JP5131003B2 - 樹脂フィルムの製造装置及び製造方法 - Google Patents
樹脂フィルムの製造装置及び製造方法 Download PDFInfo
- Publication number
- JP5131003B2 JP5131003B2 JP2008099135A JP2008099135A JP5131003B2 JP 5131003 B2 JP5131003 B2 JP 5131003B2 JP 2008099135 A JP2008099135 A JP 2008099135A JP 2008099135 A JP2008099135 A JP 2008099135A JP 5131003 B2 JP5131003 B2 JP 5131003B2
- Authority
- JP
- Japan
- Prior art keywords
- resin film
- base material
- stretching
- holder
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Description
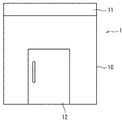
図1は、製造装置1の正面図である。図2は、正面から視た際の製造装置1の部分断面図である。製造装置1は、樹脂フィルム母材を延伸させて樹脂フィルムを製造するための装置である。製造装置1が延伸対象とする樹脂フィルム母材は特に限定されない。製造装置1が延伸対象とする樹脂フィルム母材は、特に限定されず、例えば、ポリ乳酸などの螺旋構造を有する高分子からなるもののような圧電性を有する樹脂フィルム母材であってもよい。
以下、主として図2及び図5を参照しながら樹脂フィルムの延伸工程について説明する。
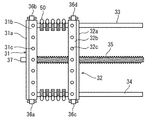
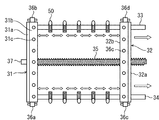
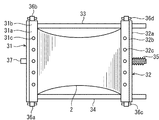
図6及び図7は、本変形例における延伸ユニット30の平面図である。図6及び図7に示すように、複数のネッキング抑制用の固定具50を設けてもよい。複数の固定部50は、ガイド33,34のそれぞれにねじ35の延びる方向に変位可能に設けられている。詳細には、図7に示すように、複数の固定具50は、移動ホルダ32の移動に伴って、隣接する固定具50の間隔が広がるように設けられている。
9…ファン
10…製造装置本体
11…カバー
12…扉
13…制御装置
14…加熱槽
15…冷却槽
15a…冷却液
16…制御室
17a…区画壁
17b…蓋
18…ヒーター
19…駆動部
20…モーター
21…ギアボックス
22…出力軸
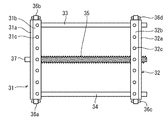
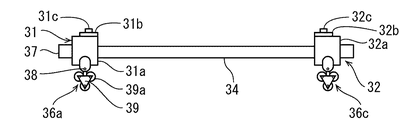
30…延伸ユニット
31…ベースホルダ
31a…ホルダ本体
31b…プレート
32…移動ホルダ
32a…ホルダ本体
32b…プレート
33,34…ガイド
36a〜36d…車輪部
37…ジョイント
38…可動部
39…車輪ユニット
39a…車輪
40…レール
41…冷却装置
50…固定具
Claims (4)
- 樹脂フィルムの製造装置であって、
樹脂フィルム母材を延伸可能な温度にまで加熱するための加熱槽と、
冷却液が溜められた冷却槽と、
前記加熱槽内から前記冷却槽に至るレールと、
前記レール上に前記加熱槽と前記冷却槽との間を移動可能に配置され、前記加熱された樹脂フィルム母材を延伸させる延伸ユニットとを備える樹脂フィルムの製造装置。 - 前記延伸ユニットは、樹脂フィルムの一方端が固定されるベースホルダと、前記樹脂フィルムの他方端が固定される移動ホルダと、前記移動ホルダと前記ベースホルダとを相対 変位させる変位部とを有し、
前記変位部を駆動させる駆動部をさらに備え、
前記駆動部と前記変位部とは着脱可能に接続される、請求項1に記載の樹脂フィルムの製造装置。 - 前記延伸ユニットは、前記レールに対して着脱可能である、請求項1または2に記載の樹脂フィルムの製造装置。
- 樹脂フィルムの製造方法であって、
加熱された樹脂フィルム母材を延伸させる延伸工程と、
前記延伸された樹脂フィルム母材全体を冷却液が溜められた冷却槽内に挿入して冷却させることにより樹脂フィルムを得る冷却工程と
を備える樹脂フィルムの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008099135A JP5131003B2 (ja) | 2008-04-07 | 2008-04-07 | 樹脂フィルムの製造装置及び製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008099135A JP5131003B2 (ja) | 2008-04-07 | 2008-04-07 | 樹脂フィルムの製造装置及び製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009248445A JP2009248445A (ja) | 2009-10-29 |
| JP5131003B2 true JP5131003B2 (ja) | 2013-01-30 |
Family
ID=41309579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008099135A Expired - Fee Related JP5131003B2 (ja) | 2008-04-07 | 2008-04-07 | 樹脂フィルムの製造装置及び製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5131003B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6275135B2 (ja) * | 2013-07-04 | 2018-02-07 | 三井化学株式会社 | フィルム及び高分子圧電材料 |
| KR101721636B1 (ko) * | 2016-07-21 | 2017-03-30 | 주식회사 지엔티엔에스 | 싱글축 고온 필름 정밀 제어 연신기 |
| KR101678871B1 (ko) * | 2016-08-24 | 2016-12-06 | 이승원 | 작업바의 이격을 통해 모피의 신장을 도모하는 판장기 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3579718A (en) * | 1968-10-17 | 1971-05-25 | Sierracin Corp | Apparatus for stretching sheet material |
| DE3066460D1 (en) * | 1979-04-11 | 1984-03-15 | Agfa Gevaert Nv | Method and apparatus for longitudinally stretching a substantially amorphous polyethylene terephthalate film |
| JPS55158936A (en) * | 1979-05-26 | 1980-12-10 | Tousoku Seimitsu Kogyo Kk | Chuck system for biaxial stretching device |
| JPS5644627A (en) * | 1979-09-18 | 1981-04-23 | Mitsubishi Plastics Ind Ltd | Molding of plastic sheet |
| JPS5695639A (en) * | 1979-12-28 | 1981-08-03 | Toshio Kunugi | Manufacture of superreinforced uniaxially oriented film |
| JPS5991032A (ja) * | 1982-11-16 | 1984-05-25 | Japan Synthetic Rubber Co Ltd | 高分子圧電フイルムの製造法 |
| JPS6132169A (ja) * | 1984-07-23 | 1986-02-14 | Ricoh Co Ltd | 単語抽出方式 |
| JPS61114836A (ja) * | 1984-11-09 | 1986-06-02 | Teijin Ltd | 二軸延伸試験機 |
| JP2000006236A (ja) * | 1998-06-29 | 2000-01-11 | Mitsubishi Chemicals Corp | 受口を有する熱可塑性樹脂製延伸パイプ |
| JP2001214013A (ja) * | 1999-11-24 | 2001-08-07 | Yupo Corp | 樹脂延伸フィルムおよびその製造方法 |
| JP2004017367A (ja) * | 2002-06-13 | 2004-01-22 | Sumitomo Chem Co Ltd | 二軸延伸機構及び該二軸延伸機構を備えた二軸延伸試験機並びに二軸延伸機 |
-
2008
- 2008-04-07 JP JP2008099135A patent/JP5131003B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009248445A (ja) | 2009-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5131003B2 (ja) | 樹脂フィルムの製造装置及び製造方法 | |
| JP2019524485A (ja) | 樹脂箔を形成しかつ/又は処理する制御装置及び樹脂箔成形制御法 | |
| CN104070666B (zh) | 拉伸薄膜的制造方法以及薄膜拉伸设备 | |
| WO2007052708A1 (ja) | ガラス条の製造方法 | |
| JP5636423B2 (ja) | 高温でのガラスのレーザ・スコアリング | |
| CN206387749U (zh) | 一种热老化试验箱 | |
| US20130167488A1 (en) | Hot wind supplying apparatus for packaging product | |
| US7524182B2 (en) | Blowing mechanism | |
| JPH10194770A (ja) | 光ファイバ用線引炉 | |
| US20040055337A1 (en) | Apparatus and process for air-cooling and tempering a glass sheet | |
| WO2015161525A1 (zh) | 制造弯曲液晶显示器的方法和设备 | |
| KR100945912B1 (ko) | 반도체 소자의 열처리 장치 | |
| JP7513410B2 (ja) | 位相差フィルムの製造方法 | |
| KR101710725B1 (ko) | 광학 필름의 제조 방법 | |
| CN101052594A (zh) | 用于加热玻璃板的方法和设备 | |
| US4687615A (en) | Method of producing biaxially oriented tubular polyetheretherketone films | |
| CN215218382U (zh) | 一种薄膜拉伸试验机 | |
| JP2987742B2 (ja) | 摩擦試験装置 | |
| CN221497090U (zh) | 一种bopp薄膜生产用横向拉伸机 | |
| JP2004160819A (ja) | 光学フィルムの製造方法 | |
| KR100750460B1 (ko) | 알루미늄 합금 파이프 | |
| CN101050485A (zh) | 爆炸焊复合板恢复塑性的热处理方法及其设备 | |
| KR102064511B1 (ko) | 셔터장치와 이를 구비한 기판 처리 장치 | |
| CN215095596U (zh) | 一种薄膜厚度均匀性的改善装置 | |
| KR101828436B1 (ko) | 다수의 냉각관을 이용한 금형 냉각 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110317 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120911 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121022 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151116 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5131003 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |