JP5617797B2 - Manufacturing method and manufacturing apparatus for stator of rotating electric machine - Google Patents
Manufacturing method and manufacturing apparatus for stator of rotating electric machine Download PDFInfo
- Publication number
- JP5617797B2 JP5617797B2 JP2011175201A JP2011175201A JP5617797B2 JP 5617797 B2 JP5617797 B2 JP 5617797B2 JP 2011175201 A JP2011175201 A JP 2011175201A JP 2011175201 A JP2011175201 A JP 2011175201A JP 5617797 B2 JP5617797 B2 JP 5617797B2
- Authority
- JP
- Japan
- Prior art keywords
- stator
- stator core
- conductor segment
- twisting
- conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 38
- 239000004020 conductor Substances 0.000 claims description 186
- 230000000452 restraining effect Effects 0.000 claims description 100
- 230000002093 peripheral effect Effects 0.000 claims description 51
- 238000000034 method Methods 0.000 claims description 35
- 230000008569 process Effects 0.000 claims description 26
- 230000008859 change Effects 0.000 claims description 19
- 238000006073 displacement reaction Methods 0.000 claims description 14
- 238000005304 joining Methods 0.000 claims description 11
- 238000003780 insertion Methods 0.000 description 12
- 230000037431 insertion Effects 0.000 description 12
- 238000003466 welding Methods 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 11
- 238000007493 shaping process Methods 0.000 description 10
- 238000003825 pressing Methods 0.000 description 9
- 230000002452 interceptive effect Effects 0.000 description 6
- 238000009413 insulation Methods 0.000 description 5
- 230000003405 preventing effect Effects 0.000 description 5
- 238000005452 bending Methods 0.000 description 3
- 230000003028 elevating effect Effects 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images











Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
本発明は、例えば車両において電動機や発電機として使用される回転電機の固定子の製造方法及びその製造装置に関する。 The present invention relates to a method for manufacturing a stator of a rotating electrical machine used as, for example, an electric motor or a generator in a vehicle and an apparatus for manufacturing the same.
従来、車両などに搭載される回転電機の固定子として、固定子コアにセグメント型コイルが巻装されている固定子が知られている。この固定子は、周方向に複数のスロットを有する円環状の固定子コアと、スロットに挿入配置された複数の導体セグメントの所定の開放端同士が接続されて固定子コアに巻装された固定子コイルとを備えている。 2. Description of the Related Art Conventionally, a stator in which a segment type coil is wound around a stator core is known as a stator of a rotating electrical machine mounted on a vehicle or the like. The stator includes an annular stator core having a plurality of slots in the circumferential direction, and a fixed coil wound around the stator core by connecting predetermined open ends of a plurality of conductor segments inserted into the slots. And a child coil.
このような固定子コイルを製造する装置として、特許文献1に開示されているような固定子コイルの捻り装置が公知である。この場合、固定子コイルを形成する導体セグメントは、互いに平行な一対の直線部と、一対の直線部の一端を互いに接続するターン部とを有する略U字状のものが用いられている。この導体セグメントは、一対の直線部が所定のスロットピッチ離れた2個のスロットに軸方向一端側から挿入される。そして、スロットから軸方向他端側に延出した開放端部が、固定子コアの軸方向端面に対して周方向に所定角度で斜めに斜行するように捻られた後、所定の開放端部の先端部同士が溶接等で接続されることによって、直列に接続されてなるセグメント型の固定子コイルが形成される。図11に示すように、このようにして固定子コア130に巻装される固定子コイル140は、導体セグメント150の先端部を径方向へシフトしたシフト形状とすることにより、溶接等で接合された接合部155を離間させて絶縁性を確保するようにされている。
As a device for manufacturing such a stator coil, a stator coil twisting device as disclosed in Patent Document 1 is known. In this case, as the conductor segment forming the stator coil, a substantially U-shaped one having a pair of straight portions parallel to each other and a turn portion connecting one end of the pair of straight portions to each other is used. The conductor segments are inserted from two axial ends into two slots in which a pair of linear portions are separated by a predetermined slot pitch. The open end extending from the slot toward the other end in the axial direction is twisted so as to be inclined obliquely at a predetermined angle in the circumferential direction with respect to the axial end surface of the stator core, and then the predetermined open end By connecting the tip portions of the parts by welding or the like, a segment type stator coil connected in series is formed. As shown in FIG. 11, the
ところで、上記特許文献1に記載の捻り装置においては、図12(a)(b)に示すように、導体セグメント150の一対の直線部151、151を固定子コア130のスロット131に挿入した後に、スロット131から軸方向他端側に延出した直線部151の先端を捻り治具1641、1642で保持し、その捻り治具1641、1642を固定子コア130に対して周方向及び軸方向に相対的に移動させて捻ることにより、所望のシフト形状に変形した捻り部154を形成するようにしている。
By the way, in the twisting device described in Patent Document 1, after inserting the pair of
しかしながら、上記のように捻り部154を形成した際には、図13に示すように、捻り部154が内周側に湾曲してしまったり、それに伴い導体セグメント150のスロット収容部151aも内周側に湾曲してしまったりすることで、隣接する次層の導体セグメント150との干渉(図13のB部)により、導体セグメント150へのダメージが発生してしまうという課題が存在する。
However, when the
本発明は、上記事情に鑑みてなされたものであり、導体セグメントの捻り部を形成する際に、捻り部が形成される導体セグメントとこれに隣接する次層の導体セグメントとの干渉を防止し得るようにした回転電機の固定子の製造方法及びその製造装置を提供することを解決すべき課題とするものである。 The present invention has been made in view of the above circumstances. When forming a twisted portion of a conductor segment, the present invention prevents interference between the conductor segment in which the twisted portion is formed and the conductor segment of the next layer adjacent thereto. It is an object of the present invention to provide a method for manufacturing a stator of a rotating electrical machine and a manufacturing apparatus therefor which are obtained.
上記課題を解決するためになされた請求項1に記載の発明は、周方向に複数のスロットを有する円環状の固定子コアと、前記スロットに挿入され前記固定子コアの端面から軸方向に延出した複数の導体セグメントの先端部同士が接続されて前記固定子コアに巻装された固定子コイルと、を備えた回転電機の固定子の製造方法において、前記固定子コアの前記スロット内に前記導体セグメントを径方向に積層させた状態に配置する配置工程と、前記固定子コアの端面から軸方向に延出している前記導体セグメントの先端部を捻り治具にて保持し、前記固定子コアに対して周方向及び軸方向に相対的に前記捻り治具を移動させて捻ることにより捻り部を形成する捻り工程と、前記導体セグメントの端部同士を接合する接合工程と、を有し、前記捻り工程において、前記捻り治具にて保持した前記導体セグメントの内周側に、前記導体セグメントの内周側への変位を拘束する拘束部材を配置したことを特徴とする。 In order to solve the above-mentioned problems, an invention according to claim 1 is directed to an annular stator core having a plurality of slots in the circumferential direction, and extending in an axial direction from an end surface of the stator core inserted in the slot. In a method of manufacturing a stator of a rotating electrical machine comprising a stator coil that is wound around the stator core with tips of a plurality of conductor segments that are connected to each other, in the slot of the stator core An arrangement step of arranging the conductor segments in a state of being laminated in a radial direction, and holding a tip end portion of the conductor segments extending in an axial direction from an end face of the stator core with a twisting jig, A twisting step of forming a twisted portion by moving and twisting the twisting jig relative to the core in the circumferential direction and the axial direction, and a joining step of joining ends of the conductor segments. The twist In step, the inner peripheral side of the conductor segments held in the twisting jig, characterized in that a restraining member for restraining the displacement of the inner peripheral side of the conductor segments.
請求項1に記載の発明によれば、捻り工程において捻り部を形成する際に、捻り治具にて保持した導体セグメントの内周側に、導体セグメントの内周側への変位を拘束する拘束部材を配置しているため、捻り部が形成される導体セグメントとこれに隣接する次層の導体セグメントとの干渉を防止することができる。これにより、干渉することにより導体セグメントに発生するダメージを低減することができる。 According to the first aspect of the present invention, when forming the twisted part in the twisting process, the restraint for restraining the displacement of the conductor segment to the inner peripheral side on the inner peripheral side of the conductor segment held by the twisting jig. Since the members are arranged, interference between the conductor segment in which the twisted portion is formed and the conductor segment of the next layer adjacent thereto can be prevented. Thereby, the damage which generate | occur | produces in a conductor segment by interfering can be reduced.
請求項2に記載の発明は、前記拘束部材は、前記捻り部の前記固定子コア側の部位を拘束する第1拘束部材であることを特徴とする。 The invention described in claim 2 is characterized in that the restraining member is a first restraining member that restrains the portion of the twisted portion on the stator core side.
請求項2に記載の発明によれば、拘束部材は、隣接する次層の導体セグメントとの干渉が発生し易い捻り部の固定子コア側の部位を拘束する第1拘束部材を有することから、捻り部の固定子コア側の部位において、隣接する導体セグメントとの干渉を確実に防止することができる。 According to the second aspect of the present invention, the restraining member has the first restraining member that restrains the portion on the stator core side of the twisted portion where interference with the adjacent conductor layer of the next layer is likely to occur. Interference with adjacent conductor segments can be reliably prevented at the portion of the twisted portion on the stator core side.
請求項3に記載の発明は、前記第1拘束部材は、前記捻り工程の進行に伴う前記捻り部の径方向への傾斜角度の変化に追従して前記捻り部を拘束する可動拘束部を有することを特徴とする。 According to a third aspect of the present invention, the first restraining member has a movable restraining portion that restrains the twisted portion following a change in an inclination angle in a radial direction of the twisted portion as the twisting process proceeds. It is characterized by that.
請求項3に記載の発明によれば、捻り部の径方向への傾斜角度の変化に追従して可動拘束部が捻り部を拘束するので、捻り部の固定子コア側の端部と第1拘束部材との間の隙間を低減することができる。これにより、捻り部と隣接する導体セグメントとの干渉をより確実に防止することが可能となる。 According to the invention described in claim 3, since the movable restraint portion restrains the twisted portion following the change in the inclination angle of the twisted portion in the radial direction, the end portion on the stator core side of the twisted portion and the first portion A gap between the restraining member and the restraining member can be reduced. As a result, it is possible to more reliably prevent interference between the twisted portion and the adjacent conductor segment.
請求項4に記載の発明は、前記可動拘束部は、前記捻り部の径方向への傾斜角度の変化に追従するように径方向に揺動可能に設けられていることを特徴とする。 The invention according to claim 4 is characterized in that the movable restraint portion is provided so as to be able to swing in the radial direction so as to follow a change in the inclination angle of the twisted portion in the radial direction.
請求項4に記載の発明によれば、捻り部の径方向への傾斜角度の変化に対応して、可動拘束部をより確実に追従させることができる。 According to the fourth aspect of the invention, the movable restraint portion can be made to follow more reliably in response to the change in the inclination angle of the twisted portion in the radial direction.
請求項5に記載の発明は、前記可動拘束部は、前記捻り部の径方向への傾斜角度の変化に追従するように径方向に進退動可能に設けられていることを特徴とする。 The invention according to claim 5 is characterized in that the movable restraint portion is provided so as to be movable back and forth in the radial direction so as to follow the change in the inclination angle of the twisted portion in the radial direction.
請求項5に記載の発明によれば、捻り部の径方向への傾斜角度の変化に対応して、可動拘束部をより確実に追従させることができる。 According to the fifth aspect of the present invention, the movable restraint portion can be made to follow more reliably in response to the change in the inclination angle of the twisted portion in the radial direction.
請求項6に記載の発明は、前記拘束部材として、前記導体セグメントのスロット収容部を拘束する第2拘束部材及び前記導体セグメントの前記先端部を拘束する第3拘束部材の少なくとも一方を有することを特徴とする。 According to a sixth aspect of the present invention, the restraining member includes at least one of a second restraining member that restrains the slot accommodating portion of the conductor segment and a third restraining member that restrains the tip end portion of the conductor segment. Features.
請求項6に記載の発明によれば、第1拘束部材の他に、第2拘束部材及び第3拘束部材の少なくとも一方を有することから、導体セグメントのスロット収容部及び先端部の少なくとも一方の部位においても、隣接する導体セグメントとの干渉を確実に防止することができる。そのため、第1拘束部材による捻り部の固定子コア側の部位における干渉防止を第2拘束部材及び第3拘束部材によって補助することができるので、第1拘束部材による干渉防止効果を相乗的に向上させることができる。 According to the invention described in claim 6, since it has at least one of the second restraining member and the third restraining member in addition to the first restraining member, at least one portion of the slot accommodating portion and the tip portion of the conductor segment. In this case, it is possible to reliably prevent interference with adjacent conductor segments. Therefore, since the second restraining member and the third restraining member can assist in preventing interference at the portion of the torsion portion on the stator core side by the first restraining member, the interference preventing effect by the first restraining member is synergistically improved. Can be made.
請求項7に記載の発明は、前記第2拘束部材は、径方向への進退動作により前記スロット収容部を拘束していることを特徴とする。 The invention described in claim 7 is characterized in that the second restraining member restrains the slot accommodating portion by an advancing and retreating operation in the radial direction.
請求項7に記載の発明によれば、スロット内において拘束すべき導体セグメントのスロット収容部の本数に応じて、第2拘束部材の配置位置を適宜変更することができる。これにより、第2拘束部材の個数を大幅に低減することができるので、構造の簡略化や低コスト化が可能となる。 According to the seventh aspect of the present invention, the arrangement position of the second restraining member can be appropriately changed according to the number of slot accommodating portions of the conductor segment to be restrained in the slot. As a result, the number of the second restraining members can be greatly reduced, so that the structure can be simplified and the cost can be reduced.
請求項8に記載の発明は、前記第3拘束部材は、前記固定子コアの前記スロットから延出した前記導体セグメントの先端部における軸方向に延びる直状部を拘束することを特徴とする。 The invention described in claim 8 is characterized in that the third constraining member constrains a straight portion extending in the axial direction at a tip end portion of the conductor segment extending from the slot of the stator core.
請求項8に記載の発明によれば、導体セグメントの先端部を第3拘束部材でより確実に拘束することが可能となる。 According to invention of Claim 8, it becomes possible to restrain more reliably the front-end | tip part of a conductor segment with a 3rd restraint member.
請求項9に記載の発明は、前記第3拘束部材は、前記直状部の全域を拘束することを特徴とする。 The invention described in claim 9 is characterized in that the third restraining member restrains the entire area of the straight portion.
請求項9に記載の発明によれば、導体セグメントの先端部を第3拘束部材で更に確実に安定して拘束することが可能となる。 According to the ninth aspect of the present invention, the tip end portion of the conductor segment can be more securely and stably restrained by the third restraining member.
請求項10に記載の発明は、前記スロット内に径方向に積層される複数の前記導体セグメントを径方向に分割して、外周側の層の前記導体セグメントから順番に前記配置工程及び前記捻り工程を繰り返し行った後、前記接合工程を行うことを特徴とする。 In the invention according to claim 10, the plurality of conductor segments stacked in the radial direction in the slot are divided in the radial direction, and the arranging step and the twisting step are sequentially performed from the conductor segment of the outer peripheral side layer. The bonding step is performed after repeating the above.
請求項10に記載の発明によれば、捻り工程において捻り部を形成する際に、形成される捻り部と隣接する次層の導体セグメントとの干渉をより確実に防止することができる。これにより、干渉することによって導体セグメントに発生するダメージをより確実に低減することができる。 According to the tenth aspect of the present invention, when the twisted portion is formed in the twisting step, interference between the formed twisted portion and the adjacent conductor layer of the next layer can be more reliably prevented. Thereby, the damage which generate | occur | produces in a conductor segment by interfering can be reduced more reliably.
請求項11に記載の発明は、周方向に複数のスロットを有する円環状の固定子コアと、前記スロットに挿入され前記固定子コアの端面から軸方向に延出した複数の導体セグメントの先端部同士が接続されて前記固定子コアに巻装された固定子コイルと、を備えた回転電機の固定子の製造装置において、前記固定子コアの端面から軸方向に延出している前記導体セグメントの先端部を保持する捻り治具と、前記固定子コアに対して前記捻り治具を周方向及び軸方向に相対的に移動させる駆動部と、前記捻り治具にて保持した前記導体セグメントの内周側に配置されて、前記駆動部により前記捻り治具を移動させて捻り部を形成する際に前記導体セグメントの内周側への変位を拘束する拘束部材と、を備えていることを特徴とする。 According to an eleventh aspect of the present invention, there is provided an annular stator core having a plurality of slots in the circumferential direction, and tip portions of a plurality of conductor segments inserted in the slots and extending in an axial direction from the end face of the stator core. A stator coil connected to each other and wound around the stator core, wherein the conductor segment extends in an axial direction from an end surface of the stator core. A twisting jig that holds the tip, a drive unit that moves the twisting jig relative to the stator core in the circumferential direction and the axial direction, and the conductor segment held by the twisting jig. And a restraining member that is disposed on the circumferential side and restrains displacement of the conductor segment toward the inner circumference side when the twisting jig is moved by the drive unit to form the twisted portion. And
請求項11に記載の発明によれば、捻り治具にて保持した導体セグメントの内周側に配置されて、駆動部により捻り治具が移動する際に導体セグメントの内周側への変位を拘束する拘束部材を備えているため、導体セグメントの捻り部を形成する際に、捻り部が形成される導体セグメントとこれに隣接する次層の導体セグメントとの干渉を防止することができる。これにより、干渉することによって導体セグメントに発生するダメージを低減することができる。 According to invention of Claim 11, it arrange | positions at the inner peripheral side of the conductor segment hold | maintained with the twist jig, and when the twist jig moves by a drive part, the displacement to the inner peripheral side of a conductor segment is carried out. Since the restraining member for restraining is provided, when the twisted portion of the conductor segment is formed, interference between the conductor segment in which the twisted portion is formed and the conductor segment of the next layer adjacent thereto can be prevented. Thereby, the damage which generate | occur | produces in a conductor segment by interfering can be reduced.
以下、本発明に係る回転電機の固定子の製造方法及びその製造装置の実施形態について図面を参照しつつ具体的に説明する。 DESCRIPTION OF EMBODIMENTS Hereinafter, embodiments of a method for manufacturing a stator of a rotating electrical machine and a manufacturing apparatus thereof according to the present invention will be specifically described with reference to the drawings.
先ず、本実施形態の製造方法により製造される固定子の概略構成について説明する。図1は、本実施形態の固定子の導体セグメント挿入側から見た斜視図である。図2は、その固定子の導体セグメント溶接側から見た斜視図である。図3は、本実施形態において固定子コアのスロットに導体セグメントを挿入する状態を示す説明図である。 First, a schematic configuration of a stator manufactured by the manufacturing method of the present embodiment will be described. FIG. 1 is a perspective view of the stator of this embodiment as viewed from the conductor segment insertion side. FIG. 2 is a perspective view of the stator as viewed from the conductor segment welding side. FIG. 3 is an explanatory diagram showing a state in which conductor segments are inserted into slots of the stator core in the present embodiment.
本実施形態の固定子20は、車両用電動機として用いられる回転電機に搭載されるものであって、図1及び図2に示すように、周方向に複数のスロット31を有する円環状の固定子コア30と、スロット31に挿入配置された複数の導体セグメント50の端部同士が固定子コア30の軸方向一方側で接続されて固定子コア30に巻装された固定子コイル40と、を備えている。
The
固定子コア30は、円環状の複数の電磁鋼板を固定子コア30の軸方向に積層して形成された一体型のものである。この固定子コア30は、円環状のバックコア33と、バックコア33から径方向内方へ突出し周方向に所定距離を隔てて配列された複数のティース34とからなり、隣り合うティース34の間にスロット31が形成されている。本実施形態では、3相の固定子コイル40を収容するように、48個のスロット31が周方向に等間隔に配置されている。
The
固定子コア30のスロット31に巻装された固定子コイル40は、略U字形状をなす複数の導体セグメント50の開放端側の端部同士を溶接で互いに接合することにより構成されている。この導体セグメント50の外周面には、絶縁被膜(図示せず)が被覆されている。なお、導体セグメント50の溶接で接合される両端部には、絶縁被膜が剥離されることにより導体露出部が形成されている。
The
この導体セグメント50は、図3に示すように、互いに平行な一対の直線部51、51と、一対の直線部51、51の一端を互いに連結するターン部52とからなるU字形状のものが採用されている。ターン部52の中央部には、固定子コア30の端面30aに沿って延びる頭頂段部53が設けられており、頭頂段部53の両側には、固定子コア30の端面30aに対して所定の角度で傾斜した傾斜部が設けられている。また、符号24は、固定子コア30及び固定子コイル40間を電気絶縁するインシュレータである。
As shown in FIG. 3, the
図3には、同一相の隣接する2個のスロット31A、31Bに挿入配置される2個で一組の導体セグメント50A、50Bが示されている。この場合、2個の導体セグメント50A、50Bは、それらの一対の直線部51、51が、同一のスロット31ではなく、隣接した2個のスロット31A、31Bに別々に軸方向一端側から挿入される。即ち、図3の右側にある2個の導体セグメント50A、50Bにおいて、一方の導体セグメント50Aは、一方の直線部51が一のスロット31Aの最外層(第10層)に挿入され、他方の直線部51が固定子コア30の反時計回り方向に向けて1磁極ピッチ(NS磁極ピッチ)離れた他のスロット(図示せず)の第9層に挿入される。
FIG. 3 shows a pair of
そして、他方の導体セグメント50Bは、一方の直線部51がスロット31Aと隣接したスロット31Bの最外層(第10層)に挿入され、他方の直線部51が固定子コア30の反時計回り方向に向けて1磁極ピッチ(NS磁極ピッチ)離れた他のスロット(図示せず)の第9層に挿入される。即ち、2個の導体セグメント50A、50Bは、周方向に1スロットピッチずれた状態に配置される。このようにして、全スロット31に対して所定数の導体セグメント50の直線部51が挿入配置される。本実施形態の場合には、各スロット31内に、合計10本の直線部51が径方向1列に積層配置されている。
In the
スロット31から軸方向他端側へ延出した一対の直線部51、51の開放端部は、固定子コア30の端面30aに対して所定の角度をもって斜めに斜行するように互いに周方向反対側へ捻られて、略半磁極ピッチ分の長さの捻り部54(図7及び図8参照)が形成されている。そして、固定子コア30の軸方向他端側において、導体セグメント50の所定の捻り部54の先端部同士が溶接により接合されて所定のパターンで電気的に接続される。これにより、所定の導体セグメント50が直列に接続されることにより、固定子コア30のスロット31に沿って周方向に渦巻き状に巻回された3本の相巻線(U相、V相、W相)を有する固定子コイル40が形成される。
The open ends of the pair of
なお、固定子コイル40の各相について、基本となるU字形状の導体セグメント50により、固定子コア30の周りを10周する巻線(コイル)が形成される。しかし、固定子コイル40の各相について、出力用引き出し線及び中性点用引き出し線を一体に有するセグメント、並びに1周目と2周目とを接続するターン部を有するセグメントは、基本となる導体セグメント50とは異なる異形セグメント(図示せず)で構成される。これら異形セグメントを用いて、固定子コイル40の各相の巻線端が星型結線により結線される。
For each phase of the
次に、本実施形態に係る固定子20の製造方法について図3〜図8を参照しつつ説明する。本実施形態に係る固定子20の製造方法は、図4に示すように、固定子コア30のスロット31内に導体セグメント50を径方向に積層させた状態に配置する配置工程101と、固定子コア30の端面から軸方向に延出している導体セグメント50の先端部を第1及び第2捻り治具641、642にて保持し、固定子コア30に対して周方向及び軸方向に相対的に第1及び第2捻り治具641、642を移動させて捻ることにより捻り部54を形成する捻り工程102と、導体セグメント50の端部同士を接合する接合工程103とを行う。
Next, a method for manufacturing the
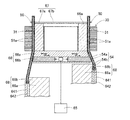
ここで、捻り工程102で用いる固定子20の製造装置(固定子コイル40の捻り装置)について説明する。図5は、本実施形態に係る固定子コイルの捻り装置の構造を模式的に示す断面図である。図6は、本実施形態に係る第1及び第2捻り治具の軸方向から見た平面図である。図7は、本実施形態に係る固定子の製造方法の第1回目の捻り工程を模式的に示す説明図である。
Here, the manufacturing apparatus of the stator 20 (twisting apparatus of the stator coil 40) used in the
この固定子コイル40の捻り装置60は、固定子コア30の外周部を受けるワーク受け61と、固定子コア30の径方向の動きを規制して保持するクランパ62と、固定子コア30の浮き上がりを防止するワーク押さえ63と、固定子コア30の一端から延出した導体セグメント50の直線部51を捻るための捻り整形部64と、捻り整形部64を軸方向に駆動するための昇降用シャフト64aと、捻り整形部64を周方向に駆動するための回転駆動機構641a、642aと、昇降用シャフト64aを軸方向に移動するための昇降駆動機構64bと、回転駆動機構641a、642aと昇降駆動機構64bとを制御するコントローラ65と、捻り整形部64に保持された導体セグメント50の内周側に配置されて導体セグメント50の内周側への変位を拘束する第1〜第3拘束部材66〜68と、を備えている。
The twisting
捻り整形部64は、同心状に配置された2つの円筒状の第1及び第2捻り治具641、642からなり、それらの先端面(図5の上方側端面)が揃えられた状態に配置されている。第1及び第2捻り治具641、642は、回転駆動機構641a、642aにより周方向に独立して回転可能である。また、2つの第1及び第2捻り治具641、642は、昇降駆動機構64bで昇降用シャフト64aを昇降することにより、同時に昇降可能となっている。
The
図6に示すように、第1及び第2捻り治具641、642の先端面には、導体セグメント50の先端部が挿入されて保持される導体挿入部641b、642bが穿設されている。この導体挿入部641b、642bは、固定子コア30に形成されたスロット31と等しい数だけ、第1及び第2捻り治具641、642の周方向に並べて形成されている。この導体挿入部641b、642bは、径方向に隣接する導体挿入部641b、642bの連通を防止するための隔壁641c、642cが設けられている。
As shown in FIG. 6,
そして、本実施形態の固定子コイル40の捻り装置60は、図5及び図7に示すように、第1及び第2捻り治具641、642にて保持した導体セグメント50の内周側に配置される第1〜第3拘束部材66〜68を備えている。第1〜第3拘束部材66〜68は、駆動部(昇降駆動機構64b及び回転駆動機構641a、642a)により第1及び第2捻り治具641、642を移動させて捻り部54を形成する際に、導体セグメント50の内周側への変位を拘束するためのものである。
And the twisting
第1拘束部材66は、捻り部54の固定子コア30側の端部を拘束するものであって、円盤形状の固定拘束部66aと、固定拘束部66aの内部に径方向(放射方向)に進退動可能に設けられた複数の可動拘束部66bとを有する。固定拘束部66aの外周面は、捻り部54の径方向の傾斜角度に対応してテーパ状に形成されている。
The first constraining
可動拘束部66bは、捻り工程102の進行に伴う捻り部54の径方向への傾斜角度の変化に追従して捻り部54を拘束する。この場合、第1及び第2捻り治具641、642の捻り動作が進行すると、形成される捻り部54の固定子コア30の中心軸線に対する傾斜角度は大きくなるように変化して、捻り部54と固定拘束部66aとの間に隙間が形成される。このとき、可動拘束部66bは、コントローラ65により径方向外方に進出することによって、捻り部54の傾斜角度の変化に追従するようになっている。可動拘束部66bの先端面の傾斜角度は、固定拘束部66aの外周面の傾斜角度よりも大きくされている。この第1拘束部材66は、昇降用シャフト64aにより、第1及び第2捻り治具641、642と同期して昇降可能となっている。
The
第2拘束部材67は、ブロック状に形成されて各スロット31の内周側に挿入配置される複数の拘束部67aと、拘束部67aを一体的に連結する連結部67bとを有する。拘束部67aは、スロット31の軸方向長さよりも少し長く形成されており、各スロット31の外周側に挿入配置された導体セグメント50のスロット収容部51aの内周側の空間部に挿入配置される。これにより、拘束部66aの外周側の面がスロット収容部51aの延伸方向全長に亘って当接して、スロット収容部51aの内周側への変位を拘束する。
The
第3拘束部材68は、固定子コア30の端面から軸方向に延出している導体セグメント50の直線部51の先端部を拘束するものであって、円盤形状に形成されている。第3拘束部材68は、軸方向他端側(図5及び図7の下端側)に位置して第2捻り治具642の内周側に配置される小径部68aと、軸方向一端側(図5及び図7の上端側)に位置し、スロット31に挿入配置された導体セグメント50の開放端側先端部の内周側に配置される大径拘束部68bとを有する。第3拘束部68の大径拘束部68bは、スロット31に挿入配置された導体セグメント50の開放端側先端部において軸方向に延びる直状部の全域に当接して、その直状部の内周側への変位を拘束する。この第3拘束部材68は、昇降用シャフト64aにより、第1及び第2捻り治具641、642と同期して昇降可能となっている。
The third constraining
本実施形態に係る固定子20の製造方法は、各スロット31内に径方向に積層配置される導体セグメント50の10層(10本)の直線部51(スロット収容部51a)を径方向に2層(2本)ずつ5つに分割して、外周側の2層の導体セグメント50(スロット収容部51a)から2層ずつ順番に配置工程101及び捻り工程102を5回繰り返し行った後、接合工程103と、絶縁処理工程104とを順に行うものである。
In the manufacturing method of the
なお、本実施形態では、配置工程101及び捻り工程102を、導体セグメント50の2層分ずつ繰り返し行うようにしていることから、捻り工程102で用いられる捻り装置60は、捻り加工の対象となる2層分の導体セグメント50の径方向位置に対応して、第1及び第2捻り治具641、642や第1〜第3拘束部材66〜68の大きさが異なるものが用いられる。
In the present embodiment, the
第1回目の配置工程101では、図3に示すように、2個で一組の導体セグメント50A、50B(図3の右側)のそれぞれ一方の直線部51、51を、固定子コア30の隣接した2個のスロット31A、31Bに別々に軸方向一端側から挿入する。この場合、各導体セグメント50A、50Bは、それぞれの一対の直線部51、51が1磁極ピッチ(NS磁極ピッチ)離れた2つのスロット(31A、31A)(31B、31B)に挿入され、一方の直線部51(スロット収容部51a)は最外層(第10層)に配置され、他方の直線部51(スロット収容部51a)は第9層に配置される。
In the
このとき、導体セグメント50は、挿入方向後方側にあるターン部52の両端部が固定子コア30の端面に近接する位置まで挿入される。これにより、各直線部51の挿入方向先端側にある開放端部は、スロット31から軸方向他端側の外部に所定長さ延出した状態になる。このようにして、全スロット31の外周側の2つの層(第10層及び第9層)に、導体セグメント50のスロット収容部51aが積層配置される。
At this time, the
次の第1回目の捻り工程102では、上記の配置工程101を終了した固定子コア30を、図5及び図7に示すように、第10層及び第9層用の捻り装置60のワーク受け61にセットする。次いで、各スロット31の外周側(第10層及び第9層)に配置された導体セグメント50の2層(2本)のスロット収容部51aの内周側の空間部(第8層〜第1層)に、第2拘束部材67の各拘束部67aを挿着する。これにより、各拘束部67aは、外周側の面が第9層のスロット収容部51aの延伸方向全長に亘って当接して、スロット収容部51aの内周側への変位を拘束するように配置される。その後、固定子コア30の外周部をクランパ62によって固定する。次いで、ワーク押さえ63で固定子コア30の上部及び導体セグメント50のターン部52を押さえる。これにより、固定子コア30及び導体セグメント50の上下方向の動きが規制される。
In the next
このようにしてクランパ62及びワーク押さえ63により固定子コア30及び導体セグメント50を固定した後、昇降用シャフト64aによって、捻り整形部64の第1及び第2捻り治具641、642と第1及び第3拘束部材66、68を上昇させる。これにより、第1及び第2捻り治具641、642に形成された導体挿入部641b、642bに、固定子コア30の各スロット31から軸方向外部(図5、図7の下方側)に延出している導体セグメント50の直線部51の先端部を挿入させる。なお、導体挿入部641b、642bには、導体セグメント50の先端部で、後に接合部となる長さのみが挿入可能である。
After fixing the
これと同時に、昇降用シャフト64aの上昇によって固定子コア30の直下に上昇した第1拘束部材66の固定拘束部66aの外周面が、固定子コア30のスロット31から軸方向他端側(図5、図7の下方側)に延出した導体セグメント50の直線部51の内周側に位置している。また、昇降用シャフト64aによって上昇した第3拘束部材68は、その小径部68aが第2捻り治具642の内周側に位置すると共に、その大径拘束部68bが導体セグメント50の直線部51の先端部の内周側に位置している。
At the same time, the outer peripheral surface of the fixing
この状態で、回転駆動機構641a、642aを作動させて、捻り整形部64の第1捻り治具641と第2捻り治具642とを互いに周方向の反対方向へ所定量(半磁極ピッチ)回転させる。本実施形態では、第1捻り治具541は時計回り方向(図6の矢印a方向)へ回転し、第2捻り治具542が反時計回り方向(図6の矢印b方向)へ回転する。これにより、第1及び第2捻り治具641、642のそれぞれの導体挿入部641b、642bで保持している導体セグメント50の先端部を、固定子コア30に対して周方向及び軸方向に相対的に移動させて捻ることによって直線部51に捻り部54を形成する。
In this state, the
この捻り部54は、固定子コア30の軸方向端面に対して所定角度をもって傾斜した斜行部54aと、斜行部54aの先端から軸方向に延出する直状部54bとを有する。この場合、各スロット31の第10層から延出する捻り部54の直状部54bと各スロット31の第9層から延出する捻り部54の直状部54bは、固定子コア30の径方向において対向している。
The twisted
このようにして捻り部54が形成される際には、導体セグメント50の各部位の内周側に配置された第1〜第3拘束部材66〜68によって、導体セグメント50の各部位の内周側への変位が拘束されている。即ち、第2拘束部材67の拘束部67aにより、各スロット31の外周側に挿入配置された導体セグメント50のスロット収容部51aが拘束される。また、第1拘束部材66の固定拘束部66aにより、捻り部54(斜行部54a)の固定子コア30側の端部が拘束される。この第1拘束部材66においては、捻り工程102の進行に伴う捻り部54の径方向への傾斜角度の変化に追従して、可動拘束部66bが径方向外方に進出することによって捻り部54の拘束を継続する。また、第3拘束部材68の大径拘束部68bにより、捻り部54の直状部54bが全域に亘って拘束される。これにより、各スロット31の第10層及び第9層に配置された導体セグメント50の直線部51に対して捻り部54を形成する際に、それら導体セグメント50の所定部位において内周側に湾曲変形するのを防止するようにされている。
When the twisted
このようにして導体セグメント50の直線部51に捻り部54を形成した後、昇降用シャフト64aを下降させることによって、捻り整形部64の第1及び第2捻り治具641、642と第1及び第3拘束部材66、68を下降させる。次いで、クランパ62及びワーク押さえ63を解除して、捻り装置60のワーク受け61から固定子コア30を取り外し、取り外した固定子コア30に対して第2回目の配置工程101を行う。
After the twisted
次の第2回目の配置工程101では、2個で一組の導体セグメント50A、50B(図3の左側)を、第1回目の配置工程101と同様の方法で、固定子コア30の全スロット31の第8層及び第7層に挿入配置する。これにより、全スロット31の外周側の4つの層(第10層〜第7層)に導体セグメント50(スロット収容部51a)が径方向に積層配置される。
In the next
第2回目の配置工程101を行う際には、第1回目の捻り工程102において捻り部54が形成されるときに、第1〜第3拘束部材66〜68によって、各スロット31の第10層及び第9層に配置された導体セグメント50の所定部位が内周側へ湾曲変形するのを防止されているため、それら第10層及び第9層に配置された導体セグメント50と干渉することなく、第8層及び第7層の導体セグメント50を容易に挿入配置することができる。
When the
次いで第2回目の捻り工程102を行う。先ず、上記の第2回目の配置工程101を終了した固定子コア30を、第8層及び第7層用の捻り装置60のワーク受け61にセットする。そして、各スロット31の内周側の空間部(第6層〜第1層)に、第2拘束部材67の各拘束部67aを挿着した後、クランパ62及びワーク押さえ63により固定子コア30及び導体セグメント50を固定する。
Next, a
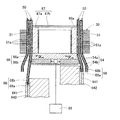
次いで、図8に示すように、固定子コア30の各スロット31内の第8層及び第7層に挿入配置された導体セグメント50に対して、第1回目の捻り工程102と同様の方法で、固定子コア30の各スロット31から軸方向外部(図8の下方側)に延出している導体セグメント50の直線部51に捻り部54を形成する。この場合、各スロット31の第8層から延出する捻り部54の直状部54bと各スロット31の第7層から延出する捻り部54の直状部54bは、固定子コア30の径方向において対向している。
Next, as shown in FIG. 8, the
このようにして第8層及び第7層に挿入配置された導体セグメント50の直線部51に対して捻り部54を形成する際にも、導体セグメント50の各部位の内周側に配置された第1〜第3拘束部材66〜68によって、導体セグメント50の所定部位の内周側への変位が拘束されているため、それら導体セグメント50の所定部位における内周側への湾曲変形が防止されている。
Even when the twisted
第2回目の捻り工程102を終了後、第8層及び第7層用の捻り装置60のワーク受け61から固定子コア30を取り外し、取り外した固定子コア30に対して、第3回目の配置工程101及び第3回目の捻り工程102を上記と同様の方法で行う。これにより、第3回目の配置工程101において第6層及び第5層に挿入配置された導体セグメント50の直線部51に対して、第3回目の捻り工程102において捻り部54を形成する。
After the
その後、固定子コア30の各スロット31の第4層及び第3層に挿入配置された導体セグメント50の直線部51、並びに第2層及び第1層に挿入配置された導体セグメント50の直線部51に対しても、それぞれ配置工程101及び捻り工程102を上記と同様の方法で繰り返し行う。これにより、固定子コア30の各スロット31の第10層〜第1層に挿入配置された導体セグメント50の合計10本の直線部51に対してそれぞれ捻り部54が形成される。この場合、各捻り部54の先端の直状部54bは、径方向1列に並んだ状態になっている(図2参照)。以上のように、第1〜第5回目の配置工程101及び捻り工程102を繰り返し行って、次の接合工程103に移行する。
Thereafter, the
次の接合工程103では、固定子コア30の径方向に隣接し対向する導体セグメント50の所定の直状部54bの先端部(接合部)同士を溶接により接合する(図11の接合部参照)。即ち、第10層と第9層、第8層と第7層、第6層と第5層、第4層と第3層、第2層と第1層の直状部54bの先端部(接合部)同士を接合する。
In the next joining
本実施形態では、先ず、接合部に対してアース電極(図示せず)を装着し、それら接合部をアース電極で位置固定した後、接続すべき接合部と所定距離を隔てて対向するように溶接電極(図示せず)をセットする。次いで、接続すべき接合部のそれぞれに対して、溶接電極からアークを放射させてアーク溶接を行う。これにより、放射されたアークにより接合部に溶融部が形成され、接続すべき接合部が溶融部で接合される。その後、アース電極及び溶接電極を退避させて、接合工程103を終了する。
In the present embodiment, first, ground electrodes (not shown) are attached to the joints, and after fixing the positions of the joints with the ground electrodes, they are opposed to the joints to be connected with a predetermined distance therebetween. A welding electrode (not shown) is set. Next, arc welding is performed by radiating an arc from the welding electrode to each joint to be connected. Thereby, a fusion | melting part is formed in a junction part by the emitted arc, and the junction part which should be connected is joined in a fusion | melting part. Thereafter, the ground electrode and the welding electrode are retracted, and the joining
次の絶縁処理工程104では、接合工程103で接合された接合部及びその周辺の導体露出部の絶縁処理を行う。本実施形態では、導体露出部及びその近傍の絶縁被膜の表面に粉体樹脂を塗布し、塗布した粉体樹脂を熱で溶融固化させる。これにより、導体露出部及びその近傍の絶縁被膜の表面が溶融固化した粉体樹脂で被覆されることにより、電気的に絶縁される。この絶縁処理工程104が終了後、必要に応じて整形等の後処理を施して図1及び図2に示す固定子20を完成させ、全工程が終了する。
In the next
以上のように、本実施形態の固定子20の製造方法によれば、捻り工程102において、捻り治具641、642にて保持した導体セグメント50の内周側に、導体セグメント50の内周側への変位を拘束する第1〜第3拘束部材66〜68を配置している。これにより、捻り工程102において捻り部54を形成する際に、捻り部54が形成される導体セグメント50とこれに隣接する次層の導体セグメント50との干渉を防止することができる。そのため、干渉することにより導体セグメントに発生するダメージを低減することができる。
As described above, according to the method for manufacturing the
また、本実施形態では、隣接する次層の導体セグメント50との干渉が発生し易い捻り部54の固定子コア30側の部位を拘束する第1拘束部材66を有することから、捻り部54の固定子コア30側の部位において、隣接する導体セグメント50との干渉を確実に防止することができる。
Further, in the present embodiment, the first constraining
さらに、本実施形態の第1拘束部材66は、捻り工程102の進行に伴う捻り部54の径方向への傾斜角度の変化に追従して捻り部54を拘束する可動拘束部66bを有する。そのため、捻り部54の径方向への傾斜角度の変化に追従して可動拘束部66bが捻り部54を拘束するので、捻り部54の固定子コア30側の端部と第1拘束部材66との間の隙間を低減することができる。これにより、捻り部54と隣接する導体セグメントとの干渉をより確実に防止することが可能となる。
Further, the first restraining
特に、可動拘束部66bは、捻り部54の径方向への傾斜角度の変化に追従するように径方向に進退動可能に設けられているので、捻り部54の径方向への傾斜角度の変化に対応して、可動拘束部66bを確実に追従させることができる。
In particular, the
また、本実施形態では、第1拘束部材66の他に、導体セグメント50のスロット収容部51aを拘束する第2拘束部材67及び導体セグメント50の先端部を拘束する第3拘束部材68を有する。これにより、導体セグメント50のスロット収容部51a及び先端部の両方の部位においても、隣接する導体セグメント50との干渉を確実に防止することができる。そのため、第1拘束部材66による捻り部54の固定子コア30側の部位における干渉防止を第2拘束部材67及び第3拘束部材68によって補助することができるので、第1拘束部材66による干渉防止効果を相乗的に向上させることができる。
In the present embodiment, in addition to the first restraining
また、本実施形態では、第3拘束部材68は、固定子コア30のスロット31から延出した導体セグメント50の先端部における軸方向に延びる直状部54bを拘束するようにしている。そのため、導体セグメント50の先端部を第3拘束部材68でより確実に拘束することが可能となる。さらに、第3拘束部材68は、直状部54bの全域を拘束するようにされているため、導体セグメント50の先端部を第3拘束部材68で更に確実に安定して拘束することが可能となる。
Further, in the present embodiment, the third restraining
また、本実施形態では、スロット31内に径方向に積層される複数の導体セグメント50を径方向に分割して、外周側の層の導体セグメント50から順番に配置工程101及び捻り工程102を繰り返し行った後、接合工程103を行うようにしている。そのため、捻り工程102において捻り部54を形成する際に、形成される捻り部54と隣接する次層の導体セグメントとの干渉をより確実に防止することができる。これにより、干渉することによって導体セグメント50に発生するダメージをより確実に低減することができる。
In the present embodiment, the plurality of
そして、本実施形態の固定子コイル40の捻り装置60によれば、捻り治具641、642にて保持した導体セグメント50の内周側に配置されて、駆動部により捻り治具641、642が移動する際に導体セグメント50の内周側への変位を拘束する第1〜第3拘束部材66〜68を備えているため、導体セグメント50の捻り部54を形成する際に、捻り部54が形成される導体セグメント50とこれに隣接する次層の導体セグメント50との干渉を防止することができる。これにより、干渉することによって導体セグメントに発生するダメージを低減することができる。
Then, according to the twisting
〔他の実施形態〕
本発明は、上記の実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変更することが可能である。
Other Embodiment
The present invention is not limited to the above-described embodiment, and various modifications can be made without departing from the spirit of the present invention.
例えば、上記の実施形態では、第2拘束部材67は、ブロック状に形成されて各スロット31の内周側に挿入配置される複数の拘束部67aを有するものが採用されているが、これに代えて、図9に示す第2拘束部材167を採用してもよい。この第2拘束部材167は、各スロット31内に挿入配置された導体セグメント50のスロット収容部51aの内周側に、径方向に進退動可能に設けられた複数の導体押さえ部材167aと、導体押さえ部材167aを径方向に進退動させる駆動部(図示せず)とを有する。この第2拘束部材167は、各スロット31内に挿入配置されたスロット収容部51aの内周側を導体押さえ部材167aで外周側へ押圧することにより、スロット収容部51aの内周側への変位を拘束して、内周側への湾曲変形を防止する。
For example, in the above embodiment, the second restraining
この第2拘束部材167によれば、スロット31内において拘束すべき導体セグメント50のスロット収容部51の本数に応じて、導体押さえ部材167aの配置位置を適宜変更することができる。そのため、各スロット31において、挿入配置されるスロット収容部51aの本数に応じて用いる導体押さえ部材167aを変更する必要がない。よって、上記の実施形態に比べて、導体押さえ部材167aの個数を大幅に低減することができるので、構造の簡略化や低コスト化が可能となる。
According to the
また、上記の実施形態では、第1拘束部材66の可動拘束部66bは、捻り部54の径方向への傾斜角度の変化に追従するように径方向に進退動可能に設けられているが、これに代えて、図10に示す第1拘束部材166を採用してもよい。この第1拘束部材166は、円盤形状の固定拘束部166aと、固定拘束部166aに対して揺動ピン166cを中心にして径方向に揺動可能に設けられた複数の可動拘束部166bと、可動拘束部166bを径方向に揺動させる駆動部(図示せず)とを有する。この場合、複数の可動拘束部166bは、固定拘束部166aの周方向に距離を隔てて配設されている。
In the above embodiment, the
この第1拘束部材166によれば、捻り工程102において捻り部54を形成する際に、捻り部54の径方向への傾斜角度の変化に対応して、可動拘束部166bをより確実に追従させるようにすることができる。
According to the first restraining
なお、上記の実施形態では、各スロット31に導体セグメント50の10層(10本)のスロット収容部51aが挿入配置された固定子コイル40が例示されているが、これに限定されるものではない。例えば8層、6層、4層、2層、或いは12層、14層などの偶数層の固定子コイルにも、本発明を適用することができる。
In the above-described embodiment, the
また、上記の実施形態では、車両用電動機として用いられる回転電機に搭載される固定子20の製造方法について説明したが、車両用発電機として用いられる回転電機に搭載される固定子の製造方法にも、本発明を適用することができる。
In the above embodiment, the method for manufacturing the
20…固定子、 30、130…固定子コア、 31、31A、31B、131…スロット、 40、140…固定子コイル、 50、50A、50B、150…導体セグメント、 51、151…直線部、 51a…スロット収容部、 52…ターン部、 54、154…捻り部、 54a…斜行部、 54b…直状部、 60…捻り装置、 61…ワーク受け、 62…クランパ、 63…ワーク押さえ、 64…捻り整形部、 64a…昇降用シャフト、 64b…昇降駆動機構、 641、642、1641、1642…第1及び第2捻り治具、 641a、642a…回転駆動機構、 641b、642b…導体挿入部、 641c、642c…隔壁、 65…コントローラ、 66、166…第1拘束部材、 66a、166a…固定拘束部、 66b、166b…可動拘束部、 166c…揺動ピン、 67、167…第2拘束部材、 67a…拘束部、 67b…連結部、 167a…導体押さえ部材、 68…第3拘束部材、 68a…小径部、 68b…大径拘束部。
20 ... Stator, 30, 130 ... Stator core, 31, 31A, 31B, 131 ... Slot, 40, 140 ... Stator coil, 50, 50A, 50B, 150 ... Conductor segment, 51, 151 ... Straight section, 51a ... Slot accommodating part, 52 ... Turn part, 54, 154 ... Twist part, 54a ... Skew part, 54b ... Straight part, 60 ... Twist device, 61 ... Work receiver, 62 ... Clamper, 63 ... Work holder, 64 ... Twist shaping part, 64a ... Elevating shaft, 64b ... Elevating drive mechanism, 641, 642, 1641, 1642 ... First and second twisting jigs, 641a, 642a ... Rotary drive mechanism, 641b, 642b ... Conductor insertion part, 641c , 642c ... partition wall, 65 ... controller, 66, 166 ... first restraint member, 66a, 166a ... fixed restraint part, 6b, 166b ... movable restraint portion, 166c ... swing pin, 67, 167 ... second restraint member, 67a ... restraint portion, 67b ... coupling portion, 167a ... conductor pressing member, 68 ... third restraint member, 68a ...
Claims (11)
前記固定子コアの前記スロット内に前記導体セグメントを径方向に積層させた状態に配置する配置工程と、
前記固定子コアの端面から軸方向に延出している前記導体セグメントの先端部を捻り治具にて保持し、前記固定子コアに対して周方向及び軸方向に相対的に前記捻り治具を移動させて捻ることにより捻り部を形成する捻り工程と、
前記導体セグメントの端部同士を接合する接合工程と、を有し、
前記捻り工程において、前記捻り治具にて保持した前記導体セグメントの内周側に、前記導体セグメントの内周側への変位を拘束する拘束部材を配置したことを特徴とする回転電機の固定子の製造方法。 An annular stator core having a plurality of slots in the circumferential direction, and tips of a plurality of conductor segments inserted in the slots and extending in the axial direction from the end faces of the stator core are connected to each other. In a method of manufacturing a stator of a rotating electrical machine comprising a stator coil wound around,
An arranging step of arranging the conductor segments in a state of being radially laminated in the slots of the stator core;
The tip of the conductor segment extending in the axial direction from the end face of the stator core is held by a twisting jig, and the twisting jig is relatively positioned in the circumferential direction and the axial direction with respect to the stator core. A twisting step of forming a twisted part by moving and twisting;
Joining the end portions of the conductor segments,
In the twisting step, a stator for a rotating electrical machine, wherein a restraining member that restrains displacement of the conductor segment toward the inner peripheral side is disposed on the inner peripheral side of the conductor segment held by the twisting jig. Manufacturing method.
前記固定子コアの端面から軸方向に延出している前記導体セグメントの先端部を保持する捻り治具と、
前記固定子コアに対して前記捻り治具を周方向及び軸方向に相対的に移動させる駆動部と、
前記捻り治具にて保持した前記導体セグメントの内周側に配置されて、前記駆動部により前記捻り治具を移動させて捻り部を形成する際に前記導体セグメントの内周側への変位を拘束する拘束部材と、
を備えていることを特徴とする回転電機の固定子の製造装置。 An annular stator core having a plurality of slots in the circumferential direction, and tips of a plurality of conductor segments inserted in the slots and extending in the axial direction from the end faces of the stator core are connected to each other. A stator coil wound around, and a stator manufacturing apparatus for a rotating electrical machine comprising:
A twisting jig for holding the tip of the conductor segment extending in the axial direction from the end face of the stator core;
A drive unit that moves the twisting jig relative to the stator core in a circumferential direction and an axial direction;
When the twisting jig is formed by moving the twisting jig by the driving unit and arranged on the inner circumferential side of the conductor segment held by the twisting jig, the conductor segment is displaced toward the inner circumferential side. A restraining member to restrain;
The manufacturing apparatus of the stator of the rotary electric machine characterized by the above-mentioned.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011175201A JP5617797B2 (en) | 2011-08-10 | 2011-08-10 | Manufacturing method and manufacturing apparatus for stator of rotating electric machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011175201A JP5617797B2 (en) | 2011-08-10 | 2011-08-10 | Manufacturing method and manufacturing apparatus for stator of rotating electric machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013039001A JP2013039001A (en) | 2013-02-21 |
| JP5617797B2 true JP5617797B2 (en) | 2014-11-05 |
Family
ID=47888058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011175201A Active JP5617797B2 (en) | 2011-08-10 | 2011-08-10 | Manufacturing method and manufacturing apparatus for stator of rotating electric machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5617797B2 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5720715B2 (en) * | 2013-03-29 | 2015-05-20 | 株式会社デンソー | Rotating electric machine |
| JP5680159B1 (en) * | 2013-08-29 | 2015-03-04 | 本田技研工業株式会社 | Manufacturing method of rotating electrical machine |
| JP6299722B2 (en) * | 2015-10-22 | 2018-03-28 | トヨタ自動車株式会社 | Coil end bending jig and coil end bending method |
| JP6299723B2 (en) * | 2015-10-23 | 2018-03-28 | トヨタ自動車株式会社 | Stator coil forming method |
| EP3700070A4 (en) * | 2017-11-13 | 2021-01-27 | Odawara Engineering Co., Ltd. | Coil segment processing method, coil segment processing device, and coil segment connection structure |
| JP7063785B2 (en) * | 2018-10-03 | 2022-05-09 | トヨタ自動車株式会社 | Segment coil fixing method |
| IT202000030824A1 (en) * | 2020-12-15 | 2022-06-15 | Tecnomatic Spa | APPARATUS AND PROCEDURE FOR DEFORMING CONDUCTORS OF AT LEAST ONE WINDING GROUP PROJECTING FROM ONE SIDE OF A STATOR OR ROTOR OF AN ELECTRIC MACHINE |
| CN114260388B (en) * | 2021-12-20 | 2023-07-18 | 浙江中车尚驰电气有限公司 | Flat wire stator end part twisting device and method thereof |
| IT202200011924A1 (en) * | 2022-06-07 | 2023-12-07 | Atop Spa | GROUP TO MINIMIZE THE ELASTIC RETURN OF ELECTRIC CABLES IN CABLE TWISTING EQUIPMENT. |
| WO2024029546A1 (en) * | 2022-08-04 | 2024-02-08 | 日本発條株式会社 | Device for manufacturing stator and method for manufacturing stator |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0945962B2 (en) * | 1997-10-16 | 2007-05-02 | Denso Corporation | Method and apparatus for twisting the turn portions of u-shaped stator conductorsegments |
| JP3178468B2 (en) * | 1997-10-16 | 2001-06-18 | 株式会社デンソー | Method and apparatus for manufacturing stator for vehicle alternator |
| JP3432163B2 (en) * | 1998-12-25 | 2003-08-04 | 日本輸送機株式会社 | Amateur coil forming equipment |
| JP3589134B2 (en) * | 2000-01-12 | 2004-11-17 | 株式会社デンソー | Stator manufacturing method and apparatus |
| JP4000516B2 (en) * | 2002-10-10 | 2007-10-31 | トヨタ自動車株式会社 | Parallel bending apparatus and parallel bending method for coil segment end |
| JP3975947B2 (en) * | 2003-03-07 | 2007-09-12 | 株式会社デンソー | Manufacturing method of winding of rotating electric machine |
| JP2004282947A (en) * | 2003-03-18 | 2004-10-07 | Toyota Motor Corp | Device and method for coil twisting |
| JP4419444B2 (en) * | 2003-06-09 | 2010-02-24 | 株式会社デンソー | U-shaped segment sequential joining stator coil of rotating electrical machine and method of manufacturing the same |
| JP5428763B2 (en) * | 2009-10-30 | 2014-02-26 | アイシン・エィ・ダブリュ株式会社 | Stator manufacturing method and manufacturing apparatus |
-
2011
- 2011-08-10 JP JP2011175201A patent/JP5617797B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013039001A (en) | 2013-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5617797B2 (en) | Manufacturing method and manufacturing apparatus for stator of rotating electric machine | |
| US8443509B1 (en) | Preparing bar-wound stator conductors for electrical interconnection | |
| JP6451993B2 (en) | Manufacturing equipment for stators for rotating electrical machines | |
| EP2800246B1 (en) | Rotary electric machine and stator manufacturing method | |
| US11063502B2 (en) | Method and one-piece tool assembly for producing a stator for an electrical machine | |
| EP1128530B1 (en) | Method for manufacturing a stator for an alternator | |
| JP3786059B2 (en) | Segment sequential joining stator coil of rotating electric machine and method for manufacturing the same | |
| JP4131478B2 (en) | Winding end forming apparatus and method for rotating electrical machine | |
| JP5332347B2 (en) | Coil wire rod for coil assembly of rotating electrical machine | |
| JP2017005770A (en) | Manufacturing apparatus of stator for dynamo-electric machine | |
| US20120319522A1 (en) | Stator for electric rotating machine | |
| JP2004032897A (en) | Segments-sequentially-joined stator coil for rotary electric machine and its manufacturing method | |
| JP6299541B2 (en) | Stator coil manufacturing method and temporary assembly apparatus used in the manufacturing method | |
| JP2006149049A (en) | Rotary electric machine for vehicle | |
| JP2013165540A (en) | Coil segment circular ring aligning apparatus and stator manufacturing method | |
| JP3832392B2 (en) | Segment sequential joining stator coil of rotating electric machine and method for manufacturing the same | |
| JP2014128129A (en) | Stator manufacturing method, coil twisting jig and stator manufacturing device | |
| JP7020121B2 (en) | How to form a stator coil for a rotary electric machine | |
| JP6111135B2 (en) | Twist bending machine | |
| US20160028295A1 (en) | Method of manufacturing stator for rotary electric machine | |
| JP2004032898A (en) | Segments-sequentially-joined stator coil for rotary electric machine | |
| JP7450414B2 (en) | Stator manufacturing method and manufacturing equipment | |
| JP2012222903A (en) | Method and device for manufacturing stator | |
| WO2014185156A1 (en) | Production method for stator for rotating electrical machines | |
| JP5098854B2 (en) | Stator coil welding method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140819 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140901 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5617797 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |