JP4351700B2 - Combined fabric and vulcanized rubber and method for producing the same - Google Patents
Combined fabric and vulcanized rubber and method for producing the same Download PDFInfo
- Publication number
- JP4351700B2 JP4351700B2 JP2006510581A JP2006510581A JP4351700B2 JP 4351700 B2 JP4351700 B2 JP 4351700B2 JP 2006510581 A JP2006510581 A JP 2006510581A JP 2006510581 A JP2006510581 A JP 2006510581A JP 4351700 B2 JP4351700 B2 JP 4351700B2
- Authority
- JP
- Japan
- Prior art keywords
- fabric
- rubber
- fiber
- weight
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004744 fabric Substances 0.000 title claims description 93
- 239000004636 vulcanized rubber Substances 0.000 title claims description 34
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 229920001971 elastomer Polymers 0.000 claims description 55
- 239000005060 rubber Substances 0.000 claims description 55
- 239000000835 fiber Substances 0.000 claims description 40
- 239000000853 adhesive Substances 0.000 claims description 34
- 230000001070 adhesive effect Effects 0.000 claims description 32
- 239000012948 isocyanate Substances 0.000 claims description 23
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 19
- -1 isocyanate compound Chemical class 0.000 claims description 17
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 13
- 238000005470 impregnation Methods 0.000 claims description 9
- 239000007787 solid Substances 0.000 claims description 9
- 238000004073 vulcanization Methods 0.000 claims description 8
- 244000043261 Hevea brasiliensis Species 0.000 claims description 7
- 229920003052 natural elastomer Polymers 0.000 claims description 7
- 229920001194 natural rubber Polymers 0.000 claims description 7
- 239000002174 Styrene-butadiene Substances 0.000 claims description 6
- 238000001035 drying Methods 0.000 claims description 6
- 229920000459 Nitrile rubber Polymers 0.000 claims description 5
- 229920000728 polyester Polymers 0.000 claims description 4
- 239000002904 solvent Substances 0.000 claims description 4
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 claims description 3
- 239000011115 styrene butadiene Substances 0.000 claims description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 3
- 239000002759 woven fabric Substances 0.000 claims description 3
- 229920002972 Acrylic fiber Polymers 0.000 claims description 2
- 244000025254 Cannabis sativa Species 0.000 claims description 2
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 claims description 2
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 claims description 2
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 2
- 229920000742 Cotton Polymers 0.000 claims description 2
- 239000004952 Polyamide Substances 0.000 claims description 2
- 239000005062 Polybutadiene Substances 0.000 claims description 2
- 239000004642 Polyimide Substances 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 229920006221 acetate fiber Polymers 0.000 claims description 2
- 229920006231 aramid fiber Polymers 0.000 claims description 2
- 229920005549 butyl rubber Polymers 0.000 claims description 2
- 235000009120 camo Nutrition 0.000 claims description 2
- 239000004917 carbon fiber Substances 0.000 claims description 2
- 235000005607 chanvre indien Nutrition 0.000 claims description 2
- 239000003365 glass fiber Substances 0.000 claims description 2
- 239000011487 hemp Substances 0.000 claims description 2
- 229920003049 isoprene rubber Polymers 0.000 claims description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 2
- 239000004745 nonwoven fabric Substances 0.000 claims description 2
- 229920001084 poly(chloroprene) Polymers 0.000 claims description 2
- 229920002647 polyamide Polymers 0.000 claims description 2
- 229920002857 polybutadiene Polymers 0.000 claims description 2
- 229920001721 polyimide Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 18
- 239000000243 solution Substances 0.000 description 16
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 9
- 150000002513 isocyanates Chemical class 0.000 description 9
- 238000011282 treatment Methods 0.000 description 9
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 239000002131 composite material Substances 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 238000004898 kneading Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- KVBYPTUGEKVEIJ-UHFFFAOYSA-N benzene-1,3-diol;formaldehyde Chemical compound O=C.OC1=CC=CC(O)=C1 KVBYPTUGEKVEIJ-UHFFFAOYSA-N 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000002845 discoloration Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 229920000126 latex Polymers 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000012779 reinforcing material Substances 0.000 description 3
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- 239000007983 Tris buffer Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- DGTNSSLYPYDJGL-UHFFFAOYSA-N phenyl isocyanate Chemical compound O=C=NC1=CC=CC=C1 DGTNSSLYPYDJGL-UHFFFAOYSA-N 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- RYYWUUFWQRZTIU-UHFFFAOYSA-K thiophosphate Chemical compound [O-]P([O-])([O-])=S RYYWUUFWQRZTIU-UHFFFAOYSA-K 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- MTZUIIAIAKMWLI-UHFFFAOYSA-N 1,2-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC=C1N=C=O MTZUIIAIAKMWLI-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- QORUGOXNWQUALA-UHFFFAOYSA-N N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 Chemical compound N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 QORUGOXNWQUALA-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 1
- 239000012190 activator Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- MVPPADPHJFYWMZ-UHFFFAOYSA-N chlorobenzene Chemical compound ClC1=CC=CC=C1 MVPPADPHJFYWMZ-UHFFFAOYSA-N 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000009408 flooring Methods 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 239000012770 industrial material Substances 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000010057 rubber processing Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 235000014692 zinc oxide Nutrition 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images





Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/14—Soles; Sole-and-heel integral units characterised by the constructive form
- A43B13/16—Pieced soles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/10—Layered products comprising a layer of natural or synthetic rubber next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
Landscapes
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Polymers & Plastics (AREA)
- Manufacturing & Machinery (AREA)
- Reinforced Plastic Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Description
本発明は、布帛と加硫ゴムの結合体及びその製造法、更に詳しくはゴム・ゴムスポンジ/繊維の接着方法に関する。 The present invention relates to a bonded body of a fabric and vulcanized rubber and a method for producing the same, and more particularly to a rubber / rubber sponge / fiber bonding method.
従来、主にゴムと繊維の接着技術は、タイヤ・ベルト・ホースなどの工業材料製造業界より多くの特許が出願されている。基本的にはタイヤ・ベルト・ホースなどのゴムと繊維の複合体を得るもので、例えばレゾルシンホルマリンラテックス(RFL)処理による接着、或いは練り込み型接着が行われている(例えば特許文献1〜2参照)。
RFLは、主に以下の3段階の工程でゴムと繊維の複合体を得る。
(1)エポキシ化合物やイソシアネート化合物で繊維を処理して、200〜250℃の高温で熱処理する、
(2)レゾルシン−ホルムアルデヒド初期縮合物とゴムラテックスの混合液(RFL液)で繊維を処理し、再度、200〜250℃の高温で熱処理する、
(3)未加硫のゴム中に、この処理した繊維材料を埋設して、加硫接着する。
練り込み型接着は、RFL処理にも用いられるレゾルシン−ホルムアルデヒド縮合物など(加熱によりホルムアルデヒドを発生するホルムアルデヒド発生剤)を、ゴム加工工程中に、ゴム側に配合し、繊維側の接着剤処理の有無にかかわらず、未加硫のゴムの加硫工程において繊維との接着を行ない、複合体を得る。
これらの加硫接着条件は、一般的には、加熱・加圧によるプレス成型で、タイヤ・ベルト・ホースなどのゴムと繊維の複合体(成形品)を得る加硫時間は、20〜30分以上と長い。これは用途に応じたもので、得られる製品の厚み(略10mm以上)によるところが大きい。ただし、繊維自体をゴムの補強材とした複合体(成形品)とするために、補強性・剛性の向上などを主な目的としている。
上記のような一般的なタイヤ・ベルト・ホースなどに見られる従来技術では、繊維をゴムの補強材として使用するための技術であり、本発明の繊維とゴムの接着技術とは全く異なるものである。即ち、上記タイヤなどに見られる接着処理技術における、RFL処理や練り込み型接着は、基本的に繊維がゴム中に埋設される。一方、後者の接着においては繊維がゴム中に埋設されることに限定されない。
またRFL処理については、繊維を高温で処理するため、繊維の劣化、老化が懸念され、繊維の強度低下を引き起こす。また、殆んどがカーボンブラックを添加するものであり、カラーが黒色に限定される。
練り込み型接着方法についてもホルムアルデヒドの影響により、繊維やゴムの変色の問題は避けることができず、視覚的に露出される個所への適用は困難である。また、上記のRFLおよび練り込み型接着方法は、処理方法や成形に費やす時間が長く、量産化においては設備費用が莫大となる。
本発明の課題は高温での処理が必要でなく、繊維の強度低下を引き起こすことがなく、エネルギー効率もよい布帛と加硫ゴムの結合体及びその製造法を提供することにある。
本発明の目的は短時間で加硫が完了し生産性が高く、必要な接着力が得られる布帛と加硫ゴムの結合体及びその製造法を提供することにある。
本発明の目的はホルムアルデヒドを使用しないので、ゴム・ゴムスポンジや繊維の変色がなく、カラー化が可能な布帛と加硫ゴムの結合体及びその製造法を提供することにある。Conventionally, many patents have been filed in the industrial material manufacturing industry such as tires, belts and hoses mainly for rubber and fiber bonding technology. Basically, a composite of rubber and fibers such as tires, belts and hoses is obtained. For example, adhesion by resorcin formalin latex (RFL) treatment or kneading type adhesion is performed (for example, Patent Documents 1 and 2). reference).
RFL obtains a composite of rubber and fiber mainly in the following three steps.
(1) The fiber is treated with an epoxy compound or an isocyanate compound and heat treated at a high temperature of 200 to 250 ° C.
(2) The fiber is treated with a mixed solution (RFL solution) of resorcin-formaldehyde initial condensate and rubber latex, and heat treated again at a high temperature of 200 to 250 ° C.
(3) The treated fiber material is embedded in unvulcanized rubber and vulcanized and bonded.
In kneading type adhesion, resorcin-formaldehyde condensate used for RFL treatment (formaldehyde generator that generates formaldehyde by heating) is blended on the rubber side during the rubber processing step, and the fiber side adhesive treatment is performed. Regardless of the presence or absence, adhesion to fibers is performed in the vulcanization process of unvulcanized rubber to obtain a composite.
These vulcanization adhesion conditions are generally 20 to 30 minutes for vulcanization time to obtain a composite (molded product) of rubber and fibers such as tires, belts and hoses by press molding by heating and pressing. More than that. This depends on the application and is largely dependent on the thickness of the product obtained (approximately 10 mm or more). However, in order to make a composite (molded product) in which the fiber itself is a rubber reinforcing material, the main purpose is to improve the reinforcement and rigidity.
The conventional technology found in the general tires, belts, hoses and the like as described above is a technology for using a fiber as a rubber reinforcing material, and is completely different from the fiber and rubber bonding technology of the present invention. is there. That is, in the RFL process and the kneading type adhesion in the adhesion processing technique found in the tire or the like, the fibers are basically embedded in the rubber. On the other hand, in the latter bonding, the fibers are not limited to being embedded in rubber.
Moreover, about RFL processing, since a fiber is processed at high temperature, there exists a concern about deterioration and aging of a fiber, and causes the strength reduction of a fiber. Most of them are carbon black added, and the color is limited to black.
Also in the kneading type bonding method, the problem of discoloration of fibers and rubbers cannot be avoided due to the influence of formaldehyde, and it is difficult to apply it to a place where it is visually exposed. In addition, the RFL and the kneading type bonding method take a long time for the processing method and molding, and the equipment cost becomes enormous in mass production.
An object of the present invention is to provide a combined fabric and vulcanized rubber that does not require high-temperature treatment, does not cause a decrease in fiber strength, and has high energy efficiency, and a method for producing the same.
An object of the present invention is to provide a combined fabric / vulcanized rubber and a method for producing the same, which can complete vulcanization in a short time, have high productivity, and obtain a necessary adhesive force.
An object of the present invention is to provide a combined fabric and vulcanized rubber that can be colored without the discoloration of rubber / rubber sponges and fibers without using formaldehyde, and a method for producing the same.
本発明は以下の発明に係る。
1. 布帛にイソシアネート化合物を含浸、乾燥させ、次にこれにスチレン系ポリマーを含む接着剤を含浸、乾燥させ、得られた布帛に未加硫ゴムを載せて、加熱プレスすることにより未加硫ゴムを加硫すると同時に布帛に接着させることにより得られる、布帛と加硫ゴムの結合体。
2. 布帛にイソシアネート化合物を含浸、乾燥させる工程、得られた布帛にスチレン系ポリマーを含む接着剤を含浸、乾燥させる工程、得られた布帛に未加硫ゴムを載せて、加熱プレスすることにより未加硫ゴムを加硫すると同時に布帛に接着させる工程を含むことを特徴とする、布帛と加硫ゴムの結合体の製造法。
3. 布帛にイソシアネート化合物を含浸、乾燥させる工程の前に、布帛を予め溶剤で前処理する、上記布帛と加硫ゴムの結合体の製造法。
本発明の布帛と加硫ゴムの結合体、布帛処理方法は、従来技術とは根本的に異なり、全く新しいゴム・ゴムスポンジ/繊維の接着手法に関する発明である。
本発明において、布帛としてはポリエステル繊維、ポリアミド繊維、アクリル繊維、ポリプロピレン繊維、アセテート繊維、ガラス繊維、カーボン繊維、アラミド繊維、ポリイミド繊維などの合成繊維、綿、絹、麻などの天然繊維、また他の繊維より得られた織布、不織布、編み布、一方これらを表面起毛させた布帛などを例示することができる。
これら布帛はイソシアネート化合物を含浸させる前に、予め溶剤で前処理するのが好ましい。溶剤としては、例えばトルエン、酢酸エチル、メチルエチルケトン、アセトンなどを例示することができる。
イソシアネート化合物としては、イソシアネート基を有する化合物なら特に限定されず、例えばフェニレンジイソシアネート,トリレンジイソシアネート(TDI),キシリレンジイソシアネート(XDI),トリフェニルメタントリイソシアネート(TTI)、ジフェニルメタンジイソシアネート(MDI)、トリス(フェニルイソシアネート)チオフホスフェート、ヘキサメチレンジイソシアネートなどのポリイソシアネート化合物を例示することができる。
布帛にイソシアネート化合物を含浸するには、例えば布帛をイソシアネート溶液に浸漬して含浸させる方法を例示することができるが、これに限定されるものではない。その際のイソシアネート溶液の固形分は0.5〜4.2重量%が好ましく、1〜3.5重量%が特に好ましい。イソシアネート化合物を含浸した後、約40〜100℃、好ましくは約60〜80℃で乾燥させ、次にこれにスチレン系ポリマーを含む接着剤を含浸、乾燥させる。
スチレン系ポリマーとしては、例えばスチレンブタジエンゴム(SBR)、スチレンブタジエン系熱可塑性エラストマー(SBS)などを例示することができる。本発明の接着剤はスチレン系ポリマー以外に例えば天然ゴム、アクリロニトリルブタジエンゴムなどを含むことができる。本発明の接着剤には、更に加硫促進剤、可塑剤、活性剤、亜鉛華、硫黄、ホワイトカーボンなどの補強材などを配合することができる。
本発明の接着剤の固形分中のスチレン含有量は2〜47重量%が好ましく、特に5〜40重量%が好ましい。接着剤の布帛への含浸比率は布帛重量に対して30重量%以上が好ましく、特に40〜100重量%が好ましい。
接着剤を含浸するには、例えば布帛を接着剤の溶液に浸漬して含浸させる方法を例示することができるが、これに限定されるものではない。接着剤を含浸した後、約40〜100℃、好ましくは約60〜80℃で乾燥させる。
上記のようにイソシアネート化合物とスチレン系ポリマーを含む接着剤を含浸して得られた布帛に未加硫ゴムを載せて(密着させて)、加熱プレスすることにより未加硫ゴムを加硫すると同時に布帛に接着させ、布帛と加硫ゴムの結合体を得ることができる。加熱プレスは約140〜180℃、好ましくは約150〜160℃で行うのが好ましい。加熱プレスの時間は通常3〜10分程度が好ましい。未加硫ゴムのゴム成分としては、例えば天然ゴム、イソプレンゴム、スチレンブタジエンゴム、アクリロニトリルブタジエンゴム、ブタジエンゴム、クロロプレンゴム、ブチルゴムなどを例示することができる。
本発明で得られた布帛と加硫ゴムの結合体は軽量性及び屈曲性において、極めて優れている。また擦り減りにくく耐久性(耐摩耗性)に優れている。
本発明の布帛と加硫ゴムの結合体は、例えば靴のソールの一部又は全部に用いることができ、好ましくはグリップ性を有するソール、さらに好ましくはグリップ性に優れたソールとして使用できる。それ以外にも例えば軍手、サッカー用グローブなどの手袋、衣服のワンポイントマーク、サポーター、バレーネットの支柱カバー、繊維強化ゴム(Fiber Reinforced Rubber)、各種用具のグリップ部分の滑り止めなどのテープ類、さらには床材料などに用いることができる。The present invention relates to the following inventions.
1. The fabric is impregnated with an isocyanate compound, dried, then impregnated with an adhesive containing a styrenic polymer, dried, and the unvulcanized rubber is placed on the resulting fabric and heated to press the unvulcanized rubber. A combined fabric and vulcanized rubber obtained by adhering to a fabric simultaneously with vulcanization.
2. The step of impregnating and drying the isocyanate compound on the fabric, the step of impregnating and drying the adhesive containing the styrene polymer on the obtained fabric, and placing the unvulcanized rubber on the resulting fabric and applying heat press A process for producing a combined fabric and vulcanized rubber comprising a step of vulcanizing a vulcanized rubber and simultaneously adhering it to the fabric.
3. A method for producing a combined body of a fabric and a vulcanized rubber, wherein the fabric is pretreated with a solvent in advance before the step of impregnating the fabric with an isocyanate compound and drying.
The combined fabric and vulcanized rubber of the present invention and the fabric processing method are fundamentally different from the prior art, and are inventions related to a completely new rubber / rubber sponge / fiber bonding method.
In the present invention, as the fabric, polyester fiber, polyamide fiber, acrylic fiber, polypropylene fiber, acetate fiber, glass fiber, carbon fiber, aramid fiber, polyimide fiber and other natural fibers, cotton, silk, hemp and other natural fibers, and others Examples thereof include woven fabrics, non-woven fabrics, knitted fabrics obtained from these fibers, and fabrics obtained by raising these surfaces.
These fabrics are preferably pretreated with a solvent in advance before impregnation with the isocyanate compound. Examples of the solvent include toluene, ethyl acetate, methyl ethyl ketone, and acetone.
The isocyanate compound is not particularly limited as long as it has an isocyanate group. For example, phenylene diisocyanate, tolylene diisocyanate (TDI), xylylene diisocyanate (XDI), triphenylmethane triisocyanate (TTI), diphenylmethane diisocyanate (MDI), tris. Examples of the polyisocyanate compound include (phenylisocyanate) thiophosphate and hexamethylene diisocyanate.
In order to impregnate the fabric with the isocyanate compound, for example, a method of impregnating the fabric by immersing the fabric in an isocyanate solution can be exemplified, but the method is not limited thereto. In this case, the solid content of the isocyanate solution is preferably 0.5 to 4.2% by weight, particularly preferably 1 to 3.5% by weight. After impregnating the isocyanate compound, it is dried at about 40 to 100 ° C., preferably about 60 to 80 ° C., and then impregnated with an adhesive containing a styrenic polymer and dried.
Examples of the styrene polymer include styrene butadiene rubber (SBR) and styrene butadiene thermoplastic elastomer (SBS). The adhesive of the present invention can contain, for example, natural rubber, acrylonitrile butadiene rubber and the like in addition to the styrene polymer. The adhesive of the present invention can further contain a vulcanization accelerator, a plasticizer, an activator, a reinforcing material such as zinc white, sulfur and white carbon.
The styrene content in the solid content of the adhesive of the present invention is preferably 2 to 47% by weight, particularly preferably 5 to 40% by weight. The impregnation ratio of the adhesive to the fabric is preferably 30% by weight or more, particularly preferably 40 to 100% by weight, based on the weight of the fabric.
In order to impregnate the adhesive, for example, a method of immersing and impregnating a fabric in an adhesive solution can be exemplified, but the present invention is not limited thereto. After impregnating the adhesive, it is dried at about 40-100 ° C, preferably about 60-80 ° C.
At the same time as vulcanizing the unvulcanized rubber by placing the unvulcanized rubber on the fabric obtained by impregnating the adhesive containing the isocyanate compound and the styrenic polymer as described above (adhering to the fabric), and pressing it with heat. By bonding to a fabric, a combined body of the fabric and vulcanized rubber can be obtained. The hot pressing is preferably performed at about 140 to 180 ° C, preferably about 150 to 160 ° C. The heating press time is usually preferably about 3 to 10 minutes. Examples of the rubber component of the unvulcanized rubber include natural rubber, isoprene rubber, styrene butadiene rubber, acrylonitrile butadiene rubber, butadiene rubber, chloroprene rubber, and butyl rubber.
The combined body of the fabric and vulcanized rubber obtained in the present invention is extremely excellent in lightness and flexibility. In addition, it is hard to wear out and has excellent durability (wear resistance).
The combined body of the fabric and vulcanized rubber of the present invention can be used, for example, in part or all of the sole of a shoe, preferably a sole having grip properties, and more preferably a sole having excellent grip properties. Other than that, for example, gloves such as gloves and gloves for soccer, one point mark of clothes, supporters, support covers for valley nets, fiber reinforced rubber, tapes for slipping of grip parts of various tools, Furthermore, it can be used for flooring materials.
以下に参考例及び実施例を挙げ、本発明を具体的に説明するが、本発明は何らこれに限定されるものではない。
参考例1 (イソシアネート溶液の作成)
トリス(フェニルイソシアネート)チオフホスフェート27重量%、酢酸エチル71重量%、モノクロロベンゼン2重量%からなる住友バイエルウレタン(株)社製デスモジュールRFEをトルエンと1:10で希釈して、イソシアネート化合物の含有量を2.45重量%のイソシアネート溶液を作成した。
参考例2 (接着剤溶液の作成)
天然ゴムとスチレン含量23.5重量%のスチレンブタジエンゴム(SBR)を主成分とする表1に示した組成から成る接着剤をトルエンと5:95で希釈し、接着剤溶液(1)を作成した。接着剤の固形分全体に対するスチレンの含量は4.7重量%であった。

表2に示した組成から成る未加硫ゴムをロール加工により作成し、厚さ4.5mmの未加硫ゴムのシートを作成した。
Reference Example 1 (Preparation of isocyanate solution)
Sumitomo Bayer Urethane Co., Ltd. Desmodur RFE consisting of 27% by weight of tris (phenylisocyanate) thiophosphate, 71% by weight of ethyl acetate and 2% by weight of monochlorobenzene was diluted 1:10 with toluene to obtain an isocyanate compound. An isocyanate solution having a content of 2.45% by weight was prepared.
Reference Example 2 (Preparation of adhesive solution)
An adhesive solution (1) is prepared by diluting an adhesive composed of natural rubber and styrene butadiene rubber (SBR) having a styrene content of 23.5% by weight with a composition shown in Table 1 with toluene at 5:95. did. The content of styrene based on the total solid content of the adhesive was 4.7% by weight.
Unvulcanized rubber having the composition shown in Table 2 was prepared by roll processing to prepare a sheet of unvulcanized rubber having a thickness of 4.5 mm.
実施例1
ポリエステル繊維より得られた織布(表面起毛50cm×25cm)をトルエン溶液に1分浸漬して取出した後、70℃で25分放置して乾燥後、参考例1のイソシアネート溶液に3分浸漬して取出した後、70℃で30分乾燥させ、次いで参考例2の接着剤溶液に3分浸漬して取出した後、70℃で30分乾燥させた。接着剤の布帛への含浸比率は布帛重量に対して45重量%であった。得られた布帛に参考例3の未加硫ゴムのシートを載置し、155℃で5分加熱プレスして未加硫ゴムを加硫すると同時に布帛に接着させて布帛と加硫ゴムの結合体を得た。
得られた結合体のゴムと布帛の間の引裂剥離強度を以下の方法により測定した。その結果、5.4kgf・cmの引裂剥離強度が得られた。結果を表3に示す。
測定方法
引張試験機:(株)東洋精機製作所製 STROGRAPH V1−B
引裂試験方法:クロスヘッドスピード 50mm/min.で一端はゴムを、一端は布帛をチャックし、上記の条件により荷重と変位を計測した。一端をチャックするゴムの厚さは4mm、幅2cmとした。
引裂試験強度:上記の試験により得られた荷重、変位から、チャックしたゴムの単位幅あたりの剥離エネルギーE1(図1)を布帛とゴムの引裂剥離強度とした。
実施例2〜5及び比較例1
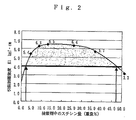
スチレン含量23.5重量%、46.0重量%、65.0重量%の3種のスチレンブタジエンゴム(SBR)のいずれか1種と、天然ゴムを主成分とする表3に示した組成から成る接着剤を用いた以外は実施例1と同様にして布帛と加硫ゴムの結合体を得た。
得られた結合体のゴムと布帛の間の引裂剥離強度を実施例1と同様にして測定した結果を表3及び図2に示す。
参考例2の接着剤溶液の作成時に、トルエンの比率を変更して、接着剤の布帛への含浸比率が20重量%(比較例2)、35重量%、80重量%、130重量%(実施例6〜8)となるようにした以外は実施例1と同様にして布帛と加硫ゴムの結合体を得た。
得られた結合体のゴムと布帛の間の引裂剥離強度を実施例1と同様にして測定した結果を図3に示す。
実施例9〜12及び比較例3〜4
参考例1のイソシアネート溶液の作成時に、トルエンの比率を変更して、イソシアネート溶液の固形分の濃度が1.2重量%、2.0重量%、2.5重量%、3.7重量%(実施例9〜12)、0重量%、4.5重量%(比較例3〜4)となるようにした以外は実施例1と同様にして布帛と加硫ゴムの結合体を得た。
得られた結合体のゴムと布帛の間の引裂剥離強度を実施例1と同様にして測定した結果を図4に示す。
比較例5
実施例1において接着剤を用いず、イソシアネート溶液に浸漬、乾燥させた布帛を用いて、その他は実施例1と同様にして、布帛と加硫ゴムの結合体を得た。得られた結合体のゴムと布帛の間の引裂剥離強度は1.6kgf・cmであった。
試験例1
本発明の接着手法と一般的なRFL処理の剥離強度の比較を以下のように行った。
(1) 本発明接着剤および処理条件
接着剤の布帛への含浸比率は布帛重量に対して30重量%とし、未加硫ゴムと布帛を160℃×6分の条件で加熱プレスした以外は、実施例1と同様にして布帛と加硫ゴムの結合体を得た。得られた結合体のゴムと布帛の間の引裂剥離強度は6.5kgf・cmであった。また、布帛の色は元の濃いグレイ色よりむしろ明るいグレイ色に改良されていた。
(2) RFL処理
実施例1と同様に繊維を洗浄し、イソシアネート化合物で処理した後、250℃×1分で熱処理し、次いでレゾルシン−ホルムアルデヒド初期化合物とゴムラテックスの混合液(RFL)で繊維処理し、250℃×1分で熱処理して未加硫ゴムと布帛を160℃×6分の条件で加熱プレスして布帛と加硫ゴムの結合体を得た。得られた結合体のゴムと布帛の間の引裂剥離強度は2.7kgf・cmであった。また、布帛の色は元の濃いグレイ色が茶褐色に変色していた。
(3)繊維の強度変化の測定
上記(1)及び(2)の処理後の繊維の引張強度、伸び、引裂強度を未処理の繊維の強度と併せて図5に示す。引張強度、伸び、引裂強度はそれぞれJIS L 1018により測定した。
試験例2
実施例3の接着剤を含浸させたポリエステル布帛の上に加硫ゴムを図6(c)のようにパターン状に載せ、実施例1と同様にして布帛と加硫ゴムの結合体を得た。この結合体を図6(d)のように周囲を抜き型により所望の形状にカットして、図6(b)のシューズのソールの前足部にウレタン系接着剤により接着して貼り付け図6(a)のソールを得た。Example 1
A woven fabric (surface raised 50 cm × 25 cm) obtained from polyester fiber is taken out by immersing in a toluene solution for 1 minute, left standing at 70 ° C. for 25 minutes, dried, and then immersed in the isocyanate solution of Reference Example 3 for 3 minutes. After being taken out, it was dried at 70 ° C. for 30 minutes, then immersed in the adhesive solution of Reference Example 3 for 3 minutes, taken out, and then dried at 70 ° C. for 30 minutes. The impregnation ratio of the adhesive to the fabric was 45% by weight with respect to the fabric weight. Place the unvulcanized rubber sheet of Reference Example 3 on the obtained fabric, heat press at 155 ° C. for 5 minutes to vulcanize the unvulcanized rubber, and simultaneously bond to the fabric to bond the fabric and vulcanized rubber Got the body.
The tear peel strength between the rubber and the fabric of the obtained bonded body was measured by the following method. As a result, a tear peel strength of 5.4 kgf · cm was obtained. The results are shown in Table 3.
Measuring method Tensile testing machine: STROGRAPH V1-B manufactured by Toyo Seiki Seisakusho Co., Ltd.
Tear test method:
Tear test strength: From the load and displacement obtained by the above test, the peel energy E1 (FIG. 1) per unit width of the chucked rubber was taken as the tear peel strength between the fabric and rubber.
Examples 2 to 5 and Comparative Example 1
From one of three styrene butadiene rubbers (SBR) having a styrene content of 23.5% by weight, 46.0% by weight, and 65.0% by weight, and the composition shown in Table 3 mainly composed of natural rubber. A combined fabric and vulcanized rubber was obtained in the same manner as in Example 1 except that the above adhesive was used.
Table 3 and FIG. 2 show the results of measuring the tear peel strength between the rubber and the fabric of the obtained bonded body in the same manner as in Example 1.
When the adhesive solution of Reference Example 2 was prepared, the ratio of toluene was changed so that the impregnation ratio of the adhesive into the fabric was 20% by weight (Comparative Example 2), 35% by weight, 80% by weight, and 130% by weight (implementation). Except for changing to Examples 6 to 8), a combined fabric and vulcanized rubber was obtained in the same manner as in Example 1.
FIG. 3 shows the results of measuring the tear peel strength between the rubber and the fabric of the obtained bonded body in the same manner as in Example 1.
Examples 9-12 and Comparative Examples 3-4
When the isocyanate solution of Reference Example 1 was prepared, the ratio of toluene was changed so that the solid content concentration of the isocyanate solution was 1.2 wt%, 2.0 wt%, 2.5 wt%, 3.7 wt% ( Examples 9 to 12), 0% by weight, 4.5% by weight (Comparative Examples 3 to 4) Except that the amounts were changed to those of Example 1, fabric / vulcanized rubber conjugates were obtained.
FIG. 4 shows the results of measuring the tear peel strength between the rubber and the fabric of the obtained bonded body in the same manner as in Example 1.
Comparative Example 5
A fabric / vulcanized rubber conjugate was obtained in the same manner as in Example 1 except that the fabric was immersed and dried in an isocyanate solution without using an adhesive. The tear peel strength between the rubber and the fabric of the obtained bonded body was 1.6 kgf · cm.
Test example 1
Comparison of peel strength between the adhesion method of the present invention and general RFL treatment was performed as follows.
(1) Adhesive of the present invention and treatment conditions The impregnation ratio of the adhesive to the fabric was 30% by weight with respect to the fabric weight, and the unvulcanized rubber and the fabric were heated and pressed under the conditions of 160 ° C. × 6 minutes. A combined fabric and vulcanized rubber was obtained in the same manner as in Example 1. The tear peel strength between the rubber and the fabric of the obtained bonded body was 6.5 kgf · cm. Also, the fabric color was improved to a light gray color rather than the original dark gray color.
(2) RFL treatment The fiber was washed in the same manner as in Example 1 and treated with an isocyanate compound, followed by heat treatment at 250 ° C. for 1 minute, and then treated with a mixed solution (RFL) of resorcin-formaldehyde initial compound and rubber latex. Then, heat treatment was performed at 250 ° C. for 1 minute, and the unvulcanized rubber and the fabric were heated and pressed under the conditions of 160 ° C. for 6 minutes to obtain a combined fabric and vulcanized rubber. The tear peel strength between the rubber and the fabric of the obtained bonded body was 2.7 kgf · cm. In addition, the original dark gray color of the fabric was changed to brown.
(3) Measurement of fiber strength change FIG. 5 shows the tensile strength, elongation, and tear strength of the fibers after the treatments (1) and (2) above, together with the strength of the untreated fibers. Tensile strength, elongation, and tear strength were measured according to JIS L 1018.
Test example 2
The vulcanized rubber was placed in a pattern as shown in FIG. 6C on the polyester fabric impregnated with the adhesive of Example 3, and a combined fabric and vulcanized rubber was obtained in the same manner as in Example 1. . As shown in FIG. 6 (d), the combined body is cut into a desired shape with a punching die and adhered to the front foot portion of the sole of the shoe shown in FIG. 6 (b) with a urethane-based adhesive. The sole of (a) was obtained.
本発明の方法では高温での処理が必要でなく、繊維の強度低下を引き起こすことがなく、エネルギー効率もよい布帛と加硫ゴムの結合体を得ることができる。
また本発明では短時間で加硫が完了し生産性が高く、必要な接着力を有する布帛と加硫ゴムの結合体が得られる。
また本発明ではホルムアルデヒドを使用しないので、ゴム・ゴムスポンジスポンジや繊維の変色がなく、カラー化が可能な布帛と加硫ゴムの結合体を得ることができる。The method of the present invention does not require treatment at a high temperature, does not cause a decrease in fiber strength, and can provide a combination of a fabric and a vulcanized rubber with high energy efficiency.
Further, in the present invention, the vulcanization is completed in a short time, the productivity is high, and the combined body of the fabric and the vulcanized rubber having the necessary adhesion can be obtained.
Further, since formaldehyde is not used in the present invention, it is possible to obtain a combined fabric of vulcanized rubber and a rubber / rubber sponge sponge or fiber which can be colored without discoloration.
Claims (6)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2004/002788 WO2005085332A1 (en) | 2004-03-05 | 2004-03-05 | Fabric-vulcanized rubber composite and process for production thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2005085332A1 JPWO2005085332A1 (en) | 2008-01-17 |
| JP4351700B2 true JP4351700B2 (en) | 2009-10-28 |
Family
ID=34917832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006510581A Expired - Lifetime JP4351700B2 (en) | 2004-03-05 | 2004-03-05 | Combined fabric and vulcanized rubber and method for producing the same |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4351700B2 (en) |
| CN (1) | CN101001903B (en) |
| WO (1) | WO2005085332A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013233428A (en) * | 2012-05-02 | 2013-11-21 | Adidas Ag | Method for manufacturing upper for shoe |
| KR101913554B1 (en) | 2017-09-14 | 2018-10-31 | 손미숙 | Rubber composite, film using the same and method for manufacturing film using the same |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7803438B2 (en) * | 2004-09-30 | 2010-09-28 | Ansell Healthcare Products Llc | Polymeric shell adherently supported by a liner and a method of manufacture |
| CN102133806A (en) * | 2010-01-27 | 2011-07-27 | 翰林国际工艺有限公司 | Sole recycling and processing method and composite material prepared by using same |
| FR2984228B1 (en) | 2011-12-16 | 2016-09-30 | Soc De Tech Michelin | TREAD BAND HAVING SCULPTURE ELEMENTS COVERED WITH AN IMPREGNATED FIBER ASSEMBLY |
| FR2984225B1 (en) * | 2011-12-16 | 2014-04-25 | Michelin Soc Tech | PNEUMATIC BANDAGE WITH A TREAD COMPRISING AN IMPREGNATED FELT |
| CN102742983B (en) * | 2012-07-19 | 2016-01-06 | 力其国际有限公司 | The preparation method of rubber layer mold stampings |
| WO2015025398A1 (en) * | 2013-08-22 | 2015-02-26 | 株式会社アシックス | Article production system, article production method, and pallet |
| CN105747365B (en) * | 2016-04-22 | 2018-07-20 | 福建登泰科技有限公司 | One kind is beaten without deburring slightly can integrally formed sole and its manufacture craft |
| CN106585053A (en) * | 2016-12-01 | 2017-04-26 | 天津鼎兴橡塑有限公司 | Production technology for rubber running track coiled material |
| CN109503960B (en) * | 2018-12-07 | 2021-07-06 | 江苏先诺新材料科技有限公司 | Polyimide fiber reinforced rubber composite material and preparation method thereof |
| CN109762215A (en) * | 2019-01-17 | 2019-05-17 | 北京化工大学 | High-performance polyimide long fiber reinforcement rubber composite material and preparation method thereof |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6022105B2 (en) * | 1977-07-01 | 1985-05-31 | 旭化成株式会社 | Method for improving adhesion of synthetic fiber materials for elastomer reinforcement |
| JPH08113657A (en) * | 1994-10-17 | 1996-05-07 | Bando Chem Ind Ltd | Bonding of fiber material to rubber composition |
| US6008286A (en) * | 1997-07-18 | 1999-12-28 | 3M Innovative Properties Company | Primer composition and bonding of organic polymeric substrates |
| CN1188455C (en) * | 1999-08-23 | 2005-02-09 | 帝人株式会社 | Process for producing adhesive-treated polyester fiber cord |
-
2004
- 2004-03-05 JP JP2006510581A patent/JP4351700B2/en not_active Expired - Lifetime
- 2004-03-05 WO PCT/JP2004/002788 patent/WO2005085332A1/en active Application Filing
- 2004-03-05 CN CN2004800422351A patent/CN101001903B/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013233428A (en) * | 2012-05-02 | 2013-11-21 | Adidas Ag | Method for manufacturing upper for shoe |
| US10059071B2 (en) | 2012-05-02 | 2018-08-28 | Adidas Ag | Method for manufacturing an upper for a shoe |
| KR101913554B1 (en) | 2017-09-14 | 2018-10-31 | 손미숙 | Rubber composite, film using the same and method for manufacturing film using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101001903B (en) | 2010-07-21 |
| WO2005085332A1 (en) | 2005-09-15 |
| JPWO2005085332A1 (en) | 2008-01-17 |
| CN101001903A (en) | 2007-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101357786B (en) | Aqueous treatment agent | |
| JP4351700B2 (en) | Combined fabric and vulcanized rubber and method for producing the same | |
| CN100487188C (en) | Cord for rubber reinforcement, process for producing the same, and rubber product made with the same | |
| JP2019507817A (en) | Modified polymer and stable emulsion comprising said modified polymer | |
| JP2008261489A (en) | Power transmission belt | |
| JP5475265B2 (en) | Method for producing aromatic polyamide fiber cord for reinforcement | |
| US6248450B1 (en) | High adhesion of a variety of rubber compounds to fabric using a single resorcinol-formaldehyde latex composition | |
| JP2007009966A (en) | Transmission belt | |
| AU2017226663A1 (en) | Rubber composition, laminate body, and conveyer belt | |
| JP2006274530A (en) | Polyester fiber material that has improved adhesion with rubber, and method for producing the same | |
| JP4792053B2 (en) | Aqueous treatment agent applied to reinforcing fibers | |
| JP3735084B2 (en) | Toothed belt | |
| JP2004292735A (en) | Process for producing bonded product of ethylene-alpha-olefin rubber composition to fiber and power transmission belt | |
| JP2006124484A (en) | Method for producing bonded product of ethylene/alpha-olefin rubber composition and fiber and power transmission belt | |
| JP2002317855A (en) | Transmission belt and adhesion method of poly-phenylene benzobisoxazole fiber | |
| Sagitova et al. | THE POSSIBILITIES OF INCREASING THE STRENGTH OF CONNECTING RUBBER AND TEXTILE CORD IN THE CARCASE OF CARS | |
| JP2000234277A (en) | Bonding of ethylene-alpha-olefin rubber composition to fiber cord | |
| JP3247296B2 (en) | Double-sided toothed belt and manufacturing method thereof | |
| JP2007071228A (en) | Transmission belt | |
| JP2009019760A (en) | Power transmission belt | |
| JP2003240055A (en) | Power transmission belt | |
| JP2001234473A (en) | Method for bonding ethylene-alpha-olefin rubber composition to fiber | |
| JP2003027376A (en) | ADHEREND OF ETHYLENE/alpha-OLEFIN RUBBER COMPOSITION WITH FIBER AND DRIVING BELT USING THE SAME | |
| JPS61166838A (en) | Bonding of aromatic polyamide fiber and rubber compound | |
| JP2003096407A (en) | METHOD FOR PRODUCING ADHESIVE ARTICLE OF ETHYLENE-alpha- OLEFIN RUBBER COMPOSITION WITH FIBER, AND POWDER TRANSMISSION BELT |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070205 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090310 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090714 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090724 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120731 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4351700 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120731 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130731 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130731 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140731 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |