RU2542628C2 - Methods of forming walls with increased surface for use in device - Google Patents
Methods of forming walls with increased surface for use in device Download PDFInfo
- Publication number
- RU2542628C2 RU2542628C2 RU2012134771/06A RU2012134771A RU2542628C2 RU 2542628 C2 RU2542628 C2 RU 2542628C2 RU 2012134771/06 A RU2012134771/06 A RU 2012134771/06A RU 2012134771 A RU2012134771 A RU 2012134771A RU 2542628 C2 RU2542628 C2 RU 2542628C2
- Authority
- RU
- Russia
- Prior art keywords
- patterns
- deformed
- point
- primary
- center line
- Prior art date
Links
Images




































































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/04—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element
- F28F3/042—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/083—Supply, or operations combined with supply, of strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/156—Making tubes with wall irregularities
- B21C37/158—Protrusions, e.g. dimples
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/10—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form into a peculiar profiling shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H8/00—Rolling metal of indefinite length in repetitive shapes specially designed for the manufacture of particular objects, e.g. checkered sheets
- B21H8/005—Embossing sheets or rolls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/42—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being both outside and inside the tubular element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/42—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being both outside and inside the tubular element
- F28F1/424—Means comprising outside portions integral with inside portions
- F28F1/426—Means comprising outside portions integral with inside portions the outside portions and the inside portions forming parts of complementary shape, e.g. concave and convex
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/08—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being otherwise bent, e.g. in a serpentine or zig-zag
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0031—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other
- F28D9/0043—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another
- F28D9/005—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another the plates having openings therein for both heat-exchange media
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/04—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element
- F28F3/042—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element
- F28F3/044—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element the deformations being pontual, e.g. dimples
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/04—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element
- F28F3/042—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element
- F28F3/046—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element the deformations being linear, e.g. corrugations
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/08—Elements constructed for building-up into stacks, e.g. capable of being taken apart for cleaning
- F28F3/083—Elements constructed for building-up into stacks, e.g. capable of being taken apart for cleaning capable of being taken apart
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Printing Methods (AREA)
- Finishing Walls (AREA)
Abstract
Description
Перекрестная ссылка на родственную заявкуCross reference to related application
[0001] Эта заявка представляет собой частично продолжающую находящуюся на рассмотрении заявку на патент США № 12/754094, поданную 5 апреля 2010, а также испрашивает приоритет предварительной заявки США № 61/295653, поданной 15 января, 2010, полные описания которых включены здесь путем ссылки.[0001] This application is a partially ongoing pending application for US patent No. 12/754094, filed April 5, 2010, and also claims the priority of provisional application US No. 61/295653, filed January 15, 2010, full descriptions of which are incorporated herein by links.
Область техники, к которой относится изобретениеFIELD OF THE INVENTION
[0002] Настоящее изобретение относится в общем к способам образования стенок с увеличенной поверхностью для использования в устройстве (например, теплообменниках, устройствах смешивания текучих сред и т.д.) для выполнения определенного технологического процесса, к самим стенкам с увеличенной поверхностью и к различным устройствам, включающим такие стенки с увеличенной поверхностью.[0002] The present invention relates generally to methods for forming walls with an enlarged surface for use in a device (eg, heat exchangers, fluid mixing devices, etc.) for performing a specific process, to the walls with an enlarged surface themselves, and to various devices including such walls with an enlarged surface.
Уровень техникиState of the art
[0003] Известно обеспечение стенок с увеличенной поверхностью для использования в теплообменниках и устройствах смешивания текучих сред. Такие стенки обычно имеют множество элементов, вдавленных в них, для увеличения площади поверхности, для улучшения смешивания текучих сред, для повышения турбулентности, для разрушения поверхностного слоя, смежного с этой поверхностью, для улучшения теплообмена и т.д.[0003] It is known to provide walls with an enlarged surface for use in heat exchangers and fluid mixing devices. Such walls usually have many elements pressed into them, to increase the surface area, to improve the mixing of fluids, to increase turbulence, to destroy the surface layer adjacent to this surface, to improve heat transfer, etc.
[0004] US 5,052,476 A раскрывает теплообменную трубку, имеющую U-образные первичные канавки, V-образные вторичные канавки и грушеобразные третичные канавки для увеличения турбулентности и эффективности оттока. Сначала трубка образуется в виде пластины, а далее сворачивается в трубку, после чего проксимальные концы свариваются вместе. Глубина вспомогательных канавок считается равной 50-100% глубины первичных канавок.[0004] US 5,052,476 A discloses a heat exchanger tube having U-shaped primary grooves, V-shaped secondary grooves and pear-shaped tertiary grooves to increase turbulence and outflow efficiency. First, the tube is formed in the form of a plate, and then it is rolled into a tube, after which the proximal ends are welded together. The depth of the auxiliary grooves is considered equal to 50-100% of the depth of the primary grooves.
[0005] US 5,259,448 A раскрывает теплообменную трубку, имеющую прямоугольно-образные главные канавки и узкие вспомогательные канавки, которые пересекают главные канавки под углом, устройство формируется плоским, вальцуется или гофрируется и далее сваривается. Глубина узких канавок считается равной 0,02 миллиметра (мм). Глубина главных канавок считается равной 0,20-0,30 мм.[0005] US 5,259,448 A discloses a heat exchanger tube having a rectangular-shaped main grooves and narrow auxiliary grooves that intersect the main grooves at an angle, the device is formed flat, rolled or corrugated and then welded. The depth of the narrow grooves is considered equal to 0.02 millimeters (mm). The depth of the main grooves is considered equal to 0.20-0.30 mm.
[0006] US 5,332,034 A раскрывает теплообменную трубку, имеющую продольно-продолжающиеся по окружности разнесенные ребра с параллельными наклоненными выемками для увеличения турбулентности и для улучшения характеристик теплообмена.[0006] US 5,332,034 A discloses a heat exchanger tube having longitudinally extending circumferentially spaced ribs with parallel inclined recesses to increase turbulence and to improve heat transfer characteristics.
[0007] US 5,458,191 A раскрывает трубку теплообменника, имеющую по окружности разнесенные спирально намотанные ребра с параллельными наклоненными выемками.[0007] US 5,458,191 A discloses a heat exchanger tube having circumferentially spaced spirally wound ribs with parallel inclined recesses.
[0008] US 6,182,743 B1 раскрывает теплообменную трубку с многогранными структурами для улучшения характеристик теплообмена. Многогранные структуры могут быть применены к внутренней и внешней поверхностям трубки. Эта ссылка может раскрывать использование ребер, пластин, покрытий и вставок для разрушения поверхностного слоя.[0008] US 6,182,743 B1 discloses a heat exchange tube with multifaceted structures to improve heat transfer characteristics. Multifaceted structures can be applied to the inner and outer surfaces of the tube. This reference may disclose the use of ribs, plates, coatings and inserts to break the surface layer.
[0009] US 6,176,301 B1 раскрывает теплообменную трубку с многогранными структурами, имеющими трещиноподобные полости на по меньшей мере двух поверхностях многогранников.[0009] US 6,176,301 B1 discloses a heat exchange tube with polyhedral structures having fissure-like cavities on at least two surfaces of the polyhedra.
[0010] US 2005/0067156 A1 раскрывает теплообменную трубку, которая получена холодной или кузнечной сваркой и которая имеет в ней волнистые рисунки различных форм.[0010] US 2005/0067156 A1 discloses a heat exchange tube that is obtained by cold or forging and which has wavy patterns of various shapes therein.
[0011] US 2005/0247380 A1 раскрывает теплообменную трубку из сплава олово-латунь для сопротивления разъеданию муравьиной (т.е. подобной ей) кислотой.[0011] US 2005/0247380 A1 discloses a tin-brass alloy heat exchange tube for resistance to erosion by formic (ie, similar) acid.
[0012] US 2009/0008075 A1 раскрывает теплообменную трубку, имеющую структуры многогранников, при этом вторая структура размещена под углом относительно первой.[0012] US 2009/0008075 A1 discloses a heat exchange tube having polyhedron structures, the second structure being angled relative to the first.
[0013] US 5,351,397 A является ближайшим аналогом и раскрывает гнутую поверхность, полученную пузырьковым кипением, имеющую первый рисунок канавок, отделенных ребрами, и второй рисунок менее глубоких канавок, образованных в ребрах. Глубина второго рисунка считается равной около 10-50% глубины первого рисунка.[0013] US 5,351,397 A is the closest analogue and discloses a curved surface obtained by bubble boiling having a first pattern of grooves separated by ribs and a second pattern of less deep grooves formed in the ribs. The depth of the second pattern is considered equal to about 10-50% of the depth of the first pattern.
[0014] US 7,032,654 B2 раскрывает теплообменник, имеющий пластины с увеличенными поверхностями и с отверстиями в пластинах.[0014] US 7,032,654 B2 discloses a heat exchanger having plates with enlarged surfaces and with holes in the plates.
[0015] US 4,663,243 А раскрывает поверхность теплообменника, имеющую сплав на основе железа, полученный горячим напылением с увеличенными поверхностями.[0015] US 4,663,243 A discloses a heat exchanger surface having an iron-based alloy obtained by hot spraying with enlarged surfaces.
[0016] Наконец, US 4,753,849 раскрывает теплообменную трубку с пористым покрытием для улучшения теплообмена.[0016] Finally, US 4,753,849 discloses a porous-coated heat exchanger tube for improving heat transfer.
Раскрытие изобретенияDisclosure of invention
[0017] Касательно вводной ссылки на соответствующие части, участки или поверхности одного или более раскрытых вариантов выполнения, лишь с целью иллюстрации, но не путем ограничения, настоящее изобретение в общем обеспечивает: (1) улучшенные способы образования стенок с увеличенной поверхностью для использования в устройстве (например, теплообменниках, устройствах смешивания текучих сред и т.д.) для выполнения определенного технологического процесса, (2) сами стенки с увеличенной поверхностью, и (3) различные устройства, включающие такие стенки с увеличенной поверхностью.[0017] Regarding an introductory reference to the corresponding parts, sections or surfaces of one or more of the disclosed embodiments, for purposes of illustration only, and not by way of limitation, the present invention generally provides: (1) improved methods of forming walls with an enlarged surface for use in a device (for example, heat exchangers, fluid mixing devices, etc.) to perform a specific process, (2) the walls themselves with an enlarged surface, and (3) various devices including such ki with enlarged surface.
[0018] В одном аспекте изобретение обеспечивает улучшенный способ образования стенки (20) с увеличенной поверхностью для использования в устройстве для выполнения определенного технологического процесса, содержащий этапы, на которых: обеспечивают длину материала (21), имеющего противоположные первоначальные поверхности (21a, 21b), причем материал имеет продольную осевую линию (x-x), размещенную по существу на середине расстояния между первоначальными поверхностями, материал имеет первоначальный поперечный размер, измеряемый от осевой линии до точки на одной из двух первоначальных поверхностей, расположенной наиболее удаленно от осевой линии, причем каждая из первоначальных поверхностей имеет плотность первоначальной поверхности, причем плотность поверхности определяется количеством элементов на поверхности на единицу предполагаемой площади поверхности; вдавливают вторичные рисунки (23a, 23b), имеющие плотности поверхностей вторичных рисунков на каждой из первоначальных поверхностей для деформирования материала и для увеличения плотностей поверхностей на каждой из поверхностей и для увеличения поперечного размера материала от осевой линии до наиболее удаленной точки такого деформированного материала; и вдавливают первичные рисунки (25a, 25b), имеющие плотности поверхностей первичных рисунков на каждой из таких деформированных поверхностей для дополнительного деформирования материала и для дополнительного увеличения плотностей поверхностей на каждой из поверхностей; тем самым обеспечивая стенки с увеличенной поверхностью для использования в устройстве для выполнения определенного технологического процесса.[0018] In one aspect, the invention provides an improved method of forming a wall (20) with an enlarged surface for use in an apparatus for performing a specific process, comprising the steps of: providing a length of material (21) having opposite initial surfaces (21a, 21b) moreover, the material has a longitudinal center line (xx), located essentially in the middle of the distance between the original surfaces, the material has an initial transverse dimension, measured from the center line to points on one of the two original surfaces, located farthest from the centerline, each of the surfaces has an initial density of the original surface, the surface density is determined by the number of elements per unit surface area of the intended surface; press secondary patterns (23a, 23b) having surface densities of secondary patterns on each of the initial surfaces to deform the material and to increase surface densities on each surface and to increase the transverse size of the material from the center line to the farthest point of such a deformed material; and press the primary patterns (25a, 25b) having the surface densities of the primary patterns on each of such deformed surfaces to further deform the material and to further increase the surface densities on each of the surfaces; thereby providing walls with an enlarged surface for use in a device for performing a specific process.
[0019] Каждая плотность поверхности вторичного рисунка может быть больше каждой плотности поверхности первичного рисунка.[0019] Each surface density of the secondary pattern may be greater than each surface density of the primary pattern.
[0020] Этап вдавливания вторичных рисунков в каждой из первоначальных поверхностей может включать дополнительный этап, на котором деформируют материал в холодном состоянии.[0020] The step of pressing in the secondary patterns in each of the initial surfaces may include an additional step in which the material is deformed in a cold state.
[0021] Этап вдавливания первичных рисунков в каждой из деформированных поверхностей может включать дополнительный этап, на котором деформируют материал в холодном состоянии.[0021] The step of pressing in the primary patterns in each of the deformed surfaces may include an additional step in which the material is deformed in a cold state.
[0022] Вторичные рисунки могут быть одинаковыми.[0022] The secondary patterns may be the same.
[0023] Вторичные рисунки могут быть сдвинуты один относительно другого так, что максимальный размер от осевой линии до одной деформированной поверхности будет соответствовать минимальному размеру от осевой линии до другой деформированной поверхности.[0023] The secondary patterns can be shifted relative to one another so that the maximum size from the center line to one deformed surface will correspond to the minimum size from the center line to the other deformed surface.
[0024] Этап вдавливания вторичных рисунков в материал может увеличивать максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала до 135% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0024] The step of pushing the secondary patterns into the material can increase the maximum transverse dimension of the material from the center line to the farthest point of the deformed material to 135% of the maximum transverse dimension from the center line to the farthest point on the original surface.
[0025] Этап вдавливания вторичных рисунков в материал может увеличивать максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала до 150% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0025] The step of pushing the secondary patterns into the material can increase the maximum transverse dimension of the material from the center line to the farthest point of the deformed material to 150% of the maximum transverse dimension from the center line to the farthest point on the original surface.
[0026] Этап вдавливания вторичных рисунков в материал может увеличивать максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала до 300% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0026] The step of pushing the secondary patterns into the material can increase the maximum transverse size of the material from the center line to the farthest point of the deformed material to 300% of the maximum transverse size from the center line to the farthest point on the original surface.
[0027] Этап вдавливания вторичных рисунков в материал может увеличивать максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала до 700% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0027] The step of pushing the secondary patterns into the material can increase the maximum transverse dimension of the material from the center line to the farthest point of the deformed material to 700% of the maximum transverse dimension from the center line to the farthest point on the original surface.
[0028] Этап вдавливания вторичных рисунков в материал не может уменьшать минимальный размер материала при измерении от любой точки на одной из таких деформированных поверхностей до ближайшей точки на противоположной одной из таких деформированных поверхностей ниже 95% минимального размера от любой точки на одной из первоначальных поверхностей до ближайшей точки на противоположной первоначальной поверхности.[0028] The step of pushing the secondary patterns into the material cannot reduce the minimum size of the material when measured from any point on one of such deformed surfaces to the nearest point on the opposite of one of such deformed surfaces below 95% of the minimum size from any point on one of the original surfaces to the nearest point on the opposite original surface.
[0029] Этап вдавливания вторичных рисунков в материал не может уменьшать минимальный размер материала при измерении от любой точки на одной из таких деформированных поверхностей до ближайшей точки на противоположной одной из таких деформированных поверхностей ниже 50% минимального размера от любой точки на одной из первоначальных поверхностей до ближайшей точки на противоположной первоначальной поверхности.[0029] The step of pressing secondary patterns into the material cannot reduce the minimum size of the material when measured from any point on one of such deformed surfaces to the nearest point on the opposite of one of such deformed surfaces below 50% of the minimum size from any point on one of the original surfaces to the nearest point on the opposite original surface.
[0030] Первичные рисунки могут быть одинаковыми.[0030] The primary drawings may be the same.
[0031] Первичные рисунки могут быть сдвинуты один относительно другого так, что максимальный размер от осевой линии до одной дополнительно деформированной поверхности будет соответствовать минимальному размеру от осевой линии до другой дополнительно деформированной поверхности.[0031] The primary patterns can be shifted relative to one another so that the maximum size from the center line to one additionally deformed surface will correspond to the minimum size from the center line to another additionally deformed surface.
[0032] Этап вдавливания первичных рисунков в материал не может уменьшать минимальный размер дополнительно деформированного материала при измерении от осевой линии до любой точки на одной из двух дополнительно деформированных поверхностей ниже 95% минимального размера материала при измерении от осевой линии до одной из двух первоначальных поверхностей.[0032] The step of pushing the primary patterns into the material cannot reduce the minimum size of the additionally deformed material when measured from the center line to any point on one of the two additionally deformed surfaces below 95% of the minimum size of the material when measured from the center line to one of the two original surfaces.
[0033] Этап вдавливания первичных рисунков в материал не может уменьшать минимальный размер дополнительно деформированного материала при измерении от осевой линии до любой точки на одной из двух дополнительно деформированных поверхностей, ниже 50% минимального размера материала при измерении от осевой линии до одной из двух первоначальных поверхностей.[0033] The step of pushing the primary patterns into the material cannot reduce the minimum size of the additionally deformed material when measured from the center line to any point on one of the two additionally deformed surfaces, below 50% of the minimum size of the material when measured from the center line to one of the two original surfaces .
[0034] Этап вдавливания первичных рисунков в каждую из поверхностей может дополнительно увеличивать размер от осевой линии до наиболее удаленной точки дополнительно деформированного материала.[0034] The step of pushing the primary patterns into each of the surfaces may further increase the size from the center line to the outermost point of the additionally deformed material.
[0035] Противоположные поверхности материала изначально могут быть плоскими.[0035] Opposite surfaces of the material may initially be flat.
[0036] Этапы вдавливания рисунков могут включать этапы вдавливания рисунков с помощью по меньшей мере одной из операций упрочнения, штампования, вальцовки, прессования и гофрирования.[0036] The steps of indenting patterns may include the steps of indenting patterns using at least one of the hardening, stamping, rolling, pressing, and corrugating operations.
[0037] Способ может дополнительно содержать дополнительные этапы, на которых: сгибают стенку с увеличенной поверхностью так, что проксимальные концы размещаются проксимально друг другу; и соединяют вместе проксимальные концы материала; тем самым образуя трубку с увеличенной поверхностью.[0037] The method may further comprise additional steps in which: the wall is bent with an enlarged surface so that the proximal ends are proximal to each other; and join together the proximal ends of the material; thereby forming a tube with an enlarged surface.
[0038] Этап соединения вместе проксимальных концов материала может включать дополнительный этап, на котором сваривают проксимальные концы материала для соединения их вместе.[0038] The step of joining together the proximal ends of the material may include an additional step in which the proximal ends of the material are welded to join them together.
[0039] Способ может дополнительно содержать дополнительный этап, на котором обеспечивают отверстия в материале.[0039] The method may further comprise an additional step of providing holes in the material.
[0040] Способ может дополнительно содержать дополнительный этап, на котором устанавливают стенку с увеличенной поверхностью в теплообменнике.[0040] The method may further comprise an additional step of installing a wall with an enlarged surface in the heat exchanger.
[0041] Способ может дополнительно содержать дополнительный этап, на котором устанавливают стенку с увеличенной поверхностью в устройстве управления текучей средой.[0041] The method may further comprise an additional step of installing a wall with an enlarged surface in the fluid control device.
[0042] В другом аспекте изобретение обеспечивает стенку с увеличенной поверхностью, изготовленную способом, определенным любым из вышеупомянутых этапов.[0042] In another aspect, the invention provides a wall with an enlarged surface, manufactured by the method defined by any of the above steps.
[0043] Первичные рисунки могут быть направленными или ненаправленными.[0043] The primary patterns may be directional or non-directional.
[0044] Вторичные рисунки могут быть направленными или ненаправленными.[0044] The secondary patterns may be directional or non-directional.
[0045] Стенка может соответствовать по меньшей мере одному из следующих обозначений ASME/ASTM: A249/A, A135, A370, A751, E213, E273, E309, E1806, A691, A139, A213, A214, A268, A269, A270, A312, A334, A335, A498, A631, A671, A688, A691, A778, A299/A, A789, A789/A, A789/M, A790, A803, A480, A763, A941, A1016, A1012, A1047/A, A250, A771, A826, A851, B674, E112, A370, A999, E381, E426, E527, E340, A409, A358, A262, A240, A537, A530, A435, A387, A299, A204, A20, А577, А578, А285, Е165, А380, А262 и A179. Общее раскрытие каждого из этих обозначений здесь включено путем ссылки.[0045] The wall may correspond to at least one of the following ASME / ASTM designations: A249 / A, A135, A370, A751, E213, E273, E309, E1806, A691, A139, A213, A214, A268, A269, A270, A312 , A334, A335, A498, A631, A671, A688, A691, A778, A299 / A, A789, A789 / A, A789 / M, A790, A803, A480, A763, A941, A1016, A1012, A1047 / A, A250 , A771, A826, A851, B674, E112, A370, A999, E381, E426, E527, E340, A409, A358, A262, A240, A537, A530, A435, A387, A299, A204, A20, A577, A578, A285 , E165, A380, A262 and A179. A general disclosure of each of these designations is hereby incorporated by reference.
[0046] Материал может быть однородным или неоднородным.[0046] The material may be homogeneous or heterogeneous.
[0047] Материал может быть обеспечен покрытием на по меньшей мере участке одной из первоначальных поверхностей.[0047] The material may be coated on at least a portion of one of the original surfaces.
[0048] По меньшей мере участок одной из первоначальных поверхностей может быть химически обработан.[0048] At least a portion of one of the original surfaces may be chemically treated.
[0049] В другом аспекте изобретение обеспечивает улучшенное теплообменное устройство, которое включает улучшенные стенки с увеличенной поверхностью.[0049] In another aspect, the invention provides an improved heat exchange device that includes improved walls with an enlarged surface.
[0050] В другом аспекте изобретение обеспечивает улучшенное устройство управления текучей среды, которое включает улучшенную стенку с увеличенной поверхностью.[0050] In another aspect, the invention provides an improved fluid control device that includes an improved wall with an enlarged surface.
[0051] В другом аспекте изобретение обеспечивает улучшенную стенку (20) с увеличенной поверхностью для использования в устройстве для выполнения определенного технологического процесса, причем стенка содержит: длину материала (21), имеющую противоположные первоначальные поверхности (21a, 21b), причем материал имеет продольную осевую линию (x-x), размещенную по существу на середине расстояния между первоначальными поверхностями, материал имеет первоначальный поперечный размер, измеряемый от осевой линии до точки на одной из двух первоначальных поверхностей, расположенной наиболее удаленно от осевой линии, причем каждая из первоначальных поверхностей имеет плотность первоначальной поверхности, причем плотность поверхности определяется количеством элементов (включая ноль) на поверхности на единицу предполагаемой площади поверхности; вторичные рисунки (23), имеющие плотности поверхностей вторичных рисунков, вдавленных на каждой из первоначальных поверхностей, причем вторичные рисунки деформируют материал и увеличивают плотности поверхностей на каждой из поверхностей и для увеличения поперечного размера материала от осевой линии до наиболее удаленной точки такого деформированного материала; и первичные рисунки (25), имеющие плотности поверхностей первичных рисунков, вдавленных в каждую из таких деформированных поверхностей, и дополнительно деформирующие материал и дополнительно увеличивающие плотности поверхностей на каждой из поверхностей.[0051] In another aspect, the invention provides an improved wall (20) with an enlarged surface for use in an apparatus for performing a specific process, the wall comprising: a length of material (21) having opposite initial surfaces (21a, 21b), the material having a longitudinal center line (xx), located essentially in the middle of the distance between the original surfaces, the material has an initial transverse dimension, measured from the center line to a point on one of the two initial surfaces located farthest from the center line, each of the original surfaces having the density of the original surface, the surface density being determined by the number of elements (including zero) on the surface per unit of estimated surface area; secondary patterns (23) having surface densities of secondary patterns depressed on each of the original surfaces, the secondary patterns deforming the material and increasing surface densities on each surface and to increase the transverse dimension of the material from the center line to the farthest point of such a deformed material; and primary patterns (25) having surface densities of primary patterns embedded in each of such deformed surfaces, and further deforming material and further increasing surface densities on each of the surfaces.
[0052] Каждая плотность поверхности вторичного рисунка может быть больше каждой плотности поверхности первичного рисунка.[0052] Each surface density of the secondary pattern may be greater than each surface density of the primary pattern.
[0053] Вторичные рисунки могут быть одинаковыми.[0053] The secondary patterns may be the same.
[0054] Вторичные рисунки могут быть сдвинуты один относительно другого так, что максимальный размер от осевой линии до одной деформированной поверхности будет соответствовать минимальному размеру от осевой линии до другой деформированной поверхности.[0054] The secondary patterns can be shifted relative to one another so that the maximum size from the center line to one deformed surface will correspond to the minimum size from the center line to the other deformed surface.
[0055] Максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала может быть менее 135% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0055] The maximum transverse dimension of the material from the center line to the farthest point of the deformed material may be less than 135% of the maximum transverse dimension from the center line to the farthest point on the original surface.
[0056] Максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала может быть менее 150% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0056] The maximum transverse dimension of the material from the center line to the farthest point of the deformed material may be less than 150% of the maximum transverse dimension from the center line to the farthest point on the original surface.
[0057] Максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала может быть менее 300% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0057] The maximum transverse dimension of the material from the center line to the farthest point of the deformed material may be less than 300% of the maximum transverse dimension from the center line to the farthest point on the original surface.
[0058] Максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала может быть менее 700% максимального поперечного размера от осевой линии до наиболее удаленной точки на первоначальной поверхности.[0058] The maximum transverse dimension of the material from the center line to the farthest point of the deformed material may be less than 700% of the maximum transverse dimension from the center line to the farthest point on the original surface.
[0059] Минимальный размер материала при измерении от любой точки на одной из таких деформированных поверхностей до ближайшей точки на противоположной одной из таких деформированных поверхностей составляет по меньшей мере 95% минимального размера от любой точки на одной из первоначальных поверхностей до ближайшей точки на противоположной первоначальной поверхности.[0059] The minimum material size when measured from any point on one of such deformed surfaces to the nearest point on the opposite of one of such deformed surfaces is at least 95% of the minimum size from any point on one of the original surfaces to the nearest point on the opposite original surface .
[0060] Минимальный размер материала при измерении от любой точки на одной из таких деформированных поверхностей до ближайшей точки на противоположной одной из таких деформированных поверхностей может составлять по меньшей мере 50% минимального размера от любой точки на одной из первоначальных поверхностей до ближайшей точки на противоположной первоначальной поверхности.[0060] The minimum material size when measured from any point on one of such deformed surfaces to the nearest point on the opposite of one of such deformed surfaces may be at least 50% of the minimum size from any point on one of the original surfaces to the nearest point on the opposite of the original surface.
[0061] Первичные рисунки могут быть одинаковыми или разными.[0061] The primary patterns may be the same or different.
[0062] Первичные рисунки могут быть сдвинуты один относительно другого так, что максимальный размер от осевой линии до одной дополнительно деформированной поверхности будет соответствовать минимальному размеру от осевой линии до другой дополнительно деформированной поверхности.[0062] The primary patterns can be shifted relative to one another so that the maximum size from the center line to one additionally deformed surface will correspond to the minimum size from the center line to another additionally deformed surface.
[0063] Минимальный размер дополнительно деформированного материала при измерении от осевой линии до любой точки на одной из двух дополнительно деформированных поверхностей может составлять 95% минимального размера материала при измерении от осевой линии до одной из двух первоначальных поверхностей.[0063] The minimum size of the additionally deformed material when measured from the center line to any point on one of the two additionally deformed surfaces can be 95% of the minimum size of the material when measured from the center line to one of the two original surfaces.
[0064] Минимальный размер дополнительно деформированного материала при измерении от осевой линии до любой точки на одной из двух дополнительно деформированных поверхностей может составлять 50% минимального размера материала при измерении от осевой линии до одной из двух первоначальных поверхностей.[0064] The minimum size of the additionally deformed material when measured from the center line to any point on one of the two additionally deformed surfaces can be 50% of the minimum size of the material when measured from the center line to one of the two original surfaces.
[0065] Вдавленные первичные рисунки могут дополнительно увеличивать размер от осевой линии до наиболее удаленной точки дополнительно деформированного материала.[0065] The depressed primary patterns may further increase the size from the center line to the outermost point of the additionally deformed material.
[0066] Соответственно, одна задача заключается в обеспечении улучшенных способов образования стенок с увеличенной поверхностью для использования в устройстве для выполнения определенного технологического процесса.[0066] Accordingly, one task is to provide improved methods of forming walls with an enlarged surface for use in a device for performing a specific process.
[0067] Другая задача заключается в обеспечении улучшенных стенок с увеличенной поверхностью.[0067] Another objective is to provide improved walls with an enlarged surface.
[0068] Еще одна другая задача заключается в обеспечении улучшенного устройства, которое включает улучшенную стенку с увеличенной поверхностью.[0068] Another other objective is to provide an improved device that includes an improved wall with an enlarged surface.
[0069] Эти и другие задачи и преимущества станут очевидными из вышеупомянутого и следующего далее представленных описания, чертежей и приложенной формулы изобретения.[0069] These and other objects and advantages will become apparent from the above and the following description, drawings and appended claims.
Краткое описание чертежейBrief Description of the Drawings
[0070] Фиг.1A представляет собой схематический вид сверху длины материала, показывающий вторичный 1 и первичный 1 рисунки, вдавленные в него.[0070] FIG. 1A is a schematic plan view of the length of a material showing the secondary 1 and primary 1 patterns depressed therein.
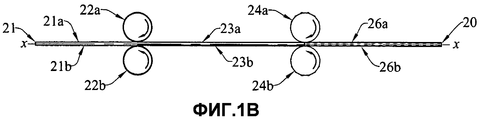
[0071] Фиг.1B представляет собой вид сбоку структуры, схематически показанной на фиг.1A.[0071] FIG. 1B is a side view of the structure schematically shown in FIG. 1A.
[0072] Фиг.2A представляет собой увеличенный вид сверху второго 1 рисунка, который показан на фиг.1A-1B, вдавленного в материал.[0072] FIG. 2A is an enlarged plan view of the second 1 pattern, which is shown in FIGS. 1A-1B, depressed into the material.
[0073] Фиг.2B представляет собой увеличенный вид сверху первичного 1 рисунка, вдавленного в лист поданного материала, причем масштаб на фиг.2B является таким же, как масштаб на фиг.2A.[0073] FIG. 2B is an enlarged plan view of a primary 1 pattern depressed into a sheet of supplied material, wherein the scale in FIG. 2B is the same as the scale in FIG. 2A.
[0074] Фиг.2C представляет собой вид сверху наложенных первичного 1 и вторичного 1 рисунков, которые показаны на фиг.1A-1B, вдавленных в материал, причем масштаб на фиг.2С является таким же, как масштаб на фиг.2A-2В.[0074] FIG. 2C is a top view of the superimposed primary 1 and secondary 1 patterns that are shown in FIGS. 1A-1B depressed into the material, the scale in FIG. 2C being the same as the scale in FIGS. 2A-2B.
[0075] Фиг.3А представляет собой значительно увеличенный частичный вид в вертикальном поперечного сечения материале до вдавливания в него вторичного 1 рисунка, причем этот вид взят в общем вдоль линии 3A-3A на фиг.1A.[0075] Fig. 3A is a greatly enlarged partial vertical cross-sectional view of the material before the secondary 1 pattern is pressed into it, this view being taken generally along
[0076] Фиг.3B представляет собой его значительно увеличенный частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 3A-3A на фиг.2A, показывающий вторичные 1 рисунки, вдавленные в материал.[0076] FIG. 3B is a greatly enlarged partial view in vertical cross section taken generally along
[0077] Фиг.3С представляет собой значительно увеличенный частичный вид в разрезе, взятом в общем вдоль линии 3С-3С на фиг.2В, показывающий вторичные 1 рисунки, вдавленные в материал.[0077] FIG. 3C is a greatly enlarged partial sectional view taken generally along the
[0078] Фиг.3D представляет собой его значительно увеличенный частичный вид в разрезе, взятом в общем вдоль линии 3D-3D на фиг.2С, показывающий первичные 1 и вторичные 1 рисунки, вдавленные в материал.[0078] Fig. 3D is a greatly enlarged partial sectional view taken generally along the 3D-3D line in Fig. 2C, showing primary 1 and secondary 1 patterns depressed into the material.
[0079] Фиг.4 представляет собой его схематический частичный вид в вертикальном сечении, показывающий, как вторичные 1 рисунки вдавливаются в материал.[0079] Figure 4 is a schematic partial view in vertical section showing how the secondary 1 patterns are pressed into the material.
[0080] Фиг.5A представляет собой схематический вид, показывающий, как измеряется толщина стенки ровного листа от точки к точке.[0080] FIG. 5A is a schematic view showing how a wall thickness of a flat sheet is measured from point to point.
[0081] Фиг.5В представляет собой схематический вид, показывающий, как измеряется толщина стенки материала от точки к точке после вдавливания в него вторичных 1 рисунков.[0081] FIG. 5B is a schematic view showing how the wall thickness of a material is measured from point to point after the secondary 1 patterns are pressed into it.
[0082] Фиг.5C представляет собой схематический вид, показывающий, как измеряется толщина стенки вторичных 1 рисунков от точки к точке.[0082] FIG. 5C is a schematic view showing how the wall thickness of the secondary 1 patterns is measured from point to point.
[0083] Фиг.5D представляет собой схематический вид, показывающий, как измеряется толщина стенки готового материала с увеличенной поверхностью от точки к точке, причем этот материал имеет наложенные первичный 1 и вторичный 1 рисунки, вдавленные в него.[0083] Fig. 5D is a schematic view showing how the wall thickness of a finished material with an enlarged surface from point to point is measured, this material having superimposed primary 1 and secondary 1 patterns depressed into it.
[0084] Фиг.6A представляет собой схематический вид, показывающий, как измеряется толщина области ровного листа.[0084] FIG. 6A is a schematic view showing how the thickness of a region of a flat sheet is measured.
[0085] Фиг.6B представляет собой схематический вид, показывающий, как измеряется толщина области стенки после вдавливания в него вторичных 1 рисунков.[0085] FIG. 6B is a schematic view showing how the thickness of a wall region is measured after the secondary 1 patterns are pressed into it.
[0086] Фиг.6С представляет собой схематический вид, показывающий, как измеряется толщина области стенки после вдавливания в него первичных 1 рисунков.[0086] FIG. 6C is a schematic view showing how the thickness of a wall region is measured after the primary 1 patterns are pressed into it.
[0087] Фиг.6D представляет собой схематический вид, показывающий, как измеряется толщина области стенки с увеличенной поверхностью после вдавливания в него первичных 1 и вторичных 1 рисунков.[0087] FIG. 6D is a schematic view showing how the thickness of a wall region with an enlarged surface is measured after pressing the primary 1 and secondary 1 patterns therein.
[0088] Фиг.7A представляет собой вид сверху, показывающий другой первичный рисунок, обозначенный первичным 2 рисунком, вдавленный в лист.[0088] Fig. 7A is a plan view showing another primary pattern, indicated by a primary 2 pattern, pressed into a sheet.
[0089] Фиг.7B представляет собой его частичный поперечный вид в вертикальном сечении, взятом вдоль линии 7B-7B на фиг.7A.[0089] Fig. 7B is a partial cross-sectional view thereof in vertical section taken along
[0090] Фиг.7С представляет собой его схематический частичный вид в горизонтальном сечении, взятом в общем вдоль линии 7С-7С на фиг.7А.[0090] FIG. 7C is a schematic partial view in horizontal section taken generally along
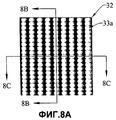
[0091] Фиг.8A представляет собой вид сверху третьего первичного рисунка, обозначенного первичным 3 рисунком, вдавленного в лист.[0091] Fig. 8A is a plan view of a third primary pattern, denoted by a primary 3 pattern, pressed into a sheet.
[0092] Фиг.8B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 8A-8A на фиг.8A.[0092] FIG. 8B is a partial view in vertical cross section taken generally along line 8A-8A in FIG. 8A.
[0093] Фиг.8С представляет собой его частичный вид в горизонтальном поперечном сечении, взятом в общем вдоль линии 8С-8С на фиг.8А.[0093] FIG. 8C is a partial view in horizontal cross section taken generally along
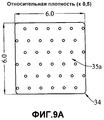
[0094] Фиг.9A представляет собой вид сверху, показывающий другой первичный рисунок, обозначенный первичным 4 рисунком, вдавленный в лист, причем этот рисунок имеет плотность элементов (знаков) поверхности, равную 0,5.[0094] Fig. 9A is a plan view showing another primary pattern, indicated by a primary 4 pattern, pressed into a sheet, wherein this pattern has a surface density (signs) of 0.5.
[0095] Фиг.9B представляет собой вид, подобный фиг.9A, но показывающий другую форму первичного 4 рисунка, имеющего плотность элементов на поверхности, равную 1,0.[0095] FIG. 9B is a view similar to FIG. 9A, but showing a different shape of the primary 4 pattern having a surface density of 1.0.
[0096] Фиг.9С представляет собой вид, подобный фиг.9A и 9В, но показывающий другую форму первичного 4 рисунка, имеющего плотность элементов на поверхности, равную 2,0.[0096] FIG. 9C is a view similar to FIGS. 9A and 9B, but showing a different form of the primary 4 pattern having a surface density of 2.0 equal to 2.0.
[0097] Фиг.10A представляет собой вид сверху другого первичного рисунка, обозначенного первичным 5 рисунком, вдавленного в лист.[0097] FIG. 10A is a plan view of another primary pattern, indicated by a primary 5 pattern, pressed into a sheet.
[0098] Фиг.10B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 10В-10В на фиг.10A.[0098] FIG. 10B is a partial view in vertical cross section taken generally along
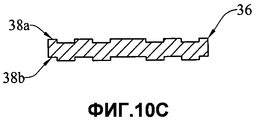
[0099] Фиг.10С представляет собой его частичный вид в горизонтальном поперечном сечении, взятом в общем вдоль линии 10С-10С на фиг.10А.[0099] Fig. 10C is a partial view in horizontal cross section taken generally along the
[00100] Фиг.11A представляет собой вид сверху другого вторичного рисунка, обозначенного вторичным 2 рисунком, вдавленного в материал, причем этот вид показывает отдельные элементы, которые в некоторой степени имеют овальную форму.[00100] FIG. 11A is a top view of another secondary pattern, indicated by a secondary 2 pattern, depressed into the material, this view showing individual elements that are somewhat oval in shape.
[00101] Фиг.11B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 11В-11В на фиг.11A.[00101] Fig. 11B is a partial view in vertical cross section taken generally along
[00102] Фиг.11С представляет собой его частичный вид в горизонтальном поперечном сечении, взятом в общем вдоль линии 11С-11С на фиг.11А.[00102] FIG. 11C is a partial view in horizontal cross section taken generally along
[00103] Фиг.12A представляет собой вид сверху другого вторичного рисунка, обозначенного вторичным 3 рисунком, вдавленного в определенную длину материала, причем этот вид показывает отдельные элементы, которые в некоторой степени имеют форму лимона.[00103] FIG. 12A is a top view of another secondary pattern, indicated by a secondary 3 pattern, pressed into a certain length of material, this view showing individual elements that are to some extent shaped like a lemon.
[00104] Фиг.12B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 12В-12В на фиг.12A.[00104] FIG. 12B is a partial view in vertical cross section taken generally along
[00105] Фиг.12С представляет собой его частичный вид в горизонтальном поперечном сечении, взятом в общем вдоль линии 12С-12С на фиг.12А.[00105] FIG. 12C is a partial view in horizontal cross section taken generally along
[00106] Фиг.13A представляет собой вид сверху другого первичного рисунка, обозначенного первичным 6 рисунком, вдавленного в определенную длину материала.[00106] Fig.13A is a top view of another primary pattern, indicated by the primary 6 pattern, pressed into a certain length of material.
[00107] Фиг.13B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 13В-13В на фиг.13A.[00107] Fig.13B is a partial view in vertical cross section taken generally along the
[00108] Фиг.14A представляет собой уже другой пример перекрестно направленного первичного рисунка, обозначенного первичным 7 рисунком, вдавленного в определенную длину материала, причем этот рисунок является направленным в обоих продольном и поперечном направлениях.[00108] FIG. 14A is another example of a cross-directional primary pattern, denoted by a primary 7 pattern, pressed into a certain length of material, this pattern being directed in both longitudinal and transverse directions.
[00109] Фиг.14B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 14В-14В на фиг.14A.[00109] Fig.14B is a partial view in vertical cross section taken generally along the
[00110] Фиг.14С представляет собой его частичный вид в горизонтальном поперечном сечении, взятом в общем вдоль линии 14С-14С на фиг.14А.[00110] Fig.14C is a partial view in horizontal cross section taken generally along the
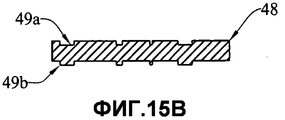
[00111] Фиг.15A представляет собой частичный вид другого ненаправленного рисунка в форме галечника, обозначенного вторичным 4 рисунком, вдавленного в определенную длину материала.[00111] FIG. 15A is a partial view of another non-directional pebble pattern, indicated by a secondary 4 pattern, pressed into a specific length of material.
[00112] Фиг.15B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 15В-15В на фиг.15A.[00112] Fig.15B is a partial view in vertical cross section taken generally along the
[00113] Фиг.15С представляет собой его частичный вид в горизонтальном поперечном сечении, взятом в общем вдоль линии 15С-15С на фиг.15А.[00113] FIG. 15C is a partial view in horizontal cross section taken generally along
[00114] Фиг.16A представляет собой вид сверху уже другого ненаправленного рисунка в форме сот, обозначенного вторичным 4 рисунком, вдавленного в определенную длину материала.[00114] Fig.16A is a top view of another different directional pattern in the form of honeycombs, indicated by the secondary 4 pattern, pressed into a certain length of material.
[00115] Фиг.16B представляет собой его частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 16В-16В на фиг.15A.[00115] Fig.16B is a partial view in vertical cross section taken generally along
[00116] Фиг.16С представляет собой его частичный вид в горизонтальном поперечном сечении, взятом в общем вдоль линии 16С-16С на фиг.16А.[00116] FIG. 16C is a partial view in horizontal cross section taken generally along
[00117] Фиг.17 представляет собой схематический вид одного способа создания трубки с увеличенной поверхностью.[00117] Fig.17 is a schematic view of one method of creating a tube with an enlarged surface.
[00118] Фиг.18A представляет собой вид сбоку круглой трубки, имеющей дополнительное покрытие на ее внешней поверхности.[00118] FIG. 18A is a side view of a circular tube having an additional coating on its outer surface.
[00119] Фиг.18B представляет собой вид сбоку правого конца круглой трубки, показанной на фиг.18A.[00119] FIG. 18B is a side view of the right end of the round tube shown in FIG. 18A.
[00120] Фиг.18C представляет собой увеличенный подробный вид круглой трубки, взятый в пределах обозначенного круга на фиг.18B и, в частности, показывающий покрытие на внешней поверхности трубки.[00120] Fig. 18C is an enlarged detailed view of a round tube taken within the indicated circle in Fig. 18B and, in particular, showing a coating on the outer surface of the tube.
[00121] Фиг.19A представляет собой изометрический вид прямоугольной трубки.[00121] FIG. 19A is an isometric view of a rectangular tube.
[00122] Фиг.19B представляет собой частичный вид в вертикальном поперечном сечении прямоугольной трубки, взятом в общем вдоль линии 19A-19A на фиг.19A.[00122] FIG. 19B is a partial vertical cross-sectional view of a rectangular tube taken generally along line 19A-19A in FIG. 19A.
[00123] Фиг.19C представляет собой увеличенный подробный вид участка стенки прямоугольной трубки, причем этот вид взят в пределах обозначенного круга на фиг.19B.[00123] FIG. 19C is an enlarged detailed view of a wall portion of a rectangular tube, this view being taken within the indicated circle in FIG. 19B.
[00124] Фиг.20A представляет собой вид сбоку U-образной трубки.[00124] FIG. 20A is a side view of a U-shaped tube.
[00125] Фиг.20B представляет собой его незначительно увеличенный частичный вид в вертикальном поперечном сечении, взятом в общем вдоль линии 20В-20В на фиг.20A.[00125] FIG. 20B is a slightly enlarged partial view in vertical cross section taken generally along
[00126] Фиг.20C представляет собой дополнительно увеличенный подробный вид участка стенки трубки, причем этот вид взят в пределах обозначенного круга на фиг.20B.[00126] FIG. 20C is a further enlarged detailed view of a portion of a tube wall, this view being taken within the indicated circle in FIG. 20B.
[00127] Фиг.21A представляет собой вид сбоку спирали со спиральной намоткой, образованной из круглой трубки, имеющей увеличенные внутреннюю и внешнюю поверхности.[00127] FIG. 21A is a side view of a spiral wound spiral formed from a round tube having enlarged inner and outer surfaces.
[00128] Фиг.21В представляет собой вид сверху спирали, показанной на фиг.21A.[00128] FIG. 21B is a plan view of the spiral shown in FIG. 21A.
[00129] Фиг.21С представляет собой его увеличенный частичный вид в вертикальном сечении, взятом в общем вдоль линии 21С-21С на фиг.21А, показывающий трубку в спирали.[00129] FIG. 21C is an enlarged, partial, vertical sectional view taken generally along
[00130] Фиг.21D представляет собой дополнительно увеличенный подробный вид, взятый в пределах обозначенного круга на фиг.21С, показывающий участок стенки трубки.[00130] FIG. 21D is a further enlarged detailed view taken within the indicated circle in FIG. 21C showing a portion of a tube wall.
[00131] Фиг.22 представляет собой схематический вид одного способа создания пластины с увеличенной поверхностью.[00131] Fig.22 is a schematic view of one method of creating a plate with an enlarged surface.
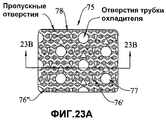
[00132] Фиг.23A представляет собой вид спереди первой пластины с увеличенной поверхностью, имеющей первичные и вторичные рисунки, вдавленные в нее, и имеющей трубку охладителя и пропускные отверстия.[00132] FIG. 23A is a front view of a first plate with an enlarged surface having primary and secondary patterns pressed into it, and having a cooler tube and through holes.
[00133] Фиг.23B представляет собой ее частичный вид в вертикальном сечении, взятом в общем вдоль линии 23В-23В на фиг.23A.[00133] Fig.23B is a partial view in vertical section taken generally along the
[00134] Фиг.24A представляет собой вид спереди второй пластины с увеличенной поверхностью, имеющей первичные и вторичные рисунки, вдавленные в нее, и имеющей трубку охладителя и пропускные отверстия.[00134] FIG. 24A is a front view of a second plate with an enlarged surface having primary and secondary patterns pressed into it, and having a cooler tube and through holes.
[00135] Фиг.24B представляет собой ее частичный вид в вертикальном сечении, взятом в общем вдоль линии 24В-24В на фиг.24A.[00135] Fig.24B is a partial view in vertical section taken generally along the
[00136] Фиг.25A представляет собой вид спереди третьей пластины с увеличенной поверхностью, имеющей отверстия трубки охладителя и меньшие пропускные отверстия.[00136] FIG. 25A is a front view of a third plate with an enlarged surface having cooler tube holes and smaller through holes.
[00137] Фиг.25В представляет собой вид спереди четвертой пластины с увеличенной поверхностью, имеющей отверстия трубки охладителя и промежуточные пропускные отверстия.[00137] FIG. 25B is a front view of a fourth plate with an enlarged surface having cooler tube openings and intermediate through holes.
[00138] Фиг.25С представляет собой вид спереди пятой пластины с увеличенной поверхностью, имеющей отверстия трубки охладителя и большие пропускные отверстия.[00138] FIG. 25C is a front view of a fifth plate with an enlarged surface having cooler tube openings and large through holes.
[00139] Фиг.25D представляет собой вид спереди шестой пластины с увеличенной поверхностью, имеющей отверстия трубки охладителя и одну совокупность меньших промежуточных и больших пропускных отверстий.[00139] Fig.25D is a front view of a sixth plate with an enlarged surface having openings of a cooler tube and one set of smaller intermediate and large through holes.
[00140] Фиг.25Е представляет собой вид спереди седьмой пластины с увеличенной поверхностью, имеющей отверстия трубки охладителя и другую совокупность меньших промежуточных и больших пропускных отверстий.[00140] FIG. 25E is a front view of a seventh plate with an enlarged surface having cooler tube openings and another combination of smaller intermediate and larger through holes.
[00141] Фиг.26 представляет собой схематический вид улучшенного теплообменника, имеющего в нем теплообменную трубку с увеличенной поверхностью.[00141] FIG. 26 is a schematic view of an improved heat exchanger having an enlarged surface heat exchanger tube therein.
[00142] Фиг.27A представляет собой вид снизу улучшенного охладителя текучей среды, имеющего в нем трубки с увеличенной поверхностью.[00142] FIG. 27A is a bottom view of an improved fluid cooler having enlarged surface tubes therein.
[00143] Фиг.27B представляет собой его частичный вид в горизонтальном сечении, взятом в общем вдоль линии 27В-27В на фиг.27A.[00143] FIG. 27B is a partial view in horizontal section taken generally along
[00144] Фиг.27С представляет собой вид сбоку улучшенного охладителя, показанного на фиг.27A, с крышкой в рабочем положении.[00144] FIG. 27C is a side view of the improved cooler shown in FIG. 27A with the lid in the operating position.
[00145] Фиг.27D представляет собой его частичный вид в вертикальном сечении, взятом в общем вдоль линии 27D-27D на фиг.27С, показывающий вид снизу одной из пластин.[00145] Fig.27D is a partial view in vertical section taken generally along the
[00146] Фиг.27Е представляет собой увеличенный подробный вид участка одной из пластин, причем этот вид взят в пределах обозначенного круга на фиг.27D.[00146] Fig. 27E is an enlarged detailed view of a portion of one of the plates, this view being taken within the indicated circle in Fig. 27D.
[00147] Фиг.28 представляет собой схематический вид емкости с потоком текучей среды, включающей увеличенные поверхности.[00147] FIG. 28 is a schematic view of a fluid flow vessel including enlarged surfaces.
[00148] Фиг.29А представляет собой вид сверху пластины теплообменника, включающей увеличенные поверхности.[00148] FIG. 29A is a plan view of a heat exchanger plate including enlarged surfaces.
[00149] Фиг.29В представляет собой увеличенный подробный вид участка пластины теплообменника, причем этот вид взят в пределах обозначенного круга на фиг.29А.[00149] FIG. 29B is an enlarged detailed view of a portion of a plate of a heat exchanger, this view being taken within the indicated circle in FIG. 29A.
Описание предпочтительных вариантов выполненияDescription of Preferred Embodiments
[00150] Вначале, следует ясно понять, что одинаковые ссылочные позиции предназначены для обозначения одинаковых структурных элементов, участков или поверхностей согласованно на нескольких чертежах фигур, сами по себе элементы, участки или поверхности могут быть дополнительно описаны или объяснены во всем представленном описании, это подробное описание которых является неотъемлемой частью. Помимо иначе обозначенных, чертежи предназначены для рассмотрения (например, поперечная штриховка, конструкция частей, пропорция, степень и т.д.) вместе с описанием и должны быть рассмотрены как часть всего представленного описания этого изобретения. Как используется в следующем далее описании, выражения "горизонтальный", "вертикальный", "левый", "правый", "верхний" и "нижний", а также их адъективные и адвербиальные производные (например, "горизонтально", "вправо", "вверх" и т.д.), просто относятся к ориентации проиллюстрированной конструкции, которую отдельная фигура обращает к читателю. Подобным образом, выражения "внутрь" и "наружу" в общем относятся к ориентации поверхности относительно ее оси удлинения или оси вращения соответствующим образом. Помимо иначе обозначенных, все размеры, установленные в представленном описании и в сопровождающих чертежах, выражены в дюймах.[00150] First, it should be clearly understood that the same reference numerals are intended to denote the same structural elements, sections or surfaces in concert on several drawings of figures, elements, sections or surfaces themselves can be further described or explained throughout the description, this is a detailed the description of which is an integral part. In addition to otherwise indicated, the drawings are intended to be considered (for example, transverse hatching, construction of parts, proportion, degree, etc.) together with the description and should be considered as part of the entire description of this invention presented. As used in the following description, the expressions “horizontal,” “vertical,” “left,” “right,” “upper,” and “lower,” as well as their adjective and adverbial derivatives (e.g., “horizontally,” “right,” “up”, etc.), simply refer to the orientation of the illustrated construction, which an individual figure refers to the reader. Similarly, the expressions "inward" and "outward" generally refer to the orientation of the surface relative to its axis of extension or axis of rotation accordingly. In addition to other designations, all dimensions stated in the description and accompanying drawings are expressed in inches.
[00151] Далее на чертежах и конкретнее на фиг.1-3 настоящее изобретение в общем обеспечивает улучшенный способ образования стенки 20 с увеличенной поверхностью для использования в устройстве для выполнения определенного технологического процесса. Устройство может быть теплообменным устройством, определенным типом устройства смешивания текучих сред (либо с, либо без подходящей функции теплообмена) или некоторой другой формой устройства.[00151] Further, in the drawings and more specifically in FIGS. 1-3, the present invention generally provides an improved method of forming a
[00152] Эта заявка раскрывает множественные варианты выполнения стенок с увеличенной поверхностью, имеющих различные первичные и/или вторичные рисунки. Первый вариант выполнения проиллюстрирован на фиг.1A-6D, второй на фиг.7A-7C, третий на фиг.8A-8C, четвертый на фиг.9A-9C, пятый на фиг.10A-10C, шестой на фиг.11A-11C, седьмой на фиг.12A-12C, восьмой на фиг.13A-13C, девятый на фиг.14A-14C, десятый на фиг.15A-15C и одиннадцатый на фиг.16A-16C. Эти различные рисунки могут быть использованы в различных совокупностях друг с другом и не являются исчерпывающими все рисунки, попадающие в пределы объема охраны приложенной формулы изобретения.[00152] This application discloses multiple embodiments of enlarged surface walls having various primary and / or secondary patterns. The first embodiment is illustrated in FIGS. 1A-6D, the second in FIGS. 7A-7C, the third in FIGS. 8A-8C, the fourth in FIGS. 9A-9C, the fifth in FIGS. 10A-10C, the sixth in FIGS. 11A-11C seventh in FIGS. 12A-12C, eighth in FIGS. 13A-13C, ninth in FIGS. 14A-14C, tenth in FIGS. 15A-15C, and eleventh in FIGS. 16A-16C. These various drawings can be used in different combinations with each other and are not exhaustive of all the drawings falling within the scope of protection of the attached claims.
[00153] Один способ создания трубки с увеличенной поверхностью схематически показан на фиг.17, а несколько вариантов таких трубок изображены на фиг.18A-21D.[00153] One method of creating an enlarged surface tube is shown schematically in FIG. 17, and several variations of such tubes are shown in FIGS. 18A-21D.
[00154] Один способ создания пластины с увеличенной поверхностью схематически показан на фиг.22, а несколько вариантов таких пластин изображены на фиг.23A-25D.[00154] One way to create a plate with an enlarged surface is schematically shown in Fig.22, and several variants of such plates are shown in Fig.23A-25D.
[00155] Улучшенный теплообменник, включающий трубки с увеличенной поверхностью, схематически показан на фиг.26.[00155] An improved heat exchanger including tubes with an enlarged surface is shown schematically in FIG.
[00156] Охладитель, включающий такие пластины с увеличенной поверхностью, изображен на фиг.27A-27E.[00156] A cooler including such plates with an enlarged surface is depicted in FIGS. 27A-27E.
[00157] Другая емкость с потоком текучей среды, включающая увеличенные поверхности, изображена на фиг.28.[00157] Another fluid flow vessel including enlarged surfaces is depicted in FIG. 28.
[00158] Наконец, улучшенная пластина, имеющая различные увеличенные поверхности, показана на фиг.29A-29B.[00158] Finally, an improved plate having various enlarged surfaces is shown in FIGS. 29A-29B.
[00159] Эти различные варианты выполнения и применения будут описаны ниже по порядку.[00159] These various embodiments and applications will be described below in order.
Первый вариант выполнения (фиг.1A-6D)The first embodiment (figa-6D)
[00160] Улучшенный способ в общем начинается с того, что обеспечивают определенную длину материала, частичный участок которой в целом обозначен позицией 21. Этот материал может быть частью пластинообразной заготовки, может быть размотан из спирали или может иметь некоторый другой источник или конфигурацию. Материал может быть прямоугольным, имеющим плоские верхнюю и нижнюю первоначальные поверхности 21a, 21b соответственно, и может иметь продольно-поперечную осевую линию x-x, размещенную по существу на середине расстояния между этими первоначальными поверхностями. Как показано на фиг.3А, толщина материала между первоначальными поверхностями 21a-21b может составлять около 0,035 дюймов, в связи с этим номинальное расстояние от осевой линии до одной из двух поверхностей может составлять около 0,0175 дюймов.[00160] An improved method generally begins by providing a certain length of material, a partial portion of which is generally indicated by 21. This material may be part of a plate-like blank, may be unwound from a spiral, or may have some other source or configuration. The material may be rectangular, having flat upper and lower
[00161] Передний край материала в этом первом варианте выполнения далее пропускают "вправо" (в направлении, указанном стрелкой на фиг.1A) между парой верхнего и нижнего первых роликов или волок 22a, 22b соответственно, которые вдавливают вторичные 1 рисунки в верхнюю и нижнюю поверхности соответственно материала. Верхняя и нижняя поверхности материала после вдавливания в него вторичных 1 рисунков обозначены позициями 23a, 23b соответственно. Далее материал перемещают "вправо" между второй парой верхнего и нижнего роликов или волок 24a, 24b соответственно, которые вдавливают первичные 1 рисунки в верхнюю и нижнюю поверхности соответственно материала.[00161] The leading edge of the material in this first embodiment is then passed “to the right” (in the direction indicated by the arrow in FIG. 1A) between the pair of upper and lower first rollers or dies 22a, 22b, respectively, which press the secondary 1 patterns into the upper and lower surface respectively material. The upper and lower surfaces of the material after pressing the secondary 1 patterns into it are indicated by 23a, 23b, respectively. Next, the material is moved "to the right" between the second pair of upper and lower rollers or dies 24a, 24b, respectively, which press the primary 1 patterns into the upper and lower surfaces, respectively, of the material.
[00162] Фиг.2A и 3B показывают форму и конфигурацию материала после вдавливания в него вторичных 1 рисунков. Вторичные 1 рисунки имеют форму группы взаимозамыкающих брусчаток, если смотреть сверху (фиг.2A), но имеют волнообразную или синусоидальную форму, если смотреть в поперечном сечении (фиг.3B).[00162] FIGS. 2A and 3B show the shape and configuration of the material after the secondary 1 patterns are pressed into it. Secondary 1 figures are in the form of a group of interlocking paving stones when viewed from above (FIG. 2A), but have a wave-like or sinusoidal shape when viewed in cross section (FIG. 3B).
[00163] Фиг.2B и 3C показывают форму первичных 1 рисунков, если такие рисунки были вдавлены в лист ровного материала заготовки, без вдавления в него вторичных 1 рисунков. Как показано на фиг.2B и 3C, первичные 1 рисунки имеют форму последовательностей повторяющихся ступенчатых функций. На фиг.2B и 3C верхняя поверхность материала обозначена позицией 25a, а его нижняя поверхность обозначена позицией 25b.[00163] FIGS. 2B and 3C show the shape of the primary 1 patterns, if such patterns were pressed into a sheet of flat workpiece material, without the secondary 1 patterns being pressed into it. As shown in FIGS. 2B and 3C, the primary 1 patterns are in the form of sequences of repeating step functions. 2B and 3C, the upper surface of the material is indicated by 25a, and its lower surface is indicated by 25b.
[00164] Таким образом, материал, выходящий из вторых волок, имеет первичный 1 и вторичный 1 рисунки, наложенные и вдавленные в него. Эти верхняя и нижняя поверхности материала, содержащие наложенные первичный 1 и вторичный 1 рисунки, обозначены ссылочной позицией 26a, 26b соответственно.[00164] Thus, the material emerging from the second die has a primary 1 and secondary 1 patterns superimposed and pressed into it. These upper and lower surfaces of the material containing the superimposed primary 1 and secondary 1 patterns are indicated by 26a, 26b, respectively.
[00165] Как показано на фиг.3A-3B, этап вдавливания вторичных 1 рисунков в материал увеличивает минимальную первоначальную толщину области стенки материала от около 0,035 дюймов до около 0,045 дюймов. Как показано на фиг.3А и 3C, этап вдавливания вторичных 1 рисунков в первоначально поданный материал будет увеличивать минимальную первоначальную толщину области стенки от около 0,035 дюймов до около 0,050 дюймов. Однако, как показано на фиг.3D, когда первичные 1 рисунки накладываются на вторичные 2 рисунки, толщина материала, которая деформируется вторичными 1 рисунками (т.е. 0,045 дюймов), дополнительно деформируется до размера около 0,052 дюймов (13).[00165] As shown in FIGS. 3A-3B, the step of pushing the secondary 1 patterns into the material increases the minimum initial thickness of the material wall region from about 0.035 inches to about 0.045 inches. As shown in FIGS. 3A and 3C, the step of pushing the secondary 1 patterns into the initially fed material will increase the minimum initial wall region thickness from about 0.035 inches to about 0.050 inches. However, as shown in FIG. 3D, when the primary 1 patterns are superimposed on the secondary 2 patterns, the thickness of the material that is deformed by the secondary 1 patterns (i.e., 0.045 inches) is further deformed to a size of about 0.052 inches (13).
[00166] В сопровождающих чертежах фиг.2A-2C изображены в одинаковом масштабе (как обозначено на них размерами 6,0×6,0) и увеличены относительно конструкции, показанной на фиг.1A. Фиг.3A-3D также изображены в одинаковом масштабе, который дополнительно увеличен относительно масштаба на фиг.2A-2C и значительно увеличен относительно масштаба на фиг.1A-1В.[00166] In the accompanying drawings, FIGS. 2A-2C are depicted on the same scale (as indicated by 6.0 × 6.0) and enlarged relative to the structure shown in FIG. 1A. Figa-3D also depicted in the same scale, which is further enlarged relative to the scale in figa-2C and significantly increased relative to the scale in figa-1B.
[00167] Фиг.4 показывает, как вторичные 1 рисунки вдавливаются в материал. С этой целью, верхний и нижний ролики 22a, 22b обеспечивают волнообразные синусоидальные вторичные 1 рисунки, которые вертикально выровнены друг с другом так, что вершина одного выровнена с впадиной другого. Материал 21 деформируется двумя роликами только частично. Таким образом, материал будет иметь последовательность вмятинообразных вогнутостей, обозначенных позицией 27, отделенных промежуточными дугообразными выпуклостями, отдельно обозначенными позицией 28. В альтернативном способе, материал может полностью деформироваться или "выдавливаться" между верхним и нижним роликами.[00167] Figure 4 shows how the secondary 1 patterns are pressed into the material. To this end, the upper and
[00168] В предпочтительном варианте выполнения этапы вдавливания первичных и вторичных рисунков в материал имеют эффект деформирования материала в холодном состоянии. Однако в альтернативном способе материал может быть нагрет и способ также может включать этап деформации в горячем состоянии. Вторичные рисунки могут быть одинаковыми или могут быть отличными один от другого. Этап вдавливания вторичного рисунка в материал может увеличивать максимальный поперечный размер материала от осевой линии до наиболее удаленной точки деформированного материала до 135% в одном случае, 150% в другом случае, 300% в третьем случае и 700% в четвертом случае максимального поперечного размера от осевой линии до наиболее удаленной точки первоначальных поверхностей. Этап вдавливания первичных и вторичных рисунков в материал не существенно уменьшает минимальный размер материала при измерении от любой точки на одной из деформированных поверхностей до ближайшей точки на противоположной одной из деформированных поверхностей ниже 95% в одном случае и 50% во втором случае минимального размера от любой точки на одной из первоначальных поверхностей до ближайшей точки на противоположной первоначальной поверхности.[00168] In a preferred embodiment, the steps of pushing the primary and secondary patterns into the material have the effect of deforming the material in a cold state. However, in an alternative method, the material may be heated and the method may also include a hot deformation step. Secondary drawings may be the same or may be different from one another. The step of pushing the secondary pattern into the material can increase the maximum transverse size of the material from the center line to the farthest point of the deformed material to 135% in one case, 150% in the other case, 300% in the third case and 700% in the fourth case of the maximum transverse dimension lines to the farthest point of the original surfaces. The step of pressing primary and secondary patterns into the material does not significantly reduce the minimum size of the material when measured from any point on one of the deformed surfaces to the nearest point on the opposite of one of the deformed surfaces below 95% in one case and 50% in the second case of the minimum size from any point on one of the original surfaces to the nearest point on the opposite original surface.
[00169] Первичные рисунки, вдавленные в противоположные стороны материала, могут быть одинаковыми или могут быть различными. Этап вдавливания первичных рисунков в материал не уменьшает минимальный размер дополнительно деформированного материала при измерении от осевой линии до любой точки на одной из двух дополнительно деформированных поверхностей ниже 95% минимального размера материала при измерении от осевой линии до одной из двух первоначальных поверхностей.[00169] The primary patterns depressed on opposite sides of the material may be the same or may be different. The step of pressing the primary patterns into the material does not reduce the minimum size of the additionally deformed material when measured from the center line to any point on one of the two additionally deformed surfaces below 95% of the minimum size of the material when measured from the center line to one of the two initial surfaces.
[00170] Первичные рисунки, вдавленные в противоположные стороны, материала могут быть одинаковыми или могут быть различными. Этап вдавливания первичных рисунков в материал не уменьшает минимальный размер дополнительно деформированного материала при измерении от осевой линии до любой точки на одной из двух дополнительно деформированных поверхностей ниже 50% минимального размера материала при измерении от осевой линии до одной из двух первоначальных поверхностей.[00170] The primary patterns pressed in opposite directions of the material may be the same or may be different. The step of pressing the primary patterns into the material does not reduce the minimum size of the additionally deformed material when measured from the center line to any point on one of the two additionally deformed surfaces below 50% of the minimum size of the material when measured from the center line to one of the two original surfaces.
[00171] В одном аспекте этап вдавливания первичных рисунков в каждую из поверхностей может дополнительно увеличивать размер от осевой линии до наиболее удаленной точки дополнительно деформированного материала.[00171] In one aspect, the step of pushing the primary patterns into each of the surfaces can further increase the size from the center line to the outermost point of the additionally deformed material.
[00172] Первоначальные поверхности могут быть плоскими или могут подаваться с определенными рисунком или рисунками, вдавленными в них. Этап вдавливания первичных и вторичных рисунков в материал может быть выполнен с помощью операции упрочнения, операции штампования, операции вальцовки, операции прессования, операции гофрирования или некоторого другого типа способа или операции. Подобным образом, материал может быть подан через отверстия трубки охладителя и/или через пропускные отверстия, какой бы рисунок не требовался.[00172] The initial surfaces may be flat or may be provided with a specific pattern or patterns embedded in them. The step of pressing the primary and secondary patterns into the material can be performed using the hardening operation, the stamping operation, the rolling operation, the pressing operation, the corrugation operation, or some other type of method or operation. Similarly, the material can be fed through the openings of the cooler tube and / or through the through holes, whichever pattern is required.
[00173] Способ может дополнительно включать дополнительный этап, на котором сгибают стенки с увеличенной поверхностью так, что проксимальные концы размещаются смежно один другому, и соединяют вместе проксимальные концы материала, например, свариванием для образования трубки с увеличенной поверхностью. Способ может включать дополнительный этап, на котором обеспечивают отверстия в материале.[00173] The method may further include an additional step in which the walls with the enlarged surface are bent so that the proximal ends are adjacent to one another, and the proximal ends of the material are joined together, for example by welding to form a tube with an enlarged surface. The method may include an additional step in which openings in the material are provided.
[00174] Как обозначено выше, стенка с увеличенной поверхностью может быть установлена в теплообменнике, в определенном типе устройства управления текучей средой или также в уже других формах устройства.[00174] As indicated above, a wall with an enlarged surface can be installed in a heat exchanger, in a certain type of fluid control device, or also in other forms of the device.
[00175] Первичные рисунки могут быть направленными или ненаправленными. Стенка с увеличенной поверхностью может соответствовать по меньшей мере одному из следующих обозначений ASME/ASTM: A249/A, A135, A370, A751, E213, E273, E309, E1806, A691, A139, A213, A214, A268, A269, A270, A312, A334, A335, A498, A631, A671, A688, A691, A778, A299/A, A789, A789/A, A789/M, A790, A803, A480, A763, A941, A1016, A1012, A1047/A, A250, A771, A826, A851, B674, E112, A370, A999, E381, E426, E527, E340, A409, A358, A262, A240, A537, A530, A435, A387, A299, A204, A20, A577, A578, A285, E165, A380, A262 и A179. Каждое из вышеупомянутых обозначений здесь включено путем ссылки.[00175] The primary patterns may be directional or non-directional. An enlarged wall may correspond to at least one of the following ASME / ASTM designations: A249 / A, A135, A370, A751, E213, E273, E309, E1806, A691, A139, A213, A214, A268, A269, A270, A312 , A334, A335, A498, A631, A671, A688, A691, A778, A299 / A, A789, A789 / A, A789 / M, A790, A803, A480, A763, A941, A1016, A1012, A1047 / A, A250 , A771, A826, A851, B674, E112, A370, A999, E381, E426, E527, E340, A409, A358, A262, A240, A537, A530, A435, A387, A299, A204, A20, A577, A578, A285 , E165, A380, A262 and A179. Each of the above notation is hereby incorporated by reference.
[00176] Материал может быть обеспечен покрытием (например, покрытием металла и т.д.) на по меньшей мере участке одной из его первоначальных поверхностей, или такая(ие) первоначальная(ые) поверхность(и) может(гут) быть химически обработана (например, электрополировкой и т.д.). Такое покрытие и/или химическая обработка может быть применена до, во время или после образования на нем увеличенных поверхностей. Как используется здесь, выражение "участок" включает диапазон от 0-100%.[00176] The material may be provided with a coating (eg, a metal coating, etc.) on at least a portion of one of its original surfaces, or such initial surface (s) may be chemically treated (e.g. electropolishing, etc.). Such a coating and / or chemical treatment can be applied before, during or after the formation of enlarged surfaces on it. As used here, the expression "plot" includes a range from 0-100%.
[00177] Изобретение также включает стенку с увеличенной поверхностью, образованную вышеупомянутым способом.[00177] The invention also includes a wall with an enlarged surface formed by the aforementioned method.
