially joined to one end side of the core by welding or the like to form a coil as a whole. There are coils to form. In the case of this segment type coil, since the so-called coil winding process is not required, the cross section of the coil (segment) can be a rectangular cross section substantially equal to the occupied space cross section of the core slot. The rate can be easily improved, and this is effective in that a small and high-output rotating electrical machine can be obtained.
[0003]
FIG. 3 is a view for explaining the single-piece shape of a conventional substantially
[0004]
4A and 4B are a top view and a side view showing an annular arrangement state in which a plurality of
[0005]
[Problems to be solved by the invention]
However, in the
[0006]
Japanese Patent Application Laid-Open No. 2000-69700 discloses a segment without the
[0007]
This invention is made | formed in view of the said subject, and it aims at providing the shaping | molding die structure used for the shaping | molding method which can shape | mold the segment of a stable shape easily, and its shaping | molding method.
[0008]
[Means for Solving the Problems]
In order to achieve the above object, the present invention provides a method for forming a segment in which a coil is formed by sequentially connecting ends inserted into slots of a core of a rotating electrical machine, the wire forming the segment Forming a two-dimensional crank wire having a substantially crank shape on the first plane, and a crank portion of the two-dimensional crank wire 3 having a substantially apex along a second plane substantially perpendicular to the first plane. Forming a three-dimensional chevron wire having a three-dimensional chevron shape, and bending the outer portion of the three-dimensional chevron wire from the coil end formation region including the apex portion toward the slot insertion direction. And
[0009]
In order to achieve the above object, the present invention provides a method for forming a segment in which a coil is formed by sequentially connecting ends inserted into slots of a core of a rotating electrical machine. A two-dimensional molding step of sandwiching a pair of male and female molding dies on and off on one plane and molding the wire into a two-dimensional crank wire having a substantially crank shape corresponding to the male and female shape; and substantially orthogonal to the first plane A three-dimensional forming step of forming into a three-dimensional chevron-shaped three-dimensional chevron with a crank portion of the two-dimensional crank wire approximately apex by a pair of chevron male and female molds contacting and separating along the second plane; A coil end including the apex portion of the three-dimensional angle wire by a pair of bending dies that are in contact with and separated from each other along a third plane intersecting the first plane while maintaining contact with the male and female molds A slot portion molding step from forming region bent outer portion toward the insertion direction of said slot, characterized by including.
[0010]
Here, the substantially crank shape does not mean a specific one shape, but means that the wire has a continuous bend, and for example, includes a smooth bend such as an S-shape. Further, the term “substantially orthogonal” does not mean a complete right angle, but means a degree that is substantially recognized as orthogonal. Furthermore, a substantially vertex does not mean a complete point, but includes a vertex and its periphery.
[0011]
According to this configuration, the wire is first formed into a two-dimensional crank shape, and thereafter, a mountain shape in the coil end formation region and a slot insertion portion are formed. In this case, since bending is performed while releasing all stress applied to the wire, unnecessary stress and damage can be prevented from being applied to the wire.
[0012]
In addition, because each bending process is performed step by step by moving and moving away from each other, it is easy to maintain uniform shape reproducibility while maintaining a uniform shape based on the shape of the mold while releasing stress during each bending process. Can be done.
[0013]
In order to achieve the above object, the present invention provides a molding structure for a segment which is inserted into each slot of a core of a rotating electrical machine and forms a coil by sequentially connecting the end portions. A pair of detachable two-dimensionally shaped male and female molds formed on a two-dimensional crank wire rod having a substantially crank shape by sandwiching the wire to be formed on a first plane, and a second plane that is substantially perpendicular to the first plane. A pair of three-dimensional forming male and female molds formed into a three-dimensional chevron-shaped three-dimensional chevron with the crank portion of the two-dimensional crank wire approximately apex, and a third plane that intersects the first plane. And a pair of bent male and female dies that bend the outer portion of the three-dimensional angled wire rod from the coil end forming region including the apex portion toward the slot insertion direction.
[0014]
According to this configuration, each bending process of the segment is performed step by step by the male and female molds that move toward and away from each other. Therefore, a uniform segment based on the mold shape can be easily and stably released while releasing the stress during each bending process. It can be carried out.
[0015]
In order to achieve the above object, the present invention is characterized in that, in the above configuration, the bent male and female male mold is common to the three-dimensional male and female male mold.
[0016]
According to this configuration, it is possible to easily reduce the die cost for segment forming. Further, the structure of the opening / closing device can be simplified even when the mold is brought into and out of contact with an automatic opening / closing device or the like.
[0017]
In order to achieve the above object, according to the present invention, in the above configuration, the male mold of the three-dimensional molded male and female and the male mold of the bent male and female have a guide groove for guiding the wire. It is characterized by that.
[0018]
According to this configuration, the segment forming accuracy can be easily improved.
[0019]
DETAILED DESCRIPTION OF THE INVENTION
DESCRIPTION OF EXEMPLARY EMBODIMENTS Hereinafter, preferred embodiments of the invention (hereinafter referred to as embodiments) will be described with reference to the drawings.
[0020]
FIG. 1 shows the shape of a
[0021]
As is clear from FIGS. 1A to 1D, the
[0022]
Hereinafter, the segment forming method of the present embodiment will be described with reference to FIG. 2 while referring to the shape of the
[0023]
As described above, the
[0024]
The
[0025]
Subsequently, as shown in FIGS. 2B and 2C, the two-
[0026]
As shown in FIG. 2 (c), the two-
[0027]
Next, as shown in FIG. 2 (d), 2 is engaged with the
[0028]
In the present embodiment, an example is shown in which a male and
[0029]
The
[0030]
In addition, the shape of each male and female type | mold shown by this embodiment respond | corresponds to the shape of the
[0031]
【The invention's effect】
According to the present invention, the wire is first formed into a two-dimensional crank shape, and thereafter, the mountain shape in the coil end formation region and the slot insertion portion are formed. As a result, since bending is performed while releasing all stress applied to the wire, unnecessary stress and damage to the wire can be prevented. In addition, because each bending process is performed step by step by moving and moving away from each other, it is easy to maintain uniform shape reproducibility while maintaining a uniform shape based on the shape of the mold while releasing stress during each bending process. Can be done.
[Brief description of the drawings]
FIG. 1 is an explanatory view illustrating the shape of a segment formed by a segment forming method according to an embodiment of the present invention.
FIG. 2 is an explanatory diagram for explaining a segment molding method and a mold used for molding according to an embodiment of the present invention.
FIG. 3 is an explanatory diagram for explaining the shape of a segment formed by a conventional method for forming a segment.
FIG. 4 is an explanatory diagram for explaining a state in which a plurality of segments are arranged in an annular shape.
[Explanation of symbols]
10 segments, 12 slot insertion portions, 14 coil end forming portions, 16 rectangular wire materials, 18, 22 male and female forming dies, 18a, 22a male forming dies, 18b, 22b female forming dies, 20 two-dimensional crank wires, 20a crank portions, 24 guide groove, 26 three-dimensional angle wire, 28 shoulder portion, 30a female folding die.
Claims (5)
セグメントを形成する線材を第1平面上で略クランク形状を呈する2次元クランク線材に成形するステップと、
前記第1平面と略直交する第2平面に沿って、前記2次元クランク線材のクランク部分を略頂点とした3次元山形形状の3次元山形線材に成形するステップと、
前記3次元山形線材の前記頂点部分を含むコイルエンド形成領域より外側部分を前記スロットの挿入方向に向けて曲げるステップと、
を含むことを特徴とする回転電機のコイル用のセグメントの成形方法。A method for forming a segment, which is inserted into each slot of a core of a rotating electrical machine to form a coil by sequentially connecting ends,
Forming a wire forming a segment into a two-dimensional crank wire having a substantially crank shape on the first plane;
Forming a three-dimensional chevron shaped wire with a three-dimensional chevron shape with the crank portion of the two-dimensional crank wire approximately apex along a second plane substantially orthogonal to the first plane;
Bending a portion outside the coil end forming region including the apex portion of the three-dimensional angle wire toward the slot insertion direction;
A method for forming a segment for a coil of a rotating electrical machine, comprising:
線材を第1平面上で接離する一対の雌雄成形型で挟み込み、当該線材を雌雄型形状に対応した略クランク形状を呈する2次元クランク線材に成形する2次元成形ステップと、
前記第1平面と略直交する第2平面に沿って接離する一対の山形の雌雄成形型により前記2次元クランク線材のクランク部分を略頂点とした3次元山形形状の3次元山形線材に成形する3次元成形ステップと、
前記山形の雌雄成形型の接触を維持した状態で、前記第1平面と交差する第3平面に沿って接離する一対の折り曲げ型により前記3次元山形線材の前記頂点部分を含むコイルエンド形成領域より外側部分を前記スロットの挿入方向に向けて曲げるスロット部成形ステップと、
を含むこと特徴とする回転電機のコイル用のセグメントの成形方法。A method for forming a segment, which is inserted into each slot of a core of a rotating electrical machine to form a coil by sequentially connecting ends,
A two-dimensional molding step of sandwiching the wire rod between a pair of male and female molding dies that contact and separate on the first plane, and molding the wire rod into a two-dimensional crank wire rod having a substantially crank shape corresponding to the male and female mold shape;
The two-dimensional crank wire rod is formed into a three-dimensional chevron-shaped three-dimensional wire rod with the crank portion of the two-dimensional crank wire rod as a substantially apex by a pair of chevron male and female molds that contact and separate along a second plane substantially orthogonal to the first plane. A three-dimensional molding step;
A coil end forming region including the apex portion of the three-dimensional chevron wire by a pair of bending dies that are in contact with and separated from each other along a third plane intersecting the first plane while maintaining contact with the chevron male and female molds A slot portion forming step of bending the outer portion toward the slot insertion direction;
A method for forming a segment for a coil of a rotating electrical machine, comprising:
セグメントを形成する線材を第1平面上で挟み込み略クランク形状を呈する2次元クランク線材に形成する接離自在な一対の2次元成形雌雄型と、
前記第1平面と略直交する第2平面に沿って接離し、前記2次元クランク線材のクランク部分を略頂点とした3次元山形形状の3次元山形線材に成形する一対の3次元形成雌雄型と、
前記第1平面と交差する第3平面に沿って接離し、前記3次元山形線材の前記頂点部分を含むコイルエンド形成領域より外側部分を前記スロットの挿入方向に向けて曲げる一対の折曲げ雌雄型と、
を含むことを特徴とするセグメントの成形型構造。A segment mold structure that is inserted into each slot of a core of a rotating electrical machine to form a coil by sequentially connecting end portions,
A pair of two-dimensionally formed male and female molds that are separable and formed on a two-dimensional crank wire rod that has a substantially crank shape by sandwiching a wire rod that forms a segment on the first plane;
A pair of three-dimensionally formed male and female molds that are formed into a three-dimensional chevron-shaped three-dimensional chevron that is close to and away from a second plane that is substantially perpendicular to the first plane and that has a crank portion of the two-dimensional crank wire as a substantial apex; ,
A pair of bent male and female dies that are contacted and separated along a third plane intersecting the first plane and that bend an outer portion of the three-dimensional angled wire rod from the coil end forming region including the apex portion toward the slot insertion direction. When,
A mold structure of a segment characterized by comprising:
前記折曲げ雌雄型の雄型は、前記3次元成形雌雄型の雄型と共通であることを特徴とするセグメントの成形型構造。The structure of claim 3,
The segmented mold structure is characterized in that the male model of the bent male and female mold is common to the male mold of the three-dimensional molded male and female mold.
前記3次元成形雌雄型の雄型及び前記折曲げ雌雄型の雄型は、前記線材を案内するガイド溝を有することを特徴とするセグメントの成形型構造。In the structure of claim 3 or claim 4,
The three-dimensional male and female male mold and the bent male and female male mold each have a guide groove for guiding the wire.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002065958A JP3894004B2 (en) | 2002-03-11 | 2002-03-11 | Method for forming segment for coil of rotating electrical machine and mold structure used therefor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002065958A JP3894004B2 (en) | 2002-03-11 | 2002-03-11 | Method for forming segment for coil of rotating electrical machine and mold structure used therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003264964A JP2003264964A (en) | 2003-09-19 |
| JP3894004B2 true JP3894004B2 (en) | 2007-03-14 |
Family
ID=29198014
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002065958A Expired - Fee Related JP3894004B2 (en) | 2002-03-11 | 2002-03-11 | Method for forming segment for coil of rotating electrical machine and mold structure used therefor |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3894004B2 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009273352A (en) * | 2008-04-07 | 2009-11-19 | Denso Corp | Method for manufacturing wave winding stator coil |
| DE102009031874A1 (en) | 2008-07-07 | 2010-01-14 | Denso Corporation, Kariya-City | Apparatus and method for manufacturing a stator for rotating electrical machines |
| US8159105B2 (en) | 2008-04-21 | 2012-04-17 | Denso Corporation | Segment-core type stator for inner-rotor type rotary electric machines and an improved method for manufacturing the stator |
| US8166628B2 (en) | 2008-07-07 | 2012-05-01 | Denso Corporation | Method of manufacturing coil for stators mounted in rotary electric machines |
| JP2014018043A (en) * | 2012-07-11 | 2014-01-30 | Honda Motor Co Ltd | Molding method for coil element for rotary electric machine and molding apparatus for coil element for rotary electric machine |
| JP2015043676A (en) * | 2013-08-26 | 2015-03-05 | 本田技研工業株式会社 | Coil segment manufacturing apparatus and coil segment manufacturing method |
| JP2015043677A (en) * | 2013-08-26 | 2015-03-05 | 本田技研工業株式会社 | Conductor piece feeding method and conductor piece feeder |
| CN110365177A (en) * | 2018-03-26 | 2019-10-22 | 本田技研工业株式会社 | The bending apparatus and method of electric conductor |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006149049A (en) | 2004-11-18 | 2006-06-08 | Denso Corp | Rotary electric machine for vehicle |
| KR100913494B1 (en) * | 2007-07-03 | 2009-08-25 | 주식회사 거성정밀 | Method for forming metalic linear member and mold assembly |
| JP4479788B2 (en) | 2007-12-20 | 2010-06-09 | 株式会社デンソー | Coil forming method and coil forming die |
| JP5321875B2 (en) * | 2008-02-28 | 2013-10-23 | 株式会社デンソー | Method for forming coil end of stator coil |
| JP4577588B2 (en) * | 2008-04-18 | 2010-11-10 | 株式会社デンソー | Method for manufacturing coil assembly of rotating electrical machine |
| JP4743329B2 (en) | 2009-03-31 | 2011-08-10 | 株式会社デンソー | Apparatus and method for forming stator coil conductor wire |
| JP5531673B2 (en) * | 2009-04-06 | 2014-06-25 | 株式会社デンソー | Method and apparatus for forming coil end of stator coil |
| JP5392548B2 (en) * | 2009-04-07 | 2014-01-22 | 株式会社デンソー | Coil end forming method and coil end forming apparatus for stator coil |
| JP5404965B2 (en) * | 2010-04-14 | 2014-02-05 | テクノマティック・ソシエタ・ペル・アチオニ | Apparatus and method for preforming electrical bar conductors, in particular electrical bar conductors for generator winding bars |
| JP5702179B2 (en) * | 2011-02-09 | 2015-04-15 | 本田技研工業株式会社 | Coil segment manufacturing method |
| JP5716505B2 (en) | 2011-04-07 | 2015-05-13 | 株式会社デンソー | Rotating electric machine stator |
| JP5699928B2 (en) * | 2011-04-28 | 2015-04-15 | 株式会社デンソー | Stator coil molding apparatus and molding method |
| US9613750B2 (en) * | 2011-09-27 | 2017-04-04 | Toyota Jidosha Kabushiki Kaisha | Segmented-coil manufacturing method and apparatus |
| CN104365003B (en) | 2012-07-25 | 2017-02-22 | 爱信艾达株式会社 | Device and method for forming coil end |
| CN104756377B (en) * | 2012-09-26 | 2017-02-22 | 三菱电机株式会社 | Method for manufacturing armature winding for electric machine |
| US9680358B2 (en) | 2012-10-22 | 2017-06-13 | Mitsubishi Electric Corporation | Method for manufacturing a winding body that is used in an armature winding for an electric machine |
| JP6146368B2 (en) * | 2013-08-01 | 2017-06-14 | 株式会社デンソー | Coil forming equipment |
| JP5681250B1 (en) * | 2013-08-27 | 2015-03-04 | 本田技研工業株式会社 | Conductor piece set molding method and conductor piece set molding apparatus |
| JP6032187B2 (en) * | 2013-11-29 | 2016-11-24 | トヨタ自動車株式会社 | Segment coil manufacturing method and segment coil manufacturing apparatus |
| JP6394971B2 (en) * | 2015-02-19 | 2018-09-26 | 株式会社デンソー | Rotating electric machine stator |
| JP6394972B2 (en) * | 2015-02-19 | 2018-09-26 | 株式会社デンソー | Rotating electric machine stator |
| JP7151645B2 (en) * | 2019-07-08 | 2022-10-12 | 株式会社デンソー | Conductor wire forming apparatus and method for producing formed conductor |
| DE102021109604A1 (en) | 2020-04-20 | 2021-10-21 | Denso Corporation | Rotating electric machine |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5438501A (en) * | 1977-09-02 | 1979-03-23 | Hitachi Ltd | Armature winding end forming device |
| JP3620301B2 (en) * | 1998-08-26 | 2005-02-16 | 富士電機システムズ株式会社 | MANUFACTURING APPARATUS FOR ROTARY ELECTRIC MACHINE Dislocation Coil |
| JP3624707B2 (en) * | 1998-08-31 | 2005-03-02 | 富士電機システムズ株式会社 | MANUFACTURING APPARATUS FOR ROTARY ELECTRIC MACHINE Dislocation Coil |
| JP2001231203A (en) * | 2000-02-10 | 2001-08-24 | Mitsubishi Electric Corp | Ac generator for vehicle |
| JP2003018778A (en) * | 2001-07-03 | 2003-01-17 | Toyota Motor Corp | Electric motor |
-
2002
- 2002-03-11 JP JP2002065958A patent/JP3894004B2/en not_active Expired - Fee Related
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009273352A (en) * | 2008-04-07 | 2009-11-19 | Denso Corp | Method for manufacturing wave winding stator coil |
| JP4506895B2 (en) * | 2008-04-07 | 2010-07-21 | 株式会社デンソー | Manufacturing method of wave winding stator coil |
| US8159105B2 (en) | 2008-04-21 | 2012-04-17 | Denso Corporation | Segment-core type stator for inner-rotor type rotary electric machines and an improved method for manufacturing the stator |
| DE102009031874B4 (en) * | 2008-07-07 | 2017-06-01 | Denso Corporation | Apparatus and method for manufacturing a stator for rotating electrical machines |
| US8166628B2 (en) | 2008-07-07 | 2012-05-01 | Denso Corporation | Method of manufacturing coil for stators mounted in rotary electric machines |
| DE102009031874A1 (en) | 2008-07-07 | 2010-01-14 | Denso Corporation, Kariya-City | Apparatus and method for manufacturing a stator for rotating electrical machines |
| JP2014018043A (en) * | 2012-07-11 | 2014-01-30 | Honda Motor Co Ltd | Molding method for coil element for rotary electric machine and molding apparatus for coil element for rotary electric machine |
| JP2015043676A (en) * | 2013-08-26 | 2015-03-05 | 本田技研工業株式会社 | Coil segment manufacturing apparatus and coil segment manufacturing method |
| JP2015043677A (en) * | 2013-08-26 | 2015-03-05 | 本田技研工業株式会社 | Conductor piece feeding method and conductor piece feeder |
| US9641056B2 (en) | 2013-08-26 | 2017-05-02 | Honda Motor Co., Ltd. | Conductive wire piece supply method and conductive wire piece supply device |
| US9876413B2 (en) | 2013-08-26 | 2018-01-23 | Honda Motor Co., Ltd. | Coil segment manufacturing method |
| US10236752B2 (en) | 2013-08-26 | 2019-03-19 | Honda Motor Co., Ltd. | Coil segment manufacturing apparatus |
| CN110365177A (en) * | 2018-03-26 | 2019-10-22 | 本田技研工业株式会社 | The bending apparatus and method of electric conductor |
| CN110365177B (en) * | 2018-03-26 | 2021-05-11 | 本田技研工业株式会社 | Device and method for bending electrical conductor |
| US11342822B2 (en) | 2018-03-26 | 2022-05-24 | Honda Motor Co., Ltd. | Apparatus and method for bending |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003264964A (en) | 2003-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3894004B2 (en) | Method for forming segment for coil of rotating electrical machine and mold structure used therefor | |
| JP4327486B2 (en) | Segment forming apparatus for coil of rotating electrical machine, segment forming method, and segment using the same | |
| EP2782224A1 (en) | Coil manufacturing method | |
| JP2011243573A (en) | Electrical contacts using canted coil springs and stamped housings and methods thereof | |
| JP2014135865A (en) | Method of manufacturing rotary electric machine and stator | |
| EA022320B1 (en) | Apparatus and method for pre-forming electrical bar conductors, in particular for bar windings of electrical machines | |
| JP2013102569A (en) | Manufacturing method and manufacturing apparatus of stator | |
| JP6166046B2 (en) | Segment manufacturing method and segment manufacturing apparatus | |
| JP2019208323A (en) | Stator of electric motor and method for manufacturing the same | |
| JP5785117B2 (en) | Winding device and winding method | |
| JP2016187269A (en) | Stator coil molding device | |
| US11962206B2 (en) | Device and method for bending hairpin winding heads | |
| JP2003143818A (en) | Manufacturing method for divided conductor of coil | |
| US20200169151A1 (en) | Method for forming coil and method for manufacturing stator | |
| JP4517715B2 (en) | Method for manufacturing irregular cross-section coil | |
| JP5674693B2 (en) | Winding forming apparatus and winding forming method | |
| JP4973859B2 (en) | Preliminary forming method for polygon coil and forming method for annular winding coil having meandering portion using pre-formed polygon coil | |
| JPS60245455A (en) | Method and device for inserting coil and wedge | |
| JP5955142B2 (en) | Method for forming coil element for rotating electrical machine and apparatus for forming coil element for rotating electrical machine | |
| CN107696530B (en) | Method and apparatus for forming sheet member | |
| JP7432290B2 (en) | Manufacturing method of segment coil | |
| EP1168584A1 (en) | Winding method for armature and winder | |
| JP2005302448A (en) | Terminal connection method of covering electric wire, pressing apparatus for tentatively connecting sleeve, and conductive sleeve for connecting electric wire | |
| JP7540410B2 (en) | Manufacturing method of the stator | |
| JP7338585B2 (en) | Coupling Conductor Wire Coating Stripping Method and Coating Stripping Apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061204 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101222 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101222 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121222 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131222 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |