JP5691325B2 - 多孔質ガラス母材の製造装置および多孔質ガラス母材の製造方法 - Google Patents
多孔質ガラス母材の製造装置および多孔質ガラス母材の製造方法 Download PDFInfo
- Publication number
- JP5691325B2 JP5691325B2 JP2010205012A JP2010205012A JP5691325B2 JP 5691325 B2 JP5691325 B2 JP 5691325B2 JP 2010205012 A JP2010205012 A JP 2010205012A JP 2010205012 A JP2010205012 A JP 2010205012A JP 5691325 B2 JP5691325 B2 JP 5691325B2
- Authority
- JP
- Japan
- Prior art keywords
- burner
- mesh
- base material
- target
- porous glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 69
- 239000005373 porous glass Substances 0.000 title claims description 66
- 239000000463 material Substances 0.000 title claims description 65
- 238000007789 sealing Methods 0.000 claims description 35
- 238000006243 chemical reaction Methods 0.000 claims description 31
- 230000008021 deposition Effects 0.000 claims description 21
- 239000011521 glass Substances 0.000 claims description 21
- 239000010419 fine particle Substances 0.000 claims description 12
- 239000004071 soot Substances 0.000 description 25
- 230000000052 comparative effect Effects 0.000 description 24
- 238000000151 deposition Methods 0.000 description 17
- 230000015572 biosynthetic process Effects 0.000 description 16
- 238000003786 synthesis reaction Methods 0.000 description 16
- 238000000034 method Methods 0.000 description 11
- 239000007789 gas Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 239000003566 sealing material Substances 0.000 description 6
- 239000002245 particle Substances 0.000 description 5
- 239000004809 Teflon Substances 0.000 description 4
- 229920006362 Teflon® Polymers 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000007858 starting material Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000012495 reaction gas Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01406—Deposition reactors therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/50—Multiple burner arrangements
- C03B2207/52—Linear array of like burners
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Glass Melting And Manufacturing (AREA)
Description
(1) ターゲットをバーナに対し相対的に往復運動させてガラス微粒子を前記ターゲットに堆積させる多孔質ガラス母材の製造装置であって、
反応容器内の前記ターゲットから離間配置された一側壁面であり、前記バーナが貫通したメッシュ状の壁面からクリーンエアを噴出するメッシュ状壁部と、前記バーナを前後方向に移動させるバーナ駆動部と、前記ターゲットを挟み前記メッシュ状壁部に対向する壁面に設けられた排気部と、を備え、
前記メッシュ状壁部から後退した位置で前記バーナと前記メッシュ状壁部との隙間を塞ぐ密閉機構を設け、
前記密閉機構は、前記バーナに外挿され先端開口部が前記メッシュ状壁部の壁面位置に固定される筒体と、前記筒体の後端開口部に設けられ前記バーナの外周に摺接する環状シール部材と、を具備することを特徴とする多孔質ガラス母材の製造装置。
また、この多孔質ガラス母材の製造装置によれば、バーナを筒体で覆い、筒体の先端開口部をメッシュ状壁部に固定し、筒体の後端開口部に環状シール部材を設けることで、メッシュ状壁部を火炎および合成部に可能な限り近づけつつ、バーナ外周のシール箇所を、シール可能な温度とすることが可能となる。
反応容器内の前記ターゲットから離間配置された一側壁面であり、前記バーナが貫通したメッシュ状の壁面からクリーンエアを噴出するメッシュ状壁部と、前記バーナを前後方向に移動させるバーナ駆動部と、前記ターゲットを挟み前記メッシュ状壁部に対向する壁面に設けられた排気部と、を備え、
前記メッシュ状壁部から後退した位置で前記バーナと前記メッシュ状壁部との隙間を塞ぐ密閉機構を設け、
前記多孔質ガラス母材の堆積終了時に、前記多孔質ガラス母材の表面からの距離が100mm以上200mm以下となるように前記メッシュ状壁部を配置し、前記メッシュ状壁部の温度を300℃以下とすることを特徴とする多孔質ガラス母材の製造装置。
また、この多孔質ガラス母材の製造装置によれば、メッシュ状壁部を火炎および合成部に近づけることの可能な距離が規定され、最大の整流効果が発揮可能となる。また、バーナ外周のシール箇所を、シール可能な温度とすることが可能となる。
反応容器内の前記ターゲットから離間配置された一側壁面であるメッシュ状壁部に前記バーナを貫通し、前記メッシュ状壁部からクリーンエアを噴出し、
前記メッシュ状壁部から後退した位置に前記バーナと前記メッシュ状壁部との隙間を塞ぐ密閉機構を設け、
前記密閉機構は、前記バーナに外挿され先端開口部が前記メッシュ状壁部の壁面位置に固定される筒体と、前記筒体の後端開口部に設けられ前記バーナの外周に摺接する環状シール部材と、を具備し、
前記密閉機構で前記バーナとの隙間を塞ぎながら堆積による前記ターゲットの拡径にしたがって前記バーナを後退させることを特徴とする多孔質ガラス母材の製造方法。
また、この多孔質ガラス母材の製造方法によれば、バーナを筒体で覆い、筒体の先端開口部をメッシュ状壁部に固定し、筒体の後端開口部に環状シール部材を設けることで、メッシュ状壁部を火炎および合成部に可能な限り近づけつつ、バーナ外周のシール箇所を、シール可能な温度とすることが可能となる。
反応容器内の前記ターゲットから離間配置された一側壁面であるメッシュ状壁部に前記バーナを貫通し、前記メッシュ状壁部からクリーンエアを噴出し、
前記メッシュ状壁部から後退した位置で前記バーナとの隙間を塞ぎながら堆積による前記ターゲットの拡径にしたがって前記バーナを後退させ、前記多孔質ガラス母材の堆積終了時に、前記多孔質ガラス母材の表面からの距離が100mm以上200mm以下となるように前記メッシュ状壁部を配置し、前記メッシュ状壁部の温度を300℃以下とすることを特徴とする多孔質ガラス母材の製造方法。
また、この多孔質ガラス母材の製造方法によれば、メッシュ状壁部を火炎および合成部に近づけることの可能な距離が規定され、最大の整流効果が発揮可能となる。また、バーナ外周のシール箇所を、シール可能な温度とすることが可能となる。
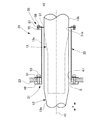
図1は本発明に係る多孔質ガラス母材の製造装置を概念的に表した斜視図、図2は密閉機構を説明する側面図である。
多孔質ガラス母材17の製造装置19は、回転するターゲット15を収容する反応容器11と、ガラス原料ガスと、可燃性ガスおよび助燃性ガスと、から火炎加水分解反応により生成するガラス微粒子をターゲット15に向けて噴き付ける一本以上の酸水素火炎バーナ13と、ターゲット15とバーナ13とを相対的に移動させる不図示の移動手段と、反応容器11の中に清浄化ガスであるクリーンエア21を供給するための不図示のクリーンエア供給装置(クリーンエアジェネレータ)とを備えている。
多孔質ガラス母材17の製造では、ガラス原料を酸水素火炎バーナ13から噴出させ、反応容器11の内部で火炎加水分解し、生成されるガラス微粒子をターゲット15に堆積させて多孔質ガラス母材17を製造する。本発明は、この製造時に、バーナ13が貫通し、ターゲット15に対し離間配置されるメッシュ状壁部23からクリーンエア21を噴出する。メッシュ状壁部23から後退した位置でバーナ13との隙間Sを塞ぎながら堆積によるターゲット15の拡径にしたがって、バーナ13を後退させる。
図3は比較例Aに係る製造装置の要部側面図、図4は他の比較例Bに係る製造装置の要部側面図、図5は実施例に係る製造装置の要部側面図である。
なお、比較例、実施例ともに、ターゲットの径をφ30、スス付け終了時のスス体の径をφ300とし、スス体の長さは2〜3mとした。
ターゲットの中心からメッシュ状壁部の表面までの距離L1を450mmとし、バーナとの隙間は密閉せずに、メッシュ状壁部から流速Vを1〜2m/sとしてクリーンエアを流した。
バーナ周囲の隙間量Sは10mmであり、スス合成部Gの風速は0〜2m/sであった。スス合成部Gにおける風速はバーナに対向している部分が特に速くなる分布を示した。
製造中のターゲット外表面の温度は800℃であり、メッシュ状壁部の温度は200℃であった。
バーナの後退量Mは100〜150mmとしたが、距離L1を450mmで確保した結果、バーナの最大後退位置においてもテーパ部がバーナ貫通孔に達しなかった。
スス体の外径変動は±10mmとなった。
ターゲットの中心からメッシュ状壁部の表面までの距離L2は300mmとし、バーナとの隙間は密閉せずに、メッシュ状壁部から流速Vを1〜2m/sとしてクリーンエアを流した。
バーナ周囲の隙間量は製造開始時S1=10mm、終了時S2=20mmであり、スス合成部Gの風速は、比較例Aとほぼ同じく、0〜2m/sであった。
スス合成部Gにおける風速は、比較例Aよりも狭い領域でバーナに対向している部分が特に速くなる分布を示した。
製造中のターゲット外表面の温度は800℃であり、メッシュ状壁部の温度は比較例Aより高い300℃であった。バーナの後退量Mは比較例Aと同じく100〜150mmとしたが、距離L2が300mmしかなかったため、バーナの最大後退位置においてテーパ部がバーナ貫通孔に達し、バーナ周囲の隙間量が上記のように増大することになった。
平均堆積速度は比較例Aとほぼ同じであり、スス体の外径変動も、比較例Aと同じく±10mmとなった。
ターゲットの中心からメッシュ状壁部の表面までの距離L3を比較例Bと同じとし、さらに100mm後退した位置に密閉機構を設け、メッシュ状壁部から流速Vを1〜2m/sとしてクリーンエアを流した。バーナ周囲の隙間量は、密閉機構があるため0mmであり、スス合成部Gの風速は、0.8〜1.2m/sとなり、比較例と比較して、スス合成部における風速は際立った遅速のない平均的な分布を示した。
製造中のターゲット外表面の温度は800℃であり、メッシュ状壁部の温度は比較例Bと同じ300℃であったが、密閉機構の位置での温度は200℃であった。バーナの後退量Mは比較例と同じく100〜150mmとし、距離L2を300mm、密閉機構までの長さを100mmとした結果、バーナの最大後退位置においてテーパ部がメッシュ状壁部に達したが、密閉機構までは達しなかったため、バーナ周囲に隙間は生じなかった。
平均堆積速度は比較例より10%上がり、スス体の外径変動も、±5mmと、比較例より良い結果となった。

13 バーナ
15 ターゲット
17 多孔質ガラス母材
19 製造装置
21 クリーンエア
23 メッシュ状壁部
27 排気部
29 密閉機構
31 先端開口部
33 筒体
35 後端開口部
37 環状シール部材
Claims (5)
- ターゲットをバーナに対し相対的に往復運動させてガラス微粒子を前記ターゲットに堆積させる多孔質ガラス母材の製造装置であって、
反応容器内の前記ターゲットから離間配置された一側壁面であり、前記バーナが貫通したメッシュ状の壁面からクリーンエアを噴出するメッシュ状壁部と、前記バーナを前後方向に移動させるバーナ駆動部と、前記ターゲットを挟み前記メッシュ状壁部に対向する壁面に設けられた排気部と、を備え、
前記メッシュ状壁部から後退した位置で前記バーナと前記メッシュ状壁部との隙間を塞ぐ密閉機構を設け、
前記密閉機構は、前記バーナに外挿され先端開口部が前記メッシュ状壁部の壁面位置に固定される筒体と、前記筒体の後端開口部に設けられ前記バーナの外周に摺接する環状シール部材と、を具備することを特徴とする多孔質ガラス母材の製造装置。 - 請求項1記載の多孔質ガラス母材の製造装置であって、
前記筒体の長さを150mm以上とし、密閉位置における温度を200℃以下とすることを特徴とする多孔質ガラス母材の製造装置。 - ターゲットをバーナに対し相対的に往復運動させてガラス微粒子を前記ターゲットに堆積させる多孔質ガラス母材の製造装置であって、
反応容器内の前記ターゲットから離間配置された一側壁面であり、前記バーナが貫通したメッシュ状の壁面からクリーンエアを噴出するメッシュ状壁部と、前記バーナを前後方向に移動させるバーナ駆動部と、前記ターゲットを挟み前記メッシュ状壁部に対向する壁面に設けられた排気部と、を備え、
前記メッシュ状壁部から後退した位置で前記バーナと前記メッシュ状壁部との隙間を塞ぐ密閉機構を設け、
前記多孔質ガラス母材の堆積終了時に、前記多孔質ガラス母材の表面からの距離が100mm以上200mm以下となるように前記メッシュ状壁部を配置し、
前記メッシュ状壁部の温度を300℃以下とすることを特徴とする多孔質ガラス母材の製造装置。 - ターゲットをバーナに対し相対的に往復運動させてガラス微粒子を前記ターゲットに堆積させる多孔質ガラス母材の製造方法であって、
反応容器内の前記ターゲットから離間配置された一側壁面であるメッシュ状壁部に前記バーナを貫通し、前記メッシュ状壁部からクリーンエアを噴出し、
前記メッシュ状壁部から後退した位置に前記バーナと前記メッシュ状壁部との隙間を塞ぐ密閉機構を設け、
前記密閉機構は、前記バーナに外挿され先端開口部が前記メッシュ状壁部の壁面位置に固定される筒体と、前記筒体の後端開口部に設けられ前記バーナの外周に摺接する環状シール部材と、を具備し、
前記密閉機構で前記バーナとの隙間を塞ぎながら堆積による前記ターゲットの拡径にしたがって前記バーナを後退させることを特徴とする多孔質ガラス母材の製造方法。 - ターゲットをバーナに対し相対的に往復運動させてガラス微粒子を前記ターゲットに堆積させる多孔質ガラス母材の製造方法であって、
反応容器内の前記ターゲットから離間配置された一側壁面であるメッシュ状壁部に前記バーナを貫通し、前記メッシュ状壁部からクリーンエアを噴出し、
前記メッシュ状壁部から後退した位置で前記バーナとの隙間を塞ぎながら堆積による前記ターゲットの拡径にしたがって前記バーナを後退させ、前記多孔質ガラス母材の堆積終了時に、前記多孔質ガラス母材の表面からの距離が100mm以上200mm以下となるように前記メッシュ状壁部を配置し、前記メッシュ状壁部の温度を300℃以下とすることを特徴とする多孔質ガラス母材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010205012A JP5691325B2 (ja) | 2010-09-14 | 2010-09-14 | 多孔質ガラス母材の製造装置および多孔質ガラス母材の製造方法 |
| CN201110273248.1A CN102432169B (zh) | 2010-09-14 | 2011-09-14 | 多孔质玻璃母材的制造装置以及多孔质玻璃母材的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010205012A JP5691325B2 (ja) | 2010-09-14 | 2010-09-14 | 多孔質ガラス母材の製造装置および多孔質ガラス母材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012062203A JP2012062203A (ja) | 2012-03-29 |
| JP5691325B2 true JP5691325B2 (ja) | 2015-04-01 |
Family
ID=45980570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010205012A Active JP5691325B2 (ja) | 2010-09-14 | 2010-09-14 | 多孔質ガラス母材の製造装置および多孔質ガラス母材の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5691325B2 (ja) |
| CN (1) | CN102432169B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5962382B2 (ja) * | 2012-09-24 | 2016-08-03 | 住友電気工業株式会社 | ガラス微粒子堆積体の製造方法およびガラス母材の製造方法 |
| ES2706877T3 (es) | 2014-11-13 | 2019-04-01 | Gerresheimer Glas Gmbh | Filtro de partículas de máquina para conformar vidrio, unidad de émbolo, cabeza de soplado, soporte de cabeza de soplado y máquina para conformar vidrio adaptada a dicho filtro o que lo comprende |
| JP6565556B2 (ja) * | 2015-09-30 | 2019-08-28 | 住友電気工業株式会社 | ガラス母材の昇降装置 |
| WO2019044807A1 (ja) | 2017-08-29 | 2019-03-07 | 住友電気工業株式会社 | ガラス微粒子堆積体の製造方法、ガラス母材の製造方法及びガラス微粒子堆積体 |
| JP6756759B2 (ja) * | 2018-03-22 | 2020-09-16 | 信越化学工業株式会社 | 光ファイバ母材の製造装置 |
| WO2020116521A1 (ja) * | 2018-12-04 | 2020-06-11 | 住友電気工業株式会社 | ガラス微粒子堆積体製造用バーナ、ガラス微粒子堆積体の製造装置および製造方法 |
| CN113227000B (zh) * | 2018-12-04 | 2022-10-21 | 住友电气工业株式会社 | 玻璃微粒沉积体的制造装置以及制造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01242431A (ja) * | 1988-03-22 | 1989-09-27 | Fujikura Ltd | ガラス微粒子堆積装置 |
| JP3651129B2 (ja) * | 1996-08-02 | 2005-05-25 | 住友電気工業株式会社 | 光ファイバ母材の製造装置及び製造方法 |
| JPH1072231A (ja) * | 1996-08-30 | 1998-03-17 | Sumitomo Electric Ind Ltd | 光ファイバ母材の製造装置及び製造方法 |
| JP3524426B2 (ja) * | 1999-04-02 | 2004-05-10 | 古河電気工業株式会社 | 多孔質光ファイバ母材の製造装置 |
| US20040060326A1 (en) * | 2001-06-14 | 2004-04-01 | Tomohiro Ishihara | Device and method for producing stack of fine glass particles |
| JP2003073131A (ja) * | 2001-06-19 | 2003-03-12 | Sumitomo Electric Ind Ltd | ガラス微粒子堆積体の製造方法 |
| US7143612B2 (en) * | 2002-01-24 | 2006-12-05 | Sumitomo Electric Industries, Ltd. | Method of manufacturing glass particulate sedimentary body, and method of manufacturing glass base material |
| JP2003238167A (ja) * | 2002-02-20 | 2003-08-27 | Fujikura Ltd | 多孔質ガラス母材の製造装置及びその製造方法 |
| JP3968451B2 (ja) * | 2002-07-08 | 2007-08-29 | 昭和電線ケーブルシステム株式会社 | 光ファイバ用母材の製造方法およびその製造装置 |
| JP2004277257A (ja) * | 2003-03-18 | 2004-10-07 | Sumitomo Electric Ind Ltd | 多孔質ガラス微粒子堆積体の製造法及びガラス微粒子合成用バーナ |
| JP2005314184A (ja) * | 2004-04-30 | 2005-11-10 | Sumitomo Electric Ind Ltd | ガラス部材の加熱装置及び加熱方法 |
| JP4424232B2 (ja) * | 2005-03-14 | 2010-03-03 | 住友電気工業株式会社 | 多孔質ガラス母材の製造方法 |
-
2010
- 2010-09-14 JP JP2010205012A patent/JP5691325B2/ja active Active
-
2011
- 2011-09-14 CN CN201110273248.1A patent/CN102432169B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102432169A (zh) | 2012-05-02 |
| JP2012062203A (ja) | 2012-03-29 |
| CN102432169B (zh) | 2016-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5691325B2 (ja) | 多孔質ガラス母材の製造装置および多孔質ガラス母材の製造方法 | |
| US11638958B2 (en) | Process and apparatus for producing powder particles by atomization of a feed material in the form of an elongated member | |
| US6696664B2 (en) | Powder feed nozzle for laser welding | |
| CN107900366B (zh) | 气雾化连续制备3d打印用钛或钛合金粉末的装置及方法 | |
| CN101842882B (zh) | 液体原料气化器及使用其的成膜装置 | |
| JP5678711B2 (ja) | ガラス微粒子堆積体の製造方法 | |
| EP4289540A1 (en) | Printing heads | |
| CN106925790B (zh) | 高频感应等离子体水冷却石英灯具 | |
| CN204221180U (zh) | 小型内孔用粉末等离子熔覆焊炬 | |
| JP5619696B2 (ja) | ガラス微粒子合成用バーナ及びガラス微粒子堆積体の製造方法 | |
| EP2573054B1 (en) | Method for manufacturing an optical fiber preform by flame hydrolysis | |
| CN206695630U (zh) | 工业窑炉用疏松积灰装置 | |
| RU142944U1 (ru) | Плазменная горелка для напыления металлов и окислов | |
| EP2860448B1 (en) | Quartz glass burner | |
| JP5525929B2 (ja) | 無機質球状化粒子製造用バーナ、無機質球状化粒子製造装置、及び無機質球状化粒子の製造方法 | |
| CN113165933B (zh) | 玻璃微粒沉积体制造用燃烧器、玻璃微粒沉积体的制造装置以及制造方法 | |
| CN110042361A (zh) | 一种拉拔模具沉积金刚石涂层的方法及装置 | |
| JP6715694B2 (ja) | プラズマ溶射装置 | |
| JP6383673B2 (ja) | 溶射ガンおよびこれを備えた溶射装置 | |
| CN116352096A (zh) | 一种制备难熔金属球形粉末的等离子体雾化及球化装置 | |
| JP2007048514A (ja) | 高周波誘導熱プラズマトーチおよび固体物質の合成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20121031 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5691325 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |