KR20150069272A - continuous casting apparatus and controlling system for cast of using it - Google Patents
continuous casting apparatus and controlling system for cast of using it Download PDFInfo
- Publication number
- KR20150069272A KR20150069272A KR1020130155514A KR20130155514A KR20150069272A KR 20150069272 A KR20150069272 A KR 20150069272A KR 1020130155514 A KR1020130155514 A KR 1020130155514A KR 20130155514 A KR20130155514 A KR 20130155514A KR 20150069272 A KR20150069272 A KR 20150069272A
- Authority
- KR
- South Korea
- Prior art keywords
- tundish
- melt
- weight
- casting
- measuring
- Prior art date
Links
Images




Landscapes
- Continuous Casting (AREA)
Abstract
Description
BACKGROUND OF THE
1, a continuous casting process for producing molten steel as a slab is performed by continuously casting molten steel M contained in the
During the continuous casting, molten steel can be classified into primary, mid, and late casting operations by supplying 100 tons of molten steel to the tundish 100 from the
In the final casting operation, the supply of additional molten steel from the
In order to prevent the inclusion of slag in the
Further, when excessive slag is present in the tundish or when the molten steel flow is unstable, the time point of occurrence of the vortex becomes faster, so that the
In order to reduce the amount of tundish remaining in the tundish, conventionally, a method of reducing the amount of tundish in the tundish, so that the molten steel can be easily moved toward the
In addition, the addition of the refractory reduces the content of the tundish, thereby reducing the flotation rate of the molten steel, which is the main function of the tundish, thereby reducing the cleanliness of the molten steel.
In this way, even if the amount of the remaining tin is reduced by changing the refractory shape in the tundish, the productivity of the process is reduced because it is necessary to stably retain the residue of 6 tons or more in order to prevent the slag inflow into the mold.
The present invention provides a continuous casting facility capable of suppressing or preventing the inflow of slag in a tundish at the end of a casting to improve the quality of the cast steel, and a casting control method using the same.
The present invention provides a continuous casting facility capable of reducing the amount of tundish remaining in a tundish without changing the shape of the refractory in the tundish and increasing the productivity of the casting operation, and a casting control method using the same.
A continuous casting facility according to an embodiment of the present invention includes a tundish in which a melt can be received, a slide gate disposed in a lower portion of the tundish to open and close a moving path of molten steel discharged from the tundish, A measuring device for measuring the weight of the molten solid adhering to the measuring rod and having a measuring rod which is charged into the tundish at an upper portion of the dish and is immersible in the molten material and a measuring device connected to the measuring device, And a controller for controlling the operation of the slide gate according to the weight value of the slide gate.
The slide gate may include an upper plate disposed at a lower portion of the tundish, a lower plate disposed at a lower portion of the upper plate, and an intermediate plate disposed between the upper plate and the lower plate.
Wherein the measuring unit is provided with a sensing unit for sensing the weight of the molten material solidified in the measuring rod and one end of the measuring rod immersed in the molten material is contacted with the inner bottom surface of the tundish when the measuring rod is immersed in the molten material, Can be located.
The controller may receive the weight value of the melt measured from the sensing unit, and may control the opening / closing operation of the slide gate according to the weight value, the predetermined casting width, and the casting speed.
A casting control method according to an embodiment of the present invention is a casting control method for reducing the amount of remaining tundish in a tundish, comprising the steps of: introducing a melt into the tundish; opening a slide gate provided under the tundish to start casting Measuring the weight of the remaining melt in the tundish; deriving a closing time of the slide gate using the measured weight of the melt; and closing the slide gate after the derived closing time to cast .
Between the step of starting the casting and the step of measuring the weight of the melt, moving a measuring instrument for measuring the weight of the melt to the tundish side, charging the measuring rod into the tundish, And placing the end of the measuring rod on the substrate.
Measuring the weight of the melt comprises immersing the measuring rod in the melt when the melt in the tundish remains between 15 and 16 tons, removing the measuring rod from the melt after the measuring time has elapsed And comparing the weight of the measuring rod extracted from the melt with the weight of the existing measuring rod to derive the weight of the melt.
The measurement time may be performed within 5 seconds to 10 seconds immediately after immersing the measurement rod in the melt.
The step of deriving the closing time of the slide gate may be derived based on a predetermined set value depending on the weight of the derived molten material, the preset casting width and the casting speed.
The set value may be derived based on an experimentally obtained experimental value, and the closing time may be a time at which the slide gate is opened from immediately after the weight of the melt is derived to when the slide gate is closed.
In the step of closing the slide gate to complete the casting, the depth of the melt in the tundish may be 85 to 90 mm upward from the inner bottom surface of the tundish, and the remaining amount of melt in the tundish may be 3 to 4 tons .
The melt may include the molten steel and the slag.
According to the embodiment of the present invention, it is possible to suppress or prevent the slag in the tundish from entering the mold at the end of the continuous casting operation.
That is, at the end of the casting, when the remaining amount of tundish in the tundish is 15 to 16 tons, the pipe is immersed in the molten metal to measure the weight of the residue. Thereafter, the closing time of the slide gate is determined according to the weight of the residue, the width of the casting, and the casting speed. Thus, the slide gate is automatically closed after the elapsed time, so that the height of the residue in the tundish is maintained at a constant height. At this time, the time required until the slide gate is closed after the weight of the residue is measured is based on the time value obtained by the experiment.
In this way, after the end of continuous casting of molten steel is completed, the height of the residue in the tundish can be kept constant, and the slag in the tundish can be suppressed or prevented from flowing into the mold. That is, the minimized amount of the remaining slag can be present in the tundish before the slag is introduced into the mold by the vortex phenomenon.
Accordingly, it is possible to solve the problem of quality deterioration of the cast steel due to the influx of the slag in the mold, and it is possible to reduce the residual amount in the tundish compared to the conventional method, thereby increasing the productivity and efficiency of the process.
1 is a view showing a general continuous casting facility.
2 is a view showing the flow of molten steel and slag in the tundish at the end of continuous casting.
3 is a view showing a part of a continuous casting facility according to an embodiment of the present invention.
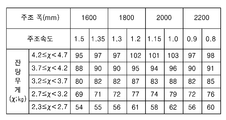
4 is data showing an experimental value of the slide gate closing time applied to the embodiment of the present invention.
5 is a flowchart showing a casting control method according to an embodiment of the present invention.
Hereinafter, embodiments of the present invention will be described in detail with reference to the accompanying drawings. It will be apparent to those skilled in the art that the present invention may be embodied in many different forms and should not be construed as limited to the embodiments set forth herein. Rather, these embodiments are provided so that this disclosure will be thorough and complete, It is provided to let you know. Wherein like reference numerals refer to like elements throughout.
3 is a view showing a continuous casting facility according to an embodiment of the present invention.
The continuous casting equipment in the embodiment of the present invention is a facility for reducing the amount of residue in the tundish 100 and suppressing or preventing the inflow of slag into the
Such a continuous casting facility is a facility for continuously casting molten steel conveyed from a converter. After molten steel accommodated in the
The melt F flows into the tundish 100 from the
The tundish 100 has a refractory 105 formed on the outer wall and the bottom surface of the tundish 100. In order to suppress the rapid movement of the inner wall surface of the tundish 100 toward the
The
The
The
More specifically, the supporting
The driving
The
The
Hereinafter, a casting control method using the
4 is data showing an experimental value of the slide gate closing time applied to the embodiment of the present invention. 5 is a flowchart showing a casting control method according to an embodiment of the present invention.
The casting control method according to the embodiment of the present invention is a casting control method for reducing the amount of remaining tundish in the
First, molten steel introduced from a converter (not shown) is refined according to a desired steel type, and is then transferred to a
During the casting process, when the casting molten steel is injected into the tundish 100 (S200), the measuring
In detail, the measuring instrument is moved toward the
On the other hand, the measuring
After the end of the measuring
On the other hand, the measurement time of the
After the measuring time has elapsed as described above, the weight of the melt can be derived by taking the measuring
When the weight of the melt is derived, the closing time of the
The closing time derived from the weight of the melt, the casting width and the casting speed measured through the measuring rod is determined by the experimentally obtained experimental values. Thus, the experimental time value for the closing time derived from the weight of the melt measured through the measuring rods, the casting width and the casting speed is shown in Fig.
Referring to Fig. 4, it shows the casting width and casting speed generally used in the continuous casting process. Thus, the closing time was derived in accordance with the residual weight (kg) measured by the measuring
That is, when the casting width is 1600 mm and the casting speed is 1.5 mpm, the closing time is 54 seconds, the closing time is 69, the residue weight is 3.2 , The closure time was found to be 88 in the range of the closing time of 80 and the weight of the residue of 3.7 or more and 4.2 or less, and the closing time of 95 seconds in the range of 4.2 to 4.7. In this case, when the casting width is 1600 mm and the casting speed is 1.35 mpm, the closing time is 55 seconds, the closing time is 71, the residue weight is 3.2 The closing time is 82 and the weight of the residue is 3.7 or more and less than 4.2, the closure time is 90 and the closing weight is 4.2 to less than 4.7, the closure time may be 97 seconds.
On the other hand, when the casting width is 1800 mm and the casting speed is set to 1.3 mpm, the closing time is 72 seconds when the weight of the residue is 2.3 to less than 2.7, the closing time is 72 when the weight of the residue is 2.7 or more and less than 3.2, In the range of 3.2 to 3.7, the closure time is 82 and the weight of the residue is 3.7 to 4.2, the closure time is 90 and the closure weight is 4.2 to 4.7. In this case, when the casting width is 1800 mm and the casting speed is 1.2 mpm, the closing time is 61 seconds, the closing time is 77, the residue weight is 3.2 , The closure time is 87 and the weight of the residue is 3.7 or more and less than 4.2, the closure time is 95. When the weight of the residue is 4.2 or more and less than 4.7, the closing time is 102 seconds.
On the other hand, when the casting width is 2000 mm and the casting speed is set to 1.15 mpm, the closure time is 74 and the weight of the residue is within the range of 2.3 to 2.7 when the closing time is 58 seconds and the residue weight is 2.7 to 3.2 In cases where the closure time is in the range of 3.2 to 3.7 and the closure time is in the range of 4.3 to 4.2, the closure time is 94 and the closure time is 4.2 to less than 4.7, the closure time may be 101 seconds. In this case, when the casting width is 2000 mm and the casting speed is 1.0 mpm, the closing time is 62 seconds, the closing time is 79, the residue weight is 3.2 , The closure time was found to be 96 in the range of the closing time of 88 and the weight of the residue of 3.7 to 4.2, and the closing time of 103 seconds in the range of 4.2 and less than 4.7.
When the casting width is 2200 mm and the casting speed is set to 0.9 mpm, the closing time is 72 seconds in the range of 2.3 to less than 2.7, the closing time is 72 in the range of 2.7 to less than 3.2, In the range of 3.2 to 3.7, the closure time is 82 and the weight of the residue is 3.7 to 4.2, the closure time is 90 and the closure weight is 4.2 to 4.7. In this case, when the casting width is 2200 mm and the casting speed is 0.8 mpm, the closure time is 76, the weight of the residue is 3.2 in the range of 2.3 to 2.7 when the closing time is 60 seconds, , The closure time is 91 and the closure time is 4.2 or more and 4.7 or less, the closure time may be 98 seconds.
In the case where the predetermined casting width is 1800 mm and the casting speed is 1.3 mpm and the weight of the residue in the
The case where the weight of the melt F measured by the measuring
However, in addition to the above-mentioned method, it is possible to derive the closing time according to experimental values according to the weight value by widening the range of predetermined set values shown in FIG. 4 to calculate experimental values.
Thus, by closing the
As described above, according to the present invention, in the last stage of casting, the weight of the remaining molten material in the tundish is measured, the weight of the molten material is measured against the predetermined casting width and casting time, The duration of the process (closing time) is derived. Thus, by closing the slide gate after the derived closing time, the amount of the remaining melt in the tundish can be reduced compared to the conventional one, and the slag can be prevented or prevented from flowing into the mold.
Although the present invention has been described with reference to the accompanying drawings and the preferred embodiments described above, the present invention is not limited thereto but is limited by the following claims. Accordingly, those skilled in the art will appreciate that various modifications and changes may be made thereto without departing from the spirit of the following claims.
F: Melt M: Molten steel
S: Slag 50: Ladle
55: shroud nozzle 100: tundish
110: Dam 130: Weir
200: slide gate 400: mold
500: Meter 510: Measuring rod
530: Support part 550:
570: Detector 600: Controller
Claims (12)
A tundish in which the melt can be received;
A slide gate disposed at a lower portion of the tundish to open and close a movement path of the molten steel discharged from the tundish;
A measuring device for measuring the weight of the molten solid adhering to the measuring rod, the measuring rod being charged into the tundish at an upper portion of the tundish to be immersed in the molten material; And
And a controller connected to the measuring device and controlling the operation of the slide gate according to a weight value of the melt measured by the measuring device.
The slide gate
An upper plate disposed below the tundish,
A lower plate spaced below the upper plate,
And an intermediate plate disposed between the upper plate and the lower plate.
Wherein the measuring unit is provided with a sensing unit for sensing the weight of the molten material solidified in the measuring rod,
Wherein one end of the measuring rod immersed in the melt is in contact with the inner bottom surface of the tundish when the measuring rod is immersed in the melt.
The controller comprising:
And receives the weight value of the melt measured from the sensing unit and controls the opening and closing operation of the slide gate according to the weight value, the predetermined casting width and the casting speed.
Introducing the melt into the tundish;
Opening a slide gate provided at a lower portion of the tundish to start casting;
Measuring the weight of the remaining melt in the tundish;
Deriving a closing time of the slide gate using the weight of the measured melt; And
And closing the slide gate after the derived closing time to complete the casting.
Between starting the casting and measuring the weight of the melt,
Moving a measuring device for measuring the weight of the melt to the tundish side;
Charging the tundish into the tundish; And
And disposing an end of the measuring rod on the melt bath surface.
Wherein measuring the weight of the melt comprises:
Immersing the measuring bar in the melt when the melt in the tundish remains between 15 and 16 tons;
Withdrawing the measuring rod from the melt after a measurement time has elapsed; And
And comparing the weight of the measuring rod extracted from the melt with the weight of the existing measuring rod to derive the weight of the melt.
Wherein the measuring time is performed within 5 seconds to 10 seconds immediately after immersing the measuring rod in the melt.
Wherein deriving the closing time of the slide gate comprises:
And wherein the casting control method is derived based on a predetermined set value according to the weight of the derived molten material, the predetermined casting width and the casting speed.
The set values are derived based on experimental values obtained in advance by experiments,
Wherein the closing time is a time at which the slide gate is opened from immediately after the weight of the melt is drawn to a time point at which the slide gate is closed.
In the step of closing the slide gate to complete the casting,
The depth of the melt in the tundish is 85 to 90 mm from the inner bottom surface of the tundish,
Wherein the residual amount of the melt in the tundish is 3 to 4 tons.
Wherein the molten steel comprises the molten steel and the slag.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130155514A KR20150069272A (en) | 2013-12-13 | 2013-12-13 | continuous casting apparatus and controlling system for cast of using it |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130155514A KR20150069272A (en) | 2013-12-13 | 2013-12-13 | continuous casting apparatus and controlling system for cast of using it |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150069272A true KR20150069272A (en) | 2015-06-23 |
Family
ID=53516438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130155514A KR20150069272A (en) | 2013-12-13 | 2013-12-13 | continuous casting apparatus and controlling system for cast of using it |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20150069272A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200063633A (en) * | 2018-11-28 | 2020-06-05 | 주식회사 포스코 | Casting equipment and casting method |
-
2013
- 2013-12-13 KR KR1020130155514A patent/KR20150069272A/en not_active Application Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200063633A (en) * | 2018-11-28 | 2020-06-05 | 주식회사 포스코 | Casting equipment and casting method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5104153B2 (en) | Treatment method of joint slab in different steel type continuous casting | |
| US9460248B2 (en) | Method for predicting degree of contamination of molten steel during ladle exchange | |
| KR101795470B1 (en) | Casting apparatus and method thereof | |
| JP4102352B2 (en) | Continuous casting method of molten stainless steel using hot reuse tundish | |
| KR20150069272A (en) | continuous casting apparatus and controlling system for cast of using it | |
| KR101779153B1 (en) | Apparatus and method for treating molten steel | |
| US20080173423A1 (en) | Sequence Casting Process for Producing a High-Purity Cast Metal Strand | |
| KR100470654B1 (en) | Method for injecting clogging of submerged entry nozzle | |
| KR101914084B1 (en) | Molten material processing apparatus | |
| KR101246193B1 (en) | Method for estimating steel component during mixed grade continuous casting | |
| JPH09239501A (en) | Method for refining molten steel in tundish | |
| JP4549201B2 (en) | Continuous casting method of different steel types | |
| KR101974335B1 (en) | Nozzle inlet adhered materials removal device and cleaning method using it | |
| KR101981458B1 (en) | Casting apparatus and casting method using the same | |
| JP2744439B2 (en) | Nozzle clogging prevention method in continuous casting of molten steel | |
| KR101654206B1 (en) | Apparatus and method for measuring nozzle clogging and method for controlling flow of molten steel using the same | |
| JPH1043842A (en) | Tundish for continuously casting steel | |
| KR101400041B1 (en) | Device for estimating carbon-increasing of molten steel and method thereof | |
| KR101818156B1 (en) | Molten material processing method | |
| KR101927769B1 (en) | Method for casting | |
| JP2010269359A (en) | Method of hot reusing tundish focusing on temperature difference between precedent charge and subsequent charge | |
| JP3470537B2 (en) | Inclusion removal method in tundish for continuous casting | |
| KR101881971B1 (en) | Casting apparatus and casging method using the same | |
| KR101749077B1 (en) | Tundish and Method for casting using the same | |
| KR101526453B1 (en) | Nozzle and casting method using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |