EP3988305A1 - Method for operating a flexographic printing machine, flexographic printing machine, system and sleeve for a flexographic printing form - Google Patents
Method for operating a flexographic printing machine, flexographic printing machine, system and sleeve for a flexographic printing form Download PDFInfo
- Publication number
- EP3988305A1 EP3988305A1 EP21199375.3A EP21199375A EP3988305A1 EP 3988305 A1 EP3988305 A1 EP 3988305A1 EP 21199375 A EP21199375 A EP 21199375A EP 3988305 A1 EP3988305 A1 EP 3988305A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flexographic printing
- data
- printing
- sleeve
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/04—Tripping devices or stop-motions
- B41F33/14—Automatic control of tripping devices by feelers, photoelectric devices, pneumatic devices, or other detectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/08—Cylinders
- B41F13/10—Forme cylinders
- B41F13/12—Registering devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/08—Cylinders
- B41F13/10—Forme cylinders
- B41F13/12—Registering devices
- B41F13/14—Registering devices with means for displacing the cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/08—Cylinders
- B41F13/24—Cylinder-tripping devices; Cylinder-impression adjustments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/06—Devices for attaching printing elements or formes to supports for attaching printing elements to forme cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/10—Devices for attaching printing elements or formes to supports for attaching non-deformable curved printing formes to forme cylinders
- B41F27/105—Devices for attaching printing elements or formes to supports for attaching non-deformable curved printing formes to forme cylinders for attaching cylindrical printing formes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/14—Devices for attaching printing elements or formes to supports for attaching printing formes to intermediate supports, e.g. adapter members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0009—Central control units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0027—Devices for scanning originals, printing formes or the like for determining or presetting the ink supply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0036—Devices for scanning or checking the printed matter for quality control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0081—Devices for scanning register marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/16—Programming systems for automatic control of sequence of operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F5/00—Rotary letterpress machines
- B41F5/04—Rotary letterpress machines for printing on webs
- B41F5/16—Rotary letterpress machines for printing on webs for multicolour printing
- B41F5/18—Rotary letterpress machines for printing on webs for multicolour printing using one impression cylinder co-operating with several forme cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F5/00—Rotary letterpress machines
- B41F5/24—Rotary letterpress machines for flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/12—Devices for attaching printing elements or formes to supports for attaching flexible printing formes
- B41F27/1262—Devices for attaching printing elements or formes to supports for attaching flexible printing formes without tensioning means
- B41F27/1275—Devices for attaching printing elements or formes to supports for attaching flexible printing formes without tensioning means by means of adhesives, staples
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F9/00—Rotary intaglio printing presses
- B41F9/02—Rotary intaglio printing presses for multicolour printing
- B41F9/023—Web printing presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F9/00—Rotary intaglio printing presses
- B41F9/06—Details
- B41F9/18—Auxiliary devices for exchanging forme cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2200/00—Printing processes
- B41P2200/10—Relief printing
- B41P2200/12—Flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/20—Means enabling or facilitating exchange of tubular printing or impression members, e.g. printing sleeves, blankets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/20—Means enabling or facilitating exchange of tubular printing or impression members, e.g. printing sleeves, blankets
- B41P2227/21—Means facilitating exchange of sleeves mounted on cylinders without removing the cylinder from the press
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/10—Starting-up the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/10—Starting-up the machine
- B41P2233/11—Pre-inking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/10—Starting-up the machine
- B41P2233/13—Pre-registering
Definitions
- the invention relates to a method having the features of the preamble of claim 1.
- the invention further relates to a flexographic printing machine, wherein the flexographic printing machine is operated according to a method according to the invention for printing a printing material with flexographic printing ink, having the features of the preamble of claim 27
- the invention further relates to a system comprising a flexographic printing machine according to the invention and a measuring device for measuring the dot density of the flexographic printing form, having the features of the preamble of claim 30.
- the invention also relates to a sleeve for use in a method according to the invention or for use in a flexographic printing machine according to the invention or for use in a system according to the invention with the features of the preamble of claim 33.
- the invention lies in the technical field of the graphics industry and there in particular in the field of operating a flexographic printing machine, i.e. a rotary printing machine for printing with flexographic printing forms.
- the invention is in the sub-area of controlling or regulating the machine or its drives and/or actuators to increase the print quality and productivity and/or to avoid or reduce malfunctions.
- the print motifs can have places where a lot is printed and places where little is printed; and places where there is no or only insignificant printing.
- Flexographic printing forms can be measured before printing, for example in a measuring station.
- the Post-Released DE102020111351A1 discloses a device for measuring elevations on the surface of a body of revolution and creates an improvement which, in particular, makes it possible to measure elevations of bodies of revolution, such as flexographic printing dots of a flexographic printing plate, quickly and with high precision.
- a flexographic printing plate mounted on a sleeve, with a first motor for rotating the rotating body about an axis of rotation and with a Measuring device is characterized in that the measuring device for contactless measurement comprises at least one radiation source and at least one area camera.
- DE3302798A1 discloses a device for presetting on printing presses, with a contrast reading device scanning a printing plate clamped on a plate cylinder in a multifunctional manner in such a way that the register and ink zone presetting can be set directly within the printing press by means of a control signal switched via an arithmetic unit and memory unit. The area coverage of the plate and the position of the plate on the plate cylinder can be measured.
- a method for operating a flexographic printing machine, with a printing cylinder carrying a sleeve with at least one flexographic printing forme or a flexographic printing cylinder and an impression cylinder, wherein at least one parameter of the flexographic printing machine is set, is characterized in that the sleeve is marked with an ID, that the ID in a flexographic printing unit of the flexographic printing machine or in the flexographic printing machine, that data stored for the ID is transmitted to the flexographic printing unit or the flexographic printing machine and that the data is used when setting the parameter.
- a flexographic printing machine with at least one flexographic printing unit - comprising a printing cylinder carrying a sleeve with at least one flexographic printing forme or a flexographic printing cylinder, an impression cylinder and an anilox roller - wherein the flexographic printing machine is operated for printing a printing material with flexographic printing ink according to one of the preceding methods, is characterized in that that the flexographic printing machine comprises a device for detecting the ID of the sleeve.
- a system according to the invention consisting of a flexographic printing machine according to the invention and a measuring device for measuring the dot density of the flexographic printing form, is characterized in that the sleeve is marked with a machine-readable ID.
- a sleeve for a flexographic printing forme where the flexographic printing forme or the sleeve is marked with a machine-readable ID, for use in a method according to the invention or for use in a flexographic printing machine according to the invention or for use in a system according to the invention, is characterized in that the machine-readable ID is machine-readable is read out and stored on a computer for retrieval.
- the invention advantageously makes it possible to print cost-effectively and with high quality in industrial flexographic printing.
- the method according to the invention advantageously also makes it possible to further automate the printing.
- the invention is described and shown for a flexographic printing machine or for flexographic printing forms (letterpress).
- the invention can be used for engraved printing forms or engraved sleeves (intaglio printing).
- flexo can be used in this Registration therefore alternatively “deep” or “flexo or deep” can be used.
- sleeves with flexographic printing form “sleeve with engraved form” or “engraved sleeve” or “laser engraved sleeve” or “endless sleeve engraved with laser” or “endless printing form” or “endless printing sleeve” can be used.
- the Figures 1 to 5 show a flexographic printing machine, a measuring station with a measuring device (various embodiments) and a measuring method.
- the figures 6 and 7 show a flexographic printing machine and a device for controlling the contact pressure or the contact pressure and figure 8 a procedure.
- the figure 9 shows the captured image of a sleeve with two flexographic printing forms as an example.
- figure 1 shows a cross section of a rotatable support cylinder 1 of a measuring station 2 (alternatively called: measuring device or measuring apparatus), a sleeve 3 held on the support cylinder and a sleeve held on the sleeve - preferably by means of an adhesive tape 4 (or alternatively by means of an adhesive coating of the sleeve) on the sleeve fastened (so-called “mounting") - and at least with regard to their topography to be measured printing plate 5 (flexographic printing form) as a rotating body 6. It several flexographic printing plates 5 adjacent to one another - be mounted on the sleeve - in the axial direction and/or in the circumferential direction.
- a motor 7 can be present in the measuring station for rotating the carrier cylinder during the measurement.
- the measuring station can be part of a so-called “mounter” (in which printing plates are mounted on carrier sleeves) or can be provided separately from a “mounter”.
- the measuring station can be provided separately from a printing press 8 (flexographic printing press)—with at least one printing unit 9 (flexographic printing unit) for the printing plate 5 and a dryer 10 for printing and drying a preferably web-shaped printing material 11.
- the printing plate is preferably a flexographic printing form with a diameter of 106 mm to 340 mm.
- the dryer is preferably a hot air dryer and/or a UV dryer and/or an electron beam dryer and/or an IR dryer.
- the sleeve can be pushed laterally onto the carrier cylinder.
- the carrier cylinder can have openings in its outer surface, from which - to widen the sleeve and to generate an air cushion when pushed on - compressed air can be ejected.
- the sleeve with the printing plate can be removed from the measuring device and pushed onto a printing cylinder of the printing unit in the printing press.
- a hydraulic clamping system can also be used as an alternative to the pneumatic clamping system.
- figure 1 12 also shows a digital computer and/or digital memory 39, 39b, 123, 317, 401 and/or 403.
- the measuring device can generate data and transmit it to the computer/memory.
- the data can be measured values or data derived from them, which are generated when the sleeve 3 and/or the flexographic printing form(s) 5 are measured.
- the computer/memory can be part of the measuring device 2 or part of the flexographic printing machine 8; or can be provided separately, e.g. as a central computer/memory (e.g. a print shop) or cloud-based.
- the computer/memory can transmit data to the flexographic printing machine, for example the measured values or the data derived therefrom or data further derived therefrom.
- the further derived data can be generated by a computer-implemented algorithm and/or an AI (Artificial Intelligence; software- and/or hardware-based, self- and machine-learning system).
- AI Artificial Intelligence; software- and/or hardware-based, self- and machine-learning system.
- the computer/memory can receive data from several measuring stations and data to several Transferred to flexographic printing machine.
- the system consisting of flexographic printing machine(s), measuring station(s) and computer/memory allows for a high level of automation during printing, right through to autonomous printing; Error-prone inputs and/or changes to data on the part of the operator can be avoided in this advantageous way.
- the measuring station 2 can be calibrated with the aid of measuring rings 12 on the carrier cylinder 1 .
- a measuring sleeve or the carrier cylinder itself can be used for calibration.
- figure 1 12 also shows a digital computer and/or digital memory 39, 39b, 123, 317, 401 and/or 403.
- the measuring device can generate data and transmit it to the computer/memory.
- the data can be measured values or data derived from them, which are generated when the sleeve 3 and/or the flexographic printing form(s) 5 are measured.
- the computer/memory can be part of the measuring device 2 or part of the flexographic printing machine 8; or can be provided separately, e.g. as a central computer/memory (e.g. a print shop) or cloud-based.
- the computer/memory can transmit data to the flexographic printing machine or receive data from the flexographic printing machine, eg the measured values or the data derived therefrom or data further derived therefrom.
- the further derived data can be generated by a computer-implemented algorithm and/or an AI (Artificial Intelligence; software- and/or hardware-based, self- and machine-learning system).
- the computer/memory can receive data from a number of measurement stations and can transmit data to and receive data from a number of flexographic printing machines.
- the system consisting of flexographic printing machine(s), measuring station(s) and computer/memory allows for a high level of automation during printing, right through to autonomous printing; Error-prone inputs and/or changes to data on the part of the operator can be avoided in this advantageous way.
- the following figures show preferred embodiments of devices for the non-contact measurement of elevations 13 on the surface 14 of a rotary body 6 designed as a flexographic printing form of the printing press 8 (cf. Figure 2C ).
- the elevations can be flexographic printing dots (in the grid) or flexographic printing areas (in the full area) of a flexographic printing plate.
- the measurement of a printing plate 5 is described as an example. By measuring the printing plate, an automatic presetting of the respective optimal working pressure between the cylinders involved in the printing process, eg screen cylinder 15, impression cylinder 16 with printing plate 5 and impression cylinder 17, is made possible.
- the Figures 2A to 2C show a preferred embodiment of the device for measuring the topography of a printing plate 5; Figure 2A in cross section, Figure 2B in top view and Figure 2C an enlarged section Figure 2A .
- the topography is preferably recorded with a plurality of devices 18 as part of a 3D radius determination with an optional reference line.
- 2D means that a section of the printing plate 5 (e.g. annular height profile) is scanned and "3D” means that the entire printing plate 5 (e.g. cylindrical height profile composed of annular height profiles) is scanned.
- the device comprises a plurality of radiation sources 19, in particular light sources 19, preferably LED light sources, at least one reflector 20, e.g. a mirror, and at least one light receiver 21, preferably an area camera and particularly preferably a high-speed camera.
- light sources are assumed to be the radiation sources, i.e. visible light is emitted.
- the radiation source can emit other electromagnetic radiation, e.g., infrared.
- the light sources are preferably arranged in a row perpendicular to the axis of rotation 22 of the carrier cylinder 1 and produce a light curtain 23, with the carrier cylinder 1 with sleeve 3 and printing plate 5, i.e. the contour, generating a shadow 24.
- the reflected and then received light 25, ie essentially the emitted light 23 without the light 24 shaded by the topography 13, carries information about the topography 13 to be measured.
- the reflector 20 can be designed as a reflective foil.
- the light source 19 is planar (area camera).
- the light source preferably emits visible light.
- the light sources 19 and receivers 21 preferably cover the Working width 26, ie the expansion of the pressure plate 5 in the direction of its axis 22 (eg 1650 mm), from.
- n light sources 19 and light receivers 21 can be provided, for example 2>n>69. A higher cap than 69 may be required when using smaller sized cameras. If the entire working width 26 is covered, the printing plate 5 can be measured during one revolution of the carrier cylinder 1. Otherwise, the light sources and light receivers must be moved or clocked in the axial direction 27 along the printing plate.
- Inexpensive but fast-working cameras 21 are preferably used, e.g. black-and-white cameras.
- the cameras can record 5 individual images or a film as the printing plate rotates.
- the device consisting of light sources 19, reflector 20 and light receiver 21 can preferably be moved in a direction 28 perpendicular to the axis 22 of the carrier cylinder 1 in order to direct the light strip 23 generated onto the topography 13 to be measured.
- a motor 29 can be present for this purpose. Provision can also be made for the reflector to be stationary and for only the light source and/or the light receiver to be moved, e.g. by a motor.
- the topography 13 is preferably measured in a vertical direction (e.g. camera “below” and reflector “above”) and not in a horizontal direction, since in this case a possible deflection of the carrier cylinder 1 and the reference object 30 can be ignored.
- a vertical direction e.g. camera "below” and reflector "above”
- a horizontal direction since in this case a possible deflection of the carrier cylinder 1 and the reference object 30 can be ignored.
- the line-like object preferably extends parallel to the axis of the carrier cylinder 1 and is arranged at a small distance 32, for example 2 mm to 10 mm (maximum up to 20 mm), from its lateral surface 33 or the printing plate 5 arranged thereon.
- the received light 25 also contains information about the reference object 30 that can be evaluated, e.g. its location and/or distance from the (preferably etched and therefore lower than the elevations 13) surface 14 of the printing plate 5.
- the reference line can be used to calculate the radial distance R of the topography 13 or the contour or the contour elevations relative to the reference object 30, preferably using digital image processing.
- the distance of the reference object 30 from the axis 22 of the carrier cylinder 1 is known from the arrangement and/or motorized adjustment of the reference object 30 (optionally together with light source 19 and light receiver 21 and possibly reflector 20). In this way, the radial distance between the contour elevations, i.e. the radius R of the pressure points, can be mathematically determined.
- the reference object 30 Due to the use of the reference object 30 and thus the presence of shadowing caused by it or a reference line 31 corresponding to the shadowing (in the recorded image or from the received light) of each camera 21, an exact, e.g. pixel-precise alignment of the cameras to one another is not mandatory necessary. Furthermore, the reference object 30 can be used to calibrate the measuring system.
- the reference object 30 can be coupled to the light source 19 and/or the motor 29 for movement or adjustment in the direction 28 .
- the reference object can have its own motor 29b for moving/adjusting.
- a measurement is preferably carried out with the ("empty") carrier cylinder or a measuring sleeve arranged thereon (measurement of the distance between the reference object and the surface from AS to BS).
- the area camera 21 is preferably first moved in the direction 28 toward the carrier cylinder 1 .
- the movement is preferably stopped as soon as the camera detects the first elevation.
- the reference object 30 is preferably also moved in the direction 28 up to a predetermined distance, eg 2 mm, from the carrier cylinder 1 .
- light source 19 and light receiver 21 can also be arranged on opposite sides of support cylinder 1; in this case the reflector 20 can be dispensed with.
- the light source 19, the reflector 20 (if present according to the embodiment), the light receiver 21 and the optional reference object 30 preferably form a movable object (perpendicular to the axis 22 of the carrier cylinder). in particular a motorized adjustable or movable unit 34.
- the carrier cylinder 1 rotates with the printing plate 5 located thereon, so that preferably all elevations 13 in the circumferential direction 35 can be detected.
- a topographical image and the radius R of individual elevations 13, e.g. flexographic printing dots, relative to the axis 22 or the diameter D (measured between opposite elevations) can be determined from this.
- topography 13 of the printing plate 5 is shown and the shading 24 of the topography and the shading 36 of the reference object 30 can be seen.
- the topography elevations 13 can be in the range from 2 ⁇ m to 20 mm.
- a sensor 37 can also be provided, which detects the sleeve 3 and/or the pressure plate 5 using an identification feature 38 (cf. Figure 2B ) detected.
- This feature can be a barcode, a 2D code (eg QR code or data matrix code), an RFID chip or an NFC chip, for example.
- the signals and/or data generated by the light receivers 21, which include information about the topography 13 of the measured surface 14 and about the reference object 30, are transmitted to a computer 39, preferably via a cable or radio link, and processed there.
- the computer is connected to the printing machine 8 .
- the computer 39 evaluates the information.
- the reference object 30 Before the measurement, the reference object 30 can be brought into the detection range of the light receiver 21 in order to calibrate the light receiver.
- the light receiver 21 detects and transmits the calibration signals generated to the computer 39 .
- the calibration data are recorded in the digital memory 40 of the computer 39 .
- the reference object 30 is then removed from the detection range of the light receiver 21 and the topography 39 of the surface 14 to be measured is further processed together with the virtual reference object.
- the result of the evaluation is stored in a digital memory 40 of the computer, in a memory 40 of the printing press or in a cloud-based memory.
- the results are preferably stored in association with the respective identification feature 38 .
- the identification feature 38 of the printing plate 5 or of the flexographic printing form (or the sleeve) can be read in again.
- the values stored for the identification feature 38 can then be called up, e.g. for the purpose of presetting. For example, it can be provided that the printing machine receives the data required for a print job from the cloud-based storage.
- the result of the evaluation can preferably include up to four values:
- a device 43 for detecting the point density can be provided, preferably a CIS scanner bar (contact image sensor). a line camera, or a laser triangulation device.
- the device 43 can be a pivotable or movable mirror such that it can be used together with the light sources 19, 21 for measuring the point density.
- the device is preferably connected to a device for image processing and/or image evaluation, which is preferably the computer 39—or the computer 39 with corresponding programming—or which can be a further computer 39b.
- a CIS scanner bar can be arranged axially parallel to the cylinder. It preferably includes LEDs for lighting and sensors for image recording (similar to a scanner bar in a commercial copier).
- the bar is preferably arranged at a distance of 1 to 2 cm from the surface or is positioned at this distance.
- the cylinder with the surface to be measured e.g. the printing plate, rotates under the bar, which creates an image of the surface and provides an image evaluation for a point density evaluation.
- the data obtained from recording the dot density can also be used, for example, to select or recommend an anilox roller from a set of available anilox rollers that is optimal for printing with the recorded printing form.
- the Figures 3A and 3B show a preferred embodiment of the device for measuring the topography of a printing plate 5; Figure 3A in cross section and Figure 3B in top view.
- the topography is preferably recorded with a laser micrometer 44 as part of a 2D diameter determination.
- the device comprises a light source 19, preferably a linear LED light source 19 or a linear laser 19, and a light receiver 21, preferably a line camera 21.
- the laser and light receiver together form a laser micrometer 44.
- the light source 19 produces a light curtain 23 and the carrier cylinder 1 with sleeve 3 and pressure plate 5 creates a shading 24.
- the line lengths of the light source 19 and the light receiver 21 are preferably greater than the diameter D of the carrier cylinder including the sleeve and pressure plate in order to view the topography without moving the device 44 perpendicular to the axis 22 of the carrier cylinder enable. In other words: the cross-section of the carrier cylinder is completely in the light curtain.
- the device 44 consisting of the light source 19 and the light receiver 21 can be moved parallel to the axis 22 of the carrier cylinder (in the direction 27) in order to cover the entire working width 26.
- a motor 45 can be present for this purpose.
- a sensor 37 can be provided, which detects the sleeve 3 and/or the pressure plate 5 using an identification feature 38 (cf. Figure 2B ).
- the signals and/or data generated by the light receivers 21 are transmitted to a computer 39, preferably via a cable or a radio link, and processed further there.
- the computer is connected to the printing machine 8 .
- light source 19 and light receiver 21 can also be arranged on the same side of support cylinder 1; in this case, a reflector 20 is opposite, similar to that in FIGS Figures 2A to 2C arranged.
- the topography is preferably recorded with a laser micrometer 44 as part of a 2D diameter determination, in which not only a single measurement line 46, but a wider (dashed) measuring strip 47 from several (dashed) measuring lines 48 are recorded.
- the light source 19 and light receiver 21 are preferably flat and not just in the form of lines.
- the light source 19 can comprise a plurality of lines of light 48 each having a width of approximately 0.1 mm and a distance of approximately 5 mm from one another.
- the camera is preferably designed as an area camera.
- the Figures 4A and 4B show a preferred embodiment of the device for measuring the topography of a printing plate 5; Figure 4A in cross section and Figure 4B in top view.
- the topography is preferably recorded with a laser micrometer as part of a 2D radius determination.
- the device comprises a light source 19, preferably an LED light source 19, and a light receiver 21, preferably a linear LED light source 21 or a linear laser 21.
- the light source 19 generates a light curtain 23 and the carrier cylinder 1 with sleeve 3 and printing plate 5 generates a shading 24.
- the device consisting of the light source 19 and the light receiver 21 can preferably be moved in a direction 28 perpendicular to the axis 22 of the carrier cylinder 1 in order to direct the light curtain 23 onto the topography 13 to be measured.
- a motor 29 can be present for this purpose. If the light curtain 23 is wide enough and therefore covers the measuring range, the motor 29 can be dispensed with.
- the signals and/or data generated by the light receivers 21 are transmitted to a computer 39, preferably via a cable or a radio link, and processed further there.
- the computer is connected to the printing machine 8 .
- light source 19 and light receiver 21 can also be arranged on the same side of the carrier cylinder; in this case, a reflector 20 is opposite, similar to that in FIGS Figures 2A to 2C arranged.
- the topography 13 is preferably recorded with a laser micrometer 44 as part of a 3D radius determination, with not just one measuring line 46 but a wider measuring strip 47 (shown in dashed lines), i.e. several measuring lines 48 being recorded at the same time.
- the light source 19 and light receiver 21 are flat and not just in the form of lines.
- the topography 13 is preferably recorded with a laser micrometer 44 as part of a 3D radius determination, with the device consisting of light source 19 and light receiver 21 preferably being able to be moved in a direction 28 perpendicular to the axis of the carrier cylinder 1 in order to Aiming the light curtain 23 at the topography 13 to be measured.
- a motor 29 (shown in dashed lines) can be present for this purpose.
- the topography 13 is preferably recorded with a laser micrometer 44 as part of a 3D radius determination, with the two latter alternative embodiments being combined.
- figure 5 shows an exemplary and greatly enlarged topography measurement result of a printing plate 5 (flexographic printing form) with two printing areas 50 and two non-printing areas 51.
- the radial measurement results for 360° at an axial location (relative to the axis of the carrier cylinder) are shown.
- the non-printing areas can have been produced by etching, for example, and can therefore have a smaller radius than the printing areas.
- the illustration also shows an enveloping radius 52 or an envelope 52 of those points of the pressure plate 5 with the largest radius, i.e. the highest elevations of the topography 13 at the axial location.
- the point 53 of the printing plate 5 is a printing point, since this would have sufficient contact with the printing material and the ink-transferring anilox roller in printing operation with a normally set pressure or print infeed between the printing plate 5 and the printing material 11 or transport cylinder 17.
- Normally set pressure produces a so-called kiss print, in which the printing plate just touches the substrate and in which the flexo printing dots are not significantly squeezed.
- the point 54 is a point which would just about print in the printing operation with the pressure set normally, since it would just about still be in contact with the printing material.
- the two points 55 are points that would not print, since they would not have any contact with the printing material or with the anilox roller during printing with a normally set pressure.
- a computer program runs on the computer 39 and calculates the radially lowest point 56 and its radial distance 57 from the envelope 52 in the printing area 50 , for example using digital image processing. This calculation is done in carried out at regular intervals in the axial direction, eg from AS to BS at all measuring points, and the respective maximum of the lowest points (ie the maximum lowest value) from AS to middle and from middle to BS is determined.
- the two maxima or infeed values or setting values determined from them by calculation can be selected, for example, as the respective infeed/setting on AS and BS during printing, ie the cylinder distance between the cylinders involved in printing is reduced by the infeed on AS and BS.
- a motor-driven threaded spindle can be used on the AS and on the BS for this purpose.
- the manufacturing-related and/or operational (due to wear and tear) concentricity of the sleeve 3 can also be measured and can be taken into account on the basis of the measurement and evaluation results during printing to improve the quality of the printed products produced.
- a warning can be issued if a specified concentricity tolerance is exceeded.
- the measurement can be carried out on smooth and porous sleeves.
- radar emitters 19 can also be used within the scope of the invention.
- parameters for a dynamic print infeed can also be determined and transferred to the printing press.
- a known (eg previously measured) and available to the computer 39 delayed expansion of the deformable and/or compressible pressure points 53 to 55 made of polymer material can be taken into account. or a durometer hardness of the printing plate can be used. This expansion can depend in particular on the operationally prevailing printing speed or this printing speed dependency can be taken into account. For example, at higher printing speeds, a higher pressure setting can be selected.
- the printing surface of the printing plate 5 or the dot density i.e. the locally variable density of the printing dots on the printing plate 5, (as an alternative or in addition to the printing speed) can also be taken into account: For example, with higher dot densities, a higher pressure setting can be selected and/or the dot density can be increased be used when setting the dynamic pressure adjustment.
- the received light 25, ie essentially the emitted light 23 without the light 24 shadowed by the topography 13, can be used. It carries information about the topography 13 to be measured and/or its surface point density and/or its elevations.
- a device 43 for detecting or measuring the point density, i.e. its local values, on the printing form, e.g. flexographic printing form can also be provided, preferably a CIS scanner bar or a line camera. It can be provided, for example, based on the data obtained/calculated from the dot density determination, default values for a different pressure adjustment on AS (drive side of the printing machine) and BS (operating side of the printing machine).
- the ink consumption to be expected when printing with the printing plate on a given printing material 11 can be determined by calculation.
- the required drying power of the dryer 10 for drying the ink on the printing material can be determined by calculation from the ink consumption. Based on the calculated, anticipated ink consumption, an ink supply to be provided can also be calculated.
- a so-called channel beat pattern (caused by a channel pattern) can also be taken into account in all of the illustrated embodiments and their alternatives.
- a channel beat pattern is a disturbance that occurs periodically during operational rotation of the printing plate 5 and is caused by a page width or at least disturbingly wide gap or channel in the printed image, i.e. a disturbingly large area without printing dots, or another axial channel is caused.
- the print quality can be impaired by such channels or their channel beating pattern, since the cylinders involved in printing approach and repel rhythmically due to the kiss print position in the area of the channel that recurs during rotation. In the worst case, this can lead to unwanted density fluctuations or even print failures.
- An existing sewer runout pattern can preferably be recorded using a CIS measuring device 43 (e.g.
- the recorded channel beating pattern it can be predicted at which speeds or rotational frequencies of a printing press vibrations would occur. These speeds or rotational frequencies are then not used during production and, for example, are overrun when the machine is started up.
- Each printing plate 5 can have an individual channel beating pattern. Channels in the printing form can have a negative impact on the print result or even lead to print failures. In order to mitigate or even eliminate channel beats, the pressure plate is checked for channels in the rolling direction. If the resonant frequencies of the printing unit 9 are known, production speeds can be calculated which are particularly unfavorable for a given printing form. These printing speeds should be avoided (so-called "no go speed").
- register marks (or several register marks, e.g. wedges, double wedges, dots or crosshairs) can also be recorded on the printing form, e.g. using camera 21 or 43 and a downstream digital image processing, and their position is measured, stored and made available.
- This enables automatic adjustment of register controllers or their register sensors to the register marks or to axial positions. Errors caused by the otherwise customary manual setting of the sensors can thus be advantageously prevented.
- patterns can be captured and used to configure a register controller. Provision can also be made to automatically position a register sensor that can be moved by a motor, in particular in the axial direction.
- An optimal starting value for the angular position of the cylinder/sleeve can be obtained from this comparison. In this way, print production can be started with reduced register deviation. The same applies to the lateral direction (or the cylinder/sleeve).
- the output of the dryer 10 of the printing press 8 can also be controlled or regulated.
- LED dryer segments can be switched off in areas where no printing ink has been transferred to the substrate, which means that advantageous energy savings and an increase in the lifespan of the LEDs are possible.
- the output of the dryer 10 or the output of individual segments of the dryer for printing areas on the printing plate with a low dot density can also be advantageously reduced. This can save energy and/or extend the service life of the dryer or individual segments.
- Switching off or reducing can take place on the one hand in areas and on the other hand in a direction parallel and/or transverse to the axial direction of a printing plate or to the lateral direction of the printing material to be processed with it.
- segments or modules of a dryer can be switched off in areas corresponding to gaps between printing plates (eg spaced apart, in particular glued on by hand).
- the respective location (on the printing plate 5) of measurement fields for print inspection systems can also be recorded and made available for further use, e.g. for setting the location of the print inspection systems.
- An inline color measuring system can also be positioned in all of the illustrated embodiments and the alternatives mentioned. In order to determine the location and thus the position of the inline color measurement, image and/or pattern recognition is carried out, on the basis of which the axial position for the measurement system is determined. The inline color measurement system can be informed of free print points to allow for a free point for the calibration on the printing material.
- figure 6 shows an example of a web-processing flexographic printing machine 100 when carrying out a method within the scope of the invention.
- the machine 100 is installed in series and has two longitudinal sides: a drive side 100a and an opposite operating side 100b.
- the machine processes or prints a web of printing material 102, preferably made of paper, cardboard, cardboard, foil or composite material.
- the web can be provided by means of a roll unwinder.
- the machine includes a plurality of printing units 103, preferably one after the other. Each printing unit includes at least one motor 104 for driving the printing unit or at least one cylinder of the printing unit during printing. After printing, the web can be further processed, eg punched
- the machine 100 comprises a plurality of printing cylinders 105 and 121, in particular flexographic printing cylinders, and associated impression cylinders 106 and anilox rollers 107 (cf. also figure 7 ).
- a printing form 108 (a so-called cliché) with a printed image 109 made up of printing and non-printing areas is accommodated on each printing cylinder, in particular a flexographic printing form, eg a flexographic printing plate, with raised, printing areas.
- Each printing unit 103 but at least one or two printing units, preferably includes a control device 115 with a respective actuator 116 or 122.
- the machine 100 also includes a digital computer 123. Connections for signaling and data exchange with the machine or its components, such as the motors 104 or actuators 116, are present but are not shown for the sake of clarity.
- figure 7 shows a control device 115 when carrying out a method within the scope of the invention.
- the impression cylinder 106 is accommodated on at least one side (drive side 101a or AS or operating side 101b or BS) in a frame 110 of the machine 101; the pressure cylinder 105 with its pin 111 in a bearing 112 of a bearing block 113.
- the bearing block can be displaced relative to the frame, preferably horizontally.
- a guide 114 is provided for this purpose.
- the device 115 for controlling AS and/or BS, preferably for controlling the position of the printing cylinder 5 and/or preferably for controlling the contact pressure or the contact pressure between the printing cylinder 105 and the impression cylinder 106.
- the device includes an actuator 116, preferably one Electric motor 117, particularly preferably a servomotor 117, which includes an encoder 118.
- the transmitter 118 can be an encoder 119 or can include an encoder 119 .
- a spindle 120 preferably a ball screw spindle, is coupled to the actuator 116 or attached, which, in cooperation with the guide 114, converts the rotational movement of the servomotor into a linear movement of the bearing block 113.
- the digital computer 123 is connected to the servomotor 116 .
- the digital computer can control or regulate the rotary movements of the servomotor. In this way, the position and/or the contact pressure or the contact pressure of the impression cylinder 105 on the impression cylinder 106 can be adjusted, in particular controlled or regulated.
- the adjustment can be made as a function of a point density of the flexographic printing form, i.e. a location-dependent density of printing elevations of the flexographic printing form, or data derived therefrom by computation.
- the adjustment can be made dynamically, in particular during printing, i.e. as a function of the rotational speed of the flexographic printing cylinder 105.
- a contact pressure between the flexographic printing cylinder 105 and the anilox roller 107 can be set by motor.
- the motor 117 or another motor (not shown) can be provided for this purpose.
- the further contact pressure can be set dynamically during printing, i.e. depending on the rotational speed of the printing cylinder.
- figure 8 shows selected steps of a preferred embodiment of a method within the scope of the invention.
- the digital computer 123 is shown schematically, which monitors the exemplary four printing units and in doing so examines or analyzes the faults by means of computation and thereby compensates for them, reduces them or prevents them.
- a diagram is shown for each printing unit (from top to bottom: first to fourth printing unit), with the amplitude of a disturbance being shown over the printing speed.
- a fault 124 occurs in a first printing unit, depending on the printing speed, and a further fault 125 occurs in a further, for example third, printing unit.
- These faults are recognized by the digital computer 123 at the respective printing speeds. The recognition can take place by comparing the amplitude with a predetermined threshold value. For example, if a fault occurs a first printing speed 127 is detected, the printing speed can be changed until there is no fault at a second printing speed, neither on the first printing unit nor on another. The machine 1 is then operated at this second printing speed. In other words: the printing speed is, for example, increased (or reduced) until there are no faults in any of the printing units.
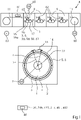
- figure 9 shows a captured image 410 of a sleeve 300 and, by way of example, two flexographic printing forms 301 and 302.
- the image is preferably captured or generated by a camera 400, in particular in a measuring station 2.
- the image can be transmitted to a computer 401.
- the computer 39 can do this Figure 2a be.
- the image can be subjected to computational image processing. Information or data can be obtained in the process. This data can be stored for an ID or an identifier 316 of the sleeve in a digital memory 317 and made available to the flexographic printing machine when the sleeve is used, stating the ID.
- a detected area 303 with a high point density and a detected area 304 with a low point density are shown as an example.
- the areas can be recognized and separated using image processing technology and preferably coded in color. Knowing the local dot densities of the entire flexographic printing forme 301 (and the additional flexographic printing forme 302) can be used to calculate a preset value for the so-called pressure adjustment, i.e. for setting the contact pressure between the flexographic printing cylinder and the impression cylinder (and/or anilox roller) when using the sleeve.
- a captured channel 305 is also shown as an example. There are no (or essentially no) printing elevations of the flexographic printing forme 301 in the area of the channel 305.
- the channel 305 extends primarily in the axial y-direction and due to its y-length (and x- Width) critical with regard to possible channel impacts when passing through the printing gap and thus with regard to possible disturbing vibrations when operating the flexographic printing machine.
- the gaps 306 and 307 which are also shown as examples, are not critical in this regard due to their dimensions and/or adjacent/adjacent printing locations 307a.
- the gap 309 between the front and rear edges of the flexographic printing form 301 can be critical. Critical gaps are identified by computation and preferably identified as channels.
- a register mark 310 and a register mark 311 are also shown by way of example.
- the marks and fields are arranged in respective control strips 314 and 315.
- the marks and fields are preferably also captured by the camera 400 and recognized and separated by image processing. Your determined position data (x-y localization) are saved to the sleeve ID 316.
- a so-called error mark 318 for detecting an assembly error of a flexographic printing form or several flexographic printing forms on the sleeve or on several sleeves is also shown as an example. Their position data is also saved for the sleeve ID 316.
- FIG 9 Figure 12 also shows a sensor 402.
- the sensor 402 may be a register sensor and/or a spectrometer. This is arranged in the flexographic printing unit of the flexographic printing machine and is aimed at the printing material web 11 .
- the sensor is connected to a computer 403 and can be moved by a motor (by means of the motor 404) in the axial y-direction 405 and can therefore be positioned automatically.
- the sensor can move along printing substrate 11 to the y-position of a mark 310, 311 to be printed and detected and/or the same or another Sensor in the field 312, 313 z. B. for color inspection with a spectrometer along the printing material 11 are positioned.
- the sensor transmits the data generated by the sensor to the computer 403 , which can be identical to the computer 401 and/or to the computer 39 .
- an image of a flexographic printing forme 410 is subjected to digital image processing with a camera 400, 21, 43, for example with a computer 410, with at least one register mark 310, 311 being xy-localized.
- This localized x-y data of the register mark can be stored for an ID or an identifier 316 of the sleeve in a digital memory 317 and made available to the flexographic printing machine or the flexographic printing unit when the sleeve is used, stating the ID.
- the flexographic printing machine or the flexographic printing unit uses the register mark position data (x-y localization) to set the register rule control.
- the setting of the register control also means, for example, the configuration of the register marks of a print job.
- a print job there are usually several printing units with inks or coatings in the printing operation, in which one flexographic printing forme 410 is used for each printing unit.
- the position data (x-y localization) of the print marks 310, 311 for e.g. two flexographic printing forms can be different.
- the register control of the printing machine receives the position data (x-y localization) of the print mark 310, 311 for each flexographic printing forme 410 used with the identifier 316, whereby the configuration of the register marks of the print job can be composed of several flexographic printing forms (410).
- An advantageous method for configuring the register controller is that before printing, an image 410 of the surface of the sleeve is captured with the at least one flexographic printing form by a camera 400) and the image is subjected to image processing, with at least one register mark 310 being xy-localized or will; and that it automates the adjustment of a register controller for register mark detection.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Rotary Presses (AREA)
- Printing Methods (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Abstract
Eine erfindungsgemäßes Verfahren zum Betreiben einer Flexodruckmaschine, mit einem eine Hülse (3, 105a) mit wenigstens einer Flexodruckform (5, 108) tragenden Druckzylinder (16, 105) und einem Gegendruckzylinder (17, 106), wobei wenigstens ein Parameter der Flexodruckmaschine eingestellt wird, zeichnet sich dadurch aus, dass die Hülse mit einer ID (3a, 5a, 38, 130, 316) markiert ist, dass die ID in einem Flexodruckwerk der Flexodruckmaschine oder in der Flexodruckmaschine erfasst wird, dass zur ID (3a, 5a, 38, 130, 316) gespeicherte Daten an das Flexodruckwerk oder die Flexodruckmaschine übertragen werden und dass die Daten beim Einstellen des Parameters verwendet werden. Die Erfindung ermöglicht es in vorteilhafter Weise, im industriellen Flexodruck kosteneffizient und hochqualitativ zu drucken. Das erfindungsgemäße Verfahren ermöglicht es in vorteilhafter Weise zudem, das Drucken weiter zu automatisieren.A method according to the invention for operating a flexographic printing machine, with a printing cylinder (16, 105) carrying a sleeve (3, 105a) with at least one flexographic printing form (5, 108) and an impression cylinder (17, 106), wherein at least one parameter of the flexographic printing machine is set , is characterized in that the sleeve is marked with an ID (3a, 5a, 38, 130, 316), that the ID is recorded in a flexographic printing unit of the flexographic printing machine or in the flexographic printing machine, that the ID (3a, 5a, 38 , 130, 316) stored data are transmitted to the flexographic printing unit or the flexographic printing machine and that the data are used when setting the parameter. The invention advantageously makes it possible to print cost-effectively and with high quality in industrial flexographic printing. The method according to the invention advantageously also makes it possible to further automate the printing.
Description
Die Erfindung betrifft ein Verfahren mit den Merkmalen des Oberbegriffs von Anspruch 1.The invention relates to a method having the features of the preamble of
Die Erfindung betrifft weiterhin eine Flexodruckmaschine, wobei die Flexodruckmaschine zum Bedrucken eines Bedruckstoffs mit Flexodruckfarbe nach einem erfindungsgemäßen Verfahren betrieben wird, mit den Merkmalen des Oberbegriffs von Anspruch 27The invention further relates to a flexographic printing machine, wherein the flexographic printing machine is operated according to a method according to the invention for printing a printing material with flexographic printing ink, having the features of the preamble of
Die Erfindung betrifft weiterhin ein System aus einer erfindungsgemäßen Flexodruckmaschine und einer Messeinrichtung zum Messen der Punktdichte der Flexodruckform mit den Merkmalen des Oberbegriffs von Anspruch 30.The invention further relates to a system comprising a flexographic printing machine according to the invention and a measuring device for measuring the dot density of the flexographic printing form, having the features of the preamble of
Die Erfindung betrifft weiterhin eine Hülse zur Verwendung in einem erfindungsgemäßen Verfahren oder zum Einsatz in einer erfindungsgemäßen Flexodruckmaschine oder zum Einsatz in einem erfindungsgemäßen System mit den Merkmalen des Oberbegriffs von Anspruch 33.The invention also relates to a sleeve for use in a method according to the invention or for use in a flexographic printing machine according to the invention or for use in a system according to the invention with the features of the preamble of
Die Erfindung liegt auf dem technischen Gebiet der grafischen Industrie und dort insbesondere im Bereich des Betreibens einer Flexodruckmaschine, d.h. einer Rotationsdruckmaschine für das Drucken mit Flexodruckformen. Im Besonderen liegt die Erfindung dabei auf dem Teilgebiet des Steuerns oder Regelns der Maschine bzw. deren Antrieben und/oder Stellantrieben zum Erhöhen der Druckqualität und Produktivität und/oder zum Vermeiden oder Reduzieren von Störungen.The invention lies in the technical field of the graphics industry and there in particular in the field of operating a flexographic printing machine, i.e. a rotary printing machine for printing with flexographic printing forms. In particular, the invention is in the sub-area of controlling or regulating the machine or its drives and/or actuators to increase the print quality and productivity and/or to avoid or reduce malfunctions.
Im sogenannten Flexodruck, insbesondere beim industriellen, bahnverarbeitenden Flexodruck, besteht die Anforderung, mit von Druckauftrag zu Druckauftrag verschiedenen Flexodruckformen bei hohen Geschwindigkeiten kosteneffizient zu drucken und hierzu die anfallende Makulatur gering und die Druckqualität hoch zu halten.In so-called flexographic printing, in particular in industrial, web-processing flexographic printing, there is a need to print cost-effectively at high speeds using flexographic printing forms that vary from print job to print job, and to keep the resulting waste low and the print quality high.
Wechselnde Druckaufträge mit verschiedenen Druckformen bzw. verschiedenen Druckmotiven können dabei Probleme bereiten: die Druckmotive können Stellen aufweisen, an denen viel gedruckt wird, und Stellen, an denen wenig gedruckt wird; und Stellen, an denen gar nicht oder nur unwesentlich gedruckt wird.Changing print jobs with different print forms or different print motifs can cause problems: the print motifs can have places where a lot is printed and places where little is printed; and places where there is no or only insignificant printing.
Flexodruckformen können vor dem Drucken, z.B. in einer Messstation vermessen werden. Die nachveröffentlichte
Die in dem vorgenannten Dokument zitierten und beschriebenen, weiteren Dokumente
Beim sogenannten "fliegenden Auftragswechsel" zwischen einem Auftrag und einem Folgeauftrag, welcher in wenigen Sekunden erfolgen soll, kann es vorkommen, dass vielfältige Einstellungen verändert werden müssen, z.B. die Pressung der Zylinder zueinander, die Druckgeschwindigkeit und/oder die Positionierung von Registersensoren. Händisches Eingeben und/oder Neupositionieren ist von Nachteil: es dauert lange und ist ungenau/fehleranfällig.With the so-called "flying order change" between an order and a follow-up order, which should take place in a few seconds, it can happen that Various settings have to be changed, e.g. the pressure of the cylinders relative to one another, the printing speed and/or the positioning of register sensors. Manual entry and/or repositioning is disadvantageous: it takes a long time and is imprecise/prone to errors.
Die oben bereits genannte
Es ist eine Aufgabe der vorliegenden Erfindung, eine Verbesserung gegenüber dem Stand der Technik zu schaffen, welche es insbesondere ermöglicht, im industriellen Flexodruck kosteneffizient und hochqualitativ zu drucken.It is an object of the present invention to provide an improvement over the prior art, which in particular makes it possible to print cost-effectively and with high quality in industrial flexographic printing.
Diese Aufgabe wird erfindungsgemäß durch ein Verfahren nach Anspruch 1, eine Flexodruckmaschine nach Anspruch 27, ein System nach Anspruch 30 und eine Hülse für eine Flexodruckform nach Anspruch 33 gelöst.This object is achieved according to the invention by a method according to
Vorteilhafte und daher bevorzugte Weiterbildungen der Erfindung ergeben sich aus den Unteransprüchen sowie aus der Beschreibung und den Zeichnungen.Advantageous and therefore preferred developments of the invention result from the dependent claims as well as from the description and the drawings.
Eine erfindungsgemäßes Verfahren zum Betreiben einer Flexodruckmaschine, mit einem eine Hülse mit wenigstens einer Flexodruckform tragenden Druckzylinder oder einem Flexodruckzylinder und einem Gegendruckzylinder, wobei wenigstens ein Parameter der Flexodruckmaschine eingestellt wird, zeichnet sich dadurch aus, dass die Hülse mit einer ID markiert ist, dass die ID in einem Flexodruckwerk der Flexodruckmaschine oder in der Flexodruckmaschine erfasst wird, dass zur ID gespeicherte Daten an das Flexodruckwerk oder die Flexodruckmaschine übertragen werden und dass die Daten beim Einstellen des Parameters verwendet werden.A method according to the invention for operating a flexographic printing machine, with a printing cylinder carrying a sleeve with at least one flexographic printing forme or a flexographic printing cylinder and an impression cylinder, wherein at least one parameter of the flexographic printing machine is set, is characterized in that the sleeve is marked with an ID, that the ID in a flexographic printing unit of the flexographic printing machine or in the flexographic printing machine, that data stored for the ID is transmitted to the flexographic printing unit or the flexographic printing machine and that the data is used when setting the parameter.
Eine erfindungsgemäße Flexodruckmaschine, mit wenigstens einem Flexodruckwerk - umfassend einen eine Hülse mit wenigstens einer Flexodruckform tragenden Druckzylinder oder einen Flexodruckzylinder, einen Gegendruckzylinder und eine Rasterwalze - wobei die Flexodruckmaschine zum Bedrucken eines Bedruckstoffs mit Flexodruckfarbe nach einem der vorhergehenden Verfahren betrieben wird, zeichnet sich dadurch aus, dass die Flexodruckmaschine eine Einrichtung zum Erfassen der ID der Hülse umfasst.A flexographic printing machine according to the invention, with at least one flexographic printing unit - comprising a printing cylinder carrying a sleeve with at least one flexographic printing forme or a flexographic printing cylinder, an impression cylinder and an anilox roller - wherein the flexographic printing machine is operated for printing a printing material with flexographic printing ink according to one of the preceding methods, is characterized in that that the flexographic printing machine comprises a device for detecting the ID of the sleeve.
Ein erfindungsgemäßes System aus einer erfindungsgemäßen Flexodruckmaschine und einer Messeinrichtung zum Messen der Punktdichte des Flexodruckform, zeichnet sich dadurch aus, dass die die Hülse mit einer maschinenlesbaren ID markiert ist.A system according to the invention, consisting of a flexographic printing machine according to the invention and a measuring device for measuring the dot density of the flexographic printing form, is characterized in that the sleeve is marked with a machine-readable ID.
Eine Hülse für eine Flexodruckform, wobei die Flexodruckform oder die Hülse mit einer maschinenlesbaren ID markiert ist, zur Verwendung in einem erfindungsgemäßen Verfahren oder zum Einsatz in einer erfindungsgemäßen Flexodruckmaschine oder zum Einsatz in einem erfindungsgemäßen System, zeichnet sich dadurch aus, dass die maschinenlesbare ID maschinell ausgelesen und auf einem Rechner für den Abruf gespeichert wird.A sleeve for a flexographic printing forme, where the flexographic printing forme or the sleeve is marked with a machine-readable ID, for use in a method according to the invention or for use in a flexographic printing machine according to the invention or for use in a system according to the invention, is characterized in that the machine-readable ID is machine-readable is read out and stored on a computer for retrieval.
Die Erfindung ermöglicht es in vorteilhafter Weise, im industriellen Flexodruck kosteneffizient und hochqualitativ zu drucken. Das erfindungsgemäße Verfahren ermöglicht es in vorteilhafter Weise zudem, das Drucken weiter zu automatisieren.The invention advantageously makes it possible to print cost-effectively and with high quality in industrial flexographic printing. The method according to the invention advantageously also makes it possible to further automate the printing.
Die Erfindung wird für eine Flexodruckmaschine bzw. für Flexodruckformen (Hochdruck) beschrieben und gezeigt. Alternativ kann die Erfindung für gravierte Druckformen oder gravierten Hülsen eingesetzt werden (Tiefdruck). Statt des Begriffs "Flexo-" kann in dieser Anmeldung daher alternativ "Tief-" oder "Flexo- oder Tief-" verwendet werden. Statt "Hülse mit Flexodruckform" kann "Hülse mit gravierter Form" oder "gravierte Hülse" bzw." Laser gravierte Hülse" oder "mit Laser gravierte Endloshülse" oder "endlose Druckform" oder "endlos Druckhülse" verwendet werden.The invention is described and shown for a flexographic printing machine or for flexographic printing forms (letterpress). Alternatively, the invention can be used for engraved printing forms or engraved sleeves (intaglio printing). Instead of the term "flexo" can be used in this Registration therefore alternatively "deep" or "flexo or deep" can be used. Instead of “sleeve with flexographic printing form” “sleeve with engraved form” or “engraved sleeve” or “laser engraved sleeve” or “endless sleeve engraved with laser” or “endless printing form” or “endless printing sleeve” can be used.
Im Folgenden werden bevorzugte Weiterbildung der Erfindung (kurz: Weiterbildungen) beschrieben.Preferred developments of the invention (in short: developments) are described below.
Eine jeweilige Weiterbildung des erfindungsgemäßen Verfahrens kann sich dadurch auszeichnen:
- dass das Einstellen ein Steuern oder Regeln umfasst.
- dass die ID als eindeutiger Identifikator für die Hülse ausgebildet ist.
- dass der Identifikator mehrere Zeichen, insbesondere Ziffern und/oder Buchstaben und/oder Sonderzeichen, umfasst.
- dass die ID als ein eindimensionaler Code markiert ist, insbesondere ein Barcode, oder als ein zweidimensionaler Code markiert ist, insbesondere ein QR-Code, oder als ein RFID-Chip oder NFC-Chip markiert ist.
- dass die ID mit einer Einrichtung zum Erfassen der ID, insbesondere mit einem Sensor oder einer Kamera, erfasst wird.
- dass die ID und die Daten in einer - von der Flexodruckmaschine separaten - Messeinrichtung ermittelt und zur ID gespeichert werden.
- dass das Ermitteln der Daten berührungslos erfolgt.
- dass das Ermitteln der Daten mit von Tastrollen verschiedenen Mitteln erfolgt.
- dass beim Ermitteln der Daten eine Kamera zum Einsatz kommt.
- dass beim Ermitteln der Daten ein digitaler Rechner zum Einsatz kommt.
- dass beim Ermitteln der Daten eine Software und/oder Hardware zur digitalen Bildverarbeitung zum Einsatz kommt.
- dass beim Ermitteln der Daten eine KI zum Einsatz kommt.
- dass die KI rechentechnisch Lernschritte durchläuft und dabei manuelle Einstellungen und/oder Korrekturen eines Bedieners an wenigstens einem Parameter der Flexodruckmaschine berücksichtigt.
- dass die Hülse in der Messeinrichtung auf einen Trägerzylinder aufgenommen und während des Ermittelns der Daten rotiert wird und dass die Hülse danach auf dem Druckzylinder aufgenommen und während des Druckens rotiert wird.
- dass die Daten von einem digitalen Rechner und/oder digitalen Speicher der Druckvorstufe bereitgestellt werden.
- dass die Daten außerhalb der Flexodruckmaschine auf einem digitalen Rechner und/oder in einem digitalen Speicher gespeichert werden.
- dass die Daten in einer Datenbank außerhalb der Flexodruckmaschine gespeichert werden
- dass die Daten in einem Cloud-Speicher gespeichert werden.
- dass die Daten in einem Cloud-Speicher für mehrere Flexodruckmaschinen gespeichert werden.
- dass die Daten über ein Datennetz, insbesondere über ein Intranet oder über das Internet, bereitgestellt werden.
- dass die Flexodruckmaschine Daten an den digitalen Rechner und/oder Speicher übermittelt.
- dass die übermittelten Daten die ID umfassen.
- dass die übermittelten Daten von der Flexodruckmaschine oder einem separaten Sensor gemessene Messwerte umfassen.
- dass die übermittelten Daten die eine Raumfeuchtigkeit umfassen.
- dass die übermittelten Daten die eine Raumtemperatur umfassen.
- dass die Daten Folgendes umfassen: Daten zur Punktdichte der Flexodruckform, d.h. einer ortsabhängigen Dichte von druckenden Erhebungen der Flexodruckform, oder daraus rechentechnisch abgeleitete Daten.
- dass die Daten zur Punktdichte als ein Dichtevektor ausgebildet sind.
- dass die Daten beim Einstellen einer dynamischen, d.h. von der Maschinengeschwindigkeit abhängigen, Einstellung des Anpressdrucks zwischen dem Flexodruckzylinder und dem Gegendruckzylinder und/oder zwischen dem Flexodruckzylinder und einer Rasterwalze verwendet werden.
- dass die Daten beim Einstellen des Anspressdrucks auf der Antriebsseite der Flexodruckmaschine und/oder auf der Bedienseite der Flexodruckmaschine verwendet werden.
- dass die Daten beim Einstellen der Farbführung verwendet werden.
- dass die Daten beim Einstellen der Farbführungsmenge verwendet werden.
- dass die Daten beim Einstellen eines Trockners der Flexodruckmaschine verwendet werden.
- dass die Daten beim Einstellen des Energieverbrauchs der Flexodruckmaschine verwendet werden.
- dass die Daten beim Einstellen eines Voreinstellwerts für den Verbrauch von Flexodruckfarbe verwendet werden.
- dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl einer Rasterwalze verwendet werden.
- dass die Daten beim Einstellen, d.h. Erzeugen und Anzeigen, eines Vorschaubildes der Hülse und/oder der Flexodruckform verwendet werden.
- dass die Daten beim Einstellen, d.h. Erzeugen und Anzeigen, eines Vorschaubildes für einen Druckauftrag mit wenigstens zwei Hülsen und/oder mit wenigstens zwei Flexodruckformen verwendet werden.
- dass die Daten Folgendes umfassen: Shore-Werte der Hülse und/oder der Flexodruckform.
- dass die Daten beim Einstellen einer dynamischen, d.h. von der Maschinengeschwindigkeit abhängigen, Einstellung des Anpressdrucks zwischen dem Flexodruckzylinder und dem Gegendruckzylinder und/oder zwischen dem Flexodruckzylinder und einer Rasterwalze verwendet werden.
- dass die Daten beim Einstellen des sogenannten Kissprint verwendet werden.
- dass die Daten Folgendes umfassen: Plattentyp und/oder plattenspezifische Daten einer als Flexodruckplatte ausgebildeten Flexodruckform.
- dass die Daten beim Einstellen einer dynamischen, d.h. von der Maschinengeschwindigkeit abhängigen, Einstellung des Anpressdrucks zwischen dem Flexodruckzylinder und dem Gegendruckzylinder und/oder zwischen dem Flexodruckzylinder und einer Rasterwalze verwendet werden.
- dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl von CMYK-Farben und/oder Spotfarben und/oder Lacken verwendet werden.
- dass die Daten Folgendes umfassen: Kanäle, Kanalmuster, Kanalschlagmuster und/oder daraus rechentechnisch abgeleitete Daten zu schwingungskritischen Maschinengeschwindigkeiten und/oder schwingungskritischen Zylinderdrehzahlen.
- dass die Daten beim Einstellen der Maschinengeschwindigkeit verwendet werden.
- dass die Daten beim Hochfahren der Maschine verwendet werden.
- dass die Daten Folgendes umfassen: wenigstens einen druckfreien Bereich der Flexodruckform.
- dass die Daten beim Einstellen des Energieverbrauchs der Flexodruckmaschine verwendet werden.
- dass die Daten beim Einstellen eines Voreinstellwerts für den Betrieb eines Trockners verwendet werden.
- dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl aktivierter und deaktivierter Strahler, insbesondere UV-LED, des Trockners verwendet werden.
- dass die Daten Folgendes umfassen: Positionsdaten, insbesondere x-y-Koordinaten, einer Registermarke und/oder eines Farbmessfeldes der Flexodruckform.
- dass die x-Richtung die Umfangsrichtung der Hülse und die y-Richtung die dazu senkrechte Richtung der Hülse ist.
- dass die Daten zur Registermarke beim Einstellen des Farbregisters verwendet werden.
- dass die Daten zur Registermarke beim Einstellen einer Voreinstellung des Farbregisters verwendet werden.
- dass die Daten zur Registermarke beim Einstellen einer Voreinstellung für ein räumliches und/oder zeitliches Messfenster eines Registersensors verwendet werden.
- dass die Daten zum Farbmessfeld beim Einstellen einer Voreinstellung für ein räumliches und/oder zeitliches Messfenster eines Farbsensors oder eines Spektralsensors oder eines Spektralfotometers verwendet werden.
- dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl einer Druckfarbe oder einer Anzahl von Druckfarben verwendet werden.
- dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl einer Bahnspannung der zu bedruckenden Bedruckstoffbahn verwendet werden.
- dass die Daten Folgendes umfassen: Positionsdaten, insbesondere x-y-Koordinaten, der Flexodruckform auf der Hülse.
- dass die Daten Folgendes umfassen: Topografiedaten der Hülse und/oder der Flexodruckform.
- dass beim Einstellen weitere Daten verwendet werden.
- dass die weiteren Daten Druckauftrag-spezifisch sind.
- dass die weiteren Daten Folgendes umfassen: Bedruckstofftyp und/oder Bedruckstoffspezifische Daten.
- dass die weiteren Daten Folgendes umfassen: Walzentyp/-typen und/oder Walzenspezifische Daten.
- dass die weiteren Daten Folgendes umfassen: Farbtyp/-typen und/oder Farbenspezifische Daten.
- dass die weiteren Daten Folgendes umfassen: Lacktyp/-typen und/oder Lackspezifische Daten.
- dass die weiteren Daten Druckmaschinen-spezifisch sind.
- dass die weiteren Daten Folgendes umfassen: den räumlichen Abstand zwischen benachbarten Flexodruckwerken.
- dass die weiteren Daten Folgendes umfassen: Rasterwalzentyp/-typen und/oder Rasterwalzen-spezifische Daten.
- dass die weiteren Daten Folgendes umfassen: schwingungskritische Maschinengeschwindigkeiten und/oder schwingungskritische Zylinderdrehzahlen.
- dass zur Konfiguration eines Registerreglers der Flexodruckmaschine vor dem Drucken wenigstens ein Bild der Oberfläche der Hülse oder mehrerer Hülsen mit der wenigstens einen oder mehreren Flexodruckformen von einer Kamera erfasst wird und dass das Bild einer digitalen Bildverarbeitung unterzogen wird, wobei wenigstens eine oder wenigstens zwei Registermarken x-y-lokalisiert wird/werden und dass unter Verwendung der x-y-lokalisierten Registermarken-Positionsdaten das Konfigurieren des Registerreglers für das Erfassen von Registermarken automatisiert wird.
- dass zur Konfiguration des Registerreglers der Flexodruckmaschine aus den erfassten Daten rechentechnisch abgeleitet und verwendet wird, welche Registermarke der Registermarken-Konfiguration in welchem Druckwerk gedruckt wird.
- that adjusting involves controlling or regulating.
- that the ID is designed as a unique identifier for the sleeve.
- that the identifier comprises several characters, in particular numbers and/or letters and/or special characters.
- that the ID is marked as a one-dimensional code, in particular a barcode, or is marked as a two-dimensional code, in particular a QR code, or is marked as an RFID chip or NFC chip.
- that the ID is recorded with a device for recording the ID, in particular with a sensor or a camera.
- that the ID and the data are determined in a measuring device separate from the flexographic printing machine and stored with the ID.
- that the data is determined without contact.
- that the determination of the data is done with different means of feeler rollers.
- that a camera is used to collect the data.
- that a digital computer is used to determine the data.
- that software and/or hardware for digital image processing is used to determine the data.
- that an AI is used to determine the data.
- that the AI runs through learning steps in computational terms, taking into account manual settings and/or corrections by an operator on at least one parameter of the flexographic printing machine.
- that the sleeve is received on a carrier cylinder in the measuring device and is rotated during the determination of the data and that the sleeve is then received on the printing cylinder and rotated during printing.
- that the data is provided by a digital computer and/or digital memory of the pre-press.
- that the data is stored outside of the flexographic printing machine on a digital computer and/or in a digital memory.
- that the data is stored in a database outside of the flexographic press
- that the data is stored in cloud storage.
- that the data is stored in a cloud storage for several flexographic printing machines.
- that the data is provided via a data network, in particular via an intranet or via the Internet.
- that the flexographic printing machine transmits data to the digital computer and/or memory.
- that the transmitted data includes the ID.
- that the transmitted data include measured values measured by the flexographic printing machine or a separate sensor.
- that the transmitted data include a room humidity.
- that the transmitted data include a room temperature.
- that the data comprise the following: data on the point density of the flexographic printing form, ie a location-dependent density of printing elevations of the flexographic printing form, or data derived therefrom by computation.
- that the dot density data is formed as a density vector.
- that the data are used when setting a dynamic, ie dependent on the machine speed, setting of the contact pressure between the flexographic printing cylinder and the impression cylinder and/or between the flexographic printing cylinder and an anilox roller.
- that the data are used when setting the contact pressure on the drive side of the flexographic printing machine and/or on the operating side of the flexographic printing machine.
- that the data is used when adjusting the color guide.
- that the data is used in adjusting the ink guide amount.
- that the data is used when setting up a dryer of the flexographic printing machine.
- that the data is used when setting the energy consumption of the flexographic printing machine.
- that the data is used in setting a preset value for flexographic ink consumption.
- that the data is used when setting a preset value for the selection of an anilox roller.
- that the data are used when setting, ie generating and displaying, a preview image of the sleeve and/or the flexographic printing form.
- that the data are used when setting, ie generating and displaying, a preview image for a print job with at least two sleeves and/or with at least two flexographic printing forms.
- that the data includes: Shore values of the sleeve and/or the flexographic printing forme.
- that the data are used when setting a dynamic, ie dependent on the machine speed, setting of the contact pressure between the flexographic printing cylinder and the impression cylinder and/or between the flexographic printing cylinder and an anilox roller.
- that the data is used when setting the so-called kiss print.
- that the data include the following: plate type and/or plate-specific data of a flexographic printing form designed as a flexographic printing plate.
- that the data are used when setting a dynamic, ie dependent on the machine speed, setting of the contact pressure between the flexographic printing cylinder and the impression cylinder and/or between the flexographic printing cylinder and an anilox roller.
- that the data is used when setting a preset value for the selection of CMYK colors and/or spot colors and/or varnishes.
- that the data comprises: channels, channel pattern, channel beat pattern and/or data on critical vibration engine speeds and/or critical vibration cylinder speeds derived therefrom computationally.
- that the data is used when setting the machine speed.
- that the data is used when the machine is started up.
- that the data include: at least one unprinted area of the flexographic printing form.
- that the data is used when setting the energy consumption of the flexographic printing machine.
- that the data is used in setting a preset value for the operation of a dryer.
- that the data is used when setting a preset value for the selection of activated and deactivated emitters, in particular UV-LED, of the dryer.
- that the data include the following: position data, in particular xy coordinates, a register mark and/or a color measuring field of the flexographic printing form.
- that the x-direction is the circumferential direction of the sleeve and the y-direction is the direction of the sleeve perpendicular thereto.
- that the register mark data is used when adjusting the color register.
- that the registration mark data is used when setting a color register preset.
- that the data on the register mark are used when setting a preset for a spatial and/or temporal measurement window of a register sensor.
- that the data on the color measurement field are used when setting a presetting for a spatial and/or temporal measurement window of a color sensor or a spectral sensor or a spectral photometer.
- that the data is used in setting a preset value for the selection of an ink or a number of inks.
- that the data are used when setting a preset value for the selection of a web tension of the printing material web to be printed.
- that the data include the following: position data, in particular xy coordinates, of the flexographic printing form on the sleeve.
- that the data includes: topography data of the sleeve and/or the flexographic printing form.
- that further data will be used when setting up.
- that the other data is specific to the print job.
- that the further data include the following: printing material type and/or printing material-specific data.
- that the further data comprises the following: roll type(s) and/or roll-specific data.
- that the further data includes: color type(s) and/or color specific data.
- that the additional data includes: paint type(s) and/or paint specific data.
- that the further data are press-specific.
- that the further data include: the spatial distance between adjacent flexographic printing units.
- that the further data comprises the following: anilox roller type(s) and/or anilox roller-specific data.
- that the further data include the following: vibration-critical engine speeds and/or vibration-critical cylinder speeds.
- that in order to configure a register controller of the flexographic printing machine, before printing, at least one image of the surface of the sleeve or multiple sleeves with the at least one or more flexographic printing forms is captured by a camera and that the image is subjected to digital image processing, with at least one or at least two register marks xy - is/are located and that, using the xy-located register mark position data, configuring the register controller for detecting register marks is automated.
- that to configure the register controller of the flexographic printing machine, it is derived from the recorded data and used which register mark of the register mark configuration is printed in which printing unit.
Eine jeweilige Weiterbildung der erfindungsgemäßen Flexodruckmaschine kann sich dadurch auszeichnen:
- dass die Flexodruckmaschine ein weiteres Flexodruckwerk - umfassend einen weiteren eine weitere Hülse mit wenigstens einer weiteren Flexodruckform tragenden Druckzylinder, einen weiteren Gegendruckzylinder und eine weitere Rasterwalze - umfasst und dass in jedem Flexodruckwerk eine Einrichtung zum Erfassen der ID der jeweiligen Hülse vorhanden ist.
- dass wenigstens zwei Flexodruckwerke als Doppeldruckwerke mit einem zentralen Gegendruckzylinder ausgebildet sind und dass in jedem Doppeldruckwerk wenigstens eine Einrichtung zum Erfassen der ID der jeweiligen Hülse vorhanden ist.
- dass wenigstens zwei Flexodruckwerke als Doppeldruckwerke mit zwei Gegendruckzylinder ausgebildet sind und dass in jedem Doppeldruckwerk wenigstens eine Einrichtung zum Erfassen der ID der jeweiligen Hülse vorhanden ist.
- dass die Flexodruckmaschine einen Trockner zum Trocknen des Bedruckstoffs und/oder der Flexodruckfarbe umfasst.
- dass der Trockner ein Heißlufttrockner ist.
- dass der Trockner ein IR-Trockner ist.
- dass der Trockner ein UV-Trockner ist.
- dass der Trockner ein Strahlungstrockner ist, z.B. Röntgenstrahlung verwendet.
- dass der Trockner eine Trocknersteuerung umfasst.
- dass der Trockner eine Einrichtung zur Leistungseinstellung oder Leistungssteuerung oder Leistungsregelung des Trockners umfasst.
- dass beim Betrieb der Flexodruckmaschine Karton bedruckt wird.
- dass beim Betrieb der Flexodruckmaschine ein beschichteter, z.B. mit Polyethylen, beschichteter Karton bedruckt wird.
- dass beim Betrieb der Flexodruckmaschine Papier, Karton, Pappe, Folie oder Verbundmaterial bedruckt wird.
- dass die Hülse wenigstens zwei Flexodruckformen mit unterschiedlichen Druckmotiven trägt.
- dass die zwei Flexodruckformen auf der Hülse in Umfangsrichtung aufeinanderfolgend oder in axialer Richtung aufeinanderfolgend montiert sind.
- dass die Rasterwalze mit einer ID markiert ist und die ID Informationen zum Transfervolumen sowie z.B. Geometrie, Lineatur und/oder Tiefe jeweils der Näpfchen und deren Winkelung trägt.
- dass die Rasterwalze mit einer ID markiert ist und zu dieser ID Informationen, wie z.B. Transfervolumen, Geometrie, Lineatur und/oder Tiefe jeweils der Näpfchen und deren Winkelung in einem Daten Speicher oder einem Cloud-Speicher hinterlegt sind.
- that the flexographic printing machine comprises a further flexographic printing unit - comprising a further printing cylinder carrying a further sleeve with at least one further flexographic printing forme, a further impression cylinder and a further anilox roller - and that in each flexographic printing unit there is a device for detecting the ID of the respective sleeve.
- that at least two flexographic printing units are designed as double printing units with a central impression cylinder and that at least one device for detecting the ID of the respective sleeve is present in each double printing unit.
- that at least two flexographic printing units are designed as double printing units with two impression cylinders and that each double printing unit has at least one device for detecting the ID of the respective sleeve.
- that the flexographic printing machine includes a dryer for drying the printing material and/or the flexographic printing ink.
- that the dryer is a hot air dryer.
- that the dryer is an IR dryer.
- that the dryer is a UV dryer.
- that the dryer is a radiation dryer, eg using X-ray radiation.
- that the dryer includes a dryer controller.
- that the dryer includes a device for power adjustment or power control or power regulation of the dryer.
- that cardboard is printed during operation of the flexographic printing machine.
- that during the operation of the flexographic printing machine, a coated cardboard, for example one coated with polyethylene, is printed.
- that paper, cardboard, cardboard, foil or composite material is printed during operation of the flexographic printing machine.
- that the sleeve carries at least two flexographic printing forms with different print motifs.
- that the two flexographic printing forms are mounted on the sleeve consecutively in the circumferential direction or consecutively in the axial direction.
- that the anilox roller is marked with an ID and the ID carries information on the transfer volume and, for example, geometry, linework and/or depth of the cells and their angle.
- that the anilox roller is marked with an ID and information such as transfer volume, geometry, linework and/or depth of each of the cells and their angle is stored in a data memory or a cloud memory for this ID.
Eine jeweilige Weiterbildung des erfindungsgemäßen Systems kann sich dadurch auszeichnen:
- dass die ID als eindeutiger Identifikator für die Hülse ausgebildet ist.
- dass der Identifikator mehrere Zeichen, insbesondere Ziffern und/oder Buschstaben, umfasst.
- dass die ID als ein eindimensionaler Code markiert ist, insbesondere ein Barcode, oder als ein zweidimensionaler Code markiert ist, insbesondere ein QR-Code, oder als ein RFID-Chip oder NFC-Chip markiert ist.
- dass die Messeinrichtung die Punktdichte oder daraus abgeleitete Daten zusammen mit der ID direkt an die Flexodruckmaschine übermittelt.
- dass die Messeinrichtung die Punktdichte oder daraus abgeleitete Daten zusammen mit der ID indirekt an die Flexodruckmaschine übermittelt, indem die Punktdichte oder die daraus abgeleitete Daten zwischengespeichert und von der Flexodruckmaschine für das Drucken mit der Flexodruckform und/oder der Hülse abgerufen werden.
- dass das Zwischenspeichern auf einem zentralen Speicher oder einem Cloud-Speicher erfolgt.
- das System eine Mehrzahl von Rasterwalzen verschiedener Raster und/oder Rasterfeinheiten umfasst und dass die Flexodruckmaschine beim Drucken mit einer Flexodruckform mit einer Rasterwalze betrieben wird, welche aus der Mehrzahl von Rasterwalzen rechentechnisch unter Verwendung der Punktdichte der Flexodruckform oder daraus abgeleiteter Daten ausgewählt wird.
- dass die ausgewählte Rasterwalze ein Raster aufweist, welches feiner als das Raster der Flexodruckform ist.
- that the ID is designed as a unique identifier for the sleeve.
- that the identifier comprises several characters, in particular numbers and/or letters.
- that the ID is marked as a one-dimensional code, in particular a barcode, or is marked as a two-dimensional code, in particular a QR code, or is marked as an RFID chip or NFC chip.
- that the measuring device transmits the dot density or data derived from it together with the ID directly to the flexographic printing machine.
- that the measuring device indirectly transmits the dot density or data derived therefrom together with the ID to the flexographic printing machine by temporarily storing the dot density or the data derived therefrom and calling it up from the flexographic printing machine for printing with the flexographic printing forme and/or the sleeve.
- that the caching takes place on a central storage or a cloud storage.
- the system comprises a plurality of anilox rollers of different screens and/or screen rulings and that the flexographic printing machine is operated with a screen roller when printing with a flexographic printing forme, which is selected from the plurality of anilox rollers by computer using the point density of the flexographic printing forme or data derived therefrom.
- that the selected screen roller has a screen which is finer than the screen of the flexographic printing form.
Eine jeweilige Weiterbildung der erfindungsgemäßen Flexodruckform oder Hülse für eine Flexodruckform kann sich dadurch auszeichnen:
- dass die Markierung mit der maschinenlesbaren ID unter Einsatz eines Markierungsmittels erfolgt, welches von einem RFID-Chip verschieden ist.
- that the marking with the machine-readable ID takes place using a marking means which is different from an RFID chip.
Die in den obigen Abschnitten Technisches Gebiet, Erfindung und Weiterbildungen sowie im folgenden Abschnitt Ausführungsbeispiele offenbarten Merkmale und Merkmalskombinationen stellen - in beliebiger Kombination miteinander - weitere vorteilhafte Weiterbildungen der Erfindung dar.The features and combinations of features disclosed in the above sections Technical field, invention and developments as well as in the following section Working examples represent further advantageous developments of the invention - in any combination with one another.
Die
Die
Die
Einander entsprechende Merkmale sind in den Figuren mit denselben Bezugszeichen versehen. Sich in den Figuren wiederholende Bezugszeichen wurden der Übersichtlichkeit teils weggelassen.Features corresponding to one another are provided with the same reference symbols in the figures. Reference symbols that are repeated in the figures have been partially omitted for the sake of clarity.
Zum Rotieren des Trägerzylinders während des Messens kann in der Messstation ein Motor 7 vorhanden sein. Die Messstation kann Teil eines sogenannten "Mounter" (in dem Druckplatten auf Trägerhülsen montiert werden) sein oder kann separat zu einem "Mounter" vorgesehen sein. Die Messstation kann separat zu einer Druckmaschine 8 (Flexodruckmaschine) - mit wenigstens einem Druckwerk 9 (Flexodruckwerk) für die Druckplatte 5 und einem Trockner 10 zum Bedrucken und Trocknen eines bevorzugt bahnförmigen Bedruckstoffs 11 - vorgesehen sein. Die Druckplatte ist bevorzugt eine Flexodruckform mit einem Durchmesser von 106 mm bis 340 mm. Der Trockner ist bevorzugt ein Heißlufttrockner und/oder ein UV-Trockner und/oder eine Elektronenstrahl-Trockner und/oder ein IR-Trockner. Die Hülse kann seitlich auf den Trägerzylinder aufgeschoben werden. Der Trägerzylinder kann Öffnungen in seiner Mantelfläche aufweisen, aus welchen - zum Weiten der Hülse und zum Erzeugen eines Luftkissens beim Aufschieben - Druckluft ausgestoßen werden kann. Die Hülse mit der Druckplatte kann nach dem Messen aus dem Messgerät entnommen und in der Druckmaschine auf einen Druckzylinder des Druckwerks aufgeschoben werden. Alternativ zum Pneumatik-Spannsystem kann auch ein Hydraulik-Spannsystem verwendet werden.A
Eine Kalibration der Messstation 2 kann unter Zuhilfenahme von Messringen 12 am Trägerzylinder 1 erfolgen. Alternativ kann eine Messhülse oder der Trägerzylinder selbst zur Kalibration verwendet werden.The measuring
Die nachfolgenden Figuren zeigen bevorzugte Ausführungsformen von Vorrichtungen zum berührungslosen Vermessen von Erhebungen 13 der Oberfläche 14 eines als Flexodruckform der Druckmaschine 8 ausgebildeten Rotationskörpers 6 (vgl.
Die
In dieser und den folgenden Ausführungsformen meint "2D", dass ein Abschnitt der Druckplatte 5 (z.B. ringförmiges Höhenprofil) gescannt wird und "3D", dass die gesamte Druckplatte 5 (z.B. zylinderförmiges Höhenprofil, aus ringförmigen Höhenprofilen zusammengesetzt) gescannt wird.In this and the following embodiments, "2D" means that a section of the printing plate 5 (e.g. annular height profile) is scanned and "3D" means that the entire printing plate 5 (e.g. cylindrical height profile composed of annular height profiles) is scanned.
Die Vorrichtung umfasst mehrere Strahlungsquellen 19, insbesondere Lichtquellen19, bevorzugt LED-Lichtquellen, wenigstens einen Reflektor 20, z.B. einen Spiegel, und wenigstens einen Lichtempfänger 21, bevorzugt eine Flächenkamera und besonders bevorzugt eine Hochgeschwindigkeitskamera. Im Folgenden wird beispielhaft von Lichtquellen als den Strahlungsquellen ausgegangen, d.h. es wird sichtbares Licht ausgesendet. Alternativ kann die Strahlungsquelle andere elektromagnetische Strahlung aussenden, z.B. Infrarot. Die Lichtquellen sind bevorzugt in einer Reihe senkrecht zur Rotationsachse 22 des Trägerzylinders 1 angeordnet und erzeugen einen Lichtvorhang 23, wobei der Trägerzylinder 1 mit Hülse 3 und Druckplatte 5, d.h. die Kontur, eine Abschattung 24 erzeugen. Das reflektierte und dann empfangene Licht 25, also im Wesentlichen das ausgesendete Licht 23 ohne das von der Topografie 13 abgeschattete Licht 24, trägt Informationen über die zu vermessende Topografie 13. Der Reflektor 20 kann als eine reflektierende Folie ausgebildet sein.The device comprises a plurality of
Die Lichtquelle 19 ist flächenförmig (Flächenkamera). Die Lichtquelle sendet bevorzugt sichtbares Licht aus. Bevorzugt decken die Lichtquellen 19 und -empfänger 21 die Arbeitsbreite 26, d.h. die Ausdehnung der Druckplatte 5 in Richtung seiner Achse 22 (z.B. 1650 mm), ab. Es können bevorzugt n Lichtquellen 19 und -empfänger 21 vorgesehen sein, wobei z.B. 2>n>69. Bei Einsatz von Kameras geringerer Größe kann eine höhere Obergrenze als 69 erforderlich sein. Wird die gesamte Arbeitsbreite 26 abgedeckt, so kann die Druckplatte 5 während einer Umdrehung des Trägerzylinders 1 vermessen werden. Andernfalls müssen die Lichtquellen und Lichtempfänger in axialer Richtung 27 entlang der Druckplatte bewegt oder getaktet werden.The
Bevorzugt kommen günstige aber schnell arbeitende Kameras 21 zum Einsatz, z.B. Schwarz-Weiß-Kameras. Die Kameras können während der Rotation der Druckplatte 5 einzelne Bilder aufnehmen oder einen Film.Inexpensive but fast-working
Die Einrichtung aus Lichtquellen 19, Reflektor 20 und Lichtempfänger 21 kann bevorzugt in eine Richtung 28 senkrecht zur Achse 22 des Trägerzylinders 1 bewegt werden, um den erzeugten Lichtstreifen 23 auf die zu vermessende Topografie 13 zu richten. Hierzu kann ein Motor 29 vorhanden sein. Es kann auch vorgesehen sein, den Reflektor ortsfest auszubilden und nur die Lichtquelle und/oder den Lichtempfänger zu bewegen, z.B. motorisch zu verfahren.The device consisting of
Entgegen der Darstellung erfolgt das Vermessen der Topografie 13 bevorzugt in senkrechter (z.B. Kamera "unten" und Reflektor "oben") und nicht in waagrechter Richtung, da in diesem Fall eine mögliche Durchbiegung des Trägerzylinders 1 und des Referenzobjekts 30 unberücksichtigt bleiben kann. Man muss sich bei dieser bevorzugten Lösung die
Als optionales Referenzobjekt 30 ist ein linienartiges Objekt 30, bevorzugt ein gespannter Faden 30 oder eine gespannte Saite 30, z.B. ein Metalldraht oder eine Carbonfaser oder ein Messer (oder ein messerartiges Objekt oder ein Objekt mit einer Schneide) oder ein Balken., vorgesehen, welches eine Referenzlinie 31 für die Mehrzahl von Lichtempfängern 21 erzeugt. Das linienartige Objekt erstreckt sich bevorzugt parallel zur Achse des Trägerzylinders 1 und ist in geringem Abstand 32, z.B. 2 mm bis 10 mm (maximal bis 20 mm), zu dessen Mantelfläche 33 bzw. der darauf angeordneten Druckplatte 5 angeordnet.A line-
Das empfangene Licht 25 enthält auch auswertbare Informationen über das Referenzobjekt 30, z.B. dessen Ort und/oder Abstand zur (bevorzugt geätzten und daher tiefer als die Erhebungen 13 liegenden) Oberfläche 14 der Druckplatte 5. Mittels der Referenzlinie kann der radiale Abstand R der Topografie 13 bzw. der Kontur oder der Konturerhebungen zum Referenzobjekt 30, bevorzugt unter Einsatz von digitaler Bildverarbeitung, bestimmt werden. Der Abstand des Referenzobjekts 30 von der Achse 22 des Trägerzylinders 1 ist durch die Anordnung und/oder motorische Verstellung des Referenzobjekts 30 (optional gemeinsam mit Lichtquelle 19 und Lichtempfänger 21 und ggf. Reflektor 20) bekannt. Somit kann rechentechnisch der radiale Abstand der Konturerhebungen, d.h. der Radius R der Druckpunkte, bestimmt werden. Durch den Einsatz des Referenzobjekts 30 und somit dem Vorhandensein einer von ihm hervorgerufenen Abschattung bzw. einer zur Abschattung korrespondierenden Referenzlinie 31 (im aufgenommenen Bild bzw. aus dem empfangenen Licht) einer jeden Kamera 21 ist eine exakte, z.B. pixelgenaue Ausrichtung der Kameras zueinander nicht zwingend erforderlich. Ferner kann das Referenzobjekt 30 zur Kalibrierung des Messsystems genutzt werden.The received light 25 also contains information about the
Das Referenzobjekt 30 kann zur Bewegung bzw. Verstellung in Richtung 28 mit der Lichtquelle 19 und/oder dem Motor 29 gekoppelt sein. Alternativ kann das Referenzobjekt einen eigenen Motor 29b für das Bewegen/Verstellen aufweisen.The
Zum initialen Referenzieren der Vorrichtung wird bevorzugt eine Messung mit dem ("leeren") Trägerzylinder oder einer darauf angeordneten Messhülse durchgeführt (Messung Abstand Referenzobjekt zu Oberfläche von AS nach BS).For the initial referencing of the device, a measurement is preferably carried out with the ("empty") carrier cylinder or a measuring sleeve arranged thereon (measurement of the distance between the reference object and the surface from AS to BS).
Zum weiteren Initialisieren der Vorrichtung vor dem Messvorgang wird bevorzugt zunächst die Flächenkamera 21 in Richtung 28 zum Trägerzylinder 1 hinbewegt. Die Bewegung wird bevorzugt gestoppt, sobald die Kamera bevorzugt die erste Erhebung detektiert. Danach wird das Referenzobjekt 30 bevorzugt ebenfalls in Richtung 28 bis auf einen vorgegebenen Abstand, z.B. 2 mm, zum Trägerzylinder 1 hinbewegt.To further initialize the device before the measurement process, the
Lichtquelle 19 und Lichtempfänger 21 können alternativ auch auf gegenüberliegenden Seiten des Trägerzylinders 1 angeordnet sein; in diesem Fall kann auf den Reflektor 20 verzichtet werden.Alternatively,
Bevorzugt bilden die Lichtquelle 19, der Reflektor 20 (sofern gemäß Ausführungsform vorhanden), der Lichtempfänger 21 und das optionale Referenzobjekt 30 eine (senkrecht zur Achse 22 des Trägerzylinders) bewegbare. insbesondere motorisch verstellbare oder verfahrbare Einheit 34.The
Während des Messens rotiert der Trägerzylinder 1 mit der darauf befindlichen Druckplatte 5, so dass bevorzugt alle Erhebungen 13 in Umfangsrichtung 35 erfasst werden können. Daraus lässt sich in Abhängigkeit der Winkelposition des Trägerzylinders 1 ein Topografie-Bild und der Radius R einzelner Erhebungen 13, z.B. Flexodruckpunkte, zur Achse 22 oder der Durchmesser D (gemessen zwischen sich gegenüberliegenden Erhebungen) ermitteln.During the measurement, the
In der vergrößerten Darstellung der
Es kann weiterhin ein Sensor 37 vorgesehen sein, welcher die Hülse 3 und/oder die Druckplatte 5 anhand eines Identifikationsmerkmals 38 (vgl.
Die von den Lichtempfängern 21 erzeugten Signale und/oder Daten, welche Informationen über die Topografie 13 der vermessenen Oberfläche 14 und über das Referenzobjekt 30 umfassen, werden an einen Rechner 39 übertragen, bevorzugt über eine Leitung oder über Funkverbindung, und dort weiterverarbeitet. Der Rechner steht mit der Druckmaschine 8 in Verbindung. Der Rechner 39 wertet die Informationen aus.The signals and/or data generated by the
Das Referenzobjekt 30 kann vor der Messung in den Erfassungsbereich des Lichtempfängers 21 gebracht werden, um so den Lichtempfänger zu kalibrieren. Der Lichtempfänger 21 erfasst und überträgt die erzeugten Signale der Kalibration auf den Rechner 39. Die Daten der Kalibration werden in den digitalen Speicher 40 des Rechners 39 erfasst.Before the measurement, the
Damit ist es möglich eine virtuelles Referenzobjekt im Rechner 39 zu hinterlegen. Anschließend wird das Referenzobjekt 30 aus dem Erfassungsbereich des Lichtempfängers 21 entfernt und die Topografie 39 der vermessenden Oberfläche 14 zusammen mit den virtuelle Referenzobjekt weiterverarbeitet.This makes it possible to store a virtual reference object in the computer 39 . The
Das Ergebnis der Auswertung wird in einem digitalen Speicher 40 des Rechners, in einem Speicher 40 der Druckmaschine oder in einen Cloud-basierten Speicher abgelegt. Die Ergebnisse werden bevorzugt dem jeweiligen Identifikationsmerkmal 38 zugeordnet abgespeichert. Bei der späteren Verwendung der auf einer Hülse montierten Druckplatte 5 (oder der Hülse/Flexodruckform) in der Druckmaschine 8 kann das Identifikationsmerkmal 38 der Druckplatte 5 bzw. der der Flexodruckform (oder der Hülse) erneut eingelesen werden. Dann können die zum Identifikationsmerkmal 38 gespeicherten Werte, z.B. zum Zwecke der Voreinstellung, abgerufen werden. Es kann z.B. vorgesehen sein, dass die Druckmaschine benötigte Daten für einen Druckauftrag aus dem Cloud-basierten Speicher erhält.The result of the evaluation is stored in a
Das Ergebnis der Auswertung kann bevorzugt bis zu vier Werte umfassen: Die betriebsmäßig erforderlichen Druckzustellungen des Druckzylinders 16, d.h. des die vermessene Druckplatte 5 tragenden Zylinders auf den beiden Seiten 41 bzw. AS (Antriebsseite) und 42 bzw. BS (Bedienseite) gegen den Gegendruckzylinder 17 oder Bedruckstoff-Transportzylinder 17 und die betriebsmäßig erforderlichen Druckzustellungen einer die vermessene Druckplatte 5 einfärbenden Rasterwalze 15 auf den beiden Seiten 41 bzw. AS (Antriebsseite) und 42 bzw. BS (Bedienseite) gegen den Druckzylinder 16.The result of the evaluation can preferably include up to four values: The operationally required pressure infeeds of the
Weiterhin kann eine Einrichtung 43 zum Erfassen der Punktdichte, z.B. über eine optische Abtastung, vorgesehen sein, bevorzugt eine CIS-Scannerleiste (Contact Image Sensor), eine Zeilenkamera, oder eine Lasertriangulations-Einrichtung. Alternativ kann die Einrichtung 43 ein schwenkbarer oder bewegbarer Spiegel sein, derart, dass dieser zusammen mit den Lichtquellen 19, 21 zur Messung der Punktdichte genutzt werden kann. Die Einrichtung ist bevorzugt mit einer Einrichtung zur Bildverarbeitung und/oder Bildauswertung verbunden, welche bevorzugt der Rechner 39 - bzw. der Rechner 39 mit einer entsprechenden Programmierung - ist oder welche ein weiterer Rechner 39b sein kann.Furthermore, a
Eine CIS-Scannerleiste kann achsparallel zum Zylinder angeordnet sein. Sie umfasst bevorzugt LEDs zur Beleuchtung und Sensoren zur Bildaufnahme (ähnlich einer Scannerleiste in einem handelsüblichen Kopierer). Die Leiste ist bevorzugt in einem Abstand von 1 bis 2 cm zur Oberfläche angeordnet oder wird auf diesen Abstand positioniert. Der Zylinder mit der zu vermessenden Oberfläche, z.B. der Druckplatte, rotiert unter der Leiste, die dabei ein Bild der Oberfläche erzeugt und einer Bildauswertung für eine Punktdichte-Auswertung zur Verfügung stellt. Die aus dem Erfassen der Punktdichte gewonnenen Daten können z.B. auch verwendet werden, um aus einer Menge von bereitstehenden Rasterwalzen eine - für das Drucken mit der erfassten Druckform optimale - Rasterwalze rechentechnisch auszuwählen bzw. zu empfehlen.A CIS scanner bar can be arranged axially parallel to the cylinder. It preferably includes LEDs for lighting and sensors for image recording (similar to a scanner bar in a commercial copier). The bar is preferably arranged at a distance of 1 to 2 cm from the surface or is positioned at this distance. The cylinder with the surface to be measured, e.g. the printing plate, rotates under the bar, which creates an image of the surface and provides an image evaluation for a point density evaluation. The data obtained from recording the dot density can also be used, for example, to select or recommend an anilox roller from a set of available anilox rollers that is optimal for printing with the recorded printing form.
Die
Die Vorrichtung umfasst eine Lichtquelle 19, bevorzugt eine zeilenförmige LED-Lichtquelle 19 oder einen zeilenförmigen Laser 19, und einen Lichtempfänger 21, bevorzugt eine Zeilenkamera 21. Laser und Lichtempfänger bilden gemeinsam einen Lasermikrometer 44. Die Lichtquelle 19 erzeugt einen Lichtvorhang 23 und der Trägerzylinder 1 mit Hülse 3 und Druckplatte 5 erzeugt eine Abschattung 24. Die Zeilen-Längen der Lichtquelle 19 und der Lichtempfänger 21 sind bevorzugt größer als der Durchmesser D des Trägerzylinders samt Hülse und Druckplatte, um die Topografie ohne ein Bewegen der Einrichtung 44 senkrecht zur Achse 22 des Trägerzylinders zu ermöglichen. Mit anderen Worten: der Querschnitt des Trägerzylinders befindet sich vollständig im Lichtvorhang.The device comprises a
Die Einrichtung 44 aus Lichtquelle 19 und Lichtempfänger 21 kann parallel zur Achse 22 des Trägerzylinders bewegt werden (in Richtung 27), um die gesamte Arbeitsbreite 26 zu erfassen. Hierzu kann ein Motor 45 vorhanden sein.The
Es kann ein Sensor 37 vorgesehen sein, welcher die Hülse 3 und/oder die Druckplatte 5 anhand eines Identifikationsmerkmals 38 erfasst (vgl.
Die von den Lichtempfängern 21 erzeugten Signale und/oder Daten werden an einen Rechner 39 übertragen, bevorzugt über eine Leitung oder über Funkverbindung, und dort weiterverarbeitet. Der Rechner steht mit der Druckmaschine 8 in Verbindung.The signals and/or data generated by the
Lichtquelle 19 und Lichtempfänger 21 können alternativ auch auf derselben Seite des Trägerzylinders 1 angeordnet sein; in diesem Fall wird gegenüber ein Reflektor 20 ähnlich wie in den
Gemäß einer alternativen Ausführungsform wird die Topografie bevorzugt mit einem Lasermikrometer 44 im Rahmen einer 2D-Durchmesser-Ermittlung erfasst, wobei nicht nur eine einzelne Messzeile 46, sondern ein breiterer (gestrichelt dargestellter) Messtreifen 47 aus mehreren (gestrichelt dargestellten) Messzeilen 48 erfasst werden. Lichtquelle 19 und Lichtempfänger 21 sind in diesem Ausführungsbeispiel bevorzugt flächig und nicht bloß zeilenförmig ausgebildet. Die Lichtquelle 19 kann mehrere Lichtzeilen 48 von jeweils etwa 0,1 mm Breite und etwa 5 mm jeweiligen Abstands zueinander umfassen. Die Kamera ist in diesem Beispiel bevorzugt als Flächenkamera ausgebildet.According to an alternative embodiment, the topography is preferably recorded with a
Die
Die Vorrichtung umfasst eine Lichtquelle 19, bevorzugt eine LED-Lichtquelle 19, und einen Lichtempfänger 21, bevorzugt eine zeilenförmige LED-Lichtquelle 21 oder einen zeilenförmigen Laser 21. Die Lichtquelle 19 erzeugt einen Lichtvorhang 23 und der Trägerzylinder 1 mit Hülse 3 und Druckplatte 5 erzeugt eine Abschattung 24.The device comprises a
Die Einrichtung aus Lichtquelle 19 und Lichtempfänger 21 kann bevorzugt in eine Richtung 28 senkrecht zur Achse 22 des Trägerzylinders 1 bewegt werden, um den Lichtvorhang 23 auf die zu vermessende Topografie 13 zu richten. Hierzu kann ein Motor 29 vorhanden sein. Für den Fall, dass der Lichtvorhang 23 breit genug ist und daher den Messbereich abdeckt, kann auf den Motor 29 verzichtet werden.The device consisting of the
Die von den Lichtempfängern 21 erzeugten Signale und/oder Daten werden an einen Rechner 39 übertragen, bevorzugt über eine Leitung oder über Funkverbindung, und dort weiterverarbeitet. Der Rechner steht mit der Druckmaschine 8 in Verbindung. Lichtquelle 19 und Lichtempfänger 21 können alternativ auch auf derselben Seite des Trägerzylinders angeordnet sein; in diesem Fall wird gegenüber ein Reflektor 20 ähnlich wie in den
Gemäß einer alternativen Ausführungsform wird die Topografie 13 bevorzugt mit einem Lasermikrometer 44 im Rahmen einer 3D-Radius-Ermittlung erfasst, wobei nicht nur eine Messzeile 46, sondern ein breiterer (gestrichelt dargestellter) Messtreifen 47, d.h. gleichzeitig mehrere Messzeilen 48, erfasst werden. Lichtquelle 19 und Lichtempfänger 21 sind in diesem Ausführungsbeispiel flächig und nicht bloß zeilenförmig ausgebildet.According to an alternative embodiment, the
Gemäß einer weiteren alternativen Ausführungsform wird die Topografie 13 bevorzugt mit einem Lasermikrometer 44 im Rahmen einer 3D-Radius-Ermittlung erfasst, wobei die Einrichtung aus Lichtquelle 19 und Lichtempfänger 21 bevorzugt in eine Richtung 28 senkrecht zur Achse des Trägerzylinders 1 bewegt werden kann, um den Lichtvorhang 23 auf die zu vermessende Topografie 13 zu richten. Hierzu kann ein (gestrichelt dargestellter) Motor 29 vorhanden sein.According to a further alternative embodiment, the
Gemäß einer alternativen Ausführungsform wird die Topografie 13 bevorzugt mit einem Lasermikrometer 44 im Rahmen einer 3D-Radius-Ermittlung erfasst, wobei die beiden letztgenannten alternativen Ausführungsformen kombiniert werden.According to an alternative embodiment, the
In der Darstellung ist auch ein einhüllender Radius 52 bzw. eine Einhüllende 52 derjenigen Punkte der Druckplatte 5 mit dem größten Radius, d.h. den höchsten Erhebungen der Topografie 13 am axialen Ort, gezeigt.The illustration also shows an
Der Punkt 53 der Druckplatte 5 ist ein druckender Punkt, da dieser im Druckbetrieb bei normal eingestellter Pressung bzw. Druckzustellung zwischen Druckplatte 5 und Bedruckstoff 11 bzw. Transportzylinder 17 ausreichend Kontakt zum Bedruckstoff und zur farbübertragenden Rasterwalze hätte. Normal eingestellte Pressung erzeugt einen so genannten Kiss-Print, bei dem die Druckplatte den Bedruckstoff gerade berührt und bei dem die Flexodruckpunkte nicht wesentlich gequetscht werden.The
Der Punkt 54 ist ein Punkt, welcher im Druckbetrieb bei normal eingestellter Pressung gerade noch drucken würde, da er gerade noch Kontakt zum Bedruckstoff hätte.The
Die beiden Punkte 55 sind Punkte, die nicht drucken würden, da sie im Druckbetrieb bei normal eingestellter Pressung keinen Kontakt zum Bedruckstoff und auch nicht zur Rasterwalze hätten.The two
Auf dem Rechner 39 läuft ein Computerprogramm, welches im druckenden Bereich 50 rechentechnisch, z.B. unter Einsatz digitaler Bildverarbeitung, den radial tiefsten Punkt 56 und dessen radialen Abstand 57 zur Einhüllenden 52 ermittelt. Diese Berechnung wird in axialer Richtung in regelmäßigen Abständen durchgeführt, z.B. von AS nach BS an allen Messpunkten, und das jeweilige Maximum der tiefsten Punkte (d.h. der maximal tiefste Wert) von AS bis Mitte und von Mitte bis BS bestimmt. Die beiden Maxima oder daraus rechentechnisch bestimmte Zustellwerte oder Einstellwerte können z.B. als jeweilige Zustellung/Einstellung auf AS und BS beim Drucken gewählt werden, d.h. der Zylinderabstand zwischen den am Drucken beteiligten Zylindern wird um die Zustellung auf AS und BS verringert. Hierzu können aus AS und auf BS jeweils eine motorische Gewindespindel eingesetzt werden.A computer program runs on the computer 39 and calculates the radially
Nachfolgend ein konkretes Zahlenbeispiel:
Auf der einen Seite ergibt sich als Abstand deltaR=65µm und auf der anderen als Abstand deltaR=55µm. Damit alle Punkte 53 bis 55 der Druckplatte drucken, müssen 65µm zugestellt werden.Below is a concrete numerical example:
On the one hand, the distance is deltaR=65µm and on the other, the distance is deltaR=55µm. In order for all
In allen dargestellten Ausführungsformen und deren genannten Alternativen kann zusätzlich die herstellungsbedingte und/oder betriebsbedingte (durch Abnutzung bedingte) Rundlaufgenauigkeit der Hülse 3 vermessen werden und kann auf Basis der Mess- und Auswerteergebnisse beim Drucken zur Verbesserung der Qualität der erzeugten Druckprodukte berücksichtigt werden. Bei Überschreiten einer vorgegebenen Rundlauf-Toleranz kann eine Warnung ausgegeben werden. Das Messen kann bei glatten und bei porösen Hülsen durchgeführt werden.In all of the illustrated embodiments and the alternatives mentioned, the manufacturing-related and/or operational (due to wear and tear) concentricity of the
Anstelle von Lichtquellen 19 bzw. Lichtstrahlern 19 (welche sichtbares Licht emittieren) können im Rahmen der Erfindung auch Radarstrahler 19 (mit entsprechend angepassten Empfängern) verwendet werden.Instead of
In allen dargestellten Ausführungsformen und deren genannten Alternativen können auch Parameter für eine dynamische Druckzustellung ermittelt und an die Druckmaschine übergeben werden. Dabei kann z.B. eine bekannte - (z.B. vorab gemessene) und dem Rechner 39 zur Verfügung stehende - verzögerte Ausdehnung der verformbaren und/oder komprimierbaren Druckpunkte 53 bis 55 aus Polymermaterial berücksichtigt werden. Oder es kann eine vorab mit einem Durometer ermittelte Härte der Druckplatte verwendet werden. Diese Ausdehnung kann insbesondere von der betriebsmäßig herrschenden Druckgeschwindigkeit abhängen bzw. diese Druckgeschwindigkeitsabhängigkeit kann berücksichtigt werden. Es kann z.B. bei höheren Druckgeschwindigkeiten eine höhere Druckbeistellung gewählt werden.In all of the illustrated embodiments and their named alternatives, parameters for a dynamic print infeed can also be determined and transferred to the printing press. For example, a known (eg previously measured) and available to the computer 39 delayed expansion of the deformable and/or
Dabei kann auch die Druckfläche der Druckplatte 5 oder die Punktdichte, d.h. die ortsveränderlichen Dichte der Druckpunkte auf der Druckplatte 5, (alternativ oder zusätzlich zur Druckgeschwindigkeit) berücksichtigt werden: Es kann z.B. bei höheren Punktdichten eine höhere Druckbeistellung gewählt werden und/oder die Punktdichte kann bei der Einstellung der dynamischen Druckbeistellung verwendet werden.The printing surface of the
Zur Bestimmung der lokalen Punktdichte kann das empfangene Licht 25, also im Wesentlichen das ausgesendete Licht 23 ohne das von der Topografie 13 abgeschattete Licht 24 genutzt werden. Es trägt Informationen über die zu vermessende Topografie 13 und/oder deren Oberflächen-Punktdichte und/oder deren Erhebungen.To determine the local point density, the received light 25, ie essentially the emitted
Hierzu kann ferner eine Einrichtung 43 zum Erfassen bzw. Messen der Punktdichte, d.h. deren lokale Werte, auf der Druckform, z.B. Flexodruckform, vorgesehen sein, bevorzugt eine CIS-Scannerleiste oder eine Zeilenkamera. Es kann z.B. vorgesehen sein, auf Basis der gewonnenen/berechneten Daten aus der Punktdichtermittlung Vorgabewerte für eine unterschiedliche Druckbeistellung auf AS (Antriebseite der Druckmaschine) und BS (Bedienseite der Druckmaschine) bereitzustellen.For this purpose, a
In Kenntnis der Punktdichte der Druckplatte 5 und/oder der einfärbenden Rasterwalze 15 und/oder Rasterhülsel5 kann der zu erwartende Farbverbrauch beim Drucken mit der Druckplatte auf einen gegebenen Bedruckstoff 11 rechentechnisch ermittelt werden. Aus dem Farbverbrauch kann die benötigte Trocknerleistung der Trockner 10 zum Trocknen der Farbe auf dem Bedruckstoff rechentechnisch ermittelt werden. Ausgehend von dem berechneten, zu erwartenden Farbverbrauch kann auch ein bereitzustellender Farbvorrat berechnet werden.Knowing the dot density of the
In allen dargestellten Ausführungsformen und deren genannten Alternativen kann auch ein so genanntes Kanalschlagmuster (verursacht durch ein Kanalmuster)berücksichtigt werden. Ein Kanalschlagmuster ist eine beim betriebsmäßigen Rotieren der Druckplatte 5 periodisch auftretende Störung, welche durch eine - meist in axialer Richtung sich erstreckende - seitenbreite oder wenigstens störend breite Lücke bzw. Kanal im Druckbild, d.h. einen störend großen Bereich ohne Druckpunkte, oder einen sonstigen axialen Kanal hervorgerufen wird. Durch solche Kanäle oder deren Kanalschlagmuster kann die Druckqualität beeinträchtigt werden, da sich die am Drucken beteiligten Zylinder durch die Kissprint-Anstellung im beim Rotieren wiederkehrenden Bereich des Kanals und somit rhythmisch annähern und abstoßen. Dies kann im ungünstigen Fall zu ungewollten Dichteschwankungen oder sogar Druckaussetzern führen. Ein vorhandenes Kanalschlagmuster kann bevorzugt mittels CIS-Messeinrichtung 43 (z.B. der oben erwähnte schwenkbare oder bewegbare Spiegel zusammen mit den Flächenkameras) oder mittels einer Flächenkamera erfasst und rechentechnisch ausgewertet und bei der betriebsmäßig erforderlichen Druckzustellung kompensiert werden. Zum Beispiel kann auf Basis des erfassten Kanalschlagmusters vorausberechnet werden, bei welchen Geschwindigkeiten bzw. Rotationsfrequenzen einer Druckmaschine Schwingungen auftreten würden. Diese Geschwindigkeiten bzw. Rotationsfrequenzen werden dann während der Produktion nicht verwendet und z.B. beim Hochfahren der Maschine überfahren.A so-called channel beat pattern (caused by a channel pattern) can also be taken into account in all of the illustrated embodiments and their alternatives. A channel beat pattern is a disturbance that occurs periodically during operational rotation of the
Jede Druckplatte 5 kann ein individuelles Kanalschlagmuster aufweisen. Kanäle in der Druckform können das Druckergebnis negativ beeinflussen oder gar zu Druckaussetzern führen. Um Kanalschläge zu mildern oder gar zu eliminieren, wird die Druckplatte auf Kanäle in Abrollrichtung untersucht. Bei bekannten Resonanzfrequenzen des Druckwerks 9 können Produktions-Geschwindigkeiten berechnet werden, die besonders ungünstig bei gegebener Druckform sind. Diese Druckgeschwindigkeiten gilt es zu vermeiden (so genannte "no go speed").Each
In allen dargestellten Ausführungsformen und deren genannten Alternativen können auch Registermarken (oder mehrere Registermarken, z.B. Keile, Doppelkeile, Punkte oder Fadenkreuze) auf der Druckform erfasst werden, z.B. unter Einsatz der Kamera 21 oder 43 und einer nachgeschalteten digitalen Bildverarbeitung, und deren Position gemessen, gespeichert und bereitgehaltenen werden. Hierdurch wird eine automatische Einstellung von Registerreglern oder deren Registersensoren auf die Registermarken oder auf axiale Positionen ermöglicht. Fehler durch das sonst übliche händische Einstellen der Sensoren können so vorteilhaft verhindert werden. Alternativ können Muster erfasst werden und zur Konfiguration eines Registerregler verwendet werden. Es kann auch vorgesehen sein, einen motorisch bewegbaren Registersensor automatisch zu positionieren, insbesondere in axialer Richtung. Es kann auch vorgesehen sein, einen vorgegebenen Nullpunkt der Winkel stellung eines Druckzylinder und/oder einer darauf angeordneten Hülse mit einem Winkelwert des tatsächlichen Orts eines (z.B. von Hand aufgeklebten) Druckbilds abzugleichen, insbesondere in Umfangsrichtung (bzw. des Zylinders/der Hülse). Aus diesem Abgleich kann ein optimaler Startwert für die Winkelstellung des Zylinders/der Hülse gewonnen werden. Auf diese Weise kann die Druckproduktion mit reduzierter Registerabweichung gestartet werden. Entsprechendes gilt für die Lateralrichtung (bzw. des Zylinders/der Hülse).In all of the illustrated embodiments and the alternatives mentioned, register marks (or several register marks, e.g. wedges, double wedges, dots or crosshairs) can also be recorded on the printing form, e.g. using
In allen dargestellten Ausführungsformen und deren genannten Alternativen kann auch die Leistung des Trockners 10 der Druckmaschine 8 gesteuert oder geregelt werden. Beispielsweise können LED-Trocknersegmente in Bereichen abgeschaltet werden, in denen keine Druckfarbe auf dem Bedruckstoff übertragen wurde, wodurch eine vorteilhafte Energieeinsparung und Lebensdauerverlängerung der LEDs möglich wird.In all of the illustrated embodiments and their named alternatives, the output of the
Weiter vorteilhaft kann die Leistung des Trockners 10 bzw. die Leistung einzelner Segmente des Trockners für Druckbereiche auf der Druckplatte mit geringer Punktdichte verringert werden. Hierdurch kann Energie eingespart und/oder die Lebensdauer des Trockners oder einzelner Segmente verlängert werden. Das Abschalten oder Verringern kann zum einen bereichsweise und zum anderen in einer Richtung parallel und/oder quer zur axialen Richtung einer Druckplatte bzw. zur lateralen Richtung des damit zu verarbeitenden Bedruckstoffs erfolgen. Zum Beispiel können Segmente oder Module eines Trockners in Bereichen abgeschaltet werden, die Lücken zwischen (z.B. mit Abstand zueinander angeordneten, insbesondere von Hand aufgeklebten) Druckplatten entsprechen.The output of the
In allen dargestellten Ausführungsformen und deren genannten Alternativen kann auch der jeweilige Ort (auf der Druckplatte 5) von Messfeldern für Druckinspektionssysteme erfasst und für die weitere Nutzung, z.B. die Ortseinstellung der Druckinspektionssysteme, bereitgestellt werden.In all of the illustrated embodiments and the alternatives mentioned, the respective location (on the printing plate 5) of measurement fields for print inspection systems can also be recorded and made available for further use, e.g. for setting the location of the print inspection systems.
In allen dargestellten Ausführungsformen und deren genannten Alternativen kann auch ein inline-Farbmesssysteme positioniert werden. Um den Ort und damit die Position der Inlinefarbmessung zu bestimmen, wird eine Bild- und/oder Mustererkennung durchgeführt, anhand derer die axiale Position für das Messsystem bestimmt wird. Um eine freie Stelle für die Kalibrierung auf den Bedruckstoff zu ermöglichen, können dem Inline-Farbmesssystem freie Druckstellen mitgeteilt werden.An inline color measuring system can also be positioned in all of the illustrated embodiments and the alternatives mentioned. In order to determine the location and thus the position of the inline color measurement, image and/or pattern recognition is carried out, on the basis of which the axial position for the measurement system is determined. The inline color measurement system can be informed of free print points to allow for a free point for the calibration on the printing material.
Im Folgenden soll ein beispielhafter Gesamt-Prozess dargestellt werden, der mit der Vorrichtung in einer passenden Ausführungsform durchgeführt werden kann.An exemplary overall process that can be carried out with the device in a suitable embodiment is to be presented below.
Messprozess:
- Schritt 1: Hülse 3 mit oder ohne
Druckplatte 5 wird auf den mitLuft beaufschlagten Trägerzylinder 1der Messstation 2 über das Luftkissen aufgeschoben und arretiert. - Schritt 2: Die Hülse wird mit einer unikaten Zeichenkette 38 identifiziert. Das kann per Barcode, 2D-Code (z.B. QR-Code oder Datamatrixcode), RFID- Code oder NFC erfolgen.
- Schritt 3:
Kamera 21 undoptional das Referenzobjekt 30 werden gemäß Durchmesser (der Hülse mit oder ohne Druckplatte) positioniert. - Schritt 4: Ermittlung der Topografie 13 der Druckplatte mit Bezugspunkt zur Achse 6 bzw. zum Achsmittelpunkt des
Trägerzylinders 22, d.h. der Radien der Erhebungen/Druckpunkte 53bis 55.Die Lichtquelle 19 und dieKamera 21der Messeinrichtung 18 bewegen sich dabei ggf. axial und der Trägerzylinder rotiert (seine Winkelstellung ist über einen Encoder bekannt). - Schritt 5: Durchführung eines Flächenscans, um Punktdichten, freie Druckstellen, druckende Flächen, Registermarken und/oder Messfelder für Inline-Farbmessung zu erkennen.
- Schritt 6: Anwendung eines auf einem Rechner 39 laufenden Topografie-Algorithmus und Auswertung der Flächen über den Flächen-Scan mit Erkennung von Kanalschlagmustern und mit Registermarkenfeld-Aufbau bzw. Inline-Farbmessung.
- Schritt 7: Optionale Ermittlung der Plattenhärte (in der Einheit Shore).
- Schritt 8: Anwendung eines Staub-Detektors und/oder eines Härchen-Detektors.
- Schritt 9: Speichern der Daten der Messergebnisse in einem digitalen Speicher 40.
- Schritt 10: Darstellung der Messergebnisse mit Hinweis auf Staub/Härchen bzw. eingeschlossenen Luftbläschen und/oder Anzeigen von Grenzwerten, wie z.B. Rundlauf, Exzentrizität und/oder Balligkeit.
- Schritt 11: Mögliche Messwiederholung oder Entfernen der Hülse, um eine weitere Hülse zu vermessen.
- Step 1:
Sleeve 3 with or withoutpressure plate 5 is pushed onto air-loadedcarrier cylinder 1 of measuringstation 2 via the air cushion and locked. - Step 2: The sleeve is identified with a
unique character string 38. This can be done using a barcode, 2D code (e.g. QR code or data matrix code), RFID code or NFC. - Step 3:
Camera 21 and optionally thereference object 30 are positioned according to the diameter (of the sleeve with or without the pressure plate). - Step 4: Determination of the
topography 13 of the printing plate with a reference point to the axis 6 or to the center point of the axis of thecarrier cylinder 22, i.e. the radii of the elevations/pressure points 53 to 55. Thelight source 19 and thecamera 21 of the measuringdevice 18 may move axially and the support cylinder rotates (its angular position is known via an encoder). - Step 5: Performing an area scan to detect dot densities, free print spots, printing areas, register marks and/or measuring patches for inline color measurement.
- Step 6: Application of a topography algorithm running on a computer 39 and evaluation of the areas via the area scan with recognition of channel beat patterns and with register mark field structure or inline color measurement.
- Step 7: Optional determination of the panel hardness (in Shore units).
- Step 8: Application of a dust detector and/or a hair detector.
- Step 9: Saving the data of the measurement results in a
digital memory 40. - Step 10: Presentation of the measurement results with reference to dust/hairs or enclosed air bubbles and/or indication of limit values such as concentricity, eccentricity and/or crowning.
- Step 11: Possible to repeat the measurement or remove the sleeve to measure another sleeve.
Rüstprozess:
- Schritt 1: Hülse 3
mit Druckplatte 5 wird auf den mitLuft beaufschlagten Druckzylinder 16der Druckmaschine 8 über das Luftkissen aufgeschoben und arretiert. - Schritt 2: Die Hülse wird mit ihrer unikaten Zeichenkette 38
vom jeweiligen Druckwerk 9 bzw. eines dortigen Sensors identifiziert. Das kann per Barcode, 2D-Code (z.B. QR-Code oder Datamatrixcode), RFID-Code oder NFC erfolgen. - Schritt 3: Druckwerk bzw. Druckmaschine holt sich die gespeicherten Daten zu der zugehörigen identifizierten Hülse/Druckplatte.
- Step 1:
sleeve 3 withprinting plate 5 is pushed onto the air-loadedpressure cylinder 16 of theprinting machine 8 via the air cushion and locked. - Step 2: The sleeve is identified with its
unique character string 38 by therespective printing unit 9 or a sensor located there. This can be done using a barcode, 2D code (e.g. QR code or data matrix code), RFID code or NFC. - Step 3: The printing unit or printing machine fetches the stored data for the associated sleeve/printing plate that has been identified.
Einstell-Prozess:
- Schritt 1: Zustellung des so genannten "Kissprints" (Einstellung der Pressung bzw. des Arbeitsdrucks) für Druckzylinder 16 und Rasterzylinder 15 z.B. anhand Topografie, Rundlauf und Bedruckstoffdaten für einen optimalen Druckpunkt. Durchmesser bzw. Radius werden ermittelt. Durchmesser bzw. Radius sind aus Messung bekannt.
- Schritt 2: Berechnung des Vorregisters anhand von Registermarken-Daten auf der Druckplatte bzw. Hülsen-Bezugspunkt.
- Schritt 3: Einstellung der dynamischen Druckzustellung anhand von ermittelten Punktdichte-Werten und bedruckter Fläche und Geschwindigkeit und optional des Bedruckstoffs. Optionale Berücksichtigung der Plattenhärte (in der Einheit Shore). Schritt 3: Einstellung der optimalen Materialbahn-Geschwindigkeit z.B. anhand der Berechnung von ermittelten Resonanzfrequenzen des Druckwerks zu Druckplatte durch die Kanalschlagmuster-Erkennung.
- Schritt 5: Einstellung der optimalen Trocknungsleistung (UV oder Heißluft) anhand von Punktdichte-Werte und bedruckter Fläche, sowie Rasterzylinder-Daten (Schöpfvolumen etc.) optional dynamisch an die Warenbahngeschwindigkeit angepasst.
- Schritt 6: Berechnung des Farbverbrauchs anhand von Punktdichte-Werte und bedruckter Fläche, sowie Rasterzylinder-Daten (Schöpfvolumen etc.).
- Schritt 7: Reduzieren oder Ausschalten von LED-UV-Trockner-Sektionen an Stellen, an denen sich eine geringe Punktdichte auf der Druckplatte befindet bzw. an denen keine Trocknung benötigt wird, um auf diese Weise Energie zu sparen und die Lebensdauer der LED-Lampen zu erhöhen.
- Schritt 8: Vollautomatische Einstellung des Registerreglers anhand der gewonnen Registermarkendaten, z.B. Markenkonfiguration und automatische, axiale Positionierung des Registersensors.
- Schritt 9: Einstellen der Mess-Position für die spektrale Inline-Messung und Druckinspektion der gedruckten Farben, Informationen über Ort bzw. Messposition.
- Step 1: Delivery of the so-called "kiss prints" (adjustment of the pressure or the working pressure) for the
printing cylinder 16 and theanilox cylinder 15, for example using topography, concentricity and printing material data for an optimal printing point. Diameter or radius are determined. Diameter and radius are known from measurements. - Step 2: Calculation of the pre-register using register mark data on the printing plate or sleeve reference point.
- Step 3: Setting the dynamic print infeed based on determined dot density values and printed area and speed and optionally the printing material. Optional consideration of the plate hardness (in the Shore unit). Step 3: Setting the optimum material web speed, eg based on the calculation of determined resonant frequencies of the printing unit to the printing plate through channel beat pattern recognition.
- Step 5: Setting the optimal drying performance (UV or hot air) based on dot density values and printed area, as well as anilox cylinder data (cupping volume, etc.) optionally dynamically adapted to the web speed.
- Step 6: Calculation of ink consumption based on dot density values and printed area, as well as screen cylinder data (cupping volume, etc.).
- Step 7: Reduce or switch off LED UV drying sections in places where there is a low density of dots on the printing plate or where drying is not needed, thus saving energy and the lifespan of the LED lamps to increase.
- Step 8: Fully automatic setting of the register controller using the register mark data obtained, eg mark configuration and automatic, axial positioning of the register sensor.
- Step 9: Setting the measurement position for the spectral inline measurement and print inspection of the printed colors, information about the location or measurement position.
Die Maschine 100 ist in Reihenbauweise installiert und verfügt über zwei Längsseiten: eine Antriebsseite 100a und eine ihr gegenüberliegende Bedienseite 100b. Die Maschine verarbeitet bzw. bedruckt eine Bedruckstoffbahn 102, bevorzugt aus Papier, Karton, Pappe, Folie oder Verbundmaterial. Die Bahn kann mittels eines Rollenabwicklers bereitgestellt werden. Die Maschine umfasst mehrere, bevorzugt aufeinander folgende Druckwerke 103. Jedes Druckwerk umfasst wenigstens einen Motor 104 zum Antreiben des Druckwerks oder wenigstens eines Zylinders des Druckwerks während des Druckens. Die Bahn kann nach dem Bedrucken weiterverarbeitet, z.B. gestanzt werden Die Maschine 100 umfasst mehrere Druckzylinder 105 und 121, im Besonderen Flexodruckzylinder, und zugehörige Gegendruckzylinder 106 und Rasterwalzen 107 (vgl. auch
Bevorzugt umfasst jedes Druckwerk 103, wenigstens jedoch ein oder zwei Druckwerke, eine Einrichtung zur Regelung 115 mit einem jeweiligen Stellantrieb 116 oder 122.Each
Die Maschine 100 umfasst auch einen Digitalrechner 123. Verbindungen zum Signal- der Datenaustausch mit der Maschine oder deren Komponenten, wie z.B. den Motoren 104 oder Stellantrieben 116 sind vorhanden, der Übersichtlichkeit wegen aber nicht dargestellt.The machine 100 also includes a
Der Gegendruckzylinder 106 ist auf wenigstens einer Seite (Antriebsseite 101a bzw. AS oder Bedienseite 101b bzw. BS) in einem Gestell 110 der Maschine 101 aufgenommen; der Druckzylinder 105 mit seinem Zapfen 111 in einem Lager 112 eines Lagerbocks 113. Der Lagerbock ist relativ zum Gestell verschiebbar, bevorzugt horizontal. Hierzu ist eine Führung 114 vorhanden.The
Es ist eine Einrichtung 115 zur Regelung auf AS und/oder BS vorhanden, bevorzugt zur Positionsregelung für den Druckzylinder 5 und/oder bevorzugt zur Regelung der Anpresskraft bzw. des Anpressdrucks zwischen Druckzylinder 105 und Gegendruckzylinder 106. Die Einrichtung umfasst einen Stellantrieb 116, bevorzugt einen Elektromotor 117, besonders bevorzugt einen Servomotor 117, welcher einen Geber 118 umfasst. Der Geber 118 kann ein Encoder 119 sein oder einen Encoder 119 umfassen. An den Stellantrieb 116 ist eine Spindel 120, bevorzugt eine Kugelgewindespindel gekoppelt oder angebracht, welche im Zusammenwirken mit der Führung 114 die Drehbewegung des Stellmotors in eine Linearbewegung des Lagerbock 113 überführt.There is a
Der Digitalrechner 123 ist mit dem Stellmotor 116 verbunden. Der Digitalrechner kann die Drehbewegungen des Stellmotors steuern oder regeln. Hierdurch kann die Position und/oder die Anpresskraft bzw. der Anspressdrucks des Druckzylinders 105 an den Gegendruckzylinder 106 eingestellt, insbesondere gesteuert oder geregelt, werden. Das Einstellen kann erfindungsgemäß in Abhängigkeit einer Punktdichte der Flexodruckform, d.h. einer ortsabhängigen Dichte von druckenden Erhebungen der Flexodruckform, - oder daraus rechentechnisch abgeleiteter Daten - erfolgen. Das Einstellen kann insbesondere während des Druckens dynamisch, d.h. in Abhängigkeit von der Rotationsgeschwindigkeit des Flexodruckzylinders 105, erfolgt. Es kann ein weiterer Anpressdruck, d.h. ein Anspressdruck zwischen dem Flexodruckzylinder 105 und der Rasterwalze107, motorisch eingestellt werden. Hierzu kann der Motor 117 oder ein weiterer (nicht dargestellter) Motor vorgesehen sein. Das Einstellen des weiteren Anpressdrucks während des Druckens kann dynamisch, d.h. in Abhängigkeit von der Rotationsgeschwindigkeit des Druckzylinders, erfolgen.The
Dargestellt ist schematisch der Digitalrechner 123, der die beispielhaften vier Druckwerke überwacht und dabei die Störungen rechentechnisch untersucht oder analysiert und dabei kompensiert, reduziert oder verhindert. Für jedes Druckwerk (von oben nach unten: erstes bis viertes Druckwerk) ist ein Diagramm dargestellt, wobei jeweils die Amplitude einer Störung über der Druckgeschwindigkeit dargestellt ist.The
Im gezeigten Beispiel kommt es druckgeschwindigkeitsabhängig an einem ersten Druckwerk zu einer Störungen 124 und an einem weiteren, z.B. dritten Druckwerk zu einer weiteren Störung 125. Diese Störungen werden vom Digitalrechner 123 bei den jeweiligen Druckgeschwindigkeiten erkannt. Das Erkennen kann durch einen Vergleich der Amplitude mit einem vorgegebenen Schwellwert erfolgen. Wird z.B. eine Störung bei einer ersten Druckgeschwindigkeit 127 erkannt, so kann die Druckgeschwindigkeit verändert werden, bis bei einer zweiten Druckgeschwindigkeit keine Störung vorliegt, weder am ersten Druckwerk noch an einem anderen. Bei dieser zweiten Druckgeschwindigkeit wird die Maschine 1 dann betrieben. Mit anderen Worten: die Druckgeschwindigkeit wird z.B. solange erhöht (oder verringert) bis an keinem Druckwerk Störungen vorliegen.In the example shown, a
Gezeigt ist beispielhaft ein erfasster Bereich 303 hoher Punktdichte und ein erfasster Bereich 304 niedriger Punktdichte. Die Bereiche können bildverarbeitungstechnisch erkannt und separiert und bevorzugt farbig codiert werden. Aus der Kenntnis der lokalen Punktdichten der gesamten Flexodruckform 301 (und der weiteren Flexodruckform 302) kann rechentechnisch ein Voreinstellwert für die sogenannte Druckbeistellung ermittelt werden, d.h. für die Einstellung des Anpressdrucks zwischen Flexodruckzylinder und Gegendruckzylinder (und/oder Rasterwalze) bei Einsatz der Hülse.A detected
Gezeigt ist beispielhaft auch ein erfasster Kanal 305. Im Bereich des Kanals 305 befinden sich keine (oder im Wesentlichen keine) druckenden Erhebungen der Flexodruckform 301. Der Kanal 305 erstreckt sich primär in axialer y-Richtung und aufgrund seiner y-Länge (und x-Breite) kritisch hinsichtlich möglicher Kanalschläge beim Durchlaufen des Druckspaltes und somit hinsichtlich möglicher störender Schwingungen beim Betrieb der Flexodruckmaschine. Die ebenfalls beispielhaft gezeigten Lücken 306 und 307 sind aufgrund ihrer Maße und/oder benachbarter/angrenzender druckender Stellen 307a diesbezüglich unkritisch. Ebenso die Lücke 308 zwischen den beiden beabstandet zueinander montierten (z.B. auf die Hülse 300 geklebten) Flexodruckformen 301 und 302. Die Lücke 309 zwischen Vorder- und Hinterkante der Flexodruckform 301 kann jedoch kritisch sein. Kritische Lücken werden rechentechnisch erkannt und bevorzugt als Kanäle identifiziert.A captured
Gezeigt sind beispielhaft auch eine Registermarke 310 und eine Registermarke 311. Ebenso Farbmessfelder 312 und 313. Im gezeigten Beispiel sind die Marken und Felder in jeweiligen Kontrollstreifen 314 und 315 angeordnet. Die Marken und Felder werden bevorzugt ebenfalls von der Kamera 400 erfasst und per Bildverarbeitung erkannt und separiert. Ihre ermittelten Positionsdaten (x-y-Lokalisierung) werden zur Hülsen-ID 316 gespeichert.A
Gezeigt ist beispielhaft auch eine sogenannte Fehlermarke 318 zur Detektion eines Montagefehlers einer Flexodruckform oder mehrerer Flexodruckformen auf der Hülse oder auf mehreren Hülsen. Auch deren Positionsdaten werden zur Hülsen-ID 316 gespeichert.A so-called
Zur automatischen Konfiguration bzw. Einstellung der Registerregler-Steuerung, wird mit einer Kamera 400, 21, 43 ein Bild einer Flexodruckform 410 einer digitalen Bildverarbeitung unterzogen, z.B. mit einem Rechner 410, wobei wenigstens eine Registermarke 310, 311 x-y-lokalisiert wird.For the automatic configuration or setting of the register controller control, an image of a
Diese lokalisierten x-y Daten der Registermarke können zu einer ID bzw. zu einem Identifikator 316 der Hülse in einem digitalen Speicher 317 gespeichert und der Flexodruckmaschine bzw. dem Flexodruckwerk beim Einsatz der Hülse unter Nennung der ID zur Verfügung gestellt werden.This localized x-y data of the register mark can be stored for an ID or an
Die Flexodruckmaschine bzw. das Flexodruckwerk führt anhand der Registermarken-Positionsdaten (x-y -Lokalisierung) die Einstellung der Registerregelsteuerung durch. Mit der Einstellung der Registersteuerung ist z.B. auch die Konfiguration der Registermarken eines Druckauftrags gemeint.The flexographic printing machine or the flexographic printing unit uses the register mark position data (x-y localization) to set the register rule control. The setting of the register control also means, for example, the configuration of the register marks of a print job.
Für einen Druckauftrag sind meist mehrere Druckwerke mit Farben oder Lacken im Druckbetrieb, in welche je Druckwerk eine Flexodruckform 410 eingesetzt wird. Die Positionsdaten (x-y -Lokalisierung) der Druckmarken 310, 311 für z.B. zwei Flexodruckformen kann dabei unterschiedlich sein.For a print job, there are usually several printing units with inks or coatings in the printing operation, in which one
Die Registersteuerung der Druckmaschine erhält hierzu jeweils die Positionsdaten (x-y - Lokalisierung) der Druckmarke 310, 311 für jede eingesetzte Flexodruckform 410 mit dem Identifikator 316 wodurch die Konfiguration der Registermarken des Druckauftrags aus mehreren Flexodruckformen (410) zusammengesetzt werden kann.For this purpose, the register control of the printing machine receives the position data (x-y localization) of the
Ein vorteilhaftes Verfahren zur Konfiguration des Registerreglers ist, dass vor dem Drucken ein Bild 410 der Oberfläche der Hülse mit der wenigstens einen Flexodruckform von einer Kamera 400)erfasst und das Bild einer Bildverarbeitung unterzogen wird, wobei wenigstens eine Registermarke 310 x-y-lokalisiert wird bzw. werden; und dass damit das Einstellen eines Registerreglers für das Erfassen von Registermarken automatisiert wird.An advantageous method for configuring the register controller is that before printing, an
- 11
- Trägerzylindercarrier cylinder
- 22
- Messstationmeasuring station
- 33
- Hülsesleeve
- 3a3a
- ID der HülseID of the sleeve
- 44
- Klebebandduct tape
- 55
- Druckplatte bzw. FlexodruckformPrinting plate or flexographic printing form
- 5a5a
- ID der Druckplatte bzw. FlexodruckformID of the printing plate or flexographic printing form
- 66
- Rotationskörper bzw. FlexodruckformRotating body or flexographic printing form
- 77
- erster Motorfirst engine
- 88th
- Druckmaschine bzw. FlexodruckmaschinePrinting machine or flexographic printing machine
- 99
- Druckwerk bzw. FlexodruckwerkPrinting unit or flexographic printing unit
- 1010
- Trocknerdryer
- 1111
- Bedruckstoffsubstrate
- 1212
- Messringemeasuring rings
- 1313
- Erhebungen/TopografieElevations/Topography
- 1414
- Oberflächesurface
- 1515
- Rasterwalze/RasterzylinderAnilox roller/anilox cylinder
- 15a15a
- ID der Rasterwalze/des RasterzylindersID of the anilox roll/cylinder
- 1616
- Druckzylinderpressure cylinder
- 1717
- Gegendruckzylinder/Bedruckstoff-TransportzylinderImpression cylinder/printing material transport cylinder
- 1818
- Mess-Einrichtungmeasuring device
- 1919
- Strahlungsquellen, insbesondere LichtquellenRadiation sources, in particular light sources
- 2020
- Reflektor bzw. Spiegelreflector or mirror
- 2121
- Strahlungsempfänger, insbesondere Lichtempfänger, z.B. KamerasRadiation receivers, in particular light receivers, e.g. cameras
- 2222
- Rotationsachseaxis of rotation
- 2323
- Lichtvorhang/ausgesendetes LichtLight curtain/emitted light
- 2424
- Abschattungshadowing
- 2525
- reflektiertes Lichtreflected light
- 2626
- Arbeitsbreiteworking width
- 2727
- axiale Richtungaxial direction
- 2828
- Bewegungsrichtungdirection of movement
- 2929
- zweiter Motorsecond engine
- 29b29b
- weiterer zweiter Motoranother second engine
- 3030
- Referenzobjekt/linienartiges Objekt, insbesondere Faden/Saite/Messer/BalkenReference object/line-like object, especially thread/string/knife/bar
- 3131
- Referenzliniereference line
- 3232
- AbstandDistance
- 3333
- Mantelflächelateral surface
- 3434
- EinheitUnit
- 3535
- Umfangsrichtungcircumferential direction
- 3636
- Abschattungshadowing
- 3737
- Sensorsensor
- 3838
- Identifikationsmerkmal bzw. IDIdentification feature or ID
- 3939
- digitaler Rechnerdigital calculator
- 39b39b
- weiterer digitaler Rechneranother digital calculator
- 4040
- digitaler Speicherdigital storage
- 4141
- Antriebsseite (AS)drive side (AS)
- 4242
- Bedienseite (BS)Operating side (BS)
- 4343
- Einrichtung zum Erfassen der PunktdichteDevice for detecting the point density
- 4444
- Laser-Mikrometerlaser micrometer
- 4545
- dritter Motorthird engine
- 4646
- Messzeilemeasuring line
- 4747
- Messstreifengages
- 4848
- mehrere Messzeilenseveral measurement lines
- 5050
- druckender Bereichprinting area
- 5151
- nicht-druckender Bereichnon-printing area
- 5252
- einhüllender Radius/Einhüllendeenveloping radius/envelope
- 5353
- druckender Punkt der Druckplatteprinting point of the printing plate
- 5454
- gerade noch druckender Punkt der Druckplattepoint of the printing plate that is just about to be printed
- 5555
- nicht-druckender Punkt der Druckplattenon-printing point of the printing plate
- 5656
- tiefster Punktdeepest point
- 5757
- radialer Abstandradial distance
- 5858
- Markierungsmittelmarking agent
- 5959
- Messfeld zum Messen der ShorehärteMeasuring field for measuring shore hardness
- 6060
- Motorengine
- 6262
- Einrichtung zum Erfassen der IDDevice for recording the ID
- 100100
- Rotationsdruckmaschinerotary printing machine
- 100a100a
- Antriebsseite/ASDrive side/AS
- 100b100b
- Bedienseite/BSOperating side/BS
- 102102
- Bedruckstoffbahnsubstrate web
- 103103
- Druckwerkeprinting works
- 104104
- MotorenEngines
- 105105
- Druckzylinderpressure cylinder
- 105a105a
- Hülsesleeve
- 106106
- GegendruckzylinderImpression cylinder
- 107107
- Rasterwalzeanilox roller
- 108108
- Druckform/KlischeePrinting form/cliché
- 109109
- Druckbildprint image
- 110110
- Gestellframe
- 111111
- Zylinderzapfencylinder pin
- 112112
- Lagerwarehouse
- 113113
- Lagerbockbearing block
- 114114
- Führungguide
- 115115
- Einrichtung zur RegelungDevice for regulation
- 116116
- Stellantriebactuator
- 117117
- Elektromotor oder Servomotorelectric motor or servomotor
- 118118
- Gebergiver
- 119119
- Encoderencoders
- 120120
- Spindelspindle
- 121121
- Weiterer DruckzylinderAnother pressure cylinder
- 122122
- Stellantriebactuator
- 123123
- Digitalrechnerdigital calculator
- 124124
- Störungendisturbances
- 125125
- Weitere StörungenMore glitches
- 126126
- Ausgangssignaleoutput signals
- 127127
- erste Druckgeschwindigkeitfirst print speed
- 128128
- zweite Druckgeschwindigkeitsecond print speed
- 129129
- Trocknerdryer
- 130130
- IDID
- 300300
- Hülsesleeve
- 301301
- Flexodruckformflexographic form
- 302302
- Weitere FlexodruckformAnother flexographic form
- 303303
- Bereich hoher PunktdichteArea of high point density
- 304304
- Bereich niedriger PunktdichteArea of low dot density
- 305305
- Kanalchannel
- 306306
- Lücke, nicht druckende StelleGap, non-printing spot
- 307307
- Lücke, nicht druckende StelleGap, non-printing spot
- 307a307a
- druckende Stelleprinting place
- 308308
- Lücke zwischen FlexodruckformenGap between flexographic printing forms
- 309309
- Lückegap
- 310310
- Registermarkeregistration mark
- 311311
- Registermarkeregistration mark
- 312312
- Farbmessfeldcolor patch
- 313313
- Farbmessfeldcolor patch
- 314314
- Kontrollstreifencontrol strips
- 315315
- Kontrollstreifencontrol strips
- 316316
- IDID
- 317317
- SpeicherStorage
- 318318
- Fehlermarkeerror mark
- 400400
- Kameracamera
- 401401
- Rechnercomputer
- 402402
- Sensorsensor
- 403403
- Rechnercomputer
- 404404
- Motorengine
- 405405
- Bewegungsrichtungdirection of movement
- 410410
- Bildpicture
- RR
- radialer Abstandradial distance
- DD
- Durchmesserdiameter
- xx
- Richtung (Umfangsrichtung)direction (circumferential direction)
- yy
- Richtung (axiale Richtung)direction (axial direction)
Claims (34)
dadurch gekennzeichnet,
dass beim Betrieb der Flexodruckmaschine Papier, Karton, Pappe, Folie oder Verbundmaterial bedruckt wird und dass die Hülse mit einer ID (3a, 5a, 38, 130, 316) markiert ist, dass die ID in einem Flexodruckwerk der Flexodruckmaschine oder in der Flexodruckmaschine erfasst wird, dass zur ID gespeicherte Daten an das Flexodruckwerk oder die Flexodruckmaschine übertragen werden und dass die Daten beim Einstellen des Parameters verwendet werden.Method for operating a flexographic printing machine, with a printing cylinder (16, 105) carrying a sleeve (3, 105a) with at least one flexographic printing form (5, 108) or a flexographic printing cylinder and an impression cylinder (17, 106), wherein at least one parameter of the flexographic printing machine is set will,
characterized,
that during operation of the flexographic printing machine, paper, cardboard, cardboard, foil or composite material is printed and that the sleeve is marked with an ID (3a, 5a, 38, 130, 316) that the ID is recorded in a flexographic printing unit of the flexographic printing machine or in the flexographic printing machine that data stored for the ID is transmitted to the flexo printing unit or the flexo printing machine and that the data is used when setting the parameter.
dadurch gekennzeichnet,
dass das Einstellen ein Steuern oder Regeln umfasst.Method according to claim 1,
characterized,
that adjusting involves controlling or regulating.
dadurch gekennzeichnet,
dass die ID als eindeutiger Identifikator für die Hülse ausgebildet ist.Method according to claim 1 or 2,
characterized,
that the ID is designed as a unique identifier for the sleeve.
dadurch gekennzeichnet,
dass die ID und die Daten in einer - von der Flexodruckmaschine separaten - Messeinrichtung (2, 18, 400) ermittelt und zur ID gespeichert werden.Method according to one of the preceding claims,
characterized,
that the ID and the data are determined in a measuring device (2, 18, 400) separate from the flexographic printing machine and stored with the ID.
dadurch gekennzeichnet,
dass das Ermitteln der Daten berührungslos erfolgt.Method according to one of the preceding claims,
characterized,
that the data is determined without contact.
dadurch gekennzeichnet,
dass die Daten von einem digitalen Rechner (39, 39b, 123, 317, 401, 403) und/oder digitalen Speicher (39, 39b, 123, 317, 401, 403) der Druckvorstufe bereitgestellt werden.Method according to one of the preceding claims,
characterized,
that the data are provided by a digital computer (39, 39b, 123, 317, 401, 403) and/or digital memory (39, 39b, 123, 317, 401, 403) of the prepress stage.
dadurch gekennzeichnet,
dass die Daten außerhalb der Flexodruckmaschine auf einem digitalen Rechner (39, 39b, 123, 317, 401, 403) und/oder in einem digitalen Speicher (39, 39b, 123, 317, 401, 403) gespeichert werden.Method according to one of the preceding claims,
characterized,
that the data are stored outside of the flexographic printing machine on a digital computer (39, 39b, 123, 317, 401, 403) and/or in a digital memory (39, 39b, 123, 317, 401, 403).
dadurch gekennzeichnet,
dass die Flexodruckmaschine Daten an den digitalen Rechner (39, 39b, 123, 317, 401, 403) und/oder Speicher (39, 39b, 123, 317, 401, 403) übermittelt.Method according to one of the preceding claims,
characterized,
that the flexographic printing machine transmits data to the digital computer (39, 39b, 123, 317, 401, 403) and/or memory (39, 39b, 123, 317, 401, 403).
dadurch gekennzeichnet,
dass die Daten Folgendes umfassen: Daten zur Punktdichte der Flexodruckform, d.h. einer ortsabhängigen Dichte von druckenden Erhebungen der Flexodruckform, oder daraus rechentechnisch abgeleitete Daten.Method according to one of the preceding claims,
characterized,
that the data comprise the following: data on the point density of the flexographic printing form, ie a location-dependent density of printing elevations of the flexographic printing form, or data derived therefrom by computation.
dadurch gekennzeichnet,
dass die Daten beim Einstellen einer dynamischen, d.h. von der Maschinengeschwindigkeit abhängigen, Einstellung des Anpressdrucks zwischen dem Flexodruckzylinder und dem Gegendruckzylinder und/oder zwischen dem Flexodruckzylinder und einer Rasterwalze verwendet werden.Method according to one of the preceding claims,
characterized,
that the data are used when setting a dynamic, ie dependent on the machine speed, setting of the contact pressure between the flexographic printing cylinder and the impression cylinder and/or between the flexographic printing cylinder and an anilox roller.
dadurch gekennzeichnet,
dass die Daten beim Einstellen der Farbführung verwendet werden.Method according to one of the preceding claims,
characterized,
that the data is used when adjusting the color guide.
dadurch gekennzeichnet,
dass die Daten beim Einstellen eines Trockners (19, 129) der Flexodruckmaschine verwendet werden.Method according to one of the preceding claims,
characterized,
that the data are used when setting a dryer (19, 129) of the flexographic printing machine.
dadurch gekennzeichnet,
dass die Daten beim Einstellen des Energieverbrauchs der Flexodruckmaschine verwendet werden.Method according to one of the preceding claims,
characterized,
that the data is used when setting the energy consumption of the flexographic printing machine.
dadurch gekennzeichnet,
dass die Daten beim Einstellen eines Voreinstellwerts für den Verbrauch von Flexodruckfarbe verwendet werden.Method according to one of the preceding claims,
characterized,
that the data is used in setting a preset value for flexographic ink consumption.
dadurch gekennzeichnet,
dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl einer Rasterwalze (15, 107) verwendet werden.Method according to one of the preceding claims,
characterized,
that the data are used when setting a preset value for the selection of an anilox roller (15, 107).
dadurch gekennzeichnet,
dass die Daten Folgendes umfassen: Plattentyp und/oder plattenspezifische Daten einer als Flexodruckplatte ausgebildeten Flexodruckform.Method according to one of the preceding claims,
characterized,
that the data include the following: plate type and/or plate-specific data of a flexographic printing form designed as a flexographic printing plate.
dadurch gekennzeichnet,
dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl von CMYK-Farben und/oder Spotfarben verwendet werden.Method according to one of the preceding claims,
characterized,
that the data is used when setting a preset value for the selection of CMYK colors and/or spot colors.
dadurch gekennzeichnet,
dass die Daten Folgendes umfassen: Kanäle (305), Kanalmuster, Kanalschlagmuster und/oder daraus rechentechnisch abgeleitete Daten zu schwingungskritischen Maschinengeschwindigkeiten und/oder schwingungskritischen Zylinderdrehzahlen.Method according to one of the preceding claims,
characterized,
that the data comprises: channels (305), channel patterns, channel beat patterns and/or vibration-critical engine speeds and/or vibration-critical cylinder speeds data derived therefrom computationally.
dadurch gekennzeichnet,
dass die Daten beim Einstellen der Maschinengeschwindigkeit verwendet werden.Method according to one of the preceding claims,
characterized,
that the data is used when setting the machine speed.
dadurch gekennzeichnet,
dass die Daten beim Einstellen eines Voreinstellwerts für die Auswahl aktivierter und deaktivierter Strahlerdes Trockners verwendet werden.Method according to one of the preceding claims,
characterized,
that the data is used when setting a preset value for the selection of enabled and disabled radiators of the dryer.
dadurch gekennzeichnet,
dass die Daten Folgendes umfassen: Positionsdaten, einer Registermarke und/oder eines Farbmessfeldes der Flexodruckform.Method according to one of the preceding claims,
characterized,
that the data include the following: position data, a register mark and/or a color measuring field of the flexographic printing form.
dadurch gekennzeichnet,
dass die Daten zur Registermarke beim Einstellen des Farbregisters verwendet werden.Method according to one of the preceding claims,
characterized,
that the register mark data is used when adjusting the color register.
dadurch gekennzeichnet,
dass beim Einstellen weitere Daten verwendet werden, welche Druckauftrag-spezifisch sind.Method according to one of the preceding claims,
characterized,
that additional data is used when setting up, which is specific to the print job.
dadurch gekennzeichnet,
dass beim Einstellen weitere Daten verwendet werden, welche Druckmaschinen-spezifisch sind.Method according to one of the preceding claims,
characterized,
that additional data that are specific to the printing press are used when setting up.
dadurch gekennzeichnet,
dass zur Konfiguration eines Registerreglers der Flexodruckmaschine vor dem Drucken wenigstens ein Bild (410) der Oberfläche der Hülse oder mehrerer Hülsen mit der wenigstens einen oder mehreren Flexodruckformen von einer Kamera (400) erfasst wird und dass das Bild einer digitalen Bildverarbeitung unterzogen wird, wobei wenigstens eine oder wenigstens zwei Registermarken (310, 311) x-y-lokalisiert wird/werden und dass unter Verwendung der x-y-lokalisierten Registermarken-Positionsdaten das Konfigurieren des Registerreglers für das Erfassen von Registermarken automatisiert wird.Method according to one of the preceding claims,
characterized,
that in order to configure a register controller of the flexographic printing machine, before printing, at least one image (410) of the surface of the sleeve or multiple sleeves with the at least one or multiple flexographic printing forms is captured by a camera (400) and that the image is subjected to digital image processing, wherein at least one or at least two register marks (310, 311) is/are xy-located and that using the xy-located register mark position data the configuration of the register controller for register mark detection is automated.
dadurch gekennzeichnet,
dass zur Konfiguration des Registerreglers der Flexodruckmaschine aus den erfassten Daten rechentechnisch abgeleitet und verwendet wird, welche Registermarke der Registermarken-Konfiguration in welchem Druckwerk gedruckt wird.Method according to claim 20,
characterized,
that to configure the register controller of the flexographic printing machine, it is derived from the recorded data and used which register mark of the register mark configuration is printed in which printing unit.
dadurch gekennzeichnet,
dass beim Betrieb der Flexodruckmaschine Papier, Karton, Pappe, Folie oder Verbundmaterial bedruckt wird und dass die Flexodruckmaschine eine Einrichtung (62) zum Erfassen der ID der Hülse umfasst.Flexographic printing machine, with at least one flexographic printing unit - comprising a printing cylinder carrying a sleeve with at least one flexographic printing forme or a flexographic printing cylinder, an impression cylinder and an anilox roller - the flexographic printing machine being operated for printing a printing material with flexographic printing ink according to one of the preceding methods,
characterized,
that during the operation of the flexographic printing machine paper, cardboard, paperboard, foil or composite material is printed and that the flexographic printing machine comprises a device (62) for detecting the ID of the sleeve.
dadurch gekennzeichnet,
dass die Flexodruckmaschine ein weiteres Flexodruckwerk - umfassend einen weiteren eine weitere Hülse mit wenigstens einer weiteren Flexodruckform tragenden Druckzylinder, einen weiteren Gegendruckzylinder und eine weitere Rasterwalze - umfasst und dass in jedem Flexodruckwerk eine Einrichtung (62) zum Erfassen der ID der jeweiligen Hülse vorhanden ist.Flexographic printing machine according to claim 27
characterized,
that the flexographic printing machine comprises a further flexographic printing unit - comprising a further printing cylinder carrying a further sleeve with at least one further flexographic printing forme, a further impression cylinder and a further anilox roller - and that in each flexographic printing unit there is a device (62) for detecting the ID of the respective sleeve.
dadurch gekennzeichnet,
dass wenigstens zwei Flexodruckwerke als Doppeldruckwerke mit einen zentralen Gegendruckzylinder ausgebildet sind und dass in jedem Doppeldruckwerk eine Einrichtung zum Erfassen der ID der jeweiligen Hülse vorhanden ist.Flexographic printing machine according to claim 28,
characterized,
that at least two flexographic printing units are designed as double printing units with a central impression cylinder and that a device for detecting the ID of the respective sleeve is present in each double printing unit.
dass die Hülse (3, 105a) mit einer maschinenlesbaren ID (3a, 5a, 38, 130, 316) markiert ist.System consisting of a flexographic printing machine according to Claim 27, 28 or 29 and a measuring device (2, 18, 400) for measuring the point density of the flexographic printing form, characterized in that
that the sleeve (3, 105a) is marked with a machine-readable ID (3a, 5a, 38, 130, 316).
dadurch gekennzeichnet,
dass die ID als eindeutiger Identifikator für die Hülse ausgebildet ist.System according to claim 30,
characterized,
that the ID is designed as a unique identifier for the sleeve.
dadurch gekennzeichnet,
dass die Messeinrichtung die Punktdichte oder daraus abgeleitete Daten zusammen mit der ID indirekt an die Flexodruckmaschine übermittelt, indem die Punktdichte oder die daraus abgeleitete Daten zwischengespeichert und von der Flexodruckmaschine für das Drucken mit der Flexodruckform und/oder der Hülse abgerufen werden.System according to claim 30 or 31,
characterized,
that the measuring device indirectly transmits the dot density or data derived therefrom together with the ID to the flexographic printing machine by temporarily storing the dot density or the data derived therefrom and calling it up from the flexographic printing machine for printing with the flexographic printing forme and/or the sleeve.
dadurch gekennzeichnet,
dass die maschinenlesbare ID (3a, 5a, 38, 130, 316) maschinell ausgelesen und auf einem Rechner (39, 39b, 123, 317, 401, 403) für den Abruf gespeichert wird.A sleeve for a flexographic printing forme, the sleeve being marked with a machine-readable ID, for use in a method according to any one of claims 1 to 26 or for use in a flexographic printing machine according to any one of claims 27 to 29 or for use in a system according to any one of claims 30 to 32,
characterized,
that the machine-readable ID (3a, 5a, 38, 130, 316) is read out by machine and stored on a computer (39, 39b, 123, 317, 401, 403) for retrieval.
dadurch gekennzeichnet,
dass die Markierung mit der maschinenlesbaren ID unter Einsatz eines Markierungsmittels (58) erfolgt, welches von einem RFID-Chip verschieden ist.Sleeve for a flexographic printing form according to claim 33,
characterized,
that the marking with the machine-readable ID takes place using a marking means (58) which is different from an RFID chip.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020213329 | 2020-10-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3988305A1 true EP3988305A1 (en) | 2022-04-27 |
Family
ID=77998853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21199375.3A Pending EP3988305A1 (en) | 2020-10-22 | 2021-09-28 | Method for operating a flexographic printing machine, flexographic printing machine, system and sleeve for a flexographic printing form |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220126563A1 (en) |
| EP (1) | EP3988305A1 (en) |
| CN (1) | CN114379224B (en) |
| DE (1) | DE102021125060A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4008554A1 (en) * | 2020-12-03 | 2022-06-08 | SWISS KRONO Tec AG | Method and device for processing an object |
| US12067302B2 (en) * | 2022-12-21 | 2024-08-20 | Adobe Inc. | Automated content and context aware spot print workflow |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3302798A1 (en) | 1983-01-28 | 1984-08-02 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | DEVICE FOR PRESETTING PRINTING MACHINES |
| US7308854B2 (en) * | 2004-01-27 | 2007-12-18 | Erminio Rossini, S.P.A. | Printing member provided with identification means defined by or connectable to updateable means for recording data relative to the member and useful for its utilization |
| WO2008049510A1 (en) | 2006-10-23 | 2008-05-02 | Hell Gravure Systems Gmbh & Co. Kg | Method and apparatus for assessing the quality of at least one printing forme cylinder, and a production line which is equipped with an apparatus of this type |
| DE102006060464A1 (en) | 2006-12-19 | 2008-07-03 | Fischer & Krecke Gmbh & Co. Kg | Rotary printing machine for packaging industry, has color decks, in which one deck comprises control unit that is designed, such that adjusting system is controlled based on data for optimally adjusting position of cylinder for printing |
| EP2147786A2 (en) * | 2008-07-23 | 2010-01-27 | manroland AG | Method for operating a printing press |
| US7748318B2 (en) * | 2003-05-07 | 2010-07-06 | Windmoeller & Hoelscher Kg | Polychrome rotary press |
| WO2010146040A1 (en) | 2009-06-16 | 2010-12-23 | Bieffebi - Societa' Per Azioni | Apparatus for checking geometric parameters of printing assemblies constituted by flexographic printing plates mounted on respective rollers, by flexographic printing plates mounted on respective printing plate supporting sleeves and by inking rollers/sleeves |
| DE102014215648A1 (en) | 2014-08-07 | 2016-02-11 | Allstein GmbH | Rotary press |
| EP3251850A1 (en) | 2016-06-01 | 2017-12-06 | Windmöller & Hölscher KG | Flexographic printing machine with mounter |
| EP3251853A1 (en) * | 2016-05-31 | 2017-12-06 | SOMA spol. s r.o. | Method for adjusting the position of form cylinders in a rotary printing machine and the rotary printing machine |
| EP3431291A1 (en) * | 2017-07-17 | 2019-01-23 | Heidelberger Druckmaschinen AG | Printing machine with twin printing unit and method for operating such a printing machine |
| EP3738773A1 (en) * | 2019-05-09 | 2020-11-18 | Heidelberger Druckmaschinen AG | Device for measuring elevations of the surface of a rotating body |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102381013B (en) * | 2006-10-23 | 2015-11-25 | 博布斯特比勒费尔德有限公司 | The method of adjustment of the roller in rotary press |
| DE102011086047A1 (en) * | 2011-11-09 | 2013-05-16 | Windmöller & Hölscher Kg | Method for adjusting the distances between cylinders of an inking unit and printing machine |
| EP3776079B1 (en) * | 2018-04-06 | 2023-06-07 | Esko-Graphics Imaging GmbH | Method for persistent marking of flexo plates with workflow information and plates marked therewith |
-
2021
- 2021-09-28 EP EP21199375.3A patent/EP3988305A1/en active Pending
- 2021-09-28 DE DE102021125060.9A patent/DE102021125060A1/en active Pending
- 2021-10-22 US US17/507,897 patent/US20220126563A1/en active Pending
- 2021-10-22 CN CN202111233517.1A patent/CN114379224B/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3302798A1 (en) | 1983-01-28 | 1984-08-02 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | DEVICE FOR PRESETTING PRINTING MACHINES |
| US7748318B2 (en) * | 2003-05-07 | 2010-07-06 | Windmoeller & Hoelscher Kg | Polychrome rotary press |
| US7308854B2 (en) * | 2004-01-27 | 2007-12-18 | Erminio Rossini, S.P.A. | Printing member provided with identification means defined by or connectable to updateable means for recording data relative to the member and useful for its utilization |
| WO2008049510A1 (en) | 2006-10-23 | 2008-05-02 | Hell Gravure Systems Gmbh & Co. Kg | Method and apparatus for assessing the quality of at least one printing forme cylinder, and a production line which is equipped with an apparatus of this type |
| DE102006060464A1 (en) | 2006-12-19 | 2008-07-03 | Fischer & Krecke Gmbh & Co. Kg | Rotary printing machine for packaging industry, has color decks, in which one deck comprises control unit that is designed, such that adjusting system is controlled based on data for optimally adjusting position of cylinder for printing |
| EP2147786A2 (en) * | 2008-07-23 | 2010-01-27 | manroland AG | Method for operating a printing press |
| WO2010146040A1 (en) | 2009-06-16 | 2010-12-23 | Bieffebi - Societa' Per Azioni | Apparatus for checking geometric parameters of printing assemblies constituted by flexographic printing plates mounted on respective rollers, by flexographic printing plates mounted on respective printing plate supporting sleeves and by inking rollers/sleeves |
| DE102014215648A1 (en) | 2014-08-07 | 2016-02-11 | Allstein GmbH | Rotary press |
| EP3251853A1 (en) * | 2016-05-31 | 2017-12-06 | SOMA spol. s r.o. | Method for adjusting the position of form cylinders in a rotary printing machine and the rotary printing machine |
| EP3251850A1 (en) | 2016-06-01 | 2017-12-06 | Windmöller & Hölscher KG | Flexographic printing machine with mounter |
| EP3431291A1 (en) * | 2017-07-17 | 2019-01-23 | Heidelberger Druckmaschinen AG | Printing machine with twin printing unit and method for operating such a printing machine |
| EP3738773A1 (en) * | 2019-05-09 | 2020-11-18 | Heidelberger Druckmaschinen AG | Device for measuring elevations of the surface of a rotating body |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114379224B (en) | 2023-12-22 |
| DE102021125060A1 (en) | 2022-04-28 |
| CN114379224A (en) | 2022-04-22 |
| US20220126563A1 (en) | 2022-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4000931B1 (en) | Device for measuring elevations of the surface of a rotating body | |
| EP3988306A1 (en) | Device for measuring elevations of the surface of a rotating body | |
| DE102006060464C5 (en) | Method of adjusting a roll in a rotary printing machine | |
| EP1666252A2 (en) | Device and method for adjusting the printing image in a flexographic printing machine | |
| EP3988305A1 (en) | Method for operating a flexographic printing machine, flexographic printing machine, system and sleeve for a flexographic printing form | |
| EP1842673A2 (en) | Integrated quality regulation | |
| DE202007004717U1 (en) | Rotary press | |
| WO2004048092A2 (en) | Method and device for adjusting the register of a printing machine | |
| EP3988307B1 (en) | Method for operating a flexographic printing machine as well as flexographic printing machine and system comprising a flexographic printing machine and a device for measuring the dot density of a flexographic printing plate or sleeve | |
| EP3988309A1 (en) | Flexographic printing machine, method for operating a flexographic printing machine, system and sleeve | |
| EP3988313B1 (en) | Device for measuring elevations of the surface of a rotating body and system | |
| DE102021125087A1 (en) | Method for operating a flexographic printing machine, flexographic printing machine, system, flexographic printing forme and sleeve for a flexographic printing forme | |
| EP3988314B1 (en) | Device for measuring a surface, or its elevations, of a rotating body and system | |
| DE102006060465B4 (en) | Rotary printing machine and method for adjusting a roller of the same | |
| DE19917773A1 (en) | Control strips for detecting offset of registration marks on printed image | |
| EP0681525B1 (en) | Printing process and device | |
| DE102005041651A1 (en) | Method for pressure correction | |
| DE102007063851B3 (en) | Integrated quality control | |
| DE102015017071B4 (en) | Method for adapting a printed image and/or at least one cylinder cover to a change in the printing material in a printing press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20221027 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |