US20180257300A1 - Additive manufacturing with energy delivery system having rotating polygon and adjustment of angle of light path - Google Patents
Additive manufacturing with energy delivery system having rotating polygon and adjustment of angle of light path Download PDFInfo
- Publication number
- US20180257300A1 US20180257300A1 US15/811,589 US201715811589A US2018257300A1 US 20180257300 A1 US20180257300 A1 US 20180257300A1 US 201715811589 A US201715811589 A US 201715811589A US 2018257300 A1 US2018257300 A1 US 2018257300A1
- Authority
- US
- United States
- Prior art keywords
- light beam
- platform
- path
- feed material
- reflective member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
- B22F12/224—Driving means for motion along a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
- B22F12/226—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/49—Scanners
-
- B22F3/1055—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
- B23K26/0821—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head using multifaceted mirrors, e.g. polygonal mirror
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
- B29C64/273—Arrangements for irradiation using laser beams; using electron beams [EB] pulsed; frequency modulated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B26/00—Optical devices or arrangements for the control of light using movable or deformable optical elements
- G02B26/08—Optical devices or arrangements for the control of light using movable or deformable optical elements for controlling the direction of light
- G02B26/10—Scanning systems
- G02B26/12—Scanning systems using multifaceted mirrors
- G02B26/124—Details of the optical system between the light source and the polygonal mirror
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/08—Mirrors
- G02B5/09—Multifaceted or polygonal mirrors, e.g. polygonal scanning mirrors; Fresnel mirrors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/13—Auxiliary heating means to preheat the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
- B22F12/33—Platforms or substrates translatory in the deposition plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
- B22F12/45—Two or more
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B26/00—Optical devices or arrangements for the control of light using movable or deformable optical elements
- G02B26/08—Optical devices or arrangements for the control of light using movable or deformable optical elements for controlling the direction of light
- G02B26/0816—Optical devices or arrangements for the control of light using movable or deformable optical elements for controlling the direction of light by means of one or more reflecting elements
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B26/00—Optical devices or arrangements for the control of light using movable or deformable optical elements
- G02B26/08—Optical devices or arrangements for the control of light using movable or deformable optical elements for controlling the direction of light
- G02B26/10—Scanning systems
- G02B26/12—Scanning systems using multifaceted mirrors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- This specification relates to an energy delivery system for additive manufacturing, also known as 3D printing.
- additive manufacturing also known as solid freeform fabrication or 3D printing, refers to a manufacturing process where three-dimensional objects are built up from successive dispensing of raw material (e.g., powders, liquids, suspensions, or molten solids) into two-dimensional layers.
- raw material e.g., powders, liquids, suspensions, or molten solids
- traditional machining techniques involve subtractive processes in which objects are cut out from a stock material (e.g., a block of wood, plastic or metal).
- a variety of additive processes can be used in additive manufacturing. Some methods melt or soften material to produce layers, e.g., selective laser melting (SLM) or direct metal laser sintering (DMLS), selective laser sintering (SLS), fused deposition modeling (FDM), while others cure liquid materials using different technologies, e.g., stereolithography (SLA). These processes can differ in the way layers are formed to create the finished objects and in the materials that are compatible for use in the processes.
- SLM selective laser melting
- DMLS direct metal laser sintering
- SLS selective laser sintering
- FDM fused deposition modeling
- SLA stereolithography
- an additive manufacturing apparatus includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, and an energy delivery system.
- the energy delivery system includes a light source to emit a light beam, and a reflective member that has a plurality of reflective facets.
- the reflective member is positioned in a path of the light beam to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material.
- the reflective member is rotatable such that sequential facets sweep the light beam sequentially along a path on the uppermost layer.
- a method of additive manufacturing includes dispensing a plurality of layers of feed material on a top surface of a platform, rotating a polygonal mirror that has a plurality of reflective facets, directing a light beam from a light source to the polygonal mirror and reflecting the light beam from the mirror to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material. Rotation of the polygonal mirror causes sequential facets of plurality of facets to sweep the light beam sequentially along a path on the uppermost layer.
- Implementations of the aspects may include one or more of the following features.
- the light source may be a laser configured to emit the light beam toward the reflective member.
- the reflective facets may have substantially equal lengths.
- the reflective member may include between 4 to 30 facets.
- the reflective member may be a polygon mirror defining a regular convex polygon.
- the path on the uppermost layer may be a line on the uppermost layer. The line may extend across an entire width of a feed material delivery area on the platform.
- An actuator may be operably connected to the reflective member.
- the actuator may be configured to continuously rotate the reflective member, e.g., at a constant velocity between 10 and 500 rpm, to sweep the light beam along the path.
- the reflective member may be mounted on a support.
- the support may be movable in a horizontal direction that is at a non-zero angle relative to the path such that movement of the support positions the path at successive locations on the uppermost layer along the horizontal direction.
- the horizontal direction may be perpendicular to the path.
- the dispenser may be mounted on the support so as to be moveable with and in fixed position relative to the to dispense a plurality of layers of feed material on a top surface of the platform.
- the dispenser may be configured to deliver feed material along a line substantially parallel to the path.
- a conveyer may move the platform relative to the energy delivery system such that the light beam is delivered along a profile along a horizontal direction that is at a non-zero angle relative to the path such that movement of the platform positions the path at successive locations on the uppermost layer along the horizontal direction.
- the horizontal direction may be perpendicular to the path.
- a controller may be configured to store data in a non-transitory computer readable medium, the data defining a pattern, and the controller may be configured to selectively operate the light source to deliver energy to the uppermost layer in the pattern defined by the data while the reflective member is continuously rotated.
- the reflective member may be mounted on a support.
- the support and the platform may be movable relative to the energy delivery system, and the pattern may includes a set of parallel set of lines each at a non-zero angle to the horizontal axis.
- the set of parallel lines may be perpendicular to the horizontal axis.
- the controller may be configured to, in accordance to the pattern, operate the light source to deliver energy to a first sector of the uppermost layer, and then operate the light source to delivery energy to a second sector of the uppermost layer, the second sector having edges distinct from edges of the first sector.
- the controller may be configured to, in accordance to the pattern, operate the light source to deliver energy along a first line, and operate the light source to deliver energy along a second line at a non-zero angle to the first line.
- the controller may be configured to cause the light source to pulse while the reflective member is rotated such that energy is delivered to a discontinuous set of voxels along a first horizontal direction.
- an additive manufacturing apparatus in another aspect, includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, and an energy delivery assembly.
- the energy delivery assembly includes a light source to emit one or more light beams, a first reflective member having a plurality of reflective facets, and at least one second reflective member.
- the first reflective member is positioned in a path of at least one of the light beams to receive the at least one light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material.
- the first reflective member is rotatable such that sequential facets sweep the light beam sequentially along a path on the uppermost layer.
- the at least one second reflective member includes at least one second reflective surface positioned in a path of at least one of the light beams to receive the at least one light beam.
- the at least one second reflective member is movable such that the at least one second reflective surface is repositionable to receive at least one of the at least one light beam and redirect the at least one of at least one light beam along a two-dimensional path on the uppermost layer.
- Implementations of the aspects may include one or more of the following features.
- the one or more light sources may be one or more lasers configured to emit the light beam toward the reflective member.
- the light source may include a first light source to generate a first light beam and a second light source to generate a second light beam.
- the first reflective member may be positioned in the path of the first light beam and the second reflective member may be positioned in the path of the second light beam.
- the sequential facets may sweep the light beam sequentially along a linear path on the uppermost layer.
- the first reflective member may be a polygon mirror defining a regular convex polygon.
- the second reflective member may be a mirror galvanometer.
- the mirror galvanometer may include a first adjustable reflective surface to translate the light beam along a first direction and a second reflective surface to translate the light beam along a second direction perpendicular to the first direction.
- the second reflective member may include a first reflective surface movable to redirect the light beam along a first horizontal direction, and a second reflective surface movable to redirect the light beam along a second horizontal direction at a non-zero angle to the first horizontal direction.
- a controller may be configured to store data in a non-transitory computer readable medium, the data defining a region of the uppermost layer to fuse.
- the controller may be configured to cause the first reflective member to deliver energy toward an interior of the region, and cause the second reflective member to deliver energy along a perimeter of the region.
- the energy delivery assembly may include a first energy delivery system including the first reflective member and a first light source, and a second energy delivery system including the second reflective member and a second light source.
- an additive manufacturing apparatus in another aspect, includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, a first energy delivery system, and a second energy delivery system.
- the first energy delivery system includes a first light source to emit a first light beam, and a first reflective member having a plurality of reflective facets.
- the first reflective member is positioned in a path of the first light beam to redirect the first light beam toward a first portion of top surface of the platform to deliver energy to a first region of an uppermost layer of the layers of feed material to fuse the feed material in the first region.
- the first reflective member is rotatable such that sequential facets sweep the first light beam sequentially along a linear first path on the uppermost layer.
- the second energy delivery system includes a second light source to emit a second light beam, and a second reflective member having a plurality of reflective facets.
- the second reflective member is positioned in a path of the second light beam to redirect the second beam toward a second portion of top surface of the platform to deliver energy to a second region of the uppermost layer of the layers of feed material to fuse the feed material in the second region.
- the second reflective member is rotatable such that sequential facets sweep the second light beam sequentially along a linear second first path on the uppermost layer.
- Implementations of the aspects may include one or more of the following features.
- the first energy system and the second energy system may be mounted on a support that is movable relative to the platform along a first direction.
- the first direction may be at a non-zero angle relative to the linear first path and the linear second path.
- the first linear path and second linear path may be parallel.
- the first direction may be at a right angle to the linear first path and the linear second path.
- a combination of the first path and the second path may span a working area of the platform.
- an additive manufacturing apparatus in another aspect, includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, and an energy delivery assembly.
- the energy delivery assembly includes a light source to emit a light beam, a first reflective member having a plurality of reflective facets, and a second reflective member comprising at least one second reflective surface positioned in the path of the light beam.
- the first reflective member is positioned in a path of the light beams to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material.
- the first reflective member is rotatable such that sequential facets sweep the light beam sequentially along a linear path along a first direction on the uppermost layer.
- the second reflective member is movable so as to reposition the linear path along a second direction at a non-zero angle to the first direction.
- Implementations of the aspects may include one or more of the following features.
- the second reflective member may be positioned in the path of the light beam between the light source and the first reflective member.
- the first reflective member may be a polygon mirror defining a regular convex polygon.
- the second reflective member may be a mirror galvanometer.
- an additive manufacturing apparatus in another aspect, includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, an energy delivery system, and an actuator.
- the energy delivery system includes a light source to emit a light beam, and a reflective member having a plurality of reflective facets, the reflective member positionable in a path of the light beam to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material.
- the reflective member is rotatable such that sequential facets sweep the light beam sequentially along a linear path on the uppermost layer.
- the actuator is configured to adjust an angle of the linear path relative to the platform.
- Implementations of the aspects may include one or more of the following features.
- the platform may be rotatable, and the actuator may be coupled to the platform to rotate the platform to adjust to angle of the linear path relative to the platform.
- the reflective member may be mounted on a rotatable support, and the reflective member is rotatable about a first axis, and the actuator is coupled to the support to rotate the support about a second axis to adjust the angle of the linear path relative to the platform.
- a controller may be coupled to the energy deliver system and the actuator and may be configured to cause the reflective member to sweep the light beam sequentially along the linear path along a first direction during fusing of a first layer of the feed material, to activate the actuator to adjust the angle of the linear path, and to cause the reflective member to sweep the light beam sequentially along the linear path along a second direction at a non-zero angle relative to the first direction during fusing of a second layer of the feed material.
- the first direction may be perpendicular to the second direction.
- the energy delivery system may be mounted on a support that is movable relative to the platform along a third direction.
- the third direction may be at a non-zero angle relative to the first direction and the second direction.
- a controller configured to selectively operate the light source while the reflective member is rotated such that the light beam is delivered to a first region of the uppermost layer and is not delivered to a second region of the uppermost layer, and selectively operate the light source while the reflective member is rotated such that the light beam is delivered to the second region of the uppermost layer and is not delivered to the first region of the uppermost layer.
- an additive manufacturing apparatus in another aspect, includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, an energy delivery system, an actuator, and a controller.
- the energy delivery system includes a light source to emit a light beam, and a reflective member having a plurality of reflective facets, the reflective member positionable in a path of the light beam to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material.
- the reflective member is rotatable such that sequential facets sweep the optical path for the light beam sequentially along a linear first path in a first direction on the uppermost layer.
- the actuator is configured to adjust a position of the linear path relative to the platform.
- the controller is coupled to the actuator and light source and configured to selectively operate the light source while the reflective member is continuously rotated such a region of impingement of the light beam extends along a second path formed by activation of the light beam, the second path extending in a second direction at a non-zero angle to the first direction.
- Implementations of the aspects may include one or more of the following features.
- the energy delivery system may be mounted on a support that is movable relative to the platform along a third direction at a non-zero angle to the first direction and the actuator is coupled to the support.
- the third direction may be perpendicular to the first direction.
- a second reflective member comprising at least one second reflective surface may be positioned in the path of the light beam.
- the second reflective member may be movable by the actuator so as to reposition the linear path along a third direction at a non-zero angle to the first direction.
- the first direction is perpendicular to the first direction.
- the controller may be configured to cause the region of impingement of the light beam to traverse a plurality of second paths, each second path offset along a fourth direction perpendicular to the second direction.
- the plurality of second paths fill a region on the uppermost layer to fuse the region.
- sequential adjacent ones of the second plurality of second paths are separated in the fourth direction by at least one voxel.
- the controller may be configured to selectively operate the light source such that second path extends in the second direction during fusing of a first layer of the feed material, and to selectively operate the light source such that second path extends in the fifth direction at a non-zero angle relative to the second direction during fusing of a second layer of the feed material.
- a method of additive manufacturing includes dispensing a plurality of layers of feed material on a top surface of a platform, rotating a polygonal mirror that has a plurality of reflective facets, directing a light beam from a light source to the polygonal mirror and reflecting the light beam from the mirror to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material, and selectively operating the light source.
- Rotation of the polygonal mirror causes sequential facets of plurality of facets to sweep an optical path of the light beam sequentially along a linear first path in a first direction on the uppermost layer.
- the light source is selectively operated while the polygonal mirror is continuously rotated such that a region of impingement of the light beam on the outermost layer caused by activation of the light beam traverses a linear second path, the second path extending in a second direction at a non-zero angle to the first direction.
- Implementations of the aspects may include one or more of the following features.
- the region of impingement of the light beam may traverse a plurality of second paths, each second path offset along a fourth direction perpendicular to the second direction.
- the plurality of second paths may fill a region on the uppermost layer to fuse the region.
- the light source may be selectively operated such that second path extends in the second direction during fusing of a first layer of the feed material, and selectively operated such that second path extends in a third direction at a non-zero angle relative to the second direction during fusing of a second layer of the feed material.
- An energy delivery system in accordance to the foregoing may deliver energy more uniformly to different portions of an uppermost layer of feed material.
- the dwell time of the light beam delivered by the energy delivery system to each voxel across the layer can be more uniform. This can prevent energy delivered by the energy delivery system from being concentrated in a particular region of the layer of feed material due to delay required for acceleration and deceleration of the reflective member.
- the energy delivery system can deliver the energy more evenly across the uppermost layer of feed material than energy delivery systems that rely on acceleration and deceleration of a reflective member to deliver energy to different portion of the uppermost layer of feed material.
- the energy delivery system can reduce energy delivery variation caused by changes in motion of members of the energy delivery system that redirect light beams toward a platform of the additive manufacturing apparatus.
- the energy delivery system can deliver energy consistently to outer surfaces of objects to be formed by the additive manufacturing apparatus and interior of the objects to be formed.
- the surfaces of the objects can have fewer surface deformations than objects formed by additive manufacturing apparatuses that deliver energy in a process that includes longer dwell times to form surfaces of the objects.
- fewer post-processing operations are necessary to achieve a desired surface quality of the object to be formed.
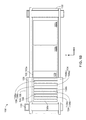
- FIGS. 1A and 1B are schematic side and top views of an example of an additive manufacturing apparatus.
- FIG. 2 is a perspective view of a reflective member.
- FIGS. 3A-3C illustrate a process of scanning a light beam across a platform.
- FIG. 4 is a top view of a platform overlaid with a scanning pattern of a light beam.
- FIGS. 5A and 5B are top views of platforms overlaid with example patterns of energy delivered to the platforms.
- FIGS. 6A and 6B are schematic side and top views, respectively, of another example of an additive manufacturing apparatus.
- FIG. 7 is a schematic side view of an energy delivery system of the additive manufacturing apparatus of FIG. 6A .
- FIGS. 8A-8C are schematic top views of further examples of additive manufacturing apparatuses each including multiple energy delivery systems.
- FIGS. 9A-9D and 10 illustrate examples of processes to deliver energy to a platform using different patterns of energy delivery.
- energy is selectively delivered to a layer of feed material dispensed by an additive manufacturing apparatus to fuse the feed material in a pattern, thereby forming a portion of an object.
- a laser beam can be reflected off two galvo-driven mirrors whose positions are controlled to drive the laser beam in a vector-scan manner across the layer of feed material in which the laser beam traces a vector path in a continuous manner. Because the reflective members need to be accelerated and decelerated to control location of the laser beam, the dwell time of the laser beam might not be uniform across the layer.
- a reflective member that continuously rotates in a single direction can be used in conjunction with modulation of the light beam to control where the energy is delivered.
- the continuous motion of the reflective member can reduce the number of delays required for scanning the light beam across the feed material, thus improving the throughput of objects formed by an additive manufacturing apparatus including the energy delivery system.
- the object to be formed can have improved surface quality when energy delivered to the feed material is more consistently distributed.
- the energy delivery system can improve uniformity of the dwell time of the light beam. This can reduce the likelihood of inconsistent energy distribution.
- an example of an additive manufacturing apparatus 100 includes a platform 102 , a dispenser 104 , an energy delivery system 106 , and a controller 108 .
- the dispenser 104 dispenses successive layers of feed material 110 on a top surface 112 of the platform 102 .
- the energy delivery system 106 emits a light beam 114 to deliver energy to an uppermost layer 116 of the layers of feed material 110 , thereby causing the feed material 110 to be fused, for example, in a desired pattern to form the object.
- the controller 108 operates the dispenser 104 and the energy delivery system 106 to control dispensing of the feed material 110 and to control delivery of the energy to the layers of feed material 110 .
- the successive delivery of feed material and fusing of feed material in each of the successively delivered layers result in formation of the object.
- the dispenser 104 can include a flat blade or paddle to push a feed material from a feed material reservoir across the platform 102 .
- the feed material reservoir can also include a feed platform positioned adjacent the build platform 102 .
- the feed platform can be elevated to raise some feed material above the level of the build platform 102 , and the blade can push the feed material from the feed platform onto the build platform 102 .
- the dispenser can be suspended above the platform 192 and have one or more apertures or nozzles through which the powder flows.
- the powder could flow under gravity, or be ejected, e.g., by piezoelectric actuator.
- Control of dispensing of individual apertures or nozzles could be provided by pneumatic valves, microelectromechanical systems (MEMS) valves, solenoid valves, and/or magnetic valves.
- MEMS microelectromechanical systems
- solenoid valves solenoid valves
- Other systems that can be used to dispense powder include a roller having apertures, and an augur inside a tube having a plurality of apertures.
- the feed material 110 can include metallic particles.
- metallic particles include metals, alloys and intermetallic alloys.
- materials for the metallic particles include aluminum, titanium, stainless steel, nickel, cobalt, chromium, vanadium, and various alloys or intermetallic alloys of these metals.
- the feed material 110 can include ceramic particles.
- ceramic materials include metal oxide, such as ceria, alumina, silica, aluminum nitride, silicon nitride, silicon carbide, or a combination of these materials, such as an aluminum alloy powder.
- the feed material can be dry powders or powders in liquid suspension, or a slurry suspension of a material.
- the feed material would typically be particles in a liquid suspension.
- a dispenser could deliver the powder in a carrier fluid, e.g. a high vapor pressure carrier, e.g., Isopropyl Alcohol (IPA), ethanol, or N-Methyl-2-pyrrolidone (NMP), to form the layers of powder material.
- IPA Isopropyl Alcohol
- NMP N-Methyl-2-pyrrolidone
- the carrier fluid can evaporate prior to the sintering step for the layer.
- a dry dispensing mechanism e.g., an array of nozzles assisted by ultrasonic agitation and pressurized inert gas, can be employed to dispense the first particles.
- the energy delivery system 106 includes a light source 120 to emit a light beam 114 .
- the energy delivery system 106 further includes a reflective member 118 that is rotatable and that redirects the light beam 114 toward the uppermost layer 116 .
- the reflective member 118 is rotatable to sweep the light beam 114 along a path, e.g., a linear path, on the uppermost layer 116 .
- a sequence of sweeps along the path by the light beam 114 can create a raster scan of the light beam 114 across the uppermost layer 116 .
- the light beam 114 sweeps along the path, the light beam 114 is modulated, e.g., by causing the light source 120 to turn the light beam 114 on and off, in order to deliver energy to selected regions of the layers of feed material 110 and fuse the material in the selected regions to form the object in accordance to the desired pattern.
- the light source 120 includes a laser configured to emit the light beam 114 toward the reflective member 118 .
- the reflective member 118 is positionable in a path of the light beam 114 emitted by the light source 120 such that a reflective surface of the reflective member 118 receives the light beam 114 .
- the reflective member 118 then redirects the light beam 114 toward the top surface of the platform 102 to deliver energy to an uppermost layer 116 of the layers of feed material 110 to fuse the feed material 110 .
- the reflective surface of the reflective member 118 reflects the light beam 114 to redirect the light beam 114 toward the platform 102 .
- the energy delivery system 106 is mounted to a support 122 that supports the energy delivery system 106 above the platform 102 .
- the support 122 (and the energy delivery system 106 mounted on the support 122 ) is rotatable relative to the platform 102 .
- the support 122 is mounted to another support 124 arranged above the platform 102 .
- the support 124 can be a gantry that supports the energy delivery and dispensing systems of the additive manufacturing apparatus 100 above the platform 102 .
- the support 122 is rotatably mounted on the support 124 .
- the reflective member 118 is rotated when the support 122 is rotated, e.g., relative to the support 124 , thus reorienting the path of the light beam 114 on the uppermost layer 116 .
- the energy delivery system 106 can be rotatable about an axis extending vertically away from the platform 102 , e.g., an axis parallel to the Z-axis, between the Z-axis and the X-axis, and/or between the Z-axis and the Y-axis. Such rotation can change the azimuthal direction of the path of the light beam 114 along the X-Y plane, i.e., across the uppermost layer 116 of feed material.
- a printhead 126 can include the support 122 .
- the printhead 126 is arranged above the platform 102 and is repositionable along one or more horizontal directions relative to the platform 102 .
- the various systems mounted to the printhead 126 can be modular systems whose horizontal position above the platform 102 is controlled by a horizontal position of the printhead 126 relative to the platform 102 .
- the printhead 126 can be mounted to the support 124 , and the support 124 can be movable to reposition the printhead 126 .
- an actuator system 128 includes one or more actuators engaged to the systems mounted to the printhead 126 .
- the printhead 126 and the constituent systems do not span the operating width of the platform 102 .
- the actuator system 128 is operable to drive the system across the support 124 such that the printhead 126 and each of the systems mounted to the printhead 126 are movable along the Y-axis.
- the printhead 126 and the constituent systems span the operating width of the platform 102 , and motion along the Y-axis is not necessary.
- the apparatus 100 further includes an actuator 130 configured to drive the printhead 126 and the support 124 in their entireties relative to the platform 102 along the X-axis.
- the apparatus 100 includes a conveyor 132 on which the platform 102 is located. The conveyor 132 is driven to move the platform 102 along the X-axis relative to the printhead 126 .
- the actuator 130 and/or the conveyor 132 causes relative motion between the platform 102 and the support 124 such that the support 124 advances in a forward direction 133 relative to the platform 102 .
- the dispenser 104 can be positioned along the support 124 ahead of the energy delivery system 106 so that feed material 110 can be first dispensed, and the recently dispensed feed material can then be cured by energy delivered by the energy delivery system 106 as the support 124 is advanced relative to the platform 102 .
- the dispenser can be configured to deliver feed material along a line that spans the platform 102 . As shown in FIG.
- the dispense 104 can extend, e.g., along the Y-axis, such that the feed material is dispensed along a line, e.g., along the Y-axis, that is perpendicular to the direction of motion of the support 124 , e.g., perpendicular to the X-axis.
- feed material can be delivered across the entire platform 102 .
- the platform 102 is one of multiple platforms 102 a , 102 b , 102 c . Relative motion of the support 124 and the platforms 102 a - 102 c enables the systems of the printhead 126 to be repositioned above any of the platforms 102 a - 102 c , thereby allowing feed material to be dispensed and fused on each of the platforms 102 a , 102 c to form multiple objects.
- the additive manufacturing apparatus 100 includes a bulk energy delivery system 134 .
- the bulk energy delivery system 134 delivers energy to a predefined area of the uppermost layer 116 .
- the bulk energy delivery system 134 can include a heating lamp that, when activated, delivers the energy to the predefined area within the uppermost layer 116 of feed material 110 .
- the bulk energy delivery system 134 is arranged ahead of or behind the energy delivery system 106 , e.g., relative to the forward direction 133 .
- the bulk energy delivery system 134 can be arranged ahead of the energy delivery system 106 , for example, to deliver energy immediately after the feed material 110 is dispensed by the dispenser 104 . This initial delivery of energy by the bulk energy delivery system 134 can stabilize the feed material 110 prior to delivery of energy by the energy delivery system 106 to fuse the feed material 110 to form the object.
- the bulk energy delivery system 134 can be arranged behind the energy delivery system 106 , for example, to deliver energy immediately after the energy delivery system 106 delivers energy to the feed material 110 . This subsequent delivery of energy by the bulk energy delivery system 134 can control the cool-down temperature profile of the feed material, thus providing improved uniformity of curing.
- the bulk energy delivery system 134 is a first of multiple bulk energy delivery systems 134 a , 134 b , with the bulk energy delivery system 134 a being arranged behind the energy delivery system 106 and the bulk energy delivery system 134 b being arranged ahead of the energy delivery system 106 .
- the apparatus 100 includes a first sensing system 136 a and/or a second sensing system 136 b to detect properties, e.g., temperature, density, and material, of the layer 106 as well as powder dispensed by the dispenser 104 .
- the controller 108 can coordinate the operations of the energy delivery system 106 , the dispenser 104 , and, if present, any other systems of the apparatus 100 .
- the controller 108 can receive user input signal on a user interface of the apparatus or sensing signals from the sensing systems 136 a , 136 b of the apparatus 100 , and control the energy delivery system 106 and the dispenser 104 based on these signals.
- the apparatus 100 can also include a spreader 138 , e.g., a roller or blade, that cooperates with first the dispenser 104 to compact and/or spread feed material 110 dispensed by the dispenser 104 .
- the spreader 138 can provide the layer with a substantially uniform thickness. In some cases, the spreader 138 can press on the layer of feed material 110 to compact the feed material 110 .
- the spreader 138 can be supported by the support 124 , e.g., on the printhead 126 , or can be supported separately from the printhead 126 .
- the dispenser 104 includes multiple dispensers 104 a , 104 b , and the feed material 110 includes multiple types of feed material 110 a , 110 b .
- a first dispenser 104 a dispenses the first feed material 110 a
- a second dispenser 104 b dispenses the second feed material 110 b .
- the second dispenser 104 b enables delivery of a second feed material 110 b having properties that differ from those of the first feed material 110 a .
- the first feed material 110 a and the second feed material 110 b can differ in material composition or average particle size.
- the particles of the first feed material 110 a can have a larger mean diameter than the particles of the second feed material 110 b , e.g., by a factor of two or more.
- the second feed material 110 b infiltrates the layer of first feed material 110 a to fill voids between particles of the first feed material 110 a .
- the second feed material 110 b having a smaller particle size than the first feed material 110 a , can achieve a higher resolution.
- the spreader 138 includes multiple spreaders 138 a , 138 b , with the first spreader 138 a being operable with the first dispenser 104 a to spread and compact the first feed material 110 a second spreader 138 b being operable with the second dispenser 104 b to spread and compact the second feed material 110 b.
- the reflective member 118 has multiple reflective facets 140 each having a reflective surface that reflects received light, e.g., the light beam 114 .
- the reflective member 118 includes a polygonal mirror.
- the reflective facets 140 define a corresponding segments of the polygon, with the reflective facets 140 being joined at vertices of the polygon.
- each of the reflective facets 140 form a continuous loop about an axis of rotation 142 of the reflective member 118 .
- rotation of the reflective member 118 about the axis of rotation 142 enables different reflective surfaces, e.g., the reflective facets 140 , to sequentially receive the light beam 114 .
- the rotation also enables different portions of the reflective facets 140 to receive the light beam 114 .
- the reflective surfaces of the reflective facets 140 are substantially planar surfaces.
- the reflective facets 140 define a regular convex polygon.
- the reflective surfaces are convex or concave.
- the reflective facets 140 can define a Reuleaux polygon having sides of constant curvature, e.g., concave or convex curvature.
- the reflective facets 140 have substantially equal lengths.
- each of the reflective facets 140 has a length between 20 and 60 mm.
- the number of reflective facets 140 is between, for example, four and thirty.
- the location at which the light beam 114 is incident on a reflective facet of the reflective member 118 varies with rotation of the reflective member 118 about the axis of rotation 142 .
- the axis of rotation 142 in some cases, is parallel to the X-axis.
- the reflective member 118 when rotated about the axis of rotation 142 , can spin without a change in a location along the X-axis or along the Y-axis relative to the support 122 .
- the relative positions and dimensions of the reflective member 118 in conjunction with projection optics, can be such rotation of the member 118 causes each facet 140 to sweep the light beam 114 across an entire width of the feed material delivery area 129 , e.g., along the Y-axis.
- the reflective facet 140 defines a segment of a regular convex polygon, as the spot where the light beam 114 impinges the facet 140 moves from one vertex to the other vertex, the light beam 114 is swept along a path on the uppermost layer 116 from one end 146 a of a region 144 of the feed material delivery area 129 to another end 146 b of the region 144 of the feed material delivery area 129 , e.g., along the Y-axis.
- the region extends across the entire width of the feed material delivery area 129 .
- the region extends across a portion of the width of the feed material delivery area 129 .
- the reflective member 118 can be repositioned to enable the energy to be delivered across the entire width of the feed material delivery area 129 .
- the energy delivery system 106 includes a rotary actuator 141 operably connected to the reflective member 118 .
- the actuator 141 is driven to rotate the reflective member 118 about the axis of rotation 142 .
- the controller 120 can be configured to cause the actuator 141 to rotate continuously during processing of a layer of the feed material.
- the reflective member 118 repeatedly sweeps the light beam 114 along the path on the uppermost layer 116 of feed material 110 .
- the actuator 141 is configured to rotate the reflective member 118 at a constant velocity between 10 and 500 rpm (depending on the diameter and the number of facets of the polygon).
- the actuator 141 can rotate at a rate that allows the light beam 114 to sweep across one reflective facet 140 in 1 to 500 milliseconds.
- the reflective member 118 is advanced relative to the platform 102 , e.g., along the X-axis.
- the light beam 114 is swept along a first path 150 a on the uppermost layer 116 when the light beam 114 is swept across the first reflective facet 140 a
- the light beam 114 is swept along a second path 150 b when the light beam 114 is swept across the second reflective facet 140 b .
- the paths 150 a , 150 b can be parallel.
- the second path 150 b of the light beam 114 is offset along the X-axis from the first path 150 a of the light beam 114 .
- Each reflective facet 140 can thus sweep along a unique path within the region 144 above the platform 102 to fuse different portions of the dispensed feed material 110 .
- the light beam 114 scans across in a first horizontal direction, e.g., a scanning direction 152 .
- the reflective member 118 is continuously advanced relative to the platform 102 along the X-axis as the reflective member 118 is rotated.
- the path 150 a , 150 b can be parallel and can be angled relative to Y-axis due to the motion of the reflective member 118 relative to the platform 102 in the forward direction 133 .
- the reflective member 118 can be rotated relative to the platform 102 , e.g., through rotation of the support 122 , to compensate for any angle of the path 150 a , 150 b relative to the X-axis.
- the actuator 130 is operated to advance the support 122 and thereby to advance the reflective member 118 in the forward direction 133 .
- the support 122 is movable in a horizontal direction, e.g., the forward direction 133 , that is at a non-zero angle relative to a path 150 swept by the light beam 114 .
- the forward direction 133 is perpendicular to the path 150 .
- the forward direction 133 forms an angle with the path 150 that is less than 90 degrees. The angle can be greater than 45 degrees. While described as being advanced through operation of the actuator 130 , in some cases, the reflective member 118 is advanced relative to the platform 102 (and hence relative to the region 144 ) through operation of the conveyor 132 .
- a path 150 of the light beam 114 swept along the uppermost layer 116 of feed material 110 forms a line, e.g., a straight line, on the uppermost layer 116 .
- the path 150 for example, includes a continuous line spanning from the first end 146 a to the second end 146 b of the region 144 . If the region 144 corresponds to the feed material delivery area 129 , the line can extend across an entire width of the feed material delivery area 129 on the platform 102 .
- the rotation of the reflective member 118 in combination with the translation of the reflective member 118 relative to the platform 102 enables the light beam 114 to be directed across the entirety of the region 144 .
- the light source 120 can be selectively operated and the light beam 114 can be scanned to generate patterns of light beam coverage spanning over a portion of the region 144 .
- the controller 108 can receive and/or store data in a non-transitory computer readable medium, with the data defining a pattern of light beam coverage.
- a pattern 154 a defined by the data covers the entirety of the region 144 .
- the controller 108 can continuously operate the light source 120 such that the light beam 114 is swept along a continuous line extending across the entire region 144 , e.g., across an entire width of the region 144 in the scanning direction 152 .
- the energy delivery system 106 can be advanced as the light beam 114 is swept across the platform 102 so that the light beam 114 can cover the entirety of the region 144 by being scanned across the region 144 in accordance to the pattern 154 a.
- a pattern 154 b defined by the data covers a portion of the region 144 .
- the pattern 154 b can cover a portion of a length of the region 144 extending in the forward direction 133 and can also cover a portion of the width of the region 144 extending in the scanning direction 152 .
- the controller 108 can selectively activate the light source 120 such that the light beam 114 is only generated when the reflective member 118 is oriented to direct the light beam 114 toward a first area 156 a of the region 144 .
- the light beam 114 is not generated when the reflective member 118 is oriented not to direct the light beam 114 toward the first area 156 a of the region 144 , e.g., oriented to direct the light beam 114 toward a second area 156 b of the region 144 . Energy is thus delivered to the area 156 a but is not delivered to the area 156 b.
- the actuator 141 is operated to continuously rotate the reflective member 118 during this process of selectively activating the light source 120 such that, when the light beam 114 is being directed toward the region 144 , the dwell time of the light beam 114 is uniform along the path, e.g., along the Y-axis.
- the actuator 130 can be operated to translate the energy delivery system 106 relative to the platform 102 during this process of selectively activating the light source 120 such that the dwell time of the light beam 114 is uniform along the forward direction 133 , e.g., along the X-axis.
- Non-uniform dwell time can cause poor surface quality of the object to be formed, and can occur due to, for example, a reduction in speed of the reflective member 118 or a reversal in direction of rotation of the reflective member 118 .
- the reflective member 118 is continuously rotated, such dwelling of the light beam 114 can be avoided.
- the light beam 114 can be selectively activated, e.g., pulsated, to selectively cure voxels of the feed material.
- FIGS. 6A and 6B depict an additive manufacturing apparatus 200 similar to the additive manufacturing apparatus 100 .
- the additive manufacturing apparatus 200 differs from the additive manufacturing apparatus 100 in that the additive manufacturing apparatus 200 includes a second energy delivery system 204 in addition to a first energy delivery system 202 .
- the first energy delivery system 202 is similar to the energy delivery system 106 described with respect to the additive manufacturing apparatus 200 and thus propagates a light beam 210 along a path on an uppermost layer 208 of feed material.
- the second energy delivery system 204 includes a light source 216 to generate a light beam 206 to be swept along a vector path on the uppermost layer 208 of feed material.
- the light source 216 is, for example, part of a mirror galvanometer.
- the mirror galvanometer can further include one or more reflective members 218 a , 218 b , e.g., galvo-driven mirrors.
- the reflective members 218 a , 218 b of the energy delivery system 204 can be accelerated and decelerated to achieve energy delivery along the desired vector path.
- a reflective surface of the reflective member 218 a can be moved to control a position of the light beam 206 on the uppermost layer 208 of feed material along the X-axis
- a reflective surface of the reflective member 218 b can be moved to control a position of the light beam 206 on the uppermost layer 208 of feed material along the Y-axis.
- the reflective members 218 a , 218 b are both reoriented and translated along the X-axis and the Y-axis when moved to control the position of the light beam 206 .
- motion of the reflective member of the energy delivery system 202 can enable the light beam 210 to sweep across a region 211 extending across an entire width of the platform along the Y-axis.
- a region 212 to which the second energy delivery system 204 can deliver the light beam 206 extends along both the X-axis and Y-axis. In some cases, the region 212 extends along an entire area of a platform 214 of the additive manufacturing apparatus 200 .
- the reflective members 218 a , 218 b are moved to redirect the light beam 206 along the desired vector path.
- the light beam 206 can be continuously emitted while the reflective members 218 a , 218 b are being moved.
- the reflective members 218 a , 218 b can be, for example, incrementally rotated.
- the reflective members 218 a , 218 b can be accelerated and decelerated to adjust the trajectory of the path of the light beam 206 .
- the light beam 206 of the second energy delivery system 204 can be directed along two-dimensional paths extending along both the X-axis and the Y-axis through motion of the reflective members 218 a , 218 b of the second energy delivery system 204 .
- the reflective members 218 a , 218 b of the second energy delivery system 204 can include multiple reflective surfaces movable such that the reflective surfaces are repositionable to receive the light beam 206 and redirect the light beam 206 along a two-dimensional path on the uppermost layer 208 .
- an additive manufacturing apparatus includes multiple energy delivery systems having rotatable reflective members, e.g., polygon mirrors.
- an additive manufacturing apparatus 300 includes a first energy delivery system 302 and second energy delivery system 304 , each energy delivery system 302 , 304 including a light source and reflective member similar to the light source 120 and the reflective member 118 described with respect to the energy delivery system 106 .
- the energy delivery systems 302 , 304 are both mounted to a support 305 , e.g., similar to the support 122 .
- the energy delivery systems 302 , 304 direct light beams along paths extending along a horizontal direction.
- the paths can extend along the Y-axis within regions 306 , 308 , respectively.
- the region 306 can overlap the region 308 .
- the paths can be parallel to the Y-axis, and the support 305 can be incrementally advanced so that each energy delivery system 302 , 304 can sweep the light beams along a series of parallel paths. These parallel paths do not extend across the entire width of a platform 310 of the additive manufacturing apparatus 300 but, when stitched together, cover a region extending across the entire width of the platform 310 .
- the energy delivery system 302 can deliver energy to, for example, a first half of a platform 310
- the energy delivery system 304 can deliver energy to a second half of the platform 310 .
- an additive manufacturing apparatus 400 differs from the additive manufacturing apparatus 300 in that energy delivery systems 402 , 404 of the additive manufacturing apparatus 400 are rotatable relative to a support 405 to which the energy delivery systems 402 , 404 are mounted.
- the energy delivery systems 402 , 404 absent motion of a support 405 of the additive manufacturing apparatus 400 along the X-axis, direct light beams along paths extending along horizontal directions.
- the paths can extend along the Y-axis within regions 406 , 408 , respectively.
- the regions 406 , 408 extend along both the X-axis and Y-axis and form a non-zero angle with the Y-axis.
- the region 406 can overlap the region 408 .
- the support 405 can be incrementally advanced so that each energy delivery system 402 , 404 can sweep the light beams along a series of parallel paths, e.g., parallel to one another but angled relative to the Y-axis. These parallel paths do not extend across the entire width of a platform 410 of the additive manufacturing apparatus 400 but, when stitched together, cover a region extending across the entire width of the platform 410 .
- the energy delivery system 402 can deliver energy to, for example, a first half of a platform 410
- the energy delivery system 404 can deliver energy to a second half of the platform 410 .
- the energy delivery systems 402 , 404 are independently rotatable.
- the path of the light beam along the region 406 can be angled relative to the path of the light beam along the region 408 .
- the pattern of light beam coverage for the energy delivery system 402 can thus have paths having angles relative to the Y-axis that differ from angles of paths of the pattern of light beam coverage formed by the energy delivery system 404 .
- an additive manufacturing apparatus 500 differs from the additive manufacturing apparatus 300 in that a support 505 to which both energy delivery systems 502 , 504 are mounted is rotatable relative to a platform 510 of the additive manufacturing apparatus 500 .
- the paths of the light beams delivered by the energy delivery systems 502 , 504 can thus be rotated simultaneously with rotation of the support 505 .
- the energy delivery systems 402 , 404 absent motion of a support 505 of the additive manufacturing apparatus 400 along the X-axis, direct light beams along paths extending along one or both of the X-axis and the Y-axis within regions 506 , 508 , respectively. As shown in FIG.
- the regions 506 , 508 do not extend across an entire width of the platform 510 .
- the support 505 is movable along the Y-axis relative to the platform 510 so that the energy delivery systems 502 , 504 to enable energy delivery to a portion 512 of the width that the regions 506 , 508 do not cover.
- the energy delivery systems 502 , 504 are independently rotatable relative to the support 505 in a manner similar to the energy delivery systems 402 , 404 .
- the angles of the light beam paths can be adjusted through both or either of rotation of the support 505 and independent rotation of the energy delivery systems 502 , 504 .
- a process 600 includes an operation 602 in which contours defining a perimeter of an object 610 in a layer (as opposed to voxels in the interior of the object in a layer) are formed. If the second energy delivery system 204 described with respect to FIGS. 6A, 6B, and 7 is present, the second energy delivery system 204 can sweep a light beam across a two-dimensional vector path to cure the feed material corresponding to one of the contours, e.g., one of the inner and outer contours.
- the data defining the pattern of light beam coverage can define the vector path across which the light beam is swept.
- the second energy delivery system 204 can sweep the light beam across another two-dimensional vector path to cure the feed material corresponding to the other of the contours, e.g., the other of the inner and outer contours.
- the set of operations 604 A, 606 A, 608 A can be performed
- the set of operations 604 B, 606 B, 608 B can be performed
- the set of operations 604 C, 606 C, 608 C FIG. 9C
- the set of operations 604 D, 606 D, 608 D can be performed to fuse an interior of the object 610 , e.g., the area bounded by the contours formed at operation 602 .
- the operation 602 combined with the set of operations 604 A, 606 A, 608 A, the set of operations 604 B, 606 B, 608 B, or the set of operations 604 C, 606 C, 608 C enables the object 610 to be formed.
- the light beam from the energy delivery system is directed along parallel horizontal rows of an uppermost layer of feed material.
- the horizontal rows extend along the Y-axis.
- the swept paths of the light beam are continuous and span across an entire width of the region of the feed material delivery area.
- the reflective member of the energy delivery system is continuously rotated, and the light source is continuously activated to form one of the horizontal rows.
- the horizontal rows are separated from one another by regions to which the light beam is not directed.
- the energy delivery system is selectively operated to sweep the light beam along paths separated from one another.
- the support is advanced in sufficiently large increments to enable such separation between the swept paths.
- the energy delivery system is activated only during selected incremental positions of the support, each increment corresponding to a single voxel of feed material. During other incremental positions, the reflective member is continuously rotated, but the light source does not emit the light beam.
- the light beam from the energy delivery system is directed along parallel horizontal rows extending along the X-axis.
- the horizontal rows are separated from one another by regions to which the light beam is not directed.
- the light source is selectively activated such that portions of the uppermost layer of feed material that receive the light beam are separated by portions that do not receive the light beam.
- the light source is, for example, pulsed while the reflective member 118 is continuously rotated such that energy is delivered to a discontinuous set of voxels extending along the X-axis.
- the support for the energy delivery system is rotatable relative to the platform, the support can be reoriented such that the energy delivery system can cause the light beam to sweep such horizontal rows extending along the X-axis.
- the light beam from the energy delivery system is directed along parallel horizontal rows extending along the Y-axis.
- the horizontal rows of the operation 608 A are offset from the horizontal rows of operation 604 A but can be formed with similar operation of the energy delivery system and the support.
- operations 604 B, 606 B, and 608 B differ from operations 604 A, 606 A, 608 A in that the horizontal rows formed in operations 604 B and 608 B are at non-zero angles relative to the Y-axis and the horizontal rows formed in operation 606 B are at non-zero angles relative to the X-axis.
- the horizontal rows formed in operations 604 B and 608 B are formed in a manner similar to formation process for the horizontal rows for operation 606 C.
- the reflective member is rotatable to sweep the light beam along a horizontal path parallel to the Y-axis, but the light source is selectively activated to form angled horizontal rows with at least one voxel of unfused feed material.
- paths of the light beam delivered by the energy delivery system 106 can be reoriented relative to the Y-axis such that the paths form non-zero angles relative to the Y-axis.
- the horizontal rows formed in operations 604 B and 608 B can be angled through rotation of the support to which the energy delivery system 106 is mounted.
- the horizontal rows in operation 606 B can be generated through selective operation of the energy delivery system.
- the energy delivery system can have the same orientation as it had for operations 604 B and 608 B.
- the energy delivery system can be reoriented, e.g., through rotation of the support to which the energy delivery system is mounted.
- sectors of the interior of the object 610 are fused sequentially.
- a first sector is fused by sweeping the light beam through horizontal rows. While depicted as horizontal rows angled relative to both the X-axis and Y-axis, the rows can be horizontal rows at any appropriate angle.
- a second sector is fused by sweeping through horizontal rows.
- the horizontal rows of operation 606 C can have angles similar to the angles of the horizontal rows of operation 604 C.
- the second sector fused at operation 606 C can be separated from the first sector, e.g., by a third sector to be used at operation 608 C.
- edges defining the first sector can be separated from edges defining the second sector. This separation can provide time for the first sector to cool after fusing.
- energy is delivered to the non-adjacent second sector.
- the third sector separating the first and second sectors can be fused.
- multiple energy delivery systems are operated to perform operations 604 D, 606 D, and 608 D, e.g., in accordance implementations described with respect to the additive manufacturing apparatuses 300 , 400 , 500 .
- a feed material delivery area 612 to which feed material is delivered is divided into distinct regions 614 a - 614 d .
- the patterns shown in FIG. 9D for operations 604 D, 606 D, 608 D are similar to the patterns shown in FIG. 9A for operations 604 A, 606 A, 608 A. However, for operations 604 D, 606 D, 608 D, multiple energy delivery systems are operated to deliver energy to the different regions 614 a - 614 d .
- a first of the energy delivery systems sweeps the light beam along horizontal rows in the region 614 a and along horizontal rows in the region 614 b for operations 604 D, 606 D, 608 D
- a second of the energy delivery systems sweeps the light beam along horizontal rows in the region 614 c and along horizontal rows in the region 614 d for operations 604 D, 606 D, and 608 D.
- the first energy delivery system sweeps the light beam along the horizontal rows in the region 614 b while the second energy delivery system sweeps the light beam along the horizontal rows in the region 614 c .
- the first energy delivery system then sweeps the light beam along the horizontal rows in the region 614 a while the second energy delivery system sweeps the light beam along the horizontal rows in the region 614 d . Because the regions 614 b , 614 c have non-overlapping edges and the regions 614 a , 614 d have non-overlapping edges, such a sequence of fusing the feed material can reduce heat build-up that can occur as a result of simultaneously fusing feed material in adjacent regions.
- a feed material delivery area 712 is divided into regions 714 a - 714 d so that multiple energy delivery systems can selectively and sequentially sweep light beams through the regions 714 a - 714 d .
- process 700 multiple sets of contours of an object 710 are formed, with one set of the contours defining a first interior portion 716 a and another set of the contours defining a second interior portion 716 b .
- the contours can be fused.
- the interior portions 716 a , 716 b can then be fused at operations 704 , 706 , 708 to form the object 710 .
- an energy delivery system can selective emit the light beam to generate a pattern of fused material including first horizontal rows and second horizontal rows at a non-zero angle relative to the first horizontal rows.
- the multiple energy delivery systems can each be operated in such a manner such that each of the regions 714 a - 714 d can have similar patterns.
- the energy delivery systems can deliver energy to the interior portion 716 a to form third horizontal rows at a non-zero angle relative to the horizontal rows of the interior portion 716 b , e.g., both the first horizontal rows and the second horizontal rows.
- Controllers and computing devices can implement these operations and other processes and operations described herein.
- the controller 108 of the apparatus 100 can include one or more processing devices connected to the various components, systems, and subsystems of the apparatus 100 .
- the controller 108 can coordinate the operation and cause the apparatus 100 to carry out the various functional operations or sequence of steps described above.
- the controller 108 can control the movement and operations of the systems of the printhead 126 .
- the controller 108 and other computing devices part of systems described herein can be implemented in digital electronic circuitry, or in computer software, firmware, or hardware.
- the controller can include a processor to execute a computer program as stored in a computer program product, e.g., in a non-transitory machine readable storage medium.
- a computer program also known as a program, software, software application, or code
- Such a computer program can be written in any form of programming language, including compiled or interpreted languages, and it can be deployed in any form, including as a standalone program or as a module, component, subroutine, or other unit suitable for use in a computing environment.
- the controller 108 and other computing devices part of systems described can include non-transitory computer readable medium to store a data object, e.g., a computer aided design (CAD)-compatible file that identifies the pattern in which the feed material should be deposited for each layer.
- a data object e.g., a computer aided design (CAD)-compatible file that identifies the pattern in which the feed material should be deposited for each layer.
- the data object could be a STL-formatted file, a 3D Manufacturing Format (3MF) file, or an Additive Manufacturing File Format (AMF) file.
- the controller could receive the data object from a remote computer.
- a processor in the controller 108 e.g., as controlled by firmware or software, can interpret the data object received from the computer to generate the set of signals necessary to control the components of the apparatus 100 to fuse the specified pattern for each layer.
- the printhead of FIG. 1A includes several systems that enable the apparatus 100 to build objects.
- an AM apparatus instead of a printhead, includes independently operated systems, including independently operated energy sources, dispensers, and sensors. Each of these systems can be independently moved and may or may not be part of a modular printhead.
- the printhead includes only the dispensers, and the apparatus include separate energy delivery systems mounted to supports independent from supports for the dispensers.
- metals and ceramics require significantly higher processing temperatures.
- 3D printing techniques for plastic may not be applicable to metal or ceramic processing and equipment may not be equivalent.
- some techniques described here could be applicable to polymer powders, e.g. nylon, ABS, polyetheretherketone (PEEK), polyetherketoneketone (PEKK) and polystyrene.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Plasma & Fusion (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Physics & Mathematics (AREA)
- Ceramic Engineering (AREA)
- Powder Metallurgy (AREA)
- Producing Shaped Articles From Materials (AREA)
Abstract
Description
- This application claims priority to U.S. Provisional Application Ser. No. 62/469,466, filed on Mar. 9, 2017, the entire disclosure of which is incorporated by reference.
- This specification relates to an energy delivery system for additive manufacturing, also known as 3D printing.
- Additive manufacturing (AM), also known as solid freeform fabrication or 3D printing, refers to a manufacturing process where three-dimensional objects are built up from successive dispensing of raw material (e.g., powders, liquids, suspensions, or molten solids) into two-dimensional layers. In contrast, traditional machining techniques involve subtractive processes in which objects are cut out from a stock material (e.g., a block of wood, plastic or metal).
- A variety of additive processes can be used in additive manufacturing. Some methods melt or soften material to produce layers, e.g., selective laser melting (SLM) or direct metal laser sintering (DMLS), selective laser sintering (SLS), fused deposition modeling (FDM), while others cure liquid materials using different technologies, e.g., stereolithography (SLA). These processes can differ in the way layers are formed to create the finished objects and in the materials that are compatible for use in the processes.
- Conventional systems use an energy source for sintering or melting a powdered material. Once all the selected locations on the first layer are sintered or melted and then re-solidified, a new layer of powdered material is deposited on top of the completed layer, and the process is repeated layer by layer until the desired object is produced.
- In one aspect, an additive manufacturing apparatus includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, and an energy delivery system. The energy delivery system includes a light source to emit a light beam, and a reflective member that has a plurality of reflective facets. The reflective member is positioned in a path of the light beam to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material. The reflective member is rotatable such that sequential facets sweep the light beam sequentially along a path on the uppermost layer.
- In another aspect, a method of additive manufacturing includes dispensing a plurality of layers of feed material on a top surface of a platform, rotating a polygonal mirror that has a plurality of reflective facets, directing a light beam from a light source to the polygonal mirror and reflecting the light beam from the mirror to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material. Rotation of the polygonal mirror causes sequential facets of plurality of facets to sweep the light beam sequentially along a path on the uppermost layer.
- Implementations of the aspects may include one or more of the following features.
- The light source may be a laser configured to emit the light beam toward the reflective member. The reflective facets may have substantially equal lengths. The reflective member may include between 4 to 30 facets. The reflective member may be a polygon mirror defining a regular convex polygon. The path on the uppermost layer may be a line on the uppermost layer. The line may extend across an entire width of a feed material delivery area on the platform.
- An actuator may be operably connected to the reflective member. The actuator may be configured to continuously rotate the reflective member, e.g., at a constant velocity between 10 and 500 rpm, to sweep the light beam along the path.
- The reflective member may be mounted on a support. The support may be movable in a horizontal direction that is at a non-zero angle relative to the path such that movement of the support positions the path at successive locations on the uppermost layer along the horizontal direction. The horizontal direction may be perpendicular to the path. The dispenser may be mounted on the support so as to be moveable with and in fixed position relative to the to dispense a plurality of layers of feed material on a top surface of the platform. The dispenser may be configured to deliver feed material along a line substantially parallel to the path.
- A conveyer may move the platform relative to the energy delivery system such that the light beam is delivered along a profile along a horizontal direction that is at a non-zero angle relative to the path such that movement of the platform positions the path at successive locations on the uppermost layer along the horizontal direction. The horizontal direction may be perpendicular to the path.
- A controller may be configured to store data in a non-transitory computer readable medium, the data defining a pattern, and the controller may be configured to selectively operate the light source to deliver energy to the uppermost layer in the pattern defined by the data while the reflective member is continuously rotated.
- The reflective member may be mounted on a support. The support and the platform may be movable relative to the energy delivery system, and the pattern may includes a set of parallel set of lines each at a non-zero angle to the horizontal axis. The set of parallel lines may be perpendicular to the horizontal axis. The controller may be configured to, in accordance to the pattern, operate the light source to deliver energy to a first sector of the uppermost layer, and then operate the light source to delivery energy to a second sector of the uppermost layer, the second sector having edges distinct from edges of the first sector. The controller may be configured to, in accordance to the pattern, operate the light source to deliver energy along a first line, and operate the light source to deliver energy along a second line at a non-zero angle to the first line. The controller may be configured to cause the light source to pulse while the reflective member is rotated such that energy is delivered to a discontinuous set of voxels along a first horizontal direction.
- In another aspect, an additive manufacturing apparatus includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, and an energy delivery assembly. The energy delivery assembly includes a light source to emit one or more light beams, a first reflective member having a plurality of reflective facets, and at least one second reflective member. The first reflective member is positioned in a path of at least one of the light beams to receive the at least one light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material. The first reflective member is rotatable such that sequential facets sweep the light beam sequentially along a path on the uppermost layer. The at least one second reflective member includes at least one second reflective surface positioned in a path of at least one of the light beams to receive the at least one light beam. The at least one second reflective member is movable such that the at least one second reflective surface is repositionable to receive at least one of the at least one light beam and redirect the at least one of at least one light beam along a two-dimensional path on the uppermost layer.
- Implementations of the aspects may include one or more of the following features.
- The one or more light sources may be one or more lasers configured to emit the light beam toward the reflective member. The light source may include a first light source to generate a first light beam and a second light source to generate a second light beam. The first reflective member may be positioned in the path of the first light beam and the second reflective member may be positioned in the path of the second light beam.
- The sequential facets may sweep the light beam sequentially along a linear path on the uppermost layer. The first reflective member may be a polygon mirror defining a regular convex polygon. The second reflective member may be a mirror galvanometer. The mirror galvanometer may include a first adjustable reflective surface to translate the light beam along a first direction and a second reflective surface to translate the light beam along a second direction perpendicular to the first direction. The second reflective member may include a first reflective surface movable to redirect the light beam along a first horizontal direction, and a second reflective surface movable to redirect the light beam along a second horizontal direction at a non-zero angle to the first horizontal direction.
- A controller may be configured to store data in a non-transitory computer readable medium, the data defining a region of the uppermost layer to fuse. The controller may be configured to cause the first reflective member to deliver energy toward an interior of the region, and cause the second reflective member to deliver energy along a perimeter of the region. The energy delivery assembly may include a first energy delivery system including the first reflective member and a first light source, and a second energy delivery system including the second reflective member and a second light source.
- In another aspect, an additive manufacturing apparatus includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, a first energy delivery system, and a second energy delivery system. The first energy delivery system includes a first light source to emit a first light beam, and a first reflective member having a plurality of reflective facets. The first reflective member is positioned in a path of the first light beam to redirect the first light beam toward a first portion of top surface of the platform to deliver energy to a first region of an uppermost layer of the layers of feed material to fuse the feed material in the first region. The first reflective member is rotatable such that sequential facets sweep the first light beam sequentially along a linear first path on the uppermost layer. The second energy delivery system includes a second light source to emit a second light beam, and a second reflective member having a plurality of reflective facets. The second reflective member is positioned in a path of the second light beam to redirect the second beam toward a second portion of top surface of the platform to deliver energy to a second region of the uppermost layer of the layers of feed material to fuse the feed material in the second region. The second reflective member is rotatable such that sequential facets sweep the second light beam sequentially along a linear second first path on the uppermost layer.
- Implementations of the aspects may include one or more of the following features.
- The first energy system and the second energy system may be mounted on a support that is movable relative to the platform along a first direction. The first direction may be at a non-zero angle relative to the linear first path and the linear second path. The first linear path and second linear path may be parallel. The first direction may be at a right angle to the linear first path and the linear second path. A combination of the first path and the second path may span a working area of the platform.
- In another aspect, an additive manufacturing apparatus includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, and an energy delivery assembly. The energy delivery assembly includes a light source to emit a light beam, a first reflective member having a plurality of reflective facets, and a second reflective member comprising at least one second reflective surface positioned in the path of the light beam. The first reflective member is positioned in a path of the light beams to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material. The first reflective member is rotatable such that sequential facets sweep the light beam sequentially along a linear path along a first direction on the uppermost layer. The second reflective member is movable so as to reposition the linear path along a second direction at a non-zero angle to the first direction.
- Implementations of the aspects may include one or more of the following features.
- The second reflective member may be positioned in the path of the light beam between the light source and the first reflective member. The first reflective member may be a polygon mirror defining a regular convex polygon. The second reflective member may be a mirror galvanometer.
- In another aspect, an additive manufacturing apparatus includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, an energy delivery system, and an actuator. The energy delivery system includes a light source to emit a light beam, and a reflective member having a plurality of reflective facets, the reflective member positionable in a path of the light beam to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material. The reflective member is rotatable such that sequential facets sweep the light beam sequentially along a linear path on the uppermost layer. The actuator is configured to adjust an angle of the linear path relative to the platform.
- Implementations of the aspects may include one or more of the following features.
- The platform may be rotatable, and the actuator may be coupled to the platform to rotate the platform to adjust to angle of the linear path relative to the platform.
- The reflective member may be mounted on a rotatable support, and the reflective member is rotatable about a first axis, and the actuator is coupled to the support to rotate the support about a second axis to adjust the angle of the linear path relative to the platform.
- A controller may be coupled to the energy deliver system and the actuator and may be configured to cause the reflective member to sweep the light beam sequentially along the linear path along a first direction during fusing of a first layer of the feed material, to activate the actuator to adjust the angle of the linear path, and to cause the reflective member to sweep the light beam sequentially along the linear path along a second direction at a non-zero angle relative to the first direction during fusing of a second layer of the feed material. The first direction may be perpendicular to the second direction. The energy delivery system may be mounted on a support that is movable relative to the platform along a third direction. The third direction may be at a non-zero angle relative to the first direction and the second direction.
- A controller configured to selectively operate the light source while the reflective member is rotated such that the light beam is delivered to a first region of the uppermost layer and is not delivered to a second region of the uppermost layer, and selectively operate the light source while the reflective member is rotated such that the light beam is delivered to the second region of the uppermost layer and is not delivered to the first region of the uppermost layer.
- In another aspect, an additive manufacturing apparatus includes a platform, a dispenser to dispense a plurality of layers of feed material on a top surface of the platform, an energy delivery system, an actuator, and a controller. The energy delivery system includes a light source to emit a light beam, and a reflective member having a plurality of reflective facets, the reflective member positionable in a path of the light beam to receive the light beam and redirect the light beam toward the top surface of the platform to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material. The reflective member is rotatable such that sequential facets sweep the optical path for the light beam sequentially along a linear first path in a first direction on the uppermost layer. The actuator is configured to adjust a position of the linear path relative to the platform. The controller is coupled to the actuator and light source and configured to selectively operate the light source while the reflective member is continuously rotated such a region of impingement of the light beam extends along a second path formed by activation of the light beam, the second path extending in a second direction at a non-zero angle to the first direction.
- Implementations of the aspects may include one or more of the following features.
- The energy delivery system may be mounted on a support that is movable relative to the platform along a third direction at a non-zero angle to the first direction and the actuator is coupled to the support. The third direction may be perpendicular to the first direction.
- A second reflective member comprising at least one second reflective surface may be positioned in the path of the light beam. The second reflective member may be movable by the actuator so as to reposition the linear path along a third direction at a non-zero angle to the first direction. The first direction is perpendicular to the first direction.
- The controller may be configured to cause the region of impingement of the light beam to traverse a plurality of second paths, each second path offset along a fourth direction perpendicular to the second direction. The plurality of second paths fill a region on the uppermost layer to fuse the region. During a first scan period, sequential adjacent ones of the second plurality of second paths are separated in the fourth direction by at least one voxel. The controller may be configured to selectively operate the light source such that second path extends in the second direction during fusing of a first layer of the feed material, and to selectively operate the light source such that second path extends in the fifth direction at a non-zero angle relative to the second direction during fusing of a second layer of the feed material.
- In another aspect, a method of additive manufacturing includes dispensing a plurality of layers of feed material on a top surface of a platform, rotating a polygonal mirror that has a plurality of reflective facets, directing a light beam from a light source to the polygonal mirror and reflecting the light beam from the mirror to deliver energy to an uppermost layer of the layers of feed material to fuse the feed material, and selectively operating the light source. Rotation of the polygonal mirror causes sequential facets of plurality of facets to sweep an optical path of the light beam sequentially along a linear first path in a first direction on the uppermost layer. The light source is selectively operated while the polygonal mirror is continuously rotated such that a region of impingement of the light beam on the outermost layer caused by activation of the light beam traverses a linear second path, the second path extending in a second direction at a non-zero angle to the first direction.
- Implementations of the aspects may include one or more of the following features.
- The region of impingement of the light beam may traverse a plurality of second paths, each second path offset along a fourth direction perpendicular to the second direction. The plurality of second paths may fill a region on the uppermost layer to fuse the region. The light source may be selectively operated such that second path extends in the second direction during fusing of a first layer of the feed material, and selectively operated such that second path extends in a third direction at a non-zero angle relative to the second direction during fusing of a second layer of the feed material.
- Advantages of the foregoing may include, but are not limited to, the following. An energy delivery system in accordance to the foregoing may deliver energy more uniformly to different portions of an uppermost layer of feed material. In particular, the dwell time of the light beam delivered by the energy delivery system to each voxel across the layer can be more uniform. This can prevent energy delivered by the energy delivery system from being concentrated in a particular region of the layer of feed material due to delay required for acceleration and deceleration of the reflective member.
- In some cases, the energy delivery system can deliver the energy more evenly across the uppermost layer of feed material than energy delivery systems that rely on acceleration and deceleration of a reflective member to deliver energy to different portion of the uppermost layer of feed material. The energy delivery system can reduce energy delivery variation caused by changes in motion of members of the energy delivery system that redirect light beams toward a platform of the additive manufacturing apparatus. For example, the energy delivery system can deliver energy consistently to outer surfaces of objects to be formed by the additive manufacturing apparatus and interior of the objects to be formed. As a result, the surfaces of the objects can have fewer surface deformations than objects formed by additive manufacturing apparatuses that deliver energy in a process that includes longer dwell times to form surfaces of the objects. Furthermore, fewer post-processing operations are necessary to achieve a desired surface quality of the object to be formed.
- The details of one or more implementations of the subject matter described in this specification are set forth in the accompanying drawings and the description below. Other potential features, aspects, and advantages will become apparent from the description, the drawings, and the claims.
-
FIGS. 1A and 1B are schematic side and top views of an example of an additive manufacturing apparatus. -
FIG. 2 is a perspective view of a reflective member. -
FIGS. 3A-3C illustrate a process of scanning a light beam across a platform. -
FIG. 4 is a top view of a platform overlaid with a scanning pattern of a light beam. -
FIGS. 5A and 5B are top views of platforms overlaid with example patterns of energy delivered to the platforms. -
FIGS. 6A and 6B are schematic side and top views, respectively, of another example of an additive manufacturing apparatus. -
FIG. 7 is a schematic side view of an energy delivery system of the additive manufacturing apparatus ofFIG. 6A . -
FIGS. 8A-8C are schematic top views of further examples of additive manufacturing apparatuses each including multiple energy delivery systems. -
FIGS. 9A-9D and 10 illustrate examples of processes to deliver energy to a platform using different patterns of energy delivery. - Like reference numbers and designations in the various drawings indicate like elements.
- In many additive manufacturing processes, energy is selectively delivered to a layer of feed material dispensed by an additive manufacturing apparatus to fuse the feed material in a pattern, thereby forming a portion of an object. For example, a laser beam can be reflected off two galvo-driven mirrors whose positions are controlled to drive the laser beam in a vector-scan manner across the layer of feed material in which the laser beam traces a vector path in a continuous manner. Because the reflective members need to be accelerated and decelerated to control location of the laser beam, the dwell time of the laser beam might not be uniform across the layer.
- However, a reflective member that continuously rotates in a single direction can be used in conjunction with modulation of the light beam to control where the energy is delivered. The continuous motion of the reflective member can reduce the number of delays required for scanning the light beam across the feed material, thus improving the throughput of objects formed by an additive manufacturing apparatus including the energy delivery system.
- Furthermore, the object to be formed can have improved surface quality when energy delivered to the feed material is more consistently distributed. By delivering the light beam through components that move at constant velocities, e.g., constant rotational velocity, with minimal acceleration and deceleration, the energy delivery system can improve uniformity of the dwell time of the light beam. This can reduce the likelihood of inconsistent energy distribution.
- Referring to
FIGS. 1A and 1B , an example of anadditive manufacturing apparatus 100 includes aplatform 102, adispenser 104, anenergy delivery system 106, and acontroller 108. During an operation to form an object, thedispenser 104 dispenses successive layers of feed material 110 on atop surface 112 of theplatform 102. Theenergy delivery system 106 emits alight beam 114 to deliver energy to anuppermost layer 116 of the layers of feed material 110, thereby causing the feed material 110 to be fused, for example, in a desired pattern to form the object. Thecontroller 108 operates thedispenser 104 and theenergy delivery system 106 to control dispensing of the feed material 110 and to control delivery of the energy to the layers of feed material 110. The successive delivery of feed material and fusing of feed material in each of the successively delivered layers result in formation of the object. - The
dispenser 104 can include a flat blade or paddle to push a feed material from a feed material reservoir across theplatform 102. In such an implementation, the feed material reservoir can also include a feed platform positioned adjacent thebuild platform 102. The feed platform can be elevated to raise some feed material above the level of thebuild platform 102, and the blade can push the feed material from the feed platform onto thebuild platform 102. - Alternatively or in addition, the dispenser can be suspended above the platform 192 and have one or more apertures or nozzles through which the powder flows. For example, the powder could flow under gravity, or be ejected, e.g., by piezoelectric actuator. Control of dispensing of individual apertures or nozzles could be provided by pneumatic valves, microelectromechanical systems (MEMS) valves, solenoid valves, and/or magnetic valves. Other systems that can be used to dispense powder include a roller having apertures, and an augur inside a tube having a plurality of apertures.
- The feed material 110 can include metallic particles. Examples of metallic particles include metals, alloys and intermetallic alloys. Examples of materials for the metallic particles include aluminum, titanium, stainless steel, nickel, cobalt, chromium, vanadium, and various alloys or intermetallic alloys of these metals.
- The feed material 110 can include ceramic particles. Examples of ceramic materials include metal oxide, such as ceria, alumina, silica, aluminum nitride, silicon nitride, silicon carbide, or a combination of these materials, such as an aluminum alloy powder.
- The feed material can be dry powders or powders in liquid suspension, or a slurry suspension of a material. For example, for a dispenser that uses a piezoelectric printhead, the feed material would typically be particles in a liquid suspension. For example, a dispenser could deliver the powder in a carrier fluid, e.g. a high vapor pressure carrier, e.g., Isopropyl Alcohol (IPA), ethanol, or N-Methyl-2-pyrrolidone (NMP), to form the layers of powder material. The carrier fluid can evaporate prior to the sintering step for the layer. Alternatively, a dry dispensing mechanism, e.g., an array of nozzles assisted by ultrasonic agitation and pressurized inert gas, can be employed to dispense the first particles.
- As described herein with respect to
FIGS. 2 and 3A-3C , theenergy delivery system 106 includes alight source 120 to emit alight beam 114. Theenergy delivery system 106 further includes areflective member 118 that is rotatable and that redirects thelight beam 114 toward theuppermost layer 116. Thereflective member 118 is rotatable to sweep thelight beam 114 along a path, e.g., a linear path, on theuppermost layer 116. In conjunction with relative motion of theenergy delivery system 106 and theplatform 102, or deflection of thelight beam 114 by another reflector, e.g., a galvo-driven mirror, a sequence of sweeps along the path by thelight beam 114 can create a raster scan of thelight beam 114 across theuppermost layer 116. - As the
light beam 114 sweeps along the path, thelight beam 114 is modulated, e.g., by causing thelight source 120 to turn thelight beam 114 on and off, in order to deliver energy to selected regions of the layers of feed material 110 and fuse the material in the selected regions to form the object in accordance to the desired pattern. - In some implementations, the
light source 120 includes a laser configured to emit thelight beam 114 toward thereflective member 118. Thereflective member 118 is positionable in a path of thelight beam 114 emitted by thelight source 120 such that a reflective surface of thereflective member 118 receives thelight beam 114. Thereflective member 118 then redirects thelight beam 114 toward the top surface of theplatform 102 to deliver energy to anuppermost layer 116 of the layers of feed material 110 to fuse the feed material 110. For example, the reflective surface of thereflective member 118 reflects thelight beam 114 to redirect thelight beam 114 toward theplatform 102. - In some implementations, the
energy delivery system 106 is mounted to asupport 122 that supports theenergy delivery system 106 above theplatform 102. In some cases, the support 122 (and theenergy delivery system 106 mounted on the support 122) is rotatable relative to theplatform 102. In some implementations, thesupport 122 is mounted to another support 124 arranged above theplatform 102. The support 124 can be a gantry that supports the energy delivery and dispensing systems of theadditive manufacturing apparatus 100 above theplatform 102. - In some cases, the
support 122 is rotatably mounted on the support 124. Thereflective member 118 is rotated when thesupport 122 is rotated, e.g., relative to the support 124, thus reorienting the path of thelight beam 114 on theuppermost layer 116. For example, theenergy delivery system 106 can be rotatable about an axis extending vertically away from theplatform 102, e.g., an axis parallel to the Z-axis, between the Z-axis and the X-axis, and/or between the Z-axis and the Y-axis. Such rotation can change the azimuthal direction of the path of thelight beam 114 along the X-Y plane, i.e., across theuppermost layer 116 of feed material. - A printhead 126 can include the
support 122. The printhead 126 is arranged above theplatform 102 and is repositionable along one or more horizontal directions relative to theplatform 102. The various systems mounted to the printhead 126 can be modular systems whose horizontal position above theplatform 102 is controlled by a horizontal position of the printhead 126 relative to theplatform 102. For example, the printhead 126 can be mounted to the support 124, and the support 124 can be movable to reposition the printhead 126. - In some implementations, an
actuator system 128 includes one or more actuators engaged to the systems mounted to the printhead 126. In some implementations, the printhead 126 and the constituent systems do not span the operating width of theplatform 102. In this case, theactuator system 128 is operable to drive the system across the support 124 such that the printhead 126 and each of the systems mounted to the printhead 126 are movable along the Y-axis. In some implementations (shown inFIG. 1B ), the printhead 126 and the constituent systems span the operating width of theplatform 102, and motion along the Y-axis is not necessary. - For movement along the X-axis, in some cases, the
apparatus 100 further includes anactuator 130 configured to drive the printhead 126 and the support 124 in their entireties relative to theplatform 102 along the X-axis. Alternatively or additionally, theapparatus 100 includes aconveyor 132 on which theplatform 102 is located. Theconveyor 132 is driven to move theplatform 102 along the X-axis relative to the printhead 126. - The
actuator 130 and/or theconveyor 132 causes relative motion between theplatform 102 and the support 124 such that the support 124 advances in aforward direction 133 relative to theplatform 102. Thedispenser 104 can be positioned along the support 124 ahead of theenergy delivery system 106 so that feed material 110 can be first dispensed, and the recently dispensed feed material can then be cured by energy delivered by theenergy delivery system 106 as the support 124 is advanced relative to theplatform 102. The dispenser can be configured to deliver feed material along a line that spans theplatform 102. As shown inFIG. 1B , the dispense 104 can extend, e.g., along the Y-axis, such that the feed material is dispensed along a line, e.g., along the Y-axis, that is perpendicular to the direction of motion of the support 124, e.g., perpendicular to the X-axis. Thus, as the support 124 advances along, feed material can be delivered across theentire platform 102. - In some cases, the
platform 102 is one ofmultiple platforms platforms 102 a-102 c enables the systems of the printhead 126 to be repositioned above any of theplatforms 102 a-102 c, thereby allowing feed material to be dispensed and fused on each of theplatforms 102 a, 102 c to form multiple objects. - In some implementations, the
additive manufacturing apparatus 100 includes a bulkenergy delivery system 134. For example, in contrast to delivery of energy by theenergy delivery system 106 along a path on theuppermost layer 116 of feed material, the bulkenergy delivery system 134 delivers energy to a predefined area of theuppermost layer 116. The bulkenergy delivery system 134 can include a heating lamp that, when activated, delivers the energy to the predefined area within theuppermost layer 116 of feed material 110. - The bulk
energy delivery system 134 is arranged ahead of or behind theenergy delivery system 106, e.g., relative to theforward direction 133. The bulkenergy delivery system 134 can be arranged ahead of theenergy delivery system 106, for example, to deliver energy immediately after the feed material 110 is dispensed by thedispenser 104. This initial delivery of energy by the bulkenergy delivery system 134 can stabilize the feed material 110 prior to delivery of energy by theenergy delivery system 106 to fuse the feed material 110 to form the object. - Alternatively, the bulk
energy delivery system 134 can be arranged behind theenergy delivery system 106, for example, to deliver energy immediately after theenergy delivery system 106 delivers energy to the feed material 110. This subsequent delivery of energy by the bulkenergy delivery system 134 can control the cool-down temperature profile of the feed material, thus providing improved uniformity of curing. In some cases, the bulkenergy delivery system 134 is a first of multiple bulkenergy delivery systems energy delivery system 134 a being arranged behind theenergy delivery system 106 and the bulkenergy delivery system 134 b being arranged ahead of theenergy delivery system 106. - Optionally, the
apparatus 100 includes afirst sensing system 136 a and/or asecond sensing system 136 b to detect properties, e.g., temperature, density, and material, of thelayer 106 as well as powder dispensed by thedispenser 104. Thecontroller 108 can coordinate the operations of theenergy delivery system 106, thedispenser 104, and, if present, any other systems of theapparatus 100. In some cases, thecontroller 108 can receive user input signal on a user interface of the apparatus or sensing signals from thesensing systems apparatus 100, and control theenergy delivery system 106 and thedispenser 104 based on these signals. - Optionally, the
apparatus 100 can also include aspreader 138, e.g., a roller or blade, that cooperates with first thedispenser 104 to compact and/or spread feed material 110 dispensed by thedispenser 104. Thespreader 138 can provide the layer with a substantially uniform thickness. In some cases, thespreader 138 can press on the layer of feed material 110 to compact the feed material 110. Thespreader 138 can be supported by the support 124, e.g., on the printhead 126, or can be supported separately from the printhead 126. - In some implementations, the
dispenser 104 includesmultiple dispensers feed material 110 a, 110 b. Afirst dispenser 104 a dispenses the first feed material 110 a, while asecond dispenser 104 b dispenses thesecond feed material 110 b. If present, thesecond dispenser 104 b enables delivery of asecond feed material 110 b having properties that differ from those of the first feed material 110 a. For example, the first feed material 110 a and thesecond feed material 110 b can differ in material composition or average particle size. - In some implementations, the particles of the first feed material 110 a can have a larger mean diameter than the particles of the
second feed material 110 b, e.g., by a factor of two or more. When thesecond feed material 110 b is dispensed on a layer of the first feed material 110 a, thesecond feed material 110 b infiltrates the layer of first feed material 110 a to fill voids between particles of the first feed material 110 a. Thesecond feed material 110 b, having a smaller particle size than the first feed material 110 a, can achieve a higher resolution. In some cases, thespreader 138 includesmultiple spreaders first spreader 138 a being operable with thefirst dispenser 104 a to spread and compact the first feed material 110 asecond spreader 138 b being operable with thesecond dispenser 104 b to spread and compact thesecond feed material 110 b. - Referring to
FIG. 2 , thereflective member 118 has multiplereflective facets 140 each having a reflective surface that reflects received light, e.g., thelight beam 114. Thereflective member 118 includes a polygonal mirror. Thereflective facets 140 define a corresponding segments of the polygon, with thereflective facets 140 being joined at vertices of the polygon. In this regard, each of thereflective facets 140 form a continuous loop about an axis ofrotation 142 of thereflective member 118. As a result, rotation of thereflective member 118 about the axis ofrotation 142 enables different reflective surfaces, e.g., thereflective facets 140, to sequentially receive thelight beam 114. The rotation also enables different portions of thereflective facets 140 to receive thelight beam 114. - The reflective surfaces of the
reflective facets 140, in some examples, are substantially planar surfaces. In this case, thereflective facets 140 define a regular convex polygon. In some implementations, the reflective surfaces are convex or concave. In this case, thereflective facets 140 can define a Reuleaux polygon having sides of constant curvature, e.g., concave or convex curvature. Thereflective facets 140 have substantially equal lengths. For example, each of thereflective facets 140 has a length between 20 and 60 mm. The number ofreflective facets 140 is between, for example, four and thirty. - Referring to
FIGS. 3A-3C , the location at which thelight beam 114 is incident on a reflective facet of thereflective member 118 varies with rotation of thereflective member 118 about the axis ofrotation 142. The axis ofrotation 142, in some cases, is parallel to the X-axis. Thereflective member 118, when rotated about the axis ofrotation 142, can spin without a change in a location along the X-axis or along the Y-axis relative to thesupport 122. The relative positions and dimensions of thereflective member 118, in conjunction with projection optics, can be such rotation of themember 118 causes eachfacet 140 to sweep thelight beam 114 across an entire width of the feedmaterial delivery area 129, e.g., along the Y-axis. For example, if thereflective facet 140 defines a segment of a regular convex polygon, as the spot where thelight beam 114 impinges thefacet 140 moves from one vertex to the other vertex, thelight beam 114 is swept along a path on theuppermost layer 116 from oneend 146 a of aregion 144 of the feedmaterial delivery area 129 to anotherend 146 b of theregion 144 of the feedmaterial delivery area 129, e.g., along the Y-axis. - In some cases, the region extends across the entire width of the feed
material delivery area 129. Alternatively, as described herein, the region extends across a portion of the width of the feedmaterial delivery area 129. Thereflective member 118 can be repositioned to enable the energy to be delivered across the entire width of the feedmaterial delivery area 129. - In some examples, the
energy delivery system 106 includes arotary actuator 141 operably connected to thereflective member 118. Theactuator 141 is driven to rotate thereflective member 118 about the axis ofrotation 142. - The
controller 120 can be configured to cause theactuator 141 to rotate continuously during processing of a layer of the feed material. Thus, thereflective member 118 repeatedly sweeps thelight beam 114 along the path on theuppermost layer 116 of feed material 110. Theactuator 141 is configured to rotate thereflective member 118 at a constant velocity between 10 and 500 rpm (depending on the diameter and the number of facets of the polygon). Theactuator 141 can rotate at a rate that allows thelight beam 114 to sweep across onereflective facet 140 in 1 to 500 milliseconds. - Referring to
FIG. 4 , in some implementations, between sequentialreflective facets reflective member 118 is advanced relative to theplatform 102, e.g., along the X-axis. As a result, thelight beam 114 is swept along a first path 150 a on theuppermost layer 116 when thelight beam 114 is swept across the firstreflective facet 140 a, and thelight beam 114 is swept along a second path 150 b when thelight beam 114 is swept across the secondreflective facet 140 b. The paths 150 a, 150 b can be parallel. The second path 150 b of thelight beam 114 is offset along the X-axis from the first path 150 a of thelight beam 114. Eachreflective facet 140 can thus sweep along a unique path within theregion 144 above theplatform 102 to fuse different portions of the dispensed feed material 110. - As the
actuator 141 is rotated, thelight beam 114 scans across in a first horizontal direction, e.g., ascanning direction 152. For example, thereflective member 118 is continuously advanced relative to theplatform 102 along the X-axis as thereflective member 118 is rotated. As a result, the path 150 a, 150 b can be parallel and can be angled relative to Y-axis due to the motion of thereflective member 118 relative to theplatform 102 in theforward direction 133. Thereflective member 118 can be rotated relative to theplatform 102, e.g., through rotation of thesupport 122, to compensate for any angle of the path 150 a, 150 b relative to the X-axis. - In some implementations, the
actuator 130 is operated to advance thesupport 122 and thereby to advance thereflective member 118 in theforward direction 133. Thesupport 122 is movable in a horizontal direction, e.g., theforward direction 133, that is at a non-zero angle relative to a path 150 swept by thelight beam 114. In some cases, theforward direction 133 is perpendicular to the path 150. Alternatively, theforward direction 133 forms an angle with the path 150 that is less than 90 degrees. The angle can be greater than 45 degrees. While described as being advanced through operation of theactuator 130, in some cases, thereflective member 118 is advanced relative to the platform 102 (and hence relative to the region 144) through operation of theconveyor 132. - In some implementations, a path 150 of the
light beam 114 swept along theuppermost layer 116 of feed material 110 forms a line, e.g., a straight line, on theuppermost layer 116. The path 150, for example, includes a continuous line spanning from thefirst end 146 a to thesecond end 146 b of theregion 144. If theregion 144 corresponds to the feedmaterial delivery area 129, the line can extend across an entire width of the feedmaterial delivery area 129 on theplatform 102. - Referring to
FIG. 5A , the rotation of thereflective member 118 in combination with the translation of thereflective member 118 relative to theplatform 102 enables thelight beam 114 to be directed across the entirety of theregion 144. In some cases, thelight source 120 can be selectively operated and thelight beam 114 can be scanned to generate patterns of light beam coverage spanning over a portion of theregion 144. Thecontroller 108 can receive and/or store data in a non-transitory computer readable medium, with the data defining a pattern of light beam coverage. - In some cases, a
pattern 154 a defined by the data covers the entirety of theregion 144. Thecontroller 108 can continuously operate thelight source 120 such that thelight beam 114 is swept along a continuous line extending across theentire region 144, e.g., across an entire width of theregion 144 in thescanning direction 152. Theenergy delivery system 106 can be advanced as thelight beam 114 is swept across theplatform 102 so that thelight beam 114 can cover the entirety of theregion 144 by being scanned across theregion 144 in accordance to thepattern 154 a. - Alternatively, referring to
FIG. 5B , apattern 154 b defined by the data covers a portion of theregion 144. Thepattern 154 b can cover a portion of a length of theregion 144 extending in theforward direction 133 and can also cover a portion of the width of theregion 144 extending in thescanning direction 152. Rather than controlling theactuator 141 to control the coverage of thelight beam 114 along the width of theregion 144, thecontroller 108 can selectively activate thelight source 120 such that thelight beam 114 is only generated when thereflective member 118 is oriented to direct thelight beam 114 toward afirst area 156 a of theregion 144. Accordingly, thelight beam 114 is not generated when thereflective member 118 is oriented not to direct thelight beam 114 toward thefirst area 156 a of theregion 144, e.g., oriented to direct thelight beam 114 toward asecond area 156 b of theregion 144. Energy is thus delivered to thearea 156 a but is not delivered to thearea 156 b. - The
actuator 141 is operated to continuously rotate thereflective member 118 during this process of selectively activating thelight source 120 such that, when thelight beam 114 is being directed toward theregion 144, the dwell time of thelight beam 114 is uniform along the path, e.g., along the Y-axis. Similarly, theactuator 130 can be operated to translate theenergy delivery system 106 relative to theplatform 102 during this process of selectively activating thelight source 120 such that the dwell time of thelight beam 114 is uniform along theforward direction 133, e.g., along the X-axis. - Non-uniform dwell time can cause poor surface quality of the object to be formed, and can occur due to, for example, a reduction in speed of the
reflective member 118 or a reversal in direction of rotation of thereflective member 118. However, because thereflective member 118 is continuously rotated, such dwelling of thelight beam 114 can be avoided. In some cases, thelight beam 114 can be selectively activated, e.g., pulsated, to selectively cure voxels of the feed material. -
FIGS. 6A and 6B depict anadditive manufacturing apparatus 200 similar to theadditive manufacturing apparatus 100. Theadditive manufacturing apparatus 200 differs from theadditive manufacturing apparatus 100 in that theadditive manufacturing apparatus 200 includes a secondenergy delivery system 204 in addition to a firstenergy delivery system 202. The firstenergy delivery system 202 is similar to theenergy delivery system 106 described with respect to theadditive manufacturing apparatus 200 and thus propagates alight beam 210 along a path on anuppermost layer 208 of feed material. - Referring also to
FIG. 7 , the secondenergy delivery system 204 includes alight source 216 to generate alight beam 206 to be swept along a vector path on theuppermost layer 208 of feed material. Thelight source 216 is, for example, part of a mirror galvanometer. The mirror galvanometer can further include one or morereflective members reflective member 118 of the energy delivery system 106 (e.g., the reflective member of the energy delivery system 202), thereflective members energy delivery system 204 can be accelerated and decelerated to achieve energy delivery along the desired vector path. In particular, a reflective surface of thereflective member 218 a can be moved to control a position of thelight beam 206 on theuppermost layer 208 of feed material along the X-axis, and a reflective surface of thereflective member 218 b can be moved to control a position of thelight beam 206 on theuppermost layer 208 of feed material along the Y-axis. Thereflective members light beam 206. - Referring to
FIG. 6B , motion of the reflective member of theenergy delivery system 202 can enable thelight beam 210 to sweep across aregion 211 extending across an entire width of the platform along the Y-axis. In contrast, aregion 212 to which the secondenergy delivery system 204 can deliver thelight beam 206 extends along both the X-axis and Y-axis. In some cases, theregion 212 extends along an entire area of aplatform 214 of theadditive manufacturing apparatus 200. - Rather than selective activation of the light source of the second
energy delivery system 204 to sweep thelight beam 206 along the desired vector path, thereflective members light beam 206 along the desired vector path. In this regard, thelight beam 206 can be continuously emitted while thereflective members reflective members reflective members light beam 206. Furthermore, in some cases, while the firstenergy delivery system 202 is advanced along the X-axis relative to theplatform 214 to redirect thelight beam 114 along paths extending along the X-axis, thelight beam 206 of the secondenergy delivery system 204 can be directed along two-dimensional paths extending along both the X-axis and the Y-axis through motion of thereflective members energy delivery system 204. For example, thereflective members energy delivery system 204 can include multiple reflective surfaces movable such that the reflective surfaces are repositionable to receive thelight beam 206 and redirect thelight beam 206 along a two-dimensional path on theuppermost layer 208. - While the
additive manufacturing apparatuses FIGS. 8A-8C , an additive manufacturing apparatus includes multiple energy delivery systems having rotatable reflective members, e.g., polygon mirrors. Referring toFIG. 8A , anadditive manufacturing apparatus 300 includes a firstenergy delivery system 302 and secondenergy delivery system 304, eachenergy delivery system light source 120 and thereflective member 118 described with respect to theenergy delivery system 106. Theenergy delivery systems support 305, e.g., similar to thesupport 122. - The
energy delivery systems support 305 along the X-axis, direct light beams along paths extending along a horizontal direction. For example, the paths can extend along the Y-axis withinregions region 306 can overlap theregion 308. The paths can be parallel to the Y-axis, and thesupport 305 can be incrementally advanced so that eachenergy delivery system platform 310 of theadditive manufacturing apparatus 300 but, when stitched together, cover a region extending across the entire width of theplatform 310. As a result, theenergy delivery system 302 can deliver energy to, for example, a first half of aplatform 310, and theenergy delivery system 304 can deliver energy to a second half of theplatform 310. - Referring to
FIG. 8B , anadditive manufacturing apparatus 400 differs from theadditive manufacturing apparatus 300 in thatenergy delivery systems additive manufacturing apparatus 400 are rotatable relative to asupport 405 to which theenergy delivery systems energy delivery systems support 405 of theadditive manufacturing apparatus 400 along the X-axis, direct light beams along paths extending along horizontal directions. For example, the paths can extend along the Y-axis withinregions regions regions region 406 can overlap theregion 408. Thesupport 405 can be incrementally advanced so that eachenergy delivery system platform 410 of theadditive manufacturing apparatus 400 but, when stitched together, cover a region extending across the entire width of theplatform 410. As a result, theenergy delivery system 402 can deliver energy to, for example, a first half of aplatform 410, and theenergy delivery system 404 can deliver energy to a second half of theplatform 410. - In some implementations, the
energy delivery systems region 406 can be angled relative to the path of the light beam along theregion 408. The pattern of light beam coverage for theenergy delivery system 402 can thus have paths having angles relative to the Y-axis that differ from angles of paths of the pattern of light beam coverage formed by theenergy delivery system 404. - Referring to
FIG. 8C , anadditive manufacturing apparatus 500 differs from theadditive manufacturing apparatus 300 in that asupport 505 to which bothenergy delivery systems platform 510 of theadditive manufacturing apparatus 500. The paths of the light beams delivered by theenergy delivery systems support 505. Theenergy delivery systems support 505 of theadditive manufacturing apparatus 400 along the X-axis, direct light beams along paths extending along one or both of the X-axis and the Y-axis withinregions FIG. 8C , in some cases, theregions platform 510. In addition to being movable along the X-axis relative to theplatform 510, thesupport 505 is movable along the Y-axis relative to theplatform 510 so that theenergy delivery systems portion 512 of the width that theregions - In some implementations, the
energy delivery systems support 505 in a manner similar to theenergy delivery systems support 505 and independent rotation of theenergy delivery systems - The additive manufacturing apparatuses described herein, e.g., the
additive manufacturing apparatuses FIG. 9A , aprocess 600 includes anoperation 602 in which contours defining a perimeter of anobject 610 in a layer (as opposed to voxels in the interior of the object in a layer) are formed. If the secondenergy delivery system 204 described with respect toFIGS. 6A, 6B, and 7 is present, the secondenergy delivery system 204 can sweep a light beam across a two-dimensional vector path to cure the feed material corresponding to one of the contours, e.g., one of the inner and outer contours. The data defining the pattern of light beam coverage can define the vector path across which the light beam is swept. The secondenergy delivery system 204 can sweep the light beam across another two-dimensional vector path to cure the feed material corresponding to the other of the contours, e.g., the other of the inner and outer contours. - Referring to
FIGS. 9A-9D , the set ofoperations FIG. 9A ) can be performed, the set ofoperations FIG. 9B ) can be performed, the set ofoperations FIG. 9C ), or the set ofoperations object 610, e.g., the area bounded by the contours formed atoperation 602. Theoperation 602 combined with the set ofoperations operations operations object 610 to be formed. - Referring to
FIG. 9A , atoperation 604A, the light beam from the energy delivery system is directed along parallel horizontal rows of an uppermost layer of feed material. The horizontal rows extend along the Y-axis. The swept paths of the light beam are continuous and span across an entire width of the region of the feed material delivery area. For example, the reflective member of the energy delivery system is continuously rotated, and the light source is continuously activated to form one of the horizontal rows. - The horizontal rows are separated from one another by regions to which the light beam is not directed. In this regard, as the support to which the energy delivery system is mounted is advanced along the X-axis, the energy delivery system is selectively operated to sweep the light beam along paths separated from one another. In some cases, the support is advanced in sufficiently large increments to enable such separation between the swept paths.
- Alternatively, the energy delivery system is activated only during selected incremental positions of the support, each increment corresponding to a single voxel of feed material. During other incremental positions, the reflective member is continuously rotated, but the light source does not emit the light beam.
- At
operation 606A, the light beam from the energy delivery system is directed along parallel horizontal rows extending along the X-axis. The horizontal rows are separated from one another by regions to which the light beam is not directed. As the reflective member continuously rotates, the light source is selectively activated such that portions of the uppermost layer of feed material that receive the light beam are separated by portions that do not receive the light beam. The light source is, for example, pulsed while thereflective member 118 is continuously rotated such that energy is delivered to a discontinuous set of voxels extending along the X-axis. In alternative examples, if the support for the energy delivery system is rotatable relative to the platform, the support can be reoriented such that the energy delivery system can cause the light beam to sweep such horizontal rows extending along the X-axis. - At
operation 608A, the light beam from the energy delivery system is directed along parallel horizontal rows extending along the Y-axis. The horizontal rows of theoperation 608A are offset from the horizontal rows ofoperation 604A but can be formed with similar operation of the energy delivery system and the support. - Referring to
FIG. 9B ,operations operations operations operation 606B are at non-zero angles relative to the X-axis. In some implementations, the horizontal rows formed inoperations operation 606C. In particular, the reflective member is rotatable to sweep the light beam along a horizontal path parallel to the Y-axis, but the light source is selectively activated to form angled horizontal rows with at least one voxel of unfused feed material. Alternatively, as described with respect to thesupport 122 of theadditive manufacturing apparatus 100, paths of the light beam delivered by theenergy delivery system 106 can be reoriented relative to the Y-axis such that the paths form non-zero angles relative to the Y-axis. In this regard, the horizontal rows formed inoperations energy delivery system 106 is mounted. - Similarly, the horizontal rows in
operation 606B can be generated through selective operation of the energy delivery system. The energy delivery system can have the same orientation as it had foroperations operation 606B, the energy delivery system can be reoriented, e.g., through rotation of the support to which the energy delivery system is mounted. - Referring to
FIG. 9C , in some implementations, sectors of the interior of theobject 610 are fused sequentially. Atoperation 604C, a first sector is fused by sweeping the light beam through horizontal rows. While depicted as horizontal rows angled relative to both the X-axis and Y-axis, the rows can be horizontal rows at any appropriate angle. Atoperation 606C, a second sector is fused by sweeping through horizontal rows. The horizontal rows ofoperation 606C can have angles similar to the angles of the horizontal rows ofoperation 604C. - To allow the first sector fused at
operation 604C to cool, the second sector fused atoperation 606C can be separated from the first sector, e.g., by a third sector to be used atoperation 608C. For example, edges defining the first sector can be separated from edges defining the second sector. This separation can provide time for the first sector to cool after fusing. Rather than continuing to deliver energy to portions adjacent to the first sector, atoperation 606C, energy is delivered to the non-adjacent second sector. Then, atoperation 608C, the third sector separating the first and second sectors can be fused. - Referring to
FIG. 9D , in some implementations, multiple energy delivery systems are operated to performoperations additive manufacturing apparatuses material delivery area 612 to which feed material is delivered is divided into distinct regions 614 a-614 d. The patterns shown inFIG. 9D foroperations FIG. 9A foroperations operations region 614 a and along horizontal rows in theregion 614 b foroperations region 614 c and along horizontal rows in theregion 614 d foroperations - In some implementations, the first energy delivery system sweeps the light beam along the horizontal rows in the
region 614 b while the second energy delivery system sweeps the light beam along the horizontal rows in theregion 614 c. The first energy delivery system then sweeps the light beam along the horizontal rows in theregion 614 a while the second energy delivery system sweeps the light beam along the horizontal rows in theregion 614 d. Because theregions regions - Other patterns of light beam coverage are possible. For example, referring to
FIG. 10 , similar to the implementations described with respect toFIG. 9D , a feedmaterial delivery area 712 is divided into regions 714 a-714 d so that multiple energy delivery systems can selectively and sequentially sweep light beams through the regions 714 a-714 d. In contrast to the processes described with respect toFIGS. 9A-9D , inprocess 700, multiple sets of contours of anobject 710 are formed, with one set of the contours defining a firstinterior portion 716 a and another set of the contours defining a secondinterior portion 716 b. As shown inoperation 702, in a manner similar to that described foroperation 702, the contours can be fused. Theinterior portions operations object 710. As shown inoperation 704. Within asingle region interior portion 716 a to form third horizontal rows at a non-zero angle relative to the horizontal rows of theinterior portion 716 b, e.g., both the first horizontal rows and the second horizontal rows. - Controllers and computing devices can implement these operations and other processes and operations described herein. As described above, the
controller 108 of theapparatus 100 can include one or more processing devices connected to the various components, systems, and subsystems of theapparatus 100. Thecontroller 108 can coordinate the operation and cause theapparatus 100 to carry out the various functional operations or sequence of steps described above. Thecontroller 108 can control the movement and operations of the systems of the printhead 126. - The
controller 108 and other computing devices part of systems described herein can be implemented in digital electronic circuitry, or in computer software, firmware, or hardware. For example, the controller can include a processor to execute a computer program as stored in a computer program product, e.g., in a non-transitory machine readable storage medium. Such a computer program (also known as a program, software, software application, or code) can be written in any form of programming language, including compiled or interpreted languages, and it can be deployed in any form, including as a standalone program or as a module, component, subroutine, or other unit suitable for use in a computing environment. - The
controller 108 and other computing devices part of systems described can include non-transitory computer readable medium to store a data object, e.g., a computer aided design (CAD)-compatible file that identifies the pattern in which the feed material should be deposited for each layer. For example, the data object could be a STL-formatted file, a 3D Manufacturing Format (3MF) file, or an Additive Manufacturing File Format (AMF) file. For example, the controller could receive the data object from a remote computer. A processor in thecontroller 108, e.g., as controlled by firmware or software, can interpret the data object received from the computer to generate the set of signals necessary to control the components of theapparatus 100 to fuse the specified pattern for each layer. - While this document contains many specific implementation details, these should not be construed as limitations on the scope of any inventions or of what may be claimed, but rather as descriptions of features specific to particular embodiments of particular inventions. Certain features that are described in this document in the context of separate embodiments can also be implemented in combination in a single embodiment. Conversely, various features that are described in the context of a single embodiment can also be implemented in multiple embodiments separately or in any suitable subcombination. Moreover, although features may be described above as acting in certain combinations and even initially claimed as such, one or more features from a claimed combination can in some cases be excised from the combination, and the claimed combination may be directed to a subcombination or variation of a subcombination.
- The printhead of
FIG. 1A includes several systems that enable theapparatus 100 to build objects. In some cases, instead of a printhead, an AM apparatus includes independently operated systems, including independently operated energy sources, dispensers, and sensors. Each of these systems can be independently moved and may or may not be part of a modular printhead. In some examples, the printhead includes only the dispensers, and the apparatus include separate energy delivery systems mounted to supports independent from supports for the dispensers. - The processing conditions for additive manufacturing of metals and ceramics are significantly different than those for plastics. For example, in general, metals and ceramics require significantly higher processing temperatures. Thus 3D printing techniques for plastic may not be applicable to metal or ceramic processing and equipment may not be equivalent. However, some techniques described here could be applicable to polymer powders, e.g. nylon, ABS, polyetheretherketone (PEEK), polyetherketoneketone (PEKK) and polystyrene.
- A number of implementations have been described. Nevertheless, it will be understood that various modifications may be made. For example,
-
- Various components described above as being part of the printhead, such as the dispensing system(s), spreader(s), sensing system(s), heat source and/or energy source, can be mounted on the gantry instead of in the printhead, or be mounted on the frame that supports the gantry.
- The platform can have width between 200 mm and 2000 mm, e.g., between 500 mm and 1000 mm, about 400 mm, about 500 mm, about 600 mm, about 700 mm, etc.
- The region to be covered by a single energy delivery system can span a width between 100 mm to 1000 mm, e.g., between 250 mm and 500 mm, about 200 mm, about 250 mm, about 300 mm, etc.
- The
energy delivery system 106 can be advanced incrementally along the Y-axis so that the light beam can be delivered across an entire length of theplatform 102. In some cases, theenergy delivery system 106 is advanced an increment at the end of a single path across theplatform 102. Thelight source 120 can be controlled such that thelight beam 114 is not emitted when theenergy delivery system 106 is being advanced, for example, as the predicted location of thelight beam 114 incident on thereflective member 118 moves from one facet to another facet.
- Accordingly, other implementations are within the scope of the claims.
Claims (21)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/811,589 US20180257300A1 (en) | 2017-03-09 | 2017-11-13 | Additive manufacturing with energy delivery system having rotating polygon and adjustment of angle of light path |
| KR1020197029397A KR20190118676A (en) | 2017-03-09 | 2018-03-09 | Additive Manufacturing Using Energy Transfer Systems with Rotating Polygons |
| DE112018001246.8T DE112018001246T5 (en) | 2017-03-09 | 2018-03-09 | Additive manufacturing with energy delivery system having a rotating polygon |
| CN201880017050.7A CN110430994A (en) | 2017-03-09 | 2018-03-09 | Additive manufacturing with energy delivery system having rotating polygon |
| TW107108070A TW201836823A (en) | 2017-03-09 | 2018-03-09 | Additive manufacturing with energy delivery system having rotating polygon |
| PCT/US2018/021747 WO2018165549A1 (en) | 2017-03-09 | 2018-03-09 | Additive manufacturing with energy delivery system having rotating polygon |
| JP2019547624A JP2020511332A (en) | 2017-03-09 | 2018-03-09 | Additive manufacturing with energy supply system with rotating polygons |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762469466P | 2017-03-09 | 2017-03-09 | |
| US15/811,589 US20180257300A1 (en) | 2017-03-09 | 2017-11-13 | Additive manufacturing with energy delivery system having rotating polygon and adjustment of angle of light path |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20180257300A1 true US20180257300A1 (en) | 2018-09-13 |
Family
ID=63446068
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/811,589 Abandoned US20180257300A1 (en) | 2017-03-09 | 2017-11-13 | Additive manufacturing with energy delivery system having rotating polygon and adjustment of angle of light path |
| US15/811,547 Active US10800103B2 (en) | 2017-03-09 | 2017-11-13 | Additive manufacturing with energy delivery system having rotating polygon and second reflective member |
| US15/811,533 Active US10730240B2 (en) | 2017-03-09 | 2017-11-13 | Additive manufacturing with energy delivery system having rotating polygon |
| US17/067,502 Abandoned US20210023789A1 (en) | 2017-03-09 | 2020-10-09 | Additive manufacturing with energy delivery system having rotating polygon and second reflective member |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/811,547 Active US10800103B2 (en) | 2017-03-09 | 2017-11-13 | Additive manufacturing with energy delivery system having rotating polygon and second reflective member |
| US15/811,533 Active US10730240B2 (en) | 2017-03-09 | 2017-11-13 | Additive manufacturing with energy delivery system having rotating polygon |
| US17/067,502 Abandoned US20210023789A1 (en) | 2017-03-09 | 2020-10-09 | Additive manufacturing with energy delivery system having rotating polygon and second reflective member |
Country Status (7)
| Country | Link |
|---|---|
| US (4) | US20180257300A1 (en) |
| JP (2) | JP2020514127A (en) |
| KR (2) | KR20190118676A (en) |
| CN (2) | CN110430993A (en) |
| DE (2) | DE112018001246T5 (en) |
| TW (2) | TW201836823A (en) |
| WO (2) | WO2018165558A1 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190202007A1 (en) * | 2016-04-13 | 2019-07-04 | 3D New Technologies S.R.L. | Doctor blade for additive manufacturing |
| WO2020145980A1 (en) | 2019-01-10 | 2020-07-16 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| US10730240B2 (en) | 2017-03-09 | 2020-08-04 | Applied Materials, Inc. | Additive manufacturing with energy delivery system having rotating polygon |
| US10940641B2 (en) | 2017-05-26 | 2021-03-09 | Applied Materials, Inc. | Multi-light beam energy delivery with rotating polygon for additive manufacturing |
| US10981323B2 (en) | 2017-05-26 | 2021-04-20 | Applied Materials, Inc. | Energy delivery with rotating polygon and multiple light beams on same path for additive manufacturing |
| US11065689B2 (en) | 2017-06-23 | 2021-07-20 | Applied Materials, Inc. | Additive manufacturing with polygon and galvo mirror scanners |
| CN113498382A (en) * | 2019-02-22 | 2021-10-12 | 依视路国际公司 | Method and system for manufacturing optical volume elements from curable materials using additive manufacturing techniques |
| US11331855B2 (en) | 2017-11-13 | 2022-05-17 | Applied Materials, Inc. | Additive manufacturing with dithering scan path |
| US11518100B2 (en) | 2018-05-09 | 2022-12-06 | Applied Materials, Inc. | Additive manufacturing with a polygon scanner |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10843266B2 (en) | 2015-10-30 | 2020-11-24 | Seurat Technologies, Inc. | Chamber systems for additive manufacturing |
| US11654490B2 (en) * | 2017-04-18 | 2023-05-23 | Hewlett-Packard Development Company, L.P. | Apparatus having a movable chamber |
| US11084097B2 (en) | 2017-06-23 | 2021-08-10 | Applied Materials, Inc. | Additive manufacturing with cell processing recipes |
| CN112272607B (en) * | 2018-04-30 | 2023-02-03 | 惠普发展公司,有限责任合伙企业 | Manufacture of objects having regions of different solidity |
| EP3587079A1 (en) * | 2018-06-29 | 2020-01-01 | CL Schutzrechtsverwaltungs GmbH | Apparatus for additively manufacturing three-dimensional objects |
| KR102685211B1 (en) | 2019-09-26 | 2024-07-16 | 주식회사 헬릭스미스 | Chimeric Antigen Receptor comprising Anti-c-Met Antibody or Antigen Binding Fragment Thereof, and Uses Thereof |
| EP3865281B1 (en) | 2020-02-14 | 2023-01-18 | Ivoclar Vivadent AG | Stereolithography device |
| CN113523577A (en) * | 2021-07-09 | 2021-10-22 | 济南森峰激光科技股份有限公司 | PERC battery piece high-speed laser grooving method and device based on rotating mirror and PERC battery piece |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4643569A (en) | 1985-06-18 | 1987-02-17 | Lincoln Laser Company | Dual beam laser inspection apparatus |
| JPH10242617A (en) | 1997-02-28 | 1998-09-11 | Murata Mfg Co Ltd | Method and apparatus for processing ceramic green sheet |
| JP3271055B2 (en) | 1997-07-14 | 2002-04-02 | 住友重機械工業株式会社 | Method and apparatus for marking optical material by laser |
| JP3584782B2 (en) * | 1999-05-21 | 2004-11-04 | 松下電工株式会社 | Three-dimensional model manufacturing method |
| JP2003080604A (en) | 2001-09-10 | 2003-03-19 | Fuji Photo Film Co Ltd | Laminate shaping apparatus |
| KR100460987B1 (en) | 2002-05-21 | 2004-12-09 | 삼성전자주식회사 | Laser scanning unit for laser printer |
| KR100556586B1 (en) | 2004-08-03 | 2006-03-06 | 주식회사 이오테크닉스 | Laser Processing Apparatus using Polygon Mirror with Error Correction Function |
| US7339712B2 (en) | 2005-03-22 | 2008-03-04 | 3D Systems, Inc. | Laser scanning and power control in a rapid prototyping system |
| DE102006023484A1 (en) | 2006-05-18 | 2007-11-22 | Eos Gmbh Electro Optical Systems | Apparatus and method for layering a three-dimensional object from a powdery building material |
| JP4916392B2 (en) | 2007-06-26 | 2012-04-11 | パナソニック株式会社 | Manufacturing method and manufacturing apparatus for three-dimensional shaped object |
| JP5735803B2 (en) | 2007-08-23 | 2015-06-17 | スリーディー システムズ インコーポレーテッド | Automatic shape calibration method using laser scanning reflectometer |
| DE102010008960A1 (en) | 2010-02-23 | 2011-08-25 | EOS GmbH Electro Optical Systems, 82152 | Method and device for producing a three-dimensional object that is particularly suitable for use in microtechnology |
| EP2786859B1 (en) | 2011-06-28 | 2019-08-07 | Global Filtration Systems, A DBA of Gulf Filtration Systems Inc. | Apparatus for forming three-dimensional objects using linear solidification |
| US8778252B2 (en) | 2012-01-20 | 2014-07-15 | Wisconsin Alumni Research Foundation | Three-dimensional printing system using dual rotation axes |
| WO2014144255A2 (en) * | 2013-03-15 | 2014-09-18 | Matterfab Corp. | Laser sintering apparatus and methods |
| US9415443B2 (en) | 2013-05-23 | 2016-08-16 | Arcam Ab | Method and apparatus for additive manufacturing |
| GB201310398D0 (en) * | 2013-06-11 | 2013-07-24 | Renishaw Plc | Additive manufacturing apparatus and method |
| CN105492188B (en) | 2013-06-10 | 2018-09-11 | 瑞尼斯豪公司 | Selective laser curing apparatus and method |
| US20150102531A1 (en) | 2013-10-11 | 2015-04-16 | Global Filtration Systems, A Dba Of Gulf Filtration Systems Inc. | Apparatus and method for forming three-dimensional objects using a curved build platform |
| KR20150115596A (en) | 2014-04-04 | 2015-10-14 | 가부시키가이샤 마쓰우라 기카이 세이사쿠쇼 | Device and method for forming a 3-dimensional shaped object |
| JP5795657B1 (en) | 2014-04-04 | 2015-10-14 | 株式会社松浦機械製作所 | Additive manufacturing apparatus and additive manufacturing method |
| CN108436082A (en) | 2014-06-20 | 2018-08-24 | 维洛3D公司 | Equipment, system and method for 3 D-printing |
| US10688561B2 (en) | 2014-08-20 | 2020-06-23 | Etxe-Tar, S.A. | Method and system for additive manufacturing using a light beam |
| US20170304895A1 (en) | 2014-10-01 | 2017-10-26 | Renishaw Plc | Additive manufacturing apparatus and method |
| KR101612254B1 (en) | 2014-10-30 | 2016-04-15 | 한국생산기술연구원 | A multi-channel head assembly for 3D printer comprising polygon mirrors rotating in single direction, and a scanning method therewith and a 3D printer therewith |
| KR101645562B1 (en) | 2014-11-13 | 2016-08-05 | 최병찬 | Laser irradiation device and laser irradiation method using thereof |
| KR20160109866A (en) | 2015-03-13 | 2016-09-21 | 김일환 | Apparatus and method for 3d printing |
| WO2016201326A1 (en) | 2015-06-10 | 2016-12-15 | Ipg Photonics Corporation | Multiple beam additive manufacturing |
| CN107771109B (en) * | 2015-06-19 | 2021-09-07 | 应用材料公司 | Material distribution and compaction in additive manufacturing |
| WO2017014964A1 (en) | 2015-07-20 | 2017-01-26 | Applied Materials, Inc. | Additive manufacturing with multiple heat sources |
| US10814387B2 (en) | 2015-08-03 | 2020-10-27 | General Electric Company | Powder recirculating additive manufacturing apparatus and method |
| KR101682087B1 (en) | 2015-11-27 | 2016-12-02 | 한국기계연구원 | Apparatus and method for manufacturing three dimensional shapes using laser and powder |
| US10183330B2 (en) | 2015-12-10 | 2019-01-22 | Vel03D, Inc. | Skillful three-dimensional printing |
| US20180257300A1 (en) | 2017-03-09 | 2018-09-13 | Applied Materials, Inc. | Additive manufacturing with energy delivery system having rotating polygon and adjustment of angle of light path |
| US10981323B2 (en) | 2017-05-26 | 2021-04-20 | Applied Materials, Inc. | Energy delivery with rotating polygon and multiple light beams on same path for additive manufacturing |
| US10940641B2 (en) | 2017-05-26 | 2021-03-09 | Applied Materials, Inc. | Multi-light beam energy delivery with rotating polygon for additive manufacturing |
| US20180369914A1 (en) | 2017-06-23 | 2018-12-27 | Applied Materials, Inc. | Additive manufacturing with multiple polygon mirror scanners |
-
2017
- 2017-11-13 US US15/811,589 patent/US20180257300A1/en not_active Abandoned
- 2017-11-13 US US15/811,547 patent/US10800103B2/en active Active
- 2017-11-13 US US15/811,533 patent/US10730240B2/en active Active
-
2018
- 2018-03-09 DE DE112018001246.8T patent/DE112018001246T5/en not_active Withdrawn
- 2018-03-09 KR KR1020197029397A patent/KR20190118676A/en unknown
- 2018-03-09 TW TW107108070A patent/TW201836823A/en unknown
- 2018-03-09 WO PCT/US2018/021760 patent/WO2018165558A1/en active Application Filing
- 2018-03-09 JP JP2019547666A patent/JP2020514127A/en active Pending
- 2018-03-09 KR KR1020197029398A patent/KR20190119148A/en unknown
- 2018-03-09 JP JP2019547624A patent/JP2020511332A/en active Pending
- 2018-03-09 CN CN201880016945.9A patent/CN110430993A/en active Pending
- 2018-03-09 WO PCT/US2018/021747 patent/WO2018165549A1/en active Application Filing
- 2018-03-09 DE DE112018001238.7T patent/DE112018001238T5/en not_active Withdrawn
- 2018-03-09 CN CN201880017050.7A patent/CN110430994A/en active Pending
- 2018-03-09 TW TW107108069A patent/TW201838792A/en unknown
-
2020
- 2020-10-09 US US17/067,502 patent/US20210023789A1/en not_active Abandoned
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190202007A1 (en) * | 2016-04-13 | 2019-07-04 | 3D New Technologies S.R.L. | Doctor blade for additive manufacturing |
| US10730240B2 (en) | 2017-03-09 | 2020-08-04 | Applied Materials, Inc. | Additive manufacturing with energy delivery system having rotating polygon |
| US10800103B2 (en) | 2017-03-09 | 2020-10-13 | Applied Materials, Inc. | Additive manufacturing with energy delivery system having rotating polygon and second reflective member |
| US10940641B2 (en) | 2017-05-26 | 2021-03-09 | Applied Materials, Inc. | Multi-light beam energy delivery with rotating polygon for additive manufacturing |
| US10981323B2 (en) | 2017-05-26 | 2021-04-20 | Applied Materials, Inc. | Energy delivery with rotating polygon and multiple light beams on same path for additive manufacturing |
| US11065689B2 (en) | 2017-06-23 | 2021-07-20 | Applied Materials, Inc. | Additive manufacturing with polygon and galvo mirror scanners |
| US11331855B2 (en) | 2017-11-13 | 2022-05-17 | Applied Materials, Inc. | Additive manufacturing with dithering scan path |
| US11518100B2 (en) | 2018-05-09 | 2022-12-06 | Applied Materials, Inc. | Additive manufacturing with a polygon scanner |
| WO2020145980A1 (en) | 2019-01-10 | 2020-07-16 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| EP3887127A4 (en) * | 2019-01-10 | 2022-07-06 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| US11787108B2 (en) | 2019-01-10 | 2023-10-17 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| CN113498382A (en) * | 2019-02-22 | 2021-10-12 | 依视路国际公司 | Method and system for manufacturing optical volume elements from curable materials using additive manufacturing techniques |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018165558A1 (en) | 2018-09-13 |
| KR20190119148A (en) | 2019-10-21 |
| WO2018165549A1 (en) | 2018-09-13 |
| US10800103B2 (en) | 2020-10-13 |
| TW201836823A (en) | 2018-10-16 |
| DE112018001238T5 (en) | 2020-01-02 |
| US20210023789A1 (en) | 2021-01-28 |
| KR20190118676A (en) | 2019-10-18 |
| US20180257301A1 (en) | 2018-09-13 |
| CN110430993A (en) | 2019-11-08 |
| JP2020511332A (en) | 2020-04-16 |
| TW201838792A (en) | 2018-11-01 |
| JP2020514127A (en) | 2020-05-21 |
| US10730240B2 (en) | 2020-08-04 |
| DE112018001246T5 (en) | 2019-12-12 |
| US20180257299A1 (en) | 2018-09-13 |
| CN110430994A (en) | 2019-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210023789A1 (en) | Additive manufacturing with energy delivery system having rotating polygon and second reflective member | |
| US10940641B2 (en) | Multi-light beam energy delivery with rotating polygon for additive manufacturing | |
| US10981323B2 (en) | Energy delivery with rotating polygon and multiple light beams on same path for additive manufacturing | |
| US20190160539A1 (en) | Additive Manufacturing with Overlapping Light Beams | |
| US20180221953A1 (en) | Additive manufacturing with gas delivery and dispenser on common support | |
| US20190151944A1 (en) | Additive Manufacturing with a Two-Part Polygon Scanner | |
| KR20200013066A (en) | Additive manufacturing with multi-sided and galvo mirror scanners | |
| US11331855B2 (en) | Additive manufacturing with dithering scan path | |
| US11518100B2 (en) | Additive manufacturing with a polygon scanner |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: APPLIED MATERIALS, INC., CALIFORNIA Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:NG, HOU T.;PATIBANDLA, NAG B.;JOSHI, AJEY M.;AND OTHERS;SIGNING DATES FROM 20180110 TO 20180116;REEL/FRAME:044664/0649 |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: DOCKETED NEW CASE - READY FOR EXAMINATION |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NON FINAL ACTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: RESPONSE TO NON-FINAL OFFICE ACTION ENTERED AND FORWARDED TO EXAMINER |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: FINAL REJECTION MAILED |
|
| STCV | Information on status: appeal procedure |
Free format text: NOTICE OF APPEAL FILED |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |