KR20200112464A - Method for manufacturing a cooking vessel in which a coating layer is formed - Google Patents
Method for manufacturing a cooking vessel in which a coating layer is formed Download PDFInfo
- Publication number
- KR20200112464A KR20200112464A KR1020190032990A KR20190032990A KR20200112464A KR 20200112464 A KR20200112464 A KR 20200112464A KR 1020190032990 A KR1020190032990 A KR 1020190032990A KR 20190032990 A KR20190032990 A KR 20190032990A KR 20200112464 A KR20200112464 A KR 20200112464A
- Authority
- KR
- South Korea
- Prior art keywords
- coating layer
- cooking
- substrate
- thickness
- manufacturing
- Prior art date
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/025—Vessels with non-stick features, e.g. coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
- B05D5/083—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface involving the use of fluoropolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/24—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
- B05D7/572—Three layers or more the last layer being a clear coat all layers being cured or baked together
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
- B05D2202/10—Metallic substrate based on Fe
- B05D2202/15—Stainless steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
- B05D2202/20—Metallic substrate based on light metals
- B05D2202/25—Metallic substrate based on light metals based on Al
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2506/00—Halogenated polymers
- B05D2506/10—Fluorinated polymers
- B05D2506/15—Polytetrafluoroethylene [PTFE]
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Food Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Cookers (AREA)
Abstract
Description
본 발명은 코팅층이 형성된 조리 기구의 제조 방법에 관한 것으로서, 더 상세하게는 기계적 방법에 의해 내구성이 강화된 코팅층이 형성된 조리 기구의 제조 방법에 관한 것이다.The present invention relates to a method of manufacturing a cooking utensil with a coating layer, and more particularly, to a manufacturing method of a cooking utensil with a coating layer having enhanced durability by a mechanical method.
조리 기구는 프라이팬, 냄비 등과 같이 음식물을 담아 조리하는 용기로서, 그 구성은 볼(Bowl) 형상의 조리 용기 몸체 및 상기 조리 용기 몸체의 취급이 용이하도록 손잡이가 일측 또는 양측에 형성되어 있거나 탈착 가능한 손잡이를 포함하여 이루어질 수 있다. 일반적으로, 조리 기구는 식재료의 조리가 이루어지는 조리 용기 몸체의 조리면을 보호하고, 상기 식재료의 눌러 붙음을 방지하면서 세척 시에는 눌은 때가 쉽게 제거될 수 있도록 적어도 한층 이상의 코팅층이 형성될 수 있다. 이러한, 상기 코팅층은 코팅액으로 불소 수지계열의 테프론이 가장 널리 이용되고 있다.A cooking utensil is a container for cooking food, such as a frying pan, a pot, etc., and its configuration is a bowl-shaped cooking container body and a handle formed on one or both sides to facilitate handling of the cooking container body, or a detachable handle It can be made including. In general, cooking utensils may have at least one coating layer formed to protect the cooking surface of the cooking container body on which the food ingredients are cooked, prevent the food ingredients from sticking, and to easily remove the pressed dirt during washing. The coating layer is the most widely used fluororesin-based Teflon as a coating solution.
더욱 구체적으로, 상기 코팅층은, 불소 수지 등과 같은 화학조성물을 용융하여 하도 코팅층(프라이머), 중도 코팅층(기능층) 및 상도 코팅층(보호층)과 같이 다층의 코팅층으로 형성될 수 있다. 그러나, 이러한 종래의 조리 기구의 상기 코팅층은, 오랜 사용에 따라 긁히거나 마모되는 등의 손상이 쉽게 일어나 조리 기구를 빈번하게 교체해야하는 문제점이 있었다. 또한, 다층으로 구성되는 상기 코팅층의 상기 하도 코팅층까지 손상이 일어난 경우, 그 하측에 존재하는 알루미늄과 같은 금속재가 그대로 외부로 노출됨으로써, 인체에 유해한 성분이 외부로 유출되는 문제점이 있었다.More specifically, the coating layer may be formed as a multi-layered coating layer such as a primer coating layer (primer), an intermediate coating layer (functional layer), and a top coating layer (protective layer) by melting a chemical composition such as a fluorine resin. However, the coating layer of the conventional cooking utensils has a problem in that the cooking utensils need to be frequently replaced because damage such as scratching or abrasion is easily caused by long use. In addition, when damage to the undercoat layer of the multilayered coating layer occurs, a metal material such as aluminum existing under the coating layer is exposed to the outside as it is, so that components harmful to the human body are leaked to the outside.
본 발명은 상기와 같은 문제점을 포함하여 여러 문제점들을 해결하기 위한 것으로서, 조리 기구 상에 코팅된 코팅층의 내구성을 강화시켜 상기 코팅층의 손상이 쉽게 일어나지 않도록 함으로써, 조리 용기 몸체의 조리면을 더욱 견고하게 보호할 수 있는 코팅층이 형성된 조리 기구의 제조 방법을 제공하는 것을 목적으로 한다. 그러나 이러한 과제는 예시적인 것으로, 이에 의해 본 발명의 범위가 한정되는 것은 아니다.The present invention is to solve various problems including the above problems, and by enhancing the durability of the coating layer coated on the cooking utensil so that damage to the coating layer does not occur easily, the cooking surface of the cooking container body is made more robust. It is an object of the present invention to provide a method of manufacturing a cooking utensil in which a protective coating layer is formed. However, these problems are exemplary, and the scope of the present invention is not limited thereby.
본 발명의 일 실시예에 따르면, 코팅층이 형성된 조리 기구의 제조 방법이 제공된다. 상기 코팅층이 형성된 조리 기구의 제조 방법은, 적어도 일면에 코팅층이 형성된 기판의 적어도 일부분을 드로잉(Drawing) 가공하여 조리 용기 몸체를 형성하는 용기 몸체 성형 단계를 포함하되, 적어도 일면에 상기 코팅층이 형성된 상기 기판은, 상기 기판의 일면에 코팅액을 분사하는 코팅층 형성 단계에서 상기 기판에 제 1 두께로 형성된 상기 코팅층을 가압하여, 상기 코팅층을 상기 제 1 두께 보다 얇은 제 2 두께로 압착하는 코팅층 압착 단계;를 포함하여 제조될 수 있다.According to an embodiment of the present invention, a method of manufacturing a cooking utensil in which a coating layer is formed is provided. The method of manufacturing a cooking utensil with a coating layer includes forming a cooking container body by drawing at least a portion of a substrate on which a coating layer is formed on at least one surface, wherein the coating layer is formed on at least one surface. The substrate is a coating layer pressing step of pressing the coating layer formed to have a first thickness on the substrate in a coating layer forming step of spraying a coating liquid onto one surface of the substrate to compress the coating layer to a second thickness thinner than the first thickness; It can be manufactured including.
본 발명의 일 실시예에 의하면, 상기 코팅층 압착 단계에서, 상기 제 1 두께로 상기 코팅층이 형성된 상기 기판의 일면 전체를 회전하는 제 1 압연롤로 순차적으로 가압하여 상기 코팅층을 상기 제 2 두께로 압착할 수 있다.According to an embodiment of the present invention, in the step of compressing the coating layer, the coating layer is pressed to the second thickness by sequentially pressing the entire surface of the substrate on which the coating layer is formed with the first thickness with a rotating first rolling roll. I can.
본 발명의 일 실시예에 의하면, 상기 코팅층 압착 단계에서, 상기 기판의 타면 전체를 상기 제 1 압연롤과 마주보게 형성되어 회전하는 제 2 압연롤로 순차적으로 가압하여, 상기 기판의 양면을 동시에 가압하여 상기 코팅층을 상기 제 2 두께로 압착할 수 있다.According to an embodiment of the present invention, in the step of compressing the coating layer, the entire other surface of the substrate is sequentially pressed with a second rolling roll formed to face the first rolling roll and rotated, thereby simultaneously pressing both sides of the substrate. The coating layer may be compressed to the second thickness.
본 발명의 일 실시예에 의하면, 상기 코팅층 압착 단계에서, 상기 제 1 두께로 상기 코팅층이 형성된 상기 기판의 일면 전체를 동시에 프레스(Press) 가압하여 상기 코팅층을 상기 제 2 두께로 압착할 수 있다.According to an embodiment of the present invention, in the step of compressing the coating layer, the entire surface of the substrate on which the coating layer is formed with the first thickness may be simultaneously pressed to compress the coating layer to the second thickness.
본 발명의 일 실시예에 의하면, 상기 코팅층 압착 단계에서, 상기 기판의 일면에 30㎛ 내지 35㎛의 상기 제 1 두께로 형성된 상기 코팅층을 20㎛ 내지 32㎛의 상기 제 2 두께로 압착할 수 있다.According to an embodiment of the present invention, in the step of compressing the coating layer, the coating layer formed with the first thickness of 30 μm to 35 μm on one surface of the substrate may be compressed to the second thickness of 20 μm to 32 μm. .
본 발명의 일 실시예에 의하면, 상기 용기 몸체 성형 단계에서, 상기 조리 용기 몸체는, 조리될 식재료를 수용할 수 있도록 조리면과 상기 조리면을 둘러싸는 내벽면으로 형성되어 하측으로 오목한 볼(Bowl) 형상으로 형성될 수 있다.According to an embodiment of the present invention, in the step of forming the container body, the cooking container body is formed of a cooking surface and an inner wall surface surrounding the cooking surface so as to accommodate the food to be cooked, and is concave downward. ) Can be formed in the shape.
본 발명의 일 실시예에 의하면, 상기 조리 용기 몸체의 상기 조리면과 상기 내벽면의 적어도 일부분을 가압하여, 상기 제 2 두께로 압착된 상기 코팅층을 제 3 두께로 2차 압착하는 코팅층 재압착 단계;를 더 포함할 수 있다.According to an embodiment of the present invention, a coating layer recompression step of pressing the cooking surface and at least a portion of the inner wall surface of the cooking container body to secondarily compress the coating layer compressed to the second thickness to a third thickness. It may further include;
본 발명의 일 실시예에 의하면, 상기 코팅층 재압착 단계에서, 상기 조리면과 상기 조리면을 기준으로 경사지게 형성되는 상기 내벽면을 균일하게 가압할 수 있도록, 탄성 금형을 이용한 프레스 가압 또는 하이드로 포밍을 이용하여 상기 코팅층을 2차 압착할 수 있다.According to an embodiment of the present invention, in the step of recompressing the coating layer, press pressing or hydroforming using an elastic mold is performed to uniformly press the cooking surface and the inner wall surface formed inclined with respect to the cooking surface. The coating layer can be secondarily compressed by using.
본 발명의 일 실시예에 의하면, 상기 기판은, 알루미늄, 스테인레스강, 마그네슘 및 이들의 합금 중 어느 하나를 포함할 수 있다.According to an embodiment of the present invention, the substrate may include any one of aluminum, stainless steel, magnesium, and alloys thereof.
본 발명의 일 실시예에 의하면, 상기 기판은, 알루미늄(Al) 판재의 일면 또는 양면에 스테인레스강(Stainless Steel) 판재를 클래딩(Cladding) 하여 형성된 다층 금속 판재일 수 있다.According to an embodiment of the present invention, the substrate may be a multilayer metal plate formed by cladding a stainless steel plate on one or both sides of an aluminum (Al) plate.
본 발명의 일 실시예에 의하면, 상기 코팅층은, 테프론을 포함할 수 있다.According to an embodiment of the present invention, the coating layer may include Teflon.
본 발명의 일 실시예에 의하면, 상기 코팅층 형성 단계는, 상기 기판의 일면에 프라이머 코팅층을 형성하고 가열 건조하는 하도 코팅 단계; 상기 프라이머 코팅층의 상면에 불소 수지 분산액을 포함하는 테프론 코팅층을 형성하고 가열 건조하는 중도 코팅 단계; 및 상기 테프론 코팅층의 상면에 투명한 클리어 코팅층을 형성하고 가열 건조하는 상도 코팅 단계;를 포함할 수 있다.According to an embodiment of the present invention, the forming of the coating layer includes: a primer coating step of forming a primer coating layer on one surface of the substrate and drying by heating; An intermediate coating step of forming a Teflon coating layer containing a fluororesin dispersion on the upper surface of the primer coating layer and drying by heating; And forming a transparent clear coating layer on the upper surface of the Teflon coating layer and heating and drying the top coat layer.
본 발명의 일 실시예에 의하면, 상기 중도 코팅 단계는, 상기 프라이머 코팅층의 상면에 불소 수지 분산액을 포함하는 제 1 테프론 코팅층을 형성하고 가열 건조하는 제 1 테프론층 형성 단계; 및 상기 제 1 테프론 코팅층의 상면에 불소 수지 분산액을 포함하는 제 2 테프론 코팅층을 형성하고 가열 건조하는 제 2 테프론층 형성 단계;를 포함할 수 있다.According to an embodiment of the present invention, the intermediate coating step may include forming a first Teflon coating layer including a fluororesin dispersion on an upper surface of the primer coating layer and heating and drying a first Teflon layer; And forming a second Teflon coating layer including a fluorine resin dispersion on the upper surface of the first Teflon coating layer and heating and drying a second Teflon layer.
상기한 바와 같이 이루어진 본 발명의 일 실시예에 따르면, 조리 기구 상에 코팅된 코팅층의 내구성을 강화시켜 상기 코팅층의 손상이 쉽게 일어나지 않도록 함으로써, 조리 용기 몸체의 조리면을 더욱 견고하게 보호하는 효과를 가질 수 있다.According to an embodiment of the present invention made as described above, by enhancing the durability of the coating layer coated on the cooking utensil so that damage to the coating layer does not occur easily, the effect of more firmly protecting the cooking surface of the cooking container body is obtained. Can have.
이에 따라, 상기 조리 기구를 오랜 시간 동안 사용하여도 상기 코팅층이 상기 조리 용기 몸체의 상기 조리면을 견고하게 보호하고 상기 코팅층의 기능이 그대로 유지됨으로써, 상기 조리면 상에 식재료의 눌러 붙음을 방지하면서 세척 시에는 눌은 때가 쉽게 제거될 수 있고, 상기 코팅층 하측의 금속재가 외부로 노출되는 것을 방지하여 인체에 유해한 성분이 유출되는 것을 방지하는 효과를 가지는 코팅층이 형성된 조리 기구의 제조 방법을 구현할 수 있다. 물론 이러한 효과에 의해 본 발명의 범위가 한정되는 것은 아니다.Accordingly, even if the cooking utensil is used for a long time, the coating layer firmly protects the cooking surface of the cooking container body and the function of the coating layer is maintained as it is, thereby preventing the food ingredients from sticking to the cooking surface. During washing, the pressed dirt can be easily removed, and a method of manufacturing a cooking utensil with a coating layer having an effect of preventing the leakage of harmful components to the human body by preventing the metal material under the coating layer from being exposed to the outside can be implemented. . Of course, the scope of the present invention is not limited by these effects.
도 1은 본 발명의 일 실시예에 따른 코팅층이 형성된 조리 기구의 제조 방법을 나타내는 순서도이다.
도 2 내지 도 7은 도 1의 코팅층이 형성된 조리 기구의 제조 방법의 각 단계를 개략적으로 나타내는 단면도이다.
도 8은 도 1의 코팅층이 형성된 조리 기구의 제조 방법으로 제조된 조리 기구를 개략적으로 나타내는 사시도이다.
도 9는 도 8의 조리 기구에 형성된 코팅층의 내마모 테스트 결과를 나타내는 이미지이다.1 is a flow chart showing a method of manufacturing a cooking utensil with a coating layer according to an embodiment of the present invention.
2 to 7 are cross-sectional views schematically showing each step of the method of manufacturing the cooking appliance in which the coating layer of FIG. 1 is formed.
8 is a perspective view schematically showing a cooking utensil manufactured by the method of manufacturing the cooking utensil having a coating layer of FIG. 1.
9 is an image showing a result of a wear resistance test of the coating layer formed on the cooking appliance of FIG. 8.
이하, 첨부된 도면을 참조하여 본 발명의 바람직한 여러 실시예들을 상세히 설명하기로 한다.Hereinafter, various exemplary embodiments of the present invention will be described in detail with reference to the accompanying drawings.
본 발명의 실시예들은 당해 기술 분야에서 통상의 지식을 가진 자에게 본 발명을 더욱 완전하게 설명하기 위하여 제공되는 것이며, 하기 실시예는 여러 가지 다른 형태로 변형될 수 있으며, 본 발명의 범위가 하기 실시예에 한정되는 것은 아니다. 오히려 이들 실시예들은 본 개시를 더욱 충실하고 완전하게 하고, 당업자에게 본 발명의 사상을 완전하게 전달하기 위하여 제공되는 것이다. 또한, 도면에서 각 층의 두께나 크기는 설명의 편의 및 명확성을 위하여 과장된 것이다.The embodiments of the present invention are provided to more completely describe the present invention to those of ordinary skill in the art, and the following examples may be modified in various other forms, and the scope of the present invention is as follows. It is not limited to the examples. Rather, these embodiments are provided to make the present disclosure more faithful and complete, and completely convey the spirit of the present invention to those skilled in the art. In addition, in the drawings, the thickness or size of each layer is exaggerated for convenience and clarity of description.
이하, 본 발명의 실시예들은 본 발명의 이상적인 실시예들을 개략적으로 도시하는 도면들을 참조하여 설명한다. 도면들에 있어서, 예를 들면, 제조 기술 및/또는 공차(tolerance)에 따라, 도시된 형상의 변형들이 예상될 수 있다. 따라서, 본 발명 사상의 실시예는 본 명세서에 도시된 영역의 특정 형상에 제한된 것으로 해석되어서는 아니 되며, 예를 들면 제조상 초래되는 형상의 변화를 포함하여야 한다.Hereinafter, embodiments of the present invention will be described with reference to the drawings schematically showing ideal embodiments of the present invention. In the drawings, for example, depending on manufacturing techniques and/or tolerances, variations of the illustrated shape can be expected. Accordingly, the embodiments of the inventive concept should not be construed as being limited to the specific shape of the region shown in the present specification, but should include, for example, a change in shape caused by manufacturing.
도 1은 본 발명의 일 실시예에 따른 코팅층이 형성된 조리 기구의 제조 방법을 나타내는 순서도이고, 도 2 내지 도 7은 도 1의 코팅층이 형성된 조리 기구의 제조 방법의 각 단계를 개략적으로 나타내는 단면도이다. 그리고, 도 8은 도 1의 코팅층이 형성된 조리 기구의 제조 방법으로 제조된 조리 기구를 개략적으로 나타내는 사시도이고, 도 9는 도 8의 조리 기구에 형성된 코팅층의 내마모 테스트 결과를 나타내는 이미지이다.1 is a flow chart showing a method of manufacturing a cooking utensil with a coating layer according to an embodiment of the present invention, and FIGS. 2 to 7 are cross-sectional views schematically showing each step of the method of manufacturing a cooking utensil with a coating layer of FIG. 1 . In addition, FIG. 8 is a perspective view schematically illustrating a cooking appliance manufactured by the method of manufacturing a cooking appliance having a coating layer of FIG. 1, and FIG. 9 is an image showing a result of a wear resistance test of a coating layer formed on the cooking appliance of FIG. 8.
먼저, 도 1에 도시된 바와 같이, 본 발명의 일 실시예에 따른 코팅층이 형성된 조리 기구의 제조 방법은, 기판 가공 단계(S10)와, 코팅층 형성 단계(S20)와, 코팅층 압착 단계(S30) 및 용기 몸체 성형 단계(S40)를 포함할 수 있다.First, as shown in FIG. 1, a method of manufacturing a cooking appliance with a coating layer according to an embodiment of the present invention includes a substrate processing step (S10), a coating layer forming step (S20), and a coating layer pressing step (S30). And it may include a container body forming step (S40).
도 2에 도시된 바와 같이, 기판 가공 단계(S10)는, 금속 판재(S)를 블랭킹(Blanking) 가공하여 조리 용기 몸체(11)의 기판(10)을 가공할 수 있다. 예컨대, 금속 판재(S)는, 알루미늄(Al) 판재의 일면 또는 양면에 스테인레스(Stainless) 판재를 클래딩(Cladding)하여 형성된 다층 금속 판재일 수 있다.As shown in FIG. 2, the substrate processing step S10 may process the
더욱 구체적으로, 후술될 용기 몸체 성형 단계(S40)에서 조리 용기 몸체(11)로 가공될 수 있는 금속 판재(S)는, 가스레인지나 핫플레이트나 인덕션 히터와 같은 가열수단에 의해 하면이 가열되어 전도열이 원활하게 전달될 수 있도록 알루미늄이나 스테인레스 등의 금속 재질로 이루어질 수 있다. 이러한, 금속 판재(S)는, 상기 알루미늄 판재 및 상기 스테인레스 판재의 조합으로 이루어져, 높은 열전도율을 가지는 알루미늄의 특성과 높은 강도 특성을 가지는 스테인레스의 장점을 모두 가질 수 있다. More specifically, the metal plate (S) that can be processed into the
예컨대, 종래의 알루미늄 판재 단일재로 이루어진 조리 기구는 열전도율은 뛰어나지만 강도가 약해 모양이 쉽게 변형되고, 알루미늄 성분이 쉽게 외부로 유출되어 식재료를 오염시켜 인체에 유해한 영향을 미칠 수 있다. 또한, 스테인레스 판재 단일재로 이루어진 조리 기구는 열전도율이 낮아 조리되는 식재료가 골고루 익지 않은 단점이 있었다.For example, a conventional cooking utensil made of a single aluminum plate has excellent thermal conductivity, but is weak in strength, so that its shape is easily deformed, and aluminum components are easily leaked to the outside, contaminating food materials, thereby affecting the human body. In addition, cooking utensils made of a single stainless steel plate have a disadvantage in that the food ingredients to be cooked are not evenly cooked due to low thermal conductivity.
그러나, 본 발명의 금속 판재(S)는, 알루미늄 판재의 일면 또는 양면에 스테인레스 판재를 클래딩하여 형성된 다층 금속 판재로 이루어짐으로써, 조리 기구의 강도를 높게 유지하면서 높은 열전도율을 가지도록 할 수 있다. 또한, 금속 판재(S)는, 알루미늄과 스테인레스 조합 이외에도 요구되는 조리 기구의 강도나 특성에 따라 구리(Cu), 티타늄(Ti) 및 철(Fe) 등 다양한 재질의 다층 금속층으로 형성될 수 있다.However, the metal plate (S) of the present invention is made of a multilayer metal plate formed by cladding a stainless steel plate on one or both sides of an aluminum plate, so that the strength of the cooking utensils can be maintained and high thermal conductivity can be maintained. In addition, the metal plate S may be formed of a multi-layered metal layer of various materials such as copper (Cu), titanium (Ti), and iron (Fe) according to the strength or characteristics of the cooking utensil required in addition to the combination of aluminum and stainless steel.
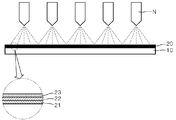
이어서, 도 3에 도시된 바와 같이, 코팅층 형성 단계(S20)는, 기판(10)의 일면에 코팅액(C)을 분사하여 제 1 두께(H1)로 코팅층(20)을 형성할 수 있다. 더욱 구체적으로, 코팅층 형성 단계(S20)는, 기판(10)의 일면에 프라이머 코팅층(21)을 형성하고 가열 건조하는 하도 코팅 단계와, 프라이머 코팅층(21)의 상면에 불소 수지 분산액을 포함하는 테프론 코팅층(22)을 형성하고 가열 건조하는 중도 코팅 단계 및 테프론 코팅층(22)의 상면에 투명한 클리어 코팅층(23)을 형성하고 가열 건조하는 상도 코팅 단계를 포함할 수 있다.Subsequently, as shown in FIG. 3, in the coating layer forming step S20, the
예컨대, 코팅층(20)은, 적어도 하나 이상의 노즐(N)로부터 분사되는 코팅액(C)에 의해 형성될 수 있으며, 노즐(N)은, XY축으로 이동하면서 기판(10)의 일면의 전면적에 코팅액(C)을 분사하거나, 복수개의 노즐(N)이 기판(10)의 면적과 대응되는 면적으로 배치되어 기판(10)의 일면의 전면적에 동시에 코팅액(C)을 분사할 수 있다. 이때, 코팅액(C)이 기판(10)의 일면에 균일한 두께로 형성될 수 있도록 기판(10)이 회전할 수도 있다.For example, the
코팅층 형성 단계(S20)에서 형성된 코팅층(20)은, 도 3에 도시된 바와 같이, 기판(10)과 코팅층(20)의 접착력을 높여주는 프라이머 코팅층(21)과, 기능층인 테프론 코팅층(22) 및 테프론 코팅층(22)을 보호하는 클리어 코팅층(23)을 포함하는 3도 코팅으로 형성될 수 있다.The
그러나, 코팅층(20)은, 반드시 3도 코팅에 국한되지 않고, 요구되는 코팅층(20)의 스펙이나 기능에 따라 불소 수지 분산액을 포함하는 기능층인 테프론 코팅층(22)이 적어도 하나 이상의 테프론층으로 형성될 수 있다.However, the
예컨대, 상기 중도 코팅 단계는, 프라이머 코팅층(20)의 상면에 불소 수지 분산액을 포함하는 제 1 테프론 코팅층을 형성하고 가열 건조하는 제 1 테프론층 형성 단계 및 상기 제 1 테프론 코팅층의 상면에 불소 수지 분산액을 포함하는 제 2 테프론 코팅층을 형성하고 가열 건조하는 제 2 테프론층 형성 단계를 포함함으로써, 테프론 코팅층(22)이 복수개의 테프론층으로 형성될 수 있다. 이와 같이, 테프론 코팅층(22)을 두 번으로 나누어 코팅할 경우, 테프론 코팅층(22)의 경화 수축으로 인한 미세한 크랙의 발생을 방지하고 전체적인 코팅층(20)의 내구성을 더욱 향상시키는 효과를 가질 수 있다.For example, the intermediate coating step includes forming a first Teflon coating layer including a fluorine resin dispersion on the upper surface of the
이러한, 불소 수지를 포함하는 테프론 코팅층(22)은, 원자반경이 큰 불소 원자에 의해 기본 골격인 탄소원자가 구속되어 고온, 고압, 약품 등 주변의 가혹한 환경에서도 그 기본구조는 크게 영향을 받지 않는 안정한 구조로 현존하는 고분자 재료 중에서는 화학적으로 가장 불활성을 가진다고 볼 수 있다. 따라서, 테프론 코팅층(22)을 포함하는 코팅층(20)이 형성된 기판(10)의 일면은 비점착성(Nonstick)이 향상될 수 있다.In the Teflon coating layer 22 containing a fluororesin, carbon atoms, which are basic skeletons, are confined by fluorine atoms having a large atomic radius, so that the basic structure is not significantly affected even in harsh environments such as high temperature, high pressure, and chemicals. It can be considered to be the most chemically inert among polymer materials that exist in structure. Accordingly, nonstick properties may be improved on one surface of the
이어서, 도 4에 도시된 바와 같이, 코팅층 압착 단계(S30)는, 기판(10)의 코팅층(20)을 가압하여 코팅층(20)을 제 1 두께(H1) 보다 얇은 제 2 두께(H2)로 압착할 수 있다. 이러한, 코팅층 압착 단계(S30)는, 기판(10)의 코팅층(20)을 효과적으로 압착할 수 있는 다양한 공정이 적용될 수 있다.Subsequently, as shown in FIG. 4, in the step of compressing the coating layer (S30), the
예컨대, 도 4의 (a)에 도시된 바와 같이, 코팅층 압착 단계(S30)에서, 제 1 두께(H1)로 코팅층(20)이 형성된 기판(10)의 일면 전체를 회전하는 제 1 압연롤(R1)로 순차적으로 가압하여 코팅층(20)을 제 2 두께(H2)로 압착할 수 있다. 이때, 도시되진 않았지만 코팅층(20)이 형성되지 않은 기판(10)의 타면은, 기판(10)의 면적과 대응되는 면적으로 형성된 다이(Die)에 의해 지지될 수 있다.For example, as shown in Figure 4 (a), in the coating layer pressing step (S30), a first rolling roll rotating the entire surface of the
또한, 도 4의 (b)에 도시된 바와 같이, 코팅층 압착 단계(S30)에서, 기판(10)의 타면 전체를 제 1 압연롤(R1)과 마주보게 형성되어 회전하는 제 2 압연롤(R2)로 순차적으로 가압하여, 기판(10)의 양면을 동시에 가압하여 코팅층(20)을 제 2 두께(H2)로 압착할 수 있다. 따라서, 기판(10)의 양면을 동시에 가압함으로써, 코팅층(20)의 압착효율을 더욱 증가시킬 수 있다.In addition, as shown in Figure 4 (b), in the coating layer pressing step (S30), the entire other surface of the
이외에도, 도 4의 (C)에 도시된 바와 같이, 코팅층 압착 단계(S30)에서, 제 1 두께(H1)로 코팅층(20)이 형성된 기판(10)의 일면 전체를 동시에 프레스(P) 가압하여 코팅층(20)을 제 2 두께(H2)로 압착할 수도 있다. 따라서, 코팅층(20)의 전면적을 동시에 균일한 힘으로 가압함으로써, 코팅층(20)의 압착이 균일하게 이루어지도록 유도할 수 있다.In addition, as shown in Figure 4 (C), in the coating layer pressing step (S30), the entire surface of the
이러한, 여러 실시예 들에 따른 코팅층 압착 단계(S30)에서, 코팅층(20)은 270kgf/㎡ 내지 300kgf/㎡의 압력으로 가압되는 것이 바람직할 수 있으며, 이에 따라, 기판(10)의 일면에 30㎛ 내지 35㎛의 제 1 두께(H1)로 형성된 코팅층(20)은, 20㎛ 내지 32㎛의 제 2 두께(H2)로 압착될 수 있다.In this, in the coating layer pressing step (S30) according to various embodiments, the
따라서, 기판(10)의 일면에 형성된 코팅층(20)이 코팅층 압착 단계(S30)를 통해 압착됨으로써, 코팅층(20)의 표면이 더욱 단단해지고 내구성이 더욱 향상될 수 있다. 또한, 코팅층(20)이 가압되는 과정에서 각각의 코팅층(21, 22, 23)의 표면경계의 접착강도가 높아지고 미세 크랙의 발생을 줄이는 효과도 가질 수 있다. 아울러, 코팅층(20)의 다져짐을 통해서 코팅층(20)이 더욱 평탄해질 수 있고, 코팅층(20)의 표면이 더욱 매끄러워지는 효과를 가질 수 있다. 이와 같이, 코팅층 압착 단계(S30)에서, 각 코팅층(21, 22, 23) 간의 표면에 발생할 수 있는 공기를 없애고, 각 코팅층(21, 22, 23) 간의 접착 경계면을 더욱 넓게 해줄 수 있다.Therefore, by compressing the
그러므로, 본 발명의 일 실시예에 따른 코팅층 압착 단계(S30)는, 다층구조로 이루어진 코팅층(20)의 접착강도를 높여주며, 접착 표면적을 넓게 해줌으로써 코팅층(20)의 내구성과 수명을 연장시킬 수 있다. 아울러, 코팅층 압착 단계(S30)를 통해, 코팅층(20)에 형성된 핀홀(Pin hole)이 메워짐으로써, 코팅층(20)의 상기 핀홀을 통해 식재료가 침투되어 코팅층(20)의 수명이 저하되는 것 또한 방지하는 효과를 가질 수 있다.Therefore, the coating layer pressing step (S30) according to an embodiment of the present invention increases the adhesive strength of the
이어서, 도 5 및 도 6에 도시된 바와 같이, 용기 몸체 성형 단계(S40)에서, 압착된 코팅층(20)이 형성된 기판(10)의 일면의 적어도 일부분을 드로잉(Drawing) 가공하여 조리 용기 몸체(11)를 형성할 수 있다.Subsequently, as shown in Figs. 5 and 6, in the container body forming step (S40), at least a portion of one surface of the
더욱 구체적으로, 도 5에 도시된 바와 같이, 조리 용기 몸체(11)의 외측 형상과 대응되는 형상의 수용홈부가 형성된 드로잉 다이(D2)로 기판을 지지한 상태에서, 조리 용기 몸체(11)의 내측 형상과 대응되는 형상으로 형성된 펀치(D1)로 압착된 코팅층(20)이 형성된 기판(10)의 일면을 가압하면, 도 6에 도시된 바와 같이, 코팅층(20)이 형성된 기판(10)과 펀치(D1)가 드로잉 다이(D2)의 상기 수용홈부로 삽입되면서 조리 용기 몸체(11)가 성형될 수 있다.More specifically, as shown in FIG. 5, in a state in which the substrate is supported by a drawing die D2 in which a receiving groove having a shape corresponding to the outer shape of the
이와 같은, 용기 몸체 성형 단계(S40)에서 가공된 조리 용기 몸체(11)는, 조리될 식재료를 수용할 수 있도록 조리면(11a)과 조리면(11a)을 둘러싸는 내벽면(11b)으로 형성되어 하측으로 오목한 볼(Bowl) 형상으로 형성될 수 있다. 이때, 조리 용기 몸체(11)의 조리면(11a)과 내벽면(11b)에는 균일한 두께로 압착된 코팅층(20)이 형성될 수 있다.The
또한, 도 7에 도시된 바와 같이, 조리 용기 몸체(11)의 조리면(11a)과 내벽면(11b)에 형성된 코팅층(20)이 더욱 견고하게 형성될 수 있도록, 코팅층(20)을 재압착하는 공정을 추가로 실시할 수 있다.In addition, as shown in Figure 7, the
예컨대, 코팅층 재압착 단계에서, 조리 용기 몸체(11)의 조리면(11a)과 내벽면(11b)의 적어도 일부분을 가압하여, 제 2 두께(H2)로 압착된 코팅층(20)을 제 3 두께(H3)로 2차 압착할 수 있다. 이때, 제 3 두께(H3)는, 제 2 두께(H2)와 동일한 두께이거나 그 보다 더 얇은 두께일 수 있다.For example, in the coating layer recompression step, by pressing at least a portion of the
더욱 구체적으로, 상기 코팅층 재압착 단계에서, 조리면(11a)과 조리면(11a)을 기준으로 경사지게 형성되는 내벽면(11b)을 균일하게 가압될 수 있도록, 탄성 금형(M)을 이용한 프레스 가압을 이용하여 코팅층(20)을 2차 압착할 수 있다. 도 7에 도시된 바와 같이, 탄성 금형(M)은, 조리 용기 몸체(11)의 내측 형상과 대응되는 형상으로 형성될 수 있으며, 탄성 금형(M)으로 조리 용기 몸체(11)의 조리면(11a)을 가압하면 탄성 금형(M)이 측면으로 퍼지는 압력에 의해 내벽면(11b) 또한 균일하게 가압될 수 있다. 이러한, 상기 코팅층 재압착 단계는, 탄성 금형(M)을 이용한 프레스 가압 이외에도 하이드로 포밍을 통해서도 이루어질 수 있다.More specifically, in the recompression step of the coating layer, press press using an elastic mold (M) so that the
따라서, 상기 코팅층 재압착 단계는, 조리 용기 몸체(11)의 성형 이후에, 코팅층 압착 단계(S30)를 통해 제 1 두께(H1)에서 제 2 두께(H2)로 1차 압착된 코팅층(20)을 2차로 압착하여, 코팅층 압착 단계(S30)에서 충분히 압착되지 못한 코팅층(20)의 일부분이나, 용기 몸체 성형 단계(S40) 시 변형이 일어난 코팅층(20)을 재압착함으로써, 코팅층(20)의 2차 다짐을 통해서 코팅층(20)이 더욱 평탄해질 수 있고 코팅층(20)의 표면이 더욱 매끄러워지는 효과를 가질 수 있다.Accordingly, the coating layer recompression step is, after the
이와 같은, 상기 코팅층 재압착 단계는, 반드시 실시되는 것은 아니며, 용기 몸체 성형 단계(S40) 이후, 코팅층(20)의 상태에 따라 선택적으로 이루어질 수 있다. 이어서, 도 8에 도시된 바와 같이, 완성된 조리 용기 몸체(11)의 일측에 손잡이(30)를 부착하여 조리 기구를 완성할 수 있다.As such, the recompression step of the coating layer is not necessarily performed, and may be selectively performed according to the state of the
이하 본 발명의 이해를 돕기 위한 제조예에 대해서 설명한다. 하기 제조예는 본 발명의 이해를 돕기 위해 제시되는 것이며, 본 발명의 하기 제조예로 한정되는 것은 아니다.Hereinafter, a manufacturing example for aiding understanding of the present invention will be described. The following preparation examples are presented to aid in the understanding of the present invention, and are not limited to the following preparation examples of the present invention.
기판(10)으로 알루미늄 판재의 양면에 스테인레스강 판재가 클래딩된 판재를 사용하였다. 기판(10)의 일면에 상술한 방법으로 프라이머 코팅층(21), 테프론 코팅층(22) 및 클리어 코팅층(23)으로 이루어진 3도 코팅층을 형성하였다. 이때, 코팅층(20)의 총 두께는 약 4㎛ 였다. 코팅층(20)이 형성된 기판(10)을 도 4의 (b)에 도시된 형태의 압연 장치(R1, R2)를 이용하여 압연함으로써 코팅층(20)을 압착하였다. 압착 후, 코팅층(20)의 두께는 약 2㎛로 감소하였다.As the
도 9의 (a) 및 (b)에는 압착 전후 코팅층(20)의 표면 조직을 광학현미경으로 관찰한 결과가 나타나 있다. 도 9의 (a) 및 (b)를 참조하면, 코팅층(20)은, 압착 전에 비해 압착 후 표면 조직이 미세화된 것을 확인할 수 있다. 이는 가압에 의해 코팅층(20)의 두께가 감소하면서 조직의 치밀화가 이루어짐에 따라 나타난 결과로 해석된다.9A and 9B show the results of observing the surface structure of the
압착 전/후의 내구성 향상 여부를 확인하기 위하여 이용하여 마모 테스트를 수행하였다. 마모 테스트는 10kg의 하중으로 철제 수세미로 코팅층(20)을 반복하여 마찰시킨 후 코팅층(20)이 벗겨지면서 하부의 금속면이 노출될 때 까지의 마찰 반복 회수를 측정하여 비교하였다.Abrasion test was performed using it to check whether the durability was improved before/after compression bonding. The wear test was performed by repeatedly rubbing the
마모 테스트를 실시한 결과, 압착 전 코팅층은 마찰 반복 회수가 8,000회 이후부터 금속재가 노출되기 시작하여, 10,000회 이후 코팅층이 벗겨져서 상기 금속재가 완전히 노출되는 것으로 나타났다. 이에 비해, 압착 된 코팅층(20)은 마찰 반복 회수가 10,000회를 초과하여도 코팅층(20) 표면에 약간의 스크레치만 발생할 뿐, 코팅층(20)은 벗겨지지 않고 그대로 유지하는 것으로 관찰되었다.As a result of performing the abrasion test, it was found that the metal material began to be exposed after the number of friction cycles of the coating layer before compression was 8,000 times, and the metal material was completely exposed after the coating layer was peeled off after 10,000 times. In contrast, it was observed that the
이로부터 코팅층(20)을 압착한 경우에 코팅층(20)의 내구성이 압착 전에 비해 월등하게 향상되었음을 확인할 수 있었다.From this, it was confirmed that when the
요약하면, 본 발명의 일 실시예에 따른, 코팅층이 형성된 조리 기구의 제조 방법은, 조리 기구 상에 코팅된 코팅층(20)의 내구성을 강화시켜 코팅층(20)의 손상이 쉽게 일어나지 않도록 함으로써, 조리 용기 몸체(11)의 조리면(11a)과 내벽면(11b)을 더욱 견고하게 보호하는 효과를 가질 수 있다. 이에 따라, 상기 조리 기구를 오랜 시간 동안 사용하여도 코팅층(20)이 조리 용기 몸체(11)의 조리면(11a)과 내벽면(11b)을 견고하게 보호하고 코팅층(20)의 기능이 그대로 유지됨으로써, 조리면(11a)과 내벽면(11b) 상에 식재료의 눌러 붙음을 방지하면서 세척 시에는 눌은 때가 쉽게 제거될 수 있고, 코팅층(20) 하측의 금속재가 외부로 노출되는 것을 방지하여 인체에 유해한 성분이 유출되는 것을 방지하는 효과를 가질 수 있다.In summary, according to an embodiment of the present invention, a method of manufacturing a cooking utensil with a coating layer is provided by enhancing the durability of the
본 발명은 도면에 도시된 실시예를 참고로 설명되었으나 이는 예시적인 것에 불과하며, 당해 기술분야에서 통상의 지식을 가진 자라면 이로부터 다양한 변형 및 균등한 다른 실시예가 가능하다는 점을 이해할 것이다. 따라서 본 발명의 진정한 기술적 보호 범위는 첨부된 특허청구범위의 기술적 사상에 의하여 정해져야 할 것이다.The present invention has been described with reference to the embodiments shown in the drawings, but these are merely exemplary, and those of ordinary skill in the art will appreciate that various modifications and equivalent other embodiments are possible therefrom. Therefore, the true technical protection scope of the present invention should be determined by the technical spirit of the appended claims.
10: 기판
11: 조리 용기 몸체
11a: 조리면
11b: 내벽면
20: 코팅층
21: 프라이머 코팅층
22: 테프론 코팅층
23: 클리어 코팅층
30: 손잡이
S: 금속 판재
R1: 제 1 압연롤
R2: 제 2 압연롤
P: 프레스
M: 탄성 금형10: substrate
11: Cooking container body
11a: cooked noodles
11b: inner wall surface
20: coating layer
21: primer coating layer
22: Teflon coating layer
23: clear coating layer
30: handle
S: metal plate
R1: 1st rolling roll
R2: 2nd rolling roll
P: press
M: elastic mold
Claims (13)
적어도 일면에 상기 코팅층이 형성된 상기 기판은,
상기 기판의 일면에 코팅액을 분사하는 코팅층 형성 단계에서 상기 기판에 제 1 두께로 형성된 상기 코팅층을 가압하여, 상기 코팅층을 상기 제 1 두께 보다 얇은 제 2 두께로 압착하는 코팅층 압착 단계;를 포함하여 제조된 것인, 코팅층이 형성된 조리 기구의 제조 방법.Including a container body forming step of forming a cooking container body by drawing at least a portion of the substrate on which the coating layer is formed on at least one surface,
The substrate on which the coating layer is formed on at least one surface,
Including a coating layer pressing step of pressing the coating layer formed with a first thickness on the substrate in the coating layer forming step of spraying a coating liquid onto one surface of the substrate to compress the coating layer to a second thickness thinner than the first thickness. That is, a method of manufacturing a cooking appliance with a coating layer formed thereon.
상기 코팅층 압착 단계에서,
상기 제 1 두께로 상기 코팅층이 형성된 상기 기판의 일면 전체를 회전하는 제 1 압연롤로 순차적으로 가압하여 상기 코팅층을 상기 제 2 두께로 압착하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
In the coating layer pressing step,
A method of manufacturing a cooking utensil having a coating layer formed by sequentially pressing the coating layer to the second thickness by sequentially pressing the entire surface of the substrate on which the coating layer is formed to the first thickness with a rotating first rolling roll.
상기 코팅층 압착 단계에서,
상기 기판의 타면 전체를 상기 제 1 압연롤과 마주보게 형성되어 회전하는 제 2 압연롤로 순차적으로 가압하여, 상기 기판의 양면을 동시에 가압하여 상기 코팅층을 상기 제 2 두께로 압착하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 2,
In the coating layer pressing step,
Cooking with a coating layer by sequentially pressing the entire other surface of the substrate with a second rolling roll formed to face the first rolling roll and rotating, simultaneously pressing both sides of the substrate to compress the coating layer to the second thickness Method of making the appliance.
상기 코팅층 압착 단계에서,
상기 제 1 두께로 상기 코팅층이 형성된 상기 기판의 일면 전체를 동시에 프레스(Press) 가압하여 상기 코팅층을 상기 제 2 두께로 압착하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
In the coating layer pressing step,
A method of manufacturing a cooking appliance with a coating layer, wherein the entire surface of the substrate on which the coating layer is formed is simultaneously pressed to the first thickness to compress the coating layer to the second thickness.
상기 코팅층 압착 단계에서,
상기 기판의 일면에 30㎛ 내지 35㎛의 상기 제 1 두께로 형성된 상기 코팅층을 20㎛ 내지 32㎛의 상기 제 2 두께로 압착하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
In the coating layer pressing step,
A method of manufacturing a cooking utensil having a coating layer by compressing the coating layer formed on one surface of the substrate to the first thickness of 30 μm to 35 μm to the second thickness of 20 μm to 32 μm.
상기 용기 몸체 성형 단계에서,
상기 조리 용기 몸체는, 조리될 식재료를 수용할 수 있도록 조리면과 상기 조리면을 둘러싸는 내벽면으로 형성되어 하측으로 오목한 볼(Bowl) 형상으로 형성되는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
In the container body forming step,
The cooking container body is formed of a cooking surface and an inner wall surface surrounding the cooking surface so as to accommodate the food to be cooked and formed in a shape of a bowl that is concave downward.
상기 조리 용기 몸체의 상기 조리면과 상기 내벽면의 적어도 일부분을 가압하여, 상기 제 2 두께로 압착된 상기 코팅층을 제 3 두께로 2차 압착하는 코팅층 재압착 단계;
를 더 포함하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 6,
A coating layer recompression step of pressing at least a portion of the cooking surface and the inner wall surface of the cooking container body to secondarily press the coating layer compressed to the second thickness to a third thickness;
A method of manufacturing a cooking appliance including a further comprising a coating layer.
상기 코팅층 재압착 단계에서,
상기 조리면과 상기 조리면을 기준으로 경사지게 형성되는 상기 내벽면을 균일하게 가압할 수 있도록, 탄성 금형을 이용한 프레스 가압 또는 하이드로 포밍을 이용하여 상기 코팅층을 2차 압착하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 7,
In the coating layer recompression step,
In order to uniformly press the cooking surface and the inner wall surface formed inclined with respect to the cooking surface, the coating layer is secondarily compressed using press pressing using an elastic mold or hydroforming. Manufacturing method.
상기 기판은,
알루미늄, 스테인레스강, 마그네슘 및 이들의 합금 중 어느 하나를 포함하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
The substrate,
A method of manufacturing a cooking utensil with a coating layer comprising any one of aluminum, stainless steel, magnesium, and alloys thereof.
상기 기판은,
알루미늄(Al) 판재의 일면 또는 양면에 스테인레스강(Stainless Steel) 판재를 클래딩(Cladding) 하여 형성된 다층 금속 판재인, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
The substrate,
A method of manufacturing a cookware with a coating layer, which is a multi-layered metal plate formed by cladding a stainless steel plate on one or both sides of an aluminum (Al) plate.
상기 코팅층은, 테프론을 포함하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
The coating layer includes Teflon, a method of manufacturing a cooking appliance with a coating layer formed thereon.
상기 코팅층 형성 단계는,
상기 기판의 일면에 프라이머 코팅층을 형성하고 가열 건조하는 하도 코팅 단계;
상기 프라이머 코팅층의 상면에 불소 수지 분산액을 포함하는 테프론 코팅층을 형성하고 가열 건조하는 중도 코팅 단계; 및
상기 테프론 코팅층의 상면에 투명한 클리어 코팅층을 형성하고 가열 건조하는 상도 코팅 단계;
를 포함하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 1,
The coating layer forming step,
A primer coating step of forming a primer coating layer on one surface of the substrate and drying by heating;
An intermediate coating step of forming a Teflon coating layer containing a fluororesin dispersion on the upper surface of the primer coating layer and drying by heating; And
Top coat coating step of forming a transparent clear coating layer on the upper surface of the Teflon coating layer and drying by heating;
Containing, a method of manufacturing a cooking appliance with a coating layer formed.
상기 중도 코팅 단계는,
상기 프라이머 코팅층의 상면에 불소 수지 분산액을 포함하는 제 1 테프론 코팅층을 형성하고 가열 건조하는 제 1 테프론층 형성 단계; 및
상기 제 1 테프론 코팅층의 상면에 불소 수지 분산액을 포함하는 제 2 테프론 코팅층을 형성하고 가열 건조하는 제 2 테프론층 형성 단계;
를 포함하는, 코팅층이 형성된 조리 기구의 제조 방법.The method of claim 12,
The intermediate coating step,
A first Teflon layer forming step of forming a first Teflon coating layer including a fluorine resin dispersion on the upper surface of the primer coating layer and drying by heating; And
Forming a second Teflon layer including a fluororesin dispersion on the upper surface of the first Teflon coating layer and drying by heating;
Containing, a method of manufacturing a cooking appliance with a coating layer formed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190032990A KR20200112464A (en) | 2019-03-22 | 2019-03-22 | Method for manufacturing a cooking vessel in which a coating layer is formed |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190032990A KR20200112464A (en) | 2019-03-22 | 2019-03-22 | Method for manufacturing a cooking vessel in which a coating layer is formed |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200112464A true KR20200112464A (en) | 2020-10-05 |
Family
ID=72808798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190032990A KR20200112464A (en) | 2019-03-22 | 2019-03-22 | Method for manufacturing a cooking vessel in which a coating layer is formed |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200112464A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023037413A (en) * | 2021-09-03 | 2023-03-15 | 紅艶 朴 | Frying pan and method for manufacturing the same |
| KR102703693B1 (en) * | 2024-05-16 | 2024-09-06 | 주식회사 이룸쿡 | cooking vessel for induction range and manufacturing method thereof and mold apparatus thereof |
-
2019
- 2019-03-22 KR KR1020190032990A patent/KR20200112464A/en not_active Application Discontinuation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023037413A (en) * | 2021-09-03 | 2023-03-15 | 紅艶 朴 | Frying pan and method for manufacturing the same |
| KR102703693B1 (en) * | 2024-05-16 | 2024-09-06 | 주식회사 이룸쿡 | cooking vessel for induction range and manufacturing method thereof and mold apparatus thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2516016C2 (en) | Kitchenware having solid base layer made of ceramic and/or metal and/or polymer material and nonstick coating containing fluorocarbon polymer | |
| JP5464710B2 (en) | Cooking utensils with a non-stick coating having scratch and corrosion resistance | |
| CN101384202B (en) | Anodised culinary item and method for producing one such article | |
| US3143241A (en) | Non-stick skillet | |
| US20080083747A1 (en) | Method for manufacturing cooking vessel | |
| KR102354638B1 (en) | Item of cookware having a textured outer face made of stainless steel | |
| JP2008539099A (en) | Substrate and coating treatment of coated object | |
| KR20200112464A (en) | Method for manufacturing a cooking vessel in which a coating layer is formed | |
| KR101818418B1 (en) | Manufacturing method of coated cooking vessel by drawing process | |
| KR102451380B1 (en) | Cooking articles comprising a fluorocarbon resin and a rare earth oxide coating, and methods of making the articles | |
| CN110432786B (en) | Cooker with ceramic fluorite coating and production process thereof | |
| AU2007216376A1 (en) | Enamelled and anodised culinary item and method for producing one such article | |
| US3211325A (en) | Non-stick surface for cooking vessel or the like | |
| EP3861899A1 (en) | Cooking utensil | |
| JP3146744U7 (en) | ||
| JP4621289B2 (en) | Cooking container with printed display layer | |
| EP3680064B1 (en) | A cooking utensil | |
| WO2002068187A1 (en) | Fluoride resin film, and article having such film on inner surface | |
| JP2018033932A (en) | Cooking tool manufacturing method | |
| KR101867912B1 (en) | Funtional frypan and Manufacturing method of the same | |
| KR101976413B1 (en) | Method for reparing metal cookware with damaged coating film | |
| KR102354885B1 (en) | Manufacturing method and apparatus for induction cooking vessel using aluminum plate | |
| EP2286016B1 (en) | Method for manufacturing a device comprising a coated metal plate | |
| US20240349938A1 (en) | Cooking Element Coated With A Peelable Non-Stick Fluorinated Polymeric Film | |
| JP3192822U (en) | Electromagnetic cooker |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E601 | Decision to refuse application |