US20040163254A1 - Method for manufacturing injection hole member - Google Patents
Method for manufacturing injection hole member Download PDFInfo
- Publication number
- US20040163254A1 US20040163254A1 US10/746,262 US74626203A US2004163254A1 US 20040163254 A1 US20040163254 A1 US 20040163254A1 US 74626203 A US74626203 A US 74626203A US 2004163254 A1 US2004163254 A1 US 2004163254A1
- Authority
- US
- United States
- Prior art keywords
- hole
- injection hole
- taper
- punch
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images


























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/168—Assembling; Disassembling; Manufacturing; Adjusting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/84—Making other particular articles other parts for engines, e.g. connecting-rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
- F02M61/1806—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for characterised by the arrangement of discharge orifices, e.g. orientation or size
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
- F02M61/1853—Orifice plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M51/00—Fuel-injection apparatus characterised by being operated electrically
- F02M51/06—Injectors peculiar thereto with means directly operating the valve needle
- F02M51/061—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means
- F02M51/0625—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures
- F02M51/0664—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding
- F02M51/0671—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding the armature having an elongated valve body attached thereto
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49405—Valve or choke making
- Y10T29/49426—Valve or choke making including metal shaping and diverse operation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49428—Gas and water specific plumbing component making
- Y10T29/49432—Nozzle making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49428—Gas and water specific plumbing component making
- Y10T29/49432—Nozzle making
- Y10T29/49433—Sprayer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
Definitions
- the present invention relates to an injection hole member formed with an injection hole for injecting fluid and to a method for manufacturing the injection hole member.
- the present invention relates to an injection hole member of a fuel injection device and to a suitable method for manufacturing the injection hole member of the fuel injection device.
- an injection hole member formed with an injection hole provided by a taper hole is known.
- a central axis of the taper hole is inclined with respect to an axis of the injection hole member in its thickness direction, and the internal diameter of the taper hole increases from an upstream end toward a downstream end of the injection hole member.
- the taper hole used as the injection hole is formed through punch press. Specifically, a taper punch, whose diameter decreases toward its tip end, is used. The tip end of the taper punch is driven into a base material of the injection hole member. Thus, the taper hole is formed along an outer peripheral surface of the taper punch.
- the tip end of the taper punch is pressed against an end surface of the base material in order to form the taper hole in one time of the punch press.
- a distance between a pressing portion and a held portion of the taper punch is long.
- bending moment applied to the taper punch is increased and the taper punch becomes prone to break.
- a method of forming the taper hole with the use of a lead hole 2 formed in the base material 1 in advance can be employed. More specifically, the lead hole 2 is formed in the base material 1 in advance so that a central axis O of the lead hole 2 is inclined with respect to an axis T of the base material 1 in its thickness direction and the internal diameter of the taper hole 2 is substantially constant along its central axis O. Then, a taper punch 6 is driven into the base material 1 in a state in which a central axis P of the taper punch 6 is inclined substantially in the same direction as the central axis O of the lead hole 2 .
- the taper hole is formed by widening the lead hole 2 with the taper punch 6 .
- the taper punch 6 can press an edge of the opening of the lead hole 2 at a position closer to the held portion of the taper punch 6 than the tip end of the taper punch 6 .
- the distance between the pressing portion and the held portion of the taper punch 6 is contracted. Therefore, the bending moment applied to the taper punch 6 is reduced compared to the case where the taper hole is formed in the one time of the punch press.
- a line of intersection between a virtual plane Z, which is perpendicular to the central axis O of the lead hole 2 and the central axis P of the taper punch 6 , and an inner peripheral surface 2 a of the lead hole 2 is round in shape as shown in FIG. 38B.
- another intersection line between the virtual plane Z and an outer peripheral surface 6 a of the taper punch 6 is round in shape as shown in FIG. 38B. Therefore, an intersection line between a virtual plane H perpendicular to the axis T of the base material 1 in its thickness direction and the inner peripheral surface 2 a of the lead hole 2 is elliptic in shape as shown in FIG. 38C.
- FIG. 38C another intersection line between the virtual plane H and the outer peripheral surface 6 a of the taper punch 6 is elliptic in shape as shown in FIG. 38C.
- the ratio between a major axis and a minor axis of the former elliptic intersection line is substantially the same as the ratio between a major axis and a minor axis of the latter elliptic intersection line as shown in FIG. 38C. Therefore, in the early stage of the punch press, as shown in FIG. 38C, the taper punch 6 contacts the edge of the opening of the lead hole 2 at one point on a virtual plane L including the central axis O of the lead hole 2 , the central axis P of the taper punch 6 and the thickness direction axis T of the base material 1 . The contact at the one point inhibits the decrease of the bending moment applied to the taper punch 6 . Therefore, the effect of preventing the breakage of the taper punch 6 cannot be improved.
- an area of the opening of the taper hole depends on a stroke of the punch in the pressing direction.
- a flow rate defined by the injection hole provided by the taper hole depends on the opening area of a smaller diameter opening of the taper hole. Accordingly, the flow rate defined by the injection hole will vary because of the variation in the opening area due to the punch stroke. As a result, injection quantity of the fluid will vary.
- a technology for forming the injection hole in a plate-like injection hole member of a fluid injection valve in order to improve designing flexibility of the shape of the injection hole and the like is disclosed in Japanese Patent Unexamined Publication No. 2000-52157.
- an axis of the injection hole is inclined with respect to a central axis of the injection hole member.
- a plurality of injection holes is formed in respective injection directions so that the plurality of injection holes is directed away from each other along respective injection directions.
- an injection angle of spray injected from the injection holes can be regulated if necessary.
- a widening angle of the entire spray can be regulated by adjusting injection angles of the respective injection holes.
- a widening angle between the two directions of the injected spray can be regulated by adjusting injection angles of the respective injection holes.
- the injection angle can vary for each injection hole member because of deviation of an injection angle of the injection hole axis with respect to the central axis of the injection hole member, variation in the thickness of the injection hole member or the like.
- a virtual plane perpendicular to a central axis of a lead hole is defined as a first reference plane
- another virtual plane perpendicular to a central axis of a taper punch is defined as a second reference plane.
- An intersection line between a virtual plane, which includes the central axis of the lead hole and an axis of a base material in its thickness direction, is defined as a reference axis.
- an intersection line between the first reference plane and an inner peripheral surface of lead hole is an elliptic shape or an oval shape, whose major diameter is directed in an extending direction of the reference axis.
- An intersection line between the second reference plane and an outer peripheral surface of the taper punch is round in shape.
- the taper punch can contact an edge of an opening of the lead hole at two points on both sides of a virtual plane, which includes the central axes of the lead hole and the taper punch and the thickness direction axis of the base material.
- a virtual plane which includes the central axes of the lead hole and the taper punch and the thickness direction axis of the base material.
- a taper hole whose internal diameter increases from an end surface toward the other end surface of a base material, is formed in the base material through punch press. Then, a straight hole is formed by widening a smaller diameter opening of the taper hole through punch press. An inner peripheral surface of the straight hole connects to an inner peripheral surface of the remaining taper hole.
- the smaller diameter opening of the taper hole whose opening area is prone to vary depending on a punch stroke, can be changed into the straight hole, whose opening area is almost independent of the punch stroke.
- variation in a flow rate defined by an injection hole provided by the taper hole and the straight hole or variation among products in injection quantity of fluid injected from the injection hole can be reduced.
- a concave portion is formed in an edge of a downstream end opening of an injection hole so that the concave portion caves in radially outward from an inner peripheral surface, which provides the injection hole. Accordingly, length of a flow of fluid guided by the inner peripheral surface of the injection hole can be regulated. An injection angle of spray injected from the injection hole can be easily regulated by changing the size of the concave portion.
- the concave portion is formed in the edge of the downstream end opening of the injection hole, not in an edge of an upstream end opening of the injection hole. Therefore, a change in a flow rate of the fluid flowing into the injection hole, or a change in injection quantity of the fluid injected from the injection hole, can be reduced.
- FIG. 1A is a cross-sectional view showing a taper hole forming machine according to a first embodiment of the present invention
- FIG. 1B is a cross-sectional view showing the taper hole forming machine of FIG. 1A taken along the line 1 B;
- FIG. 1C is a cross-sectional view showing the taper hole forming machine of FIG. 1A taken along the line 1 C;
- FIG. 2 is a diagram showing a fuel injection device having an injection hole member manufactured through the method according to the first embodiment
- FIG. 3A is a cross-sectional view showing an injection hole member manufactured through the method according to the first embodiment of the present invention
- FIG. 3B is a cross-sectional view showing the injection hole member of FIG. 3A taken along the line IIIB;
- FIG. 4 is a flowchart showing a method for manufacturing the injection hole member according to the first embodiment
- FIG. 5A is a cross-sectional view showing a base material formed with a lead hole according to the first embodiment
- FIG. 5B is a cross-sectional view showing the base material of FIG. 5A taken along the line Vb-Vb;
- FIG. 6A is a cross-sectional view showing a lead hole forming machine according to the first embodiment
- FIG. 6B is a cross-sectional view showing the lead hole forming machine of FIG. 6A taken along the line VIB-VIB;
- FIG. 7A is a cross-sectional view showing a lead hole forming machine according to a second embodiment of the present invention.
- FIG. 7B is a cross-sectional view showing the lead hole forming machine of FIG. 7A taken along the line VIIB-VIIB;
- FIG. 8A is a cross-sectional view showing a base material formed with a lead hole according to the second embodiment
- FIG. 8B is a cross-sectional view showing the base material of FIG. 8A taken along the line IXB-IXB.
- FIG. 9A is a cross-sectional view showing a taper hole forming machine according to the second embodiment
- FIG. 9B is a cross-sectional view showing the taper hole forming machine of FIG. 9A taken along the line IXB-IXB;
- FIG. 9C is a cross-sectional view showing the taper hole forming machine of FIG. 9A taken along the line IXC-IXC;
- FIG. 10A is a cross-sectional view showing a lead hole forming machine according to a third embodiment of the present invention.
- FIG. 10B is a cross-sectional view showing the lead hole forming machine of FIG. 10A taken along the line XB-XB.
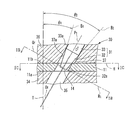
- FIG. 11A is a cross-sectional view showing a base material formed with a lead hole according to the third embodiment
- FIG. 11B is a cross-sectional view showing the base material of FIG. 11A taken along the line XIB-XIB;
- FIG. 12A is a cross-sectional view showing a taper hole forming machine according to the third embodiment
- FIG. 12B is a cross-sectional view showing the taper hole forming machine of FIG. 12A taken along the line XIIB-XIIB;
- FIG. 12C is a cross-sectional view showing the taper hole forming machine of FIG. 12A taken along the line XIIC-XIIC;
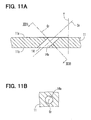
- FIG. 13A is a cross-sectional view showing an injection hole member according to the third embodiment
- FIG. 13B is a cross-sectional view showing the injection hole member of FIG. 13A taken along the line XIIIB-XIIIB;
- FIG. 14A is a cross-sectional view showing a taper hole forming machine according to a modified example of the third embodiment
- FIG. 14B is a cross-sectional view showing the taper hole forming machine of FIG. 14A taken along the line XIVB-XIVB;
- FIG. 14C is a cross-sectional view showing the taper hole forming machine of FIG. 14A taken along the line XIVC-XIVC;
- FIG. 15A is a cross-sectional view showing a taper hole forming machine according to another modified example of the third embodiment
- FIG. 15B is a cross-sectional view showing the taper hole forming machine of FIG. 15A taken along the line XVB-XVB;
- FIG. 15C is a cross-sectional view showing the taper hole forming machine of FIG. 15A taken along the line XVC-XVC;
- FIG. 16A is a cross-sectional view showing a taper hole forming machine according to a fourth embodiment of the present invention.
- FIG. 16B is a cross-sectional view showing the taper hole forming machine of FIG. 16A taken along the line XVIB-XVIB;
- FIG. 16C is a cross-sectional view showing the taper hole forming machine of FIG. 16A taken along the line XVIC-XVIC;
- FIG. 17A is a schematic diagram showing a method for forming a lead hole with a lead hole forming machine according to a fifth embodiment of the present invention.
- FIG. 17B is a schematic diagram showing a method for forming a taper hole with a taper hole forming machine according to the fifth embodiment
- FIG. 17C is a schematic diagram showing a method for forming a straight hole with a straight hole forming machine according to the fifth embodiment
- FIG. 18 is a cross-sectional view showing an injection hole member according to the fifth embodiment.
- FIG. 19 is a flowchart showing a method for forming the injection hole member according to the fifth embodiment.
- FIG. 20 is a cross-sectional view showing the lead hole forming machine according to the fifth embodiment.
- FIG. 21 is a cross-sectional view showing a base material formed with the lead hole according to the fifth embodiment
- FIG. 22 is a cross-sectional view showing the taper hole forming machine according to the fifth embodiment.
- FIG. 23 is a cross-sectional view showing the base material formed with the taper hole according to the fifth embodiment.
- FIG. 24A is a cross-sectional view showing the straight hole forming machine according to the fifth embodiment.
- FIG. 24B is a cross-sectional view showing the straight hole forming machine of FIG. 24A taken along the line XXIVB-XXIVB;
- FIG. 25A is a cross-sectional view showing a straight hole forming machine according to a sixth embodiment of the present invention.
- FIG. 25B is a cross-sectional view showing the straight hole forming machine of FIG. 25A taken along the line XXVB-XXVB;
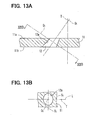
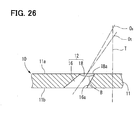
- FIG. 26 is a cross-sectional view showing an injection hole member according to the sixth embodiment.
- FIG. 27A is a cross-sectional view showing a straight hole forming machine according to a modified example of the sixth embodiment
- FIG. 27B is a cross-sectional view showing the straight hole forming machine of FIG. 27A taken along the line XXVIIB-XXVIIB;
- FIG. 28 is a cross-sectional view showing an injection hole member according to a seventh embodiment of the present invention.
- FIG. 29 is a diagram showing an upstream end surface of the injection hole member according to the seventh embodiment.
- FIG. 30 is a cross-sectional view showing an injector having the injection hole member according to the seventh embodiment
- FIG. 31 is a graph showing a relationship between a ratio t/d and a spray angle ⁇ ;
- FIG. 32 is a graph showing a relationship between a processing degree of a concave portion and a decrease in the spray angle ⁇ ;
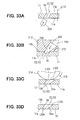
- FIG. 33A is a schematic diagram showing a method for forming a lead hole with a lead hole forming machine according to the seventh embodiment
- FIG. 33B is a schematic diagram showing a method for forming a taper hole with a taper hole forming machine according to the seventh embodiment
- FIG. 33C is a schematic diagram showing a method for forming the concave portion with a brush according to the seventh embodiment
- FIG. 33D is a cross-sectional view showing an injection hole member according to the seventh embodiment.
- FIG. 34 is a flowchart showing a method for regulating the spray angle according to the seventh embodiment
- FIG. 35A is a diagram showing a grinding method of the injection hole member according to a modified example of the seventh embodiment
- FIG. 35B is a diagram showing the injection hole member of FIG. 35A taken in a direction of an arrow mark XXXVB;
- FIG. 36 is a cross-sectional view showing an injection hole member according to an eighth embodiment of the present invention.
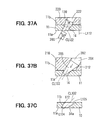
- FIG. 37A is a diagram showing a method for forming a straight hole with a straight hole forming machine according to the eighth embodiment
- FIG. 37B is a diagram showing a method for forming a taper hole with a taper hole forming machine according to the eighth embodiment
- FIG. 37C is a cross-sectional view showing the injection hole member according to the eighth embodiment.
- FIG. 38A is a cross-sectional view showing a taper hole forming machine of a related art
- FIG. 38B is a cross-sectional view showing the taper hole forming machine of FIG. 38A taken along the line XXXVIIIB-XXXVIIIB;
- FIG. 38C is a cross-sectional view showing the taper hole forming machine of FIG. 38A taken along the line XXXVIIIC-XXXVIIIC.
- FIG. 2 a fuel injection device 100 having an injection hole member manufactured through a method according to the first embodiment of the present invention is illustrated.
- the fuel injection device 100 shown in FIG. 2 is applied to a gasoline engine.
- a casing 111 is molded resin for covering a magnetic pipe 112 , a fixed core 140 , a coil 152 wound around a spool 150 and the like.
- a valve body 114 is connected to the magnetic pipe 112 through laser welding and the like.
- a nozzle needle 120 as a valve member can be seated on a valve seat 114 a formed on an inner peripheral surface of the valve body 114 .
- An injection hole member 10 is fixed to an external wall of a bottom portion of the valve body 114 through the laser welding and the like.
- a plurality of injection holes 12 is formed in the injection hole member 10 . If the nozzle needle 120 separates from the valve seat 114 a , the fuel is injected through the respective injection holes 12 .
- a connecting portion 122 disposed on a side of the nozzle needle 120 opposite from the valve seat 114 a is connected with a movable core 142 .
- the nozzle needle 120 reciprocates integrally with the movable core 142 .
- the fixed core 140 is connected with a non-magnetic pipe 144 through the laser welding and the like.
- the non-magnetic pipe 144 is connected with the magnetic pipe 112 through the laser welding and the like.
- a spring 148 is disposed on a side of an adjusting pipe 146 on the injection hole 12 side for biasing the movable core 142 and the nozzle needle 120 toward the valve seat 114 a .
- the biasing force of the spring 148 biasing the nozzle needle 120 can be regulated by changing the axial position of the adjusting pipe 146 .
- the coil 152 wound around the spool 150 is disposed in the casing 111 so that the coil 152 surrounds the respective ends of the fixed core 140 and the magnetic pipe 112 , which sandwich the non-magnetic pipe 144 , and a periphery of the non-magnetic pipe 144 .
- the coil 152 is electrically connected with a terminal 154 . Voltage applied to the terminal 154 is applied to the coil 152 . If energization to the coil 152 is turned on, the movable core 142 is attracted toward the fixed core 140 by magnetic force, against the biasing force of the spring 148 . If the energization to the coil 152 is turned off, the movable core 142 is separated from the fixed core 140 by the biasing force of the spring 148 and the nozzle needle 120 is seated on the valve seat 114 a.
- the injection hole member 10 is manufactured by forming the injection holes 12 in a base material 11 , which is formed of metallic material such as aluminum in the shape of a flat plate.
- Each injection hole 12 is provided by a taper hole in the shape of a cone.
- a central axis O t of the taper hole is inclined with respect to the axis T of the base material 11 in its thickness direction, and an inner diameter of the taper hole increases from an upstream end surface 11 a toward a downstream end surface 11 b of the base material 11 as shown in FIG. 3A.
- a smaller diameter end of the injection hole 12 opens into the upstream end surface 11 a of the base material 11 .
- a larger diameter end of the injection hole 12 opens into the downstream end surface 11 b of the base material 11 .
- an inclination angle ⁇ 1 provided between the intersection line C 1 and the thickness direction axis T of the base material 11 is more acute than another inclination angle ⁇ 2 provided between the intersection line C 2 and the thickness direction axis T of the base material 11 .
- Step S 1 of a flowchart shown in FIG. 4 a lead hole 14 is formed in the base material 11 in the shape of a flat plate through punch press as shown in FIGS. 5A and 5B. Specifically, a lead hole forming machine 20 having a punch 21 , a die 24 and a guide 26 shown in FIG. 6A is used to form the lead hole 14 .
- the die 24 and the guide 26 hold the base material 11 therebetween.
- the die 24 contacts the downstream end surface 11 b and the guide 26 contacts the upstream end surface 11 a of the base material 11 .
- the punch 21 is formed in the shape of a circular cylinder, whose diameter is substantially constant in an extending direction of its central axis P f .
- An intersection line between a virtual plane R f , which is perpendicular to the central axis P f of the punch 21 , and an outer peripheral surface 22 a , 23 a of the punch 21 is elliptic in shape.
- the direction of the major axis of the elliptic shape coincides with an extending direction of an intersection line U f between the virtual plane L, which includes the thickness direction axis T of the base material 11 and the central axis P f of the punch 21 , and the virtual plane R f .
- a processing portion 22 is formed on a tip end side of the punch 21 .
- the punch 21 is formed with a held portion 23 on a side opposite from the processing portion 22 .
- the punch 21 is inserted into a guide hole 27 of the guide 26 and is held by an inner peripheral surface 27 a of the guide hole 27 , which slidably contacts at least the outer peripheral surface 23 a of the held portion 23 throughout the periphery.
- the central axis P f of the punch 21 is inclined with respect to the thickness direction axis T of the base material 11 , which is held between the die 24 and the guide 26 .
- the punch 21 is guided along the extending direction of the central axis P f .
- the punch 21 which has punched a hole in the base material 11 , is slidably inserted into a pulling cavity 25 of the die 24 .
- the processing portion 22 is driven into the base material 11 by moving the punch 21 in the pressing direction from the upstream end surface 11 a toward the downstream end surface 11 b of the base material 11 along the central axis P f of the punch 21 as shown by an arrow mark in FIG. 6A.
- the lead hole 14 is punched in the base material 11 by the processing portion 22 , so the lead hole 14 is formed in the shape complementing the outer peripheral surface 22 a of the processing portion 22 . More specifically, the lead hole 14 is formed in a cylindrical shape whose diameter is substantially constant in an extending direction of its central axis O f as shown in FIG. 5A.
- closed curves among the intersection lines between a virtual plane Q f , which is perpendicular to the central axis O f of the lead hole 14 inclined with respect to the thickness direction axis T of the base material 11 , and the inner peripheral surface 14 a of the lead hole 14 are elliptic in shape.
- the direction of the major axis of the elliptic shape coincides with the extending direction of an intersection line S f between the virtual plane L, which includes the axes O f , T, and the virtual plane Q f .
- the taper hole 12 which provides the injection hole 12 shown in FIGS. 3A and 3B, is formed in the base material 11 through the punch press in Step S 2 of the flowchart shown in FIG. 4. More specifically, a taper hole forming machine 30 having a punch 31 , a die 34 and a guide 36 shown in FIGS. 1A to 1 C is used to form the taper hole 12 .
- the die 34 and the guide 36 contact the upstream end surface 11 a and the downstream end surface 11 b of the base material 11 respectively, so that the die 34 and the guide 36 hold the base material 11 therebetween.
- the punch 31 is formed with a processing portion 32 on its tip end side and a held portion 33 on a side opposite from the processing portion 32 .
- the processing portion 32 is formed in the shape of a truncated cone whose diameter decreases toward its tip end along the extending direction of its central axis P t .
- An intersection line between a virtual plane R t , which is perpendicular to the central axis P t of the processing portion 32 , and an outer peripheral surface 32 a of the processing portion 32 is round in shape.
- the tip end of the processing portion 32 is formed to be smaller than the opening of the lead hole 14 and the other end of the processing portion 32 on the held portion 33 side is formed to be larger than the opening of the lead hole 14 .
- the held portion 33 is formed in a cylindrical shape, whose diameter is substantially constant along the extending direction of the same central axis P t as the processing portion 32 .
- the processing portion 32 and the held portion 33 are inserted into a guide hole 37 of the guide 36 .
- the held portion 33 is held by an inner peripheral surface 37 a of the guide hole 37 , which slidably contacts an outer peripheral surface 33 a of the held portion 33 throughout the periphery.
- the punch 31 is held so that the central axis P t of the punch 31 is inclined to the same side as the central axis O f of the lead hole 14 formed in the base material 11 , with respect to the thickness direction axis T of the base material 11 held between the die 34 and the guide 36 . Meanwhile, the central axis P t of the punch 31 is parallel to the central axis O f of the lead hole 14 .
- the angle of the inclination of the central axis P t with respect to the axis T substantially coincides with the angle of the inclination of the central axis O f with respect to the axis T.
- Two intersection lines B 1 , B 2 provided by the virtual plane L, which includes the thickness direction axis T of the base material 11 , the central axis P t of the punch 31 and the central axis O f of the lead hole 14 , and the outer peripheral surface 32 a of the processing portion 32 are inclined to the same side with respect to the thickness direction axis T of the base material 11 .
- the angle of the inclination of the intersection line B 1 with respect to the thickness direction axis T is set to the same angle as the above angle ⁇ 1
- the angle of the inclination of the intersection line B 2 with respect to the thickness direction axis T is set to the same angle as the above angle ⁇ 2.
- the guide 36 guides the held portion 33 of the punch 31 , so the punch 31 can move in the extending direction of the central axis P t .
- the punch 31 which has punched the taper hole 12 in the base material 11 , is slidably inserted into a pulling cavity 35 of the die 34 .
- the punch 31 is moved in a direction for entering the tip end of the processing portion 32 into the lead hole 14 from the downstream end surface 11 b of the base material 11 along the central axis P t as shown by an arrow mark in FIG. 1A. More specifically, in the present embodiment, the punch 31 is moved in a pressing direction from the downstream end surface 11 b to the upstream end surface 11 a of the base material 11 , or in a direction opposite to the pressing direction in Step S 1 . As the punch 31 is moved, the processing portion 32 is driven into the base material 11 .
- the tip end of the processing portion 32 is inserted into the lead hole 14 and the processing portion 32 contacts the edge of the opening of the lead hole 14 . Then, the processing portion 32 widens the lead hole 14 with the outer peripheral surface 32 a .
- the processing portion 32 of the punch 31 keeps widening the lead hole 14 until the processing portion 32 punches out the base material 11 .
- the taper hole 12 is shaped into a shape complementing the shape of the outer peripheral surface 32 a of the processing portion 32 . More specifically, as shown in FIG.
- the taper hole 12 is formed in the shape of a conical hole, whose internal diameter increases along the direction from the upstream end surface 11 a toward the downstream end surface 11 b of the base material 11 in the extending direction of the central axis O t of the taper hole 12 .
- closed curves among intersection lines between a virtual plane Q t which is perpendicular to the central axis O t , and the inner peripheral surface 12 a of the taper hole 12 are round in shape.
- the pressing direction in Step S 2 is set to be opposite from the pressing direction in Step S 1 . Therefore, even if burrs are formed at the front edge of the opening of the lead hole 14 in the pressing direction in Step S 1 , the edge of the opening can be formed finely by widening the edge with the larger diameter end portion of the processing portion 32 .
- a virtual plane H perpendicular to the thickness direction axis T of the base material 11 is defined as a coordinate plane H.
- An intersection line X between the virtual plane L, which includes the central axis O f of the lead hole 14 , the central axis P t of the processing portion 32 and the thickness direction axis T of the base material 11 , and the coordinate plane H is defined as a first coordinate axis X.
- a line Y perpendicular to the first coordinate axis X on the coordinate plane H is defined as a second coordinate axis Y.
- the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 and the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 are elliptic in shape as shown in FIG. 1C.
- the major axis of each elliptic shape is directed in the extending direction of the first coordinate axis X as shown in FIG. 1C.
- a diameter d1 represents a diameter of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 along the first coordinate axis X.
- a diameter d2 represents a diameter of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 along the second coordinate axis Y.
- a diameter D1 represents a diameter of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 along the first coordinate axis X.
- a diameter D2 represents a diameter of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 along the second coordinate axis Y.
- a ratio of the diameter d1 to the diameter d2 (a ratio d1/d2) of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 is less than a ratio of the diameter D1 to the diameter D2 (a ratio D1/D2) of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 . Therefore, in the early stage of the punch press in Step S 2 , the processing portion 32 can contact two points of the edge of the opening of the lead hole 14 on both sides of the virtual plane L, which includes the axes O f , P t , T.
- the bending moment which is generated by the force applied by the edge of the opening of the lead hole 14 to the processing portion 32 of the punch 31 held at the held portion 33 , can be reduced compared to the case where the punch 31 is held at a point. As a result, the breakage of the punch 31 can be surely prevented.
- the lead hole 14 is formed with a lead hole forming machine 20 having a punch 41 as shown in FIGS. 7A and 7B, instead of the punch 21 of the first embodiment.
- the punch 41 is formed in the shape of a cylinder, whose diameter is substantially constant along the extending direction of its central axis P f .
- An intersection line between the virtual plane R f , which is perpendicular to the central axis P f , and the outer peripheral surface 42 a , 43 a of the punch 41 is formed in an oval shape as shown in FIG. 7B.
- the direction of the major axis of the oval shape coincides with the direction of the intersection line U f between the virtual plane L, which includes the thickness direction axis T of the base material 11 sandwiched by the die 24 and the guide 26 and the central axis P f of the punch 41 , and the virtual plane R f .
- the punch 41 is formed with a processing portion 42 and a held portion 43 , which correspond to the processing portion 22 and the held portion 23 of the first embodiment, respectively.
- the punch 41 is moved to punch the lead hole 14 in the base material 11 with the processing portion 42 , like the punch 21 of the first embodiment.
- the lead hole 14 is formed in the shape complementing the shape of the outer peripheral surface 42 a of the processing portion 42 . More specifically, as shown in FIG. 8A, the lead hole 14 is formed in the shape of a cylindrical hole whose internal diameter is substantially constant along the extending direction of its central axis O f .
- the closed curves among the intersection lines between the inner peripheral surface 14 a of the lead hole 14 and the virtual plane Q f perpendicular to the central axis O f are oval in shape.
- the direction of the major axis of each oval shape is directed along the extending direction of the intersection line S f between the virtual plane L, which includes the central axis O f of the lead hole 14 and the thickness direction axis T of the base material 11 , and the virtual plane Q f .
- the shape of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 is the oval shape, whose major axis is directed in the extending direction of the first coordinate axis X in the state where the base material 11 is disposed between the die 34 and the guide 36 as shown in FIG. 9A.
- the direction of the major axis of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 coincides with the extending direction of the first coordinate axis X.
- the ratio of the diameter d1 to the diameter d2 (the ratio d1/d2) of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 is less than the ratio of the diameter D1 to the diameter D2 (the ratio D1/D2) of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 . Therefore, in the early stage of the punch press in Step S 2 , the processing portion 32 can contact the edge of the opening of the lead hole 14 at two points on both sides of the virtual plane L, which includes the central axis O f of the lead hole 14 , the central axis P t of the processing portion 32 and the thickness direction axis T of the base material 11 . As a result, the bending moment applied to the processing portion 32 can be reduced, so as to prevent the breakage of the punch 31 .
- the lead hole 14 is formed with a lead hole forming machine 20 having a punch 51 as shown in FIGS. 10A and 10B, instead of the punch 21 of the first embodiment.
- the punch 51 is formed in the shape of a cylinder, whose diameter is substantially constant along the extending direction of its central axis P f .
- the intersection line between the virtual plane R f , which is perpendicular to the central axis P f , and an outer peripheral surface 52 a , 53 a of the punch 51 is round in shape as shown in FIG. 10B.
- the punch 51 is formed with a processing portion 52 and a held portion 53 , which respectively correspond to the processing portion 22 and the held portion 23 of the first embodiment.
- the punch 51 is moved to punch the lead hole 14 in the base material 11 with the processing portion 52 , like the punch 21 of the first embodiment.
- the lead hole 14 is formed in the shape complementing the shape of the outer peripheral surface 52 a of the processing portion 52 . More specifically, as shown in FIG. 11A, the lead hole 14 is formed in the shape of a cylinder whose diameter is substantially constant along the extending direction of its central axis O f .
- the closed curves among the intersection lines between the inner peripheral surface 14 a of the lead hole 14 and the virtual plane Q f which is perpendicular to the central axis O f , are round in shape as shown in FIG. 11B.
- the taper hole 12 is formed with a taper hole forming machine 30 having a punch 61 as shown in FIG. 12A, instead of the punch 31 of the first embodiment.
- the punch 61 is formed with a processing portion 62 and a held portion 63 , which correspond to the processing portion 32 and the held portion 33 of the first embodiment, respectively.
- the processing portion 62 is formed in the shape of a truncated cone whose diameter decreases toward its tip end along the extending direction of its central axis P t as shown in FIG. 12A.
- intersection line between the virtual plane R t which is perpendicular to the central axis P t , and the outer peripheral surface 62 a of the processing portion 62 is the elliptic shape.
- a line U t is an intersection line between the virtual plane L, which includes the thickness direction axis T of the base material 11 held between the die 34 and the guide 36 and the central axis P t of the punch 61 , and the virtual plane R t .
- the direction of the major axis of the elliptic shape of the intersection line between the virtual plane R t and the outer peripheral surface 62 a of the processing portion 62 coincides with the direction of a perpendicular line V t perpendicular to the intersection line U t .
- the diameter of the tip end of the processing portion 62 on the smaller diameter side is formed to be smaller than the opening of the lead hole 14 .
- the punch 61 is moved to punch the taper hole 12 in the base material 11 with the processing portion 62 .
- the taper hole 12 is formed in the shape complementing the shape of the outer peripheral surface 62 a of the processing portion 62 . More specifically, the taper hole 12 is formed in the shape of a cone whose diameter increases in the direction from the upstream end surface 11 a toward the downstream end surface 11 b of the base material 11 as shown in FIG. 13A.
- the closed curves among the intersection lines between the inner peripheral surface 12 a of the taper hole 12 and the virtual plane Q t perpendicular to the central axis O t are elliptic in shape as shown in FIG. 13B.
- a line St represents an intersection line between the virtual plane L, which includes the central axis O t of the taper hole 12 and the thickness direction axis T of the base material 11 , and the virtual plane Q t .
- the direction of the major axis of the elliptic shape of the intersection line between the inner peripheral surface 12 a of the taper hole 12 and the virtual plane Q t coincides with an extending direction of a line T t , which is perpendicular to the intersection line St on the virtual plane Q t .
- the shape of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 in the state where the base material 11 is held between the die 34 and the guide 36 as shown in FIG. 12A is the elliptic shape whose major axis is directed in the extending direction of the first coordinate axis X as shown in FIG. 12C.
- the diameter d1 represents the diameter of the intersection line between the coordinate plane H and the outer peripheral surface 62 a of the processing portion 62 along the first coordinate axis X.
- the diameter d2 represents the diameter of the intersection line between the coordinate plane H and the outer peripheral surface 62 a of the processing portion 62 along the second coordinate axis Y.
- the diameter D1 represents the diameter of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 along the first coordinate axis X.
- the diameter D2 represents the diameter of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 along the second coordinate axis Y.
- the ratio of the diameter d1 to the diameter d2 (the ratio d1/d2) of the intersection line between the coordinate plane H and the outer peripheral surface 62 a of the processing portion 62 is less than the ratio of the diameter D1 to the diameter D2 (the ratio D1/D2) of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 .
- the processing portion 32 can contact the edge of the opening of the lead hole 14 at two points on the both sides of the virtual plane L, which includes the central axis O f Of the lead hole 14 , the central axis P t of the processing portion 62 and the thickness direction axis T of the base material 11 .
- the bending moment applied to the processing portion 62 can be reduced, so as to prevent the breakage of the punch 61 .
- the shape of the intersection line between the outer peripheral surface 62 a of the processing portion 62 and the virtual plane R t may be the oval shape so that the major axis of the oval shape is directed in the extending direction of a perpendicular line V t , which is perpendicular to the intersection line U t between the virtual plane L and the virtual plane R t .
- the taper hole 12 may be formed with the use of the taper hole forming machine 30 , which has the punch 61 of the third embodiment shown in FIGS. 12A to 12 C or of the modified example of the third embodiment shown in FIGS. 14A to 14 C, in the base material 11 , in which the lead hole 14 is formed with the lead hole forming machine 20 having the punch 21 of the first embodiment or the punch 41 of the second embodiment.
- the central axis P t of the punch 31 (the processing portion 32 ) is inclined to the same side as the central axis O f of the lead hole 14 formed in the base material 11 with respect to the thickness direction axis T of the base material 11 , which is held between the die 34 and the guide 36 .
- the angle of the inclination of the central axis P t of the punch 31 is different from that of the central axis O f of the lead hole 14 as shown in FIG. 16A. More specifically, in the fourth embodiment, the central axis P t of the punch 31 is inclined also with respect to the central axis O f of the lead hole 14 .
- the central axis P t of the punch 31 is inclined with respect to the central axis O f of the lead hole 14 by an angle ⁇ so that the central axis P t of the punch 31 is laid down toward the downstream end surface 11 b of the base material 11 .
- the central axis P t of the processing portion 32 is inclined with respect to the central axis O f of the lead hole 14 by an angle ⁇ so that the acute angle provided between the central axis P t of the punch 31 and the thickness direction axis T of the base material 11 becomes larger than the acute angle provided between the central axis O f of the lead hole 14 and the thickness direction axis T.
- the shape of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 is an elliptic shape, whose major axis is directed in the extending direction of the first coordinate axis X.
- the shape of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 is an elliptic shape, whose major axis is directed in the extending direction of the first coordinate axis X.
- the diameter d1 represents the diameter of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 along the first coordinate axis X.
- the diameter d2 represents the diameter of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 along the second coordinate axis Y.
- the diameter D1 represents the diameter of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 along the first coordinate axis X.
- the diameter D2 represents the diameter of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 along the second coordinate axis Y.
- the angle ⁇ of the inclination of the central axis P t of the processing portion 32 with respect to the central axis O f of the lead hole 14 is set so that the ratio of the diameter d1 to the diameter d2 of the intersection line between the coordinate plane H and the outer peripheral surface 32 a of the processing portion 32 is less than the ratio of the diameter D1 to the diameter D2 of the intersection line between the coordinate plane H and the inner peripheral surface 14 a of the lead hole 14 as shown in FIG. 16C.
- the processing portion 32 can contact the edge of the opening of the lead hole 14 at two points on both sides of the virtual plane L, which includes the central axis O f Of the lead hole 14 , the central axis P t of the processing portion 32 and the thickness direction axis T of the base material 11 . As a result, the bending moment applied to the processing portion 32 can be reduced, so as to prevent the breakage of the punch 31 .
- the inclination angle of the central axis P t of the processing portion 32 with respect to the central axis O f of the lead hole 14 may be set so that the central axis P t is raised from the downstream end surface 11 b of the base material 11 . More specifically, the inclination angle of the central axis P t of the processing portion 32 with respect to the central axis O f of the lead hole 14 may be set so that the acute angle provided between the central axis P t of the processing portion 32 and the thickness direction axis T becomes smaller than the acute angle provided between the central axis O f of the lead hole 14 and the thickness direction axis T.
- the inclination angle ⁇ of the central axis P t of the processing portion 32 with respect to the central axis O f of the lead hole 14 is set so that the ratio of the diameter d1 to the diameter d2 is less than the ratio of the diameter D1 to the diameter D2.
- the central axis P t of the processing portion 32 , 62 may be inclined with respect to the central axis O f of the lead hole 14 .
- the present invention is applied to the manufacture of the injection hole member used in the fuel injection device for injecting the fuel.
- the present invention can be applied to the manufacture of an injection hole member used in an injection device for injecting fluid other than the fuel.
- the injection hole is provided only by the taper hole 12 .
- the taper hole 12 may be partly deformed after the taper hole 12 is formed, and the deformed portion and the other portion of the taper hole 12 may provide the injection hole.
- the pressing direction for forming the taper hole is set to be opposite to the pressing direction for forming the lead hole.
- the pressing direction for forming the taper hole may be set to the same direction as the pressing direction for forming the lead hole.
- the injection hole member 10 is manufactured by forming injection holes 12 in a base material 11 , which is a metallic member formed of stainless steel and the like.
- An upstream opening of the injection hole 12 is provided by a straight hole 18 , and a major part of the injection hole 12 other than its upstream end opening is provided by a taper hole 16 .
- the injection hole 12 is provided by the straight hole 18 , which opens into an upstream end surface 11 a of the base material 11
- the taper hole 16 which opens into a downstream end surface 11 b of the base material 11 .
- the straight hole 18 is a circular cylindrical hole, whose diameter is substantially constant along an extending direction of its central axis O s . Closed curves among intersection lines between a virtual plane, which is perpendicular to the central axis O s , and an inner peripheral surface 18 a of the straight hole 18 are round in shape.
- the central axis O s of the straight hole 18 is inclined with respect to an axis T of the base material 11 in its thickness direction.
- the taper hole 16 is formed in a conical shape, whose inner diameter increases along the extending direction of its central axis O t from the upstream side toward the downstream side. Closed curves among the intersection lines between the virtual plane, which is perpendicular to the central axis O t , and the inner peripheral surface 16 a of the taper hole 16 are round in shape.
- the central axis O t of the taper hole 16 is inclined to the same side as the central axis O s of the straight hole 18 with respect to the thickness direction axis T of the base material 11 .
- An inclination angle of the central axis O t of the taper hole 16 is different from that of the central axis O s of the straight hole 18 .
- the taper hole 16 whose inner diameter increases from the upstream side toward the downstream side, is employed, so the diameters of droplets of fuel spray are minimized.
- two intersection lines C 1 , C 2 between a cross section defined by a virtual plane, which includes the central axis O t of the taper hole 16 and is perpendicular to the end surfaces 11 a , 11 b of the base material 11 , and the inner peripheral surface 16 a of the taper hole 16 are inclined to the same side with respect to the thickness direction axis T of the base material 11 . More specifically, two intersection lines C 1 , C 2 provided by a cross section of the base material 11 in its thickness direction shown by a shaded area in FIG.
- an inclination angle ⁇ 1 provided between the intersection line C 1 and the thickness direction axis T of the base material 11 is more acute than another inclination angle ⁇ 2 provided between the intersection line C 2 and the thickness direction axis T of the base material 11 .
- the inner peripheral surface 16 a of the taper hole 16 connects to an inner peripheral surface 18 a of the straight hole 18 at a boundary line B, which continues circumferentially.
- the boundary line B is formed in a bow shape protruding toward the taper hole 16 between the intersection lines C 1 , C 2 on both sides of the virtual plane, which provides the intersection lines C 1 , C 2 with the inner peripheral surface 16 a of the taper hole 16 .
- Step S 11 of a flowchart shown in FIG. 19 a lead hole 14 is formed in the base material 11 , which is a flat plate in shape, through the punch press as shown in FIG. 17A.
- a lead hole forming machine 20 having a punch 71 , a die 24 and a guide 26 as shown in FIG. 20 is used to form the lead hole 14 .
- the die 24 and the guide 26 contact the downstream end surface 11 b and the upstream end surface 11 a of the base material 11 respectively, so that the die 24 and the guide 26 hold the base material 11 therebetween.
- the punch 71 is formed in the shape of a circular cylinder, whose diameter is substantially constant toward its tip end. An outline of a cross section of the punch 71 defined by a virtual plane perpendicular to its central axis X f is round in shape.
- a processing portion 72 is formed on the tip end of the punch 71 and a held portion 73 is formed on the punch 71 on the opposite side from the processing portion 72 .
- the punch 71 is inserted into a guide hole 27 of the guide 26 and is held by at least the inner peripheral surface 27 a of the guide hole 27 , which slidably contacts an outer peripheral surface 73 a of the held portion 73 throughout the periphery. Accordingly, the central axis X f of the punch 71 is inclined with respect to the thickness direction axis T of the base material 11 held between the die 24 and the guide 26 . Thus, the punch 71 is guided in the extending direction of the central axis X f . The punch 71 guided by the guide 26 is slidably inserted into a pulling cavity 25 of the die 24 .
- the punch 71 is moved in the pressing direction from the upstream end surface 11 a toward the downstream end surface 11 b of the base material 11 along the central axis X f of the punch 71 as shown by an arrow mark in FIG. 17A or in FIG. 20.
- the lead hole 14 is punched in the base material 11 with the processing portion 72 .
- the lead hole 14 is formed in the shape complementing the shape of the outer peripheral surface 72 a of the processing portion 72 . More specifically, the lead hole 14 is formed in the shape of a cylinder whose diameter is substantially constant in the extending direction of its central axis O f as shown in FIG. 21.
- the taper hole 16 is formed in the base material 11 through the punch press as shown in FIG. 17B in Step S 12 of the flowchart shown in FIG. 19.
- a taper hole forming machine 30 having a punch 81 , a die 34 and a guide 36 as shown in FIG. 22 is used to form the taper hole 16 .
- the die 34 and the guide 36 contact the upstream end surface 11 a and the downstream end surface 11 b of the base material 11 respectively, so the die 34 and the guide 36 hold the base material 11 therebetween.
- a processing portion 82 is formed on a tip end of the punch 81 , and a held portion 83 is formed on the punch 81 on an opposite side from the processing portion 82 .
- the processing portion 82 is formed in the shape of a truncated cone whose diameter decreases toward its tip end.
- An outline of the cross section of the processing portion 82 defined by a virtual plane perpendicular to its central axis X t is round in shape.
- the external diameter of the tip end of the processing portion 82 is formed to be smaller than the internal diameter of the opening of the lead hole 14 .
- the external diameter of the end of the processing portion 82 on the held portion 83 side is formed to be larger than the internal diameter of the opening of the lead hole 14 .
- the held portion 83 is formed in the shape of a cylinder whose diameter is substantially constant along the extending direction of the central axis Y t of the held portion 83 .
- the processing portion 82 and the held portion 83 are inserted into the guide hole 37 of the guide 36 .
- the held portion 83 is held by the inner peripheral surface 37 a of the guide hole 37 , which slidably contacts an outer peripheral surface 83 a of the held portion 83 throughout the periphery.
- the central axis Y t of the held portion 83 is inclined with respect to the thickness direction axis T of the base material 11 held between the die 34 and the guide 36 . Meanwhile, the central axis Y t of the held portion 83 is parallel to the central axis O f of the lead hole 14 formed in the base material 11 .
- the central axis X t of the processing portion 82 is inclined with respect to the thickness direction axis T of the base material 11 to the same side as the central axis Y t of the held portion 83 .
- An inclination angle of central axis X t of the processing portion 82 is different from that of the central axis Y t of the held portion 83 .
- the processing portion 82 slidably contacts the inner peripheral surface 37 a of the guide hole 37 at the inner peripheral surface 82 a on the opposite side from the base material 11 as shown in FIG. 22.
- the outer peripheral surface 82 a of the processing portion 82 extends in parallel with the central axis Y t of the held portion 83 at the position where the processing portion 82 slidably contacts the inner peripheral surface 37 a . Meanwhile, the outer peripheral surface 82 a of the processing portion 82 smoothly connects to the outer peripheral surface 83 a of the held portion 83 at the position where the processing portion 82 slidably contacts the inner peripheral surface 37 a . Therefore, the punch 81 is guided by the guide 36 in the extending direction of the central axis Y t of the held portion 83 .
- two intersection lines D1, D2 between a cross section provided between a virtual plane, which is perpendicular to the end surfaces 11 a , 11 b of the base material 11 and includes the central axis X t of the processing portion 82 , and the outer peripheral surface 82 a of the processing portion 82 are inclined to the same side with respect to the thickness direction axis T of the base material 11 .
- two intersection lines D1, D2 between a cross section of the base material 11 in its thickness direction shown by a shaded area in FIG. 22 and the inner peripheral surface 82 a of the processing portion 82 are inclined to the same side with respect to the thickness direction axis T of the base material 11 .
- intersection line D1 running through the contacting position, where the outer peripheral surface 82 a of the processing portion 82 slidably contacts the inner peripheral surface 37 a of the guide hole 37 , and the thickness direction axis T of the base material 11 provide an inclination angle ⁇ 1 therebetween.
- the intersection line D2 on the opposite side from the intersection line D1 across the central axis X t of the processing portion 82 and the thickness direction axis T provide an inclination angle ⁇ 2 therebetween.
- the punch 81 guided by the guide 36 is inserted into a pulling cavity 35 of the die 34 so that the punch 81 can move in a sliding manner.
- the punch 81 is moved in a direction toward the tip end of the processing portion 82 along the central axis Y t of the held portion 83 as shown in FIG. 17B and FIG. 22. More specifically, in the present embodiment, the punch 81 is moved in a direction from the downstream end surface 11 b toward the upstream end surface 11 a of the base material 11 , or a direction opposite to the pressing direction in Step S 11 . As the punch 81 is moved, the processing portion 82 is driven into the base material 11 . More specifically, the tip end of the processing portion 82 is inserted into the lead hole 14 .
- the processing portion 82 slidably contacts the inner peripheral surface 14 a of the lead hole 14 at the outer peripheral surface 82 a near the intersection line D1, at which the outer peripheral surface 82 a slidably contacts the guide hole 37 .
- the processing portion 82 widens the lead hole 14 with the outer peripheral surface 82 a other than the portion slidably contacting the guide hole 37 .
- a portion of the processing portion 82 pressing the base material 11 approaches the held portion 83 , which is held by the guide 36 .
- a reaction force applied to the processing portion 82 by the base material 11 on a side opposite from a portion slidably contacting the lead hole 14 is offset by a reaction force applied to the processing portion 82 by the guide 36 at the portion slidably contacting the guide hole 37 .
- the bending moment applied to the punch 81 is reduced, so the breakage of the punch 81 can be prevented.
- the taper hole 16 is formed in the shape complementing the shape of the outer peripheral surface 82 a of the processing portion 82 . More specifically, as shown in FIG. 23, the taper hole 16 is formed in a conical shape so that closed curves among intersection lines between a virtual plane, which is perpendicular to the central axis O t of the taper hole 16 inclined with respect to the thickness direction axis T of the base material 11 , and the inner peripheral surface 16 a are round in shape.
- the taper hole 16 is formed in the conical shape, whose diameter increases in the direction from the upstream end surface 11 a toward the downstream end surface 11 b of the base material 11 along the extending direction of the central axis O t of the taper hole 16 .
- two intersection lines C 1 , C 2 between a cross section defined by a virtual plane, which includes the central axis O t of the taper hole 16 and is perpendicular to the end surfaces 11 a , 11 b of the base material 11 , and the inner peripheral surface 16 a of the taper hole 16 are inclined to the same side with respect to the thickness direction axis T of the base material 11 .
- intersection lines C 1 , C 2 between a cross section of the base material 11 in its thickness direction shown by a shaded area in FIG. 23 and the inner peripheral surface 16 a of the taper hole 16 are inclined to the same side with respect to the thickness direction axis T of the base material 11 .
- An inclination angle ⁇ 1 is provided between the intersection line C 1 and the thickness direction axis T of the base material 11 therebetween as shown in FIG. 23.
- Another inclination angle ⁇ 2 is provided between the intersection line C 2 and the thickness direction axis T of the base material 11 therebetween as shown in FIG. 23.
- Step S 13 of the flowchart shown in FIG. 19 the straight hole 18 is formed in the base material 11 through the punch press.
- the straight hole 18 is formed by using a straight hole forming machine 40 having a punch 91 , a die 44 and a guide 46 as shown in FIGS. 24A and 24B.
- the die 44 and the guide 46 respectively contact the upstream end surface 11 a and the downstream end surface 11 b of the base material 11 so that the die 44 and the guide 46 hold the base material 11 therebetween.
- the punch 91 is formed in the shape of a circular cylinder, whose diameter is substantially constant toward its tip end.
- An outline of a cross section (for instance, a cross section shown in FIG. 24B) perpendicular to a central axis X s of the punch 91 is round in shape.
- the external diameter of the punch 91 on the cross section perpendicular to the central axis X s of the punch 91 is set to be smaller than the internal diameter of the larger diameter opening of the taper hole 16 formed in Step S 12 . Meanwhile, the external diameter of the punch 91 on the cross section perpendicular to the central axis X s of the punch 91 is set to be larger than the internal diameter of the smaller diameter opening of the taper hole 16 .
- a processing portion 92 is formed at a tip end of the punch 91 and a held portion 93 is formed on a portion of the punch 91 on the opposite side from the processing portion 92 .
- the punch 91 is inserted into a guide hole 47 of the guide 46 and is held by at least an inner peripheral surface 47 a of the guide 47 , which slidably contacts an outer peripheral surface 93 a of the held portion 93 throughout the periphery.
- the central axis X s of the punch 91 is inclined with respect to the thickness direction axis T of the base material 11 to the same side as the central axis O t of the taper hole 16 formed in the base material 11 .
- An inclination angle of the central axis X s of the punch 91 is different from an inclination angle of the central axis O t of the taper hole 16 .
- the punch 91 is guided in the extending direction of the central axis X s .
- the punch 91 guided by the guide 46 is inserted into a pulling cavity 45 of the die 44 so that the punch 91 can move in a sliding manner.
- the punch 91 is moved in the pressing direction from the larger diameter opening toward the smaller diameter opening of the taper hole 16 along the central axis X s of the punch 91 as shown in FIGS. 17C and 24A.
- the processing portion 92 is inserted into the taper hole 16 from the large diameter opening of the taper hole 16 .
- the outer peripheral surface 92 a of the processing portion 92 slidably contacts the inner peripheral surface 16 a of the taper hole 16 near the intersection line C 1 so that the outer peripheral surface 92 a except the contacting portion widens the smaller diameter opening of the taper hole 16 .
- the straight hole 18 is formed in the shape complementing the shape of the outer peripheral surface 92 a of the processing portion 92 . More specifically, the straight hole 18 is formed in the shape of a cylinder, whose diameter is substantially constant in the extending direction of the central axis O s . Meanwhile, closed curves among the intersection lines between a virtual plane, which is perpendicular to the central axis O s of the straight hole 18 inclined with respect to the thickness direction axis T of the base material 11 , and the inner peripheral surface 18 a are round in shape.
- the inner peripheral surface 18 a of the thus formed straight hole 18 connects to the remaining portion of the inner peripheral surface 16 a of the taper hole 16 , where the straight hole 18 is not formed, on the boundary line B.
- the injection hole 12 is formed by the straight hole 18 and the taper hole 16 .
- An opening area of the smaller diameter opening 17 of the taper hole 16 which opens into the upstream end surface 11 a of the base material 11 as shown in FIG. 23 before the process in Step S 13 , is prone to vary due to variation in the stroke of the processing portion 82 as the taper punch.
- the small diameter side opening 17 can be changed into the straight hole 18 as shown in FIG. 18.
- the opening area of the straight hole 18 is almost independent of the stroke of the processing portion 92 as the straight punch. Therefore, variation in fuel injection quantity injected from the injection hole 12 provided by the straight hole 18 and the taper hole 16 can be reduced, and variation among products in the fuel injection quantity injected from the injection hole 12 can be reduced.
- Step S 11 the lead hole 14 is formed in the base material 11 . Therefore, the burrs can be formed in a portion 19 of the opening of the lead hole 14 on a forward side with respect to the pressing direction in FIG. 21.
- the pressing direction in Step S 12 is set to be opposite from the pressing direction in Step S 11 . Therefore, even if the burrs are formed at the portion 19 of the opening of the lead hole 14 , the portion 19 of the opening of lead hole 14 can be finely formed by a larger diameter end of the processing portion 82 as the taper punch.
- Step S 13 the pressing direction is set to be the direction from the large diameter opening toward the smaller diameter opening of the taper hole 16 . Therefore, even if excess material forms the burrs in the punch press, the burrs will protrude to the outside from the straight hole 18 . The protruding burrs can be easily eliminated through grinding and the like after Step S 13 .
- the straight hole 18 is formed with the straight hole forming machine 40 having a punch 101 instead of the punch 91 of the fifth embodiment in a step corresponding to Step S 13 of the fifth embodiment.
- the punch 101 is formed in the shape of a cylinder, whose diameter is substantially constant toward its tip end like the punch 91 of the fifth embodiment as shown in FIG. 25A.
- an outline of the punch 101 on a cross section perpendicular to its central axis X s (for instance, a cross section shown in FIG. 25B) is elliptic in shape unlike the punch 91 of the fifth embodiment.
- the major axis of the outline of the punch 101 is provided on a virtual plane, which includes the central axis X s and is perpendicular to the end surfaces 11 a , 11 b of the base material 11 . More specifically, the major axis of the outline of the punch 101 on the cross section perpendicular to the central axis X s is provided on a virtual plane shown by a shaded area in FIG. 25A.
- the external diameters of the major axis and the minor axis of the punch 101 on the cross section perpendicular to the central axis X s are set to be smaller than the larger diameter opening of the taper hole 16 formed in a step corresponding to Step S 12 of the fifth embodiment. Meanwhile, the external diameters of the major axis and the minor axis of the punch 101 on the cross section perpendicular to the central axis X s are set to be larger than the smaller diameter opening of the taper hole 16 .
- the punch 101 is formed with a processing portion 102 and a held portion 103 , which correspond to the processing portion 92 and the held portion 93 of the fifth embodiment respectively.
- the punch 101 is inserted into the guide hole 47 and is held at least by the inner peripheral surface 47 a of the guide hole 47 , which slidably contacts an outer peripheral surface 103 a of the held portion 103 throughout the periphery.
- the central axis X s of the punch 101 is inclined to the same side as the central axis O t of the taper hole 16 formed in the base material 11 with respect to the thickness direction axis T of the base material 11 held between the die 44 and the guide 46 .
- An inclination angle of the central axis X s of the punch 101 is different from that of the central axis O t of the taper hole 16 .
- the punch 101 is guided along the extending direction of the central axis X s .
- the punch 101 guided by the guide 46 is inserted into the pulling cavity 45 of the die 44 so that the punch 101 can move in a sliding manner.
- the punch 101 is moved in the pressing direction from the larger diameter opening to the smaller diameter opening of the taper hole 16 along the central axis X s of the punch 101 as shown in FIG. 25A.
- the processing portion 102 is inserted into the taper hole 16 from the larger diameter opening of the taper hole 16 .
- the outer peripheral surface 102 a of the processing portion 102 slidably contacts the inner peripheral surface 16 a of the taper hole 16 near the intersection line C 1 like the fifth embodiment as shown in FIG. 25A.
- the straight hole 18 is formed in the shape complementing the shape of the outer peripheral surface 102 a of the processing portion 102 . More specifically, the straight hole 18 is formed in the shape of a cylindrical hole whose inner diameter is substantially constant in the extending direction of the central axis O s of the straight hole 18 as shown in FIG. 26.
- closed curves among the intersection lines between a virtual plane, which is perpendicular to the central axis O s inclined with respect to the thickness direction axis T of the base material 11 , and the inner peripheral surface 18 a of the straight hole 18 are elliptic in shape.
- the inner peripheral surface 18 a of the straight hole 18 connects to the inner peripheral surface 16 a of the remaining taper hole 16 on the boundary line B.
- the injection hole 12 is provided by the straight hole 18 and the taper hole 16 .
- the punch 101 having the cross section in the elliptic shape is used in the sixth embodiment. Therefore, the protruding degree of the boundary line B provided by the inner peripheral surfaces 18 a , 16 a toward the taper hole 16 as shown in FIG. 26 can be reduced compared to the protruding degree provided in the case where the punch 91 of the fifth embodiment having the cross section in the round shape is used as shown in FIG. 18. More specifically, the length of the straight hole 18 can be contracted in the extending direction of the central axis O s .
- FIGS. 27A and 27B a modified example of the straight hole forming machine 40 of the sixth embodiment is shown.
- the straight hole forming machine 40 shown in FIGS. 27A and 27B has a cylindrical punch 101 ′, whose diameter is substantially constant toward its tip end.
- An outline of the cylindrical punch 101 ′ on the cross section perpendicular to the central axis X s takes the shape defined by two parallel lines joined by semi-circular ends as shown in FIG. 27B.
- the major axis of the outline of the punch 101 ′ on the cross section perpendicular to the central axis X s is provided on a virtual plane, which includes the central axis X s and is perpendicular to the end surfaces 11 a , 11 b of the base material 11 held between the die 44 and the guide 46 . More specifically, the major axis of the outline of the punch 101 ′ on the cross section perpendicular to the central axis X s is provided on a virtual plane defining the cross section shown by a shaded area in FIG. 27A.
- the pressing direction for forming the taper hole 16 is set to be opposite to the pressing direction for forming the lead hole 14 .
- the pressing direction for forming the taper hole 16 may be set to the same direction as the pressing direction for forming the lead hole 14 .
- the central axis Y t of the held portion 83 which coincides with the axis of the pressing direction, is inclined with respect to the thickness direction axis T of the base material 11 .
- the central axis X t of the processing portion 82 as the taper punch is inclined with respect to the central axis Y t toward an opposite side from the base material 11 .
- the axis Y t of the pressing direction may be inclined with respect to the thickness direction axis T of the base material 11 so that the pressing direction axis Y t coincides with the central axis X t of the processing portion 82 or is parallel to the central axis X t .
- the pressing direction axis Y t may be parallel to the thickness direction axis T of the base material 11 and the central axis X t of the processing portion 82 may be inclined with respect to the pressing direction axis Y t .
- the central axis O t of the taper hole 16 becomes inclined with respect to the thickness direction axis T of the base material.
- Both the pressing direction axis Y t and the central axis X t of the processing portion 82 may be parallel to the thickness direction axis T of the base material 11 .
- the central axis O t of the taper hole 16 becomes parallel to the thickness direction axis T of the base material 11 , too.
- the central axis X s of the processing portion 92 , 102 as the straight punch is inclined with respect to the central axis O t of the taper hole 16 .
- the pressing direction for forming the straight hole is set along the central axis X s .
- the central axis X s of the processing portion 92 , 102 may coincide with the central axis O t of the taper hole 16 or may be parallel to the central axis O t .
- the central axis O t of the taper hole 16 and the central axis O s of the straight hole 18 coincide with each other or are parallel to each other.
- the pressing direction for forming the straight hole is set to the direction from the larger diameter opening toward the smaller diameter opening of the taper hole 16 .
- the pressing direction for forming the straight hole may be set to an opposite direction, or the direction from the smaller diameter opening toward the larger diameter opening of the taper hole 16 .
- the injection hole member 10 of the seventh embodiment is a circular plate formed of metallic material such as stainless steel with four injection holes 34 a , 43 b , 34 c , 34 d .
- the spray injected from the injection holes 34 a , 34 b flows in a direction opposite to a direction of a flow of the spray injected from the other injection holes 34 C, 34 d .
- the injector 100 performs the injection in two directions as shown in FIG. 30.
- the entire injection holes 34 a , 34 b , 34 c , 34 d are formed in the same shape, a following explanation of one injection hole 34 a also apply to the other injection holes 34 b , 34 c , 34 d.
- the injection hole 34 a is a taper hole whose internal diameter increases along a direction from its upstream opening (an inlet) toward its downstream opening (an outlet).
- An injection hole axis CL 102 , or a central axis, of the injection hole 34 a is inclined with respect to a central axis CL 100 of the injection hole member 10 .
- the injection hole axis CL 102 is directed along the injection direction in which the injection hole axis CL 102 separates from the central axis CL 100 .
- a first injection hole intersection line L 104 which is closer to the central axis CL 100 , and a downstream end surface 11 b of the base material 11 provide an acute angle ⁇ therebetween as shown in FIG. 28.
- a second injection hole intersection line L 105 and the downstream end surface 11 b of the base material 11 provide a blunt angle ⁇ therebetween as shown in FIG. 28.
- a concave portion 38 is formed in an edge of the downstream opening of the injection hole 34 a on the first injection hole intersection line L 104 side.
- the concave portion 38 caves in radially outward from the inner peripheral surface 136 of the injection hole 34 a as shown in FIG. 28. More specifically, the concave portion 38 is formed on a radially inner side of the edge of the downstream end of the injection hole 34 a with respect to the central axis CL 100 .
- the fuel flowing into the injection hole 34 a from the upstream end surface 11 a side is mainly introduced to the inner peripheral surface 136 on the first injection hole intersection line L 104 side, which provides the acute angle ⁇ with the downstream end surface 11 b . Then, the fuel flows while spreading along the inner peripheral surface 136 . Since the concave portion 38 caves in radially outward from the inner peripheral surface 136 , little or no fuel flows along the concave portion 38 . The direction of the spray injected from the injection hole 34 a changes in accordance with the length of the inner peripheral surface 136 except the concave portion 38 .
- the thickness of the inner peripheral surface 136 on the first injection hole intersection line L 104 side except the concave portion 38 serves as an effective thickness t, which is a substantial thickness of the injection hole member 10 for changing the injection direction of the spray.
- An injection hole diameter d of the injection hole 34 a is represented by a distance between an intersection point P 106 , which is provided between the second injection hole intersection line L 105 and the upstream end surface 11 a , and the first injection hole intersection line L 104 .
- the effective thickness t is changed by changing the size of the concave portions 38 , the injection directions of the respective injection holes 34 a , 34 b , 34 c , 34 d are changed. Accordingly, the injection angle of the spray injected from the injection holes 34 a , 34 b and the injection angle of the spray injected from the other injection holes 34 c , 34 d are changed. Meanwhile, the spray angle ⁇ provided between the spray injected from the injection holes 34 a , 34 b and the spray injected from the other injection holes 34 c , 34 d is changed.
- the spray angle ⁇ changes substantially in proportion to a ratio of the effective thickness t of the injection hole member 10 to the injection hole diameter d (t/d) as shown in FIG. 31. If the injection hole diameter d is constant, the injection angle of the spray injected from each injection hole increases as the effective thickness t of the injection hole member 10 is increased. Therefore, the spray angle ⁇ increases as the effective thickness t of the injection hole member 10 is increased. If the injection hole diameter d is constant, the injection angle of the spray injected from each injection hole decreases as the effective thickness t is decreased. Therefore, the spray angle ⁇ also decreases as the effective thickness t is decreased.
- the effective thickness t can be regulated with the size of the concave portion 38 .
- the effective thickness t is substantially reduced if the concave portion 38 , which caves in radially outward from the inner peripheral surface 136 , is formed on the edge of the downstream end opening of each injection hole on the first injection hole intersection line L 104 side.
- the effective thickness t is reduced as a processing degree Dcav of the concave portion 38 is increased and the concave portion 38 is deepened.
- a decrease ⁇ in the spray angle ⁇ is increased. More specifically, as the processing degree Dcav of the concave portion 38 is increased, the spray angle ⁇ is decreased.
- FIGS. 33A to 33 D the base material 11 is shown so that the upstream end surface 11 a faces downward and the downstream end surface 11 b faces upward.
- a lead hole 14 is punched in the base material 11 with a lead hole punch 200 so that a central axis CL 122 of the lead hole 14 is inclined with respect to an axis L 112 of the base material 11 in its thickness direction as shown in FIG. 33A.
- the lead hole punch 200 is a straight punch, whose punch diameter is constant.
- a guide 210 of a taper punch 202 is set on the downstream end surface 11 b side of the base material 11 as shown in FIG. 33B.
- a guide surface 212 of the guide 210 guides a large diameter portion 204 of the taper punch 202 .
- the taper punch 202 has the large diameter portion 204 in the shape of a cylinder, whose diameter is constant, and a taper portion 205 formed on an end of the large diameter portion 204 .
- the diameter of the taper portion 205 decreases toward its tip end.
- the taper punch 202 is inserted into the lead hole 14 from the downstream end side of the lead hole 14 along the central axis CL 122 of the lead hole 14 in a direction opposite to the punching direction of the lead hole punch 200 .
- the taper punch 202 punches out the base material 11 in a direction opposite to the punching direction of the lead hole punch 200 .
- the taper punch 202 widens the lead hole 14 , so the injection hole 34 a as the taper hole whose diameter increases in a direction from the upstream end opening toward the downstream end opening is formed.
- the concave portion 38 caving in radially outward from the inner peripheral surface 136 is formed in the edge of the downstream end opening of the injection hole 34 a on the first injection hole intersection line L 104 side. More specifically, the concave portion 38 is formed on a radially inner side of the edge of the downstream end of the injection hole 34 a with respect to the central axis CL 100 of the base material 11 .
- the size of the concave portion 38 can be regulated highly accurately without deforming the injection hole 34 a . Therefore, the spray angle ⁇ can be regulated highly accurately and easily by regulating a grinding degree with the brush 214 .
- the lead hole 14 is formed with the lead hole punch 200 before the injection hole 34 a is formed with the taper punch 202 .
- the taper punch 202 widens the lead hole 14 after the tip end of the taper punch 202 is inserted into the lead hole 14 . Therefore, a distance between a holding point where the guide 210 holds the taper punch 202 and a pressing point where the taper punch 202 widens the lead hole 14 is contracted. Accordingly, bending moment applied to the taper punch 202 is reduced, so the breakage of the taper punch 202 can be prevented.
- the taper punch 202 is inserted into the lead hole 14 in a direction opposite to the inserting direction of the lead hole punch 200 . Therefore, even if the burrs are formed on the edge of the downstream end opening of the lead hole 14 when the base material is pressed with the lead hole punch 200 , the burrs can be eliminated with the taper punch 202 .
- the lead hole 14 is formed with the lead hole punch 200 .
- the lead hole 14 may be formed through an electric discharging process, for instance.
- the injection holes 34 a , 34 b , 34 c , 34 d are formed with the taper hole 202 after the lead holes 14 are formed.
- the injection holes 34 a , 34 b , 34 c , 34 d may be formed with the taper punch 202 directly without forming the lead holes 14 .
- the concave portion 38 may be formed with a punch, instead of the brush 214 .
- the injection angle of the fuel spray injected from the injection hole formed in the processes shown in FIGS. 33A and 33B has been already smaller than a target range before the concave portion 38 is formed in the concave portion forming step shown in FIG. 33C because of the deviation in a setting value of the inclination angle of the injection hole, variation in the thickness of the base material 11 or processing errors.
- the injection angle is smaller than the target range, the injection angle cannot be regulated within the target range by forming the concave portion 38 .
- the spray angle ⁇ cannot be regulated within the target range by forming the concave portion 38 if the spray angle ⁇ is smaller than the target range before the concave portion 38 is formed.
- the injection angle or the spray angle of the injection hole should be preferably regulated based on a flowchart shown in FIG. 34.
- a regulating method of the spray angle ⁇ is explained. The method can be applied to the regulation of the injection angle of the injection hole. In this case, the spray angle ⁇ is replaced with the injection angle.
- the inclination angle of the injection hole 34 a is set and the injection hole 34 a is formed in the processes shown in FIGS. 33A and 33B so that the spray angle ⁇ becomes larger than the target range before the concave portion 38 is formed in the concave portion forming step shown in FIG. 33C. More specifically, the setting angle of the injection hole 34 a at the time when the concave portion 38 is formed is set to be larger than the inclination angle capable of providing the target spray angle range, before the concave portion 38 is formed.
- Step S 22 of the flowchart shown in FIG. 34 the spray angle ⁇ is measured by injecting experimental fluid from the respective injection holes 34 a , 34 b , 34 c , 34 d . If the spray angle ⁇ is smaller than the target range ( ⁇ NG), the injection hole member is disposed of as a defective product in Step S 23 . If the spray angle ⁇ is within the target range (OK), the process shown in FIGS. 33A to 33 D is ended and the next process is performed in Step S 24 .
- Step S 25 and Step S 26 processing conditions such as pressing force of the brush 214 are set in accordance with a difference between the measured spray angle ⁇ and the target range in Step S 25 .
- the processing degree Dcav of the concave portion 38 is regulated in Step S 25 .
- the concave portion 38 is formed based on the regulated processing degree Dcav in Step S 26 .
- operation returns to Step S 22 .
- the processing degree Dcav of the concave portion 38 is regulated by setting the processing conditions such as a pressing force of the punch.
- the above measuring step and the processing step are included in a concave portion forming step.
- the spray angle ⁇ is regulated into the target range by repeating the measuring step and the processing step, while giving a feedback from the measured spray angle ⁇ to the processing degree Dcav of the concave portion 38 .
- the possibility that the spray angle ⁇ may become less than the target range and the injection hole member 10 may become defective can be reduced.
- the injection hole can be processed highly accurately so that the target spray angle ⁇ is achieved.
- the concave portion 38 is formed only in the edge of the downstream end opening on the first injection hole intersection line L 104 side of each injection hole with the use of the circular brush 214 .
- the concave portion may be formed in the entire portion of the edge of the downstream end opening of each injection hole by rotating a brush 216 in the shape of a circular plate and by grinding the base material 11 formed with the injection holes 34 a , 34 b , 34 c 34 d with a flat surface of the brush 216 .
- a concave portion 172 of the injection hole member 10 of the eighth embodiment is formed in a method different from the method for forming the concave portion 38 of the seventh embodiment.
- FIGS. 37A to 37 C A method for manufacturing the injection hole member 10 according to the eighth embodiment will be explained based on FIGS. 37A to 37 C.
- the base material 11 is positioned so that the upstream end surface 11 a faces downward and the downstream end surface 11 b faces upward.
- a die 220 is set on the downstream end surface 11 b of the base material 11 , as shown in FIG. 37A.
- the die 220 is formed with a receiving hole 222 in the same inclination angle as the central axis CL 122 of the lead hole 14 , which is formed by a lead hole punch 200 .
- a hole diameter Dd of the receiving hole 222 is larger than a punch diameter Dp of the lead hole punch 200 .
- the lead hole 14 is formed by punching out the base material 11 with the lead hole punch 200 so that the central axis CL 122 of the lead hole 14 is inclined with respect to the axis L 112 of the base material 11 in its thickness direction.
- the downstream end surface 11 b of the base material 11 is pressed by the die 220 , and the hole diameter Dd of the receiving hole 222 of the die 220 is larger than the punch diameter Dp of the lead hole punch 200 . Therefore, the periphery of the downstream end opening of the lead hole 14 is broken, so an enlarged diameter portion 130 is formed.
- a taper punch 202 is inserted into the lead hole 14 from the downstream end side of the lead hole 14 while the taper punch 202 is guided with a guide 210 along the central axis CL 122 of the lead hole 14 as shown in FIG. 37B.
- the taper punch 202 punches out the base material 11 in a direction opposite to the punching direction of the lead hole punch 200 .
- the taper punch 202 widens the lead hole 14 and forms the injection hole 34 a .
- the taper punch 202 forms the concave portion 172 by remaining the enlarged diameter portion 130 on the first injection hole intersection line L 104 side.
- a clearance between the lead hole punch 200 and an internal surface of the receiving cavity 222 is regulated by regulating the hole diameter Dd of the receiving cavity 222 .
- the size of the enlarged diameter portion 130 , or the size of the concave portion 172 can be regulated easily.
- a step only for forming the concave portion 172 is unnecessary. Therefore, the production man-hour can be reduced.
- the spray angle ⁇ can be easily adjusted by regulating the size of the concave portion 38 , 172 , without changing the injection quantity.
- the spray angle ⁇ can be easily regulated without changing the inclination angle of the central axis CL 102 of the injection hole 34 a , the thickness of the injection hole member 10 or the injection quantity.
- the injection hole member for performing the two-direction injection is explained.
- the injection hole member for performing one-direction injection may be employed.
- the injection angles of the respective injection holes can be adjusted by forming the concave portions.
- the spreading angle of the entire spray injected from the plurality of injection holes can be regulated easily.
- a straight hole whose diameter is constant from its upstream end opening to its downstream end opening may be employed.
- the concave portion is formed on a radially inner side of the edge of the downstream end opening of the injection hole 34 a with respect to the central axis CL 100 of the injection hole member 10 . If the central axis CL 102 of the injection hole 34 a is inclined with respect to the central axis CL 100 of the injection hole member 10 , the inner peripheral surface of the injection hole 34 a may be formed in any inclination angle with respect to the downstream end surface 11 b of the injection hole member 10 .
- the number of the injection holes is not limited to four.
- the concave portion 38 , 172 caving in radially outward from the inner peripheral surface 136 may be formed in any position if the position is in the edge of the downstream end opening of the injection hole 34 a .
- the injection direction of the spray can be changed by forming the concave portion in the edge of the downstream end opening of the injection hole 34 a.
- the injection hole member 10 of the present invention is used in the injector 100 for the gasoline engine.
- the injection hole member 10 of the present invention may be used in any application if the fluid is injected from the injection holes 12 , 34 a - 34 d.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Fuel-Injection Apparatus (AREA)
Abstract
A lead hole is formed in a base material of an injection hole member with a straight punch, and then, a taper hole is formed in the base material by widening the lead hole with a taper punch. An intersection line between a virtual plane perpendicular to a central axis of the lead hole and an inner peripheral surface of the lead hole is elliptic in shape, whose major axis is directed along an intersection line between a virtual plane, which includes the central axis of the lead hole and a thickness direction axis of the base material, and the virtual plane perpendicular to the central axis of the lead hole. An intersection line between a virtual plane perpendicular to a central axis of the taper punch and an outer peripheral surface of the taper punch is round in shape.
Description
- This application is based on and incorporates herein by reference Japanese Patent Applications No. 2002-381501 filed on Dec. 27, 2002, No. 2002-381687 filed on Dec. 27, 2002, No. 2002-381753 filed on Dec. 27, 2002 and No. 2003-385684 filed on Nov. 14, 2003.
- 1. Field of the Invention
- The present invention relates to an injection hole member formed with an injection hole for injecting fluid and to a method for manufacturing the injection hole member. For instance, the present invention relates to an injection hole member of a fuel injection device and to a suitable method for manufacturing the injection hole member of the fuel injection device.
- 2. Description of Related Art
- Conventionally, as disclosed in Japanese Patent Unexamined Publication No. 2002-102977 (patent document 1), an injection hole member formed with an injection hole provided by a taper hole is known. A central axis of the taper hole is inclined with respect to an axis of the injection hole member in its thickness direction, and the internal diameter of the taper hole increases from an upstream end toward a downstream end of the injection hole member.
- In the
patent document 1, the taper hole used as the injection hole is formed through punch press. Specifically, a taper punch, whose diameter decreases toward its tip end, is used. The tip end of the taper punch is driven into a base material of the injection hole member. Thus, the taper hole is formed along an outer peripheral surface of the taper punch. - The tip end of the taper punch is pressed against an end surface of the base material in order to form the taper hole in one time of the punch press. In this case, a distance between a pressing portion and a held portion of the taper punch is long. As a result, bending moment applied to the taper punch is increased and the taper punch becomes prone to break.
- Therefore, as shown in FIG. 38A, a method of forming the taper hole with the use of a
lead hole 2 formed in thebase material 1 in advance can be employed. More specifically, thelead hole 2 is formed in thebase material 1 in advance so that a central axis O of thelead hole 2 is inclined with respect to an axis T of thebase material 1 in its thickness direction and the internal diameter of thetaper hole 2 is substantially constant along its central axis O. Then, ataper punch 6 is driven into thebase material 1 in a state in which a central axis P of thetaper punch 6 is inclined substantially in the same direction as the central axis O of thelead hole 2. At that time, the taper hole is formed by widening thelead hole 2 with thetaper punch 6. When the tip end of thetaper punch 6 is entered into thelead hole 2, thetaper punch 6 can press an edge of the opening of thelead hole 2 at a position closer to the held portion of thetaper punch 6 than the tip end of thetaper punch 6. Thus, the distance between the pressing portion and the held portion of thetaper punch 6 is contracted. Therefore, the bending moment applied to thetaper punch 6 is reduced compared to the case where the taper hole is formed in the one time of the punch press. - In the method shown in FIG. 38A, a line of intersection between a virtual plane Z, which is perpendicular to the central axis O of the
lead hole 2 and the central axis P of thetaper punch 6, and an innerperipheral surface 2 a of thelead hole 2 is round in shape as shown in FIG. 38B. Meanwhile, another intersection line between the virtual plane Z and an outerperipheral surface 6 a of thetaper punch 6 is round in shape as shown in FIG. 38B. Therefore, an intersection line between a virtual plane H perpendicular to the axis T of thebase material 1 in its thickness direction and the innerperipheral surface 2 a of thelead hole 2 is elliptic in shape as shown in FIG. 38C. Meanwhile, another intersection line between the virtual plane H and the outerperipheral surface 6 a of thetaper punch 6 is elliptic in shape as shown in FIG. 38C. The ratio between a major axis and a minor axis of the former elliptic intersection line is substantially the same as the ratio between a major axis and a minor axis of the latter elliptic intersection line as shown in FIG. 38C. Therefore, in the early stage of the punch press, as shown in FIG. 38C, thetaper punch 6 contacts the edge of the opening of thelead hole 2 at one point on a virtual plane L including the central axis O of thelead hole 2, the central axis P of thetaper punch 6 and the thickness direction axis T of thebase material 1. The contact at the one point inhibits the decrease of the bending moment applied to thetaper punch 6. Therefore, the effect of preventing the breakage of thetaper punch 6 cannot be improved. - Moreover, in the case where the taper hole is formed in the base material through the punch press, an area of the opening of the taper hole depends on a stroke of the punch in the pressing direction. A flow rate defined by the injection hole provided by the taper hole depends on the opening area of a smaller diameter opening of the taper hole. Accordingly, the flow rate defined by the injection hole will vary because of the variation in the opening area due to the punch stroke. As a result, injection quantity of the fluid will vary.
- A technology for forming the injection hole in a plate-like injection hole member of a fluid injection valve in order to improve designing flexibility of the shape of the injection hole and the like is disclosed in Japanese Patent Unexamined Publication No. 2000-52157. In this technology, an axis of the injection hole is inclined with respect to a central axis of the injection hole member. A plurality of injection holes is formed in respective injection directions so that the plurality of injection holes is directed away from each other along respective injection directions.
- In the injection hole member formed with the injection holes whose axes are inclined with respect to the central axis of the injection hole member, an injection angle of spray injected from the injection holes can be regulated if necessary. In the case where the spray is injected from the plurality of injection holes in one direction, a widening angle of the entire spray can be regulated by adjusting injection angles of the respective injection holes. In the case where the spray is injected from the plurality of injection holes in two directions, a widening angle between the two directions of the injected spray can be regulated by adjusting injection angles of the respective injection holes.
- However, the injection angle can vary for each injection hole member because of deviation of an injection angle of the injection hole axis with respect to the central axis of the injection hole member, variation in the thickness of the injection hole member or the like.
- It is therefore an object of the present invention to prevent breakage of a taper punch when a taper hole, which provides as at least a part of an injection hole, is formed through punch press.
- It is another object of the present invention to provide a method for manufacturing an injection hole member capable of inhibiting product variation in a flow rate defined by an injection hole.
- It is yet another object of the present invention to provide an injection hole member capable of easily regulating a spray angle and a method for manufacturing the injection hole member.
- According to an aspect of the present invention, a virtual plane perpendicular to a central axis of a lead hole is defined as a first reference plane, and another virtual plane perpendicular to a central axis of a taper punch is defined as a second reference plane. An intersection line between a virtual plane, which includes the central axis of the lead hole and an axis of a base material in its thickness direction, is defined as a reference axis. In this case, an intersection line between the first reference plane and an inner peripheral surface of lead hole is an elliptic shape or an oval shape, whose major diameter is directed in an extending direction of the reference axis. An intersection line between the second reference plane and an outer peripheral surface of the taper punch is round in shape. Therefore, in an early stage of punch press in a taper hole forming step, the taper punch can contact an edge of an opening of the lead hole at two points on both sides of a virtual plane, which includes the central axes of the lead hole and the taper punch and the thickness direction axis of the base material. Thus, the bending moment applied to the taper punch can be reduced, so breakage of the taper punch can be prevented.
- According to another aspect of the present invention, a taper hole, whose internal diameter increases from an end surface toward the other end surface of a base material, is formed in the base material through punch press. Then, a straight hole is formed by widening a smaller diameter opening of the taper hole through punch press. An inner peripheral surface of the straight hole connects to an inner peripheral surface of the remaining taper hole. Thus, the smaller diameter opening of the taper hole, whose opening area is prone to vary depending on a punch stroke, can be changed into the straight hole, whose opening area is almost independent of the punch stroke. As a result, variation in a flow rate defined by an injection hole provided by the taper hole and the straight hole or variation among products in injection quantity of fluid injected from the injection hole can be reduced.
- According to yet another aspect of the present invention, a concave portion is formed in an edge of a downstream end opening of an injection hole so that the concave portion caves in radially outward from an inner peripheral surface, which provides the injection hole. Accordingly, length of a flow of fluid guided by the inner peripheral surface of the injection hole can be regulated. An injection angle of spray injected from the injection hole can be easily regulated by changing the size of the concave portion. The concave portion is formed in the edge of the downstream end opening of the injection hole, not in an edge of an upstream end opening of the injection hole. Therefore, a change in a flow rate of the fluid flowing into the injection hole, or a change in injection quantity of the fluid injected from the injection hole, can be reduced.
- Features and advantages of embodiments will be appreciated, as well as methods of operation and the function of the related parts, from a study of the following detailed description, the appended claims, and the drawings, all of which form a part of this application. In the drawings:
- FIG. 1A is a cross-sectional view showing a taper hole forming machine according to a first embodiment of the present invention;
- FIG. 1B is a cross-sectional view showing the taper hole forming machine of FIG. 1A taken along the line 1B;
- FIG. 1C is a cross-sectional view showing the taper hole forming machine of FIG. 1A taken along the line 1C;
- FIG. 2 is a diagram showing a fuel injection device having an injection hole member manufactured through the method according to the first embodiment;
- FIG. 3A is a cross-sectional view showing an injection hole member manufactured through the method according to the first embodiment of the present invention;
- FIG. 3B is a cross-sectional view showing the injection hole member of FIG. 3A taken along the line IIIB;
- FIG. 4 is a flowchart showing a method for manufacturing the injection hole member according to the first embodiment;
- FIG. 5A is a cross-sectional view showing a base material formed with a lead hole according to the first embodiment;
- FIG. 5B is a cross-sectional view showing the base material of FIG. 5A taken along the line Vb-Vb;
- FIG. 6A is a cross-sectional view showing a lead hole forming machine according to the first embodiment;
- FIG. 6B is a cross-sectional view showing the lead hole forming machine of FIG. 6A taken along the line VIB-VIB;
- FIG. 7A is a cross-sectional view showing a lead hole forming machine according to a second embodiment of the present invention;
- FIG. 7B is a cross-sectional view showing the lead hole forming machine of FIG. 7A taken along the line VIIB-VIIB;
- FIG. 8A is a cross-sectional view showing a base material formed with a lead hole according to the second embodiment;
- FIG. 8B is a cross-sectional view showing the base material of FIG. 8A taken along the line IXB-IXB.
- FIG. 9A is a cross-sectional view showing a taper hole forming machine according to the second embodiment;
- FIG. 9B is a cross-sectional view showing the taper hole forming machine of FIG. 9A taken along the line IXB-IXB;
- FIG. 9C is a cross-sectional view showing the taper hole forming machine of FIG. 9A taken along the line IXC-IXC;
- FIG. 10A is a cross-sectional view showing a lead hole forming machine according to a third embodiment of the present invention;
- FIG. 10B is a cross-sectional view showing the lead hole forming machine of FIG. 10A taken along the line XB-XB.
- FIG. 11A is a cross-sectional view showing a base material formed with a lead hole according to the third embodiment;
- FIG. 11B is a cross-sectional view showing the base material of FIG. 11A taken along the line XIB-XIB;
- FIG. 12A is a cross-sectional view showing a taper hole forming machine according to the third embodiment;
- FIG. 12B is a cross-sectional view showing the taper hole forming machine of FIG. 12A taken along the line XIIB-XIIB;
- FIG. 12C is a cross-sectional view showing the taper hole forming machine of FIG. 12A taken along the line XIIC-XIIC;
- FIG. 13A is a cross-sectional view showing an injection hole member according to the third embodiment;
- FIG. 13B is a cross-sectional view showing the injection hole member of FIG. 13A taken along the line XIIIB-XIIIB;
- FIG. 14A is a cross-sectional view showing a taper hole forming machine according to a modified example of the third embodiment;
- FIG. 14B is a cross-sectional view showing the taper hole forming machine of FIG. 14A taken along the line XIVB-XIVB;
- FIG. 14C is a cross-sectional view showing the taper hole forming machine of FIG. 14A taken along the line XIVC-XIVC;
- FIG. 15A is a cross-sectional view showing a taper hole forming machine according to another modified example of the third embodiment;
- FIG. 15B is a cross-sectional view showing the taper hole forming machine of FIG. 15A taken along the line XVB-XVB;
- FIG. 15C is a cross-sectional view showing the taper hole forming machine of FIG. 15A taken along the line XVC-XVC;
- FIG. 16A is a cross-sectional view showing a taper hole forming machine according to a fourth embodiment of the present invention;
- FIG. 16B is a cross-sectional view showing the taper hole forming machine of FIG. 16A taken along the line XVIB-XVIB;
- FIG. 16C is a cross-sectional view showing the taper hole forming machine of FIG. 16A taken along the line XVIC-XVIC;
- FIG. 17A is a schematic diagram showing a method for forming a lead hole with a lead hole forming machine according to a fifth embodiment of the present invention;
- FIG. 17B is a schematic diagram showing a method for forming a taper hole with a taper hole forming machine according to the fifth embodiment;
- FIG. 17C is a schematic diagram showing a method for forming a straight hole with a straight hole forming machine according to the fifth embodiment;
- FIG. 18 is a cross-sectional view showing an injection hole member according to the fifth embodiment;
- FIG. 19 is a flowchart showing a method for forming the injection hole member according to the fifth embodiment;
- FIG. 20 is a cross-sectional view showing the lead hole forming machine according to the fifth embodiment;
- FIG. 21 is a cross-sectional view showing a base material formed with the lead hole according to the fifth embodiment;
- FIG. 22 is a cross-sectional view showing the taper hole forming machine according to the fifth embodiment;
- FIG. 23 is a cross-sectional view showing the base material formed with the taper hole according to the fifth embodiment;
- FIG. 24A is a cross-sectional view showing the straight hole forming machine according to the fifth embodiment;
- FIG. 24B is a cross-sectional view showing the straight hole forming machine of FIG. 24A taken along the line XXIVB-XXIVB;
- FIG. 25A is a cross-sectional view showing a straight hole forming machine according to a sixth embodiment of the present invention;
- FIG. 25B is a cross-sectional view showing the straight hole forming machine of FIG. 25A taken along the line XXVB-XXVB;
- FIG. 26 is a cross-sectional view showing an injection hole member according to the sixth embodiment;
- FIG. 27A is a cross-sectional view showing a straight hole forming machine according to a modified example of the sixth embodiment;
- FIG. 27B is a cross-sectional view showing the straight hole forming machine of FIG. 27A taken along the line XXVIIB-XXVIIB;
- FIG. 28 is a cross-sectional view showing an injection hole member according to a seventh embodiment of the present invention;
- FIG. 29 is a diagram showing an upstream end surface of the injection hole member according to the seventh embodiment;
- FIG. 30 is a cross-sectional view showing an injector having the injection hole member according to the seventh embodiment;
- FIG. 31 is a graph showing a relationship between a ratio t/d and a spray angle θ;
- FIG. 32 is a graph showing a relationship between a processing degree of a concave portion and a decrease in the spray angle θ;
- FIG. 33A is a schematic diagram showing a method for forming a lead hole with a lead hole forming machine according to the seventh embodiment;
- FIG. 33B is a schematic diagram showing a method for forming a taper hole with a taper hole forming machine according to the seventh embodiment;
- FIG. 33C is a schematic diagram showing a method for forming the concave portion with a brush according to the seventh embodiment;
- FIG. 33D is a cross-sectional view showing an injection hole member according to the seventh embodiment;
- FIG. 34 is a flowchart showing a method for regulating the spray angle according to the seventh embodiment;
- FIG. 35A is a diagram showing a grinding method of the injection hole member according to a modified example of the seventh embodiment;
- FIG. 35B is a diagram showing the injection hole member of FIG. 35A taken in a direction of an arrow mark XXXVB;
- FIG. 36 is a cross-sectional view showing an injection hole member according to an eighth embodiment of the present invention;
- FIG. 37A is a diagram showing a method for forming a straight hole with a straight hole forming machine according to the eighth embodiment;
- FIG. 37B is a diagram showing a method for forming a taper hole with a taper hole forming machine according to the eighth embodiment;
- FIG. 37C is a cross-sectional view showing the injection hole member according to the eighth embodiment; and
- FIG. 38A is a cross-sectional view showing a taper hole forming machine of a related art;
- FIG. 38B is a cross-sectional view showing the taper hole forming machine of FIG. 38A taken along the line XXXVIIIB-XXXVIIIB; and
- FIG. 38C is a cross-sectional view showing the taper hole forming machine of FIG. 38A taken along the line XXXVIIIC-XXXVIIIC.
- (First Embodiment)
- Referring to FIG. 2, a
fuel injection device 100 having an injection hole member manufactured through a method according to the first embodiment of the present invention is illustrated. Thefuel injection device 100 shown in FIG. 2 is applied to a gasoline engine. - A
casing 111 is molded resin for covering amagnetic pipe 112, a fixedcore 140, acoil 152 wound around aspool 150 and the like. Avalve body 114 is connected to themagnetic pipe 112 through laser welding and the like. Anozzle needle 120 as a valve member can be seated on avalve seat 114 a formed on an inner peripheral surface of thevalve body 114. Aninjection hole member 10 is fixed to an external wall of a bottom portion of thevalve body 114 through the laser welding and the like. A plurality of injection holes 12 is formed in theinjection hole member 10. If thenozzle needle 120 separates from thevalve seat 114 a, the fuel is injected through the respective injection holes 12. If thenozzle needle 120 is seated on thevalve seat 114 a, the fuel injection from the respective injection holes 12 is stopped. A connectingportion 122 disposed on a side of thenozzle needle 120 opposite from thevalve seat 114 a is connected with amovable core 142. Thenozzle needle 120 reciprocates integrally with themovable core 142. The fixedcore 140 is connected with anon-magnetic pipe 144 through the laser welding and the like. Thenon-magnetic pipe 144 is connected with themagnetic pipe 112 through the laser welding and the like. Aspring 148 is disposed on a side of an adjustingpipe 146 on theinjection hole 12 side for biasing themovable core 142 and thenozzle needle 120 toward thevalve seat 114 a. The biasing force of thespring 148 biasing thenozzle needle 120 can be regulated by changing the axial position of the adjustingpipe 146. Thecoil 152 wound around thespool 150 is disposed in thecasing 111 so that thecoil 152 surrounds the respective ends of the fixedcore 140 and themagnetic pipe 112, which sandwich thenon-magnetic pipe 144, and a periphery of thenon-magnetic pipe 144. Thecoil 152 is electrically connected with a terminal 154. Voltage applied to the terminal 154 is applied to thecoil 152. If energization to thecoil 152 is turned on, themovable core 142 is attracted toward the fixedcore 140 by magnetic force, against the biasing force of thespring 148. If the energization to thecoil 152 is turned off, themovable core 142 is separated from the fixedcore 140 by the biasing force of thespring 148 and thenozzle needle 120 is seated on thevalve seat 114 a. - Next, the
injection hole member 10 manufactured through the method according to the first embodiment will be explained in detail based on FIGS. 3A and 3B. - The
injection hole member 10 is manufactured by forming the injection holes 12 in abase material 11, which is formed of metallic material such as aluminum in the shape of a flat plate. Eachinjection hole 12 is provided by a taper hole in the shape of a cone. A central axis Ot of the taper hole is inclined with respect to the axis T of thebase material 11 in its thickness direction, and an inner diameter of the taper hole increases from anupstream end surface 11 a toward adownstream end surface 11 b of thebase material 11 as shown in FIG. 3A. A smaller diameter end of theinjection hole 12 opens into theupstream end surface 11 a of thebase material 11. A larger diameter end of theinjection hole 12 opens into thedownstream end surface 11 b of thebase material 11. Thus, diameters of fuel spray can be minimized. Closed curves among intersection lines between a virtual plane Qt, which is perpendicular to the central axis Ot, and the innerperipheral surface 12 a of theinjection hole 12 are round in shape as shown in FIG. 3B. Two intersection lines C1, C2 between a virtual plane L, which includes the central axis Ot of theinjection hole 12 and the thickness direction axis T of thebase material 11, and the innerperipheral surface 12 a of theinjection hole 12 are inclined to the same side with respect to the thickness direction axis T of thebase material 11 as shown in FIG. 3A. As shown in FIG. 3A, an inclination angle θ1 provided between the intersection line C1 and the thickness direction axis T of thebase material 11 is more acute than another inclination angle θ2 provided between the intersection line C2 and the thickness direction axis T of thebase material 11. - Next, the method for manufacturing the
injection hole member 10 according to the first embodiment will be explained based on FIG. 4. - First, in Step S 1 of a flowchart shown in FIG. 4, a
lead hole 14 is formed in thebase material 11 in the shape of a flat plate through punch press as shown in FIGS. 5A and 5B. Specifically, a leadhole forming machine 20 having apunch 21, adie 24 and aguide 26 shown in FIG. 6A is used to form thelead hole 14. - In the lead
hole forming machine 20, thedie 24 and theguide 26 hold thebase material 11 therebetween. The die 24 contacts thedownstream end surface 11 b and theguide 26 contacts theupstream end surface 11 a of thebase material 11. Thepunch 21 is formed in the shape of a circular cylinder, whose diameter is substantially constant in an extending direction of its central axis Pf. An intersection line between a virtual plane Rf, which is perpendicular to the central axis Pf of thepunch 21, and an outerperipheral surface punch 21 is elliptic in shape. The direction of the major axis of the elliptic shape coincides with an extending direction of an intersection line Uf between the virtual plane L, which includes the thickness direction axis T of thebase material 11 and the central axis Pf of thepunch 21, and the virtual plane Rf. A processing portion 22 is formed on a tip end side of thepunch 21. Thepunch 21 is formed with a heldportion 23 on a side opposite from the processing portion 22. Thepunch 21 is inserted into aguide hole 27 of theguide 26 and is held by an innerperipheral surface 27 a of theguide hole 27, which slidably contacts at least the outerperipheral surface 23 a of the heldportion 23 throughout the periphery. Thus, the central axis Pf of thepunch 21 is inclined with respect to the thickness direction axis T of thebase material 11, which is held between the die 24 and theguide 26. Thus, thepunch 21 is guided along the extending direction of the central axis Pf. Thepunch 21, which has punched a hole in thebase material 11, is slidably inserted into a pullingcavity 25 of thedie 24. - In order to form the
lead hole 14 by using the leadhole forming machine 20, the processing portion 22 is driven into thebase material 11 by moving thepunch 21 in the pressing direction from theupstream end surface 11 a toward thedownstream end surface 11 b of thebase material 11 along the central axis Pf of thepunch 21 as shown by an arrow mark in FIG. 6A. Thus, thelead hole 14 is punched in thebase material 11 by the processing portion 22, so thelead hole 14 is formed in the shape complementing the outerperipheral surface 22 a of the processing portion 22. More specifically, thelead hole 14 is formed in a cylindrical shape whose diameter is substantially constant in an extending direction of its central axis Of as shown in FIG. 5A. In the thus formedlead hole 14, closed curves among the intersection lines between a virtual plane Qf, which is perpendicular to the central axis Of of thelead hole 14 inclined with respect to the thickness direction axis T of thebase material 11, and the innerperipheral surface 14 a of thelead hole 14 are elliptic in shape. The direction of the major axis of the elliptic shape coincides with the extending direction of an intersection line Sf between the virtual plane L, which includes the axes Of, T, and the virtual plane Qf. - Then, the
taper hole 12, which provides theinjection hole 12 shown in FIGS. 3A and 3B, is formed in thebase material 11 through the punch press in Step S2 of the flowchart shown in FIG. 4. More specifically, a taperhole forming machine 30 having apunch 31, adie 34 and aguide 36 shown in FIGS. 1A to 1C is used to form thetaper hole 12. - In the taper
hole forming machine 30, thedie 34 and theguide 36 contact theupstream end surface 11 a and thedownstream end surface 11 b of thebase material 11 respectively, so that thedie 34 and theguide 36 hold thebase material 11 therebetween. Thepunch 31 is formed with aprocessing portion 32 on its tip end side and a heldportion 33 on a side opposite from theprocessing portion 32. Theprocessing portion 32 is formed in the shape of a truncated cone whose diameter decreases toward its tip end along the extending direction of its central axis Pt. An intersection line between a virtual plane Rt, which is perpendicular to the central axis Pt of theprocessing portion 32, and an outerperipheral surface 32 a of theprocessing portion 32 is round in shape. The tip end of theprocessing portion 32 is formed to be smaller than the opening of thelead hole 14 and the other end of theprocessing portion 32 on the heldportion 33 side is formed to be larger than the opening of thelead hole 14. The heldportion 33 is formed in a cylindrical shape, whose diameter is substantially constant along the extending direction of the same central axis Pt as theprocessing portion 32. - The
processing portion 32 and the heldportion 33 are inserted into aguide hole 37 of theguide 36. The heldportion 33 is held by an innerperipheral surface 37 a of theguide hole 37, which slidably contacts an outerperipheral surface 33 a of the heldportion 33 throughout the periphery. Thus, thepunch 31 is held so that the central axis Pt of thepunch 31 is inclined to the same side as the central axis Of of thelead hole 14 formed in thebase material 11, with respect to the thickness direction axis T of thebase material 11 held between the die 34 and theguide 36. Meanwhile, the central axis Pt of thepunch 31 is parallel to the central axis Of of thelead hole 14. More specifically, the angle of the inclination of the central axis Pt with respect to the axis T substantially coincides with the angle of the inclination of the central axis Of with respect to the axis T. Two intersection lines B1, B2 provided by the virtual plane L, which includes the thickness direction axis T of thebase material 11, the central axis Pt of thepunch 31 and the central axis Of of thelead hole 14, and the outerperipheral surface 32 a of theprocessing portion 32 are inclined to the same side with respect to the thickness direction axis T of thebase material 11. In the present embodiment, the angle of the inclination of the intersection line B1 with respect to the thickness direction axis T is set to the same angle as the above angle θ1, and the angle of the inclination of the intersection line B2 with respect to the thickness direction axis T is set to the same angle as the above angle θ2. Theguide 36 guides the heldportion 33 of thepunch 31, so thepunch 31 can move in the extending direction of the central axis Pt. Thepunch 31, which has punched thetaper hole 12 in thebase material 11, is slidably inserted into a pullingcavity 35 of thedie 34. - In order to form the
taper hole 12 by using the taperhole forming machine 30, thepunch 31 is moved in a direction for entering the tip end of theprocessing portion 32 into thelead hole 14 from thedownstream end surface 11 b of thebase material 11 along the central axis Pt as shown by an arrow mark in FIG. 1A. More specifically, in the present embodiment, thepunch 31 is moved in a pressing direction from thedownstream end surface 11 b to theupstream end surface 11 a of thebase material 11, or in a direction opposite to the pressing direction in Step S1. As thepunch 31 is moved, theprocessing portion 32 is driven into thebase material 11. More specifically, the tip end of theprocessing portion 32 is inserted into thelead hole 14 and theprocessing portion 32 contacts the edge of the opening of thelead hole 14. Then, theprocessing portion 32 widens thelead hole 14 with the outerperipheral surface 32 a. Theprocessing portion 32 of thepunch 31 keeps widening thelead hole 14 until theprocessing portion 32 punches out thebase material 11. Thus, thetaper hole 12 is shaped into a shape complementing the shape of the outerperipheral surface 32 a of theprocessing portion 32. More specifically, as shown in FIG. 3A, thetaper hole 12 is formed in the shape of a conical hole, whose internal diameter increases along the direction from theupstream end surface 11 a toward thedownstream end surface 11 b of thebase material 11 in the extending direction of the central axis Ot of thetaper hole 12. In thetaper hole 12, closed curves among intersection lines between a virtual plane Qt which is perpendicular to the central axis Ot, and the innerperipheral surface 12 a of thetaper hole 12 are round in shape. In the present embodiment, the pressing direction in Step S2 is set to be opposite from the pressing direction in Step S1. Therefore, even if burrs are formed at the front edge of the opening of thelead hole 14 in the pressing direction in Step S1, the edge of the opening can be formed finely by widening the edge with the larger diameter end portion of theprocessing portion 32. - Next, functions and effects of the method according to the first embodiment will be explained based on FIGS. 1A to 1C.
- In the state where the
base material 11 is disposed between the die 34 and theguide 36 of the taperhole forming machine 30 in Step S2, a virtual plane H perpendicular to the thickness direction axis T of thebase material 11 is defined as a coordinate plane H. An intersection line X between the virtual plane L, which includes the central axis Of of thelead hole 14, the central axis Pt of theprocessing portion 32 and the thickness direction axis T of thebase material 11, and the coordinate plane H is defined as a first coordinate axis X. A line Y perpendicular to the first coordinate axis X on the coordinate plane H is defined as a second coordinate axis Y. - In the first embodiment, in the state where the
base material 11 is disposed between the die 34 and theguide 36 of the taperhole forming machine 30, the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 and the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 are elliptic in shape as shown in FIG. 1C. The major axis of each elliptic shape is directed in the extending direction of the first coordinate axis X as shown in FIG. 1C. In FIG. 1C, a diameter d1 represents a diameter of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 along the first coordinate axis X. A diameter d2 represents a diameter of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 along the second coordinate axis Y. A diameter D1 represents a diameter of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 along the first coordinate axis X. A diameter D2 represents a diameter of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 along the second coordinate axis Y. In the first embodiment, a ratio of the diameter d1 to the diameter d2 (a ratio d1/d2) of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 is less than a ratio of the diameter D1 to the diameter D2 (a ratio D1/D2) of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14. Therefore, in the early stage of the punch press in Step S2, theprocessing portion 32 can contact two points of the edge of the opening of thelead hole 14 on both sides of the virtual plane L, which includes the axes Of, Pt, T. Thus, the bending moment, which is generated by the force applied by the edge of the opening of thelead hole 14 to theprocessing portion 32 of thepunch 31 held at the heldportion 33, can be reduced compared to the case where thepunch 31 is held at a point. As a result, the breakage of thepunch 31 can be surely prevented. - (Second Embodiment)
- Next, a method for forming the injection hole by using a lead hole forming machine and a taper hole forming machine according to the second embodiment will be explained based on FIGS. 7A to 9C.
- First, in Step S 1 of the second embodiment, the
lead hole 14 is formed with a leadhole forming machine 20 having apunch 41 as shown in FIGS. 7A and 7B, instead of thepunch 21 of the first embodiment. Thepunch 41 is formed in the shape of a cylinder, whose diameter is substantially constant along the extending direction of its central axis Pf. An intersection line between the virtual plane Rf, which is perpendicular to the central axis Pf, and the outerperipheral surface punch 41 is formed in an oval shape as shown in FIG. 7B. The direction of the major axis of the oval shape coincides with the direction of the intersection line Uf between the virtual plane L, which includes the thickness direction axis T of thebase material 11 sandwiched by thedie 24 and theguide 26 and the central axis Pf of thepunch 41, and the virtual plane Rf. Thepunch 41 is formed with aprocessing portion 42 and a heldportion 43, which correspond to the processing portion 22 and the heldportion 23 of the first embodiment, respectively. - The
punch 41 is moved to punch thelead hole 14 in thebase material 11 with theprocessing portion 42, like thepunch 21 of the first embodiment. Thus, thelead hole 14 is formed in the shape complementing the shape of the outerperipheral surface 42 a of theprocessing portion 42. More specifically, as shown in FIG. 8A, thelead hole 14 is formed in the shape of a cylindrical hole whose internal diameter is substantially constant along the extending direction of its central axis Of. The closed curves among the intersection lines between the innerperipheral surface 14 a of thelead hole 14 and the virtual plane Qf perpendicular to the central axis Of are oval in shape. The direction of the major axis of each oval shape is directed along the extending direction of the intersection line Sf between the virtual plane L, which includes the central axis Of of thelead hole 14 and the thickness direction axis T of thebase material 11, and the virtual plane Qf. - In the second embodiment, the shape of the intersection line between the coordinate plane H and the inner
peripheral surface 14 a of thelead hole 14 is the oval shape, whose major axis is directed in the extending direction of the first coordinate axis X in the state where thebase material 11 is disposed between the die 34 and theguide 36 as shown in FIG. 9A. The direction of the major axis of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 coincides with the extending direction of the first coordinate axis X. The ratio of the diameter d1 to the diameter d2 (the ratio d1/d2) of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 is less than the ratio of the diameter D1 to the diameter D2 (the ratio D1/D2) of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14. Therefore, in the early stage of the punch press in Step S2, theprocessing portion 32 can contact the edge of the opening of thelead hole 14 at two points on both sides of the virtual plane L, which includes the central axis Of of thelead hole 14, the central axis Pt of theprocessing portion 32 and the thickness direction axis T of thebase material 11. As a result, the bending moment applied to theprocessing portion 32 can be reduced, so as to prevent the breakage of thepunch 31. - (Third Embodiment)
- Next, a method for forming the injection hole by using a lead hole forming machine and a taper hole forming machine according to the third embodiment will be explained based on FIGS. 10A to 12C.
- In Step S 1 of the third embodiment, the
lead hole 14 is formed with a leadhole forming machine 20 having apunch 51 as shown in FIGS. 10A and 10B, instead of thepunch 21 of the first embodiment. Thepunch 51 is formed in the shape of a cylinder, whose diameter is substantially constant along the extending direction of its central axis Pf. The intersection line between the virtual plane Rf, which is perpendicular to the central axis Pf, and an outerperipheral surface punch 51 is round in shape as shown in FIG. 10B. Thepunch 51 is formed with aprocessing portion 52 and a heldportion 53, which respectively correspond to the processing portion 22 and the heldportion 23 of the first embodiment. - The
punch 51 is moved to punch thelead hole 14 in thebase material 11 with theprocessing portion 52, like thepunch 21 of the first embodiment. Thus, thelead hole 14 is formed in the shape complementing the shape of the outerperipheral surface 52 a of theprocessing portion 52. More specifically, as shown in FIG. 11A, thelead hole 14 is formed in the shape of a cylinder whose diameter is substantially constant along the extending direction of its central axis Of. The closed curves among the intersection lines between the innerperipheral surface 14 a of thelead hole 14 and the virtual plane Qf, which is perpendicular to the central axis Of, are round in shape as shown in FIG. 11B. - In Step S 2 of the third embodiment, the
taper hole 12 is formed with a taperhole forming machine 30 having apunch 61 as shown in FIG. 12A, instead of thepunch 31 of the first embodiment. Thepunch 61 is formed with aprocessing portion 62 and a heldportion 63, which correspond to theprocessing portion 32 and the heldportion 33 of the first embodiment, respectively. Theprocessing portion 62 is formed in the shape of a truncated cone whose diameter decreases toward its tip end along the extending direction of its central axis Pt as shown in FIG. 12A. The shape of the intersection line between the virtual plane Rt, which is perpendicular to the central axis Pt, and the outerperipheral surface 62 a of theprocessing portion 62 is the elliptic shape. In FIG. 12B, a line Ut is an intersection line between the virtual plane L, which includes the thickness direction axis T of thebase material 11 held between the die 34 and theguide 36 and the central axis Pt of thepunch 61, and the virtual plane Rt. The direction of the major axis of the elliptic shape of the intersection line between the virtual plane Rt and the outerperipheral surface 62 a of theprocessing portion 62 coincides with the direction of a perpendicular line Vt perpendicular to the intersection line Ut. The diameter of the tip end of theprocessing portion 62 on the smaller diameter side is formed to be smaller than the opening of thelead hole 14. - Like the first embodiment, the
punch 61 is moved to punch thetaper hole 12 in thebase material 11 with theprocessing portion 62. Thus, thetaper hole 12 is formed in the shape complementing the shape of the outerperipheral surface 62 a of theprocessing portion 62. More specifically, thetaper hole 12 is formed in the shape of a cone whose diameter increases in the direction from theupstream end surface 11 a toward thedownstream end surface 11 b of thebase material 11 as shown in FIG. 13A. The closed curves among the intersection lines between the innerperipheral surface 12 a of thetaper hole 12 and the virtual plane Qt perpendicular to the central axis Ot are elliptic in shape as shown in FIG. 13B. In FIG. 13B, a line St represents an intersection line between the virtual plane L, which includes the central axis Ot of thetaper hole 12 and the thickness direction axis T of thebase material 11, and the virtual plane Qt. The direction of the major axis of the elliptic shape of the intersection line between the innerperipheral surface 12 a of thetaper hole 12 and the virtual plane Qt coincides with an extending direction of a line Tt, which is perpendicular to the intersection line St on the virtual plane Qt. - In the third embodiment, the shape of the intersection line between the coordinate plane H and the inner
peripheral surface 14 a of thelead hole 14 in the state where thebase material 11 is held between the die 34 and theguide 36 as shown in FIG. 12A is the elliptic shape whose major axis is directed in the extending direction of the first coordinate axis X as shown in FIG. 12C. In FIG. 12C, the diameter d1 represents the diameter of the intersection line between the coordinate plane H and the outerperipheral surface 62 a of theprocessing portion 62 along the first coordinate axis X. The diameter d2 represents the diameter of the intersection line between the coordinate plane H and the outerperipheral surface 62 a of theprocessing portion 62 along the second coordinate axis Y. The diameter D1 represents the diameter of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 along the first coordinate axis X. The diameter D2 represents the diameter of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 along the second coordinate axis Y. The ratio of the diameter d1 to the diameter d2 (the ratio d1/d2) of the intersection line between the coordinate plane H and the outerperipheral surface 62 a of theprocessing portion 62 is less than the ratio of the diameter D1 to the diameter D2 (the ratio D1/D2) of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14. Therefore, in the early stage of the punch press in Step S2, theprocessing portion 32 can contact the edge of the opening of thelead hole 14 at two points on the both sides of the virtual plane L, which includes the central axis Of Of thelead hole 14, the central axis Pt of theprocessing portion 62 and the thickness direction axis T of thebase material 11. As a result, the bending moment applied to theprocessing portion 62 can be reduced, so as to prevent the breakage of thepunch 61. - As shown in FIGS. 14B and 14C, the shape of the intersection line between the outer
peripheral surface 62 a of theprocessing portion 62 and the virtual plane Rt may be the oval shape so that the major axis of the oval shape is directed in the extending direction of a perpendicular line Vt, which is perpendicular to the intersection line Ut between the virtual plane L and the virtual plane Rt. - Alternatively, as shown in FIGS. 15A to 15C, the
taper hole 12 may be formed with the use of the taperhole forming machine 30, which has thepunch 61 of the third embodiment shown in FIGS. 12A to 12C or of the modified example of the third embodiment shown in FIGS. 14A to 14C, in thebase material 11, in which thelead hole 14 is formed with the leadhole forming machine 20 having thepunch 21 of the first embodiment or thepunch 41 of the second embodiment. - (Fourth Embodiment)
- Next, a method for forming the
injection hole 12 by using a taper hole forming machine according to the fourth embodiment will be explained based on FIGS. 16A to 16C. - In the taper
hole forming machine 30 used in the process of Step S2 of the fourth embodiment, the central axis Pt of the punch 31 (the processing portion 32) is inclined to the same side as the central axis Of of thelead hole 14 formed in thebase material 11 with respect to the thickness direction axis T of thebase material 11, which is held between the die 34 and theguide 36. However, the angle of the inclination of the central axis Pt of thepunch 31 is different from that of the central axis Of of thelead hole 14 as shown in FIG. 16A. More specifically, in the fourth embodiment, the central axis Pt of thepunch 31 is inclined also with respect to the central axis Of of thelead hole 14. In the fourth embodiment, the central axis Pt of thepunch 31 is inclined with respect to the central axis Of of thelead hole 14 by an angle Ψ so that the central axis Pt of thepunch 31 is laid down toward thedownstream end surface 11 b of thebase material 11. More specifically, the central axis Pt of theprocessing portion 32 is inclined with respect to the central axis Of of thelead hole 14 by an angle Ψso that the acute angle provided between the central axis Pt of thepunch 31 and the thickness direction axis T of thebase material 11 becomes larger than the acute angle provided between the central axis Of of thelead hole 14 and the thickness direction axis T. - In the state where the
base material 11 is held between the die 34 and theguide 36 of the fourth embodiment, the shape of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 is an elliptic shape, whose major axis is directed in the extending direction of the first coordinate axis X. Meanwhile, the shape of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 is an elliptic shape, whose major axis is directed in the extending direction of the first coordinate axis X. In FIG. 16C, the diameter d1 represents the diameter of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 along the first coordinate axis X. The diameter d2 represents the diameter of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 along the second coordinate axis Y. The diameter D1 represents the diameter of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 along the first coordinate axis X. The diameter D2 represents the diameter of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 along the second coordinate axis Y. The angle Ψ of the inclination of the central axis Pt of theprocessing portion 32 with respect to the central axis Of of thelead hole 14 is set so that the ratio of the diameter d1 to the diameter d2 of the intersection line between the coordinate plane H and the outerperipheral surface 32 a of theprocessing portion 32 is less than the ratio of the diameter D1 to the diameter D2 of the intersection line between the coordinate plane H and the innerperipheral surface 14 a of thelead hole 14 as shown in FIG. 16C. Therefore, in the early stage of the punch press in Step S2, theprocessing portion 32 can contact the edge of the opening of thelead hole 14 at two points on both sides of the virtual plane L, which includes the central axis Of Of thelead hole 14, the central axis Pt of theprocessing portion 32 and the thickness direction axis T of thebase material 11. As a result, the bending moment applied to theprocessing portion 32 can be reduced, so as to prevent the breakage of thepunch 31. - Alternatively, the inclination angle of the central axis P t of the
processing portion 32 with respect to the central axis Of of thelead hole 14 may be set so that the central axis Pt is raised from thedownstream end surface 11 b of thebase material 11. More specifically, the inclination angle of the central axis Pt of theprocessing portion 32 with respect to the central axis Of of thelead hole 14 may be set so that the acute angle provided between the central axis Pt of theprocessing portion 32 and the thickness direction axis T becomes smaller than the acute angle provided between the central axis Of of thelead hole 14 and the thickness direction axis T. In this case also, the inclination angle Ψ of the central axis Pt of theprocessing portion 32 with respect to the central axis Of of thelead hole 14 is set so that the ratio of the diameter d1 to the diameter d2 is less than the ratio of the diameter D1 to the diameter D2. - In the above second embodiment, the third embodiment and the modified examples of the third embodiment, the central axis P t of the
processing portion lead hole 14. - In the above embodiments, the present invention is applied to the manufacture of the injection hole member used in the fuel injection device for injecting the fuel. Alternatively, the present invention can be applied to the manufacture of an injection hole member used in an injection device for injecting fluid other than the fuel.
- In the above embodiments, the injection hole is provided only by the
taper hole 12. Alternatively, thetaper hole 12 may be partly deformed after thetaper hole 12 is formed, and the deformed portion and the other portion of thetaper hole 12 may provide the injection hole. - In the above embodiments, the pressing direction for forming the taper hole is set to be opposite to the pressing direction for forming the lead hole. Alternatively, the pressing direction for forming the taper hole may be set to the same direction as the pressing direction for forming the lead hole.
- (Fifth Embodiment)
- Next, a method for manufacturing the
injection hole member 10 according to the fifth embodiment will be explained based on FIG. 18. - The
injection hole member 10 is manufactured by forming injection holes 12 in abase material 11, which is a metallic member formed of stainless steel and the like. An upstream opening of theinjection hole 12 is provided by astraight hole 18, and a major part of theinjection hole 12 other than its upstream end opening is provided by ataper hole 16. More specifically, theinjection hole 12 is provided by thestraight hole 18, which opens into anupstream end surface 11 a of thebase material 11, and thetaper hole 16, which opens into adownstream end surface 11 b of thebase material 11. - The
straight hole 18 is a circular cylindrical hole, whose diameter is substantially constant along an extending direction of its central axis Os. Closed curves among intersection lines between a virtual plane, which is perpendicular to the central axis Os, and an innerperipheral surface 18 a of thestraight hole 18 are round in shape. The central axis Os of thestraight hole 18 is inclined with respect to an axis T of thebase material 11 in its thickness direction. - The
taper hole 16 is formed in a conical shape, whose inner diameter increases along the extending direction of its central axis Ot from the upstream side toward the downstream side. Closed curves among the intersection lines between the virtual plane, which is perpendicular to the central axis Ot, and the innerperipheral surface 16 a of thetaper hole 16 are round in shape. The central axis Ot of thetaper hole 16 is inclined to the same side as the central axis Os of thestraight hole 18 with respect to the thickness direction axis T of thebase material 11. An inclination angle of the central axis Ot of thetaper hole 16 is different from that of the central axis Os of thestraight hole 18. Thus, thetaper hole 16, whose inner diameter increases from the upstream side toward the downstream side, is employed, so the diameters of droplets of fuel spray are minimized. In the present embodiment, two intersection lines C1, C2 between a cross section defined by a virtual plane, which includes the central axis Ot of thetaper hole 16 and is perpendicular to the end surfaces 11 a, 11 b of thebase material 11, and the innerperipheral surface 16 a of thetaper hole 16 are inclined to the same side with respect to the thickness direction axis T of thebase material 11. More specifically, two intersection lines C1, C2 provided by a cross section of thebase material 11 in its thickness direction shown by a shaded area in FIG. 18 and the innerperipheral surface 16 a of thetaper hole 16 are inclined to the same side with respect to the thickness direction axis T of thebase material 11. As shown in FIG. 18, an inclination angle θ1 provided between the intersection line C1 and the thickness direction axis T of thebase material 11 is more acute than another inclination angle θ2 provided between the intersection line C2 and the thickness direction axis T of thebase material 11. The innerperipheral surface 16 a of thetaper hole 16 connects to an innerperipheral surface 18 a of thestraight hole 18 at a boundary line B, which continues circumferentially. The boundary line B is formed in a bow shape protruding toward thetaper hole 16 between the intersection lines C1, C2 on both sides of the virtual plane, which provides the intersection lines C1, C2 with the innerperipheral surface 16 a of thetaper hole 16. - Next, a method for manufacturing the
injection hole member 10 of the present embodiment will be explained based on FIGS. 17A, 17B, 17C and 19. - First, in Step S 11 of a flowchart shown in FIG. 19, a
lead hole 14 is formed in thebase material 11, which is a flat plate in shape, through the punch press as shown in FIG. 17A. - Specifically, a lead
hole forming machine 20 having apunch 71, adie 24 and aguide 26 as shown in FIG. 20 is used to form thelead hole 14. - In the lead
hole forming machine 20, thedie 24 and theguide 26 contact thedownstream end surface 11 b and theupstream end surface 11 a of thebase material 11 respectively, so that thedie 24 and theguide 26 hold thebase material 11 therebetween. Thepunch 71 is formed in the shape of a circular cylinder, whose diameter is substantially constant toward its tip end. An outline of a cross section of thepunch 71 defined by a virtual plane perpendicular to its central axis Xf is round in shape. Aprocessing portion 72 is formed on the tip end of thepunch 71 and a heldportion 73 is formed on thepunch 71 on the opposite side from theprocessing portion 72. Thepunch 71 is inserted into aguide hole 27 of theguide 26 and is held by at least the innerperipheral surface 27 a of theguide hole 27, which slidably contacts an outerperipheral surface 73 a of the heldportion 73 throughout the periphery. Accordingly, the central axis Xf of thepunch 71 is inclined with respect to the thickness direction axis T of thebase material 11 held between the die 24 and theguide 26. Thus, thepunch 71 is guided in the extending direction of the central axis Xf. Thepunch 71 guided by theguide 26 is slidably inserted into a pullingcavity 25 of thedie 24. - When the
lead hole 14 is formed by using the leadhole forming machine 20, thepunch 71 is moved in the pressing direction from theupstream end surface 11 a toward thedownstream end surface 11 b of thebase material 11 along the central axis Xf of thepunch 71 as shown by an arrow mark in FIG. 17A or in FIG. 20. Thus, thelead hole 14 is punched in thebase material 11 with theprocessing portion 72. Thelead hole 14 is formed in the shape complementing the shape of the outerperipheral surface 72 a of theprocessing portion 72. More specifically, thelead hole 14 is formed in the shape of a cylinder whose diameter is substantially constant in the extending direction of its central axis Of as shown in FIG. 21. Closed curves among intersection lines between a virtual plane, which is perpendicular to the central axis Of inclined with respect to the thickness direction axis T of thebase material 11, and the innerperipheral surface 14 a of thelead hole 14 are round in shape. - Then, the
taper hole 16 is formed in thebase material 11 through the punch press as shown in FIG. 17B in Step S12 of the flowchart shown in FIG. 19. - Specifically, a taper
hole forming machine 30 having apunch 81, adie 34 and aguide 36 as shown in FIG. 22 is used to form thetaper hole 16. - In the taper
hole forming machine 30, thedie 34 and theguide 36 contact theupstream end surface 11 a and thedownstream end surface 11 b of thebase material 11 respectively, so the die 34 and theguide 36 hold thebase material 11 therebetween. Aprocessing portion 82 is formed on a tip end of thepunch 81, and a heldportion 83 is formed on thepunch 81 on an opposite side from theprocessing portion 82. Theprocessing portion 82 is formed in the shape of a truncated cone whose diameter decreases toward its tip end. An outline of the cross section of theprocessing portion 82 defined by a virtual plane perpendicular to its central axis Xt is round in shape. On the cross section perpendicular to the central axis Xt of theprocessing portion 82, the external diameter of the tip end of theprocessing portion 82 is formed to be smaller than the internal diameter of the opening of thelead hole 14. Meanwhile, on the cross section perpendicular to the central axis Xt of theprocessing portion 82, the external diameter of the end of theprocessing portion 82 on the heldportion 83 side is formed to be larger than the internal diameter of the opening of thelead hole 14. The heldportion 83 is formed in the shape of a cylinder whose diameter is substantially constant along the extending direction of the central axis Yt of the heldportion 83. - The
processing portion 82 and the heldportion 83 are inserted into theguide hole 37 of theguide 36. The heldportion 83 is held by the innerperipheral surface 37 a of theguide hole 37, which slidably contacts an outerperipheral surface 83 a of the heldportion 83 throughout the periphery. The central axis Yt of the heldportion 83 is inclined with respect to the thickness direction axis T of thebase material 11 held between the die 34 and theguide 36. Meanwhile, the central axis Yt of the heldportion 83 is parallel to the central axis Of of thelead hole 14 formed in thebase material 11. The central axis Xt of theprocessing portion 82 is inclined with respect to the thickness direction axis T of thebase material 11 to the same side as the central axis Yt of the heldportion 83. An inclination angle of central axis Xt of theprocessing portion 82 is different from that of the central axis Yt of the heldportion 83. Thus, theprocessing portion 82 slidably contacts the innerperipheral surface 37 a of theguide hole 37 at the innerperipheral surface 82 a on the opposite side from thebase material 11 as shown in FIG. 22. The outerperipheral surface 82 a of theprocessing portion 82 extends in parallel with the central axis Yt of the heldportion 83 at the position where theprocessing portion 82 slidably contacts the innerperipheral surface 37 a. Meanwhile, the outerperipheral surface 82 a of theprocessing portion 82 smoothly connects to the outerperipheral surface 83 a of the heldportion 83 at the position where theprocessing portion 82 slidably contacts the innerperipheral surface 37 a. Therefore, thepunch 81 is guided by theguide 36 in the extending direction of the central axis Yt of the heldportion 83. In the present embodiment, two intersection lines D1, D2 between a cross section provided between a virtual plane, which is perpendicular to the end surfaces 11 a, 11 b of thebase material 11 and includes the central axis Xt of theprocessing portion 82, and the outerperipheral surface 82 a of theprocessing portion 82 are inclined to the same side with respect to the thickness direction axis T of thebase material 11. More specifically, two intersection lines D1, D2 between a cross section of thebase material 11 in its thickness direction shown by a shaded area in FIG. 22 and the innerperipheral surface 82 a of theprocessing portion 82 are inclined to the same side with respect to the thickness direction axis T of thebase material 11. The intersection line D1 running through the contacting position, where the outerperipheral surface 82 a of theprocessing portion 82 slidably contacts the innerperipheral surface 37 a of theguide hole 37, and the thickness direction axis T of thebase material 11 provide an inclination angle θ1 therebetween. The intersection line D2 on the opposite side from the intersection line D1 across the central axis Xt of theprocessing portion 82 and the thickness direction axis T provide an inclination angle θ2 therebetween. Thepunch 81 guided by theguide 36 is inserted into a pullingcavity 35 of the die 34 so that thepunch 81 can move in a sliding manner. - In order to form the
taper hole 16 by using the taperhole forming machine 30, thepunch 81 is moved in a direction toward the tip end of theprocessing portion 82 along the central axis Yt of the heldportion 83 as shown in FIG. 17B and FIG. 22. More specifically, in the present embodiment, thepunch 81 is moved in a direction from thedownstream end surface 11 b toward theupstream end surface 11 a of thebase material 11, or a direction opposite to the pressing direction in Step S11. As thepunch 81 is moved, theprocessing portion 82 is driven into thebase material 11. More specifically, the tip end of theprocessing portion 82 is inserted into thelead hole 14. Meanwhile, theprocessing portion 82 slidably contacts the innerperipheral surface 14 a of thelead hole 14 at the outerperipheral surface 82 a near the intersection line D1, at which the outerperipheral surface 82 a slidably contacts theguide hole 37. Thus, theprocessing portion 82 widens thelead hole 14 with the outerperipheral surface 82 a other than the portion slidably contacting theguide hole 37. At that time, as the tip end of theprocessing portion 82 is inserted into thelead hole 14, a portion of theprocessing portion 82 pressing thebase material 11 approaches the heldportion 83, which is held by theguide 36. Meanwhile, a reaction force applied to theprocessing portion 82 by thebase material 11 on a side opposite from a portion slidably contacting thelead hole 14 is offset by a reaction force applied to theprocessing portion 82 by theguide 36 at the portion slidably contacting theguide hole 37. Thus, the bending moment applied to thepunch 81 is reduced, so the breakage of thepunch 81 can be prevented. - As the
lead hole 14 is widened until theprocessing portion 82 of thepunch 81 punches out thebase material 11, thetaper hole 16 is formed in the shape complementing the shape of the outerperipheral surface 82 a of theprocessing portion 82. More specifically, as shown in FIG. 23, thetaper hole 16 is formed in a conical shape so that closed curves among intersection lines between a virtual plane, which is perpendicular to the central axis Ot of thetaper hole 16 inclined with respect to the thickness direction axis T of thebase material 11, and the innerperipheral surface 16 a are round in shape. Meanwhile, thetaper hole 16 is formed in the conical shape, whose diameter increases in the direction from theupstream end surface 11 a toward thedownstream end surface 11 b of thebase material 11 along the extending direction of the central axis Ot of thetaper hole 16. In the present embodiment, two intersection lines C1, C2 between a cross section defined by a virtual plane, which includes the central axis Ot of thetaper hole 16 and is perpendicular to the end surfaces 11 a, 11 b of thebase material 11, and the innerperipheral surface 16 a of thetaper hole 16 are inclined to the same side with respect to the thickness direction axis T of thebase material 11. More specifically, two intersection lines C1, C2 between a cross section of thebase material 11 in its thickness direction shown by a shaded area in FIG. 23 and the innerperipheral surface 16 a of thetaper hole 16 are inclined to the same side with respect to the thickness direction axis T of thebase material 11. An inclination angle θ1 is provided between the intersection line C1 and the thickness direction axis T of thebase material 11 therebetween as shown in FIG. 23. Another inclination angle θ2 is provided between the intersection line C2 and the thickness direction axis T of thebase material 11 therebetween as shown in FIG. 23. - Then, in Step S 13 of the flowchart shown in FIG. 19, the
straight hole 18 is formed in thebase material 11 through the punch press. - Specifically, the
straight hole 18 is formed by using a straighthole forming machine 40 having apunch 91, adie 44 and aguide 46 as shown in FIGS. 24A and 24B. - In the straight
hole forming machine 40, thedie 44 and theguide 46 respectively contact theupstream end surface 11 a and thedownstream end surface 11 b of thebase material 11 so that thedie 44 and theguide 46 hold thebase material 11 therebetween. Thepunch 91 is formed in the shape of a circular cylinder, whose diameter is substantially constant toward its tip end. An outline of a cross section (for instance, a cross section shown in FIG. 24B) perpendicular to a central axis Xs of thepunch 91 is round in shape. The external diameter of thepunch 91 on the cross section perpendicular to the central axis Xs of thepunch 91 is set to be smaller than the internal diameter of the larger diameter opening of thetaper hole 16 formed in Step S12. Meanwhile, the external diameter of thepunch 91 on the cross section perpendicular to the central axis Xs of thepunch 91 is set to be larger than the internal diameter of the smaller diameter opening of thetaper hole 16. Aprocessing portion 92 is formed at a tip end of thepunch 91 and a heldportion 93 is formed on a portion of thepunch 91 on the opposite side from theprocessing portion 92. Thepunch 91 is inserted into aguide hole 47 of theguide 46 and is held by at least an innerperipheral surface 47 a of theguide 47, which slidably contacts an outerperipheral surface 93 a of the heldportion 93 throughout the periphery. Thus, the central axis Xs of thepunch 91 is inclined with respect to the thickness direction axis T of thebase material 11 to the same side as the central axis Ot of thetaper hole 16 formed in thebase material 11. An inclination angle of the central axis Xs of thepunch 91 is different from an inclination angle of the central axis Ot of thetaper hole 16. Thepunch 91 is guided in the extending direction of the central axis Xs. Thepunch 91 guided by theguide 46 is inserted into a pullingcavity 45 of the die 44 so that thepunch 91 can move in a sliding manner. - In order to form the
straight hole 18 by using the straighthole forming machine 40, thepunch 91 is moved in the pressing direction from the larger diameter opening toward the smaller diameter opening of thetaper hole 16 along the central axis Xs of thepunch 91 as shown in FIGS. 17C and 24A. As thepunch 91 is moved, theprocessing portion 92 is inserted into thetaper hole 16 from the large diameter opening of thetaper hole 16. The outerperipheral surface 92 a of theprocessing portion 92 slidably contacts the innerperipheral surface 16 a of thetaper hole 16 near the intersection line C1 so that the outerperipheral surface 92 a except the contacting portion widens the smaller diameter opening of thetaper hole 16. The smaller diameter opening of thetaper hole 16 is widened until theprocessing portion 92 of thepunch 91 punches out thebase material 11. Thus, thestraight hole 18 is formed in the shape complementing the shape of the outerperipheral surface 92 a of theprocessing portion 92. More specifically, thestraight hole 18 is formed in the shape of a cylinder, whose diameter is substantially constant in the extending direction of the central axis Os. Meanwhile, closed curves among the intersection lines between a virtual plane, which is perpendicular to the central axis Os of thestraight hole 18 inclined with respect to the thickness direction axis T of thebase material 11, and the innerperipheral surface 18 a are round in shape. The innerperipheral surface 18 a of the thus formedstraight hole 18 connects to the remaining portion of the innerperipheral surface 16 a of thetaper hole 16, where thestraight hole 18 is not formed, on the boundary line B. Thus, theinjection hole 12 is formed by thestraight hole 18 and thetaper hole 16. - An opening area of the smaller diameter opening 17 of the
taper hole 16, which opens into theupstream end surface 11 a of thebase material 11 as shown in FIG. 23 before the process in Step S13, is prone to vary due to variation in the stroke of theprocessing portion 82 as the taper punch. However, in the present embodiment, by performing the process in Step S13, the smalldiameter side opening 17 can be changed into thestraight hole 18 as shown in FIG. 18. The opening area of thestraight hole 18 is almost independent of the stroke of theprocessing portion 92 as the straight punch. Therefore, variation in fuel injection quantity injected from theinjection hole 12 provided by thestraight hole 18 and thetaper hole 16 can be reduced, and variation among products in the fuel injection quantity injected from theinjection hole 12 can be reduced. - In Step S 11, the
lead hole 14 is formed in thebase material 11. Therefore, the burrs can be formed in aportion 19 of the opening of thelead hole 14 on a forward side with respect to the pressing direction in FIG. 21. However, in the present embodiment, the pressing direction in Step S12 is set to be opposite from the pressing direction in Step S11. Therefore, even if the burrs are formed at theportion 19 of the opening of thelead hole 14, theportion 19 of the opening oflead hole 14 can be finely formed by a larger diameter end of theprocessing portion 82 as the taper punch. - In Step S 13, the pressing direction is set to be the direction from the large diameter opening toward the smaller diameter opening of the
taper hole 16. Therefore, even if excess material forms the burrs in the punch press, the burrs will protrude to the outside from thestraight hole 18. The protruding burrs can be easily eliminated through grinding and the like after Step S13. - (Sixth Embodiment)
- Next, a method for forming a
straight hole 18 with a straighthole forming machine 40 according to the sixth embodiment will be explained based on FIGS. 25A and 25B. - In the method according to the sixth embodiment, the
straight hole 18 is formed with the straighthole forming machine 40 having apunch 101 instead of thepunch 91 of the fifth embodiment in a step corresponding to Step S13 of the fifth embodiment. Thepunch 101 is formed in the shape of a cylinder, whose diameter is substantially constant toward its tip end like thepunch 91 of the fifth embodiment as shown in FIG. 25A. However, an outline of thepunch 101 on a cross section perpendicular to its central axis Xs (for instance, a cross section shown in FIG. 25B) is elliptic in shape unlike thepunch 91 of the fifth embodiment. On the cross section perpendicular to the central axis Xs, the major axis of the outline of thepunch 101 is provided on a virtual plane, which includes the central axis Xs and is perpendicular to the end surfaces 11 a, 11 b of thebase material 11. More specifically, the major axis of the outline of thepunch 101 on the cross section perpendicular to the central axis Xs is provided on a virtual plane shown by a shaded area in FIG. 25A. The external diameters of the major axis and the minor axis of thepunch 101 on the cross section perpendicular to the central axis Xs are set to be smaller than the larger diameter opening of thetaper hole 16 formed in a step corresponding to Step S12 of the fifth embodiment. Meanwhile, the external diameters of the major axis and the minor axis of thepunch 101 on the cross section perpendicular to the central axis Xs are set to be larger than the smaller diameter opening of thetaper hole 16. - The
punch 101 is formed with aprocessing portion 102 and a heldportion 103, which correspond to theprocessing portion 92 and the heldportion 93 of the fifth embodiment respectively. Thepunch 101 is inserted into theguide hole 47 and is held at least by the innerperipheral surface 47 a of theguide hole 47, which slidably contacts an outerperipheral surface 103 a of the heldportion 103 throughout the periphery. Thus, the central axis Xs of thepunch 101 is inclined to the same side as the central axis Ot of thetaper hole 16 formed in thebase material 11 with respect to the thickness direction axis T of thebase material 11 held between the die 44 and theguide 46. An inclination angle of the central axis Xs of thepunch 101 is different from that of the central axis Ot of thetaper hole 16. Thepunch 101 is guided along the extending direction of the central axis Xs. Thepunch 101 guided by theguide 46 is inserted into the pullingcavity 45 of the die 44 so that thepunch 101 can move in a sliding manner. - In order to form the
straight hole 18 with the straighthole forming machine 40 having thepunch 101, thepunch 101 is moved in the pressing direction from the larger diameter opening to the smaller diameter opening of thetaper hole 16 along the central axis Xs of thepunch 101 as shown in FIG. 25A. As thepunch 101 is moved, theprocessing portion 102 is inserted into thetaper hole 16 from the larger diameter opening of thetaper hole 16. The outerperipheral surface 102 a of theprocessing portion 102 slidably contacts the innerperipheral surface 16 a of thetaper hole 16 near the intersection line C1 like the fifth embodiment as shown in FIG. 25A. The other portion of the outerperipheral surface 102 a of theprocessing portion 102 than the slidably contacting portion widens thetaper hole 16 until theprocessing portion 102 of thepunch 101 punches out thebase material 11. Thus, thestraight hole 18 is formed in the shape complementing the shape of the outerperipheral surface 102 a of theprocessing portion 102. More specifically, thestraight hole 18 is formed in the shape of a cylindrical hole whose inner diameter is substantially constant in the extending direction of the central axis Os of thestraight hole 18 as shown in FIG. 26. Meanwhile, closed curves among the intersection lines between a virtual plane, which is perpendicular to the central axis Os inclined with respect to the thickness direction axis T of thebase material 11, and the innerperipheral surface 18 a of thestraight hole 18 are elliptic in shape. The innerperipheral surface 18 a of thestraight hole 18 connects to the innerperipheral surface 16 a of the remainingtaper hole 16 on the boundary line B. Thus, theinjection hole 12 is provided by thestraight hole 18 and thetaper hole 16. - Next, comparison between the fifth embodiment and the sixth embodiment will be given.
- The
punch 101 having the cross section in the elliptic shape is used in the sixth embodiment. Therefore, the protruding degree of the boundary line B provided by the innerperipheral surfaces taper hole 16 as shown in FIG. 26 can be reduced compared to the protruding degree provided in the case where thepunch 91 of the fifth embodiment having the cross section in the round shape is used as shown in FIG. 18. More specifically, the length of thestraight hole 18 can be contracted in the extending direction of the central axis Os. It is because the central axis Xs of thepunch 101, which coincides with the axis of the pressing direction, is inclined with respect to the central axis Ot of thetaper hole 16, so an area E widened through the punch press is contracted in the case of thepunch 101 having the elliptic cross section as shown in FIG. 25B, compared to the case of thepunch 91 having the round cross section as shown in FIG. 24B. As the length of thestraight hole 18 is contracted, the length of thetaper hole 16 is extended. As a result, the decrease in the effect of minimizing the diameters of the droplets of the spray due to the formation of thestraight hole 18 can be inhibited sufficiently. - In FIGS. 27A and 27B, a modified example of the straight
hole forming machine 40 of the sixth embodiment is shown. The straighthole forming machine 40 shown in FIGS. 27A and 27B has acylindrical punch 101′, whose diameter is substantially constant toward its tip end. An outline of thecylindrical punch 101′ on the cross section perpendicular to the central axis Xs takes the shape defined by two parallel lines joined by semi-circular ends as shown in FIG. 27B. In the case where thestraight hole 18 is formed with thepunch 101′, the major axis of the outline of thepunch 101′ on the cross section perpendicular to the central axis Xs is provided on a virtual plane, which includes the central axis Xs and is perpendicular to the end surfaces 11 a, 11 b of thebase material 11 held between the die 44 and theguide 46. More specifically, the major axis of the outline of thepunch 101′ on the cross section perpendicular to the central axis Xs is provided on a virtual plane defining the cross section shown by a shaded area in FIG. 27A. - In the fifth and sixth embodiments, the pressing direction for forming the
taper hole 16 is set to be opposite to the pressing direction for forming thelead hole 14. Alternatively, the pressing direction for forming thetaper hole 16 may be set to the same direction as the pressing direction for forming thelead hole 14. In the fifth and sixth embodiments, the central axis Yt of the heldportion 83, which coincides with the axis of the pressing direction, is inclined with respect to the thickness direction axis T of thebase material 11. The central axis Xt of theprocessing portion 82 as the taper punch is inclined with respect to the central axis Yt toward an opposite side from thebase material 11. Alternatively, the axis Yt of the pressing direction may be inclined with respect to the thickness direction axis T of thebase material 11 so that the pressing direction axis Yt coincides with the central axis Xt of theprocessing portion 82 or is parallel to the central axis Xt. Alternatively, the pressing direction axis Yt may be parallel to the thickness direction axis T of thebase material 11 and the central axis Xt of theprocessing portion 82 may be inclined with respect to the pressing direction axis Yt. In these cases, the central axis Ot of thetaper hole 16 becomes inclined with respect to the thickness direction axis T of the base material. Both the pressing direction axis Yt and the central axis Xt of theprocessing portion 82 may be parallel to the thickness direction axis T of thebase material 11. In this case, the central axis Ot of thetaper hole 16 becomes parallel to the thickness direction axis T of thebase material 11, too. - In the fifth and sixth embodiments, the central axis X s of the
processing portion taper hole 16. The pressing direction for forming the straight hole is set along the central axis Xs. Alternatively, the central axis Xs of theprocessing portion taper hole 16 or may be parallel to the central axis Ot. In this case, the central axis Ot of thetaper hole 16 and the central axis Os of thestraight hole 18 coincide with each other or are parallel to each other. The pressing direction for forming the straight hole is set to the direction from the larger diameter opening toward the smaller diameter opening of thetaper hole 16. Alternatively, the pressing direction for forming the straight hole may be set to an opposite direction, or the direction from the smaller diameter opening toward the larger diameter opening of thetaper hole 16. - (Seventh Embodiment)
- Next, a method for manufacturing an
injection hole member 10 according to the seventh embodiment will be explained based on FIGS. 28 to 34. As shown in FIG. 29, theinjection hole member 10 of the seventh embodiment is a circular plate formed of metallic material such as stainless steel with fourinjection holes other injection holes 34C, 34 d. Thus, theinjector 100 performs the injection in two directions as shown in FIG. 30. As the entire injection holes 34 a, 34 b, 34 c, 34 d are formed in the same shape, a following explanation of oneinjection hole 34 a also apply to the other injection holes 34 b, 34 c, 34 d. - As shown in FIG. 28, the
injection hole 34 a is a taper hole whose internal diameter increases along a direction from its upstream opening (an inlet) toward its downstream opening (an outlet). An injection hole axis CL102, or a central axis, of theinjection hole 34 a is inclined with respect to a central axis CL100 of theinjection hole member 10. The injection hole axis CL102 is directed along the injection direction in which the injection hole axis CL102 separates from the central axis CL100. - In two intersection lines between a virtual plane, which includes the injection hole axis CL 102 and is perpendicular to the
injection hole member 10, and an innerperipheral surface 136 providing theinjection hole 34 a, a first injection hole intersection line L104, which is closer to the central axis CL100, and adownstream end surface 11 b of thebase material 11 provide an acute angle α therebetween as shown in FIG. 28. To the contrary, a second injection hole intersection line L105 and thedownstream end surface 11 b of thebase material 11 provide a blunt angle β therebetween as shown in FIG. 28. Aconcave portion 38 is formed in an edge of the downstream opening of theinjection hole 34 a on the first injection hole intersection line L104 side. Theconcave portion 38 caves in radially outward from the innerperipheral surface 136 of theinjection hole 34 a as shown in FIG. 28. More specifically, theconcave portion 38 is formed on a radially inner side of the edge of the downstream end of theinjection hole 34 a with respect to the central axis CL100. - The fuel flowing into the
injection hole 34 a from theupstream end surface 11 a side is mainly introduced to the innerperipheral surface 136 on the first injection hole intersection line L104 side, which provides the acute angle α with thedownstream end surface 11 b. Then, the fuel flows while spreading along the innerperipheral surface 136. Since theconcave portion 38 caves in radially outward from the innerperipheral surface 136, little or no fuel flows along theconcave portion 38. The direction of the spray injected from theinjection hole 34 a changes in accordance with the length of the innerperipheral surface 136 except theconcave portion 38. Therefore, the thickness of the innerperipheral surface 136 on the first injection hole intersection line L104 side except theconcave portion 38 serves as an effective thickness t, which is a substantial thickness of theinjection hole member 10 for changing the injection direction of the spray. An injection hole diameter d of theinjection hole 34 a is represented by a distance between an intersection point P106, which is provided between the second injection hole intersection line L105 and theupstream end surface 11 a, and the first injection hole intersection line L104. - If the effective thickness t is changed by changing the size of the
concave portions 38, the injection directions of the respective injection holes 34 a, 34 b, 34 c, 34 d are changed. Accordingly, the injection angle of the spray injected from the injection holes 34 a, 34 b and the injection angle of the spray injected from the other injection holes 34 c, 34 d are changed. Meanwhile, the spray angle θ provided between the spray injected from the injection holes 34 a, 34 b and the spray injected from the other injection holes 34 c, 34 d is changed. If the inclination angle of the injection hole axis CL102 of each injection hole is constant with respect to the central axis CL100, the spray angle θ changes substantially in proportion to a ratio of the effective thickness t of theinjection hole member 10 to the injection hole diameter d (t/d) as shown in FIG. 31. If the injection hole diameter d is constant, the injection angle of the spray injected from each injection hole increases as the effective thickness t of theinjection hole member 10 is increased. Therefore, the spray angle θ increases as the effective thickness t of theinjection hole member 10 is increased. If the injection hole diameter d is constant, the injection angle of the spray injected from each injection hole decreases as the effective thickness t is decreased. Therefore, the spray angle θ also decreases as the effective thickness t is decreased. The effective thickness t can be regulated with the size of theconcave portion 38. The effective thickness t is substantially reduced if theconcave portion 38, which caves in radially outward from the innerperipheral surface 136, is formed on the edge of the downstream end opening of each injection hole on the first injection hole intersection line L104 side. The effective thickness t is reduced as a processing degree Dcav of theconcave portion 38 is increased and theconcave portion 38 is deepened. As a result, as shown in FIG. 32, as the processing degree Dcav of theconcave portion 38 is increased, a decrease Δθ in the spray angle θ is increased. More specifically, as the processing degree Dcav of theconcave portion 38 is increased, the spray angle θ is decreased. - Next, a method for manufacturing the
injection hole member 10 according to the seventh embodiment will be explained based on FIGS. 33A to 33D. In FIGS. 33A to 33D, thebase material 11 is shown so that theupstream end surface 11 a faces downward and thedownstream end surface 11 b faces upward. - First, in a lead hole forming step, a
lead hole 14 is punched in thebase material 11 with alead hole punch 200 so that a central axis CL122 of thelead hole 14 is inclined with respect to an axis L112 of thebase material 11 in its thickness direction as shown in FIG. 33A. Thelead hole punch 200 is a straight punch, whose punch diameter is constant. - Then, in an injection hole forming step, a
guide 210 of ataper punch 202 is set on thedownstream end surface 11 b side of thebase material 11 as shown in FIG. 33B. Aguide surface 212 of theguide 210 guides alarge diameter portion 204 of thetaper punch 202. Thetaper punch 202 has thelarge diameter portion 204 in the shape of a cylinder, whose diameter is constant, and ataper portion 205 formed on an end of thelarge diameter portion 204. The diameter of thetaper portion 205 decreases toward its tip end. - As shown in FIG. 33B, the
taper punch 202 is inserted into thelead hole 14 from the downstream end side of thelead hole 14 along the central axis CL122 of thelead hole 14 in a direction opposite to the punching direction of thelead hole punch 200. Thus, the taper punch 202 punches out thebase material 11 in a direction opposite to the punching direction of thelead hole punch 200. Thus, thetaper punch 202 widens thelead hole 14, so theinjection hole 34 a as the taper hole whose diameter increases in a direction from the upstream end opening toward the downstream end opening is formed. - Then, in a concave portion forming step, as shown in FIG. 33C, the edge of the downstream end opening of the
injection hole 34 a on the first injection hole intersection line L104 side is ground with acircular brush 214, which includes abrasive grains. - Thus, as shown in FIG. 33D, the
concave portion 38 caving in radially outward from the innerperipheral surface 136 is formed in the edge of the downstream end opening of theinjection hole 34 a on the first injection hole intersection line L104 side. More specifically, theconcave portion 38 is formed on a radially inner side of the edge of the downstream end of theinjection hole 34 a with respect to the central axis CL100 of thebase material 11. - Through the grinding process with the
brush 214, the size of theconcave portion 38 can be regulated highly accurately without deforming theinjection hole 34 a. Therefore, the spray angle θ can be regulated highly accurately and easily by regulating a grinding degree with thebrush 214. - The
lead hole 14 is formed with thelead hole punch 200 before theinjection hole 34 a is formed with thetaper punch 202. Thetaper punch 202 widens thelead hole 14 after the tip end of thetaper punch 202 is inserted into thelead hole 14. Therefore, a distance between a holding point where theguide 210 holds thetaper punch 202 and a pressing point where thetaper punch 202 widens thelead hole 14 is contracted. Accordingly, bending moment applied to thetaper punch 202 is reduced, so the breakage of thetaper punch 202 can be prevented. - The
taper punch 202 is inserted into thelead hole 14 in a direction opposite to the inserting direction of thelead hole punch 200. Therefore, even if the burrs are formed on the edge of the downstream end opening of thelead hole 14 when the base material is pressed with thelead hole punch 200, the burrs can be eliminated with thetaper punch 202. - In the seventh embodiment, the
lead hole 14 is formed with thelead hole punch 200. Alternatively, thelead hole 14 may be formed through an electric discharging process, for instance. In the seventh embodiment, the injection holes 34 a, 34 b, 34 c, 34 d are formed with thetaper hole 202 after the lead holes 14 are formed. Alternatively, the injection holes 34 a, 34 b, 34 c, 34 d may be formed with thetaper punch 202 directly without forming the lead holes 14. Theconcave portion 38 may be formed with a punch, instead of thebrush 214. - There is a possibility that the injection angle of the fuel spray injected from the injection hole formed in the processes shown in FIGS. 33A and 33B has been already smaller than a target range before the
concave portion 38 is formed in the concave portion forming step shown in FIG. 33C because of the deviation in a setting value of the inclination angle of the injection hole, variation in the thickness of thebase material 11 or processing errors. If the injection angle is smaller than the target range, the injection angle cannot be regulated within the target range by forming theconcave portion 38. In the case where theinjector 100 performs the two direction spray as shown in FIG. 30, the spray angle θ cannot be regulated within the target range by forming theconcave portion 38 if the spray angle θ is smaller than the target range before theconcave portion 38 is formed. - Therefore, the injection angle or the spray angle of the injection hole should be preferably regulated based on a flowchart shown in FIG. 34. In an explanation below, a regulating method of the spray angle θ is explained. The method can be applied to the regulation of the injection angle of the injection hole. In this case, the spray angle θ is replaced with the injection angle.
- First, in an injection hole forming step of Step S 21 of the flowchart shown in FIG. 34, the inclination angle of the
injection hole 34 a is set and theinjection hole 34 a is formed in the processes shown in FIGS. 33A and 33B so that the spray angle θ becomes larger than the target range before theconcave portion 38 is formed in the concave portion forming step shown in FIG. 33C. More specifically, the setting angle of theinjection hole 34 a at the time when theconcave portion 38 is formed is set to be larger than the inclination angle capable of providing the target spray angle range, before theconcave portion 38 is formed. - Then, in a measuring step of Step S 22 of the flowchart shown in FIG. 34, the spray angle θ is measured by injecting experimental fluid from the respective injection holes 34 a, 34 b, 34 c, 34 d. If the spray angle θ is smaller than the target range (−NG), the injection hole member is disposed of as a defective product in Step S23. If the spray angle θ is within the target range (OK), the process shown in FIGS. 33A to 33D is ended and the next process is performed in Step S24.
- If the spray angle θ is larger than the target range (+NG), a processing step (Step S 25 and Step S26) is performed. In the processing step, processing conditions such as pressing force of the
brush 214 are set in accordance with a difference between the measured spray angle θ and the target range in Step S25. Thus, the processing degree Dcav of theconcave portion 38 is regulated in Step S25. Theconcave portion 38 is formed based on the regulated processing degree Dcav in Step S26. Then, operation returns to Step S22. Also in the case where the punch is used to form theconcave portion 38 instead of thebrush 214, the processing degree Dcav of theconcave portion 38 is regulated by setting the processing conditions such as a pressing force of the punch. - The above measuring step and the processing step are included in a concave portion forming step. Thus, the spray angle θ is regulated into the target range by repeating the measuring step and the processing step, while giving a feedback from the measured spray angle θ to the processing degree Dcav of the
concave portion 38. Thus, the possibility that the spray angle θ may become less than the target range and theinjection hole member 10 may become defective can be reduced. Moreover, the injection hole can be processed highly accurately so that the target spray angle θ is achieved. - In the seventh embodiment, the
concave portion 38 is formed only in the edge of the downstream end opening on the first injection hole intersection line L104 side of each injection hole with the use of thecircular brush 214. Alternatively, as shown in FIGS. 35A and 35B, the concave portion may be formed in the entire portion of the edge of the downstream end opening of each injection hole by rotating abrush 216 in the shape of a circular plate and by grinding thebase material 11 formed with the injection holes 34 a, 34 b, 34c 34 d with a flat surface of thebrush 216. - (Eighth Embodiment)
- Next, an
injection hole member 10 according to the eighth embodiment will be explained based on FIGS. 36 to 37C. Aconcave portion 172 of theinjection hole member 10 of the eighth embodiment is formed in a method different from the method for forming theconcave portion 38 of the seventh embodiment. - A method for manufacturing the
injection hole member 10 according to the eighth embodiment will be explained based on FIGS. 37A to 37C. In FIGS. 37A to 37C, thebase material 11 is positioned so that theupstream end surface 11 a faces downward and thedownstream end surface 11 b faces upward. - First, in a lead hole forming step, a
die 220 is set on thedownstream end surface 11 b of thebase material 11, as shown in FIG. 37A. Thedie 220 is formed with a receivinghole 222 in the same inclination angle as the central axis CL122 of thelead hole 14, which is formed by alead hole punch 200. A hole diameter Dd of the receivinghole 222 is larger than a punch diameter Dp of thelead hole punch 200. - The
lead hole 14 is formed by punching out thebase material 11 with thelead hole punch 200 so that the central axis CL122 of thelead hole 14 is inclined with respect to the axis L112 of thebase material 11 in its thickness direction. Thedownstream end surface 11 b of thebase material 11 is pressed by thedie 220, and the hole diameter Dd of the receivinghole 222 of thedie 220 is larger than the punch diameter Dp of thelead hole punch 200. Therefore, the periphery of the downstream end opening of thelead hole 14 is broken, so anenlarged diameter portion 130 is formed. - Then, in an injection hole forming step, a
taper punch 202 is inserted into thelead hole 14 from the downstream end side of thelead hole 14 while thetaper punch 202 is guided with aguide 210 along the central axis CL122 of thelead hole 14 as shown in FIG. 37B. Thus, the taper punch 202 punches out thebase material 11 in a direction opposite to the punching direction of thelead hole punch 200. Thus, thetaper punch 202 widens thelead hole 14 and forms theinjection hole 34 a. As shown in FIG. 37C, the taper punch 202 forms theconcave portion 172 by remaining theenlarged diameter portion 130 on the first injection hole intersection line L104 side. - In the eighth embodiment, a clearance between the
lead hole punch 200 and an internal surface of the receivingcavity 222 is regulated by regulating the hole diameter Dd of the receivingcavity 222. Thus, the size of theenlarged diameter portion 130, or the size of theconcave portion 172, can be regulated easily. In the eighth embodiment, a step only for forming theconcave portion 172 is unnecessary. Therefore, the production man-hour can be reduced. - In the seventh and eighth embodiments, even if the inclination angle of the central axis CL 102 of the
injection hole 34 a varies with respect to the central axis CL100 of theinjection hole member 10 or even if the thickness of theinjection hole member 10 varies, the spray angle θ can be easily adjusted by regulating the size of theconcave portion injection hole 34 a, the thickness of theinjection hole member 10 or the injection quantity. - (Modifications)
- In the seventh and eighth embodiments, the injection hole member for performing the two-direction injection is explained. Alternatively, the injection hole member for performing one-direction injection may be employed. In the case of the one-direction injection, the injection angles of the respective injection holes can be adjusted by forming the concave portions. Thus, the spreading angle of the entire spray injected from the plurality of injection holes can be regulated easily.
- Instead of the taper hole whose diameter increases toward the downstream end opening, a straight hole whose diameter is constant from its upstream end opening to its downstream end opening may be employed. Also in the case of the straight hole, the concave portion is formed on a radially inner side of the edge of the downstream end opening of the
injection hole 34 a with respect to the central axis CL100 of theinjection hole member 10. If the central axis CL102 of theinjection hole 34 a is inclined with respect to the central axis CL100 of theinjection hole member 10, the inner peripheral surface of theinjection hole 34 a may be formed in any inclination angle with respect to thedownstream end surface 11 b of theinjection hole member 10. The number of the injection holes is not limited to four. - The
concave portion peripheral surface 136 may be formed in any position if the position is in the edge of the downstream end opening of theinjection hole 34 a. The injection direction of the spray can be changed by forming the concave portion in the edge of the downstream end opening of theinjection hole 34 a. - In the above embodiments, the
injection hole member 10 of the present invention is used in theinjector 100 for the gasoline engine. Theinjection hole member 10 of the present invention may be used in any application if the fluid is injected from the injection holes 12, 34 a-34 d. - The present invention should not be limited to the disclosed embodiments, but may be implemented in many other ways without departing from the spirit of the invention.
Claims (36)
1. A method for manufacturing an injection hole member formed with a taper hole, which serves as at least a part of an injection hole, the taper hole being formed so that a central axis of the taper hole is inclined with respect to an axis of a base material of the injection hole member in a thickness direction of the base material and a diameter of the taper hole increases in a direction from an end surface of the base material to the other end surface of the base material, the method comprising the steps of:
forming a lead hole in the base material through punch press with a punch, the lead hole being formed so that a central axis of the lead hole is inclined with respect to the axis of the base material in the thickness direction thereof and a diameter of the lead hole is substantially constant along an extending direction of the central axis of the lead hole; and
forming a taper hole in the base material by widening the lead hole with a taper punch, whose tip end is inserted into the lead hole in a state where a central axis of the taper punch is inclined to the same side as the central axis of the lead hole with respect to the axis of the base material in the thickness direction thereof, the taper punch being formed so that a diameter of the taper punch decreases toward the tip end thereof, wherein
the injection hole member is formed so that an intersection line between a first reference plane, which is a virtual plane perpendicular to the central axis of the lead hole, and an inner peripheral surface of the lead hole is in an elliptic shape or a oval shape, whose major axis is directed in an extending direction of a reference axis, which is an intersection line between the first reference plane and a virtual plane including the central axis of the lead hole and the axis of the base material in the thickness direction thereof, and
the injection hole member is formed so that an intersection line between a second reference plane, which is perpendicular to the central axis of the taper punch, and an outer peripheral surface of the taper punch is round in shape.
2. A method for manufacturing an injection hole member formed with a taper hole, which serves as at least a part of an injection hole, the taper hole being formed so that a central axis of the taper hole is inclined with respect to an axis of a base material of the injection hole member in a thickness direction of the base material and a diameter of the taper hole increases in a direction from an end surface of the base material to the other end surface of the base material, the method comprising the steps of:
forming a lead hole in the base material through punch press with a punch, the lead hole being formed so that a central axis of the lead hole is inclined with respect to the axis of the base material in the thickness direction thereof and a diameter of the lead hole is substantially constant along an extending direction of the central axis of the lead hole; and
forming a taper hole in the base material by widening the lead hole with a taper punch, whose tip end is inserted into the lead hole in a state where a central axis of the taper punch is inclined to the same side as the central axis of the lead hole with respect to the axis of the base material in the thickness direction thereof, the taper punch being formed so that a diameter of the taper punch decreases toward the tip end thereof, wherein
the injection hole member is formed so that an intersection line between a first reference plane, which is a virtual plane perpendicular to the central axis of the lead hole, and an inner peripheral surface of the lead hole is round in shape, and
the injection hole member is formed so that an intersection line between a second reference plane, which is perpendicular to the central axis of the taper punch, and an outer peripheral surface of the taper punch is in an elliptic shape or an oval shape, whose major axis is directed in an extending direction of a reference axis, which is a line perpendicularly crossing an intersection line between a virtual plane, which includes the central axis of the taper punch and the axis of the base material in the thickness direction thereof, and the second reference plane on the second reference plane.
3. A method for manufacturing an injection hole member formed with a taper hole, which serves as at least a part of an injection hole, the taper hole being formed so that a central axis of the taper hole is inclined with respect to an axis of a base material of the injection hole member in a thickness direction of the base material and a diameter of the taper hole increases in a direction from an end surface of the base material to the other end surface of the base material, the method comprising the steps of:
forming a lead hole in the base material through punch press with a punch, the lead hole being formed so that a central axis of the lead hole is inclined with respect to the axis of the base material in the thickness direction thereof and a diameter of the lead hole is substantially constant along an extending direction of the central axis of the lead hole; and
forming a taper hole in the base material by widening the lead hole with a taper punch, whose tip end is inserted into the lead hole in a state where a central axis of the taper punch is inclined to the same side as the central axis of the lead hole with respect to the axis of the base material in the thickness direction thereof, the taper punch being formed so that a diameter of the taper punch decreases toward the tip end thereof, wherein
the injection hole member is formed so that an intersection line between a first reference plane, which is perpendicular to the central axis of the lead hole, and an inner peripheral surface of the lead hole is in an elliptic shape or an oval shape, whose major axis is directed in an extending direction of a first reference axis, which is an intersection line between the first reference plane and a virtual plane including the central axis of the lead hole and the axis of the base material in the thickness direction thereof, and
the injection hole member is formed so that an intersection line between a second reference plane, which is perpendicular to the central axis of the taper punch, and an outer peripheral surface of the taper punch is in an elliptic shape or an oval shape, whose major axis is directed in an extending direction of a second reference axis, which perpendicularly crosses an intersection line between a virtual plane, which includes the central axis of the taper punch and the axis of the base material in the thickness direction thereof, and the second reference plane on the second reference plane.
4. The method for manufacturing the injection hole member as in any one of claims 1 to 3 , wherein
the punch for forming the lead hole and the taper punch are driven into the base material in the state where the central axes thereof are inclined in substantially the same inclination angle with respect to the axis of the base material in the thickness direction thereof.
5. The method for manufacturing the injection hole member as in any one of claims 1 to 3 , wherein
the punch for forming the lead hole and the taper punch are driven into the base material in a state where the central axes thereof are inclined in different inclination angles with respect to the axis of the base material in the thickness direction thereof.
6. The method for manufacturing the injection hole member as in any one of claims 1 to 3 , wherein
a ratio of a first diameter of the taper punch on a first coordinate axis to a second diameter of the taper punch on a second coordinate axis is smaller than a ratio of a first diameter of the lead hole on the first coordinate axis to a second diameter of the lead hole on the second coordinate axis, wherein the first coordinate axis is an intersection line between a virtual plane, which includes the central axes of the lead hole and the taper punch and the axis of the base material in the thickness direction thereof, and a coordinate plane provided by another virtual plane perpendicular to the axis of the base material in the thickness direction thereof, and the second coordinate axis perpendicularly crosses the first coordinate axis on the coordinate plane.
7. The method for manufacturing the injection hole member as in any one of claims 1 to 3 , wherein
the taper punch is inserted into the lead hole in a direction opposite to a pressing direction for forming the lead hole, when the taper hole is formed.
8. The method for manufacturing the injection hole member as in any one of claims 1 to 3 , wherein
the taper hole provides a portion whose internal diameter increases along a direction from the upstream end toward the downstream end of the injection hole.
9. A method for manufacturing an injection hole member formed with an injection hole for injecting fluid, the method comprising the steps of:
forming a taper hole in a base material of the injection hole member through punch press so that a diameter of the taper hole increases along a direction from an end surface of the base material to the other end surface of the base material; and
forming a straight hole in the base material by widening a smaller diameter opening of the taper hole through punch press so that an inner peripheral surface of the straight hole connects to an inner peripheral surface of the remaining taper hole, wherein
the injection hole is provided by the taper hole and the straight hole.
10. The method for manufacturing the injection hole member as in claim 9 , wherein
the straight hole is formed through the punch press with a straight punch, whose diameter is substantially constant toward its tip end, along a direction of a central axis of the straight punch.
11. The method for manufacturing the injection hole member as in claim 10 , wherein
the straight hole is formed through the punch press with the straight punch, whose diameter is smaller than a diameter of a larger diameter opening of the taper hole, along a direction from the larger diameter opening toward the smaller diameter opening of the taper hole.
12. The method for manufacturing the injection hole member as in claim 10 or 11, wherein
the straight hole provides an upstream end opening of the injection hole.
13. The method for manufacturing the injection hole member as in claim 12 , wherein
the straight hole is formed with the straight punch, whose outline on a cross section perpendicular to the central axis thereof is in an elliptic shape or a shape defined by two parallel lines joined with semi-circular ends, and is formed through the punch press along a direction of the central axis of the straight punch inclined with respect to the central axis of the taper hole.
14. The method for manufacturing the injection hole member as in claim 9 , wherein
the taper hole is formed through the punch press with a taper punch, whose diameter decreases toward its tip end, along a direction toward the tip end of the taper punch, and
the taper hole is formed by driving the taper punch into the base material in a state where the taper punch is inclined with respect to an axis of the base material in its thickness direction.
15. The method for manufacturing the injection hole member as in claim 14 , wherein
the taper hole is formed with the taper punch whose central axis is inclined with respect to the axis of the base material in its thickness direction and with a guide for guiding the taper punch in a pressing direction by contacting an outer peripheral surface of the taper punch on an opposite side from the base material.
16. The method for manufacturing the injection hole member as in claim 9 , further comprising the step of:
forming a lead hole in the base material through punch press before the taper hole is formed, wherein
the taper hole is formed with a taper punch, whose diameter decreases toward its tip end,
the taper punch is driven in a pressing direction toward its tip end, and
the taper hole is formed by widening the lead hole with the taper punch.
17. The method for manufacturing the injection hole as in claim 16 , wherein
the taper hole is formed through the punch press in a direction opposite to a pressing direction for forming the lead hole.
18. The method for manufacturing the injection hole as in claim 9 , wherein
the injection hole member is formed so that two intersection lines provided between a cross section of the base material in its thickness direction and an inner peripheral surface of the taper hole are inclined to the same side with respect to the axis of the base material in its thickness direction, and
the injection hole member is formed so that an inclination angle provide by one of the two intersection lines and the axis of the base material in its thickness direction is smaller than another inclination angle provided by the other intersection line and the axis of the base material in its thickness direction.
19. A method for manufacturing an injection hole member formed with an injection hole for injecting fluid, the method comprising:
an injection hole forming step of forming the injection hole so that an axis of the injection hole in an injection direction is inclined with respect to an axis of a base material of the injection hole member in its thickness direction, and
a concave portion forming step of forming a concave portion caving in radially outward from an inner peripheral surface providing the injection hole in an edge of a downstream end opening of the injection hole.
20. The method for manufacturing the injection hole member as in claim 19 , wherein
the injection hole is a taper hole whose diameter increases toward its downstream end.
21. The method for manufacturing the injection hole member as in claim 20 , further comprising:
a lead hole forming step of forming a lead hole before the injection hole is formed so that a central axis of the lead hole is inclined with respect to the axis of the base material in its thickness direction and the lead hole penetrates the base material, wherein
the injection hole is formed by inserting a taper punch, whose diameter decreases toward its tip end, into the lead hole from the downstream end of the injection hole and by widening the lead hole in the injection hole forming step.
22. The method for manufacturing the injection hole member as in claim 19 , wherein
the concave portion is formed through a grinding process.
23. The method for manufacturing the injection hole member as in claim 19 , wherein
the injection hole is formed while setting an inclination angle of the axis of the injection hole with respect to the axis of the base material in its thickness direction in the injection hole forming step so that an injection angle of fluid spray injected from the injection hole is larger than a target range in a state before the concave portion is formed, and
the injection angle is regulated into the target range by forming the concave portion and decreasing the injection angle in the concave portion forming step.
24. The method for manufacturing the injection hole member as in claim 23 , wherein
the concave portion forming step includes a measuring step of measuring the injection angle and a processing step of processing the concave portion based on the measured injection angle if the measured injection angle is larger than the target range, and
the injection angle is regulated into the target range by repeating the measuring step and the processing step.
25. A method for manufacturing an injection hole member formed with an injection hole for injecting fluid, the method comprising:
a lead hole forming step of forming a lead hole by punching out a base material of the injection hole member with a lead hole punch along a direction from an upstream end surface toward a downstream end surface of the base material so that a central axis of the lead hole is inclined with respect to an axis of the base material in its thickness direction, and of forming an enlarged diameter portion in an edge of a downstream end opening of the lead hole by breaking the edge of the downstream end opening of the lead hole with the lead hole punch, and
an injection hole forming step of forming the injection hole so that a diameter of the injection hole increases along a direction from the upstream end surface to the downstream end surface of the base material and an axis of the injection hole in an injection direction is inclined with respect to the axis of the base material in its thickness direction by inserting a taper punch, whose diameter decreases toward its tip end, into the lead hole from a downstream end of the lead hole and by widening the lead hole, and of forming a concave portion, which caves in radially outward from an inner peripheral surface providing the injection hole, in an edge of a downstream end opening of the injection hole by remaining at least a part of the enlarged diameter portion when the injection hole is formed.
26. The method for manufacturing the injection hole member as in claim 25 , wherein
the lead hole is formed by positioning a die formed with a receiving cavity, whose diameter is larger than a diameter of the lead hole punch, on the downstream end surface of the base material and by punching out the base material with the lead hole punch in a direction toward the receiving cavity in the lead hole forming step.
27. The method for manufacturing the injection hole member as in claim 19 or 25, wherein
the injection hole is formed so that one of two injection hole intersection lines between a virtual plane, which includes the axis of the injection hole and is perpendicular to the base material, and the inner peripheral surface of the injection hole provides an acute angle with a downstream end plane of the injection hole and the other injection hole intersection line provides a blunt angle with the downstream end plane of the injection hole.
28. The method for manufacturing the injection hole member as in claim 27 , wherein
the concave portion is formed in the edge of the downstream end opening of the injection hole at least on a side where the acute angle is provided between the injection hole intersection line and the downstream end plane of the injection hole.
29. The method for manufacturing the injection hole member as in claim 19 or 25, wherein
the injection hole member is formed with a plurality of injection holes in the injection hole forming step so that the axes of the injection holes separate from the central axis of the injection hole member, along the injection directions.
30. The method for manufacturing the injection hole member as in claim 29 , wherein
the spray is injected from the plurality of injection holes in two directions opposite from each other.
31. An injection hole member formed with an injection hole for injecting fluid, wherein
the injection hole member is formed so that an axis of the injection hole in an injection direction is inclined with respect to a central axis of the injection hole member, and
the injection hole member is formed with a concave portion in an edge of a downstream end opening of the injection hole, the concave portion caving in radially outward from an inner peripheral surface of the injection hole.
32. The injection hole member as in claim 31 , wherein
the injection hole is a taper hole, whose diameter increases toward a downstream side.
33. The injection hole member as in claim 31 or 32, wherein
the injection hole member is formed so that one of two intersection lines between a virtual plane, which includes the axis of the injection hole and is perpendicular to the injection hole member, and the inner peripheral surface of the injection hole provides an acute angle with a downstream end surface of the injection hole member, and the other intersection line provides a blunt angle with the downstream end surface of the injection hole member.
34. The injection hole member as in claim 33 , wherein
the concave portion is formed in the edge of the downstream end opening of the injection hole at least on a side where the injection hole intersection line and the downstream end surface of the injection hole member provide the acute angle.
35. The injection hole member as in claim 31 , wherein
the injection hole member is formed with a plurality of injection holes so that the axes of the injection holes separate from the central axis of the injection hole member along the injection directions.
36. The injection hole member as in claim 35 , wherein
the spray is injected from the plurality of injection holes in two directions opposite from each other.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/230,787 US7908733B2 (en) | 2002-12-27 | 2008-09-04 | Method for manufacturing injection hole member |
| US12/929,746 US8631579B2 (en) | 2002-12-27 | 2011-02-14 | Method for manufacturing injection hole member |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002381753 | 2002-12-27 | ||
| JP2002-381501 | 2002-12-27 | ||
| JP2002381687A JP3971297B2 (en) | 2002-12-27 | 2002-12-27 | Method for producing injection hole member |
| JP2002-381687 | 2002-12-27 | ||
| JP2002381501A JP3934547B2 (en) | 2002-12-27 | 2002-12-27 | Method for producing injection hole member |
| JP2002-381753 | 2002-12-27 | ||
| JP2003385684A JP4098706B2 (en) | 2002-12-27 | 2003-11-14 | Method for producing injection hole member |
| JP2003-385684 | 2003-11-14 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/230,787 Division US7908733B2 (en) | 2002-12-27 | 2008-09-04 | Method for manufacturing injection hole member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20040163254A1 true US20040163254A1 (en) | 2004-08-26 |
Family
ID=32872886
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/746,262 Abandoned US20040163254A1 (en) | 2002-12-27 | 2003-12-29 | Method for manufacturing injection hole member |
| US12/230,787 Expired - Lifetime US7908733B2 (en) | 2002-12-27 | 2008-09-04 | Method for manufacturing injection hole member |
| US12/929,746 Expired - Lifetime US8631579B2 (en) | 2002-12-27 | 2011-02-14 | Method for manufacturing injection hole member |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/230,787 Expired - Lifetime US7908733B2 (en) | 2002-12-27 | 2008-09-04 | Method for manufacturing injection hole member |
| US12/929,746 Expired - Lifetime US8631579B2 (en) | 2002-12-27 | 2011-02-14 | Method for manufacturing injection hole member |
Country Status (1)
| Country | Link |
|---|---|
| US (3) | US20040163254A1 (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005108775A1 (en) * | 2004-04-28 | 2005-11-17 | Siemens Vdo Automotive Corporation | An asymmetrical punch |
| EP1686258A1 (en) * | 2004-12-29 | 2006-08-02 | Robert Bosch Gmbh | Metering device for liquids |
| US20080000085A1 (en) * | 2006-06-28 | 2008-01-03 | Denso Corporation | Method for manufacturing nozzle plate and method for shaping nozzle hole for the same |
| US20080203069A1 (en) * | 2007-02-28 | 2008-08-28 | Chen-Chun Kao | EDM process for manufacturing reverse tapered holes |
| US20090007411A1 (en) * | 2002-12-27 | 2009-01-08 | Denso Corporation | Method for manufacturing injection hole member |
| US20120000337A1 (en) * | 2009-03-05 | 2012-01-05 | Rokko Technology Pte Ltd. | Assembly and method for improved singulation |
| US20150114937A1 (en) * | 2013-10-31 | 2015-04-30 | Foundation of Soongsil University-lndustry Cooperation | Eccentric electrode for electric discharge machining, method of manufacturing the same, and micro electric discharge machining apparatus including the same |
| US20150337785A1 (en) * | 2013-04-16 | 2015-11-26 | Mitsubishi Electric Corporation | Fuel injection valve |
| US10612508B2 (en) * | 2017-06-28 | 2020-04-07 | Caterpillar Inc. | Fuel injector for internal combustion engines |
| US11014725B2 (en) * | 2016-02-12 | 2021-05-25 | Tetra Laval Holdings & Finance S.A. | Packaging material, and process of manufacturing the same |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5363770B2 (en) * | 2008-08-27 | 2013-12-11 | 日立オートモティブシステムズ株式会社 | Multi-hole fuel injection valve |
| JP5295311B2 (en) * | 2011-06-09 | 2013-09-18 | 三菱電機株式会社 | Fuel injection valve |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5934571A (en) * | 1996-05-22 | 1999-08-10 | Steyr-Daimler-Puch Aktiengesellschaft | Two-stage fuel-injection nozzle for internal combustion engines |
| US20020038825A1 (en) * | 2000-10-03 | 2002-04-04 | Kengo Takeshita | Apparatus and method of working injection hole of fluid injection nozzle |
| US6991188B2 (en) * | 2000-08-16 | 2006-01-31 | Hitachi, Ltd. | Engine fuel injection valve and manufacturing method for nozzle plate used for the same injection valve |
| US20080105767A1 (en) * | 2006-09-07 | 2008-05-08 | Denso Corporation | Fuel injection apparatus |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8817774D0 (en) * | 1988-07-26 | 1988-09-01 | Lucas Ind Plc | Fuel injectors for i c engines |
| JPH07127550A (en) | 1993-11-05 | 1995-05-16 | Nippondenso Co Ltd | Jet regulating plate for fuel injection valve and manufacture thereof |
| DE4411554A1 (en) * | 1994-04-02 | 1995-10-05 | Bosch Gmbh Robert | Injector |
| CH688306A5 (en) * | 1994-09-07 | 1997-07-31 | Eugen Haenggi | Method and apparatus for punching Loechernin a flat workpiece. |
| JP3814815B2 (en) * | 1998-03-25 | 2006-08-30 | 株式会社デンソー | Injection hole plate and manufacturing method thereof |
| JP3664880B2 (en) * | 1998-07-08 | 2005-06-29 | 栃木富士産業株式会社 | Chamfering mold and chamfering method using the mold |
| JP2000052157A (en) | 1998-08-04 | 2000-02-22 | Aisan Ind Co Ltd | Orifice plate, and injection hole machining device for it |
| JP2001214839A (en) | 2000-01-27 | 2001-08-10 | Unisia Jecs Corp | Fuel injection valve |
| US6439484B2 (en) * | 2000-02-25 | 2002-08-27 | Denso Corporation | Fluid injection nozzle |
| JP2001263201A (en) | 2000-03-15 | 2001-09-26 | Bosch Automotive Systems Corp | Variable nozzle port type fuel injection nozzle for common rail |
| US7111037B1 (en) * | 2000-10-30 | 2006-09-19 | Microsoft Corporation | Shared and private object stores for a networked computer application communication environment |
| DE10246403B4 (en) * | 2001-10-05 | 2008-11-27 | Denso Corp., Kariya-shi | A method for producing a nozzle hole plate for an injection nozzle and injection nozzle with such a nozzle hole plate |
| JP4088493B2 (en) * | 2002-02-07 | 2008-05-21 | 株式会社日立製作所 | Fuel injection valve |
| US6663919B2 (en) * | 2002-03-01 | 2003-12-16 | General Electric Company | Process of removing a coating deposit from a through-hole in a component and component processed thereby |
| US6945478B2 (en) * | 2002-03-15 | 2005-09-20 | Siemens Vdo Automotive Corporation | Fuel injector having an orifice plate with offset coining angled orifices |
| US6789406B2 (en) * | 2002-03-15 | 2004-09-14 | Siemens Vdo Automotive Corporation | Methods of forming angled orifices in an orifice plate |
| US20040163254A1 (en) * | 2002-12-27 | 2004-08-26 | Masanori Miyagawa | Method for manufacturing injection hole member |
| US6948665B2 (en) * | 2003-06-30 | 2005-09-27 | Siemens Vdo Automotive Corporation | Fuel injector including an orifice disc, and a method of forming the orifice disc with an asymmetrical punch |
| US7159436B2 (en) * | 2004-04-28 | 2007-01-09 | Siemens Vdo Automotive Corporation | Asymmetrical punch |
| US7086615B2 (en) * | 2004-05-19 | 2006-08-08 | Siemens Vdo Automotive Corporation | Fuel injector including an orifice disc and a method of forming an oblique spiral fuel flow |
| JP4222286B2 (en) | 2004-10-07 | 2009-02-12 | 株式会社デンソー | Fuel injection device |
| US20060107526A1 (en) * | 2004-11-22 | 2006-05-25 | Von Bacho Paul S Iii | Process for inserting flow passages in a work piece |
| JP4483596B2 (en) | 2005-01-18 | 2010-06-16 | 株式会社デンソー | Fuel injection control device, fuel injection valve, and adjustment method of fuel injection control |
| US20060226264A1 (en) * | 2005-04-08 | 2006-10-12 | Bacho Paul S V Iii | Fuel injector director plate having chamfered passages and method for making such a plate |
-
2003
- 2003-12-29 US US10/746,262 patent/US20040163254A1/en not_active Abandoned
-
2008
- 2008-09-04 US US12/230,787 patent/US7908733B2/en not_active Expired - Lifetime
-
2011
- 2011-02-14 US US12/929,746 patent/US8631579B2/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5934571A (en) * | 1996-05-22 | 1999-08-10 | Steyr-Daimler-Puch Aktiengesellschaft | Two-stage fuel-injection nozzle for internal combustion engines |
| US6991188B2 (en) * | 2000-08-16 | 2006-01-31 | Hitachi, Ltd. | Engine fuel injection valve and manufacturing method for nozzle plate used for the same injection valve |
| US20020038825A1 (en) * | 2000-10-03 | 2002-04-04 | Kengo Takeshita | Apparatus and method of working injection hole of fluid injection nozzle |
| US20080105767A1 (en) * | 2006-09-07 | 2008-05-08 | Denso Corporation | Fuel injection apparatus |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110138628A1 (en) * | 2002-12-27 | 2011-06-16 | Denso Corporation | Method for manufacturing injection hole member |
| US7908733B2 (en) | 2002-12-27 | 2011-03-22 | Denso Corporation | Method for manufacturing injection hole member |
| US20090007411A1 (en) * | 2002-12-27 | 2009-01-08 | Denso Corporation | Method for manufacturing injection hole member |
| US8631579B2 (en) | 2002-12-27 | 2014-01-21 | Denso Corporation | Method for manufacturing injection hole member |
| WO2005108775A1 (en) * | 2004-04-28 | 2005-11-17 | Siemens Vdo Automotive Corporation | An asymmetrical punch |
| EP1686258A1 (en) * | 2004-12-29 | 2006-08-02 | Robert Bosch Gmbh | Metering device for liquids |
| US20080000085A1 (en) * | 2006-06-28 | 2008-01-03 | Denso Corporation | Method for manufacturing nozzle plate and method for shaping nozzle hole for the same |
| US7827691B2 (en) * | 2006-06-28 | 2010-11-09 | Denso Corporation | Method for manufacturing a nozzle plate |
| US7572997B2 (en) | 2007-02-28 | 2009-08-11 | Caterpillar Inc. | EDM process for manufacturing reverse tapered holes |
| US20080203069A1 (en) * | 2007-02-28 | 2008-08-28 | Chen-Chun Kao | EDM process for manufacturing reverse tapered holes |
| US20120000337A1 (en) * | 2009-03-05 | 2012-01-05 | Rokko Technology Pte Ltd. | Assembly and method for improved singulation |
| US20150337785A1 (en) * | 2013-04-16 | 2015-11-26 | Mitsubishi Electric Corporation | Fuel injection valve |
| US10400729B2 (en) * | 2013-04-16 | 2019-09-03 | Mitsubishi Electric Corporation | Fuel injection valve |
| US20150114937A1 (en) * | 2013-10-31 | 2015-04-30 | Foundation of Soongsil University-lndustry Cooperation | Eccentric electrode for electric discharge machining, method of manufacturing the same, and micro electric discharge machining apparatus including the same |
| US9878386B2 (en) * | 2013-10-31 | 2018-01-30 | Foundation Of Soongsil University-Industry Cooperation | Eccentric electrode for electric discharge machining, method of manufacturing the same, and micro electric discharge machining apparatus including the same |
| US11014725B2 (en) * | 2016-02-12 | 2021-05-25 | Tetra Laval Holdings & Finance S.A. | Packaging material, and process of manufacturing the same |
| US10612508B2 (en) * | 2017-06-28 | 2020-04-07 | Caterpillar Inc. | Fuel injector for internal combustion engines |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090007411A1 (en) | 2009-01-08 |
| US7908733B2 (en) | 2011-03-22 |
| US20110138628A1 (en) | 2011-06-16 |
| US8631579B2 (en) | 2014-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8631579B2 (en) | Method for manufacturing injection hole member | |
| US8672239B2 (en) | Fuel injector | |
| JP5295311B2 (en) | Fuel injection valve | |
| US7444991B2 (en) | Fuel injector including an orifice disc, and a method of forming the orifice disc including punching and shaving | |
| US20060049286A1 (en) | Fluid injection nozzle, fuel injector having the same and manufacturing method of the same | |
| US6945478B2 (en) | Fuel injector having an orifice plate with offset coining angled orifices | |
| US8567063B2 (en) | Method of machining orifice and press-working method | |
| JPH11270441A (en) | Nozzle hole plate and its manufacture | |
| US20050258277A1 (en) | Fuel injector including an orifice disc and a method of forming an oblique spiral fuel flow | |
| JP6135362B2 (en) | Fuel injection valve | |
| US7163159B2 (en) | Fuel injector including a compound angle orifice disc | |
| US7159436B2 (en) | Asymmetrical punch | |
| US20210190163A1 (en) | Coil spring | |
| JP4098706B2 (en) | Method for producing injection hole member | |
| JP3934547B2 (en) | Method for producing injection hole member | |
| KR100419183B1 (en) | Fluid injection nozzle | |
| JP3904075B2 (en) | INJECTION APPARATUS, INJECTION MANUFACTURING APPARATUS AND INJECTION METHOD | |
| JP2003172226A (en) | Manufacturing method for fluid injection valve and fluid injection valve | |
| EP1466681A1 (en) | Fuel injector having an orifice plate with offset coining angled orifices | |
| JP2001193607A (en) | Fuel injection nozzle and manufacturing method for it | |
| JP2007229742A (en) | Method of working nozzle hole plate and method of manufacturing nozzle hole plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: DENSO CORPORATION, JAPAN Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:MIYAGAWA, MASANORI;UEHARA, TSUNEHIRO;REEL/FRAME:015231/0260 Effective date: 20031218 Owner name: KOMATSUSEIKI KOSAKUSHO CO., LTD., JAPAN Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:MIYAGAWA, MASANORI;UEHARA, TSUNEHIRO;REEL/FRAME:015231/0260 Effective date: 20031218 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |