JP6178682B2 - プラズマアーク溶接システム - Google Patents
プラズマアーク溶接システム Download PDFInfo
- Publication number
- JP6178682B2 JP6178682B2 JP2013197038A JP2013197038A JP6178682B2 JP 6178682 B2 JP6178682 B2 JP 6178682B2 JP 2013197038 A JP2013197038 A JP 2013197038A JP 2013197038 A JP2013197038 A JP 2013197038A JP 6178682 B2 JP6178682 B2 JP 6178682B2
- Authority
- JP
- Japan
- Prior art keywords
- value
- arc
- pilot arc
- current
- pilot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims description 59
- 238000001514 detection method Methods 0.000 claims description 53
- 239000000463 material Substances 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 29
- 230000001174 ascending effect Effects 0.000 claims description 6
- 230000007547 defect Effects 0.000 description 11
- 101100452236 Caenorhabditis elegans inf-1 gene Proteins 0.000 description 10
- NCGICGYLBXGBGN-UHFFFAOYSA-N 3-morpholin-4-yl-1-oxa-3-azonia-2-azanidacyclopent-3-en-5-imine;hydrochloride Chemical compound Cl.[N-]1OC(=N)C=[N+]1N1CCOCC1 NCGICGYLBXGBGN-UHFFFAOYSA-N 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
Images




Landscapes
- Arc Welding In General (AREA)
- Arc Welding Control (AREA)
Description
図1〜図5を用いて、本発明の第1実施形態について説明する。
時刻t11以前において、非消耗電極121と母材Wとの間にメインアークMaが発生した状態で、定常溶接が行われている。
時刻t11〜時刻t12の間も定常溶接が行われている。同図(b)に示すように、時刻t11〜時刻t12の間、メインアーク電流Imが流れている。時刻t11〜時刻t12のメインアーク電流Imの電流値は、たとえば、20〜350Aである。同図(f)に示すように、時刻t11〜時刻t12の間、非消耗電極121と母材Wとの間には、メインアーク電圧Vmが印加されている。時刻t11〜時刻t12のメインアーク電圧Vmの電圧値は、たとえば、10〜30Vである。同図(d)に示すように、時刻t11〜時刻t12の間、ロボット移動速度Vrが予め定められた値(0より大きい)となっている。すなわち、溶接進行方向Drに、非消耗電極121が母材Wに対して移動している。同図(g)に示すように、時刻t11〜時刻t12の間、プラズマガスPGが、非消耗電極121とプラズマノズル122との間に流れている。時刻t11〜時刻t12の間のプラズマガスPGのガス流量は、たとえば、0.3〜1.0L/minである。
時刻t12において、定常溶接終了信号(図示略)が、メインアーク電源回路41および動作制御回路2に送られる。メインアーク電源回路41は、定常溶接終了信号を受けると、出力を停止し、メインアークMaを消弧させる。これにより、同図(b)に示すように、時刻t12において、メインアーク電流Imは0になる。また、同図(f)に示すように、時刻t12において、メインアーク電圧Vmは0になる。同図(d)に示すように、動作制御回路2は、定常溶接終了信号を受けると、ロボット移動速度Vrを0とするための動作制御信号Msを溶接ロボット1に送る。これにより、時刻t12において、溶接進行方向Drにおける、非消耗電極121の母材Wに対する移動が停止する。
時刻t13において、パイロットアーク電圧Vpの電圧値が、第1基準値記憶部391に記憶された第1基準値vp1を下回る。また、時刻t13においてはメインアークMaが消弧しているため、メインアーク電流Imは流れていない。そのため、パイロットアーク電源回路31は、メインアーク電流通電検出信号Dimを受けていない。すなわち、本実施形態では、パイロットアーク電源回路31がメインアーク電流通電検出信号Dimを受けていない場合に、パイロットアーク電圧Vpの値が第1基準値記憶部391に記憶された第1基準値vp1を下回っている。この場合、パイロットアーク電源回路31は、パイロットアークPaに不具合が発生したと判断し、報知部85に報知指示信号SIn1を送る。図3(h)に示すように、報知部85は、報知指示信号SIn1を受けると、不具合情報Inf1を報知する。不具合情報Inf1は、パイロットアークPaが不具合状態であることを示す情報である。不具合情報Inf1は、たとえばブザー音やアラーム音やライトの点灯やパイロットアークPaに不具合が生じた旨の表示である。
パイロットアーク電源回路31は、パイロットアーク電圧検出回路36によって検出されたパイロットアーク電圧Vpの電圧値に基づき、パイロットアーク電流Ipの電流値を上昇させる(時刻t14以降参照)。なお、本実施形態では、大幅にパイロットアーク電流Ipを上昇させずに、徐々にパイロットアーク電流Ipを上昇させる。プラズマノズル122が過度に高温となることを防止するためである。
パイロットアーク電源回路31は、時刻t14の第1上昇処理を終えた後に、パイロットアーク電圧Vpの電圧値が、第2基準値vp2を下回っている場合、パイロットアーク電流Ipの電流値を上昇させる第2上昇処理を行う。また、パイロットアーク電源回路31は、パイロットアーク電流Ipの電流値が上限値ip1を下回る場合にのみ、上記第2上昇処理を行うことが好ましい。本実施形態では、図3(e)に示すように、時刻t15直前にて、パイロットアーク電圧Vpの電圧値が第2基準値vp2を下回っている。また、同図(a)に示すように、時刻t15直前にて、パイロットアーク電流Ipの電流値が上限値ip1を下回っている。そのため、同図(a)に示すように、時刻t15にて、パイロットアーク電源回路31は、パイロットアーク電流Ipの電流値を上昇させる。パイロットアーク電流Ipの電流値を上昇させると、同図(e)に示すように、パイロットアーク電圧Vpの電圧値も上昇する。また、時刻t15にてパイロットアーク電流Ipは、たとえば、3〜5A上昇する。時刻t15〜時刻t16は、たとえば、5〜45secである。なお、第2基準値vp2は、たとえば、18〜22Vである。上限値ip1は、たとえば、24〜26Aである。
図3(e)に示すように、時刻t16直前にて、パイロットアーク電圧Vpの電圧値が第2基準値vp2を下回っている。また、同図(a)に示すように、時刻t16直前にて、パイロットアーク電流Ipの電流値が上限値ip1を下回っている。そのため、パイロットアーク電源回路31は、時刻t16にて再び第2上昇処理を行う。具体的には、同図(a)に示すように、時刻t16にて、パイロットアーク電源回路31は、パイロットアーク電流Ipの電流値を上昇させる。パイロットアーク電流Ipの電流値を上昇させると、同図(e)に示すように、パイロットアーク電圧Vpの電圧値も上昇する。このときのパイロットアーク電流Ipの電流値の上昇値も、たとえば3〜5Aである。
そして、時刻t17において、溶接開始指示信号(図示略)が動作制御回路2やメインアーク用回路4に送られる。これにより、図3(f)に示すように、非消耗電極121と母材Wとの間に、メインアーク電圧Vmが印加され、非消耗電極121と母材Wとの間にメインアークMaが発生する。メインアークMaが発生すると、図3(b)に示すように、メインアーク電流Imが流れ始める。メインアーク電流Imが流れ始めると、メインアーク電流通電検出回路45からメインアーク電流通電検出信号Dimが、パイロットアーク電源回路31に送られる。メインアーク電流Imが流れている間は常に、メインアーク電流通電検出信号Dimは送られる。
同図(d)に示すように、時刻t18において、プラズマノズル122が母材Wに対して移動し始め(ロボット移動速度Vrが0より大きい値となり)、定常溶接が開始される。そして、時刻t18以降のいずれかの時点において、パイロットアーク電流Ipの電流値が時刻t14以前の値まで減少させられる。その後は、上述の時刻t11からの工程が繰り返される。なお、メインアークMaが発生した後は、メインアークMaの熱等によって非消耗電極121やプラズマノズル122に付着した酸化物が除去される。
11 マニピュレータ
12 トーチ
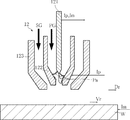
121 非消耗電極
122 プラズマノズル
123 シールドガスノズル
2 動作制御回路
3 パイロットアーク用回路
31 パイロットアーク電源回路
33 パイロットアーク電流検出回路
36 パイロットアーク電圧検出回路
391 第1基準値記憶部
392 第2基準値記憶部
393 上限値記憶部
4 メインアーク用回路
41 メインアーク電源回路
43 メインアーク電流検出回路
45 メインアーク電流通電検出回路
491 プラズマガス流量制御回路
492 シールドガス流量制御回路
81 プラズマガス供給装置
82 シールドガス供給装置
85 報知部
B1 プラズマアーク溶接システム
Dim メインアーク電流通電検出信号
Dr 溶接進行方向
Idm メインアーク電流検出信号
Idp パイロットアーク電流検出信号
Im メインアーク電流
Inf1 不具合情報
Inf2 高温警報
Ip パイロットアーク電流
ip1 上限値
Ma メインアーク
Ms 動作制御信号
Pa パイロットアーク
PG プラズマガス
SG シールドガス
SIn1 報知指示信号
SIn2 報知指示信号
Spg プラズマガス流量制御信号
Ssg シールドガス流量制御信号
t11,t12,t13,t14,t15,t16,t17,t18 時刻
Vdp パイロットアーク電圧検出信号
Vm メインアーク電圧
Vp パイロットアーク電圧
vp1 第1基準値
vp2 第2基準値
Vr ロボット移動速度
W 母材
Claims (7)
- 非消耗電極および前記非消耗電極を囲むプラズマノズルを含むトーチを用いる、プラズマアーク溶接方法のためのプラズマアーク溶接システムであって、
前記非消耗電極および前記プラズマノズルの間にパイロットアーク電流を流すパイロットアーク電源回路と、
前記非消耗電極および前記プラズマノズルとの間に発生しているパイロットアークの状態を示すアーク状態反映値を検出する検出回路と、を備え、
前記パイロットアーク電源回路は、前記検出回路によって検出されたアーク状態反映値に基づき、電源出力値を上昇させ、
前記アーク状態反映値は、前記非消耗電極および前記プラズマノズルの間のパイロットアーク電圧の電圧値と、前記非消耗電極および前記プラズマノズルの間に流れるパイロットアーク電流の電流値と、のいずれか一方であり、
前記電源出力値は、前記パイロットアーク電圧の電圧値と、前記パイロットアーク電流の電流値と、の他方であり、
第1基準値を記憶する第1基準値記憶部と、前記第1基準値よりも大きい第2基準値を記憶する第2基準値記憶部と、を備え、
前記パイロットアーク電源回路は、前記アーク状態反映値が前記第1基準値を下回ると、前記電源出力値を上昇させる第1上昇処理を行い、
前記パイロットアーク電源回路は、前記第1上昇処理を終えた後に、前記アーク状態反映値が第2基準値を下回る場合、前記電源出力値を上昇させる第2上昇処理を行う、プラズマアーク溶接システム。 - 前記アーク状態反映値が前記第1基準値を下回ることは、前記プラズマノズルの内面と前記非消耗電極との少なくともいずれかに酸化物が付着することにより起こる、請求項1に記載のプラズマアーク溶接システム。
- 前記非消耗電極および母材の間に再点弧したメインアークによって、前記酸化物を除去し、
前記パイロットアーク電源回路は、前記メインアークが再点弧した後に、前記電源出力値を減少させる、請求項2に記載のプラズマアーク溶接システム。 - 前記パイロットアーク電源回路は、前記第1上昇処理を終えた後、前記アーク状態反映値が第2基準値以上である場合、前記電源出力値を上昇させない、請求項1に記載のプラズマアーク溶接システム。
- 前記電源出力値の上限値を記憶する上限値記憶部を更に備え、
前記パイロットアーク電源回路は、前記上限値に基づいて、前記パイロットアーク電源回路の出力状態を決定する、請求項1または請求項4に記載のプラズマアーク溶接システム。 - 前記パイロットアーク電源回路は、前記電源出力値が、前記上限値以上である場合、前記パイロットアーク電源回路の出力を停止する、請求項5に記載のプラズマアーク溶接システム。
- 前記パイロットアーク電源回路は、
前記電源出力値が前記上限値を下回っている場合であり、且つ、
前記第1上昇処理を終えた後に、前記アーク状態反映値が第2基準値を下回る場合、
前記第2上昇処理を行う、請求項5または請求項6に記載のプラズマアーク溶接システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013197038A JP6178682B2 (ja) | 2013-09-24 | 2013-09-24 | プラズマアーク溶接システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013197038A JP6178682B2 (ja) | 2013-09-24 | 2013-09-24 | プラズマアーク溶接システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015062912A JP2015062912A (ja) | 2015-04-09 |
| JP6178682B2 true JP6178682B2 (ja) | 2017-08-09 |
Family
ID=52831274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013197038A Active JP6178682B2 (ja) | 2013-09-24 | 2013-09-24 | プラズマアーク溶接システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6178682B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017205770A (ja) * | 2016-05-16 | 2017-11-24 | 株式会社ダイヘン | プラズマ溶接装置 |
| GB2579835A (en) * | 2018-12-17 | 2020-07-08 | Linde Ag | Intelligent preflow-plasma gas control |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03142075A (ja) * | 1989-10-26 | 1991-06-17 | Matsushita Electric Ind Co Ltd | プラズマアーク加工装置 |
| JP4509252B2 (ja) * | 1999-07-05 | 2010-07-21 | パナソニック株式会社 | プラズマ溶接装置 |
| JP2008212969A (ja) * | 2007-03-02 | 2008-09-18 | Nippon Steel & Sumikin Welding Co Ltd | プラズマトーチ |
-
2013
- 2013-09-24 JP JP2013197038A patent/JP6178682B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015062912A (ja) | 2015-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6596669B2 (ja) | アーク溶接の制御方法 | |
| JP4422729B2 (ja) | 溶接プロセスを制御する方法 | |
| JP2018118315A (ja) | Ac波形による溶接のための装置及び方法 | |
| JP2018118316A (ja) | Ac波形による溶接のための装置及び方法 | |
| JPWO2019202854A1 (ja) | 溶接トーチ及びそれを用いたアーク溶接装置 | |
| JP2018118317A (ja) | Ac波形による溶接のための装置及び方法 | |
| JP6178682B2 (ja) | プラズマアーク溶接システム | |
| JP5596394B2 (ja) | アーク溶接方法 | |
| TWI516331B (zh) | Arc welding method and arc welding system | |
| WO2015186474A1 (ja) | 消耗電極式アーク溶接のアークスタート制御方法、溶接装置 | |
| JP7303383B2 (ja) | 溶接シームを溶接するための方法および装置 | |
| JP5937323B2 (ja) | プラズマキーホール溶接方法、および、プラズマキーホール溶接システム | |
| JP6174959B2 (ja) | プラズマアーク溶接システム | |
| JP2010214399A (ja) | アーク溶接方法 | |
| JP5545996B2 (ja) | 消耗電極アーク溶接のくびれ検出制御方法 | |
| JP4490011B2 (ja) | アークスタート制御方法 | |
| JP6356990B2 (ja) | 工業製品の製造方法、スポット溶接システム | |
| JP4780146B2 (ja) | 溶接終了制御方法 | |
| US20220097161A1 (en) | Systems and methods to control a wire electrode at the end of a weld | |
| JP6077833B2 (ja) | 溶接用装置およびアーク溶接システム | |
| JP5986469B2 (ja) | プラズマアーク溶接システム | |
| JPH05261535A (ja) | 消耗電極式交流アーク溶接機の制御方法 | |
| JP2011200867A (ja) | アーク溶接装置 | |
| JP5977553B2 (ja) | プラズマアーク溶接方法およびプラズマアーク溶接システム | |
| JP2010284665A (ja) | プラズマキーホール溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170502 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170711 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170714 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6178682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |