JP6602302B2 - 中空糸膜束の製造方法 - Google Patents
中空糸膜束の製造方法 Download PDFInfo
- Publication number
- JP6602302B2 JP6602302B2 JP2016540108A JP2016540108A JP6602302B2 JP 6602302 B2 JP6602302 B2 JP 6602302B2 JP 2016540108 A JP2016540108 A JP 2016540108A JP 2016540108 A JP2016540108 A JP 2016540108A JP 6602302 B2 JP6602302 B2 JP 6602302B2
- Authority
- JP
- Japan
- Prior art keywords
- hollow fiber
- fiber membrane
- winding
- tension
- membrane bundle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012510 hollow fiber Substances 0.000 title claims description 240
- 239000012528 membrane Substances 0.000 title claims description 240
- 238000004519 manufacturing process Methods 0.000 title claims description 54
- 238000004804 winding Methods 0.000 claims description 71
- 210000004072 lung Anatomy 0.000 claims description 18
- 238000001514 detection method Methods 0.000 claims description 8
- 238000011088 calibration curve Methods 0.000 claims description 7
- 239000012530 fluid Substances 0.000 claims description 5
- 239000008280 blood Substances 0.000 description 50
- 210000004369 blood Anatomy 0.000 description 50
- 239000007789 gas Substances 0.000 description 33
- 238000000034 method Methods 0.000 description 22
- 230000002093 peripheral effect Effects 0.000 description 17
- 230000006870 function Effects 0.000 description 16
- 230000017531 blood circulation Effects 0.000 description 13
- 230000008569 process Effects 0.000 description 12
- 230000008859 change Effects 0.000 description 11
- 239000011148 porous material Substances 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 238000005192 partition Methods 0.000 description 8
- 238000003860 storage Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- -1 polypropylene Polymers 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 238000010926 purge Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000006399 behavior Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 208000007536 Thrombosis Diseases 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920001600 hydrophobic polymer Polymers 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000005191 phase separation Methods 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 238000004382 potting Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/021—Manufacturing thereof
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- External Artificial Organs (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Description
(1) 人工肺に用いられ、流体が通過する中空部を有する中空糸膜を巻き取って円筒状の中空糸膜束を製造する製造方法であって、
前記中空糸膜を繰り出す繰り出し工程と、
前記繰り出し工程によって繰り出された前記中空糸膜を巻取る巻き取り工程と、
前記中空糸膜の巻き取り時の張力を調節する張力調節工程とを有し、
前記張力調節工程では、前記中空糸膜を巻き取る巻き取り部の回転速度と、前記中空糸膜の巻き取りを開始してからの経過時間との関係を予め検出して得られた検量線に基づいて、前記巻き取り部の回転速度と、前記繰り出し部の回転速度とを相対的に変化させて前記張力を調節することを特徴とする中空糸膜束の製造方法。
前記張力調節工程では、前記張力を検出しつつ、その検出結果に基づいて、前記巻取り部の回転速度と、前記繰り出し部の回転速度とを随時相対的に変化させる中空糸膜束の製造方法。
前記張力調節工程では、前記巻き取り部の回転速度を一定とし、前記繰り出し部の回転速度を変化させる中空糸膜束の製造方法。
前記張力調節工程では、前記張力の大小関係に応じて、前記中空糸膜を、その長手方向と交わる方向に移動させることにより前記張力を調節する中空糸膜束の製造方法。
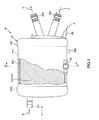
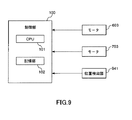
図1は、本発明の中空糸膜束の製造方法(第1実施形態)によって製造された中空糸膜束を適用した人工肺の平面図である。図2は、図1に示す人工肺を矢印A方向から見た図である。図3は、図2中のB−B線断面図である。図4は、図2中の矢印C方向から見た図である。図5は、図1中のD−D線断面図である。図6は、図5中のE−E線断面図である。図7は、本発明の中空糸膜束の製造方法に用いる中空糸膜束製造装置を示す図である。図8は、図7中の矢印F方向から見た概略構成図である。図9は、図7に示す中空糸膜束製造装置を示すブロック図である。図10は、(a)が、巻き取り部の回転速度と繰り出し部の回転速度とをそれぞれ一定の状態で中空糸膜を巻回した場合の、巻き取り速度と経過時間との関係を示すグラフ、(b)が、繰り出し部の回転速度の補正量と経過時間との関係を示すグラフである。図11は、中空糸膜束製造装置の制御プログラムを説明するためのフローチャートである。
第1の蓋体22Aには、管状のガス流出ポート27が突出形成されている。
この人工肺10では、血液流入ポート201から流入した血液Bは、血液流入側空間24A、側孔243を順に通過して、熱交換部10Bに流れ込む。熱交換部10Bでは、血液Bは、血液流路33を下流方向に向かって流れつつ、熱交換部10Bの各中空糸膜31の表面と接触して熱交換(加温または冷却)がなされる。このようにして熱交換がなされた血液Bは、人工肺部10Aに流入する。
記憶部102は、例えば不揮発性半導体メモリーの一種であるEEPROM(Electrically Erasable Programmable Read-Only Memory)等を有し、各種プログラム等を記憶することができる。
ステップS104において、未だ経過時間t=t1となっていないと判断した場合には、張力T≧Tminであるか否かを判断する(ステップS105)。ステップS105において、張力T≧Tminであると判断した場合には、次に、張力T≦Tmaxであるか否かを判断する(ステップS106)。ステップS106において、張力T≦Tmaxであると判断した場合、張力Tが適切な大きさであるため、再度、ステップS104に戻る。
上記ステップS105〜S108は、経過時間t=t1になるまで繰り返される。
図12は、本発明の中空糸膜束の製造方法(第2実施形態)に用いる中空糸膜束製造装置を示す概略構成図である。
本実施形態は、係合部が設けられていること以外は前記第1実施形態と同様である。
図13は、本発明の中空糸膜束の製造方法(第3実施形態)に用いる中空糸膜束製造装置を示す概略構成図である。
10A 人工肺部
10B 熱交換部
2A ハウジング
21A 円筒状ハウジング本体
22A 第1の蓋体
221a 第1の部屋
23A 第2の蓋体
231a 第2の部屋
24A 血液流入側空間
241 第1の円筒部材
242 板片
243 側孔
244 凹凸部
245 第2の円筒部材
25A 血液流出側空間
26 ガス流入ポート
27 ガス流出ポート
28 血液流出ポート
291 リブ
292 リブ
3A、3B 中空糸膜束
4A 気泡除去手段
8 隔壁
9 隔壁
11 固定用糸
31 中空糸膜
32 流路
33 血液流路
41A フィルタ部材
60 巻回装置
90 ローラ群
91 固定ローラ
92 固定ローラ
93 固定ローラ
94 可動ローラ
941 位置検出部
95 張力調節ローラ
951 ローラ本体
951a ローラ本体
951b ローラ本体
952 付勢部
100 制御部
101 CPU
102 記憶部
201 血液流入ポート
202 熱媒体流入ポート
203 熱媒体流出ポート
205 パージポート
600 固定装置
601 筒状コア回転手段
602 ワインダ装置
603 モータ
604 モータシャフト
605 コア取付部材
606 本体部
607 リニアレール
608 リニアテーブル
609 ボールネジシャフト
703 モータ
704 ボールナット部材
705 吐出部
706 本体部
707 吐出部
B 血液
G ガス
H 熱媒体
S101、S102、S103、S104、S105、S106、S107、S108、S109、S110、S111、S112、S113、S114、S115、S116 ステップ
T 張力
Tmax 上限値
Tmin 下限値
U 補正量
Va 回転速度
Va1 速度
Vb 回転速度
Vb1 速度
t、t1、t2 経過時間
v 巻き取り速度
φD1max 最大外径
φD2max 最大外径
φd1 内径
φd2 外径
φd3 外径
L 長さ
L1 長さ
Claims (4)
- 人工肺に用いられ、流体が通過する中空部を有する中空糸膜を巻き取って円筒状の中空糸膜束を製造する製造方法であって、
前記中空糸膜を繰り出す繰り出し工程と、
前記繰り出し工程によって繰り出された前記中空糸膜を巻取る巻き取り工程と、
前記中空糸膜の巻き取り時の張力を調節する張力調節工程とを有し、
前記張力調節工程では、前記中空糸膜を巻き取る巻き取り部の回転速度と、前記中空糸膜の巻き取りを開始してからの経過時間との関係を予め検出して得られた検量線に基づいて、前記巻き取り部の回転速度と、前記繰り出し部の回転速度とを相対的に変化させて前記張力を調節することを特徴とする中空糸膜束の製造方法。 - 請求項1に記載の中空糸膜束の製造方法において、
前記張力調節工程では、前記張力を検出しつつ、その検出結果に基づいて、前記巻取り部の回転速度と、前記繰り出し部の回転速度とを随時相対的に変化させる中空糸膜束の製造方法。 - 請求項1または2に記載の中空糸膜束の製造方法において、
前記張力調節工程では、前記巻き取り部の回転速度を一定とし、前記繰り出し部の回転速度を変化させる中空糸膜束の製造方法。 - 請求項1ないし3のいずれか1項に記載の中空糸膜束の製造方法において、
前記張力調節工程では、前記張力の大小関係に応じて、前記中空糸膜を、その長手方向と交わる方向に移動させることにより前記張力を調節する中空糸膜束の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014160829 | 2014-08-06 | ||
