JP6261847B2 - 車輪用軸受装置および車輪用軸受装置の製造方法 - Google Patents
車輪用軸受装置および車輪用軸受装置の製造方法 Download PDFInfo
- Publication number
- JP6261847B2 JP6261847B2 JP2012106691A JP2012106691A JP6261847B2 JP 6261847 B2 JP6261847 B2 JP 6261847B2 JP 2012106691 A JP2012106691 A JP 2012106691A JP 2012106691 A JP2012106691 A JP 2012106691A JP 6261847 B2 JP6261847 B2 JP 6261847B2
- Authority
- JP
- Japan
- Prior art keywords
- wheel bearing
- wheel
- convex
- fitting
- joint member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 238000000034 method Methods 0.000 title claims description 3
- 238000005096 rolling process Methods 0.000 claims description 14
- 238000005520 cutting process Methods 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 description 43
- 230000005540 biological transmission Effects 0.000 description 6
- 239000000725 suspension Substances 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 5
- 239000004519 grease Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000000314 lubricant Substances 0.000 description 2
- 230000036316 preload Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910000954 Medium-carbon steel Inorganic materials 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 102220097517 rs876659265 Human genes 0.000 description 1
Images













Landscapes
- Mounting Of Bearings Or Others (AREA)
- Rolling Contact Bearings (AREA)
Description
2 内方部材(内輪)
3,4 転動体
5 外方部材(外輪)
6 等速自在継手
7,8 内側軌道面
13,14 外側軌道面
20 車輪用軸受
24 外側継手部材
30 ステム部
37 凸部(雄スプライン)
39,40 凹部
41 雌ねじ部
42 雄ねじ部(ボルト)
43 凸部の周方向側壁部
68 雄ねじ部
69 雌ねじ部(ナット)
n 締め代
M 凹凸嵌合構造
N ねじ締め付け構造
X 嵌合接触部位全域
Claims (6)
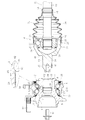
- 内周に複列の外側軌道面13,14が形成された外方部材5と、外周に前記外側軌道面13,14と対向する複列の内側軌道面7,8を有し、ハブ輪1および内輪2からなる内方部材と、前記外方部材5の外側軌道面13,14と内方部材1,2の内側軌道面7,8との間に介装された複列の転動体3,4とからなる車輪用軸受20を備え、前記車輪用軸受20のハブ輪1の内径に等速自在継手6の外側継手部材24のステム部30を嵌合させ、前記車輪用軸受20に等速自在継手6をねじ締め付け構造Nにより分離可能に結合させた車輪用軸受装置において、
前記ハブ輪1と前記外側継手部材24のステム部30のうちのいずれか一方の部材に軸方向に延びる複数の凸部37が形成され、
他方の部材に、前記凸部37の形状が転写された凹部40が形成され、
前記凹部40に前記凸部37が圧入されており、
前記凸部37の径方向先端部44と前記凹部40との間に隙間pがあり、
前記他方の部材が、圧入した前記凸部37による切削で形成された切粉66を備え、
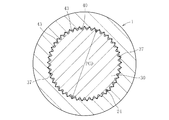
前記切粉66が、前記凸部37の周方向側壁部43に対応する位置のみに形成され、
前記凸部37と前記凹部40との嵌合接触部位全域Xが密着した凹凸嵌合構造Mを有し、
前記凹凸嵌合構造Mにおける嵌合長さに対するピッチ円径の比を2.0〜3.0の範囲で規定したことを特徴とする車輪用軸受装置。 - 前記凸部37は前記外側継手部材24のステム部30に設けられ、前記凹部40は前記ハブ輪1に設けられている請求項1に記載の車輪用軸受装置。
- 前記凸部37の表面硬度を前記凹部40の表面硬度よりも大きくした請求項1または2に記載の車輪用軸受装置。
- 前記ねじ締め付け構造Nは、前記外側継手部材24のステム部30の軸端に形成された雌ねじ部41と、前記雌ねじ部41に螺合した状態で前記ハブ輪1に係止される雄ねじ部42とで構成されている請求項1〜3のいずれか一項に記載の車輪用軸受装置。
- 前記ねじ締め付け構造Nは、前記外側継手部材24のステム部30の軸端に形成された雄ねじ部42と、前記雄ねじ部42に螺合した状態で前記ハブ輪1に係止される雌ねじ部41とで構成されている請求項1〜3のいずれか一項に記載の車輪用軸受装置。
- 内周に複列の外側軌道面13,14が形成された外方部材5と、外周に前記外側軌道面13,14と対向する複列の内側軌道面7,8を有し、ハブ輪1および内輪2からなる内方部材と、前記外方部材5の外側軌道面13,14と内方部材1,2の内側軌道面7,8との間に介装された複列の転動体3,4とからなる車輪用軸受20を備え、前記車輪用軸受20のハブ輪1の内径に等速自在継手6の外側継手部材24のステム部30を嵌合することにより前記車輪用軸受20に等速自在継手6をねじ締め付け構造Nを介して分離可能に結合させた車輪用軸受装置の製造方法であって、
前記ハブ輪1と前記外側継手部材24のステム部30のうちのいずれか一方の部材に軸方向に延びる複数の凸部37を形成すると共に、他方の部材に前記凸部37の周方向側壁部43のみに対して締め代nを有する複数の小凹部39を形成し、
前記ねじ締め付け構造Nの軸力で前記凸部37を前記小凹部39に圧入して前記凸部37の周方向側壁部43のみで前記締め代nを切削し、
これによって、他方の部材に凹部40を形成して前記凸部37と前記凹部40の嵌合接触部位全域Xが密着する凹凸嵌合構造Mを構成すると共に、凸部37の径方向先端部44と前記凹部40との間に隙間pを設け、かつ前記凹部40の嵌合長さに対する前記凸部37のピッチ円径の比を2.0〜3.0の範囲としたことを特徴とする車輪用軸受装置の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012103578A JP5829173B2 (ja) | 2012-04-27 | 2012-04-27 | 車輪用軸受装置の製造方法 |
| JP2012106691A JP6261847B2 (ja) | 2012-05-08 | 2012-05-08 | 車輪用軸受装置および車輪用軸受装置の製造方法 |
| EP13782148.4A EP2857224B1 (en) | 2012-04-27 | 2013-04-24 | Bearing device for wheel and manufacturing method thereof |
| PCT/JP2013/062083 WO2013161880A1 (ja) | 2012-04-27 | 2013-04-24 | 車輪用軸受装置 |
| US14/396,263 US9829048B2 (en) | 2012-04-27 | 2013-04-24 | Bearing device for wheel |
| CN201380022003.9A CN104271358B (zh) | 2012-04-27 | 2013-04-24 | 车轮用轴承装置及车轮用轴承装置的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012106691A JP6261847B2 (ja) | 2012-05-08 | 2012-05-08 | 車輪用軸受装置および車輪用軸受装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013233843A JP2013233843A (ja) | 2013-11-21 |
| JP6261847B2 true JP6261847B2 (ja) | 2018-01-17 |
Family
ID=49760323
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012106691A Active JP6261847B2 (ja) | 2012-04-27 | 2012-05-08 | 車輪用軸受装置および車輪用軸受装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6261847B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008111525A1 (ja) * | 2007-03-07 | 2008-09-18 | Ntn Corporation | 駆動車輪用軸受装置及びその組立方法 |
| JP5323337B2 (ja) * | 2007-10-15 | 2013-10-23 | Ntn株式会社 | 車輪用軸受装置 |
| DE112009000812B4 (de) * | 2008-04-04 | 2024-03-07 | Ntn Corp. | Radlagerungsvorrichtung und Achsenmodul |
| WO2009125657A1 (ja) * | 2008-04-10 | 2009-10-15 | Ntn株式会社 | 車輪用軸受装置 |
| JP2010144902A (ja) * | 2008-12-22 | 2010-07-01 | Jtekt Corp | スプライン嵌合構造、摺動式トリポード型等速ジョイントおよびボール型等速ジョイント |
-
2012
- 2012-05-08 JP JP2012106691A patent/JP6261847B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013233843A (ja) | 2013-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5829173B2 (ja) | 車輪用軸受装置の製造方法 | |
| WO2013042595A1 (ja) | 車輪用軸受および軸受装置 | |
| JP4394736B2 (ja) | 駆動車輪用軸受装置及びその組立方法 | |
| JP6320695B2 (ja) | 車輪用軸受装置及びその組立方法 | |
| JP6253909B2 (ja) | 車輪用軸受装置 | |
| JP6042142B2 (ja) | 車輪用軸受、車輪用軸受装置、および車輪用軸受装置の製造方法 | |
| WO2015015992A1 (ja) | 車輪用軸受装置 | |
| JP5752542B2 (ja) | 車輪用軸受装置 | |
| JP6261846B2 (ja) | 車輪用軸受装置および車輪用軸受装置の製造方法 | |
| JP6109786B2 (ja) | 車輪用軸受装置、および車輪用軸受装置の製造方法 | |
| JP6239310B2 (ja) | 車輪用軸受装置 | |
| JP2007321903A (ja) | 車輪用軸受装置 | |
| JP6261847B2 (ja) | 車輪用軸受装置および車輪用軸受装置の製造方法 | |
| JP6253906B2 (ja) | 車輪用軸受装置 | |
| JP6009495B2 (ja) | 車輪用軸受装置の製造方法 | |
| JP6279237B2 (ja) | 車輪用軸受装置 | |
| JP2008247274A (ja) | 車輪用軸受装置 | |
| JP6239315B2 (ja) | 車輪用軸受装置 | |
| JP2017116108A (ja) | 車輪用軸受装置、および車輪用軸受装置の製造方法 | |
| JP2008184051A (ja) | 車輪用軸受装置 | |
| JP5101051B2 (ja) | 駆動車輪用軸受ユニット | |
| JP2016107873A (ja) | 車輪用軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160302 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161202 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20161209 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20170127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6261847 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |