US3523650A - Roving and method and apparatus for forming and packaging same - Google Patents
Roving and method and apparatus for forming and packaging same Download PDFInfo
- Publication number
- US3523650A US3523650A US696167A US3523650DA US3523650A US 3523650 A US3523650 A US 3523650A US 696167 A US696167 A US 696167A US 3523650D A US3523650D A US 3523650DA US 3523650 A US3523650 A US 3523650A
- Authority
- US
- United States
- Prior art keywords
- package
- roving
- guide
- traverse
- filaments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/03—Drawing means, e.g. drawing drums ; Traction or tensioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/06—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers for making cross-wound packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/36—Yarn-guide advancing or raising mechanisms, e.g. cop-building arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/40—Arrangements for rotating packages
- B65H54/52—Drive contact pressure control, e.g. pressing arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/312—Fibreglass strands
- B65H2701/3122—Fibreglass strands extruded from spinnerets
Definitions
- Sheets-Sheet 1 may iil:
- the invention relates to a roving and to a method of and apparatus for forming fibers or filaments of the roving by attenuating streams of mineral material into fibers or filaments and winding the roving in a package having ends in parallel planes, the method including the steps of sensing enlargement of the package and positioning a thread guide under the influence of the sensor to maintain the guide close to the package and compacting the roving at the ends of the package.
- This invention relates to a method of and apparatus for forming heat-softenable material to filaments and packaging the newly formed filaments, and more particularly to atenuating streams of heat-softened material such as glass to filaments, forming a roving of the filaments and winding the roving into a package.
- the present invention embraces a method of attenuating streams of heat-softened mineral material, such as glass, into continuous filaments, combining the filaments into a roving and winding the roving into a package in a manner providing a substantially cylindrical package with square or planar ends in parallel planes normal to the axis of the wound package whereby a package of roving of comparatively large size may be produced economically.
- the invention embraces the provision of a method of producing substantially large packages of continuous filament roving wherein the roving is traversed during winding of the package in a manner to produce a cylindricallyshaped wound package with planar ends without the use of support means for the ends of the package.
- An object of the invention embraces a novel roving product wherein a large number of streams of glass are attenuated to continuous filaments simultaneously and the filaments gathered into untwisted bundled relation providing a roving wherein the filaments are not adhered one to another by coating material.
- An object of the invention resides in a provision of a wound package of continuous filament roving and a method of forming a wound package of roving wherein the roving is traversed during package formation to effect collection of the roving in successive layers of equal length and wherein the pattern of deposition of the roving in each layer is maintained throughout the entire package by varying and correlating the rate of movement of the traverse proportional to the increasing size of the package during its formation.
- Another object of the invention resides in a method of winding a multifilament roving into a package wherein the roving is traversed during collection to provide a package of successive superposed layers, the method involving compacting the roving adjacent each end region of the package during traversing of the roving and thereby promote the formation of a cylindrically shaped package having square ends.
- Another object of the invention embraces a method of guiding a roving onto a package with a traverse guide disposed close to the package and controlling the position of the traverse guide as the package increases in size to continuously maintain the guide close to the peripheral surface of the package.
- Another object of the invention resides in a method of controlling the relative position of a traverse guide for the roving being wound into package formation wherein a sensing medium is influenced by the enlarging package to control the position of a traverse guide means for the roving relative to the package.
- Another object resides in a sensing means which is influenced by the package as the latter increases in size to actuate mechanism for moving the traverse guide radially of the package through successive incremental distances only suflicient to maintain the traverse guide close to the peripheral surface of the package throughout its formation.
- Another object of the invention resides in engaging a guide for the roving with the end regions of the package being formed during traversing of the roving to compact or compress the roving at the package ends.
- Another object embraces a method of attenuating and converging filaments of glass directly into a roving and packaging the roving wherein the quantity of the filaments and size of the filaments are such as to effect a sufficiently high unit throughput of glass from a stream feeder and thereby secure economic advantages to an extent that the large number and size of filaments facilitates a comparatively slow linear rate of filament attenuation and slow traverse of the roving during packaging to thereby substantially eliminate interabrasion of the filaments during collection providing a roving of high quality at reduced cost.
- Another object of the invention is the provision of a method of winding a roving into a package in a manner whereby a comparatively large package may be formed having square ends and without end supports for the package during winding.
- Another object of the invention resides in an apparatus embodying an arrangement for accumulating roving at a region spaced from the package forming region during periods of start-up until the filaments of the roving attain a substantially constant linear speed to provide a roving fashioned of filaments of uniform size.
- Another object of the invention resides in an appara tus and arrangement for resetting a traverse guide for the roving from the position at the completion of a package to a position for properly guiding the roving onto an empty collector at the start of a package.
- Another object of the invention resides in a combined sensor and guide for a roving positioned close to the package of roving being formed, the combined sensor and roving guide being mounted for traverse lengthwise of the package and disposed whereby the same is engaged by the package at the regions of reversal of the traverse at the ends of the package to exert a force or pressure against the end regions of the package to compact the roving at said end regions to form a package of cylindrical shape having square ends and wherein a predetermined pressure between the sensor and the package actuates means to reposition the sensor and roving guide relative to the package to accommodate the enlarging package.
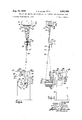
- FIG. 1 is a semi-diagrammatic front elevational view of an apparatus for carrying out the method of forming and packaging roving of continuous filaments of heatsoftenable material;
- FIG. 2 is a side elevational view of the apparatus illustrated in FIG. 1;
- FIG. 3 is an enlarged front elevational view of the package size sensor and guide for the roving and means for traversing the roving during package formation;
- FIG. 4 is a sectional view showing the package size sensor and traverse guide means for the roving and switch means for controlling the circuit of traverse positioning means;
- FIG. 5 is a top plan view of a portion of the traverse mounting arm shown in FIG. 3 illustrating the sensor and guide for the roving;
- FIG. 6 is an elevational view of the package of roving showing the method of compacting the roving at the end regions of the package by the traverse guide;
- FIG. 7 is an isometric view of a completed package of roving illustrating the square ends of the package
- FIG. 8 is a schematic illustration of components of the apparatus for packaging the roving and controls therefor.
- the method and apparatus of the invention are particularly usable for forming filaments of heat-softened mineral material such as glass and producing roving of the filaments and packaging the roving, it is to be understood that the method and apparatus may be utilized for forming and packaging roving formed of other fiberforming materials.
- FIGS. 1 and 2 of the drawings there is illustrated a receptacle or feeder 10 containing a supply of heat-softened glass or other filament-forming material.
- the feeder .10 may be connected with a forehearth (not shown) supplied with glass from a furnace, or the glass may be reduced to heat-softened condition in a melter or other means connected with the feeder 10.
- the feeder or receptacle 10 is provided at its ends with terminal lugs 12 adapted to be connected with a source of electric energy for supplying heat to the material in the receptacle to maintain the material at the proper temperature and viscosity for forming filaments.
- the floor or tip section 14 of the feeder 10 is equipped with a large number of depending projections or tips 16, the tips having orifices therein for flowing streams 18 of the glass or other filament-forming material from the feeder.
- a feature of the invention involves forming a roving 22 by converging a large number of filaments attenuated directly from the glass streams 18 into untwisted bundled relation by a gathering shoe 24.
- the roving comprises at least one thousand individual continuous filaments and preferably contains two thousand or more filaments simultaneously attenuated from streams flowing from the feeder 10.
- the individual filaments are of an average diameter of twenty hundred thousandths of an inch or more.
- the large number of filaments making up the roving and the size of the filaments enables attenuation at comparatively slow linear speed of about four thousand five hundred feet per minute with a slow traverse during package formation.
- the high throughput of glass facilitates production of the roving at a low cost.
- a second shoe or guide 25 for the roving may be provided as shown in FIGS. 1 and 2.
- Nozzles 23 may be provided for directing sprays of water onto the newly formed filaments.
- an applicator housing 26 supports an applicator 28 which, as shown in FIG. 2, may be an endless belt partially immersed in coating material contained in the housing for transferring the coating material. to the filaments through wiping action of the filaments engaging a film of coating material on the applicator belt 28.
- the roving 22 is collected in a package by a winding machine or apparatus 32, the roving being wound onto a collector, such as a tube or sleeve 34, telescoped onto a rotatable collet 36.
- a collector such as a tube or sleeve 34
- the winding of the roving into a package attenuates the glass streams 18 to filaments 20.
- the winding collet 36 is rotated by an electrically energizable motor 38 contained within a housing 40 of the winding machine.
- the speed of the motor 38 varied in a manner hereinafter explained to reduce the rotational speed of the winding collet 36 as the package of roving 35 increases in size so as to maintain substantially constant the linear speed of the filaments to attenuate filaments of uniform size.
- An important feature of the invention resides in the method and arrangement for guiding and traversing the roving as it is wound into a package wherein the traverse guide for the roving is maintained at all times close to the package in order that the roving is properly distributed on the package and is compacted at the end regions of the package.
- the method involves the step of compacting the roving at the package ends, viz at the region of reversal of a traverse means for the roving to provide support for each succeeding layer to assure the formation of a square end package and eliminating a stair-step or tapering effect and consequently any tendency for the roving to slough off at the package ends, the package being formed without lateral support for the ends of the package.
- the traverse guide means for the roving is mounted on a support means or arm 60, shown in FIGS. 1 through 4, provided with a hollow or tubular horizontal section 62 in which a traverse actuating means or member 64 is journally mounted for rotation.
- the member 64 is of cylindrical shape and is fashioned with a multiple return groove or cam 66 for reciprocating a traverse member 68.
- the axis of the traverse actuator 64 is parallel with the axis of the winding collet 36.
- the traverse member 68 which may be of metal or rigid resinous material, is fashioned with grooves 70, the grooves accommodating ways 72 provided on the member 62 and which are parallel with the axis of the traverse actuator 64 providing for reciprocable movement of the traverse 68 along the ways 72.
- the traverse 68 is equipped with a cam follower 74 of arcuate shape fitting in the cam groove 66.
- the follower 74 is formed with a tenon portion 76 which is journaled for pivotal movement in the traverse member 68, as shown in FIG. 4, to accommodate swivel or pivotal movement of the follower 74 at the reversal regions 66' of the multiple return groove 66.
- the traverse member 68 is equipped with a guide means 78 for the roving, the guide means 78 also functioning to compact the roving at the ends of the package and to sense increase in the size of the package.
- the traverse guide 78 for the roving includes a disclike portion 80 having a stem or shaft 82 slidably mounted in openings in bars 83 and 84 of the traverse member 68.
- the portion 80 supports a pad or member 86 of micarta or other material having a recess or slot 87 accommodating the roving 22 for guiding the roving onto the package during reciprocating traverse of the guide.
- An abutment member or pin 88 carried by the stem 82 limits the outermost position of the pad 86.
- An expansive coil spring 90 engages the bar 84 and a washer 92 adjacent the pin 88 for biasing the traverse guide member toward the periphery of the package 35 on the collet 36.
- the rotatable traverse actuator 64 journaled inthe horizontal section 62 of the arm 60, has a shaft portion 94 equipped with a sprocket 95 connected by a nonslipping belt 96 with a second sprocket 98, the latter being mounted on a shaft 99 which is driven through suitable transmission gearing 100 from an electrically energizable motor 102, or connected through a nonslipping means with motor 38 to positively maintain constant ratio.
- the shaft 99 extends through a hollow portion 104 of the arm 60 extending into and journaled in bearings (not shown) mounted within the winding machine housing 40.
- the traversing cam 64 is rotated by the motor 102, or through other mechanical means, independently of the relative position of the arm 60.
- the traverse guide is reciprocated at a comparatively slow speed as filament attenuation is carried on at a comparatively slow speed.
- the method of the invention involves maintaining the guide 78 close to the package and includes an arrangement responsive to the increase in size of the package for moving or repositioning the traverse support arm 60 to accommodate the enlarging package while maintaining the guide means 78 for the roving in substantially the same position close or adjacent to the periphery of the package throughout the formation of the package.
- This arrangement includes means for initiating incremental movements of the arm 60 and the traverse guide 78 for the roving away from the package as the package increases in size.
- the journal portion 104 of the arm 60 is connected by power transmission mechanism 106 including speed reducing mechanism 108 with a motor 110.
- the motor 110 is of a comparatively slow speed synchronous type rotating at about 70 r.p.m.
- the power transmission mechanism and speed reducing gearing may be of the planetary type although any suitable mechanism may be used to effect a high ratio reduction between the motor 110 and the arm 60.
- the motor 110 for shifting the position of the traverse support arm 60 is in circuit with means for energizing and controlling the operation of the motor 110 through a sensing medium brought into operation by increase in the size of the package of roving.
- a microswitch 118 Mounted on the traverse 68 is a microswitch 118, the operative plunger 120 of the microswitch being aligned with the plunger or stem 82.
- the pad 86 of the guide 78 is adapted to be engaged by the package upon an increase in size of the package and provides a sensor for repositioning the arm 60 and the traverse mechanism carried thereby whenever the package engages the member 86 to depress the stem or plunger 82 to actuate the microswitch 118 to energize the motor to effect a very slight rotation of the arm 60 about the axis of shaft 99 laterally away from the package.
- a timer or time delay relay 122 regulates the duration of rotation of the motor 110 initiated by the closing of the microswitch 118 to move the strand guide and sensor 78 a very slight distance away from the package in increments, an increment of movement taking place with each actuation of the plunger of the microswitch by the stem 82 of the sensor 78 when the enlarging package exerts suflicient radial pressure on the traverse guide 86 to compress the spring 90. It is preferable that the package size sensor circuit for moving the traverse support arm 60 be rendered operative when the traverse guide 78 is adjacent an end region of the package.
- the circuit through the microswitch 118 includes a spring contact member 124 which is adapted for engagement with a contact 126 mounted adjacent the region of reversal 66 at one end of the cam 64, the contact 126 being insulated from the horizontal section 62 of the traverse support means.
- the contact 124 engages the contact 126 through a short distance of traverse of the member 68 at one region of its reversal of movement.
- the sensor circuit is rendered elfective when the traverse member 68 is in a position engaging contact 124 with contact 126.
- a second set of contacts (not shown) similar to contacts 124 and 126 is provided for the other current conductor connected with the microswitch 118.
- the traverse member 68 In operation of the traverse member 68 the member reciprocates full length of the cam groove 66 in one direction and at the region of reversal 66' reverses its direction and travels uninterrupted in the opposite direction until its reversal at the opposite end of the cam groove 66.
- the successive wraps or convolutions of roving are not in crossing relation but are collected in successive layers in which the convolutions of a layer are wound in the same direction with the Wraps or convolutions of adjacent layers wound in a different direction to form a way wound package.
- the method of the invention includes the steps of compacting the roving radially of the package at each end region of the package during package formation. This is accomplished by the traverse guide 78 for the roving.
- the expansive spring 90 surrounding the stem or rod 82, shown in FIG. 5, is fashioned to exert radial pressure against the roving in the end regions of the package sufiicient to compact the roving at said regions whereby to form a cylindrically shaped package as shown in FIG. 7 with square ends 132, viz the ends lying in parallel planes normal to the longitudinal axis of the package.
- a conventional carpenters square 133 engaging the package in the manner shown in FIG. 7 serves to illustrate the cylindrical package with square ends. Through this method a way wound package is produced without the use of package end supports during winding.
- the package is self-supporting and upon removal of the completed package 35 and collector 34, the collector, being a thin walled tube, may be collapsed and removed from the interior of the package so that the roving may be withdrawn from the inside of the package for further processing.
- the arrangement includes means for moving the traverse arm 60 and traverse guide away from the package at its completion in order to facilitate removing or dofiing the completed package from the collet 36, and for resetting or repositioning the traverse guide close to an empty collector telescoped onto the winding collet 36 upon which a new package is to be formed.
- a cylinder 134 mounted within the housing 40 is a cylinder 134, shown in broken lines in FIGS. 1 and 2, in which is disposed a piston 135 attached to a piston rod 136, the piston rod being connected as at 138 with a member 140 secured to an extending portion 142 of the traverse arm construction 60.
- the cylinder 134 is equipped with fluid conveying tubes 144 and 146 to convey fluid such as compressed air, into the cylinder to move the piston rod in either direction for moving the traverse arm portion 62 toward or away from the winding collet 36.
- Means is also provided for releasing a planetary ring of the speed reduction mechanism 108 arranged between the motor 110 and the drive shaft 99 for driving the traverse cam 64.
- a cylinder 150 is provided with a piston and piston rod for actuating a clutch means (not shown) for engagement and disengagement with a planetary ring of the mechanism 108 to render ineffective the planetary speed reducing mechanism between the motor 110 and the arm 60 to enable fluid under pressure such as compressed air introduced into the cylinder 134 to move the traverse arm 60 independently of the drive motor 110 and the speed reducing mechanism 108.
- a roving take-up or pull roll 160 is journaled in bearings (not shown) contained within the housing 40, the roll being driven by a motor 161, shown in FIG. 8, energized by switch means 162 controlled by the operator.
- the purpose of the roving take-up roll 160 is to effect substantially continuous attenuation of the filaments forming the roving during the period of initial start-up and during the period in which the completed package is brought to reset, removed from the collet and an empty collector placed upon the collect preparatory to forming a new package.
- attenuation of the streams to filaments is maintained substantially continuous so as not to appreciably impair or afiect the thermal conditions in the feeder during transfer of the roving onto an empty collector.
- the circuits and programmer for controlling the several motors to accomplish the performance of method steps in winding packages of roving are schematically illustrated in FIG. 8.
- the programmer 165 is for varying the speed of the collet drive motor 38 and varying the speed of the traverse drive motor 102 and for conveying current to the traverse arm actuating motor 110.
- the programmer 165 is of the character disclosed and described in Smith Pat. 3,109,602 wherein the speed of the collet driving motor 38 is gradually reduced as the package of roving increases in size and the speed of the traverse drive motor 102 is gradually reduced in order to maintain uniform the pattern of orientation of the roving in the package.
- the rate of progressive decrease in speed of the collect motor 38 is programmed to maintain substantially constant the linear speed of the filaments being attenuated in order that the filaments be of uniform size, and the traverse rotor is proportionately reduced in speed to facilitate the formation of a cylindrically-shaped package of roving having square ends.
- the cycle of operations and sequence of method steps in forming a roving package is as follows: During formaof a package on the rotating collector 34, the advancing roving is being traversed by the traverse guide 78 which is reciprocated lengthwise of the package through the drive transmitted by the multiple return groove or cam 66 on the rotating traverse drive member "64 communicated to the traverse member 68 through the cam follower 74 engaged in the groove 66.
- the roving is traversed throughout the full length of the package at each reciprocation of the traverse member 68 so that the successive wraps of roving are in way Wound relation.
- the traverse guide member 86 under the influence of the force of the spring 90, exerts radial pressure on the roving in the package at the end regions thereof to compact the roving to successfully form a cylindrically-shaped square end package as herein'before described.
- the traverse guide 86 In order to properly guide the roving as it is collected in the package, the traverse guide 86 should be substantially continuously maintained as close as practicable to the package.
- the package is progressively enlarging in diameter and the sensor arrangement for maintaining the traverse guide 78 close to the package functions as follows: As the package diameter increases, it exerts radial pressure on the guide 86 compressing the spring 90, the spring pressure compacting the roving at the ends of the package.
- the enlarging package further compresses the spring 90 until the plunger or stem 82 engages and depresses the plunger or operative member 120 of the microswitch 118 to close this switch.
- the contact 124 engages the contact member 126 carried by the traverse support 62 and completes a circuit through the time delay relay 122 to energize the motor 110.
- the rotation of the motor through the speed reducing mechanism 108 effects a slight rotation of the arm 60 about the axis of shaft 99 in a counterclockwise direction as viewed in FIG. 1 to move the traverse guide 86, member 68 and associated components a slight distance away from the periphery of the package.
- the time delay relay 122 shown in FIG. 8, is of a character to maintain the motor 110 energized for a period of time to move the arm 60 and the traverse means 78 sufficient to relieve the compression of the spring 90 with the surface of the traverse guide 86 engaging the surface of the package or spaced not more than about 1 of an inch from the package.
- Package winding continues with the arm 60 and section 62 in the re-adjusted position until the enlarging package again compresses the spring 90 to an extent to move the plunger 82 to actuate the plunger of the microswitch 118, this operation again closing the circuit of the motor 110 through the time delay relay 122 and repositioning the traverse support arm 60 and traverse guide 86.
- a stop switch button 167 When the package 35 is completed, the operator depresses a stop switch button 167, de-energizing, through the programmer, the collet motor 38 and the traverse drive motor 102, and energizes the pull roll drive motor 161.
- Solenoid actuated valve means (not shown) is energized by the switch button 167 to direct compressed air to the cylinder (shown in FIG. 2) to release the planetary gearing 108 from the motor 110 and concomitantly direct compressed air through tube 146 into the right-hand end of cylinder 134 to move the piston 135 to swing the traverse arm 60 to its outermost position away from the completed package.
- the operator breaks the roving and snubs the advancing roving onto the rotating pull or take-up roll to continue attenuation of the filaments.
- the operator doffs or removes the completed package from the collet and telescopes an empty tube 34 onto the collet.
- the operator depresses a foot-operated switch means to maintain an interruption of the circuit to the collet drive motor 38.
- valve means (not shown) to admit compressed air to the left-hand end of cylinder 134 to swing the traverse arm clockwise to its innermost position to bring the traverse guide 86 close to the empty collector as shown in broken lines in FIG. 1 and to release air pressure in the cylinder 150 for reestablishing the drive connection between the motor 110 and the traverse arm 60.
- the operator positions the advancing roving in the path of the traverse guide 86 which is self-threading, the roving automatically entering the groove 87 and traversing and package winding of the roving is carried on.
- the collet motor 38 rotates the collet 36 at the proper speed to attenuate the streams 16 to continuous filaments and, as the package increases in size, the programmer 165 automatically and progressively reduces the speed of the collet drive motor 38 so as to maintain substantially constant the linear travel of the filaments so that the filaments throughout the package are of uniform size and progressively reduces the speed of the traverse member 68 to maintain the proper orientation of the roving throughout the package.
- the package 35 of roving wound according to the method of and by the apparatus of the invention comprises successive layers of equal length and has square ends, that is, the planes of the ends are in substantial parallelism and the periphery of the package of cylindrical shape.
- the packages are wound without end supports.
- the method of forming the package eliminates sloughing of the roving at the package ends and enables the production of comparatively large packages of roving containing upwards of ninety pounds of roving in a single package.
- the method of forming and packaging the multifilament roving substantially eliminates the so-called catenary effect heretofore encountered in forming roving usually resulting from unequal tension of the filaments.
- the package of roving may be readily processed through a drying operation or the package impregnated with coating material if desired.
- the method and apparatus for guiding the roving onto the package by guide means disposed close to the package and sensing the enlarging package to successively reposition the traverse guide enables constant control of the roving by the traverse guide to eflect a repetitive pattern of orientation of the roving in each layer of roving and secure substantially uniform tension throughout the package.
- the use of the method of the invention results in a novel roving of filaments of glass which are directly attenuated from glass streams and the roving collected in comparatively large packages and at low cost rendering the method commercially economical.
- a method of packaging a bundle of fibers including winding the bundle of fibers into a package upon a rotating collector, traversing the advancing bundle of fibers by a guide at the region of collection of the bundle of fibers in the package, sensing enlargement of the package by a sensor responsive to the enlarging package, maintaining the guide close to the package under the influence of the sensor, and compacting the bundle of fiebrs by the guide at the end regions of the package.
- a method of producing and packaging a bundle of continuous filaments including flowing streams of heatsoftened glass from a supply, attenuating the streams into continuous filaments, winding the bundle of filaments into a package upon a rotating collector, traversing the advancing bundle of filaments by a guide at the region of collec tion of the bundle of filaments in the package, sensing enlargement of the package by a sensor responsive to the enlarging package, positioning the guide under the influence of the sensor to maintain the guide close to the package at the region of collection of the bundle of filaments in the package, and compacting the bundle of filaments by the guide at the end regions of the package.
- a method of producing and packaging roving of continuous filaments including flowing streams of heatsoftened glass from a supply, attenuating the streams into continuous filaments by winding the roving of filaments into a package upon a rotating collector, engaging the advancing roving with a traverse guide close to the package at the region of collection of the roving in the package, reciprocating the traverse guide to distribute the roving lengthwise of the package, sensing the enlarging package by a sensor engaged by the package, moving the traverse guide under the influence of the sensor and radially of the package sufiiciently to continuously maintain the guide close to the package throughout the formation of the package, and compacting the roving by the guide at the end regions of the package.
- a method of producing and packaging a roving of continuous filaments including flowing streams of heatsoftened glass from a supply, attenuating the streams to continuous filaments by winding the roving into a package on a rotating collector, engaging the roving with a guide close to the package, traversing the guide to distribute the roving lengthwise of the package to form a way Wound package, sensing the enlarging package by a sensor, periodically shifting the guide radially of the package under the influence of the sensor as the package increases in size to maintain the guide close to the package throughout package formation, varying the speed of the winding collector as the package increases in size to maintain the size of the filaments substantially uniform, con comitantly varying the speed of traverse of the guide to maintain constant the pattern of orientation of the roving throughout the package, and compacting the roving by the guide at the end regions of the package during formation of the package.
- Apparatus for packaging a linear material comprising, in combination, support means, a, rotatable col lector journaled on the support means upon which the linear material is wound into a package, means for rotating the collector, a guide for the linear material disposed close to the package at the region of collection of the material in the package, relatively movable means mounted by the support means carrying said guide, and sensing means responsive to the enlarging package for moving the relatively movable means to maintain the guide at the region of collection of the linear material throughout the formation of the package, said guide engaging the package at its end regions to compact the linear material at said regions.
- Apparatus for packaging linear material comprising, in combination, support means, a rotatable collector joumaled on the support means upon which the linear material is wound into a package, means for rotating the collector, a guide for the linear material disposed close to the package at the region of collection of the bundle of fibers in the package, relatively movable means mounted by the support means carrying said guide, means for traversing the guide to distribute the linear material lengthwise of the package to form a way wound package, and sensing means responsive to the enlarging package for moving the relatively movable means to maintain the guide at the region of collection of the linear material throughout the formation of the package, said guide engaging the package at its end regions to compact the linear material at said regions.
- Apparatus for packaging a linear bundle of fibers comprising, in combination, a support, a rotatable collector journaled on the support upon which the linear bundle is wound in a package, means for rotating the collector, a traverse member, means movably mounted on the support and carrying the traverse member, guide means for the bundle of fibers mounted by the traverse member, motive means for moving the means carrying the traverse member, means for reciprocating the traverse member and guide lengthwise of the package, and control means responsive to the enlarging package for initiating operation of said motive means for repositioning the traverse member successively through small incremental distances to maintain the guide in substantially the same position relative to the periphery of the package throughout the formation of the package, said guide engaging the package at its end regions to compact the bundle of fibers at said regions.
- Apparatus for packaging a linear bundle of fibers comprising, in combination, support means, a rotatable collector journaled on the support means upon which the bundle of filaments is wound in a package, means for rotating the collector, a traverse member, means movably mounted on the support means and carrying the traverse member, said traverse member being reciprocable lengthwise of the package, an electrically energizable motor for moving the means carrying the traverse member, guide means for the bundle of fibers mounted by the traverse member, means for reciprocating said traverse member and guide, and switch means in the circuit of said motor, said switch means being actuated by the guide means under the influence of the enlarging package to periodically energize said motor for repositioning the traverse member successively through small incremental distances to maintain the guide in substantially the same position relative to the periphery of the package thoughout the formation of the package, said guide engaging the package at its end regions to compact the bundle of fibers at said regions.
- Apparatus for packaging a linear bundle of fibers comprising, in combination, support means, a rotatable collector journaled on the support means upon which the linear bundle of fibers is wound, means for rotating the collector, a guide for the bundle of fibers disposed close to the package at the region of collection of the bundle of fibers in the package, means for traversing the guide lengthwise of the collector for distributing the bundle of fibers in successive layers of equal length to form a way wound package, means mounted by the support means for moving the traverse guide radially relative to the package, and sensing means responsive to the enlargeing diameter of the package for actuating the traverse guide moving means to move the traverse guide radially of the package to maintain the guide close to the package at the region of collection of the bundle of fibers throughout the formation of the package, said guide engaging the package at its end regions to compact the bundle of fibers at said regions.
- Apparatus for forming and packaging a linear bundle of filaments comprising, in combination, a stream feeder containing heat-softened glass, said feeder having orifices for flowing a plurality of streams of the glass, support means, a rotatable collector journaled on the support means upon which the bundle of filaments is wound in a package to attenuate the streams to filaments, means for rotating the collector, a guide for the bundle of filaments disposed close to the package at the region of collection of the bundle in the package, means mounted on the support means carrying said guide, means for traversing the guide lengthwise of the collector for distributing the bundle in successive layers of equal length to form a way wound package, means for moving the guide carrying means to move the guide radially relative to the package, and sensing means responsive to the increasing diameter of the package controlling the movement of the guide carrying means to maintain the guide close to the package at the region of collection of the bundle throughout the formation of the package, said traverse guide engaging the package at its end regions to compact the bundle at said regions.
- Apparatus for forming and packaging a linear bundle of filaments comprising, in combination, a stream feeder containing heat-softened glass, said feeder having orifices for flowing a plurality of streams of the glass, support means, a rotatable collector journaled on the support means upon which the bundle of filaments is wound in a package to attenuate the streams to filaments, means for rotating the collector, an arm movably mounted on the support means and having a section parallel with the axis of rotation of the collector, a traverse 'block mounted on said section for reciprocable traverse lengthwise of the package, means for moving the arm to change the position of the traverse block radially relative to the package, a guide for the bundle of filaments carried by the traverse block disposed close to the package at the region of collection of the bundle on the package, resilient means biasing the guide toward the package, and means operative through relative movement of the guide by enlargement of the package to actuate the arm moving means for repositioning the traverse block successively through small incremental distance
- a method of packaging a linear bulk fibrous product including winding the product into a package upon a rotating collector, traversing the advancing product by a guide, sensing enlargement of the package by a sensor responsive to the enlarging package, maintaining the guide in predetermined relation to the periphery of the package under the influence of the sensor, and compacting the bulk fibrous product by the guide at the end regions of the package.
- the method of forming and packaging a group of continuous filaments of glass including flowing about two thousand streams of glass simultaneously from a supply, winding the group of filaments on a. rotating collector at a linear speed of about four thousand feet per minute, traversing the advancing group of filaments by a guide at the region of collection in the package through successive equal distances lengthwise of the package to distribute the group of filaments in successive layers of equal length, sensing enlargement of the package by a sensor, maintaining the traversing of the group at the region of collection under the influence of the sensor, and compacting the group of filaments by the guide at the end regions of the package.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Structural Engineering (AREA)
- Textile Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Description
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US455753A US3367587A (en) | 1965-05-14 | 1965-05-14 | Method for forming and packaging roving |
| US69616768A | 1968-01-08 | 1968-01-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3523650A true US3523650A (en) | 1970-08-11 |
Family
ID=27037972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US696167A Expired - Lifetime US3523650A (en) | 1965-05-14 | 1968-01-08 | Roving and method and apparatus for forming and packaging same |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US3523650A (en) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3845912A (en) * | 1972-04-28 | 1974-11-05 | Saint Gobain | Process and devices for the winding of continuous fibers-particularly glass fibers{13 in the form of bobbins |
| EP0025340A1 (en) * | 1979-09-07 | 1981-03-18 | Nitto Boseki Co., Ltd. | Device for continuously winding a continuous elongate element |
| FR2466416A1 (en) * | 1979-09-28 | 1981-04-10 | Fibreglass Ltd | Conditioning linear material esp. continuous glass filaments - during winding of several reels simultaneously ensuring flat parallel ends |
| EP0086412A2 (en) * | 1982-02-17 | 1983-08-24 | Pedex & Co. GmbH | Method of and device for making plastics bundles of bristles and individual bristles |
| EP0561362A2 (en) * | 1992-03-16 | 1993-09-22 | NITTO GLASS FIBER mfg. Co., Ltd. | Glass yarn, method and apparatus for manufacturing the same |
| US5690150A (en) * | 1996-07-16 | 1997-11-25 | Owens-Corning Fiberglas Technology, Inc. | Woven fabric made with a yarn having periodic flat spots |
| US5731084A (en) * | 1996-07-16 | 1998-03-24 | Owens-Corning Fiberglas Technology, Inc. | Zero twist yarn having periodic flat spots |
| US5756149A (en) * | 1996-07-16 | 1998-05-26 | Owens-Corning Fiberglas Technology, Inc. | Method and apparatus for lubricating continuous fiber strand winding apparatus |
| US5806775A (en) * | 1996-07-16 | 1998-09-15 | Owens-Corning Fiberglas Technology, Inc. | Self-supporting yarn package |
| US5839678A (en) * | 1996-07-16 | 1998-11-24 | Owens-Corning Fiberglas Technology, Inc. | Method of controlling flat spots in a zero twist yarn |
| US5853133A (en) * | 1996-07-16 | 1998-12-29 | Owens Corning Fiberglas Technology, Inc. | Apparatus for producing square edged forming packages from a continuous fiber forming process |
| US6019140A (en) * | 1996-07-16 | 2000-02-01 | Advanced Glassfiber Yarns, Llc | Method of weaving a yarn having periodic flat spots on an air jet loom |
| US6349896B1 (en) | 2000-03-21 | 2002-02-26 | Owens Corning Fiberglas Technology, Inc. | Method of controlling strand guide position during package buildup |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2463773A (en) * | 1944-04-14 | 1949-03-08 | Werdna Company | Winding machine |
| US3109602A (en) * | 1960-04-04 | 1963-11-05 | Owens Corning Fiberglass Corp | Method and apparatus for forming and collecting filaments |
| US3254978A (en) * | 1965-03-10 | 1966-06-07 | Pittsburgh Plate Glass Co | Method and apparatus for forming fibers |
| US3367587A (en) * | 1965-05-14 | 1968-02-06 | Owens Corning Fiberglass Corp | Method for forming and packaging roving |
-
1968
- 1968-01-08 US US696167A patent/US3523650A/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2463773A (en) * | 1944-04-14 | 1949-03-08 | Werdna Company | Winding machine |
| US3109602A (en) * | 1960-04-04 | 1963-11-05 | Owens Corning Fiberglass Corp | Method and apparatus for forming and collecting filaments |
| US3254978A (en) * | 1965-03-10 | 1966-06-07 | Pittsburgh Plate Glass Co | Method and apparatus for forming fibers |
| US3367587A (en) * | 1965-05-14 | 1968-02-06 | Owens Corning Fiberglass Corp | Method for forming and packaging roving |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3845912A (en) * | 1972-04-28 | 1974-11-05 | Saint Gobain | Process and devices for the winding of continuous fibers-particularly glass fibers{13 in the form of bobbins |
| EP0025340A1 (en) * | 1979-09-07 | 1981-03-18 | Nitto Boseki Co., Ltd. | Device for continuously winding a continuous elongate element |
| FR2466416A1 (en) * | 1979-09-28 | 1981-04-10 | Fibreglass Ltd | Conditioning linear material esp. continuous glass filaments - during winding of several reels simultaneously ensuring flat parallel ends |
| EP0086412A2 (en) * | 1982-02-17 | 1983-08-24 | Pedex & Co. GmbH | Method of and device for making plastics bundles of bristles and individual bristles |
| EP0086412A3 (en) * | 1982-02-17 | 1986-07-30 | Pedex & Co. Gmbh | Method of and device for making plastics bundles of bristles and individual bristles |
| EP0561362A2 (en) * | 1992-03-16 | 1993-09-22 | NITTO GLASS FIBER mfg. Co., Ltd. | Glass yarn, method and apparatus for manufacturing the same |
| EP0561362A3 (en) * | 1992-03-16 | 1993-10-13 | Nitto Glass Fiber Mfg. Co., Ltd. | Glass yarn, method and apparatus for manufacturing the same |
| US6035667A (en) * | 1992-03-16 | 2000-03-14 | Nitto Glass Fiber Mfg. Co., Ltd. | Method of making glass yarn with controlled tension |
| US5731084A (en) * | 1996-07-16 | 1998-03-24 | Owens-Corning Fiberglas Technology, Inc. | Zero twist yarn having periodic flat spots |
| US5756149A (en) * | 1996-07-16 | 1998-05-26 | Owens-Corning Fiberglas Technology, Inc. | Method and apparatus for lubricating continuous fiber strand winding apparatus |
| US5806775A (en) * | 1996-07-16 | 1998-09-15 | Owens-Corning Fiberglas Technology, Inc. | Self-supporting yarn package |
| US5839678A (en) * | 1996-07-16 | 1998-11-24 | Owens-Corning Fiberglas Technology, Inc. | Method of controlling flat spots in a zero twist yarn |
| US5853133A (en) * | 1996-07-16 | 1998-12-29 | Owens Corning Fiberglas Technology, Inc. | Apparatus for producing square edged forming packages from a continuous fiber forming process |
| US6019140A (en) * | 1996-07-16 | 2000-02-01 | Advanced Glassfiber Yarns, Llc | Method of weaving a yarn having periodic flat spots on an air jet loom |
| US5690150A (en) * | 1996-07-16 | 1997-11-25 | Owens-Corning Fiberglas Technology, Inc. | Woven fabric made with a yarn having periodic flat spots |
| US6040003A (en) * | 1996-07-16 | 2000-03-21 | Owens Corning Fiberglas Technology, Inc. | Method and apparatus for lubricating continuous fiber strand winding apparatus |
| US6349896B1 (en) | 2000-03-21 | 2002-02-26 | Owens Corning Fiberglas Technology, Inc. | Method of controlling strand guide position during package buildup |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3367587A (en) | Method for forming and packaging roving | |
| US3371877A (en) | Method for packaging multistrand roving | |
| US3523650A (en) | Roving and method and apparatus for forming and packaging same | |
| US3090570A (en) | Method and apparatus for forming and collecting filaments | |
| US2622810A (en) | Winding apparatus | |
| US2719336A (en) | Method and apparatus for conveying and severing mineral fibers | |
| US3498550A (en) | Apparatus for forming,processing and packaging multi-strand roving | |
| US3414956A (en) | Method and apparatus for winding plural strands | |
| US3547361A (en) | Apparatus for winding textile material | |
| US2369481A (en) | Manufacture of spun glass fibers | |
| US3365145A (en) | Filamentary roving package | |
| US3292871A (en) | Apparatus for forming and collecting filaments | |
| US3151963A (en) | Apparatus for winding glass strands | |
| US3845912A (en) | Process and devices for the winding of continuous fibers-particularly glass fibers{13 in the form of bobbins | |
| US3041663A (en) | Method and apparatus for forming fibers | |
| US3041664A (en) | Apparatus for forming fibers | |
| US3697008A (en) | Apparatus for packaging linear material | |
| US4085901A (en) | Apparatus for packaging linear material | |
| US3279904A (en) | Method and apparatus for producing a wound textile package having uniform tension | |
| US2448499A (en) | Method of producing strands of intertwisted glass fibers | |
| US2527502A (en) | Method and apparatus for producing glass fibers | |
| US3693896A (en) | Apparatus for winding strands of thermoplastic material, particularly of glass filaments in the course of their production | |
| US4798346A (en) | Method of and apparatus for taking up lightguide fiber | |
| US3281224A (en) | Apparatus for forming and collecting filamentary materials | |
| US3695529A (en) | Traverse device in package winding apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: WADE, WILLIAM, J., DELAWARE Free format text: SECURITY INTEREST;ASSIGNOR:OWENS-CORNING FIBERGLAS CORPORATION;REEL/FRAME:004652/0351 Effective date: 19861103 Owner name: WILMINGTON TRUST COMPANY, DELAWARE Free format text: SECURITY INTEREST;ASSIGNOR:OWENS-CORNING FIBERGLAS CORPORATION;REEL/FRAME:004652/0351 Effective date: 19861103 Owner name: WADE, WILLIAM, J., ONE RODNEY SQUARE NORTH, WILMIN Free format text: SECURITY INTEREST;ASSIGNOR:OWENS-CORNING FIBERGLAS CORPORATION;REEL/FRAME:004652/0351 Effective date: 19861103 Owner name: WILMINGTON TRUST COMPANY, ONE RODNEY SQUARE NORTH, Free format text: SECURITY INTEREST;ASSIGNOR:OWENS-CORNING FIBERGLAS CORPORATION;REEL/FRAME:004652/0351 Effective date: 19861103 |
|
| AS | Assignment |
Owner name: OWENS-CORNING FIBERGLAS CORPORATION, A CORP. OF DE Free format text: TERMINATION OF SECURITY AGREEMENT RECORDED NOV. 13, 1986. REEL 4652 FRAMES 351-420;ASSIGNORS:WILMINGTON TRUST COMPANY, A DE. BANKING CORPORATION;WADE, WILLIAM J. (TRUSTEES);REEL/FRAME:004903/0501 Effective date: 19870730 Owner name: OWENS-CORNING FIBERGLAS CORPORATION, FIBERGLAS TOW Free format text: TERMINATION OF SECURITY AGREEMENT RECORDED NOV. 13, 1986. REEL 4652 FRAMES 351-420;ASSIGNORS:WILMINGTON TRUST COMPANY, A DE. BANKING CORPORATION;WADE, WILLIAM J. (TRUSTEES);REEL/FRAME:004903/0501 Effective date: 19870730 |