CN102231323A - Manufacturing process of subminiature inductor - Google Patents
Manufacturing process of subminiature inductor Download PDFInfo
- Publication number
- CN102231323A CN102231323A CN2011101009349A CN201110100934A CN102231323A CN 102231323 A CN102231323 A CN 102231323A CN 2011101009349 A CN2011101009349 A CN 2011101009349A CN 201110100934 A CN201110100934 A CN 201110100934A CN 102231323 A CN102231323 A CN 102231323A
- Authority
- CN
- China
- Prior art keywords
- magnetic core
- spot welding
- manufacturing process
- inductance
- inductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Coils Or Transformers For Communication (AREA)
Abstract
The invention discloses a manufacturing process of a subminiature inductor. The process comprises an I-shaped magnetic core electroplating process, a coiling process, a direct current welding process and a magnetic glue cladding process and comprises the following specific steps: at the two bottom surfaces of an I-shaped magnetic core, respectively electroplating one metal layer at the two bottom surfaces of an I-shaped magnetic core to serve as an electrode; then coiling the I-shaped magnetic core on a clamp of a spot welder; carrying out spot wielding connection by use of a spot welder direct current welding process which is convenient for automation operation; and finally, cladding magnetic epoxy resin flue on the surface layer of an inductive coil. According to the invention, a novel and advanced manufacturing process is adopted, the produced inductor is ultrathin and subminiature, and the property of the inductor is improved; and because a direct current welding process is used, the qualification rate of the product is improved, multiple working procedures are omitted, the product cost is greatly reduced, and the height size of the product can be well controlled so as to facilitate the rapid automatic production of a machine.
Description
Technical field
The present invention relates to the manufacturing process of inductance, be specifically related to a kind of manufacturing process of microminiature inductance.
Background technology
The major function of inductor is the screening signal, filtered noise, stabling current and control Electromagnetic Interference.Inductor can be divided into leaded power inductors, chip inductor two big classes.Chip inductor is because downstream industry is sought-after, and development space is huge.Chip inductor can be divided into laminated chip inductor, coiling chip inductor, Weaving type chip inductor and thin film chip inductor four big classes again.Wherein laminated chip inductor and coiling chip inductor are two the most frequently used big class chip inductors.
The wound chip inductor device adopts small I shape magnetic core usually, through coiling, welding, electrode moulding, is made by operations such as plastic packagings again.The advantage of this inductor is that production technology is simple, and electrical property good (inductance value L and quality factor Q height) is suitable for big electric current and passes through, and the reliability height, is more suitable for high frequency and uses, and shortcoming is limited by magnetic core physical size and manufacturing process, and the volume miniaturization is limited.Be of a size of the product commercialization of 2.5 * 2.0mm at present, further microminaturization is relatively more difficult." a kind of inductor and the manufacture method thereof " that provides for CN200810142161.9 as the patent No., its inductor adopts lamination Wound-rotor type structure, comprise: following dielectric layer and a plurality of inductance unit, last dielectric layer, combine with following dielectric layer, insulating medium layer, though reduced inductance value to a certain extent, help enlarging the scope of application of inductor, but its complex structure, inductance thickness is big, and inductance performance is poor, can not adapt to the specification requirement of the confined space.
Laminated inductive then is to replace printing, lamination, sintering with ferrite slurry and conductor paste, form closed magnetic circuit, it adopts multi-sheet printed technology of thick film and lamination production technology, realized the microminiature mounted on surface, characteristics such as have miniaturization, closed magnetic circuit structure, be easy to mount, integrated, but, still can't replace the wound chip inductor device fully owing to reasons such as precision, power, prices.As application number is CN200980116755.5 disclosed " laminated inductor and its manufacture method ", it possesses the ferritic a plurality of magnetic layers of the Ni-Zn-Cu of comprising, a plurality of conductor layers that form coil across the magnetic layer laminate, with forming in the mode with a plurality of magnetic layer adjacency and comprising Ti-Ni-Cu-Mn-Zr is dielectric at least one laminated body of rectangular shape of nonmagnetic layer, with the end of being located at laminated body and at least one pair of outer electrode of being connected with above-mentioned overhang conduction, has the overlapping characteristic of good direct current, but this inductor has a plurality of magnetic layers, formations such as conductor layer, so volume, thickness is bigger, complex procedures, cost improves, and can not be applicable to that the technology of the confined space is used.
In Wound-rotor type sheet power inductance field, the microminiature size has become market focus, but limited by magnetic core physical size and manufacturing process, the volume miniaturization is limited, how to make thinner, the more small-sized technological difficulties that become industry of inductance, further improving the manufacturing process of wound chip inductor device, promote microminaturization, is the development trend of inductor.
Summary of the invention
At above technical barrier, the technical problem to be solved in the present invention provides a kind of manufacturing process of microminiature inductance, adopt novel advanced manufacturing process, make the inductance of production reach ultra-thin, microminiature, improve inductance performance, to satisfy the application demand of miniaturized electronic devices such as mobile phone to the inductance microminiaturization.
Technical scheme of the present invention is: a kind of manufacturing process of microminiature inductance, comprise I shape magnetic core electroplating technology, wire winding, direct-current electric welding technology, magnetic glue cladding process, it is characterized in that: electroplate the layer of metal layer earlier in I shape magnetic core two bottom surfaces as electrode, then the I shape magnetic core is placed on the anchor clamps of spot welding machine and winds the line, adopt the spot welding machine direct-current electric welding technology of being convenient to automation mechanized operation to carry out spot welding again and connect, be coated on the inductance coil top layer with magnetic epoxy glue at last.
Described I shape magnetic core electroplating technology is to electroplate the layer of metal layer in I shape magnetic core two bottom surfaces as electrode, with compression inductor height.
Described wire winding is the I shape magnetic core to be placed on the anchor clamps of spot welding machine wind the line.
Described direct-current electric welding process using is convenient to the spot welding machine direct-current electric welding technology of automation mechanized operation, carry out spot welding by the spot welding machine anchor clamps, this technology replaces traditional tin plating technique, less to product damage itself, can accurately locate the welding position, welding back size is identical with specifications of raw materials basically, do not use any scolder, directly convert electrical energy into moment heat energy, environmentally safe, welding equipment power is less.
Described magnetic glue cladding process is to be coated on the inductance coil top layer with magnetic epoxy glue, reach the effect of closing magnetic, improve inductance performance, reduce the wire rod consumption simultaneously, substitute magnet ring, greatly economical with materials cost with magnetic, can block electromagnetic radiation, play anti-EMI effect, reduce by 20% before the product loss, product power is than preceding lifting 30%.
The invention has the beneficial effects as follows: the present invention adopts novel advanced manufacturing process, makes the inductance of production reach ultra-thin, microminiature; Because having adopted spot welding machine direct-current electric welding technology with low cost and that be convenient to automation mechanized operation to carry out spot welding connects, improve product percent of pass and reduced a plurality of operations, product cost greatly reduces, and can better controlled the height dimension of product, and be convenient to the machine automation and produce fast; Be coated on the inductance coil top layer with magnetic epoxy glue, reach the effect of closing magnetic, improved inductance performance, reduced the wire rod consumption simultaneously.
Description of drawings
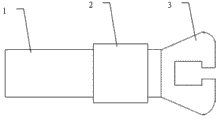
Accompanying drawing 1 is the structural representation of spot welding machine anchor clamps.
Accompanying drawing 2 is core structure schematic diagrames.
Among the figure, the 1-clamp rod, the 2-control ring, the 3-anchor clamps are grabbed, the 4-magnetic core.
Embodiment
Below in conjunction with accompanying drawing the present invention is described in further detail.
Shown in accompanying drawing 1, accompanying drawing 2, a kind of manufacturing process of microminiature inductance, comprise I shape magnetic core electroplating technology, wire winding, direct-current electric welding technology, magnetic glue cladding process, electroplate the layer of metal layer earlier in I shape magnetic core two bottom surfaces as electrode, then the I shape magnetic core is placed on the anchor clamps of spot welding machine and winds the line, adopt the spot welding machine direct-current electric welding technology of being convenient to automation mechanized operation to carry out spot welding again and connect, be coated on the inductance coil top layer with magnetic epoxy glue at last.
Described I shape magnetic core electroplating technology is to electroplate the layer of metal layer in I shape magnetic core (4) two bottom surfaces as electrode, with compression inductor height.
Described wire winding is the I shape magnetic core to be placed on the spot welding machine anchor clamps wind the line.
Described direct-current electric welding process using is convenient to the spot welding machine direct-current electric welding technology of automation mechanized operation, carry out spot welding by the spot welding machine anchor clamps, the spot welding machine anchor clamps are by clamp rod (1), control ring (2), anchor clamps are grabbed (3) and are formed, control ring (2) is grabbed (3) and is connected with anchor clamps, anchor clamps are grabbed (3) and are grabbed by four branches and form, specific implementation process is as follows: clamp rod (1) is fastened on the spot welding machine, when carrying out spot welding, control ring (2) is moved toward clamp rod (1) rear end, control ring (2) drives the spring of clamp rod (1) the inside, make anchor clamps grab (3) and open, clamp magnetic core (4) and carry out spot welding.This technology replaces traditional tin plating technique, less to product damage itself, can accurately locate the welding position, welding back size is identical with specifications of raw materials basically, does not use any scolder, directly convert electrical energy into moment heat energy, environmentally safe, welding equipment power is less, is 1/10 of traditional tin equipment, product shortened the unmanageable problem of size useful life when power consumption seldom solved on the high temperature tin.
Magnetic glue cladding process is coated on the inductance coil top layer with magnetic epoxy glue, reaches the effect of closing magnetic, improves inductance performance, reduces the wire rod consumption simultaneously.Substitute magnet ring with magnetic, greatly the economical with materials cost can be blocked electromagnetic radiation, plays anti-EMI effect, reduces by 20% before the product loss, and product power is than preceding lifting 30%.
By above execution mode, the inductance that the present invention makes production reaches ultra-thin, microminiature, and length is 2 ± 0.2mm, and wide is 1.6 ± 0.2mm, and height is 0.7mmMax, and inductance is 6.8 μ H ± 15%.
Because having adopted spot welding machine direct-current electric welding technology with low cost and that be convenient to automation mechanized operation to carry out spot welding connects, improved product percent of pass, reduced a plurality of operations, product cost greatly reduces, and can better controlled the height dimension of product, and be convenient to the machine automation and produce fast; Be coated on the inductance coil top layer with magnetic epoxy glue, reach the effect of closing magnetic, improved inductance performance, reduced the wire rod consumption simultaneously.
Claims (5)
1. the manufacturing process of a microminiature inductance, comprise I shape magnetic core electroplating technology, wire winding, direct-current electric welding technology, magnetic glue cladding process, it is characterized in that: electroplate the layer of metal layer earlier in I shape magnetic core two bottom surfaces as electrode, then the I shape magnetic core is placed on the anchor clamps of spot welding machine and winds the line, adopt the spot welding machine direct-current electric welding technology of being convenient to automation mechanized operation to carry out spot welding again and connect, be coated on the inductance coil top layer with magnetic epoxy glue at last.
2. the manufacturing process of a kind of microminiature inductance according to claim 1 is characterized in that: described I shape magnetic core electroplating technology is to electroplate the layer of metal layer in I shape magnetic core two bottom surfaces as electrode, with compression inductor height.
3. the manufacturing process of a kind of microminiature inductance according to claim 1 is characterized in that: described wire winding is the I shape magnetic core to be placed on the anchor clamps of spot welding machine wind the line.
4. the manufacturing process of a kind of microminiature inductance according to claim 1, it is characterized in that: described direct-current electric welding process using is convenient to the spot welding machine direct-current electric welding technology of automation mechanized operation, carry out spot welding by the spot welding machine anchor clamps, this technology replaces traditional tin plating technique, less to product damage itself, can accurately locate the welding position, welding back size is identical with specifications of raw materials basically, do not use any scolder, directly convert electrical energy into moment heat energy.
5. the manufacturing process of a kind of microminiature inductance according to claim 1 is characterized in that: described magnetic glue cladding process is coated on the inductance coil top layer with magnetic epoxy glue, reaches the effect of closing magnetic, improves inductance performance, reduces the wire rod consumption simultaneously.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011101009349A CN102231323A (en) | 2011-04-21 | 2011-04-21 | Manufacturing process of subminiature inductor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011101009349A CN102231323A (en) | 2011-04-21 | 2011-04-21 | Manufacturing process of subminiature inductor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102231323A true CN102231323A (en) | 2011-11-02 |
Family
ID=44843880
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011101009349A Pending CN102231323A (en) | 2011-04-21 | 2011-04-21 | Manufacturing process of subminiature inductor |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102231323A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105551780A (en) * | 2016-01-28 | 2016-05-04 | 深圳市麦捷微电子科技股份有限公司 | High-performance side-welding winding power inductor |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1187014A (en) * | 1996-11-29 | 1998-07-08 | 太阳诱电株式会社 | Wire wound electronic component and method for manfacturing the same |
| CN1691221A (en) * | 2004-04-21 | 2005-11-02 | 株式会社村田制作所 | Wire-wound coil and method for manufacturing the same |
| US7449984B2 (en) * | 2003-12-10 | 2008-11-11 | Sumida Corporation | Magnetic element and method of manufacturing magnetic element |
| CN201788780U (en) * | 2010-05-29 | 2011-04-06 | 比亚迪股份有限公司 | Surface-mounted inductor |
-
2011
- 2011-04-21 CN CN2011101009349A patent/CN102231323A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1187014A (en) * | 1996-11-29 | 1998-07-08 | 太阳诱电株式会社 | Wire wound electronic component and method for manfacturing the same |
| US7449984B2 (en) * | 2003-12-10 | 2008-11-11 | Sumida Corporation | Magnetic element and method of manufacturing magnetic element |
| US7523542B2 (en) * | 2003-12-10 | 2009-04-28 | Sumida Corporation | Method of manufacturing a magnetic element |
| CN1691221A (en) * | 2004-04-21 | 2005-11-02 | 株式会社村田制作所 | Wire-wound coil and method for manufacturing the same |
| CN201788780U (en) * | 2010-05-29 | 2011-04-06 | 比亚迪股份有限公司 | Surface-mounted inductor |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105551780A (en) * | 2016-01-28 | 2016-05-04 | 深圳市麦捷微电子科技股份有限公司 | High-performance side-welding winding power inductor |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7089576B2 (en) | Manufacturing method of integrated chip inductor consisting of metal magnetic powder core | |
| CN105185507B (en) | Chip electronic device and the plate for installing chip electronic device | |
| CN202887902U (en) | Molding power inductance component | |
| CN102856037A (en) | Power inductance element formed by molding and manufacturing method thereof | |
| CN102122563B (en) | Wire wound inductor and manufacturing method thereof | |
| CN102682951B (en) | High-power flat inductor and method for manufacturing same | |
| CN103474201A (en) | Pulse transformer and manufacturing method thereof | |
| CN206610709U (en) | A kind of novel vertical thin type great current inductor | |
| CN104183359A (en) | Sendust powder integrated pressing inductor and production process thereof | |
| CN102231323A (en) | Manufacturing process of subminiature inductor | |
| CN201829300U (en) | Small-sized planar common mode choke | |
| CN203397870U (en) | Magnetic glue inductor | |
| CN108417364A (en) | A kind of novel high-power planar transformer method for winding | |
| CN110706879B (en) | High-performance manganese zinc SMD chip inductor and production process thereof | |
| CN205542250U (en) | Inductor structure | |
| CN205723097U (en) | A kind of Novel chip inductor | |
| CN1812011A (en) | Solenoid micro inducer based on amorphous FeCuNbCrSiB magnetic film | |
| CN106159423B (en) | Integrated anti-interference closed wire and preparation method thereof | |
| CN113223824A (en) | High-capacity power inductor convenient for automatic production | |
| CN207217252U (en) | A kind of assembly type transformer | |
| CN206921607U (en) | Surface metalation is integrally formed SMD inductance | |
| CN221946929U (en) | Thin power inductor | |
| CN221040799U (en) | Amorphous magnetic ring vehicle-mounted audio frequency inductor | |
| CN212625103U (en) | Integrated into one piece inductance structure of DIP commentaries on classics SMD | |
| CN213366303U (en) | Flat high-current inductor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20111102 |