[00178] Фиг.5A-5D показывают, как измеряется толщина стенки от точки к точке во время выполнения различных этапов способа. Как используется здесь, выражение "толщина стенки от точки к точке" означает толщину материала от точки на его одной поверхности до ближайшей точки на его противоположной поверхности. Таким образом, фиг.5A показывает микрометр, который измеряет первоначальную толщину между плоскими поверхностями 21a, 21b. Фиг.5B показывает микрометр, который измеряет толщину стенки после вдавливания в нее вторичных 1 рисунков. Этот вид схематически показывает две измеряющие ориентации, одна "вертикальную" толщину, а другая под углом так, что может быть использована меньшая из двух измеряемых толщин. Фиг.5C показывает, как будет измеряться толщина стенки от точки к точке, когда в материал вдавлен первичный рисунок. Наконец, фиг.5D показывает микрометр, который измеряет толщину стенки от точки к точке материала после вдавливания в него первичных 1 и вторичных 1 рисунков. И в этом случае, меньшая из двух измеряемых толщин используется в качестве измерения минимальной толщины стенки. Эти две иллюстрации ориентации микрометра не являются исчерпывающими для всех его возможных ориентаций.[00178] FIGS. 5A-5D show how wall thickness is measured from point to point during various steps of the method. As used here, the expression "wall thickness from point to point" means the thickness of the material from a point on its one surface to the nearest point on its opposite surface. Thus, FIG. 5A shows a micrometer that measures the initial thickness between the
[00179] Фиг.6A-6D показывают, как толщина области материала измеряется на различных этапах выполнения способа. Толщина измеряется измерением расстояния от пика к пику противоположных поверхностей и обычно охватыванием нескольких пиков вдоль каждой из двух поверхностей. Таким образом, фиг.6A показывает микрометр, измеряющий толщину первоначально поданного материала, имеющего плоские верхнюю и нижнюю поверхности 21a, 21b соответственно. Так как эти поверхности плоские, микрометр может измерять расстояние между ними без затруднений. Фиг.6B показывает микрометр, который измеряет толщину материала после вдавливания в него вторичных 1 рисунков. Отметим, что микрометр измеряет толщину от пика к пику размеров обеих поверхностей. Фиг.6C показывает микрометр, который измеряет толщину материала, если первичные 1 рисунки были вдавлены в первоначально поданный материал. С этой точки зрения, микрометр снова измеряет толщину от пика к пику поперечно множественным элементам, вдавленным в эти поверхности. Наконец, фиг.6D показывает микрометр, который измеряет толщину стенки материала после вдавливания в него первичных 1 и вторичных 1 рисунков.[00179] Figa-6D show how the thickness of the material region is measured at various stages of the method. Thickness is measured by measuring the distance from peak to peak of opposing surfaces and usually spanning several peaks along each of the two surfaces. Thus, FIG. 6A shows a micrometer measuring the thickness of an initially supplied material having flat upper and
[00180] Так как выражение "толщина стенки от точки к точке" означает толщину материала от точки на его одной поверхности до ближайшей точки на его противоположной поверхности, иногда необходимо измерять такой размер и вертикально, и под различными углами для определения минимальной толщины. Однако, так как "толщина области" относится к расстоянию от пика на одной поверхности до пика на противоположной поверхности, обычно она может быть измерена вертикально. "Толщина области" предпочтительно окружает множество пиков на каждой поверхности.[00180] Since the expression "wall thickness from point to point" means the thickness of the material from a point on its one surface to the nearest point on its opposite surface, it is sometimes necessary to measure this size both vertically and at different angles to determine the minimum thickness. However, since “region thickness” refers to the distance from a peak on one surface to a peak on an opposite surface, it can usually be measured vertically. The "area thickness" preferably surrounds a plurality of peaks on each surface.
Второй вариант выполнения (фиг.7A-7D)Second Embodiment (Figs. 7A-7D)
[00181] Второй первичный рисунок, обозначенный первичным 2 рисунком, проиллюстрирован на фиг.7A-7C и в целом обозначен позицией 30. Этот рисунок в некоторой степени похож на увеличенные соты и имеет верхнюю поверхность 31a и нижнюю поверхность 31b. Этот рисунок является направленным в вертикальном направлении, но ненаправленным в горизонтальном направлении. Вертикальное и горизонтальное поперечные сечения показаны на фиг.7B-7C.[00181] The second primary pattern, designated by the primary 2 pattern, is illustrated in FIGS. 7A-7C and is generally indicated by 30. This pattern is somewhat similar to enlarged cells and has an
Третий вариант выполнения (фиг.8A-8С)Third Embodiment (FIGS. 8A-8C)
[00182] Фиг.8A-8C показывают другой бороздообразный первичный рисунок, обозначенный первичным 3 рисунком. Этот рисунок в целом обозначен позицией 32. Этот рисунок является направленным в вертикальном направлении, но ненаправленным в горизонтальном направлении. Вертикальное и горизонтальное поперечные сечения показаны на фиг.8B-8C. Этот рисунок имеет синусоидальные волны, хотя и с различными периодами, в каждом из двух ортогональных поперечных направлениях на его верхней и нижней поверхностях.[00182] FIGS. 8A-8C show another groove-like primary pattern indicated by a primary 3 pattern. This pattern is generally indicated at 32. This pattern is directional in the vertical direction, but non-directional in the horizontal direction. Vertical and horizontal cross sections are shown in FIGS. 8B-8C. This pattern has sine waves, albeit with different periods, in each of the two orthogonal transverse directions on its upper and lower surfaces.
Четвертый вариант выполнения (фиг.9A-9D)Fourth Embodiment (Figs. 9A-9D)
[00183] Фиг.9A-9C показывают другой вторичный рисунок, обозначенный вторичным 2 рисунком. Этот рисунок содержит последовательности вмятинообразных углублений на одной поверхности и вертикально выровненные выпуклости на противоположной поверхности. При необходимости эти вмятины могут быть расположены вперемежку или в линию. Этот рисунок в целом обозначен позицией 34 на фиг.9A и показан имеющим верхнюю поверхность 35a.[00183] Figs. 9A-9C show another secondary pattern, indicated by the secondary 2 pattern. This figure contains sequences of dent-like depressions on one surface and vertically aligned bulges on the opposite surface. If necessary, these dents may be interspersed or in line. This figure is generally indicated at 34 in FIG. 9A and is shown having an
[00184] Фиг.9B-9C показывают варианты плотности на рисунке, показанном на фиг.9A. На фиг.9A рисунок обозначен позицией 34', а его верхняя поверхность обозначена позицией 35а'. Плотность поверхности вмятинообразных элементов в рисунке 34, показанном на фиг.9A, составляет 0,5 от плотности для преобразованного рисунка 34', показанного на фиг.9B, и 0,25 от плотности для дополнительно преобразованного рисунка 34'', показанного на фиг.9C. Таким образом, плотность поверхности вмятинообразных элементов на фиг.9B в два раза больше плотности, показанной на фиг.9A. Подобным образом, плотность поверхности вмятинообразных элементов на фиг.9С в два раза больше плотности, показанной на фиг.9В, и в четыре раза плотности поверхности элементов, показанных на фиг.9A.[00184] FIGS. 9B-9C show density options in the figure shown in FIG. 9A. 9A, the pattern is indicated by 34 ', and its upper surface is indicated by 35a'. The surface density of the dents in figure 34 shown in FIG. 9A is 0.5 of the density for the transformed figure 34 'shown in FIG. 9B and 0.25 of the density for the further transformed figure 34 ’shown in FIG. 9C. Thus, the surface density of the dent-like elements in Fig. 9B is two times higher than the density shown in Fig. 9A. Similarly, the surface density of the dent-like elements in FIG. 9C is two times the density shown in FIG. 9B and four times the surface density of the elements shown in FIG. 9A.
[00185] Фиг.9A-9С изображены в одинаковом масштабе, как обозначено размерами 6,0×6,0.[00185] FIGS. 9A-9C are depicted on the same scale, as indicated by dimensions of 6.0 × 6.0.
Пятый вариант выполнения (фиг.10A-10D)Fifth Embodiment (FIGS. 10A-10D)
[00186] Фиг.10A-10C показывают другой шевронообразный вторичный рисунок, обозначенный вторичным 4 рисунком. Этот рисунок является ненаправленным в обоих продольном и поперечном направлениях. Этот рисунок в целом обозначен позицией 36 и имеет верхнюю и нижнюю поверхности 38a, 38b.[00186] FIGS. 10A-10C show another chevron-shaped secondary pattern, indicated by a secondary 4 pattern. This pattern is non-directional in both longitudinal and transverse directions. This pattern is generally indicated at 36 and has upper and
Шестой вариант выполнения (фиг.11A-11D)Sixth Embodiment (FIGS. 11A-11D)
[00187] Фиг.11A-11C показывают другую форму вторичного рисунка, обозначенного вторичным 2 рисунком, вдавленного в материал. В этой форме отдельные вмятины или элементы (знаки) в некоторой степени имеют форму овала. Отметим, что период вмятин различен в двух ортогональных направлениях, как показано на фиг.11A-11B. Этот рисунок в целом обозначен позицией 39 и показан имеющим верхнюю и нижнюю поверхности 40a, 40b соответственно.[00187] FIGS. 11A-11C show another shape of a secondary pattern, indicated by a secondary 2 pattern, pressed into the material. In this form, individual dents or elements (signs) have an oval shape to some extent. Note that the dent period is different in two orthogonal directions, as shown in FIGS. 11A-11B. This figure is generally indicated at 39 and shown to have upper and
Седьмой вариант выполнения (фиг.12A-12D)Seventh Embodiment (FIGS. 12A-12D)
[00188] Фиг.12A-12C показывают уже другой тип вторичного рисунка, обозначенного вторичным 3 рисунком. Вмятины или элементы этого рисунка имеют в некоторой степени форму лимона. И в этом случае, отметим, что период вмятин различен в каждом из двух ортогональных поперечных направлениях, как показано на фиг.12A-12B. Этот рисунок в целом обозначен позицией 41 и показан имеющим верхнюю и нижнюю поверхности 42a, 42b соответственно.[00188] FIGS. 12A-12C show another type of secondary pattern, indicated by secondary 3 pattern. The dents or elements of this pattern are to some extent the shape of a lemon. And in this case, note that the dent period is different in each of the two orthogonal transverse directions, as shown in FIGS. 12A-12B. This pattern is generally indicated at 41 and shown to have upper and
Восьмой вариант выполнения (фиг.13A-13D)Eighth Embodiment (FIGS. 13A-13D)
[00189] Фиг.13A-13B используются для иллюстрации направленного рисунка, обозначенного первичным 6 рисунком. Этот рисунок в целом обозначен позицией 43 и показан имеющим верхнюю и нижнюю поверхности 44a, 44b соответственно. Отметим, что рисунок имеет последовательности ступенчатых функций на его противоположных поверхностях, как показано на фиг.13В. Отметим также, что и элементы выровнены так, что каждый выступ на одной поверхности соответствует вмятине на другой поверхности. Этот рисунок является направленным в горизонтальном направлении, а не в вертикальном направлении.[00189] FIGS. 13A-13B are used to illustrate a directional pattern indicated by a primary 6 pattern. This figure is generally indicated at 43 and shown to have upper and
Девятый вариант выполнения (фиг.14A-14D)Ninth Embodiment (FIGS. 14A-14D)
[00190] Фиг.14A-14C показывают перекрещивающийся вторичный рисунок, обозначенный вторичным 7 рисунком, вдавленный в материал. Этот рисунок в целом обозначен позицией 45 и показан имеющим верхнюю поверхность 46a и нижнюю поверхность 46b. Этот рисунок является направленным (т.е. непрерывным) в обоих горизонтальном и вертикальном направлениях. Отметим, что период элементов является одинаковым в обоих ортогональных направлениях.[00190] Figs. 14A-14C show a crossed secondary pattern, indicated by a secondary pattern 7, pressed into the material. This figure is generally indicated at 45 and shown having an
Десятый вариант выполнения (фиг.15A-15D)Tenth embodiment (FIGS. 15A-15D)
[00191] Фиг.15A-15C показывают прерывистый галькообразный, хоть и повторяющийся, ненаправленный вторичный рисунок, вдавленный в материал. Этот рисунок обозначен вторичным 4 рисунком. Этот рисунок в целом обозначен позицией 48 и имеет верхнюю и нижнюю поверхности 49a, 49b соответственно. Поперечные сечения в ортогональных осях показаны на фиг.15B-15C соответственно. На фиг.15B-15C отметим, что вмятина на одной поверхности вертикально выровнена с выступом на другой поверхности. Этот рисунок является ненаправленным в том смысле, что рисунок прерывается в каждом из горизонтального и вертикального направлений. Как используется здесь, выражение "направленный" относительно рисунка значит, что линии рисунка являются непрерывными и не прерываются вдоль направления, тогда как выражение "ненаправленный" значит, что линии рисунка прерываются вдоль направления, даже если рисунок может повторяться.[00191] FIGS. 15A-15C show an intermittent pebble, albeit repeating, non-directional secondary pattern depressed into the material. This pattern is indicated by a secondary 4 pattern. This pattern is generally indicated by 48 and has upper and
Одиннадцатый вариант выполнения (фиг.16A-16D)Eleventh embodiment (FIGS. 16A-16D)
[00192] Фиг.16A-16C показывают уже другой тип сотообразного ненаправленного вторичного рисунка, обозначенного вторичным 5 рисунком, вдавленного в материал. Этот рисунок в целом обозначен позицией 50 и показан имеющим верхнюю и нижнюю поверхности 51a, 51b соответственно. Этот рисунок является ненаправленным в вертикальном и горизонтальном направлениях.[00192] FIGS. 16A-16C show another type of honeycomb non-directional secondary pattern, indicated by secondary 5 pattern, pressed into the material. This figure is generally indicated at 50 and shown to have upper and
Способ создания трубки с увеличенной поверхностью (фиг.17)A method of creating a tube with an enlarged surface (Fig.17)
[00193] Фиг.17 изображает один способ создания круглой трубки, имеющей увеличенные поверхности. Согласно этому способу разматывают спираль 52, имеющую первичные и вторичные рисунки (и дополнительно, любые трубку охладителя и пропускные отверстия). Передний край материала проходит через последовательность роликов и роликовых волок, отдельно обозначенных позицией 53, в пределах которых плоский листовой материал сворачивают в круглую трубку с двумя продольными краями, размещаемыми вплотную смежно или предпочтительно встык друг с другом. Далее свернутую трубку пропускают через предварительно нагревающий блок 54 и сварочный блок 55 для сваривания продольных краев вместе. Далее сваренную трубку пропускают через вторично нагревающий блок 56 для подвергания отжигу сварки и материала и далее охлаждают в охлаждающем блоке 58. Далее охлажденную сваренную трубку пропускают через инструмент для снятия заусенцев для сглаживания краев сварочных швов и дополнительно перемещают вправо роликами 60, 60.[00193] Fig.17 depicts one method of creating a round tube having enlarged surfaces. According to this method, a
Круглая трубка (фиг.18A-18C)Round tube (Fig. 18A-18C)
[00194] Трубка может иметь много различных форм и поперечных сечений. Фиг.18A-18C изображает длину сваренной круглой трубки, которая может быть изготовлена способом, указанным на фиг.17. Трубка, в целом обозначенная позицией 62, показана имеющей первичные и вторичные рисунки. Как наилучшим образом показано на фиг.18В, трубка 62 имеет тонкостенное круглое поперечное сечение.[00194] The tube may have many different shapes and cross-sections. Figa-18C depicts the length of the welded round tube, which can be made by the method indicated in Fig.17. The tube, generally indicated at 62, is shown having primary and secondary patterns. As best shown in FIG. 18B,
[00195] Внешняя стенка трубки также показана имеющей на ней покрытие 63. Это покрытие может быть покрытием металла или некоторой другой формой покрытия или ламинации. Это покрытие является дополнительным и может быть обеспечено на любой из раскрытых здесь увеличенных поверхностей. При необходимости, покрытие может быть обеспечено на внутренней или внешней поверхности трубки.[00195] The outer wall of the tube is also shown having a
Прямоугольная трубка (Фиг.19A-19C)Rectangular Tube (Fig. 19A-19C)
[00196] Как отмечено выше, не все трубки имеют круглое поперечное сечение. Определенные трубки имеют овалообразные поперечные сечения, полигональные поперечные сечения или т.п.[00196] As noted above, not all tubes have a circular cross section. Certain tubes have oval-shaped cross sections, polygonal cross sections, or the like.
[00197] Фиг.19A-19C изображают трубку 64, имеющую в общем прямоугольное поперечное сечение с первичными и вторичными рисунками на ее внутренней и внешней поверхностях. Если требуется, эта трубка может быть образована с покрытием или может быть химически обработана.[00197] FIGS. 19A-19C depict a
U-образная трубка (фиг.20A-20C)U-shaped tube (figa-20C)
[00198] Фиг.20A-20C изображают круглую трубку, которая изогнута в форму U, если смотреть сбоку. Эта трубка, в целом обозначенная позицией 65, имеет первичные и вторичные рисунки на ее внутренней и внешней поверхностях.[00198] FIGS. 20A-20C depict a round tube that is curved into a U shape when viewed from the side. This tube, generally indicated at 65, has primary and secondary patterns on its inner and outer surfaces.
Спираль, образованная из круглой трубки (фиг.21A-21D)The spiral formed from a round tube (figa-21D)
[00199] Фиг.21A-21D изображают спираль со спиральной намоткой, образованной из определенной длины круглой трубки. Эта спираль, в целом обозначенная позицией 66, имеет первичные и вторичные рисунки на ее внутренней и внешней поверхностях.[00199] Figa-21D depict a spiral with a spiral winding formed from a certain length of a round tube. This spiral, generally indicated at 66, has primary and secondary patterns on its inner and outer surfaces.
Способ создания пластины с увеличенной поверхностью (фиг.22)A method of creating a plate with an enlarged surface (Fig.22)
[00200] Фиг.22 представляет собой схематический вид одного способа образования пластин с увеличенной поверхностью. В этом способе разматывают спираль 68 материала с первичными и вторичными рисунками. Передний край материала проходит вокруг направляющих роликов 69a, 69b, 69c и далее проходит между противоположной парой роликовых волок 70a, 70b, которые пробивают или образуют различные отверстия (например, отверстия охлаждающей трубки и/или пропускные отверстия в виде любого требуемого рисунка) в материале. Далее передний край пропускают через вторую пару роликовых волок 71a, 71b, которые образуют выступы на материале. Передний край пропускают через пропускные ножницы 72, где индивидуальные пластины, отдельно обозначенные позицией 73, отрезают от рулонного материала. Эти пластины перемещают вправо действием роликов 74.[00200] Fig.22 is a schematic view of one method of forming plates with an enlarged surface. In this method, a
Пластины, имеющие отверстия трубки охладителя и пропускные отверстия (фиг.23A-25E)Plates having cooler tube openings and through holes (FIGS. 23A-25E)
[00201] Фиг.23A-25E показывают различные формы улучшенных пластин, имеющих различные совокупности первичных и вторичных рисунков и имеющих отверстия трубки охладителя и пропускные отверстия различных размеров.[00201] FIGS. 23A-25E show various forms of improved plates having various sets of primary and secondary patterns and having cooler tube openings and through-holes of various sizes.
[00202] Первая форма пластин в целом обозначена позицией 75 на фиг.23A-23B. В этой первой форме индивидуальные элементы первичных и вторичных рисунков обозначены позицией 76', 76'' соответственно. Отверстия охлаждающей трубки (т.е. отверстия в пластине для обеспечения прохода различным охлаждающим трубкам (не показаны)) отдельно обозначены позицией 77, и относительно небольшие пропускные отверстия отдельно обозначены позицией 78.[00202] The first shape of the plates is generally indicated at 75 in FIGS. 23A-23B. In this first form, the individual elements of the primary and secondary patterns are indicated by 76 ', 76' ', respectively. The openings of the cooling tube (i.e., openings in the plate to allow passage to various cooling tubes (not shown)) are separately indicated by 77, and relatively small through holes are separately indicated by 78.
[00203] Вторая форма пластин в целом обозначена позицией 79 на фиг.24A-24B. В этой второй форме индивидуальные элементы первичных и вторичных рисунков снова обозначены позицией 76' 76'', соответственно. Отверстия охлаждающей трубки и относительно небольшие пропускные отверстия снова обозначены позицией 77, 78 соответственно. Отметим, что вторая пластина 78 является более тонкой и на большую глубину деформирована, чем первая пластина 75.[00203] The second form of the plates is generally indicated by 79 in FIGS. 24A-24B. In this second form, the individual elements of the primary and secondary patterns are again indicated by 76 '76', respectively. The openings of the cooling tube and relatively small passage openings are again indicated by 77, 78, respectively. Note that the
[00204] Пять различных пластин проиллюстрированы на фиг.25A-25E. В каждой из этих фигур отверстия или гнезда охлаждающей трубки обозначены позицией 77. Характерная разница между этими пятью фигурами заключается в размере и конфигурации пропускных отверстий. На фиг.25A третья форма пластины, в целом обозначенная позицией 79, показана имеющей множество пропускных отверстий меньшего размера, отдельно обозначенных позицией 80. На фиг.25В четвертая форма пластины, в целом обозначенная позицией 79', показана имеющей пропускные отверстия промежуточного размера, отдельно обозначенные позицией 80'. На фиг.25С пятая форма пластины, в целом обозначенная позицией 79'', показана имеющей пропускные отверстия большего размера, отдельно обозначенные позицией 80''. Фиг.25D иллюстрирует шестую форму пластины, имеющей различные вертикальные ряды небольших, промежуточных и больших пропускных отверстий. Фиг.25Е иллюстрирует седьмую форму пластины, имеющую другую комбинацию небольших, промежуточных и больших пропускных отверстий. В каждом из этих случаев пластина имеет первичные и вторичные рисунки.[00204] Five different plates are illustrated in FIGS. 25A-25E. In each of these figures, the holes or slots of the cooling tube are indicated by 77. A characteristic difference between the five figures is the size and configuration of the through holes. In FIG. 25A, a third plate shape, generally indicated by 79, is shown having a plurality of smaller apertures, separately indicated by 80. In FIG. 25B, a fourth plate shape, generally indicated by 79 ′, is shown having an intermediate sized apertures, denoted by 80 '. In FIG. 25C, a fifth plate shape, generally indicated by 79 ″, is shown having larger through-holes, separately indicated by 80 ″. Fig. 25D illustrates a sixth form of a plate having various vertical rows of small, intermediate and large passage openings. 25E illustrates a seventh plate shape having another combination of small, intermediate, and large through holes. In each of these cases, the plate has primary and secondary patterns.
Улучшенный теплообменник (фиг.26)Improved heat exchanger (Fig.26)
[00205] Улучшенный теплообменник, в целом обозначенный позицией 81, показан на фиг.26 имеющим внешний корпус 82. Извилистая теплообменная трубка 83 с увеличенной поверхностью продолжается между горячим впуском и горячим выпуском в корпусе. Холодная текучая среда принимается в корпус через холодный впуск и течет по трубке по направлению к холодному выпуску, через который она выходит из корпуса. При необходимости, впускные и выпускные соединения и/или геометрия трубки могут(жет) быть изменены(а).[00205] An improved heat exchanger, generally indicated at 81, is shown in FIG. 26 having an
Улучшенный охладитель (фиг.27A-27E)Improved cooler (Fig.27A-27E)
[00206] Фиг.27A-27E изображают улучшенный охладитель, в целом обозначенный позицией 84. Этот охладитель показан имеющим множество трубок с увеличенной поверхностью, отдельно обозначенных позицией 85, которые проникают в дно 86 и которые поднимаются вверх через множество вертикально разнесенных пластин, отдельно обозначенных позицией 88. Трубки обматывают пластины извилистым образом. При необходимости, здесь снова гидравлические соединения и/или геометрия трубки могут быть изменены. Каждая пластина показана имеющей множество отверстий 89 трубки охладителя для обеспечения прохода трубок. Каждая пластина имеет первичные и вторичные рисунки и может дополнительно иметь несколько пропускных отверстий в виде любого требуемого рисунка.[00206] FIGS. 27A-27E depict an improved cooler, generally indicated at 84. This cooler is shown to have a plurality of enlarged surface tubes, individually indicated at 85, which penetrate the bottom 86 and which rise upward through a plurality of vertically spaced plates, individually labeled 88. The tubes wrap around the plates in a tortuous manner. If necessary, here again the hydraulic connections and / or the geometry of the tube can be changed. Each plate is shown having a plurality of
[00207] Фиг.27A изображает вид сверху дна охладителя. Фиг.27B представляет собой частичный вид в вертикальном сечении охладителя, взятом в общем вдоль линии 27В-27В на фиг.27A, и показывает трубки проходящими вверх и вниз через выровненные отверстия трубки охладителя в пластинах. Фиг.27C представляет собой вид сбоку охладителя. Фиг.27D представляет собой частичный вид в горизонтальном сечении охладителя, взятом в общем вдоль линии 27D-27D на фиг.27С, и показывает вид снизу одной из пластин. Наконец, фиг.27Е представляет собой увеличенный подробный вид нижнего правого участка пластины, причем этот вид взят в пределах обозначенного круга на фиг.27D.[00207] Fig. 27A is a plan view of the bottom of the cooler. FIG. 27B is a partial vertical sectional view of a cooler taken generally along
Улучшенная емкость с потоком текучей среды (фиг.28)Improved fluid flow capacity (FIG. 28)
[00208] Улучшенная емкость с потоком текучей среды в целом обозначена позицией 90 на фиг.28. Эта емкость показана включающей столб технологического процесса, в целом обозначенный позицией 91, который включает множество вертикально разнесенных стенок с увеличенной поверхностью, отдельно обозначенных позицией 92. Испарение поднимается вверх через столб последовательным прохождением через различные стенки, и жидкость опускается через столб также последовательным прохождением через различные стенки. Испарение на верхней части столба проходит через трубопровод 93 в конденсатор 94. Жидкость возвращается в самую верхнюю камеру внутри столба через трубопровод 95. На дне столба технологического процесса собранная жидкость подается через трубопровод 96 в ребойлер 98 с увеличенной поверхностью. Испарение, покидающее этот ребойлер, подается в самую нижнюю камеру столба через трубопровод 99.[00208] The improved fluid flow capacity is generally indicated at 90 in FIG. 28. This tank is shown comprising a pillar of the process, generally indicated at 91, which includes a plurality of vertically spaced walls with an enlarged surface, individually indicated at 92. Evaporation rises through the column by sequential passage through various walls, and the liquid is lowered through the column by sequential passage through various the walls. Evaporation on the top of the column passes through
Улучшенная пластина теплообменника (фиг.29A-29B)Improved heat exchanger plate (FIGS. 29A-29B)
[00209] Фиг.29A изображает улучшенную пластину теплообменника, в целом обозначенную позицией 100. Множество таких пластин может быть уложено одна поверх другой, и смежные пластины могут быть отделены с возможностью уплотнения прокладкой (не показана) для определения между ними каналов потока. Фиг.29B показывает, что участки пластины теплообменника могут иметь такие увеличенные поверхности, чтобы облегчать теплообмен. Фиг.29B ясно показывает, что проиллюстрированный участок пластины может иметь первичные рисунки 101 и вторичные рисунки 102.[00209] Fig. 29A depicts an improved heat exchanger plate generally indicated at 100. Many of these plates can be stacked one on top of the other, and adjacent plates can be sealed with a gasket (not shown) to define flow channels between them. FIG. 29B shows that portions of the heat exchanger plate may have such enlarged surfaces to facilitate heat transfer. 29B clearly shows that the illustrated plate portion may have primary patterns 101 and
[00210] В связи с этим настоящее изобретение в общем обеспечивает улучшенный способ образования стенки с увеличенной поверхностью для использования в устройстве для выполнения определенного технологического процесса, улучшенную стенку с увеличенной поверхностью и использует ее.[00210] In this regard, the present invention generally provides an improved method of forming a wall with an enlarged surface for use in an apparatus for performing a specific process, an improved wall with an enlarged surface, and using it.
ПреобразованияConversions
[00211] Настоящее изобретение предполагает, что могут быть выполнены многие изменения и преобразования. Например, тогда как материал может быть предпочтительно образован из нержавеющей стали, могут быть использованы другие типы материала(ов) (например, различные сплавы алюминия, титана, меди и т.д. или различные керамические материалы). Материал может быть однородным или неоднородным. Он может быть покрыт или химически обработан, либо до, во время, либо после выполнения способа, описанного здесь. Как проиллюстрировано выше, первичные и вторичные рисунки могут иметь множество различных форм и конфигураций, часть непрерывными и направленными, а другие наоборот. Такие же типы или конфигурации элементов могут быть использованы в первичных и вторичных рисунках с разницей в глубине и/или плотности поверхности таких элементов. Различные теплообменные устройства, раскрытые здесь, могут быть полными сами по себе или могут быть участками больших устройств, которые могут иметь форму, отличную от показанной.[00211] The present invention contemplates that many changes and transformations can be made. For example, while the material can preferably be formed of stainless steel, other types of material (s) can be used (for example, various alloys of aluminum, titanium, copper, etc., or various ceramic materials). The material may be homogeneous or heterogeneous. It can be coated or chemically treated, either before, during, or after performing the method described here. As illustrated above, primary and secondary patterns can have many different shapes and configurations, some continuous and directed, and others vice versa. The same types or configurations of elements can be used in primary and secondary drawings with a difference in depth and / or surface density of such elements. The various heat exchangers disclosed herein may be complete on their own or may be sections of large devices that may have a shape other than that shown.
[00212] В связи с этим, тогда как показаны и описаны улучшенный способ и устройство, и обсуждены несколько его преобразований и изменений, специалисты в области техники очевидно поймут, что различные дополнительные изменения и преобразования могут быть выполнены без отклонения от замысла изобретения, который определен и дифференцирован следующей далее формулой изобретения.[00212] In this regard, while an improved method and apparatus are shown and described, and several transformations and changes discussed, those skilled in the art will understand that various additional changes and transformations can be made without departing from the scope of the invention, which is defined and is differentiated by the following claims.
Claims (18)
обеспечивают длину материала, имеющую противоположные первоначальные поверхности, причем указанный материал имеет продольную осевую линию, размещенную по существу по середине между указанными первоначальными поверхностями, материал имеет первоначальный поперечный размер, измеряемый от указанной осевой линии до точки на одной из указанных первоначальных поверхностей, расположенной наиболее удаленно от указанной осевой линии, причем каждая из указанных первоначальных поверхностей имеет плотность первоначальной поверхности, причем указанная плотность поверхности определяется количеством элементов на поверхности на единицу предполагаемой площади поверхности;
вдавливают вторичные рисунки, имеющие плотности поверхностей вторичных рисунков, на каждую из указанных первоначальных поверхностей для деформирования указанного материала и для увеличения плотностей поверхностей на каждой из указанных поверхностей и для увеличения поперечного размера указанного материала от указанной осевой линии до наиболее удаленной точки такого деформированного материала;
причем этап вдавливания указанных вторичных рисунков в указанный материал увеличивает максимальный поперечный размер указанного материала от указанной осевой линии до наиболее удаленной точки указанного деформированного материала до 150% максимального поперечного размера от указанной осевой линии до указанной наиболее удаленной точки на одной из указанных первоначальных поверхностей; и
вдавливают первичные рисунки, имеющие плотности поверхностей первичных рисунков на каждой из таких деформированных поверхностей для дополнительного деформирования материала и для дополнительного увеличения плотностей поверхностей на каждой из указанных поверхностей;
причем этап вдавливания указанных первичных рисунков в указанный материал не уменьшает минимальный размер такого дополнительно деформированного материала при измерении от указанной осевой линии до любой точки на одной из таких дополнительно деформированных поверхностей ниже 50% минимального размера указанного материала при измерении от указанной осевой линии до наиболее удаленной точки на одной из указанных первоначальных поверхностей;
тем самым обеспечивая стенки с увеличенной поверхностью для использования в устройстве для выполнения определенного процесса.1. A method of forming a wall with an enlarged surface for use in a device for performing a specific process, comprising the steps of:
provide a length of material having opposite initial surfaces, said material having a longitudinal center line located substantially in the middle between said original surfaces, the material has an initial transverse dimension, measured from said center line to a point on one of said initial surfaces located farthest from the specified center line, and each of these initial surfaces has a density of the original surface, and the specified surface density is determined by the number of elements on the surface per unit of estimated surface area;
press secondary patterns having surface densities of secondary patterns onto each of said initial surfaces to deform said material and to increase surface densities on each of said surfaces and to increase the transverse dimension of said material from said center line to the farthest point of such a deformed material;
wherein the step of pushing said secondary patterns into said material increases the maximum transverse dimension of said material from said axial line to the farthest point of said deformed material to 150% of the maximum transverse dimension from said axial line to said farthest point on one of said initial surfaces; and
press primary patterns having surface densities of primary patterns on each of such deformed surfaces for additional deformation of the material and for an additional increase in surface densities on each of these surfaces;
moreover, the step of pressing said primary patterns into said material does not reduce the minimum size of such an additionally deformed material when measured from said axial line to any point on one of these additionally deformed surfaces below 50% of the minimum size of said material when measured from said axial line to the farthest point on one of these initial surfaces;
thereby providing walls with an enlarged surface for use in a device for performing a specific process.
сгибают стенку с увеличенной поверхностью так, что проксимальные концы размещаются проксимально друг другу; и
соединяют вместе проксимальные концы указанного материала;
тем самым образуя трубку с увеличенной поверхностью.14. The method according to claim 1, additionally containing additional steps, in which:
bending the wall with an enlarged surface so that the proximal ends are placed proximal to each other; and
connecting together the proximal ends of the specified material;
thereby forming a tube with an enlarged surface.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US29565310P | 2010-01-15 | 2010-01-15 | |
| US61/295,653 | 2010-01-15 | ||
| PCT/US2010/002363 WO2011087474A1 (en) | 2010-01-15 | 2010-08-27 | Methods of forming enhanced-surface walls for use in apparatae |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2012134771A RU2012134771A (en) | 2014-02-20 |
| RU2542628C2 true RU2542628C2 (en) | 2015-02-20 |
Family
ID=44304524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2012134771/06A RU2542628C2 (en) | 2010-01-15 | 2010-08-27 | Methods of forming walls with increased surface for use in device |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP2524185B1 (en) |
| JP (1) | JP5905830B2 (en) |
| KR (1) | KR101793754B1 (en) |
| CN (1) | CN102713489B (en) |
| AU (1) | AU2010341861B2 (en) |
| BR (1) | BR112012017291B1 (en) |
| CA (1) | CA2786526C (en) |
| ES (1) | ES2883234T3 (en) |
| HK (1) | HK1176675A1 (en) |
| RU (1) | RU2542628C2 (en) |
| WO (1) | WO2011087474A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2647866C2 (en) * | 2016-05-31 | 2018-03-21 | Юрий Васильевич Таланин | Method of manufacturing liquid cooler |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013039214A1 (en) * | 2011-09-16 | 2013-03-21 | 株式会社神戸製鋼所 | Raw plate material for heat exchanging plate, and heat exchanging plate using same |
| KR101367320B1 (en) | 2012-08-22 | 2014-03-12 | 현대자동차주식회사 | Structure of exhaust pipe for exhaust-heat recovery |
| DE102014202293A1 (en) * | 2014-02-07 | 2015-08-13 | Siemens Aktiengesellschaft | heatsink |
| WO2016145526A1 (en) | 2015-03-16 | 2016-09-22 | Dana Canada Corporation | Heat exchangers with plates having surface patterns for enhancing flatness and methods for manufacturing same |
| SE541905C2 (en) * | 2017-12-05 | 2020-01-02 | Swep Int Ab | Heat exchanger and method for forming heat exchanger plates |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU869871A1 (en) * | 1980-01-18 | 1981-10-07 | Московский Ордена Трудового Красного Знамени Институт Стали И Сплавов | Rolling method |
| RU2070103C1 (en) * | 1994-12-19 | 1996-12-10 | Акционерное общество "Кыргызавтомаш" | Device for making extrusions on metallic belt |
| RU2340780C2 (en) * | 2003-02-06 | 2008-12-10 | Эмитек Гезельшафт Фюр Эмиссионстехнологи Мбх | Methods for manufacture of profiled metal sheets and cell elements and corresponding tool |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3861462A (en) * | 1971-12-30 | 1975-01-21 | Olin Corp | Heat exchange tube |
| GB1531134A (en) * | 1975-08-20 | 1978-11-01 | Atomic Energy Authority Uk | Methods of fabricating bodies and to bodies so fabricated |
| US4092842A (en) * | 1975-10-16 | 1978-06-06 | Johns-Manville Corporation | Deeply embossed sheet product and method and apparatus for the production thereof |
| JPS56136241A (en) | 1980-03-26 | 1981-10-24 | Hitachi Ltd | Processing device of fin for heat exchanger |
| US4431050A (en) * | 1981-10-16 | 1984-02-14 | Avco Corporation | Stacked-plate heat exchanger made of identical corrugated plates |
| US4663243A (en) | 1982-10-28 | 1987-05-05 | Union Carbide Corporation | Flame-sprayed ferrous alloy enhanced boiling surface |
| US4753849A (en) | 1986-07-02 | 1988-06-28 | Carrier Corporation | Porous coating for enhanced tubes |
| US5351397A (en) | 1988-12-12 | 1994-10-04 | Olin Corporation | Method of forming a nucleate boiling surface by a roll forming |
| US5052476A (en) | 1990-02-13 | 1991-10-01 | 501 Mitsubishi Shindoh Co., Ltd. | Heat transfer tubes and method for manufacturing |
| JP2730824B2 (en) | 1991-07-09 | 1998-03-25 | 三菱伸銅株式会社 | Heat transfer tube with inner groove and method of manufacturing the same |
| JPH0615354A (en) * | 1992-07-02 | 1994-01-25 | Showa Alum Corp | Manufacture of heat exchange tube |
| US5332034A (en) | 1992-12-16 | 1994-07-26 | Carrier Corporation | Heat exchanger tube |
| US5458191A (en) | 1994-07-11 | 1995-10-17 | Carrier Corporation | Heat transfer tube |
| KR100245383B1 (en) | 1996-09-13 | 2000-03-02 | 정훈보 | Pipe with crossing groove and manufacture thereof |
| US6182743B1 (en) | 1998-11-02 | 2001-02-06 | Outokumpu Cooper Franklin Inc. | Polyhedral array heat transfer tube |
| US6176301B1 (en) | 1998-12-04 | 2001-01-23 | Outokumpu Copper Franklin, Inc. | Heat transfer tube with crack-like cavities to enhance performance thereof |
| JP2001033179A (en) * | 1999-07-22 | 2001-02-09 | Showa Alum Corp | Tubular heat exchanger and its manufacture |
| US6705143B2 (en) * | 2001-07-31 | 2004-03-16 | Lausan Chung-Hsin Liu | Method of manufacturing loading plane border frame tubes for chairs |
| CN1164223C (en) * | 2001-08-08 | 2004-09-01 | 刘宗信 | Technology for manufacturing tubular body of load-bearing frame for chair |
| US20040099409A1 (en) | 2002-11-25 | 2004-05-27 | Bennett Donald L. | Polyhedral array heat transfer tube |
| WO2005005904A1 (en) | 2003-07-15 | 2005-01-20 | Outokumpu Copper Products Oy | Pressure containing heat transfer tube and method of making thereof |
| US7032654B2 (en) | 2003-08-19 | 2006-04-25 | Flatplate, Inc. | Plate heat exchanger with enhanced surface features |
| US7028612B2 (en) * | 2003-12-23 | 2006-04-18 | Paper Converting Machine Company | Interchangeable embossing plates for mounting on an embossing roll |
| SI1769211T1 (en) | 2004-05-05 | 2011-06-30 | Luvata Oy | Heat transfer tube constructed of tin brass alloy |
| JP2006064281A (en) * | 2004-08-26 | 2006-03-09 | Hisaka Works Ltd | Plate type heat exchanger |
| JP4494136B2 (en) * | 2004-09-03 | 2010-06-30 | 株式会社柿生精密 | Mold equipment |
| US8084117B2 (en) * | 2005-11-29 | 2011-12-27 | Haresh Lalvani | Multi-directional and variably expanded sheet material surfaces |
| JP4765706B2 (en) * | 2006-03-22 | 2011-09-07 | パナソニック株式会社 | Manufacturing method of heat exchanger |
| NZ571338A (en) * | 2006-04-21 | 2011-11-25 | Shell Int Research | A heater with a ferromagnetic conductor for use in treating subsurface formations |
| JP5246609B2 (en) * | 2007-03-30 | 2013-07-24 | 日産自動車株式会社 | Surface treatment method for heat transfer member |
| JP5705402B2 (en) | 2008-02-08 | 2015-04-22 | ニチアス株式会社 | Method for producing aluminum molded plate |
-
2010
- 2010-08-27 RU RU2012134771/06A patent/RU2542628C2/en active
- 2010-08-27 WO PCT/US2010/002363 patent/WO2011087474A1/en active Application Filing
- 2010-08-27 AU AU2010341861A patent/AU2010341861B2/en active Active
- 2010-08-27 JP JP2012548924A patent/JP5905830B2/en active Active
- 2010-08-27 EP EP10843354.1A patent/EP2524185B1/en active Active
- 2010-08-27 CA CA2786526A patent/CA2786526C/en active Active
- 2010-08-27 KR KR1020127018271A patent/KR101793754B1/en active IP Right Grant
- 2010-08-27 BR BR112012017291-3A patent/BR112012017291B1/en active IP Right Grant
- 2010-08-27 ES ES10843354T patent/ES2883234T3/en active Active
- 2010-08-27 CN CN201080061353.2A patent/CN102713489B/en active Active
-
2013
- 2013-04-03 HK HK13104087.1A patent/HK1176675A1/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU869871A1 (en) * | 1980-01-18 | 1981-10-07 | Московский Ордена Трудового Красного Знамени Институт Стали И Сплавов | Rolling method |
| RU2070103C1 (en) * | 1994-12-19 | 1996-12-10 | Акционерное общество "Кыргызавтомаш" | Device for making extrusions on metallic belt |
| RU2340780C2 (en) * | 2003-02-06 | 2008-12-10 | Эмитек Гезельшафт Фюр Эмиссионстехнологи Мбх | Methods for manufacture of profiled metal sheets and cell elements and corresponding tool |
Non-Patent Citations (1)
| Title |
|---|
| реферат фиг.2-19 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2647866C2 (en) * | 2016-05-31 | 2018-03-21 | Юрий Васильевич Таланин | Method of manufacturing liquid cooler |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013517140A (en) | 2013-05-16 |
| BR112012017291A2 (en) | 2016-04-19 |
| EP2524185A1 (en) | 2012-11-21 |
| BR112012017291B1 (en) | 2020-03-17 |
| ES2883234T3 (en) | 2021-12-07 |
| AU2010341861B2 (en) | 2015-04-23 |
| CN102713489B (en) | 2015-12-16 |
| CA2786526A1 (en) | 2011-07-21 |
| KR101793754B1 (en) | 2017-11-20 |
| HK1176675A1 (en) | 2013-08-02 |
| EP2524185B1 (en) | 2021-07-14 |
| WO2011087474A1 (en) | 2011-07-21 |
| EP2524185A4 (en) | 2017-01-04 |
| JP5905830B2 (en) | 2016-04-20 |
| RU2012134771A (en) | 2014-02-20 |
| AU2010341861A1 (en) | 2012-07-19 |
| CA2786526C (en) | 2018-03-13 |
| CN102713489A (en) | 2012-10-03 |
| KR20120116962A (en) | 2012-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2542628C2 (en) | Methods of forming walls with increased surface for use in device | |
| US20150122466A1 (en) | Enhanced surface walls | |
| RU2520767C1 (en) | Heat exchange plate and plate-type heat exchanger | |
| US6067712A (en) | Heat exchange tube with embossed enhancement | |
| EP3098554B1 (en) | Plate fin heat exchanger and manufacturing method for heat exchanger corrugated fins | |
| EP2455694A2 (en) | Heat exchanger | |
| EP1794529B1 (en) | Heat exchanger with indentation pattern | |
| EP2455695A2 (en) | Heat exchanger | |
| CN102803890B (en) | Raw plate material for heat-exchanging plate, and method for fabricating raw plate material for heat-exchanging plate | |
| US5415225A (en) | Heat exchange tube with embossed enhancement | |
| EP3440420B1 (en) | A heat exchanger plate, a plate heat exchanger, and a method of making a plate heat exchanger | |
| KR20210137569A (en) | Vibrating Heat Pipes Using Ultrasonic Additive Manufacturing | |
| US4352393A (en) | Heat exchanger having a corrugated sheet with staggered transition zones | |
| WO2016145526A1 (en) | Heat exchangers with plates having surface patterns for enhancing flatness and methods for manufacturing same | |
| KR101889637B1 (en) | Base panel material for use as heat exchange plate and method for manufacturing such base panel material | |
| DE4431413A1 (en) | Plate heat exchangers for liquid and gaseous media | |
| US20130213616A1 (en) | Heat exchanger incorporating out-of-plane features | |
| JP6851372B2 (en) | Edge strips with surface structures for plate heat exchangers | |
| EP3931512B1 (en) | A heat exchanger plate and a plate heat exchanger | |
| CA2819342A1 (en) | Methods for manufacturing tubes for use in heat exchangers and other systems | |
| SE2250767A1 (en) | Plate heat exchanger | |
| WO2012058105A1 (en) | Heat exchanger fin, roll forming die assembly for forming same, and method of forming |