| JP2014160829 | 2014-08-06 | ||
| PCT/JP2015/068204 WO2016021322A1 (ja) | 2014-08-06 | 2015-06-24 | 中空糸膜束の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016021322A1 JPWO2016021322A1 (ja) | 2017-05-25 |
| JP6602302B2 true JP6602302B2 (ja) | 2019-11-06 |
Family
ID=55263600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016540108A Active JP6602302B2 (ja) | 2014-08-06 | 2015-06-24 | 中空糸膜束の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6602302B2 (ja) |
| WO (1) | WO2016021322A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111992054A (zh) * | 2020-09-23 | 2020-11-27 | 天津城建大学 | 一种变张力卷绕辊及加工非等径中空纤维膜的方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5376334A (en) * | 1993-05-19 | 1994-12-27 | Avecor Cardiovascular Inc. | Mass transfer device having a hollow fiber bundle |
| US6638479B1 (en) * | 1999-10-11 | 2003-10-28 | Medtronic, Inc. | Variable packing density in hollow fiber device |
| WO2013146321A1 (ja) * | 2012-03-26 | 2013-10-03 | テルモ株式会社 | 医療器具の製造方法および医療器具 |
-
2015
- 2015-06-24 WO PCT/JP2015/068204 patent/WO2016021322A1/ja active Application Filing
- 2015-06-24 JP JP2016540108A patent/JP6602302B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016021322A1 (ja) | 2017-05-25 |
| WO2016021322A1 (ja) | 2016-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100846647B1 (ko) | 스파이럴형 분리막 엘리먼트 | |
| WO2015115138A1 (ja) | 熱交換器の製造方法および熱交換器 | |
| TWI432618B (zh) | A method for producing a hollow fiber membrane of a profiled porous hollow fiber membrane, a method for producing a hollow fiber membrane using a profiled porous hollow fiber membrane, a filter device, and a water treatment method | |
| KR101985552B1 (ko) | 가용성 코어 주위에 얀-강화된 중공 섬유 막의 제조 방법 | |
| JP7061581B2 (ja) | 熱交換器および人工肺 | |
| JP2009533212A (ja) | 改良された逆洗能力を有する強化管状ポリマー膜及びその製造方法 | |
| JP7067060B2 (ja) | 分離膜エレメント | |
| WO2016009780A1 (ja) | 中空糸膜束の製造方法および人工肺の製造方法 | |
| JP6969689B2 (ja) | 分離膜エレメント | |
| WO2013146321A1 (ja) | 医療器具の製造方法および医療器具 | |
| JP2008043824A (ja) | スパイラル型膜エレメント及びその製造方法 | |
| JP6602302B2 (ja) | 中空糸膜束の製造方法 | |
| WO2016021321A1 (ja) | 中空糸膜束、人工肺および中空糸膜束の製造方法 | |
| JP2009195871A (ja) | スパイラル型膜エレメント | |
| JP7134866B2 (ja) | 中空糸膜層積層体 | |
| KR20170005037A (ko) | 통합된 투과물 흐름 제어기를 갖는 나권형 모듈 | |
| JP6944458B2 (ja) | 熱交換器、人工肺および熱交換器の製造方法 | |
| JPH04219126A (ja) | 中空糸ステープル及び中空糸パッケージの製法、及び流体からのガスの分離法並びに濾過法 | |
| JP4476750B2 (ja) | 複合多孔質膜の製造方法 | |
| JP2016068081A (ja) | 分離膜エレメント | |
| JP2018034089A (ja) | 分離膜エレメント | |
| CN109496163A (zh) | 分离膜元件 | |
| JP2024149370A (ja) | スパイラル分離膜エレメント、それを用いた水処理装置、水処理方法 | |
| JP2017104851A (ja) | 分離膜および分離膜エレメント | |
| JP2008237463A (ja) | 環状チューブ及びスペーサーヤーン巻回し装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180507 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191008 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6602302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |