US20120211239A1 - Apparatus and method for controlling gas lift assemblies - Google Patents
Apparatus and method for controlling gas lift assemblies Download PDFInfo
- Publication number
- US20120211239A1 US20120211239A1 US13/030,817 US201113030817A US2012211239A1 US 20120211239 A1 US20120211239 A1 US 20120211239A1 US 201113030817 A US201113030817 A US 201113030817A US 2012211239 A1 US2012211239 A1 US 2012211239A1
- Authority
- US
- United States
- Prior art keywords
- plug
- gas lift
- fluid
- powder
- lift assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 238000000034 method Methods 0.000 title claims description 32
- 238000000429 assembly Methods 0.000 title description 5
- 230000000712 assembly Effects 0.000 title description 5
- 239000012530 fluid Substances 0.000 claims abstract description 126
- 238000004519 manufacturing process Methods 0.000 claims abstract description 89
- 230000004044 response Effects 0.000 claims abstract description 23
- 238000004891 communication Methods 0.000 claims abstract description 14
- 239000002245 particle Substances 0.000 claims description 216
- 239000000843 powder Substances 0.000 claims description 174
- 239000000463 material Substances 0.000 claims description 110
- 239000011162 core material Substances 0.000 claims description 108
- 239000011247 coating layer Substances 0.000 claims description 88
- 239000010410 layer Substances 0.000 claims description 40
- 230000001413 cellular effect Effects 0.000 claims description 38
- 239000000126 substance Substances 0.000 claims description 31
- 239000000203 mixture Substances 0.000 claims description 30
- 238000005245 sintering Methods 0.000 claims description 24
- 229910052782 aluminium Inorganic materials 0.000 claims description 15
- 229930195733 hydrocarbon Natural products 0.000 claims description 14
- 150000002430 hydrocarbons Chemical class 0.000 claims description 14
- 229910052749 magnesium Inorganic materials 0.000 claims description 14
- 239000004215 Carbon black (E152) Substances 0.000 claims description 13
- 229910052725 zinc Inorganic materials 0.000 claims description 13
- 229910052748 manganese Inorganic materials 0.000 claims description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 9
- 239000007787 solid Substances 0.000 claims description 5
- 239000007789 gas Substances 0.000 description 113
- 230000008859 change Effects 0.000 description 37
- 238000000576 coating method Methods 0.000 description 37
- 239000011248 coating agent Substances 0.000 description 33
- 238000004090 dissolution Methods 0.000 description 31
- 239000011777 magnesium Substances 0.000 description 29
- 239000000470 constituent Substances 0.000 description 27
- 229910052751 metal Inorganic materials 0.000 description 20
- 239000002184 metal Substances 0.000 description 20
- 230000008018 melting Effects 0.000 description 19
- 238000002844 melting Methods 0.000 description 19
- 238000009826 distribution Methods 0.000 description 17
- 239000011701 zinc Substances 0.000 description 16
- 229910045601 alloy Inorganic materials 0.000 description 13
- 239000000956 alloy Substances 0.000 description 13
- 230000007797 corrosion Effects 0.000 description 13
- 238000005260 corrosion Methods 0.000 description 13
- 239000002131 composite material Substances 0.000 description 12
- 150000002739 metals Chemical class 0.000 description 12
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 11
- 239000012071 phase Substances 0.000 description 11
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 10
- 239000002356 single layer Substances 0.000 description 9
- 229910052761 rare earth metal Inorganic materials 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000009792 diffusion process Methods 0.000 description 7
- 230000036961 partial effect Effects 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 239000011159 matrix material Substances 0.000 description 6
- 239000007769 metal material Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 230000004580 weight loss Effects 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 5
- 238000005056 compaction Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 239000001103 potassium chloride Substances 0.000 description 5
- 235000011164 potassium chloride Nutrition 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 230000015556 catabolic process Effects 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 229910052727 yttrium Inorganic materials 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 2
- 229910000861 Mg alloy Inorganic materials 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 239000011575 calcium Substances 0.000 description 2
- 229910052729 chemical element Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 229910052593 corundum Inorganic materials 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 239000004005 microsphere Substances 0.000 description 2
- 239000002103 nanocoating Substances 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229910002059 quaternary alloy Inorganic materials 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 229910001845 yogo sapphire Inorganic materials 0.000 description 2
- 229910000967 As alloy Inorganic materials 0.000 description 1
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910003023 Mg-Al Inorganic materials 0.000 description 1
- 229910000914 Mn alloy Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 238000003483 aging Methods 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000010420 art technique Methods 0.000 description 1
- -1 as described herein Inorganic materials 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000002902 bimodal effect Effects 0.000 description 1
- WGEFECGEFUFIQW-UHFFFAOYSA-L calcium dibromide Chemical compound [Ca+2].[Br-].[Br-] WGEFECGEFUFIQW-UHFFFAOYSA-L 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 238000001311 chemical methods and process Methods 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002071 nanotube Substances 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000004382 potting Methods 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002195 soluble material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- VNDYJBBGRKZCSX-UHFFFAOYSA-L zinc bromide Chemical compound Br[Zn]Br VNDYJBBGRKZCSX-UHFFFAOYSA-L 0.000 description 1
Images











Classifications
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B43/00—Methods or apparatus for obtaining oil, gas, water, soluble or meltable materials or a slurry of minerals from wells
- E21B43/12—Methods or apparatus for controlling the flow of the obtained fluid to or in wells
- E21B43/121—Lifting well fluids
- E21B43/122—Gas lift
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B33/00—Sealing or packing boreholes or wells
- E21B33/10—Sealing or packing boreholes or wells in the borehole
- E21B33/12—Packers; Plugs
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B2200/00—Special features related to earth drilling for obtaining oil, gas or water
- E21B2200/08—Down-hole devices using materials which decompose under well-bore conditions
Definitions
- Hydrocarbon production systems typically rely on formation pressure from subterranean reservoirs to produce hydrocarbon fluids and gases.
- this reservoir energy decreases, it is generally necessary to apply some form of artificial lift to assist in producing these liquids and gases to the surface.
- Gas lift is a form of artificial lift that is used to assist in producing boreholes that do not flow or cannot flow at optimum or desired producing rates.
- Gas lift systems generally include a mechanism for injecting high pressure gas from an annular region of the well into a production conduit.
- a valve is typically used in gas lift systems to control flow of the high pressure gas into the production conduit.
- Dummy valves are often loaded in side pocket mandrels when they are installed in borehole completion systems to isolate a borehole annulus from the production tubing where, for example, pressurization is required to test the tubing, test the annulus, set a hydraulic packer or activate an isolation device. If the borehole requires gas lift to unload the completion fluid or assist in producing production fluid, wireline intervention is typically required to remove the dummy valves and install a live gas lift device.
- a production fluid control apparatus includes: a gas lift assembly in fluid communication with a borehole production conduit, the gas lift assembly configured to control a flow of pressurized gas between an annular region of a borehole and the production conduit; and at least one plug disposed in operable communication with the gas lift assembly, the at least one plug configured to prevent fluid flow through the gas lift assembly and configured to be actuated to allow fluid flow through the gas lift assembly in response to exposure to a downhole fluid.
- a method of producing hydrocarbon fluid from a borehole includes: disposing a production assembly in the borehole, the production assembly including a production conduit and a gas lift assembly in fluid communication with the production conduit, the gas lift assembly configured to control a flow of pressurized gas between an annular region of the borehole and the production conduit, the production assembly including at least one plug configured to prevent fluid flow through the gas lift assembly; exposing the at least one plug to a downhole fluid; and actuating the at least one plug by dissolving or corroding at least a portion of the at least one plug in response to exposure to the downhole fluid to allow fluid to flow through the gas lift assembly.
- FIG. 1 depicts an embodiment of a downhole completion and/or production system including a gas lift assembly
- FIG. 2 is a partial cross-sectional view of an exemplary embodiment of a valve configured for use with the gas lift assembly of FIG. 1 ;
- FIG. 3 is a close-up view of a portion of an exemplary embodiment of the valve of FIG. 2 ;
- FIG. 4 is a partial cross-sectional view of an exemplary embodiment of the gas lift assembly of FIG. 1 ;
- FIG. 5 is a partial cross-sectional view of an exemplary embodiment of the gas lift assembly of FIG. 1 ;
- FIG. 6 is a photomicrograph of a powder as disclosed herein that has been embedded in a potting material and sectioned;
- FIG. 7 is a schematic illustration of an exemplary embodiment of a powder particle as it would appear in an exemplary section view represented by section 5 - 5 of FIG. 6 ;
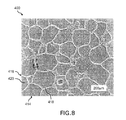
- FIG. 8 is a photomicrograph of an exemplary embodiment of a powder compact as disclosed herein;
- FIG. 9 is a schematic of illustration of an exemplary embodiment of the powder compact of FIG. 8 made using a powder having single-layer powder particles as it would appear taken along section 7 - 7 ;
- FIG. 10 is a schematic of illustration of another exemplary embodiment of the powder compact of FIG. 8 made using a powder having multilayer powder particles as it would appear taken along section 7 - 7 ;
- FIG. 11 is a schematic illustration of a change in a property of a powder compact as disclosed herein as a function of time and a change in condition of the powder compact environment.
- FIG. 12 is a flow diagram depicting a method of controlling production fluid in a borehole.
- a production assembly such as a production string is configured to be disposed in a borehole and facilitate production of hydrocarbons (e.g., oil and/or gas).
- a gas lift assembly is disposed in the production assembly, and includes one or more ports configured to allow pressurized gas to flow through the gas lift assembly and into the production assembly, e.g., into a production conduit, to provide lift and facilitate hydrocarbon production.
- At least one plug that includes a material configured to react with downhole fluids is disposed in fluid communication with the gas lift assembly and prevents lift gas from flowing into the production conduit.
- the plug is actuatable in response to exposure to downhole fluid (e.g., salinated water and/or production fluids including hydrocarbon liquids and/or gases) to allow the lift gas to flow into the production conduit.
- downhole fluid e.g., salinated water and/or production fluids including hydrocarbon liquids and/or gases
- the plug is a dissolvable plug configured to corrode, degrade, dissolve or go into solution upon exposure to downhole fluids.
- an exemplary embodiment of a downhole completion and/or production system 110 includes a borehole string 112 that is shown disposed in a borehole 114 that penetrates at least one earth formation 116 .
- the borehole 114 may be an open hole or an at least partially cased hole, and may be generally vertical or include a horizontal component.
- a “borehole string”, as used herein, refers to a production assembly including a production string having a production conduit, and may also refer to any structure or carrier suitable for lowering a tool or component through a borehole and/or connecting a tool to the surface, and is not limited to the structure and configuration described herein.
- a “carrier” as described herein means any device, device component, combination of devices, media and/or member that may be used to convey, house, support or otherwise facilitate the use of another device, device component, combination of devices, media and/or member.
- exemplary non-limiting carriers include borehole strings of the coiled tube type, of the jointed pipe type and any combination or portion thereof
- Other carrier examples include casing pipes, wirelines, wireline sondes, slickline sondes, drop shots, downhole subs, and bottom-hole assemblies.
- the system 110 nay include a downhole packing tool 118 such as an inflateable or expandable packer.
- the packing tool 118 is configured to prevent production of formation sand or other particulates as production fluid is produced from the formation 116 , and aid in directing production fluid into the borehole string 112 .
- the packing tool 118 may be incorporated in the borehole string 112 as, for example, a packer sub or joint.
- the borehole string 112 includes a gas lift assembly 120 configured to pump, inject or otherwise introduce pressurized gas into a production conduit 122 in the borehole string 112 to aid in forcing production fluid toward the surface.
- the gas lift assembly 120 includes a support component in operable communication with the production conduit 122 and with one or more gas inlet ports 124 .
- the gas inlet ports 124 provide fluid communication between the gas lift assembly 120 and an annular region of the borehole 112 into which pressurized gases are injected from, for example, a surface injection, processing and/or control unit 125 .
- the support component is configured as, in one embodiment, a tubular housing extending axially (i.e., extending at least partially in a direction generally parallel to a longitudinal axis of the borehole 114 ) along the borehole string 112 .
- the support component includes a side pocket mandrel 126 that is held in a fixed position relative to the production conduit 122 .
- the mandrel 126 may be held in any suitable manner, such as affixed by a mechanical connection such as a weld, screws or by a latch located in a latch profile 128 , by forming a conduit in the borehole string wall.
- the support component is described herein as the mandrel 126 , the support component is not so limited and may include any structures or configurations sufficient to secure the gas lift assembly 120 in or with the borehole string 112 .
- the mandrel 126 in one embodiment, includes one or more cavities 130 configured to hold components of the gas lift assembly 120 and/or at least partially seal the components from the production conduit 122 .
- the gas lift assembly 120 includes a gas flow control device 132 that is configured to control the flow of downhole fluid and/or the pressurized gas through the gas lift assembly 120 , the mandrel 126 and/or the ports 124 .
- the gas flow control device 132 is configured to seal in the cavities 130 and direct pressurized gas flow from an annular area in fluid communication with the flow ports 124 , through flow ports 134 of the gas flow control device 132 and through the flow control device 132 .
- pressurized gas is directed from the flow ports 134 and into the production conduit 122 via one or more outlet ports 136 located in, for example, a nose section 138 of the gas flow control device 132 .
- the gas flow control device 132 includes one or more valve assemblies configured to control fluid flow through the flow control device 132 .
- a reverse flow check valve 140 is disposed in the flow control device 132 to prevent pressurized gases from flowing backward relative to the desired flow direction and/or prevent other downhole fluids from flowing into the flow control device 132 .
- the gas lift assembly 120 also includes at least one plug 142 disposed in operable communication with the gas lift assembly 120 and configured to block the flow of fluid (including production fluids and the pressurized gas used for the artificial lift) between the production conduit 122 and other regions in the borehole 114 , such as an annular region around the production conduit 122 .
- the plug 142 is configured to be actuatable in response to exposure to downhole fluids such as water and production fluids including hydrocarbon liquids and/or gases.
- the plug 142 is made at least partially from a material configured to corrode, degrade, reduce, dissolve or go into solution when in contact with a downhole fluid.
- the plug 142 is made of a material such that the plug 142 will at least partially disappear or dissolve and allow the gas lift assembly 120 and/or flow control device 132 to function as designed.
- the gas lift plug 142 is manufactured from a material which will provide a temporary positive barrier to pressurized gas and downhole fluids and prevent them from flowing through the gas lift assembly 120 .
- the plug 142 before the gas lift plug 142 is sufficiently dissolved to allow fluid flow therethrough, the plug 142 causes the gas lift assembly 120 to act as a temporary dummy valve.
- a “dummy valve” refers to any device or mechanism that is disposed in place of a borehole component and acts to restrict fluid flow therethrough. A dummy valve is generally replaced with the borehole component when the component is needed.
- the gas lift plug 142 isolates the annulus from the production conduit 122 where pressurization is required to perform actions such as testing the production string 112 , testing the annulus, setting a packer or activating an isolation device.
- FIG. 3 shows an exemplary embodiment of the gas lift plug 142 .
- the gas lift plug 142 is disposed within the flow control device 132 (e.g., by being installed or retro-fitted in the flow control device 132 ) to prevent fluid flow in any direction therethrough.
- the plug 142 is disposed in a location proximate to the flow ports 36 so that the plug 142 is exposed to downhole fluid in the production conduit 122 .
- Such a location includes, but is not limited to, a location in a nose portion 138 of the flow control device 132 , between the flow ports 136 and the reverse flow check valve 140 .
- FIGS. 4 and 5 show additional exemplary embodiments of the gas lift plug 142 .
- the plug 142 is disposed in a fluid path between the conduit 122 and the gas lift assembly 120 and/or the mandrel 126 .
- the plug is formed as a bar shape, a cylindrical shape and/or a tubular shape, and is disposed outside of the flow control device 132 to block the outlet ports 136 of the flow control device 132 .
- the plug 142 is formed as a hollow cylindrical or toroidal shape having an outer diameter substantially the same or similar to the inside diameter of a length of the conduit 122 .
- the plug 142 is held in place, for example, by a side wall of the production conduit 122 (e.g., a bottom swage 144 ) and the end of the fluid control device 132 and/or mandrel 126 .
- the configuration, size and shape of the plug 142 is not limited to that described herein.
- the plug 142 may take any shape such as tubular shapes configured to conform to any conduits or cavities in or operably coupled to the gas lift assembly 120 .
- the gas lift plug 142 is made of a material and shaped or otherwise configured to dissolve at a known rate upon exposure to a downhole fluid, and accordingly block fluid for an approximately known period of time.
- the gas plug material is a material that does not substantially react with drilling mud or other fluids, and eloctrolytically decomposes in a selected time, for example, 12-24 hours in salt water dependent upon temperature and well conditions.
- the gas lift plug material includes any material or combination of materials that is configured to dissolve, corrode, degrade, break up or otherwise reduce in size upon exposure to downhole fluids.
- materials include metallic materials such as magnesium and/or aluminum, which may be formed for example by depositing layers of material by techniques such electrochemical deposition and vapor deposition such as chemical vapor deposition (CVD).
- CVD chemical vapor deposition
- the gas lift plug 142 includes or is at least partially made from a corrodible or soluble material.
- the materials in the gas lift plug 142 as described herein are lightweight, high-strength metallic materials that may be used in a wide variety of applications and application environments, including use in various wellbore environments to make various selectably and controllably disposable or degradable lightweight, high-strength downhole tools or other downhole components, as well as many other applications for use in both durable and disposable or degradable articles.
- These lightweight, high-strength and selectably and controllably degradable materials include fully-dense, sintered powder compacts formed from coated powder materials that include various lightweight particle cores and core materials having various single layer and multilayer nanoscale coatings.
- These powder compacts are made from coated metallic powders that include various electrochemically-active (e.g., having relatively higher standard oxidation potentials) lightweight, high-strength particle cores and core materials, such as electrochemically active metals, that are dispersed within a cellular nanomatrix formed from the various nanoscale metallic coating layers of metallic coating materials, and are particularly useful in wellbore applications.
- electrochemically-active e.g., having relatively higher standard oxidation potentials
- core materials such as electrochemically active metals
- the particle core and coating layers of these powders may be selected to provide sintered powder compacts suitable for use as high strength engineered materials having a compressive strength and shear strength comparable to various other engineered materials, including carbon, stainless and alloy steels, but which also have a low density comparable to various polymers, elastomers, low-density porous ceramics and composite materials.
- these powders and powder compact materials may be configured to provide a selectable and controllable degradation or disposal in response to a change in an environmental condition, such as a transition from a very low dissolution rate to a very rapid dissolution rate in response to a change in a property or condition of a wellbore proximate an article formed from the compact, including a property change in a wellbore fluid that is in contact with the powder compact.
- the selectable and controllable degradation or disposal characteristics described also allow the dimensional stability and strength of articles, such as wellbore tools or other components, made from these materials to be maintained until they are no longer needed, at which time a predetermined environmental condition, such as a wellbore condition, including wellbore fluid temperature, pressure or pH value, may be changed to promote their removal by rapid dissolution.
- a predetermined environmental condition such as a wellbore condition, including wellbore fluid temperature, pressure or pH value
- a metallic powder 210 includes a plurality of metallic, coated powder particles 212 .
- Powder particles 212 may be formed to provide a powder 210 , including free-flowing powder, that may be poured or otherwise disposed in all manner of forms or molds (not shown) having all manner of shapes and sizes and that may be used to fashion precursor powder compacts and powder compacts 400 ( FIGS. 9 and 10 ), as described herein, that may be used as at least a portion of the gas lift plug 142 .
- Each of the metallic, coated powder particles 212 of powder 210 includes a particle core 214 and a metallic coating layer 216 disposed on the particle core 214 .
- the particle core 214 includes a core material 218 .
- the core material 218 may include any suitable material for forming the particle core 214 that provides powder particle 212 that can be sintered to form a lightweight, high-strength powder compact 400 having selectable and controllable dissolution characteristics.
- Suitable core materials include electrochemically active metals having a standard oxidation potential greater than or equal to that of Zn, including as Mg, Al, Mn or Zn or a combination thereof These electrochemically active metals are very reactive with a number of common wellbore fluids, including any number of ionic fluids or highly polar fluids, such as those that contain various chlorides. Examples include fluids comprising potassium chloride (KCl), hydrochloric acid (HCl), calcium chloride (CaCl 2 ), calcium bromide (CaBr 2 ) or zinc bromide (ZnBr 2 ).
- KCl potassium chloride
- HCl hydrochloric acid
- CaCl 2 calcium chloride
- CaBr 2 calcium bromide
- ZnBr 2 zinc bromide
- Core material 218 may also include other metals that are less electrochemically active than Zn or non-metallic materials, or a combination thereof Suitable non-metallic materials include ceramics, composites, glasses or carbon, or a combination thereof Core material 218 may be selected to provide a high dissolution rate in a predetermined wellbore fluid, but may also be selected to provide a relatively low dissolution rate, including zero dissolution, where dissolution of the nanomatrix material causes the particle core 214 to be rapidly undermined and liberated from the particle compact at the interface with the wellbore fluid, such that the effective rate of dissolution of particle compacts made using particle cores 214 of these core materials 218 is high, even though core material 218 itself may have a low dissolution rate, including core materials 220 that may be substantially insoluble in the wellbore fluid.
- these metals may be used as pure metals or in any combination with one another, including various alloy combinations of these materials, including binary, tertiary, or quaternary alloys of these materials. These combinations may also include composites of these materials. Further, in addition to combinations with one another, the Mg, Al, Mn or Zn core materials 218 may also include other constituents, including various alloying additions, to alter one or more properties of the particle cores 214 , such as by improving the strength, lowering the density or altering the dissolution characteristics of the core material 218 .
- Mg either as a pure metal or an alloy or a composite material, is particularly useful, because of its low density and ability to form high-strength alloys, as well as its high degree of electrochemical activity, since it has a standard oxidation potential higher than Al, Mn or Zn.
- Mg alloys include all alloys that have Mg as an alloy constituent.
- Mg alloys that combine other electrochemically active metals, as described herein, as alloy constituents are particularly useful, including binary Mg—Zn, Mg—Al and Mg—Mn alloys, as well as tertiary Mg—Zn—Y and Mg—Al—X alloys, where X includes Zn, Mn, Si, Ca or Y, or a combination thereof
- Mg—Al—X alloys may include, by weight, up to about 85% Mg, up to about 15% Al and up to about 5% X.
- Particle core 214 and core material 218 , and particularly electrochemically active metals including Mg, Al, Mn or Zn, or combinations thereof may also include a rare earth element or combination of rare earth elements.
- rare earth elements include Sc, Y, La, Ce, Pr, Nd or Er, or a combination of rare earth elements. Where present, a rare earth element or combinations of rare earth elements may be present, by weight, in an amount of about 5% or less.
- T P includes the lowest temperature at which incipient melting or liquation or other forms of partial melting occur within core material 218 , regardless of whether core material 218 comprises a pure metal, an alloy with multiple phases having different melting temperatures or a composite of materials having different melting temperatures.
- Particle cores 214 may have any suitable particle size or range of particle sizes or distribution of particle sizes.
- the particle cores 214 may be selected to provide an average particle size that is represented by a normal or Gaussian type unimodal distribution around an average or mean.
- particle cores 214 may be selected or mixed to provide a multimodal distribution of particle sizes, including a plurality of average particle core sizes, such as, for example, a homogeneous bimodal distribution of average particle sizes.
- the selection of the distribution of particle core size may be used to determine, for example, the particle size and interparticle spacing 215 of the particles 212 of powder 210 .
- the particle cores 214 may have a unimodal distribution and an average particle diameter of about 5 ⁇ m to about 300 ⁇ m, more particularly about 80 ⁇ m to about 120 ⁇ m, and even more particularly about 100 ⁇ m.
- Particle cores 214 may have any suitable particle shape, including any regular or irregular geometric shape, or combination thereof
- particle cores 214 are substantially spheroidal electrochemically active metal particles.
- particle cores 214 are substantially irregularly shaped ceramic particles.
- particle cores 214 are carbon or other nanotube structures or hollow glass microspheres.
- Each of the metallic, coated powder particles 212 of powder 210 also includes a metallic coating layer 216 that is disposed on particle core 214 .
- Metallic coating layer 216 includes a metallic coating material 220 .
- Metallic coating material 220 gives the powder particles 212 and powder 210 its metallic nature.
- Metallic coating layer 216 is a nanoscale coating layer.
- metallic coating layer 216 may have a thickness of about 25 nm to about 2500 nm. The thickness of metallic coating layer 216 may vary over the surface of particle core 214 , but will preferably have a substantially uniform thickness over the surface of particle core 214 .
- Metallic coating layer 216 may include a single layer, as illustrated in FIG. 7 , or a plurality of layers as a multilayer coating structure.
- the metallic coating layer 216 may include a single constituent chemical element or compound, or may include a plurality of chemical elements or compounds. Where a layer includes a plurality of chemical constituents or compounds, they may have all manner of homogeneous or heterogeneous distributions, including a homogeneous or heterogeneous distribution of metallurgical phases. This may include a graded distribution where the relative amounts of the chemical constituents or compounds vary according to respective constituent profiles across the thickness of the layer. In both single layer and multilayer coatings 216 , each of the respective layers, or combinations of them, may be used to provide a predetermined property to the powder particle 212 or a sintered powder compact formed therefrom.
- the predetermined property may include the bond strength of the metallurgical bond between the particle core 214 and the coating material 220 ; the interdiffusion characteristics between the particle core 214 and metallic coating layer 216 , including any interdiffusion between the layers of a multilayer coating layer 216 ; the interdiffusion characteristics between the various layers of a multilayer coating layer 216 ; the interdiffusion characteristics between the metallic coating layer 216 of one powder particle and that of an adjacent powder particle 212 ; the bond strength of the metallurgical bond between the metallic coating layers of adjacent sintered powder particles 212 , including the outermost layers of multilayer coating layers; and the electrochemical activity of the coating layer 216 .
- Metallic coating layer 216 and coating material 220 have a melting temperature (T C ).
- T C includes the lowest temperature at which incipient melting or liquation or other forms of partial melting occur within coating material 220 , regardless of whether coating material 220 comprises a pure metal, an alloy with multiple phases each having different melting temperatures or a composite, including a composite comprising a plurality of coating material layers having different melting temperatures.
- Metallic coating material 220 may include any suitable metallic coating material 220 that provides a sinterable outer surface 221 that is configured to be sintered to an adjacent powder particle 212 that also has a metallic coating layer 216 and sinterable outer surface 221 .
- the sinterable outer surface 221 of metallic coating layer 216 is also configured to be sintered to a sinterable outer surface 221 of second particles 232 .
- the powder particles 212 are sinterable at a predetermined sintering temperature (T S ) that is a function of the core material 218 and coating material 220 , such that sintering of powder compact 400 is accomplished entirely in the solid state and where T S is less than T P and T C .
- T S predetermined sintering temperature
- Sintering in the solid state limits particle core 214 /metallic coating layer 416 interactions to solid state diffusion processes and metallurgical transport phenomena and limits growth of and provides control over the resultant interface between them.
- liquid phase sintering would provide for rapid interdiffusion of the particle core 214 /metallic coating layer 216 materials and make it difficult to limit the growth of and provide control over the resultant interface between them, and thus interfere with the formation of the desirable microstructure of particle compact 400 as described herein.
- core material 218 will be selected to provide a core chemical composition and the coating material 220 will be selected to provide a coating chemical composition and these chemical compositions will also be selected to differ from one another.
- the core material 218 will be selected to provide a core chemical composition and the coating material 220 will be selected to provide a coating chemical composition and these chemical compositions will also be selected to differ from one another at their interface. Differences in the chemical compositions of coating material 220 and core material 218 may be selected to provide different dissolution rates and selectable and controllable dissolution of powder compacts 400 that incorporate them making them selectably and controllably dissolvable.
- a powder compact 400 formed from powder 210 having chemical compositions of core material 218 and coating material 220 that make compact 400 is selectably dissolvable in a wellbore fluid in response to a changed wellbore condition that includes a change in temperature, change in pressure, change in flow rate, change in pH or change in chemical composition of the wellbore fluid, or a combination thereof
- the selectable dissolution response to the changed condition may result from actual chemical reactions or processes that promote different rates of dissolution, but also encompass changes in the dissolution response that are associated with physical reactions or processes, such as changes in wellbore fluid pressure or flow rate.
- particle core 214 and core material 218 and metallic coating layer 216 and coating material 220 may be selected to provide powder particles 212 and a powder 210 that is configured for compaction and sintering to provide a powder compact 400 that is lightweight (i.e., having a relatively low density), high-strength and is selectably and controllably removable from a wellbore in response to a change in a wellbore property, including being selectably and controllably dissolvable in or in contact with an appropriate wellbore fluid, including various wellbore fluids as disclosed herein.
- the gas lift plug 142 is at least partially formed from the powder compact 400 .
- Powder compact 400 includes a substantially-continuous, cellular nanomatrix 416 of a nanomatrix material 420 having a plurality of dispersed particles 414 dispersed throughout the cellular nanomatrix 416 .
- the substantially-continuous cellular nanomatrix 416 and nanomatrix material 420 formed of sintered metallic coating layers 216 is formed by the compaction and sintering of the plurality of metallic coating layers 216 of the plurality of powder particles 212 .
- the chemical composition of nanomatrix material 420 may be different than that of coating material 220 due to diffusion effects associated with the sintering as described herein.
- Powder metal compact 400 also includes a plurality of dispersed particles 414 that comprise particle core material 418 .
- Dispersed particle cores 414 and core material 418 correspond to and are formed from the plurality of particle cores 214 and core material 218 of the plurality of powder particles 212 as the metallic coating layers 216 are sintered together to form nanomatrix 416 .
- the chemical composition of core material 418 may be different than that of core material 218 due to diffusion effects associated with sintering as described herein.
- substantially-continuous cellular nanomatrix 416 does not connote the major constituent of the powder compact, but rather refers to the minority constituent or constituents, whether by weight or by volume. This is distinguished from most matrix composite materials where the matrix comprises the majority constituent by weight or volume.
- substantially-continuous, cellular nanomatrix is intended to describe the extensive, regular, continuous and interconnected nature of the distribution of nanomatrix material 420 within powder compact 400 .
- substantially-continuous describes the extension of the nanomatrix material throughout powder compact 400 such that it extends between and envelopes substantially all of the dispersed particles 414 .
- Substantially-continuous is used to indicate that complete continuity and regular order of the nanomatrix around each dispersed particle 414 is not required.
- defects in the coating layer 216 over particle core 214 on some powder particles 212 may cause bridging of the particle cores 214 during sintering of the powder compact 400 , thereby causing localized discontinuities to result within the cellular nanomatrix 416 , even though in the other portions of the powder compact the nanomatrix is substantially continuous and exhibits the structure described herein.
- “cellular” is used to indicate that the nanomatrix defines a network of generally repeating, interconnected, compartments or cells of nanomatrix material 420 that encompass and also interconnect the dispersed particles 414 .
- nanomatrix is used to describe the size or scale of the matrix, particularly the thickness of the matrix between adjacent dispersed particles 414 .
- the metallic coating layers that are sintered together to form the nanomatrix are themselves nanoscale thickness coating layers. Since the nanomatrix at most locations, other than the intersection of more than two dispersed particles 414 , generally comprises the interdiffusion and bonding of two coating layers 216 from adjacent powder particles 212 having nanoscale thicknesses, the matrix formed also has a nanoscale thickness (e.g., approximately two times the coating layer thickness as described herein) and is thus described as a nanomatrix.
- dispersed particles 414 does not connote the minor constituent of powder compact 400 , but rather refers to the majority constituent or constituents, whether by weight or by volume.
- the use of the term dispersed particle is intended to convey the discontinuous and discrete distribution of particle core material 418 within powder compact 400 .
- Powder compact 400 may have any desired shape or size, including that of a cylindrical billet or bar that may be machined or otherwise used to form any desired plug shape or size.
- the microstructure of powder compact 400 includes an equiaxed configuration of dispersed particles 414 that are dispersed throughout and embedded within the substantially-continuous, cellular nanomatrix 416 of sintered coating layers.
- This microstructure is somewhat analogous to an equiaxed grain microstructure with a continuous grain boundary phase, except that it does not require the use of alloy constituents having thermodynamic phase equilibria properties that are capable of producing such a structure. Rather, this equiaxed dispersed particle structure and cellular nanomatrix 416 of sintered metallic coating layers 216 may be produced using constituents where thermodynamic phase equilibrium conditions would not produce an equiaxed structure.
- the equiaxed morphology of the dispersed particles 414 and cellular network 416 of particle layers results from sintering and deformation of the powder particles 212 as they are compacted and interdiffuse and deform to fill the interparticle spaces 215 .
- the sintering temperatures and pressures may be selected to ensure that the density of powder compact 400 achieves substantially full theoretical density.
- dispersed particles 414 are formed from particle cores 214 dispersed in the cellular nanomatrix 416 of sintered metallic coating layers 216 , and the nanomatrix 416 includes a solid-state metallurgical bond 417 or bond layer 419 , as illustrated schematically in FIG. 9 , extending between the dispersed particles 414 throughout the cellular nanomatrix 416 that is formed at a sintering temperature (T S ), where T S is less than T C and T P .
- T S sintering temperature
- solid-state metallurgical bond 417 is formed in the solid state by solid-state interdiffusion between the coating layers 216 of adjacent powder particles 212 that are compressed into touching contact during the compaction and sintering processes used to form powder compact 400 , as described herein.
- sintered coating layers 216 of cellular nanomatrix 416 include a solid-state bond layer 419 that has a thickness (t) defined by the extent of the interdiffusion of the coating materials 220 of the coating layers 216 , which will in turn be defined by the nature of the coating layers 216 , including whether they are single or multilayer coating layers, whether they have been selected to promote or limit such interdiffusion, and other factors, as described herein, as well as the sintering and compaction conditions, including the sintering time, temperature and pressure used to form powder compact 400 .
- Nanomatrix 416 As nanomatrix 416 is formed, including bond 417 and bond layer 419 , the chemical composition or phase distribution, or both, of metallic coating layers 216 may change. Nanomatrix 416 also has a melting temperature (T M ). As used herein, T M includes the lowest temperature at which incipient melting or liquation or other forms of partial melting will occur within nanomatrix 416 , regardless of whether nanomatrix material 420 comprises a pure metal, an alloy with multiple phases each having different melting temperatures or a composite, including a composite comprising a plurality of layers of various coating materials having different melting temperatures, or a combination thereof, or otherwise.
- T M includes the lowest temperature at which incipient melting or liquation or other forms of partial melting will occur within nanomatrix 416 , regardless of whether nanomatrix material 420 comprises a pure metal, an alloy with multiple phases each having different melting temperatures or a composite, including a composite comprising a plurality of layers of various coating materials having different melting temperatures, or
- dispersed particles 414 and particle core materials 418 are formed in conjunction with nanomatrix 416 , diffusion of constituents of metallic coating layers 216 into the particle cores 214 is also possible, which may result in changes in the chemical composition or phase distribution, or both, of particle cores 214 .
- dispersed particles 414 and particle core materials 418 may have a melting temperature (T DP ) that is different than T.
- T DP includes the lowest temperature at which incipient melting or liquation or other forms of partial melting will occur within dispersed particles 414 , regardless of whether particle core material 418 comprise a pure metal, an alloy with multiple phases each having different melting temperatures or a composite, or otherwise.
- Powder compact 400 is formed at a sintering temperature (T S ), where T S is less than T C , T P , T M and T DP .
- Dispersed particles 414 may comprise any of the materials described herein for particle cores 214 , even though the chemical composition of dispersed particles 414 may be different due to diffusion effects as described herein.
- dispersed particles 414 are formed from particle cores 214 comprising materials having a standard oxidation potential greater than or equal to Zn, including Mg, Al, Zn or Mn, or a combination thereof, may include various binary, tertiary and quaternary alloys or other combinations of these constituents as disclosed herein in conjunction with particle cores 214 . Of these materials, those having dispersed particles 414 comprising Mg and the nanomatrix 416 formed from the metallic coating materials 216 described herein are particularly useful. Dispersed particles 414 and particle core material 418 of Mg, Al, Zn or Mn, or a combination thereof, may also include a rare earth element, or a combination of rare earth elements as disclosed herein in conjunction with particle cores 214 .
- dispersed particles 414 are formed from particle cores 214 comprising metals that are less electrochemically active than Zn or non-metallic materials.
- Suitable non-metallic materials include ceramics, glasses (e.g., hollow glass microspheres) or carbon, or a combination thereof, as described herein.
- Dispersed particles 414 of powder compact 400 may have any suitable particle size, including the average particle sizes described herein for particle cores 214 .
- Dispersed particles 214 may have any suitable shape depending on the shape selected for particle cores 214 and powder particles 212 , as well as the method used to sinter and compact powder 210 .
- powder particles 212 may be spheroidal or substantially spheroidal and dispersed particles 414 may include an equiaxed particle configuration as described herein.
- the nature of the dispersion of dispersed particles 414 may be affected by the selection of the powder 210 or powders 210 used to make particle compact 400 .
- a powder 210 having a unimodal distribution of powder particle 212 sizes may be selected to form powder compact 400 and will produce a substantially homogeneous unimodal dispersion of particle sizes of dispersed particles 414 within cellular nanomatrix 416 , as illustrated generally in FIG. 8 .
- a plurality of powders 210 having a plurality of powder particles with particle cores 214 that have the same core materials 218 and different core sizes and the same coating material 220 may be selected and uniformly mixed as described herein to provide a powder 210 having a homogenous, multimodal distribution of powder particle 212 sizes, and may be used to form powder compact 400 having a homogeneous, multimodal dispersion of particle sizes of dispersed particles 414 within cellular nanomatrix 416 .
- a plurality of powders 210 having a plurality of particle cores 214 that may have the same core materials 218 and different core sizes and the same coating material 220 may be selected and distributed in a non-uniform manner to provide a non-homogenous, multimodal distribution of powder particle sizes, and may be used to form powder compact 400 having a non-homogeneous, multimodal dispersion of particle sizes of dispersed particles 414 within cellular nanomatrix 416 .
- the selection of the distribution of particle core size may be used to determine, for example, the particle size and interparticle spacing of the dispersed particles 414 within the cellular nanomatrix 416 of powder compacts 400 made from powder 210 .
- Nanomatrix 416 is a substantially-continuous, cellular network of metallic coating layers 216 that are sintered to one another.
- the thickness of nanomatrix 416 will depend on the nature of the powder 210 or powders 210 used to form powder compact 400 , as well as the incorporation of any second powder 230 , particularly the thicknesses of the coating layers associated with these particles.
- the thickness of nanomatrix 416 is substantially uniform throughout the microstructure of powder compact 400 and comprises about two times the thickness of the coating layers 216 of powder particles 212 .
- the cellular network 416 has a substantially uniform average thickness between dispersed particles 414 of about 50 nm to about 5000 nm.
- Nanomatrix 416 is formed by sintering metallic coating layers 216 of adjacent particles to one another by interdiffusion and creation of bond layer 419 as described herein.
- Metallic coating layers 216 may be single layer or multilayer structures, and they may be selected to promote or inhibit diffusion, or both, within the layer or between the layers of metallic coating layer 216 , or between the metallic coating layer 216 and particle core 214 , or between the metallic coating layer 216 and the metallic coating layer 216 of an adjacent powder particle, the extent of interdiffusion of metallic coating layers 216 during sintering may be limited or extensive depending on the coating thicknesses, coating material or materials selected, the sintering conditions and other factors.
- nanomatrix 416 and nanomatrix material 420 may be simply understood to be a combination of the constituents of coating layers 216 that may also include one or more constituents of dispersed particles 414 , depending on the extent of interdiffusion, if any, that occurs between the dispersed particles 414 and the nanomatrix 416 .
- the chemical composition of dispersed particles 414 and particle core material 418 may be simply understood to be a combination of the constituents of particle core 214 that may also include one or more constituents of nanomatrix 416 and nanomatrix material 420 , depending on the extent of interdiffusion, if any, that occurs between the dispersed particles 414 and the nanomatrix 416 .
- the nanomatrix material 420 has a chemical composition and the particle core material 418 has a chemical composition that is different from that of nanomatrix material 420 , and the differences in the chemical compositions may be configured to provide a selectable and controllable dissolution rate, including a selectable transition from a very low dissolution rate to a very rapid dissolution rate, in response to a controlled change in a property or condition of the wellbore proximate the compact 400 , including a property change in a wellbore fluid that is in contact with the powder compact 400 , as described herein.
- Nanomatrix 416 may be formed from powder particles 212 having single layer and multilayer coating layers 216 .
- This design flexibility provides a large number of material combinations, particularly in the case of multilayer coating layers 216 , that can be utilized to tailor the cellular nanomatrix 416 and composition of nanomatrix material 420 by controlling the interaction of the coating layer constituents, both within a given layer, as well as between a coating layer 216 and the particle core 214 with which it is associated or a coating layer 216 of an adjacent powder particle 212 .
- Several exemplary embodiments that demonstrate this flexibility are provided below.
- powder compact 400 is formed from powder particles 212 where the coating layer 216 comprises a single layer, and the resulting nanomatrix 416 between adjacent ones of the plurality of dispersed particles 414 comprises the single metallic coating layer 216 of one powder particle 212 , a bond layer 419 and the single coating layer 216 of another one of the adjacent powder particles 212 .
- the thickness (t) of bond layer 419 is determined by the extent of the interdiffusion between the single metallic coating layers 216 , and may encompass the entire thickness of nanomatrix 416 or only a portion thereof
- powder compact 400 may include dispersed particles 414 comprising Mg, Al, Zn or Mn, or a combination thereof, as described herein, and nanomatrix 216 may include Al, Zn, Mn, Mg, Mo, W, Cu, Fe, Si, Ca, Co, Ta, Re or Ni, or an oxide, carbide or nitride thereof, or a combination of any of the aforementioned materials, including combinations where the nanomatrix material 420 of cellular nanomatrix 416 , including bond layer 419 , has a chemical composition and the core material 418 of dispersed particles 414 has a chemical composition that is different than the chemical composition of nanomatrix material 416 .
- the difference in the chemical composition of the nanomatrix material 420 and the core material 418 may be used to provide selectable and controllable dissolution in response to a change in a property of a wellbore, including a wellbore fluid, as described herein.
- dispersed particles 414 include Mg, Al, Zn or Mn, or a combination thereof
- the cellular nanomatrix 416 includes Al or Ni, or a combination thereof
- powder compact 400 is formed from powder particles 212 where the coating layer 216 comprises a multilayer coating layer 216 having a plurality of coating layers, and the resulting nanomatrix 416 between adjacent ones of the plurality of dispersed particles 414 comprises the plurality of layers (t) comprising the coating layer 216 of one particle 212 , a bond layer 419 , and the plurality of layers comprising the coating layer 216 of another one of powder particles 212 .
- this is illustrated with a two-layer metallic coating layer 216 , but it will be understood that the plurality of layers of multi-layer metallic coating layer 216 may include any desired number of layers.
- the thickness (t) of the bond layer 419 is again determined by the extent of the interdiffusion between the plurality of layers of the respective coating layers 216 , and may encompass the entire thickness of nanomatrix 416 or only a portion thereof In this embodiment, the plurality of layers comprising each coating layer 216 may be used to control interdiffusion and formation of bond layer 419 and thickness (t).
- Sintered and forged powder compacts 400 that include dispersed particles 414 comprising Mg and nanomatrix 416 comprising various nanomatrix materials as described herein have demonstrated an excellent combination of mechanical strength and low density that exemplify the lightweight, high-strength materials disclosed herein.
- These powders compacts 400 have been subjected to various mechanical and other testing, including density testing, and their dissolution and mechanical property degradation behavior has also been characterized as disclosed herein.
- these materials may be configured to provide a wide range of selectable and controllable corrosion or dissolution behavior from very low corrosion rates to extremely high corrosion rates, particularly corrosion rates that are both lower and higher than those of powder compacts that do not incorporate the cellular nanomatrix, such as a compact formed from pure Mg powder through the same compaction and sintering processes in comparison to those that include pure Mg dispersed particles in the various cellular nanomatrices described herein.
- These powder compacts 400 may also be configured to provide substantially enhanced properties as compared to powder compacts formed from pure Mg particles that do not include the nanoscale coatings described herein.
- Powder compacts 400 that include dispersed particles 414 comprising Mg and nanomatrix 416 comprising various nanomatrix materials 420 described herein have demonstrated room temperature compressive strengths of at least about 37 ksi, and have further demonstrated room temperature compressive strengths in excess of about 50 ksi, both dry and immersed in a solution of 3% KCl at 200° F. In contrast, powder compacts formed from pure Mg powders have a compressive strength of about 20 ksi or less. Strength of the nanomatrix powder metal compact 400 can be further improved by optimizing powder 210 , particularly the weight percentage of the nanoscale metallic coating layers 216 that are used to form cellular nanomatrix 416 .
- Strength of the nanomatrix powder metal compact 400 can be further improved by optimizing powder 210 , particularly the weight percentage of the nanoscale metallic coating layers 216 that are used to form cellular nanomatrix 416 .
- varying the weight percentage (wt. %), i.e., thickness, of an alumina coating within a cellular nanomatrix 16 formed from coated powder particles 212 that include a multilayer (Al/Al 2 O 3 /Al) metallic coating layer 16 on pure Mg particle cores 214 provides an increase of 21% as compared to that of 0 wt % alumina.
- Powder compacts 400 comprising dispersed particles 414 that include Mg and nanomatrix 416 that includes various nanomatrix materials as described herein have also demonstrated a room temperature sheer strength of at least about 20 ksi. This is in contrast with powder compacts formed from pure Mg powders, which have room temperature sheer strengths of about 8 ksi.
- Powder compacts 400 of the types disclosed herein are able to achieve an actual density that is substantially equal to the predetermined theoretical density of a compact material based on the composition of powder 210 , including relative amounts of constituents of particle cores 214 and metallic coating layer 216 , and are also described herein as being fully-dense powder compacts.
- Powder compacts 400 comprising dispersed particles that include Mg and nanomatrix 416 that includes various nanomatrix materials as described herein have demonstrated actual densities of about 1.738 g/cm 3 to about 2.50 g/cm 3 , which are substantially equal to the predetermined theoretical densities, differing by at most 4% from the predetermined theoretical densities.
- Powder compacts 400 as disclosed herein may be configured to be selectively and controllably dissolvable in a wellbore fluid in response to a changed condition in a wellbore.
- the changed condition that may be exploited to provide selectable and controllable dissolvability include a change in temperature, change in pressure, change in flow rate, change in pH or change in chemical composition of the wellbore fluid, or a combination thereof
- An example of a changed condition comprising a change in temperature includes a change in well bore fluid temperature.
- powder compacts 400 comprising dispersed particles 414 that include Mg and cellular nanomatrix 416 that includes various nanomatrix materials as described herein have relatively low rates of corrosion in a 3% KCl solution at room temperature that range from about 0 to about 11 mg/cm 2 /hr as compared to relatively high rates of corrosion at 200° F. that range from about 1 to about 246 mg/cm 2 /hr depending on different nanoscale coating layers 216 .
- An example of a changed condition comprising a change in chemical composition includes a change in a chloride ion concentration or pH value, or both, of the wellbore fluid.
- powder compacts 400 comprising dispersed particles 414 that include Mg and nanomatrix 416 that includes various nanoscale coatings described herein demonstrate corrosion rates in 15% HCl that range from about 4750 mg/cm 2 /hr to about 7432 mg/cm 2 /hr.
- selectable and controllable dissolvability in response to a changed condition in the wellbore namely the change in the wellbore fluid chemical composition from KCl to HCl, may be used to achieve a characteristic response as illustrated graphically in FIG.
- FIG. 11 which illustrates that at a selected predetermined critical service time (CST) a changed condition may be imposed upon powder compact 400 as it is applied in a given application, such as a wellbore environment, that causes a controllable change in a property of powder compact 400 in response to a changed condition in the environment in which it is applied.
- CST critical service time
- a predetermined CST changing a wellbore fluid that is in contact with powder contact 400 from a first fluid (e.g.
- KCl that provides a first corrosion rate and an associated weight loss or strength as a function of time to a second wellbore fluid (e.g., HCl) that provides a second corrosion rate and associated weight loss and strength as a function of time, wherein the corrosion rate associated with the first fluid is much less than the corrosion rate associated with the second fluid.
- a second wellbore fluid e.g., HCl
- This characteristic response to a change in wellbore fluid conditions may be used, for example, to associate the critical service time with a dimension loss limit or a minimum strength needed for a particular application, such that when a wellbore tool or component formed from powder compact 400 as disclosed herein is no longer needed in service in the wellbore (e.g., the CST) the condition in the wellbore (e.g., the chloride ion concentration of the wellbore fluid) may be changed to cause the rapid dissolution of powder compact 400 and its removal from the wellbore.
- powder compact 400 is selectably dissolvable at a rate that ranges from about 0 to about 7000 mg/cm 2 /hr.
- This range of response provides, for example the ability to remove a 3 inch diameter ball formed from this material from a wellbore by altering the wellbore fluid in less than one hour.
- the dispersed particle-nanomatrix composite is characteristic of the powder compacts 400 described herein and includes a cellular nanomatrix 416 of nanomatrix material 420 , a plurality of dispersed particles 414 including particle core material 418 that is dispersed within the matrix.
- Nanomatrix 416 is characterized by a solid-state bond layer 419 , which extends throughout the nanomatrix.
- the time in contact with the fluid described above may include the CST as described above.
- the CST may include a predetermined time that is desired or required to dissolve a predetermined portion of the powder compact 200 that is in contact with the fluid.
- the CST may also include a time corresponding to a change in the property of the engineered material or the fluid, or a combination thereof
- the change may include a change of a temperature of the engineered material.
- the change may include the change in a fluid temperature, pressure, flow rate, chemical composition or pH or a combination thereof
- Both the engineered material and the change in the property of the engineered material or the fluid, or a combination thereof may be tailored to provide the desired CST response characteristic, including the rate of change of the particular property (e.g., weight loss, loss of strength) both prior to the CST (e.g., Stage 1 ) and after the CST (e.g., Stage 2 ), as illustrated in FIG. 11 .
- powder compacts 400 are formed from coated powder particles 212 that include a particle core 214 and associated core material 218 as well as a metallic coating layer 216 and an associated metallic coating material 220 to form a substantially-continuous, three-dimensional, cellular nanomatrix 416 that includes a nanomatrix material 420 formed by sintering and the associated diffusion bonding of the respective coating layers 216 that includes a plurality of dispersed particles 414 of the particle core materials 418 .
- This unique structure may include metastable combinations of materials that would be very difficult or impossible to form by solidification from a melt having the same relative amounts of the constituent materials.
- the coating layers and associated coating materials may be selected to provide selectable and controllable dissolution in a predetermined fluid environment, such as a wellbore environment, where the predetermined fluid may be a commonly used wellbore fluid that is either injected into the wellbore or extracted from the wellbore.
- a predetermined fluid environment such as a wellbore environment
- the predetermined fluid may be a commonly used wellbore fluid that is either injected into the wellbore or extracted from the wellbore.
- controlled dissolution of the nanomatrix exposes the dispersed particles of the core materials.
- the particle core materials may also be selected to also provide selectable and controllable dissolution in the wellbore fluid.
- they may also be selected to provide a particular mechanical property, such as compressive strength or sheer strength, to the powder compact 400 , without necessarily providing selectable and controlled dissolution of the core materials themselves, since selectable and controlled dissolution of the nanomatrix material surrounding these particles will necessarily release them so that they are carried away by the wellbore fluid.
- a particular mechanical property such as compressive strength or sheer strength
- microstructural morphology of the substantially-continuous, cellular nanomatrix 416 which may be selected to provide a strengthening phase material, with dispersed particles 414 , which may be selected to provide equiaxed dispersed particles 414 , provides these powder compacts with enhanced mechanical properties, including compressive strength and sheer strength, since the resulting morphology of the nanomatrix/dispersed particles can be manipulated to provide strengthening through the processes that are akin to traditional strengthening mechanisms, such as grain size reduction, solution hardening through the use of impurity atoms, precipitation or age hardening and strength/work hardening mechanisms.
- the nanomatrix/dispersed particle structure tends to limit dislocation movement by virtue of the numerous particle nanomatrix interfaces, as well as interfaces between discrete layers within the nanomatrix material as described herein. This is exemplified in the fracture behavior of these materials.
- the core material and coating material may be selected to utilize low density materials or other low density materials, such as low-density metals, ceramics, glasses or carbon, that otherwise would not provide the necessary strength characteristics for use in the desired applications, including wellbore tools and components.
- FIG. 12 illustrates a method 500 of controlling production in a borehole.
- the method is performed in conjunction with a gas lift tool such as the gas lift assembly 120 .
- the method 500 includes one or more stages 510 - 550 . Although the method is described in conjunction with the tool 120 , the method can be utilized in conjunction with any gas lift device or system.
- the production string 112 and the gas lift assembly 120 is deployed to a downhole location.
- the gas lift assembly 120 is assembled and secured in a portion of the production string or other carrier prior to deployment.
- the gas lift assembly 120 is then disposed with the production string 112 .
- the gas lift valve is configured as a dummy valve until the gas lift plug 142 is actuated.
- Stage 520 hydrocarbon fluids and/or gases are produced to the surface via the production conduit 122 .
- Stage 520 is performed in any suitable manner and may include various production methods and facilitating methods such as perforating the casing and/or borehole wall and fracing.
- Production may include various additional procedures that may be performed to facilitate production. For example, after the completion and gas lift assemblies are disposed in the well, it may be desirable to test the annulus or tubing to insure the pressure integrity of the completion. In addition, some completion scenarios include circulating cement of other fluid down the tubing or annulus of the well. During these production procedures, the gas lift assembly 120 acts as a blank or dummy to prevent any circulation through the gas lift assembly 120 and between annular regions and the production conduit 122 .
- the gas lift plug 142 is exposed to downhole fluids, such as production fluids and water to actuate the gas lift plug 142 and cause the pressurized gas to enter the production conduit.
- the gas lift plug is made from a corrodible or dissolvable material.
- production fluid which may include water, hydrocarbon fluids and/or hydrocarbon gases (as well as other gases and chemical constituents) contacts the dissolvable/corrodable plug 142 .
- the plug 142 dissolves over a period of time until the plug 142 completely dissolves/corrodes or is at least sufficiently reduced in size so that the pressurized gas can force the plug away from the gas lift assembly 120 and/or the production fluid can dislodge the plug 142 and carry it away.
- the plug is made of a material(s) having an approximately known dissolution or corrosion rate in the presence of the downhole fluids, and is shaped, sized or otherwise configured to dissolve or corrode over a pre-determined period of time.
- gas lift procedure may be commenced.
- Gas lift may be started at any time after the plug is dissolved. This may be immediately or soon after the plug 142 is dissolved, or may be commenced at some later time dependent on, for example, the production pressure or flow rate of the fluid being produced through the production conduit 122 .
- the gas lift procedure includes injecting pressurized gas from an annular area in the borehole 114 through the gas lift assembly 120 , e.g., through the ports 124 .
- the pressurized gas flows through the gas lift assembly 120 , and into the production conduit 122 , where the pressurized gas displaces and/or aeriates the production fluids and gases an enables them to flow to the surface.
- the gas lift valve 132 is used to control flow of pressurized gas into the production conduit.
- the gas lift plug allows the gas lift assembly to act as a dummy or blank for a period of time. This eliminates the need to for using a separate dummy or blank which would require subsequent installation (e.g., slickline intervention) after the completion to remove the dummy valves and install live gas lift assemblies.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Geology (AREA)
- Mining & Mineral Resources (AREA)
- Physics & Mathematics (AREA)
- Environmental & Geological Engineering (AREA)
- Fluid Mechanics (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Powder Metallurgy (AREA)
Abstract
A production fluid control apparatus is disclosed. The apparatus includes: a gas lift assembly in fluid communication with a borehole production conduit, the gas lift assembly configured to control a flow of pressurized gas between an annular region of a borehole and the production conduit; and at least one plug disposed in operable communication with the gas lift assembly, the at least one plug configured to prevent fluid flow through the gas lift assembly and configured to be actuated to allow fluid flow through the gas lift assembly in response to exposure to a downhole fluid.
Description
- Hydrocarbon production systems typically rely on formation pressure from subterranean reservoirs to produce hydrocarbon fluids and gases. In a naturally flowing well, there is enough energy stored in the high pressure reservoir to produce liquids and gases to the surface. When this reservoir energy decreases, it is generally necessary to apply some form of artificial lift to assist in producing these liquids and gases to the surface.
- Gas lift is a form of artificial lift that is used to assist in producing boreholes that do not flow or cannot flow at optimum or desired producing rates. Gas lift systems generally include a mechanism for injecting high pressure gas from an annular region of the well into a production conduit. A valve is typically used in gas lift systems to control flow of the high pressure gas into the production conduit.
- Dummy valves are often loaded in side pocket mandrels when they are installed in borehole completion systems to isolate a borehole annulus from the production tubing where, for example, pressurization is required to test the tubing, test the annulus, set a hydraulic packer or activate an isolation device. If the borehole requires gas lift to unload the completion fluid or assist in producing production fluid, wireline intervention is typically required to remove the dummy valves and install a live gas lift device.
- A production fluid control apparatus includes: a gas lift assembly in fluid communication with a borehole production conduit, the gas lift assembly configured to control a flow of pressurized gas between an annular region of a borehole and the production conduit; and at least one plug disposed in operable communication with the gas lift assembly, the at least one plug configured to prevent fluid flow through the gas lift assembly and configured to be actuated to allow fluid flow through the gas lift assembly in response to exposure to a downhole fluid.
- A method of producing hydrocarbon fluid from a borehole includes: disposing a production assembly in the borehole, the production assembly including a production conduit and a gas lift assembly in fluid communication with the production conduit, the gas lift assembly configured to control a flow of pressurized gas between an annular region of the borehole and the production conduit, the production assembly including at least one plug configured to prevent fluid flow through the gas lift assembly; exposing the at least one plug to a downhole fluid; and actuating the at least one plug by dissolving or corroding at least a portion of the at least one plug in response to exposure to the downhole fluid to allow fluid to flow through the gas lift assembly.
- The following descriptions should not be considered limiting in any way. With reference to the accompanying drawings, like elements are numbered alike:
-
FIG. 1 depicts an embodiment of a downhole completion and/or production system including a gas lift assembly; -
FIG. 2 is a partial cross-sectional view of an exemplary embodiment of a valve configured for use with the gas lift assembly ofFIG. 1 ; -
FIG. 3 is a close-up view of a portion of an exemplary embodiment of the valve ofFIG. 2 ; -
FIG. 4 is a partial cross-sectional view of an exemplary embodiment of the gas lift assembly ofFIG. 1 ; -
FIG. 5 is a partial cross-sectional view of an exemplary embodiment of the gas lift assembly ofFIG. 1 ; -
FIG. 6 is a photomicrograph of a powder as disclosed herein that has been embedded in a potting material and sectioned; -
FIG. 7 is a schematic illustration of an exemplary embodiment of a powder particle as it would appear in an exemplary section view represented by section 5-5 ofFIG. 6 ; -
FIG. 8 is a photomicrograph of an exemplary embodiment of a powder compact as disclosed herein; -
FIG. 9 is a schematic of illustration of an exemplary embodiment of the powder compact ofFIG. 8 made using a powder having single-layer powder particles as it would appear taken along section 7-7; -
FIG. 10 is a schematic of illustration of another exemplary embodiment of the powder compact ofFIG. 8 made using a powder having multilayer powder particles as it would appear taken along section 7-7; -
FIG. 11 is a schematic illustration of a change in a property of a powder compact as disclosed herein as a function of time and a change in condition of the powder compact environment; and -
FIG. 12 is a flow diagram depicting a method of controlling production fluid in a borehole. - There is provided apparatuses and methods for controlling hydrocarbon production in a borehole in an earth formation. A production assembly such as a production string is configured to be disposed in a borehole and facilitate production of hydrocarbons (e.g., oil and/or gas). A gas lift assembly is disposed in the production assembly, and includes one or more ports configured to allow pressurized gas to flow through the gas lift assembly and into the production assembly, e.g., into a production conduit, to provide lift and facilitate hydrocarbon production. At least one plug that includes a material configured to react with downhole fluids is disposed in fluid communication with the gas lift assembly and prevents lift gas from flowing into the production conduit. The plug is actuatable in response to exposure to downhole fluid (e.g., salinated water and/or production fluids including hydrocarbon liquids and/or gases) to allow the lift gas to flow into the production conduit. In one embodiment, the plug is a dissolvable plug configured to corrode, degrade, dissolve or go into solution upon exposure to downhole fluids.
- Referring to
FIG. 1 , an exemplary embodiment of a downhole completion and/orproduction system 110 includes aborehole string 112 that is shown disposed in aborehole 114 that penetrates at least oneearth formation 116. Theborehole 114 may be an open hole or an at least partially cased hole, and may be generally vertical or include a horizontal component. A “borehole string”, as used herein, refers to a production assembly including a production string having a production conduit, and may also refer to any structure or carrier suitable for lowering a tool or component through a borehole and/or connecting a tool to the surface, and is not limited to the structure and configuration described herein. A “carrier” as described herein means any device, device component, combination of devices, media and/or member that may be used to convey, house, support or otherwise facilitate the use of another device, device component, combination of devices, media and/or member. Exemplary non-limiting carriers include borehole strings of the coiled tube type, of the jointed pipe type and any combination or portion thereof Other carrier examples include casing pipes, wirelines, wireline sondes, slickline sondes, drop shots, downhole subs, and bottom-hole assemblies. - The
system 110 nay include adownhole packing tool 118 such as an inflateable or expandable packer. Thepacking tool 118 is configured to prevent production of formation sand or other particulates as production fluid is produced from theformation 116, and aid in directing production fluid into theborehole string 112. Thepacking tool 118 may be incorporated in theborehole string 112 as, for example, a packer sub or joint. - As shown in
FIG. 1 , theborehole string 112 includes agas lift assembly 120 configured to pump, inject or otherwise introduce pressurized gas into aproduction conduit 122 in theborehole string 112 to aid in forcing production fluid toward the surface. Thegas lift assembly 120 includes a support component in operable communication with theproduction conduit 122 and with one or moregas inlet ports 124. Thegas inlet ports 124 provide fluid communication between thegas lift assembly 120 and an annular region of theborehole 112 into which pressurized gases are injected from, for example, a surface injection, processing and/orcontrol unit 125. The support component is configured as, in one embodiment, a tubular housing extending axially (i.e., extending at least partially in a direction generally parallel to a longitudinal axis of the borehole 114) along theborehole string 112. In one embodiment, the support component includes aside pocket mandrel 126 that is held in a fixed position relative to theproduction conduit 122. Themandrel 126 may be held in any suitable manner, such as affixed by a mechanical connection such as a weld, screws or by a latch located in alatch profile 128, by forming a conduit in the borehole string wall. Although the support component is described herein as themandrel 126, the support component is not so limited and may include any structures or configurations sufficient to secure thegas lift assembly 120 in or with theborehole string 112. - The
mandrel 126, in one embodiment, includes one ormore cavities 130 configured to hold components of thegas lift assembly 120 and/or at least partially seal the components from theproduction conduit 122. - Referring to
FIG. 2 , in one embodiment, thegas lift assembly 120 includes a gasflow control device 132 that is configured to control the flow of downhole fluid and/or the pressurized gas through thegas lift assembly 120, themandrel 126 and/or theports 124. The gasflow control device 132 is configured to seal in thecavities 130 and direct pressurized gas flow from an annular area in fluid communication with theflow ports 124, throughflow ports 134 of the gasflow control device 132 and through theflow control device 132. In one embodiment, pressurized gas is directed from theflow ports 134 and into theproduction conduit 122 via one ormore outlet ports 136 located in, for example, anose section 138 of the gasflow control device 132. - In one embodiment, the gas
flow control device 132 includes one or more valve assemblies configured to control fluid flow through theflow control device 132. For example, As shown inFIG. 3 , a reverseflow check valve 140 is disposed in theflow control device 132 to prevent pressurized gases from flowing backward relative to the desired flow direction and/or prevent other downhole fluids from flowing into theflow control device 132. - The
gas lift assembly 120 also includes at least oneplug 142 disposed in operable communication with thegas lift assembly 120 and configured to block the flow of fluid (including production fluids and the pressurized gas used for the artificial lift) between theproduction conduit 122 and other regions in theborehole 114, such as an annular region around theproduction conduit 122. Theplug 142 is configured to be actuatable in response to exposure to downhole fluids such as water and production fluids including hydrocarbon liquids and/or gases. - The
plug 142 is made at least partially from a material configured to corrode, degrade, reduce, dissolve or go into solution when in contact with a downhole fluid. In one embodiment, theplug 142 is made of a material such that theplug 142 will at least partially disappear or dissolve and allow thegas lift assembly 120 and/orflow control device 132 to function as designed. Thegas lift plug 142 is manufactured from a material which will provide a temporary positive barrier to pressurized gas and downhole fluids and prevent them from flowing through thegas lift assembly 120. - In one embodiment, before the
gas lift plug 142 is sufficiently dissolved to allow fluid flow therethrough, theplug 142 causes thegas lift assembly 120 to act as a temporary dummy valve. As described herein, a “dummy valve” refers to any device or mechanism that is disposed in place of a borehole component and acts to restrict fluid flow therethrough. A dummy valve is generally replaced with the borehole component when the component is needed. For example, thegas lift plug 142 isolates the annulus from theproduction conduit 122 where pressurization is required to perform actions such as testing theproduction string 112, testing the annulus, setting a packer or activating an isolation device. -
FIG. 3 . shows an exemplary embodiment of thegas lift plug 142. In this embodiment, thegas lift plug 142 is disposed within the flow control device 132 (e.g., by being installed or retro-fitted in the flow control device 132) to prevent fluid flow in any direction therethrough. For example, theplug 142 is disposed in a location proximate to the flow ports 36 so that theplug 142 is exposed to downhole fluid in theproduction conduit 122. Such a location includes, but is not limited to, a location in anose portion 138 of theflow control device 132, between theflow ports 136 and the reverseflow check valve 140. -
FIGS. 4 and 5 show additional exemplary embodiments of thegas lift plug 142. In these embodiments, theplug 142 is disposed in a fluid path between theconduit 122 and thegas lift assembly 120 and/or themandrel 126. In the embodiment shown inFIG. 4 , the plug is formed as a bar shape, a cylindrical shape and/or a tubular shape, and is disposed outside of theflow control device 132 to block theoutlet ports 136 of theflow control device 132. In the embodiment shown inFIG. 5 , theplug 142 is formed as a hollow cylindrical or toroidal shape having an outer diameter substantially the same or similar to the inside diameter of a length of theconduit 122. Theplug 142 is held in place, for example, by a side wall of the production conduit 122 (e.g., a bottom swage 144) and the end of thefluid control device 132 and/ormandrel 126. - The configuration, size and shape of the
plug 142 is not limited to that described herein. In addition to the cylindrical and annular or toroidal shapes described herein, theplug 142 may take any shape such as tubular shapes configured to conform to any conduits or cavities in or operably coupled to thegas lift assembly 120. - In one embodiment, the
gas lift plug 142 is made of a material and shaped or otherwise configured to dissolve at a known rate upon exposure to a downhole fluid, and accordingly block fluid for an approximately known period of time. For example, the gas plug material is a material that does not substantially react with drilling mud or other fluids, and eloctrolytically decomposes in a selected time, for example, 12-24 hours in salt water dependent upon temperature and well conditions. - The gas lift plug material includes any material or combination of materials that is configured to dissolve, corrode, degrade, break up or otherwise reduce in size upon exposure to downhole fluids. Such materials include metallic materials such as magnesium and/or aluminum, which may be formed for example by depositing layers of material by techniques such electrochemical deposition and vapor deposition such as chemical vapor deposition (CVD).
- In one embodiment, the
gas lift plug 142 includes or is at least partially made from a corrodible or soluble material. The materials in thegas lift plug 142 as described herein are lightweight, high-strength metallic materials that may be used in a wide variety of applications and application environments, including use in various wellbore environments to make various selectably and controllably disposable or degradable lightweight, high-strength downhole tools or other downhole components, as well as many other applications for use in both durable and disposable or degradable articles. These lightweight, high-strength and selectably and controllably degradable materials include fully-dense, sintered powder compacts formed from coated powder materials that include various lightweight particle cores and core materials having various single layer and multilayer nanoscale coatings. These powder compacts are made from coated metallic powders that include various electrochemically-active (e.g., having relatively higher standard oxidation potentials) lightweight, high-strength particle cores and core materials, such as electrochemically active metals, that are dispersed within a cellular nanomatrix formed from the various nanoscale metallic coating layers of metallic coating materials, and are particularly useful in wellbore applications. These powder compacts provide a unique and advantageous combination of mechanical strength properties, such as compression and shear strength, low density and selectable and controllable corrosion properties, particularly rapid and controlled dissolution in various wellbore fluids. For example, the particle core and coating layers of these powders may be selected to provide sintered powder compacts suitable for use as high strength engineered materials having a compressive strength and shear strength comparable to various other engineered materials, including carbon, stainless and alloy steels, but which also have a low density comparable to various polymers, elastomers, low-density porous ceramics and composite materials. As yet another example, these powders and powder compact materials may be configured to provide a selectable and controllable degradation or disposal in response to a change in an environmental condition, such as a transition from a very low dissolution rate to a very rapid dissolution rate in response to a change in a property or condition of a wellbore proximate an article formed from the compact, including a property change in a wellbore fluid that is in contact with the powder compact. The selectable and controllable degradation or disposal characteristics described also allow the dimensional stability and strength of articles, such as wellbore tools or other components, made from these materials to be maintained until they are no longer needed, at which time a predetermined environmental condition, such as a wellbore condition, including wellbore fluid temperature, pressure or pH value, may be changed to promote their removal by rapid dissolution. These coated powder materials and powder compacts and engineered materials formed from them, as well as methods of making them, are described further below. - Referring to
FIG. 6 , ametallic powder 210 includes a plurality of metallic, coatedpowder particles 212.Powder particles 212 may be formed to provide apowder 210, including free-flowing powder, that may be poured or otherwise disposed in all manner of forms or molds (not shown) having all manner of shapes and sizes and that may be used to fashion precursor powder compacts and powder compacts 400 (FIGS. 9 and 10 ), as described herein, that may be used as at least a portion of thegas lift plug 142. - Each of the metallic, coated
powder particles 212 ofpowder 210 includes aparticle core 214 and ametallic coating layer 216 disposed on theparticle core 214. Theparticle core 214 includes acore material 218. Thecore material 218 may include any suitable material for forming theparticle core 214 that providespowder particle 212 that can be sintered to form a lightweight, high-strength powder compact 400 having selectable and controllable dissolution characteristics. Suitable core materials include electrochemically active metals having a standard oxidation potential greater than or equal to that of Zn, including as Mg, Al, Mn or Zn or a combination thereof These electrochemically active metals are very reactive with a number of common wellbore fluids, including any number of ionic fluids or highly polar fluids, such as those that contain various chlorides. Examples include fluids comprising potassium chloride (KCl), hydrochloric acid (HCl), calcium chloride (CaCl2), calcium bromide (CaBr2) or zinc bromide (ZnBr2).Core material 218 may also include other metals that are less electrochemically active than Zn or non-metallic materials, or a combination thereof Suitable non-metallic materials include ceramics, composites, glasses or carbon, or a combinationthereof Core material 218 may be selected to provide a high dissolution rate in a predetermined wellbore fluid, but may also be selected to provide a relatively low dissolution rate, including zero dissolution, where dissolution of the nanomatrix material causes theparticle core 214 to be rapidly undermined and liberated from the particle compact at the interface with the wellbore fluid, such that the effective rate of dissolution of particle compacts made usingparticle cores 214 of thesecore materials 218 is high, even thoughcore material 218 itself may have a low dissolution rate, includingcore materials 220 that may be substantially insoluble in the wellbore fluid. - With regard to the electrochemically active metals as
core materials 218, including Mg, Al, Mn or Zn, these metals may be used as pure metals or in any combination with one another, including various alloy combinations of these materials, including binary, tertiary, or quaternary alloys of these materials. These combinations may also include composites of these materials. Further, in addition to combinations with one another, the Mg, Al, Mn orZn core materials 218 may also include other constituents, including various alloying additions, to alter one or more properties of theparticle cores 214, such as by improving the strength, lowering the density or altering the dissolution characteristics of thecore material 218. - Among the electrochemically active metals, Mg, either as a pure metal or an alloy or a composite material, is particularly useful, because of its low density and ability to form high-strength alloys, as well as its high degree of electrochemical activity, since it has a standard oxidation potential higher than Al, Mn or Zn. Mg alloys include all alloys that have Mg as an alloy constituent. Mg alloys that combine other electrochemically active metals, as described herein, as alloy constituents are particularly useful, including binary Mg—Zn, Mg—Al and Mg—Mn alloys, as well as tertiary Mg—Zn—Y and Mg—Al—X alloys, where X includes Zn, Mn, Si, Ca or Y, or a combination thereof These Mg—Al—X alloys may include, by weight, up to about 85% Mg, up to about 15% Al and up to about 5% X.
Particle core 214 andcore material 218, and particularly electrochemically active metals including Mg, Al, Mn or Zn, or combinations thereof, may also include a rare earth element or combination of rare earth elements. As used herein, rare earth elements include Sc, Y, La, Ce, Pr, Nd or Er, or a combination of rare earth elements. Where present, a rare earth element or combinations of rare earth elements may be present, by weight, in an amount of about 5% or less. -
Particle core 214 andcore material 218 have a melting temperature (Tp). As used herein, TP includes the lowest temperature at which incipient melting or liquation or other forms of partial melting occur withincore material 218, regardless of whethercore material 218 comprises a pure metal, an alloy with multiple phases having different melting temperatures or a composite of materials having different melting temperatures. -
Particle cores 214 may have any suitable particle size or range of particle sizes or distribution of particle sizes. For example, theparticle cores 214 may be selected to provide an average particle size that is represented by a normal or Gaussian type unimodal distribution around an average or mean. In another example,particle cores 214 may be selected or mixed to provide a multimodal distribution of particle sizes, including a plurality of average particle core sizes, such as, for example, a homogeneous bimodal distribution of average particle sizes. The selection of the distribution of particle core size may be used to determine, for example, the particle size andinterparticle spacing 215 of theparticles 212 ofpowder 210. In an exemplary embodiment, theparticle cores 214 may have a unimodal distribution and an average particle diameter of about 5 μm to about 300 μm, more particularly about 80 μm to about 120 μm, and even more particularly about 100 μm. -
Particle cores 214 may have any suitable particle shape, including any regular or irregular geometric shape, or combination thereof In an exemplary embodiment,particle cores 214 are substantially spheroidal electrochemically active metal particles. In another exemplary embodiment,particle cores 214 are substantially irregularly shaped ceramic particles. In yet another exemplary embodiment,particle cores 214 are carbon or other nanotube structures or hollow glass microspheres. - Each of the metallic, coated
powder particles 212 ofpowder 210 also includes ametallic coating layer 216 that is disposed onparticle core 214.Metallic coating layer 216 includes ametallic coating material 220.Metallic coating material 220 gives thepowder particles 212 andpowder 210 its metallic nature.Metallic coating layer 216 is a nanoscale coating layer. In an exemplary embodiment,metallic coating layer 216 may have a thickness of about 25 nm to about 2500 nm. The thickness ofmetallic coating layer 216 may vary over the surface ofparticle core 214, but will preferably have a substantially uniform thickness over the surface ofparticle core 214.Metallic coating layer 216 may include a single layer, as illustrated inFIG. 7 , or a plurality of layers as a multilayer coating structure. In a single layer coating, or in each of the layers of a multilayer coating, themetallic coating layer 216 may include a single constituent chemical element or compound, or may include a plurality of chemical elements or compounds. Where a layer includes a plurality of chemical constituents or compounds, they may have all manner of homogeneous or heterogeneous distributions, including a homogeneous or heterogeneous distribution of metallurgical phases. This may include a graded distribution where the relative amounts of the chemical constituents or compounds vary according to respective constituent profiles across the thickness of the layer. In both single layer andmultilayer coatings 216, each of the respective layers, or combinations of them, may be used to provide a predetermined property to thepowder particle 212 or a sintered powder compact formed therefrom. For example, the predetermined property may include the bond strength of the metallurgical bond between theparticle core 214 and thecoating material 220; the interdiffusion characteristics between theparticle core 214 andmetallic coating layer 216, including any interdiffusion between the layers of amultilayer coating layer 216; the interdiffusion characteristics between the various layers of amultilayer coating layer 216; the interdiffusion characteristics between themetallic coating layer 216 of one powder particle and that of anadjacent powder particle 212; the bond strength of the metallurgical bond between the metallic coating layers of adjacentsintered powder particles 212, including the outermost layers of multilayer coating layers; and the electrochemical activity of thecoating layer 216. -
Metallic coating layer 216 andcoating material 220 have a melting temperature (TC). As used herein, TC includes the lowest temperature at which incipient melting or liquation or other forms of partial melting occur withincoating material 220, regardless of whethercoating material 220 comprises a pure metal, an alloy with multiple phases each having different melting temperatures or a composite, including a composite comprising a plurality of coating material layers having different melting temperatures. -
Metallic coating material 220 may include any suitablemetallic coating material 220 that provides a sinterableouter surface 221 that is configured to be sintered to anadjacent powder particle 212 that also has ametallic coating layer 216 and sinterableouter surface 221. In powders 210 that also include second or additional (coated or uncoated) particles 232, as described herein, the sinterableouter surface 221 ofmetallic coating layer 216 is also configured to be sintered to a sinterableouter surface 221 of second particles 232. In an exemplary embodiment, thepowder particles 212 are sinterable at a predetermined sintering temperature (TS) that is a function of thecore material 218 andcoating material 220, such that sintering of powder compact 400 is accomplished entirely in the solid state and where TS is less than TP and TC. Sintering in the solid statelimits particle core 214/metallic coating layer 416 interactions to solid state diffusion processes and metallurgical transport phenomena and limits growth of and provides control over the resultant interface between them. In contrast, for example, the introduction of liquid phase sintering would provide for rapid interdiffusion of theparticle core 214/metallic coating layer 216 materials and make it difficult to limit the growth of and provide control over the resultant interface between them, and thus interfere with the formation of the desirable microstructure of particle compact 400 as described herein. - In an exemplary embodiment,
core material 218 will be selected to provide a core chemical composition and thecoating material 220 will be selected to provide a coating chemical composition and these chemical compositions will also be selected to differ from one another. In another exemplary embodiment, thecore material 218 will be selected to provide a core chemical composition and thecoating material 220 will be selected to provide a coating chemical composition and these chemical compositions will also be selected to differ from one another at their interface. Differences in the chemical compositions ofcoating material 220 andcore material 218 may be selected to provide different dissolution rates and selectable and controllable dissolution ofpowder compacts 400 that incorporate them making them selectably and controllably dissolvable. This includes dissolution rates that differ in response to a changed condition in the wellbore, including an indirect or direct change in a wellbore fluid. In an exemplary embodiment, a powder compact 400 formed frompowder 210 having chemical compositions ofcore material 218 andcoating material 220 that make compact 400 is selectably dissolvable in a wellbore fluid in response to a changed wellbore condition that includes a change in temperature, change in pressure, change in flow rate, change in pH or change in chemical composition of the wellbore fluid, or a combination thereof The selectable dissolution response to the changed condition may result from actual chemical reactions or processes that promote different rates of dissolution, but also encompass changes in the dissolution response that are associated with physical reactions or processes, such as changes in wellbore fluid pressure or flow rate. - As illustrated in
FIGS. 7 and 8 ,particle core 214 andcore material 218 andmetallic coating layer 216 andcoating material 220 may be selected to providepowder particles 212 and apowder 210 that is configured for compaction and sintering to provide a powder compact 400 that is lightweight (i.e., having a relatively low density), high-strength and is selectably and controllably removable from a wellbore in response to a change in a wellbore property, including being selectably and controllably dissolvable in or in contact with an appropriate wellbore fluid, including various wellbore fluids as disclosed herein. In one embodiment, thegas lift plug 142 is at least partially formed from thepowder compact 400. - Powder compact 400 includes a substantially-continuous,
cellular nanomatrix 416 of ananomatrix material 420 having a plurality of dispersedparticles 414 dispersed throughout thecellular nanomatrix 416. The substantially-continuouscellular nanomatrix 416 andnanomatrix material 420 formed of sintered metallic coating layers 216 is formed by the compaction and sintering of the plurality of metallic coating layers 216 of the plurality ofpowder particles 212. The chemical composition ofnanomatrix material 420 may be different than that ofcoating material 220 due to diffusion effects associated with the sintering as described herein. Powder metal compact 400 also includes a plurality of dispersedparticles 414 that compriseparticle core material 418. Dispersedparticle cores 414 andcore material 418 correspond to and are formed from the plurality ofparticle cores 214 andcore material 218 of the plurality ofpowder particles 212 as the metallic coating layers 216 are sintered together to formnanomatrix 416. The chemical composition ofcore material 418 may be different than that ofcore material 218 due to diffusion effects associated with sintering as described herein. - As used herein, the use of the term substantially-continuous
cellular nanomatrix 416 does not connote the major constituent of the powder compact, but rather refers to the minority constituent or constituents, whether by weight or by volume. This is distinguished from most matrix composite materials where the matrix comprises the majority constituent by weight or volume. The use of the term substantially-continuous, cellular nanomatrix is intended to describe the extensive, regular, continuous and interconnected nature of the distribution ofnanomatrix material 420 withinpowder compact 400. As used herein, “substantially-continuous” describes the extension of the nanomatrix material throughout powder compact 400 such that it extends between and envelopes substantially all of the dispersedparticles 414. Substantially-continuous is used to indicate that complete continuity and regular order of the nanomatrix around each dispersedparticle 414 is not required. For example, defects in thecoating layer 216 overparticle core 214 on somepowder particles 212 may cause bridging of theparticle cores 214 during sintering of thepowder compact 400, thereby causing localized discontinuities to result within thecellular nanomatrix 416, even though in the other portions of the powder compact the nanomatrix is substantially continuous and exhibits the structure described herein. As used herein, “cellular” is used to indicate that the nanomatrix defines a network of generally repeating, interconnected, compartments or cells ofnanomatrix material 420 that encompass and also interconnect the dispersedparticles 414. As used herein, “nanomatrix” is used to describe the size or scale of the matrix, particularly the thickness of the matrix between adjacent dispersedparticles 414. The metallic coating layers that are sintered together to form the nanomatrix are themselves nanoscale thickness coating layers. Since the nanomatrix at most locations, other than the intersection of more than two dispersedparticles 414, generally comprises the interdiffusion and bonding of two coatinglayers 216 fromadjacent powder particles 212 having nanoscale thicknesses, the matrix formed also has a nanoscale thickness (e.g., approximately two times the coating layer thickness as described herein) and is thus described as a nanomatrix. Further, the use of the term dispersedparticles 414 does not connote the minor constituent of powder compact 400, but rather refers to the majority constituent or constituents, whether by weight or by volume. The use of the term dispersed particle is intended to convey the discontinuous and discrete distribution ofparticle core material 418 withinpowder compact 400. - Powder compact 400 may have any desired shape or size, including that of a cylindrical billet or bar that may be machined or otherwise used to form any desired plug shape or size. The pressing used to form precursor powder compact and sintering and pressing processes used to form
powder compact 400 and deform thepowder particles 212, includingparticle cores 214 andcoating layers 216, to provide the full density and desired macroscopic shape and size of powder compact 400 as well as its microstructure. The microstructure of powder compact 400 includes an equiaxed configuration of dispersedparticles 414 that are dispersed throughout and embedded within the substantially-continuous,cellular nanomatrix 416 of sintered coating layers. This microstructure is somewhat analogous to an equiaxed grain microstructure with a continuous grain boundary phase, except that it does not require the use of alloy constituents having thermodynamic phase equilibria properties that are capable of producing such a structure. Rather, this equiaxed dispersed particle structure andcellular nanomatrix 416 of sintered metallic coating layers 216 may be produced using constituents where thermodynamic phase equilibrium conditions would not produce an equiaxed structure. The equiaxed morphology of the dispersedparticles 414 andcellular network 416 of particle layers results from sintering and deformation of thepowder particles 212 as they are compacted and interdiffuse and deform to fill theinterparticle spaces 215. The sintering temperatures and pressures may be selected to ensure that the density of powder compact 400 achieves substantially full theoretical density. - In an exemplary embodiment as illustrated in
FIGS. 9 and 10 , dispersedparticles 414 are formed fromparticle cores 214 dispersed in thecellular nanomatrix 416 of sintered metallic coating layers 216, and thenanomatrix 416 includes a solid-statemetallurgical bond 417 orbond layer 419, as illustrated schematically inFIG. 9 , extending between the dispersedparticles 414 throughout thecellular nanomatrix 416 that is formed at a sintering temperature (TS), where TS is less than TC and TP. As indicated, solid-statemetallurgical bond 417 is formed in the solid state by solid-state interdiffusion between the coating layers 216 ofadjacent powder particles 212 that are compressed into touching contact during the compaction and sintering processes used to formpowder compact 400, as described herein. As such, sintered coating layers 216 ofcellular nanomatrix 416 include a solid-state bond layer 419 that has a thickness (t) defined by the extent of the interdiffusion of thecoating materials 220 of the coating layers 216, which will in turn be defined by the nature of the coating layers 216, including whether they are single or multilayer coating layers, whether they have been selected to promote or limit such interdiffusion, and other factors, as described herein, as well as the sintering and compaction conditions, including the sintering time, temperature and pressure used to formpowder compact 400. - As
nanomatrix 416 is formed, includingbond 417 andbond layer 419, the chemical composition or phase distribution, or both, of metallic coating layers 216 may change.Nanomatrix 416 also has a melting temperature (TM). As used herein, TM includes the lowest temperature at which incipient melting or liquation or other forms of partial melting will occur withinnanomatrix 416, regardless of whethernanomatrix material 420 comprises a pure metal, an alloy with multiple phases each having different melting temperatures or a composite, including a composite comprising a plurality of layers of various coating materials having different melting temperatures, or a combination thereof, or otherwise. As dispersedparticles 414 andparticle core materials 418 are formed in conjunction withnanomatrix 416, diffusion of constituents of metallic coating layers 216 into theparticle cores 214 is also possible, which may result in changes in the chemical composition or phase distribution, or both, ofparticle cores 214. As a result, dispersedparticles 414 andparticle core materials 418 may have a melting temperature (TDP) that is different than T. As used herein, TDP includes the lowest temperature at which incipient melting or liquation or other forms of partial melting will occur within dispersedparticles 414, regardless of whetherparticle core material 418 comprise a pure metal, an alloy with multiple phases each having different melting temperatures or a composite, or otherwise. Powder compact 400 is formed at a sintering temperature (TS), where TS is less than TC, TP, TM and TDP. - Dispersed
particles 414 may comprise any of the materials described herein forparticle cores 214, even though the chemical composition of dispersedparticles 414 may be different due to diffusion effects as described herein. In an exemplary embodiment, dispersedparticles 414 are formed fromparticle cores 214 comprising materials having a standard oxidation potential greater than or equal to Zn, including Mg, Al, Zn or Mn, or a combination thereof, may include various binary, tertiary and quaternary alloys or other combinations of these constituents as disclosed herein in conjunction withparticle cores 214. Of these materials, those having dispersedparticles 414 comprising Mg and thenanomatrix 416 formed from themetallic coating materials 216 described herein are particularly useful. Dispersedparticles 414 andparticle core material 418 of Mg, Al, Zn or Mn, or a combination thereof, may also include a rare earth element, or a combination of rare earth elements as disclosed herein in conjunction withparticle cores 214. - In another exemplary embodiment, dispersed
particles 414 are formed fromparticle cores 214 comprising metals that are less electrochemically active than Zn or non-metallic materials. Suitable non-metallic materials include ceramics, glasses (e.g., hollow glass microspheres) or carbon, or a combination thereof, as described herein. - Dispersed
particles 414 of powder compact 400 may have any suitable particle size, including the average particle sizes described herein forparticle cores 214. - Dispersed
particles 214 may have any suitable shape depending on the shape selected forparticle cores 214 andpowder particles 212, as well as the method used to sinter andcompact powder 210. In an exemplary embodiment,powder particles 212 may be spheroidal or substantially spheroidal and dispersedparticles 414 may include an equiaxed particle configuration as described herein. - The nature of the dispersion of dispersed
particles 414 may be affected by the selection of thepowder 210 orpowders 210 used to makeparticle compact 400. In one exemplary embodiment, apowder 210 having a unimodal distribution ofpowder particle 212 sizes may be selected to formpowder compact 400 and will produce a substantially homogeneous unimodal dispersion of particle sizes of dispersedparticles 414 withincellular nanomatrix 416, as illustrated generally inFIG. 8 . In another exemplary embodiment, a plurality ofpowders 210 having a plurality of powder particles withparticle cores 214 that have thesame core materials 218 and different core sizes and thesame coating material 220 may be selected and uniformly mixed as described herein to provide apowder 210 having a homogenous, multimodal distribution ofpowder particle 212 sizes, and may be used to form powder compact 400 having a homogeneous, multimodal dispersion of particle sizes of dispersedparticles 414 withincellular nanomatrix 416. Similarly, in yet another exemplary embodiment, a plurality ofpowders 210 having a plurality ofparticle cores 214 that may have thesame core materials 218 and different core sizes and thesame coating material 220 may be selected and distributed in a non-uniform manner to provide a non-homogenous, multimodal distribution of powder particle sizes, and may be used to form powder compact 400 having a non-homogeneous, multimodal dispersion of particle sizes of dispersedparticles 414 withincellular nanomatrix 416. The selection of the distribution of particle core size may be used to determine, for example, the particle size and interparticle spacing of the dispersedparticles 414 within thecellular nanomatrix 416 ofpowder compacts 400 made frompowder 210. -
Nanomatrix 416 is a substantially-continuous, cellular network of metallic coating layers 216 that are sintered to one another. The thickness ofnanomatrix 416 will depend on the nature of thepowder 210 orpowders 210 used to formpowder compact 400, as well as the incorporation of any second powder 230, particularly the thicknesses of the coating layers associated with these particles. In an exemplary embodiment, the thickness ofnanomatrix 416 is substantially uniform throughout the microstructure of powder compact 400 and comprises about two times the thickness of the coating layers 216 ofpowder particles 212. In another exemplary embodiment, thecellular network 416 has a substantially uniform average thickness between dispersedparticles 414 of about 50 nm to about 5000 nm. -
Nanomatrix 416 is formed by sintering metallic coating layers 216 of adjacent particles to one another by interdiffusion and creation ofbond layer 419 as described herein. Metallic coating layers 216 may be single layer or multilayer structures, and they may be selected to promote or inhibit diffusion, or both, within the layer or between the layers ofmetallic coating layer 216, or between themetallic coating layer 216 andparticle core 214, or between themetallic coating layer 216 and themetallic coating layer 216 of an adjacent powder particle, the extent of interdiffusion of metallic coating layers 216 during sintering may be limited or extensive depending on the coating thicknesses, coating material or materials selected, the sintering conditions and other factors. Given the potential complexity of the interdiffusion and interaction of the constituents, description of the resulting chemical composition ofnanomatrix 416 andnanomatrix material 420 may be simply understood to be a combination of the constituents ofcoating layers 216 that may also include one or more constituents of dispersedparticles 414, depending on the extent of interdiffusion, if any, that occurs between the dispersedparticles 414 and thenanomatrix 416. Similarly, the chemical composition of dispersedparticles 414 andparticle core material 418 may be simply understood to be a combination of the constituents ofparticle core 214 that may also include one or more constituents ofnanomatrix 416 andnanomatrix material 420, depending on the extent of interdiffusion, if any, that occurs between the dispersedparticles 414 and thenanomatrix 416. - In an exemplary embodiment, the
nanomatrix material 420 has a chemical composition and theparticle core material 418 has a chemical composition that is different from that ofnanomatrix material 420, and the differences in the chemical compositions may be configured to provide a selectable and controllable dissolution rate, including a selectable transition from a very low dissolution rate to a very rapid dissolution rate, in response to a controlled change in a property or condition of the wellbore proximate the compact 400, including a property change in a wellbore fluid that is in contact with thepowder compact 400, as described herein.Nanomatrix 416 may be formed frompowder particles 212 having single layer and multilayer coating layers 216. This design flexibility provides a large number of material combinations, particularly in the case of multilayer coating layers 216, that can be utilized to tailor thecellular nanomatrix 416 and composition ofnanomatrix material 420 by controlling the interaction of the coating layer constituents, both within a given layer, as well as between acoating layer 216 and theparticle core 214 with which it is associated or acoating layer 216 of anadjacent powder particle 212. Several exemplary embodiments that demonstrate this flexibility are provided below. - As illustrated in
FIG. 9 , in an exemplary embodiment,powder compact 400 is formed frompowder particles 212 where thecoating layer 216 comprises a single layer, and the resultingnanomatrix 416 between adjacent ones of the plurality of dispersedparticles 414 comprises the singlemetallic coating layer 216 of onepowder particle 212, abond layer 419 and thesingle coating layer 216 of another one of theadjacent powder particles 212. The thickness (t) ofbond layer 419 is determined by the extent of the interdiffusion between the single metallic coating layers 216, and may encompass the entire thickness ofnanomatrix 416 or only a portion thereof In one exemplary embodiment of powder compact 400 formed using asingle layer powder 210, powder compact 400 may include dispersedparticles 414 comprising Mg, Al, Zn or Mn, or a combination thereof, as described herein, andnanomatrix 216 may include Al, Zn, Mn, Mg, Mo, W, Cu, Fe, Si, Ca, Co, Ta, Re or Ni, or an oxide, carbide or nitride thereof, or a combination of any of the aforementioned materials, including combinations where thenanomatrix material 420 ofcellular nanomatrix 416, includingbond layer 419, has a chemical composition and thecore material 418 of dispersedparticles 414 has a chemical composition that is different than the chemical composition ofnanomatrix material 416. The difference in the chemical composition of thenanomatrix material 420 and thecore material 418 may be used to provide selectable and controllable dissolution in response to a change in a property of a wellbore, including a wellbore fluid, as described herein. In a further exemplary embodiment of a powder compact 400 formed from apowder 210 having a single coating layer configuration, dispersedparticles 414 include Mg, Al, Zn or Mn, or a combination thereof, and thecellular nanomatrix 416 includes Al or Ni, or a combination thereof - As illustrated in
FIG. 10 , in another exemplary embodiment,powder compact 400 is formed frompowder particles 212 where thecoating layer 216 comprises amultilayer coating layer 216 having a plurality of coating layers, and the resultingnanomatrix 416 between adjacent ones of the plurality of dispersedparticles 414 comprises the plurality of layers (t) comprising thecoating layer 216 of oneparticle 212, abond layer 419, and the plurality of layers comprising thecoating layer 216 of another one ofpowder particles 212. InFIG. 10 , this is illustrated with a two-layermetallic coating layer 216, but it will be understood that the plurality of layers of multi-layermetallic coating layer 216 may include any desired number of layers. The thickness (t) of thebond layer 419 is again determined by the extent of the interdiffusion between the plurality of layers of the respective coating layers 216, and may encompass the entire thickness ofnanomatrix 416 or only a portion thereof In this embodiment, the plurality of layers comprising eachcoating layer 216 may be used to control interdiffusion and formation ofbond layer 419 and thickness (t). - Sintered and forged
powder compacts 400 that include dispersedparticles 414 comprising Mg andnanomatrix 416 comprising various nanomatrix materials as described herein have demonstrated an excellent combination of mechanical strength and low density that exemplify the lightweight, high-strength materials disclosed herein. Examples ofpowder compacts 400 that have pure Mg dispersedparticles 414 andvarious nanomatrices 416 formed frompowders 210 having pureMg particle cores 214 and various single and multilayer metallic coating layers 216 that include Al, Ni, W or Al2O3, or a combination thereof Thesepowders compacts 400 have been subjected to various mechanical and other testing, including density testing, and their dissolution and mechanical property degradation behavior has also been characterized as disclosed herein. The results indicate that these materials may be configured to provide a wide range of selectable and controllable corrosion or dissolution behavior from very low corrosion rates to extremely high corrosion rates, particularly corrosion rates that are both lower and higher than those of powder compacts that do not incorporate the cellular nanomatrix, such as a compact formed from pure Mg powder through the same compaction and sintering processes in comparison to those that include pure Mg dispersed particles in the various cellular nanomatrices described herein. Thesepowder compacts 400 may also be configured to provide substantially enhanced properties as compared to powder compacts formed from pure Mg particles that do not include the nanoscale coatings described herein.Powder compacts 400 that include dispersedparticles 414 comprising Mg andnanomatrix 416 comprising variousnanomatrix materials 420 described herein have demonstrated room temperature compressive strengths of at least about 37 ksi, and have further demonstrated room temperature compressive strengths in excess of about 50 ksi, both dry and immersed in a solution of 3% KCl at 200° F. In contrast, powder compacts formed from pure Mg powders have a compressive strength of about 20 ksi or less. Strength of the nanomatrix powder metal compact 400 can be further improved by optimizingpowder 210, particularly the weight percentage of the nanoscale metallic coating layers 216 that are used to formcellular nanomatrix 416. Strength of the nanomatrix powder metal compact 400 can be further improved by optimizingpowder 210, particularly the weight percentage of the nanoscale metallic coating layers 216 that are used to formcellular nanomatrix 416. For example, varying the weight percentage (wt. %), i.e., thickness, of an alumina coating within a cellular nanomatrix 16 formed fromcoated powder particles 212 that include a multilayer (Al/Al2O3/Al) metallic coating layer 16 on pureMg particle cores 214 provides an increase of 21% as compared to that of 0 wt % alumina. -
Powder compacts 400 comprising dispersedparticles 414 that include Mg andnanomatrix 416 that includes various nanomatrix materials as described herein have also demonstrated a room temperature sheer strength of at least about 20 ksi. This is in contrast with powder compacts formed from pure Mg powders, which have room temperature sheer strengths of about 8 ksi. -
Powder compacts 400 of the types disclosed herein are able to achieve an actual density that is substantially equal to the predetermined theoretical density of a compact material based on the composition ofpowder 210, including relative amounts of constituents ofparticle cores 214 andmetallic coating layer 216, and are also described herein as being fully-dense powder compacts.Powder compacts 400 comprising dispersed particles that include Mg andnanomatrix 416 that includes various nanomatrix materials as described herein have demonstrated actual densities of about 1.738 g/cm3 to about 2.50 g/cm3, which are substantially equal to the predetermined theoretical densities, differing by at most 4% from the predetermined theoretical densities. -
Powder compacts 400 as disclosed herein may be configured to be selectively and controllably dissolvable in a wellbore fluid in response to a changed condition in a wellbore. Examples of the changed condition that may be exploited to provide selectable and controllable dissolvability include a change in temperature, change in pressure, change in flow rate, change in pH or change in chemical composition of the wellbore fluid, or a combination thereof An example of a changed condition comprising a change in temperature includes a change in well bore fluid temperature. For example,powder compacts 400 comprising dispersedparticles 414 that include Mg andcellular nanomatrix 416 that includes various nanomatrix materials as described herein have relatively low rates of corrosion in a 3% KCl solution at room temperature that range from about 0 to about 11 mg/cm2/hr as compared to relatively high rates of corrosion at 200° F. that range from about 1 to about 246 mg/cm2/hr depending on different nanoscale coating layers 216. An example of a changed condition comprising a change in chemical composition includes a change in a chloride ion concentration or pH value, or both, of the wellbore fluid. For example,powder compacts 400 comprising dispersedparticles 414 that include Mg andnanomatrix 416 that includes various nanoscale coatings described herein demonstrate corrosion rates in 15% HCl that range from about 4750 mg/cm2/hr to about 7432 mg/cm2/hr. Thus, selectable and controllable dissolvability in response to a changed condition in the wellbore, namely the change in the wellbore fluid chemical composition from KCl to HCl, may be used to achieve a characteristic response as illustrated graphically inFIG. 11 , which illustrates that at a selected predetermined critical service time (CST) a changed condition may be imposed upon powder compact 400 as it is applied in a given application, such as a wellbore environment, that causes a controllable change in a property of powder compact 400 in response to a changed condition in the environment in which it is applied. For example, at a predetermined CST changing a wellbore fluid that is in contact withpowder contact 400 from a first fluid (e.g. KCl) that provides a first corrosion rate and an associated weight loss or strength as a function of time to a second wellbore fluid (e.g., HCl) that provides a second corrosion rate and associated weight loss and strength as a function of time, wherein the corrosion rate associated with the first fluid is much less than the corrosion rate associated with the second fluid. This characteristic response to a change in wellbore fluid conditions may be used, for example, to associate the critical service time with a dimension loss limit or a minimum strength needed for a particular application, such that when a wellbore tool or component formed from powder compact 400 as disclosed herein is no longer needed in service in the wellbore (e.g., the CST) the condition in the wellbore (e.g., the chloride ion concentration of the wellbore fluid) may be changed to cause the rapid dissolution of powder compact 400 and its removal from the wellbore. In the example described above,powder compact 400 is selectably dissolvable at a rate that ranges from about 0 to about 7000 mg/cm2/hr. This range of response provides, for example the ability to remove a 3 inch diameter ball formed from this material from a wellbore by altering the wellbore fluid in less than one hour. The selectable and controllable dissolvability behavior described above, coupled with the excellent strength and low density properties described herein, define a new engineered dispersed particle-nanomatrix material that is configured for contact with a fluid and configured to provide a selectable and controllable transition from one of a first strength condition to a second strength condition that is lower than a functional strength threshold, or a first weight loss amount to a second weight loss amount that is greater than a weight loss limit, as a function of time in contact with the fluid. The dispersed particle-nanomatrix composite is characteristic of thepowder compacts 400 described herein and includes acellular nanomatrix 416 ofnanomatrix material 420, a plurality of dispersedparticles 414 includingparticle core material 418 that is dispersed within the matrix.Nanomatrix 416 is characterized by a solid-state bond layer 419, which extends throughout the nanomatrix. The time in contact with the fluid described above may include the CST as described above. The CST may include a predetermined time that is desired or required to dissolve a predetermined portion of the powder compact 200 that is in contact with the fluid. The CST may also include a time corresponding to a change in the property of the engineered material or the fluid, or a combination thereof In the case of a change of property of the engineered material, the change may include a change of a temperature of the engineered material. In the case where there is a change in the property of the fluid, the change may include the change in a fluid temperature, pressure, flow rate, chemical composition or pH or a combination thereof Both the engineered material and the change in the property of the engineered material or the fluid, or a combination thereof, may be tailored to provide the desired CST response characteristic, including the rate of change of the particular property (e.g., weight loss, loss of strength) both prior to the CST (e.g., Stage 1) and after the CST (e.g., Stage 2), as illustrated inFIG. 11 . - Without being limited by theory,
powder compacts 400 are formed fromcoated powder particles 212 that include aparticle core 214 and associatedcore material 218 as well as ametallic coating layer 216 and an associatedmetallic coating material 220 to form a substantially-continuous, three-dimensional,cellular nanomatrix 416 that includes ananomatrix material 420 formed by sintering and the associated diffusion bonding of therespective coating layers 216 that includes a plurality of dispersedparticles 414 of theparticle core materials 418. This unique structure may include metastable combinations of materials that would be very difficult or impossible to form by solidification from a melt having the same relative amounts of the constituent materials. The coating layers and associated coating materials may be selected to provide selectable and controllable dissolution in a predetermined fluid environment, such as a wellbore environment, where the predetermined fluid may be a commonly used wellbore fluid that is either injected into the wellbore or extracted from the wellbore. As will be further understood from the description herein, controlled dissolution of the nanomatrix exposes the dispersed particles of the core materials. The particle core materials may also be selected to also provide selectable and controllable dissolution in the wellbore fluid. Alternately, they may also be selected to provide a particular mechanical property, such as compressive strength or sheer strength, to thepowder compact 400, without necessarily providing selectable and controlled dissolution of the core materials themselves, since selectable and controlled dissolution of the nanomatrix material surrounding these particles will necessarily release them so that they are carried away by the wellbore fluid. The microstructural morphology of the substantially-continuous,cellular nanomatrix 416, which may be selected to provide a strengthening phase material, with dispersedparticles 414, which may be selected to provide equiaxed dispersedparticles 414, provides these powder compacts with enhanced mechanical properties, including compressive strength and sheer strength, since the resulting morphology of the nanomatrix/dispersed particles can be manipulated to provide strengthening through the processes that are akin to traditional strengthening mechanisms, such as grain size reduction, solution hardening through the use of impurity atoms, precipitation or age hardening and strength/work hardening mechanisms. The nanomatrix/dispersed particle structure tends to limit dislocation movement by virtue of the numerous particle nanomatrix interfaces, as well as interfaces between discrete layers within the nanomatrix material as described herein. This is exemplified in the fracture behavior of these materials. Apowder compact 400 made using uncoated pure Mg powder and subjected to a shear stress sufficient to induce failure demonstrated intergranular fracture. In contrast, a powder compact 400 made usingpowder particles 212 having pure Mgpowder particle cores 214 to form dispersedparticles 414 and metallic coating layers 216 that includes Al to form nanomatrix 416 and subjected to a shear stress sufficient to induce failure demonstrated transgranular fracture and a substantially higher fracture stress as described herein. Because these materials have high-strength characteristics, the core material and coating material may be selected to utilize low density materials or other low density materials, such as low-density metals, ceramics, glasses or carbon, that otherwise would not provide the necessary strength characteristics for use in the desired applications, including wellbore tools and components. -
FIG. 12 illustrates a method 500 of controlling production in a borehole. The method is performed in conjunction with a gas lift tool such as thegas lift assembly 120. The method 500 includes one or more stages 510-550. Although the method is described in conjunction with thetool 120, the method can be utilized in conjunction with any gas lift device or system. - In the
first stage 510, in one embodiment, theproduction string 112 and thegas lift assembly 120 is deployed to a downhole location. In one embodiment, thegas lift assembly 120 is assembled and secured in a portion of the production string or other carrier prior to deployment. Thegas lift assembly 120 is then disposed with theproduction string 112. At this stage, the gas lift valve is configured as a dummy valve until thegas lift plug 142 is actuated. - In the
second stage 520, hydrocarbon fluids and/or gases are produced to the surface via theproduction conduit 122.Stage 520 is performed in any suitable manner and may include various production methods and facilitating methods such as perforating the casing and/or borehole wall and fracing. Production may include various additional procedures that may be performed to facilitate production. For example, after the completion and gas lift assemblies are disposed in the well, it may be desirable to test the annulus or tubing to insure the pressure integrity of the completion. In addition, some completion scenarios include circulating cement of other fluid down the tubing or annulus of the well. During these production procedures, thegas lift assembly 120 acts as a blank or dummy to prevent any circulation through thegas lift assembly 120 and between annular regions and theproduction conduit 122. - In the
third stage 530, thegas lift plug 142 is exposed to downhole fluids, such as production fluids and water to actuate thegas lift plug 142 and cause the pressurized gas to enter the production conduit. In one embodiment, the gas lift plug is made from a corrodible or dissolvable material. During production, production fluid, which may include water, hydrocarbon fluids and/or hydrocarbon gases (as well as other gases and chemical constituents) contacts the dissolvable/corrodable plug 142. Depending on the configuration and/or size of theplug 142, theplug 142 dissolves over a period of time until theplug 142 completely dissolves/corrodes or is at least sufficiently reduced in size so that the pressurized gas can force the plug away from thegas lift assembly 120 and/or the production fluid can dislodge theplug 142 and carry it away. - In the
fourth stage 540, over a period of time at least a portion of thegas lift plug 142 will dissolve, corrode and/or be removed without mechanical intervention to allow thegas lift assembly 120 to function as designed. In one embodiment, the plug is made of a material(s) having an approximately known dissolution or corrosion rate in the presence of the downhole fluids, and is shaped, sized or otherwise configured to dissolve or corrode over a pre-determined period of time. - In the
fifth stage 550, the gas lift procedure may be commenced. Gas lift may be started at any time after the plug is dissolved. This may be immediately or soon after theplug 142 is dissolved, or may be commenced at some later time dependent on, for example, the production pressure or flow rate of the fluid being produced through theproduction conduit 122. - In one embodiment, the gas lift procedure includes injecting pressurized gas from an annular area in the borehole 114 through the
gas lift assembly 120, e.g., through theports 124. The pressurized gas flows through thegas lift assembly 120, and into theproduction conduit 122, where the pressurized gas displaces and/or aeriates the production fluids and gases an enables them to flow to the surface. In one embodiment, thegas lift valve 132 is used to control flow of pressurized gas into the production conduit. - The apparatuses and methods described herein provide various advantages over prior art techniques. For example, in instances where it is desirable to install the gas lift assembly after the production assembly is deployed downhole, the gas lift plug allows the gas lift assembly to act as a dummy or blank for a period of time. This eliminates the need to for using a separate dummy or blank which would require subsequent installation (e.g., slickline intervention) after the completion to remove the dummy valves and install live gas lift assemblies.
- While the invention has been described with reference to exemplary embodiments, it will be understood by those skilled in the art that various changes may be made and equivalents may be substituted for elements thereof without departing from the scope of the invention. In addition, many modifications will be appreciated by those skilled in the art to adapt a particular instrument, situation or material to the teachings of the invention without departing from the essential scope thereof Therefore, it is intended that the invention not be limited to the particular embodiment disclosed as the best mode contemplated for carrying out this invention, but that the invention will include all embodiments falling within the scope of the appended claims.
Claims (20)
1. A production fluid control apparatus comprising:
a gas lift assembly in fluid communication with a borehole production conduit, the gas lift assembly configured to control a flow of pressurized gas between an annular region of a borehole and the production conduit; and
at least one plug disposed in operable communication with the gas lift assembly, the at least one plug configured to prevent fluid flow through the gas lift assembly and configured to be actuated to allow fluid flow through the gas lift assembly in response to exposure to a downhole fluid.
2. The apparatus of claim 1 , wherein the at least one plug is made from a material configured to dissolve or corrode in the presence of the downhole fluid.
3. The apparatus of claim 2 , wherein the downhole fluid is selected from at least one of water, salinated water and hydrocarbon fluid.
4. The apparatus of claim 1 , wherein the at least one plug is disposed in a fluid path between the production conduit and the gas lift assembly.
5. The apparatus of claim 1 , the apparatus of claim 1 , wherein the gas lift assembly further includes a support component disposed in a fixed position relative to the production conduit, and a flow control device configured to control the flow of pressurized gas through the gas lift assembly.
6. The apparatus of claim 5 , wherein the at least one plug is located within the flow control device
7. The apparatus of claim 5 , wherein the at least one plug is located in a fluid path between the flow control device and the production conduit.
8. The apparatus of claim 2 , wherein the material includes:
a substantially-continuous, cellular nanomatrix comprising a nanomatrix material;
a plurality of dispersed particles comprising a particle core material that comprises Mg, Al, Zn or Mn, or a combination thereof, dispersed in the cellular nanomatrix; and
a solid state bond layer extending throughout the cellular nanomatrix between the dispersed particles.
9. The apparatus of claim 8 , wherein the material includes a plurality of dispersed second particles, wherein the dispersed second particles are also dispersed within the cellular nanomatrix and with respect to the dispersed particles.
10. The apparatus of claim 2 , wherein the at least one plug is formed from a sintered powder comprising a plurality of powder particles, each powder particle having a particle core that upon sintering comprises a dispersed particle and a single metallic coating layer disposed thereon, and wherein the cellular nanomatrix between adjacent ones of the plurality of dispersed particles comprises the single metallic coating layer of one powder particle, the bond layer and the single metallic coating layer of another of the powder particles.
11. The apparatus of claim 2 , wherein the at least one plug is formed from a sintered powder comprising a plurality of powder particles, each powder particle having a particle core that upon sintering comprises a dispersed particle and a plurality of metallic coating layers disposed thereon, and wherein the cellular nanomatrix between adjacent ones of the plurality of dispersed particles comprises the plurality of metallic coating layers of one powder particle, the bond layer and plurality of metallic coating layers of another of the powder particles, and wherein adjacent ones of the plurality of metallic coating layers have different chemical compositions.
12. A method of producing hydrocarbon fluid from a borehole, comprising:
disposing a production assembly in the borehole, the production assembly including a production conduit and a gas lift assembly in fluid communication with the production conduit, the gas lift assembly configured to control a flow of pressurized gas between an annular region of the borehole and the production conduit, the gas lift assembly including at least one plug disposed in operable communication therewith and configured to prevent fluid flow through the gas lift assembly;
exposing the at least one plug to a downhole fluid; and
actuating the at least one plug by dissolving at least a portion of the at least one plug in response to exposure to the downhole fluid to allow fluid to flow through the gas lift assembly.
13. The method of claim 12 , further comprising injecting the pressurized gas into the annular region, and directing the annular gas to the production conduit via the gas lift assembly.
14. The method of claim 13 , wherein the downhole fluid is a production fluid flowing through the production conduit.
15. The method of claim 12 , wherein the at least one plug is made from a material configured to dissolve or corrode in the presence of the downhole fluid.
16. The method of claim 15 , wherein the downhole fluid is selected from at least one of water, salinated water and hydrocarbon fluid.
17. The method of claim 12 , wherein actuating the at least one plug includes contacting the at least one plug with downhole fluid flowing through the production conduit, and dissolving or corroding the at least one plug over a pre-selected time period.
18. The method of claim 12 , wherein the gas lift assembly further includes a support component disposed in a fixed position relative to the production conduit, and a flow control device configured to control the flow of pressurized gas through the gas lift assembly.
19. The method of claim 18 , wherein the at least one plug is located within the flow control device.
20. The method of claim 18 , wherein the at least one plug is located in a fluid path between the flow control device and the production conduit.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/030,817 US20120211239A1 (en) | 2011-02-18 | 2011-02-18 | Apparatus and method for controlling gas lift assemblies |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/030,817 US20120211239A1 (en) | 2011-02-18 | 2011-02-18 | Apparatus and method for controlling gas lift assemblies |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20120211239A1 true US20120211239A1 (en) | 2012-08-23 |
Family
ID=46651807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/030,817 Abandoned US20120211239A1 (en) | 2011-02-18 | 2011-02-18 | Apparatus and method for controlling gas lift assemblies |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US20120211239A1 (en) |
Cited By (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110132620A1 (en) * | 2009-12-08 | 2011-06-09 | Baker Hughes Incorporated | Dissolvable Tool and Method |
| US20120118583A1 (en) * | 2010-11-16 | 2012-05-17 | Baker Hughes Incorporated | Plug and method of unplugging a seat |
| US20130000903A1 (en) * | 2011-06-30 | 2013-01-03 | James Crews | Reconfigurable cement composition, articles made therefrom and method of use |
| US8631876B2 (en) | 2011-04-28 | 2014-01-21 | Baker Hughes Incorporated | Method of making and using a functionally gradient composite tool |
| US8714268B2 (en) | 2009-12-08 | 2014-05-06 | Baker Hughes Incorporated | Method of making and using multi-component disappearing tripping ball |
| US20140138099A1 (en) * | 2009-12-30 | 2014-05-22 | Schlumberger Technology Corporation | Gas lift barrier valve |
| US8776884B2 (en) | 2010-08-09 | 2014-07-15 | Baker Hughes Incorporated | Formation treatment system and method |
| US8783365B2 (en) | 2011-07-28 | 2014-07-22 | Baker Hughes Incorporated | Selective hydraulic fracturing tool and method thereof |
| US20150008003A1 (en) * | 2013-07-02 | 2015-01-08 | Baker Hughes Incorporated | Selective plugging element and method of selectively plugging a channel therewith |
| US9033055B2 (en) | 2011-08-17 | 2015-05-19 | Baker Hughes Incorporated | Selectively degradable passage restriction and method |
| US9057242B2 (en) | 2011-08-05 | 2015-06-16 | Baker Hughes Incorporated | Method of controlling corrosion rate in downhole article, and downhole article having controlled corrosion rate |
| US9068428B2 (en) | 2012-02-13 | 2015-06-30 | Baker Hughes Incorporated | Selectively corrodible downhole article and method of use |
| US9079246B2 (en) | 2009-12-08 | 2015-07-14 | Baker Hughes Incorporated | Method of making a nanomatrix powder metal compact |
| US9080098B2 (en) | 2011-04-28 | 2015-07-14 | Baker Hughes Incorporated | Functionally gradient composite article |
| US9090955B2 (en) | 2010-10-27 | 2015-07-28 | Baker Hughes Incorporated | Nanomatrix powder metal composite |
| US9090956B2 (en) | 2011-08-30 | 2015-07-28 | Baker Hughes Incorporated | Aluminum alloy powder metal compact |
| US9101978B2 (en) | 2002-12-08 | 2015-08-11 | Baker Hughes Incorporated | Nanomatrix powder metal compact |
| US9109429B2 (en) | 2002-12-08 | 2015-08-18 | Baker Hughes Incorporated | Engineered powder compact composite material |
| US9109269B2 (en) | 2011-08-30 | 2015-08-18 | Baker Hughes Incorporated | Magnesium alloy powder metal compact |
| US9127515B2 (en) | 2010-10-27 | 2015-09-08 | Baker Hughes Incorporated | Nanomatrix carbon composite |
| US9133695B2 (en) | 2011-09-03 | 2015-09-15 | Baker Hughes Incorporated | Degradable shaped charge and perforating gun system |
| US9139928B2 (en) | 2011-06-17 | 2015-09-22 | Baker Hughes Incorporated | Corrodible downhole article and method of removing the article from downhole environment |
| WO2015167467A1 (en) * | 2014-04-29 | 2015-11-05 | Halliburton Energy Services, Inc. | Valves for autonomous actuation of downhole tools |
| US9181781B2 (en) | 2011-06-30 | 2015-11-10 | Baker Hughes Incorporated | Method of making and using a reconfigurable downhole article |
| US9187990B2 (en) | 2011-09-03 | 2015-11-17 | Baker Hughes Incorporated | Method of using a degradable shaped charge and perforating gun system |
| US9227243B2 (en) | 2009-12-08 | 2016-01-05 | Baker Hughes Incorporated | Method of making a powder metal compact |
| US9243475B2 (en) | 2009-12-08 | 2016-01-26 | Baker Hughes Incorporated | Extruded powder metal compact |
| US9267347B2 (en) | 2009-12-08 | 2016-02-23 | Baker Huges Incorporated | Dissolvable tool |
| US9347119B2 (en) | 2011-09-03 | 2016-05-24 | Baker Hughes Incorporated | Degradable high shock impedance material |
| US9605508B2 (en) | 2012-05-08 | 2017-03-28 | Baker Hughes Incorporated | Disintegrable and conformable metallic seal, and method of making the same |
| EP3038773A4 (en) * | 2013-12-20 | 2017-05-03 | Halliburton Energy Services, Inc. | Wellbore isolation device made from a powdered fusible alloy matrix |
| US9643144B2 (en) | 2011-09-02 | 2017-05-09 | Baker Hughes Incorporated | Method to generate and disperse nanostructures in a composite material |
| US9643250B2 (en) | 2011-07-29 | 2017-05-09 | Baker Hughes Incorporated | Method of controlling the corrosion rate of alloy particles, alloy particle with controlled corrosion rate, and articles comprising the particle |
| US9682425B2 (en) | 2009-12-08 | 2017-06-20 | Baker Hughes Incorporated | Coated metallic powder and method of making the same |
| US9707739B2 (en) | 2011-07-22 | 2017-07-18 | Baker Hughes Incorporated | Intermetallic metallic composite, method of manufacture thereof and articles comprising the same |
| WO2017187117A1 (en) * | 2016-04-30 | 2017-11-02 | Specialised Oilfield Solutions Ltd | Degradable plug device for a pipe |
| US9816339B2 (en) | 2013-09-03 | 2017-11-14 | Baker Hughes, A Ge Company, Llc | Plug reception assembly and method of reducing restriction in a borehole |
| US9833838B2 (en) | 2011-07-29 | 2017-12-05 | Baker Hughes, A Ge Company, Llc | Method of controlling the corrosion rate of alloy particles, alloy particle with controlled corrosion rate, and articles comprising the particle |
| US9856411B2 (en) | 2014-10-28 | 2018-01-02 | Baker Hughes Incorporated | Methods of using a degradable component in a wellbore and related systems and methods of forming such components |
| US9856547B2 (en) | 2011-08-30 | 2018-01-02 | Bakers Hughes, A Ge Company, Llc | Nanostructured powder metal compact |
| US9910026B2 (en) | 2015-01-21 | 2018-03-06 | Baker Hughes, A Ge Company, Llc | High temperature tracers for downhole detection of produced water |
| US9926766B2 (en) | 2012-01-25 | 2018-03-27 | Baker Hughes, A Ge Company, Llc | Seat for a tubular treating system |
| US10016810B2 (en) | 2015-12-14 | 2018-07-10 | Baker Hughes, A Ge Company, Llc | Methods of manufacturing degradable tools using a galvanic carrier and tools manufactured thereof |
| US10145194B2 (en) | 2012-06-14 | 2018-12-04 | Halliburton Energy Services, Inc. | Methods of removing a wellbore isolation device using a eutectic composition |
| US10221637B2 (en) | 2015-08-11 | 2019-03-05 | Baker Hughes, A Ge Company, Llc | Methods of manufacturing dissolvable tools via liquid-solid state molding |
| US10240419B2 (en) | 2009-12-08 | 2019-03-26 | Baker Hughes, A Ge Company, Llc | Downhole flow inhibition tool and method of unplugging a seat |
| US10378303B2 (en) | 2015-03-05 | 2019-08-13 | Baker Hughes, A Ge Company, Llc | Downhole tool and method of forming the same |
| WO2020023184A1 (en) * | 2018-07-26 | 2020-01-30 | Weatherford Technology Holdings, Llc | Gas lift valve having shear open mechanism for pressure testing |
| CN110952963A (en) * | 2019-10-30 | 2020-04-03 | 中国石油化工股份有限公司 | Structure and method for producing tubular column with pressing-down gas lift |
| US11167343B2 (en) | 2014-02-21 | 2021-11-09 | Terves, Llc | Galvanically-active in situ formed particles for controlled rate dissolving tools |
| US11242733B2 (en) | 2019-08-23 | 2022-02-08 | Baker Hughes Oilfield Operations Llc | Method and apparatus for producing well with backup gas lift and an electrical submersible well pump |
| US11365164B2 (en) | 2014-02-21 | 2022-06-21 | Terves, Llc | Fluid activated disintegrating metal system |
| US11649526B2 (en) | 2017-07-27 | 2023-05-16 | Terves, Llc | Degradable metal matrix composite |
| US11808120B2 (en) * | 2019-09-11 | 2023-11-07 | Shale Oil Tools, Llc | Gas lift barrier |
| US12018356B2 (en) | 2014-04-18 | 2024-06-25 | Terves Inc. | Galvanically-active in situ formed particles for controlled rate dissolving tools |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7141207B2 (en) * | 2004-08-30 | 2006-11-28 | General Motors Corporation | Aluminum/magnesium 3D-Printing rapid prototyping |
| US20090255684A1 (en) * | 2008-04-10 | 2009-10-15 | Bolding Jeffrey L | System and method for thru tubing deepening of gas lift |
-
2011
- 2011-02-18 US US13/030,817 patent/US20120211239A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7141207B2 (en) * | 2004-08-30 | 2006-11-28 | General Motors Corporation | Aluminum/magnesium 3D-Printing rapid prototyping |
| US20090255684A1 (en) * | 2008-04-10 | 2009-10-15 | Bolding Jeffrey L | System and method for thru tubing deepening of gas lift |
Cited By (82)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9101978B2 (en) | 2002-12-08 | 2015-08-11 | Baker Hughes Incorporated | Nanomatrix powder metal compact |
| US9109429B2 (en) | 2002-12-08 | 2015-08-18 | Baker Hughes Incorporated | Engineered powder compact composite material |
| US9267347B2 (en) | 2009-12-08 | 2016-02-23 | Baker Huges Incorporated | Dissolvable tool |
| US9243475B2 (en) | 2009-12-08 | 2016-01-26 | Baker Hughes Incorporated | Extruded powder metal compact |
| US10240419B2 (en) | 2009-12-08 | 2019-03-26 | Baker Hughes, A Ge Company, Llc | Downhole flow inhibition tool and method of unplugging a seat |
| US9682425B2 (en) | 2009-12-08 | 2017-06-20 | Baker Hughes Incorporated | Coated metallic powder and method of making the same |
| US8714268B2 (en) | 2009-12-08 | 2014-05-06 | Baker Hughes Incorporated | Method of making and using multi-component disappearing tripping ball |
| US10669797B2 (en) * | 2009-12-08 | 2020-06-02 | Baker Hughes, A Ge Company, Llc | Tool configured to dissolve in a selected subsurface environment |
| US9079246B2 (en) | 2009-12-08 | 2015-07-14 | Baker Hughes Incorporated | Method of making a nanomatrix powder metal compact |
| US9227243B2 (en) | 2009-12-08 | 2016-01-05 | Baker Hughes Incorporated | Method of making a powder metal compact |
| US20190162036A1 (en) * | 2009-12-08 | 2019-05-30 | Baker Hughes, A Ge Company, Llc | Tool configured to dissolve in a selected subsurface environment |
| US9022107B2 (en) | 2009-12-08 | 2015-05-05 | Baker Hughes Incorporated | Dissolvable tool |
| US20110132620A1 (en) * | 2009-12-08 | 2011-06-09 | Baker Hughes Incorporated | Dissolvable Tool and Method |
| US8528633B2 (en) * | 2009-12-08 | 2013-09-10 | Baker Hughes Incorporated | Dissolvable tool and method |
| US20140138099A1 (en) * | 2009-12-30 | 2014-05-22 | Schlumberger Technology Corporation | Gas lift barrier valve |
| US8776884B2 (en) | 2010-08-09 | 2014-07-15 | Baker Hughes Incorporated | Formation treatment system and method |
| US9127515B2 (en) | 2010-10-27 | 2015-09-08 | Baker Hughes Incorporated | Nanomatrix carbon composite |
| US9090955B2 (en) | 2010-10-27 | 2015-07-28 | Baker Hughes Incorporated | Nanomatrix powder metal composite |
| US20120118583A1 (en) * | 2010-11-16 | 2012-05-17 | Baker Hughes Incorporated | Plug and method of unplugging a seat |
| US8573295B2 (en) * | 2010-11-16 | 2013-11-05 | Baker Hughes Incorporated | Plug and method of unplugging a seat |
| US9080098B2 (en) | 2011-04-28 | 2015-07-14 | Baker Hughes Incorporated | Functionally gradient composite article |
| US10335858B2 (en) | 2011-04-28 | 2019-07-02 | Baker Hughes, A Ge Company, Llc | Method of making and using a functionally gradient composite tool |
| US9631138B2 (en) | 2011-04-28 | 2017-04-25 | Baker Hughes Incorporated | Functionally gradient composite article |
| US8631876B2 (en) | 2011-04-28 | 2014-01-21 | Baker Hughes Incorporated | Method of making and using a functionally gradient composite tool |
| US9139928B2 (en) | 2011-06-17 | 2015-09-22 | Baker Hughes Incorporated | Corrodible downhole article and method of removing the article from downhole environment |
| US9926763B2 (en) | 2011-06-17 | 2018-03-27 | Baker Hughes, A Ge Company, Llc | Corrodible downhole article and method of removing the article from downhole environment |
| US9181781B2 (en) | 2011-06-30 | 2015-11-10 | Baker Hughes Incorporated | Method of making and using a reconfigurable downhole article |
| US9038719B2 (en) * | 2011-06-30 | 2015-05-26 | Baker Hughes Incorporated | Reconfigurable cement composition, articles made therefrom and method of use |
| US20130000903A1 (en) * | 2011-06-30 | 2013-01-03 | James Crews | Reconfigurable cement composition, articles made therefrom and method of use |
| US10697266B2 (en) | 2011-07-22 | 2020-06-30 | Baker Hughes, A Ge Company, Llc | Intermetallic metallic composite, method of manufacture thereof and articles comprising the same |
| US9707739B2 (en) | 2011-07-22 | 2017-07-18 | Baker Hughes Incorporated | Intermetallic metallic composite, method of manufacture thereof and articles comprising the same |
| US8783365B2 (en) | 2011-07-28 | 2014-07-22 | Baker Hughes Incorporated | Selective hydraulic fracturing tool and method thereof |
| US10092953B2 (en) | 2011-07-29 | 2018-10-09 | Baker Hughes, A Ge Company, Llc | Method of controlling the corrosion rate of alloy particles, alloy particle with controlled corrosion rate, and articles comprising the particle |
| US9833838B2 (en) | 2011-07-29 | 2017-12-05 | Baker Hughes, A Ge Company, Llc | Method of controlling the corrosion rate of alloy particles, alloy particle with controlled corrosion rate, and articles comprising the particle |
| US9643250B2 (en) | 2011-07-29 | 2017-05-09 | Baker Hughes Incorporated | Method of controlling the corrosion rate of alloy particles, alloy particle with controlled corrosion rate, and articles comprising the particle |
| US9057242B2 (en) | 2011-08-05 | 2015-06-16 | Baker Hughes Incorporated | Method of controlling corrosion rate in downhole article, and downhole article having controlled corrosion rate |
| US10301909B2 (en) | 2011-08-17 | 2019-05-28 | Baker Hughes, A Ge Company, Llc | Selectively degradable passage restriction |
| US9033055B2 (en) | 2011-08-17 | 2015-05-19 | Baker Hughes Incorporated | Selectively degradable passage restriction and method |
| US9802250B2 (en) | 2011-08-30 | 2017-10-31 | Baker Hughes | Magnesium alloy powder metal compact |
| US11090719B2 (en) | 2011-08-30 | 2021-08-17 | Baker Hughes, A Ge Company, Llc | Aluminum alloy powder metal compact |
| US10737321B2 (en) | 2011-08-30 | 2020-08-11 | Baker Hughes, A Ge Company, Llc | Magnesium alloy powder metal compact |
| US9090956B2 (en) | 2011-08-30 | 2015-07-28 | Baker Hughes Incorporated | Aluminum alloy powder metal compact |
| US9109269B2 (en) | 2011-08-30 | 2015-08-18 | Baker Hughes Incorporated | Magnesium alloy powder metal compact |
| US9856547B2 (en) | 2011-08-30 | 2018-01-02 | Bakers Hughes, A Ge Company, Llc | Nanostructured powder metal compact |
| US9925589B2 (en) | 2011-08-30 | 2018-03-27 | Baker Hughes, A Ge Company, Llc | Aluminum alloy powder metal compact |
| US9643144B2 (en) | 2011-09-02 | 2017-05-09 | Baker Hughes Incorporated | Method to generate and disperse nanostructures in a composite material |
| US9133695B2 (en) | 2011-09-03 | 2015-09-15 | Baker Hughes Incorporated | Degradable shaped charge and perforating gun system |
| US9187990B2 (en) | 2011-09-03 | 2015-11-17 | Baker Hughes Incorporated | Method of using a degradable shaped charge and perforating gun system |
| US9347119B2 (en) | 2011-09-03 | 2016-05-24 | Baker Hughes Incorporated | Degradable high shock impedance material |
| US9926766B2 (en) | 2012-01-25 | 2018-03-27 | Baker Hughes, A Ge Company, Llc | Seat for a tubular treating system |
| US9068428B2 (en) | 2012-02-13 | 2015-06-30 | Baker Hughes Incorporated | Selectively corrodible downhole article and method of use |
| US9605508B2 (en) | 2012-05-08 | 2017-03-28 | Baker Hughes Incorporated | Disintegrable and conformable metallic seal, and method of making the same |
| US10612659B2 (en) | 2012-05-08 | 2020-04-07 | Baker Hughes Oilfield Operations, Llc | Disintegrable and conformable metallic seal, and method of making the same |
| US10145194B2 (en) | 2012-06-14 | 2018-12-04 | Halliburton Energy Services, Inc. | Methods of removing a wellbore isolation device using a eutectic composition |
| US20150008003A1 (en) * | 2013-07-02 | 2015-01-08 | Baker Hughes Incorporated | Selective plugging element and method of selectively plugging a channel therewith |
| US9816339B2 (en) | 2013-09-03 | 2017-11-14 | Baker Hughes, A Ge Company, Llc | Plug reception assembly and method of reducing restriction in a borehole |
| EP3038773A4 (en) * | 2013-12-20 | 2017-05-03 | Halliburton Energy Services, Inc. | Wellbore isolation device made from a powdered fusible alloy matrix |
| US12031400B2 (en) | 2014-02-21 | 2024-07-09 | Terves, Llc | Fluid activated disintegrating metal system |
| US11365164B2 (en) | 2014-02-21 | 2022-06-21 | Terves, Llc | Fluid activated disintegrating metal system |
| US11613952B2 (en) | 2014-02-21 | 2023-03-28 | Terves, Llc | Fluid activated disintegrating metal system |
| US11167343B2 (en) | 2014-02-21 | 2021-11-09 | Terves, Llc | Galvanically-active in situ formed particles for controlled rate dissolving tools |
| US12018356B2 (en) | 2014-04-18 | 2024-06-25 | Terves Inc. | Galvanically-active in situ formed particles for controlled rate dissolving tools |
| US10435985B2 (en) | 2014-04-29 | 2019-10-08 | Halliburton Energy Services, Inc. | Valves for autonomous actuation of downhole tools |
| WO2015167467A1 (en) * | 2014-04-29 | 2015-11-05 | Halliburton Energy Services, Inc. | Valves for autonomous actuation of downhole tools |
| GB2543646B (en) * | 2014-04-29 | 2020-12-02 | Halliburton Energy Services Inc | Valves for autonomous actuation of downhole tools |
| US10280709B2 (en) | 2014-04-29 | 2019-05-07 | Halliburton Energy Services, Inc. | Valves for autonomous actuation of downhole tools |
| US10280359B2 (en) | 2014-10-28 | 2019-05-07 | Baker Hughes Incorporated | Methods of forming a degradable component |
| US9856411B2 (en) | 2014-10-28 | 2018-01-02 | Baker Hughes Incorporated | Methods of using a degradable component in a wellbore and related systems and methods of forming such components |
| US9910026B2 (en) | 2015-01-21 | 2018-03-06 | Baker Hughes, A Ge Company, Llc | High temperature tracers for downhole detection of produced water |
| US10378303B2 (en) | 2015-03-05 | 2019-08-13 | Baker Hughes, A Ge Company, Llc | Downhole tool and method of forming the same |
| US10221637B2 (en) | 2015-08-11 | 2019-03-05 | Baker Hughes, A Ge Company, Llc | Methods of manufacturing dissolvable tools via liquid-solid state molding |
| US10016810B2 (en) | 2015-12-14 | 2018-07-10 | Baker Hughes, A Ge Company, Llc | Methods of manufacturing degradable tools using a galvanic carrier and tools manufactured thereof |
| WO2017187117A1 (en) * | 2016-04-30 | 2017-11-02 | Specialised Oilfield Solutions Ltd | Degradable plug device for a pipe |
| US11072991B2 (en) | 2016-04-30 | 2021-07-27 | Robertson Intellectual Properties, LLC | Degradable plug device for a pipe |
| US11649526B2 (en) | 2017-07-27 | 2023-05-16 | Terves, Llc | Degradable metal matrix composite |
| US11898223B2 (en) | 2017-07-27 | 2024-02-13 | Terves, Llc | Degradable metal matrix composite |
| RU2766078C1 (en) * | 2018-07-26 | 2022-02-07 | ВЕЗЕРФОРД ТЕКНОЛОДЖИ ХОЛДИНГЗ, ЭлЭлСи | Gas lift valve with a cutting opening mechanism for pressure testing |
| US10787889B2 (en) | 2018-07-26 | 2020-09-29 | Weatherford Technology Holdings, Llc | Gas lift valve having shear open mechanism for pressure testing |
| WO2020023184A1 (en) * | 2018-07-26 | 2020-01-30 | Weatherford Technology Holdings, Llc | Gas lift valve having shear open mechanism for pressure testing |
| US11242733B2 (en) | 2019-08-23 | 2022-02-08 | Baker Hughes Oilfield Operations Llc | Method and apparatus for producing well with backup gas lift and an electrical submersible well pump |
| US11808120B2 (en) * | 2019-09-11 | 2023-11-07 | Shale Oil Tools, Llc | Gas lift barrier |
| CN110952963A (en) * | 2019-10-30 | 2020-04-03 | 中国石油化工股份有限公司 | Structure and method for producing tubular column with pressing-down gas lift |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20120211239A1 (en) | Apparatus and method for controlling gas lift assemblies | |
| US10669797B2 (en) | Tool configured to dissolve in a selected subsurface environment | |
| US8297364B2 (en) | Telescopic unit with dissolvable barrier | |
| US8776884B2 (en) | Formation treatment system and method | |
| US8783365B2 (en) | Selective hydraulic fracturing tool and method thereof | |
| US8424610B2 (en) | Flow control arrangement and method | |
| US8528633B2 (en) | Dissolvable tool and method | |
| US8403037B2 (en) | Dissolvable tool and method | |
| US8714268B2 (en) | Method of making and using multi-component disappearing tripping ball | |
| US8857513B2 (en) | Refracturing method for plug and perforate wells | |
| US8573295B2 (en) | Plug and method of unplugging a seat | |
| WO2012162517A2 (en) | Corrodible triggering elements for use with subterranean borehole tools having expandable members and related methods | |
| AU2011223595B2 (en) | Flow control arrangement and method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: BAKER HUGHES INCORPORATED, TEXAS Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:KRITZLER, JAMES H.;CLOPPER, CHRISTOPHER K.;XU, ZHIYUE;AND OTHERS;SIGNING DATES FROM 20110302 TO 20110427;REEL/FRAME:026229/0700 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |