EP1402128B1 - Procede de production de plaques isolantes de toiture, plaques isolantes de toiture et dispositif utilise pour l'application de ce procede - Google Patents
Procede de production de plaques isolantes de toiture, plaques isolantes de toiture et dispositif utilise pour l'application de ce procede Download PDFInfo
- Publication number
- EP1402128B1 EP1402128B1 EP02737977A EP02737977A EP1402128B1 EP 1402128 B1 EP1402128 B1 EP 1402128B1 EP 02737977 A EP02737977 A EP 02737977A EP 02737977 A EP02737977 A EP 02737977A EP 1402128 B1 EP1402128 B1 EP 1402128B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roof insulating
- insulating boards
- longitudinal
- cut surfaces
- roof
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 238000000034 method Methods 0.000 title claims description 34
- 238000009413 insulation Methods 0.000 title abstract description 148
- 230000006835 compression Effects 0.000 claims abstract description 7
- 238000007906 compression Methods 0.000 claims abstract description 7
- 239000011490 mineral wool Substances 0.000 claims abstract description 7
- 239000000835 fiber Substances 0.000 claims abstract description 6
- 238000003801 milling Methods 0.000 claims description 34
- 238000005520 cutting process Methods 0.000 claims description 12
- 238000011282 treatment Methods 0.000 claims description 11
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 8
- 239000011707 mineral Substances 0.000 claims description 8
- 238000009966 trimming Methods 0.000 claims description 8
- 239000003795 chemical substances by application Substances 0.000 claims description 5
- 238000004806 packaging method and process Methods 0.000 claims description 2
- 238000007789 sealing Methods 0.000 claims description 2
- 238000000227 grinding Methods 0.000 claims 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims 1
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 239000002557 mineral fiber Substances 0.000 abstract description 39
- 238000003754 machining Methods 0.000 abstract description 4
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 abstract description 2
- 238000002844 melting Methods 0.000 abstract description 2
- 230000008018 melting Effects 0.000 abstract description 2
- 239000007767 bonding agent Substances 0.000 abstract 1
- 239000002657 fibrous material Substances 0.000 abstract 1
- 239000011230 binding agent Substances 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000000630 rising effect Effects 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 210000001015 abdomen Anatomy 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- LCDFWRDNEPDQBV-UHFFFAOYSA-N formaldehyde;phenol;urea Chemical compound O=C.NC(N)=O.OC1=CC=CC=C1 LCDFWRDNEPDQBV-UHFFFAOYSA-N 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000003238 silicate melt Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/7654—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings
- E04B1/7658—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings comprising fiber insulation, e.g. as panels or loose filled fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B27/00—Guide fences or stops for timber in saw mills or sawing machines; Measuring equipment thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B27/00—Guide fences or stops for timber in saw mills or sawing machines; Measuring equipment thereon
- B27B27/04—Guide fences or stops for timber in saw mills or sawing machines; Measuring equipment thereon arranged perpendicularly to the plane of the saw blade
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B31/00—Arrangements for conveying, loading, turning, adjusting, or discharging the log or timber, specially designed for saw mills or sawing machines
- B27B31/06—Adjusting equipment, e.g. using optical projection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B5/00—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor
- B27B5/29—Details; Component parts; Accessories
- B27B5/30—Details; Component parts; Accessories for mounting or securing saw blades or saw spindles
- B27B5/34—Devices for securing a plurality of circular saw blades on a single saw spindle; Equipment for adjusting the mutual distance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/30—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor to form contours, i.e. curved surfaces, irrespective of the method of working used
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/78—Heat insulating elements
- E04B1/80—Heat insulating elements slab-shaped
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B2001/7695—Panels with adjustable width
Definitions
- the invention relates to a process for the production of roof insulation boards made of mineral fibers, preferably rockwool, in which mineral fibers are produced from a silicate melt and deposited with a binding and / or impregnating agent on a continuous conveyor as a mineral fiber web, the mineral fiber web is subjected to mechanical treatments such as longitudinal and / or transverse compressions and fed to a hardening furnace and then divided along cut surfaces in roof insulation panels.
- mineral fibers are produced from a silicate melt and deposited with a binding and / or impregnating agent on a continuous conveyor as a mineral fiber web
- the mineral fiber web is subjected to mechanical treatments such as longitudinal and / or transverse compressions and fed to a hardening furnace and then divided along cut surfaces in roof insulation panels.
- the invention further relates to roof insulation panels of Mineralfasem provided with binding and / or impregnating agents, preferably of rock wool, with two large, parallel and spaced-apart surfaces which are interconnected via two cut surfaces and two longitudinal surfaces, wherein the cut surfaces perpendicular to the longitudinal surfaces and the longitudinal surfaces and the cut surfaces are aligned at right angles to the large surfaces.
- the invention relates to a device for producing above-mentioned roof insulation panels and for carrying out the above-mentioned method, with a conveying path, preferably at least one continuous conveyor on which the roof insulation panels are conveyed to a packaging station.
- a tray consists of one or more steel sheets and roof insulation panels resting thereon. Roof insulation panels made from mineral fibers, preferably rock wool, have proved particularly suitable for this purpose.
- roof insulation panels of mineral fibers have commercially available about 3-7% by mass of a thermosetting curing mixture of phenol-formaldehyde-urea resins, with which the mineral fibers are bound in a known method of melting, defibering and collecting a silicate starting material.
- a thermosetting curing mixture of phenol-formaldehyde-urea resins with which the mineral fibers are bound in a known method of melting, defibering and collecting a silicate starting material.
- not all mineral fibers can be sufficiently bound or the majority of the mineral fibers are only interlinked pointwise, in view of the small amounts of binders, which are a maximum of 4.5% by mass for the most frequently used mineral fiber products in this field of application nor to obtain a resilient elastic behavior of the mineral fiber mass.
- the individual mineral fibers are coated during the manufacturing process with oil films to prevent capillary activity of the insulating material and the loss of condensation in the insulating layer.
- the structure and orientation of the individual mineral fibers in the roof insulation panels as well as the bulk density can be varied within relatively wide limits.
- the mineral fibers wetted with binders and rendered hydrophobic are, after production, arranged on an air-permeable collecting belt arranged as a mineral fiber web under the slightly compressing, generally continuous conveyor belt formed by one or more continuous conveyors, for example conveyor belts and / or roller conveyors Effect of a sucked through cooling and transport air heaped up in a quasi-natural situation.
- the endless mineral fiber web is compressed and the binder cured in a curing oven before the mineral fiber web is subsequently divided into individual sections that form the roof insulation panels.
- a roof seal is applied to the insulating layer, which consists at least of foils and / or bituminous sheets and optionally of a metal sheet.
- the roof seal and at the same time the roof insulation panels of the insulating layer are fixed by screwed into the profiled tray, preferably in the region of their upper straps screws, with each screw a plate is installed, which is to prevent a pulling through the screw heads by the pressure of the screw head on the roof seal is distributed over a larger area.
- the roof insulation panels used for this purpose have a special structure.
- the consequences are in the production and thus conveying direction intensively deformed with each other and steeply arranged to the large surfaces of the secondary nonwoven individual mineral fibers. Transversely to the production direction, the secondary nonwoven has a seemingly laminar structure.
- the secondary web then passes through, possibly after further mechanical processing stations, such as compression areas a curing oven in which cured the binder and the secondary web is fixed in its geometry. After leaving the curing oven and a downstream cooling zone, the secondary web is trimmed by means of circular saws arranged parallel to the production direction. In this case, a several centimeters wide, previously also still laterally compressed strip of secondary web is separated, which also gives the saw a certain leadership.
- the fixedly positioned saws equipped with large-format saw blades generally produce two longitudinal surfaces running parallel to each other, which run parallel to the conveying direction and thus along the secondary web. In order to achieve as parallel as possible alignment of the longitudinal surfaces, the axis of the saw blades must be aligned exactly.
- This roof insulation panels are separated according to the desired width by running cross-saws with saw blades of the endless secondary web.
- the extra-large, coarse-toothed circular saw blades of the cross saws are constantly driven because of their mass and cooling.
- a measuring device determines the instantaneous conveying speed of the secondary web and controls a drive moving the saw in the conveying direction with the conveying speed of the secondary web. In the area of the desired separating cut, the cross-cut saw is pushed through the secondary web at a feed rate of several meters per second transversely to the conveying direction.
- roof insulation panels separated from the secondary nonwoven are then superimposed without further treatment, e.g. stacked on transport pallets and covered, for example, with plastic films to protect against the weather.
- the roof insulation panels are preferably produced as large-sized elements with dimensions of for example 2 m length and 1.2 m width and about 40 to 160 mm thickness. On the one hand, these roof insulation panels can be transported and laid much faster and, on the other hand, they react to their large surfaces such as multi-field beams under load and are therefore more resistant from the outset than small-format roof insulation panels.
- Roof insulation panels with steep but directional arrangement of the individual mineral fibers have high compressive stress, point load according to DIN 12430 and transverse tensile strength at relatively lower densities, while bending tensile strength parallel to the production direction is only one-third to one-sixth that of transverse bending strength , Often such roof insulation panels break apart during transport to the processing site.
- the steep arrangement of the individual fibers also leads to a reduction of the puncture resistance of the arranged between the upper chords of the profiled tray shell area of the roof insulation panels.
- a variation of these above-described roof insulation panels has to avoid in particular the low puncture resistance one integrated cover layer with about 200 to 200 kg / m 3 particularly highly compressed mineral fibers.
- All roof insulation panels made of mineral fibers are very stiff in itself, so that even the edge areas during installation can not or only very slightly compress.
- the roof insulation panels are laid offset on the tray against each other.
- Roof insulation panels with particularly directional bending tensile strengths are usually designed with their longitudinal axis transversely to the profile direction of the support shell, ie transversely to the upper chords and thus also to a lower chord of the support shell arranged between each two upper chords. Therefore, tolerances in the width of the roof insulation panels as well as the skewness with respect to the dimensions lead to gaping joints in the insulating layer.
- the gaping joints represent thermal bridges, which significantly reduced the insulation effect. Since the individual webs of air-blocking films are usually not glued together tightly and also not tightly connected to the adjacent components, always warm air from the building inside through and above the often over the lower chords sagging slides along flow and ultimately without further resistance between the Roof insulation panels get into the spaces between the insulation layer and loose roof waterproofing. Dewing water forms immediately on its undersides. If this does not quickly evaporate again and can diffuse outward on the roof seals, it causes moisture penetration of the roof insulation panels, which not only significantly reduces their insulation effect, but also leads to significant reductions in strength and corrosion of the fasteners, namely the screws and plates.
- Insulating boards are known, which are formed on a front side with a tongue and on a corresponding end face with a slot matching size. Through this tongue-slot connection adjacent insulation boards can be positively connected to each other.
- the tongue and slot In order for the insulation boards to form a well-insulating composite, the tongue and slot must mesh precisely with one another, which also requires a preferably exactly right-angled design of the board surfaces. Therefore, according to the US 3,549,738 A provided to put the still unbonded fiber mass on a conveyor and press it into a mold which has a slot shape substantially end side and a tongue shape at the other end, wherein the pulp is pressed on its large surfaces, so that excess material in the tongue or. Slot shape runs into it. At the same time, the material is heated and thus cured. The problem is that this manufacturing process by the process of pressing and curing within the mold is very time consuming.
- the present invention seeks to provide a method and an apparatus for performing the method by which or with the production of roof insulation panels higher dimensional accuracy in a simple and cost-effective manner is possible to the disadvantages described above exclude the prior art.
- the solution of this problem provides in a method according to the invention, that the roof insulation panels are aligned precisely in position on a conveyor both in their longitudinal extent, as well as in their perpendicular to the longitudinal extension transverse extension and then a trimming and / or calibration of at least their longitudinal surfaces.
- the roof insulation panels already reach the conveying device in their hardened form, wherein they then only their exact rectangular shape must be brought.
- the time-consuming process of preforming and curing takes place in a pre-procedural step. Since only the trimming and / or calibration must be performed on the conveyor, the manufacturing process can be much simpler and cheaper, because faster to be performed.
- the roof insulation panels according to the invention On the part of the roof insulation panels according to the invention is provided as a solution to the problem that the roof insulation panels a maximum deviation in the width of ⁇ 0.5 to 1 mm and / or maximum skewness of the cut surfaces to the longitudinal surfaces of 0.5 to 1 mm based on a length of 1 m.
- a device in which in the conveying path an insertable into the conveyor stop is arranged, which is aligned at right angles to the conveying direction and that the stop below a means for cutting and / or machining the running substantially parallel to the conveying direction lateral surfaces of the roof insulation panels is arranged.
- the roof insulation panels are generally produced with an excess of about 3 to 10 mm and processed according to the invention.
- the insulation boards are first produced with such an oversize that after removal of the surplus areas, the nominal dimensions are achieved.
- the skewed, differently wide plates are e.g. moved against a liftable and retractable in the conveying stroke, which is arranged exactly at a right angle to the conveying direction.
- the alignment of the running roof insulation board can be done both on the slip of the smooth conveyor belt or the transport rollers of a roller conveyor.
- the stop may have pressure sensors in its area facing the leading insulation board, which detect the position of the incoming insulation board and transmit to a computer-aided control, which initiates the further processing of the roof insulation board upon reaching the intended arrangement.
- the roof insulation panels are according to a further feature of Invention pushed by arranged on both sides of the conveyor line, preferably pneumatically or hydraulically driven and in particular on the basis of the values determined by the pressure sensors values of the position of the rising roof insulation slidings pushed into the required position for further processing.
- the roof insulation panel to be machined is held in the position preferred for machining along running pressure belts resting on the large surfaces.
- the processing of the roof insulation board is done with arranged on both sides of the conveyor section milling, sanding belts, sanding rollers and / or saws to which the roof insulation board is passed over.
- the abovementioned ablation devices are moved past the surfaces of the roof insulation panel to be machined.
- the distance, for example, the milling and thus the width of the plate can be set prior to processing the roof insulation panels or, for example, each driven by a laser measuring system as a transmitter.
- a laser measuring system as a transmitter.
- wave-shaped form the surfaces of the roof insulation board it is possible, for example, wave-shaped form the surfaces of the roof insulation board to be machined, wherein the shaft bellies and troughs adjacent roof insulating panels arranged on the roof surface correspondingly and in particular sealingly engage each other.
- the initially untreated surfaces namely calibrated and formed during separation of the roof insulation panels from the secondary nonwoven cut surfaces, that is, processed according to the longitudinal surfaces.
- the side surfaces can be formed in various ways.
- pre-curved and convex and concave lateral surfaces are formed, which cooperate in the joining of the roof insulation panels on the roof surface in the manner of a ball joint, so that a gap between the adjacent roof insulation panels in the deflection and / or vibrations of the support shell not or at least not open continuously. Accordingly, of course, other forms of the lateral surfaces can be produced.
- the treatment of the lateral surfaces of roof insulation panels with milling can lead to a significantly increased compressibility of the surfaces with correspondingly fine, optionally graded over the height of the lateral surfaces profiling of these surfaces, so that the roof insulation panels already encountered in this way when laying tight without great effort can be.
- the lateral surfaces can be loosened by several parallel to the large surfaces and each other incisions.
- the incisions may also be formed as recesses, for example as grooves with a width ⁇ 2 mm.
- a loosening of the mineral fiber structure and thus a locally limited reduction in the stiffness of the roof insulation board can be achieved by the lateral surfaces by means of at least one, about a parallel axis to the lateral surfaces rotating, preferably toothed pressure roller and are driven to a depth to about 20 mm, but preferably only 3 to 10 mm are subjected to strong pressure and shear.
- the limitation of the structural changes to this depth of possible deviations from the nominal length and width dimensions does not lead to noticeable changes in the service properties of the roof insulation panels under load.
- the elastification can be limited to different zones in the height of the lateral surfaces.
- the depth of the action may vary depending on the orientation of the individual mineral fibers, which means that the lateral surfaces, which are arranged transversely to the original production direction and consequently the above-defined cut surfaces are compared to the longitudinal surfaces a shallower storage of the individual mineral fibers and must be less intensively loosened up in their structure than the mineral fibers in the longitudinal surfaces.
- the elastification can be limited to one of the opposing cut surfaces and / or longitudinal surfaces if, when laying the roof insulation panels, an elastified and a non-elasticized lateral surface are placed against each other.
- an identification of one of the lateral surfaces, in particular of the elasticized surface has proven to be advantageous, since herewith the craftsman is given a laying aid.
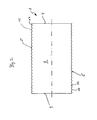
- FIG. 1 shows a plan view of a section of a device for the production of roof insulation panels 1.
- This section of the device follows the well-known, not shown devices of a production plant following a curing oven and a cross-saw, with an unspecified endless secondary nonwoven after curing of a binder contained in the secondary web into individual sections, which is subsequently subdivided still to be treated roof insulation panels 1.
- the roof insulation panels 1 are exaggerated in the figure in the form of a parallelogram in order to more clearly represent the oblique angle of the roof insulation panels 1 of different widths.
- Each roof insulating panel 1 has two parallel and spaced apart aligned large surfaces 2, 3 (FIG. FIG. 3 ) and two cut surfaces 4 and two longitudinal surfaces 5.
- the cut surfaces 4 are formed by cutting a roof insulation board 1 from the non-illustrated secondary web.
- the longitudinal surfaces 5 extend substantially parallel to the conveying direction 6 represented by an arrow.
- the roof insulation panels 1 are made of mineral fibers 7, which are bound with the binder.
- the roof insulation panels 1 according to FIG. 1 formed obliquely, so that for a proper and thermal bridge-free processing of such roof insulation panels 1 in the range of flat or inclined roofs from these oblique roof insulation panels 1 perpendicular roof insulation panels 1 must be made. For this purpose, it is necessary to separate 5 wedge-shaped sections 8 from the oblique roof insulation panel 1 in the region of the longitudinal surfaces.
- the device shown has a stop 10 arranged in the conveying path 9 which is aligned at right angles to the conveying direction according to arrow 6.
- the stop 10 is subsequently arranged a device for cutting and / or machining the longitudinal surfaces 5 extending substantially parallel to the conveying direction.
- This device consists in the illustrated embodiment of the device of two rotationally symmetrical, cylindrical-shaped milling 11, of which one is arranged on both sides of the conveying path 9.
- the milling cutters 11 have milling surfaces 12 which, as will be described below, can have a different contour. Depending on the desired width of the roof insulation panel 1, the milling cutters 11 can be adjusted in their distance from one another or to the central axis of the conveying path 9. The adjustment takes place here for both milling 11 evenly with respect to the central axis of the conveying path. 9
- the stopper 10 is in a position relative to the conveying path 9 adjustable to the extent that it protrudes in an upper position in the conveying path 9 and after alignment of the rising roof insulation panel 1 releases this by moving into a lower position for further promotion.
- the stop 10 In its the rooftop roof panel 1 facing stop surface 13, the stop 10 on pressure sensors that detect a desired orientation of the rising roof insulation panel 1 and transmit to a controller not shown in detail for the stopper 10. This control is the incoming roof insulation panel 1 after reaching the desired orientation on the conveyor 9 for further processing free, the stopper 10 is moved to this end in its lower position.
- the desired alignment of the roof insulation board 1 is achieved when the roof insulation board 1 rests with its leading cut surface 4 over the entire surface of the stop surface 13 of the stopper 10 and the center axis of the roof insulation board 1 in the region of this leading cutting surface 4 with the central axis of the conveying path 9 and thus the central axis of the stop 10 is aligned colinearly. If the roof insulation panel 1 has reached this position, the stop 10 is moved out of the conveying path 9, so that the roof insulation panel 1 reaches the region of the conveying path 9 which is located downstream of the stop 10.
- the alignment of the roof insulation board 1 is effected for example by a slip between the roof insulation board 1 and the below the Dachdämmplattte 1 arranged, not shown conveying element, which may be formed as a conveyor belt or as a roller conveyor.
- conveying element which may be formed as a conveyor belt or as a roller conveyor.
- the stop 10 of the downstream region of the conveying path 9 has a not shown in detail lower conveyor belt and an upper conveyor belt 14, which rotates about two pulleys 15, of which a guide roller 15 is driven.
- the distance between the upper conveyor belt 14 and the lower, the roof insulation board 1 carrying conveyor belt is adjustable in dependence of the material thickness of the roof insulation board 1.
- the distance between the upper conveyor belt 14 and the lower conveyor belt is selected such that the roof insulation board 1 is clamped stationary at least during the milling operation with the milling 11 and an evasive movement of the roof insulation board 1 in the conveying direction 6 or perpendicular thereto is not possible.
- the roof insulation board 1 is guided past the stationary arranged milling 11.
- the roof insulation board 1 in the in FIG. 1 shown position stopped and the milling 11 are guided past the roof insulation board.
- FIG. 2 A first embodiment of a processed roof insulation board 1 is in FIG. 2 shown. It can be seen that the roof insulation panel 1 according to FIG. 1 deviating from the skewness of the roof insulation panels 1 in FIG. 1 now has right angles between the cut surfaces 4 and the longitudinal surfaces 5. The same applies with regard to the angle between the surfaces 2, 3 and the cut surfaces 4 on the one hand and the longitudinal surfaces 5 on the other.
- the roof insulation board 1 is therefore cuboid.
- the longitudinal surfaces 5 are wave-shaped, with each longitudinal surface 5 having alternating bell-tubes 16 and wave troughs 17.
- the antinodes 16 are designed such that they fill the troughs 17 completely and sealing when joining adjacent roof insulation panels 1.
- the preparation of the roof insulation board 1 according to FIG. 2 takes place by means of a movement of the milling 11 perpendicular to the conveying path 9, wherein the frequency of movement of the milling 11 in combination with the conveying speed of the roof insulation board 1 in the region of the conveying path 9 determines the configuration of the antinodes 16 and troughs 17.
- the milling surfaces 12 of the milling 11 are formed identically to achieve an identical waveform in the region of both longitudinal surfaces 5.
- FIG. 3 shows two roof insulation panels 1 in side view, which are pushed towards one another on the formation of a closed insulating layer on a flat roof or inclined flat in the direction of the arrows 18.
- the sectional area 4 of the left roof insulating panel 1 differs from the sectional area 4 'of the right roof insulating panel 1 in that the sectional area 4 has an internal curvature 20 and the sectional area 4' has a correspondingly formed bulge 19. These contours are produced by milling 11 with different milling surfaces 12.
- the cut surfaces 4, 4 ' are formed such that they form a kind of ball joint, so that a forming between the adjacent roof insulation panels 1 joint in deflection of the roof insulation panels 1, for example, by a load on their large surfaces 2 or in vibrations of the roof insulation panels 1 supporting roof substructure not fully open, so that in this way thermal insulation bridges may arise.
- the bulge 19 and the inner curvature 20 do not extend over the entire cut surfaces 4 or 4 ', but are limited to a central region of these cut surfaces 4 and 4'.
- the roof insulation panels 1 have a compacted layer 21 of mineral fibers 7 in the region of their large surfaces 2.
- This compacting layer 21 is used to improve the compressive strength of the roof insulation panels 1. It may also be a layer 21, which is applied in the manner of a lamination on the roof insulation board 1.
- FIG. 4 Another embodiment of a roof insulation board 1 is in FIG. 4 shown.
- the roof insulation panel 1 it can be seen that the mineral fibers 7 in the production direction, ie in the conveying direction 6 have a flat storage within the roof insulation board 1, while they have transverse to the conveying direction 6 has a steep storage.
- a longitudinal surface 5 has a compressible zone 22, which is generated for example by loosening the mineral fiber structure in the region of this longitudinal surface 5.
- one of the cutter 11 downstream pressure roller may be provided, which is formed serrated and the longitudinal surface 5 subjected to pressure and shear.
- the zone 22 has a thickness of 5 mm.
- the invention described above is not limited to the production of roof insulation panels 1. Rather, the inventive Method and device according to the invention are always used when insulation boards made of mineral fibers with high accuracy in terms of their rectangular arrangement of their surfaces to each other for the design of a thermal insulation with high efficiency are necessary. For example, with the method according to the invention or the device according to the invention, it is also possible to produce such insulating boards which are used in the façade area, for example in conjunction with a thermal insulation composite system.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- Physics & Mathematics (AREA)
- Wood Science & Technology (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Electromagnetism (AREA)
- Acoustics & Sound (AREA)
- Mining & Mineral Resources (AREA)
- Building Environments (AREA)
- Roof Covering Using Slabs Or Stiff Sheets (AREA)
- Laminated Bodies (AREA)
- Moulding By Coating Moulds (AREA)
- Insulating Bodies (AREA)
Claims (44)
- Procédé de fabrication des panneaux isolants de toit (1) en fibres minérales, de préférence en laine minérale, dans lequel des fibres minérales sont produites à partir d'une fonte silicieuse et sont déposées avec un liant et/ou un liquide d'imprégnation sur un engin de manutention continue (9) sous forme de feuille continue en fibres minérales, la feuille continue en fibres minérales est amenée à des traitements mécaniques tels que des compressions longitudinales et/ou transversales et à un four de trempe et après elle est divisée en panneaux isolants de toit (1) le long des surfaces de coupe (4),
caractérisé en ce que
les panneaux isolants de toit (1) sont alignés, et en ce qui concerne leur extension longitudinale et en ce qui concerne leur extension transversale rectangulaire par rapport à l'extension longitudinale, avec exactitude de position sur un transporteur et sont amenés après à un contournage et/ou un calibrage d'au moins leurs surfaces longitudinales (5, 5'). - Procédé selon la revendication 1,
caractérisé en ce que
les panneaux isolants de toit (1) sont serrés entre deux bandes de compression (14) qui s'appuient sur leurs grandes surfaces (2, 3), au moins pendant le contournage. - Procédé selon la revendication 1,
caractérisé en ce que
le contournage est réalisé à l'aide d'au moins deux fraises (11), des rubans abrasifs, des rouleaux abrasifs et/ou des scies qui sont disposés des deux côtés du transporteur et qui sont réglables par rapport à leur distance mutuelle. - Procédé selon la revendication 1,
caractérisé en ce que
les surfaces de coupe (4) des panneaux isolants de toit (1) sont orientées à angles droits par rapport à la direction longitudinale du transporteur. - Procédé selon la revendication 1,
caractérisé en ce qu'
après le contournage des surfaces longitudinales (5, 5'), les panneaux isolants de toit (1) sont tournés par 90° et amenés à un contournage des surfaces de coupe (4). - Procédé selon la revendication 1,
caractérisé en ce que
les panneaux isolants de toit (1) sont fabriqués de sorte qu'ils présentent une surmesure comprise entre 3 et 25 mm, notamment entre 3 et 10 mm, au niveau de leurs surfaces longitudinales (5, 5') et/ou de leurs surfaces de coupe (4) et sont amenés au contournage. - Procédé selon la revendication 1,
caractérisé en ce que
les panneaux isolants de toit (1) sont déplacés par rapport à leur orientation contre une butée (10) qui s'étend à angles droits par rapport à la direction de transport (6), la butée étant disposée dans le parcours de transport (9) et étant susceptible d'être levée et enfoncée, et ils sont poussés contre la butée (10) de sorte que la surface de coupe (4) qui se trouve en avant dans la direction de transport (6) prend appui sur la butée sur toute la surface. - Procédé selon la revendication 7,
caractérisé en ce que
l'orientation nécessaire des panneaux isolants de toit (1) est détectée par moyen des palpeurs de pression disposés dans la butée (10). - Procédé selon la revendication 1,
caractérisé en ce que
les panneaux isolants de toit (1) sont déplacés dans l'orientation nécessaire pour le contournage par moyen des manipulateurs qui sont de préférence entraînés de manière hydraulique et/ou pneumatique et qui sont disposés à côté du parcours de transport (9). - Procédé selon la revendication 3,
caractérisé en ce que
les panneaux isolants de toit (1) sont déplacés le long des fraises (11) ou les fraises (11) sont déplacés le long des panneaux isolants de toit ou les mouvements des panneaux isolants de toit (1) et des fraises (11) sont combinés. - Procédé selon la revendication 3,
caractérisé en ce que
les fraises (11), des rubans abrasifs, des rouleaux abrasifs et/ou des scies fraisent des évidements (20) et des saillies (19) correspondants dans des surfaces opposées (4, 5, 5') des panneaux isolants de toit (1). - Procédé selon la revendication 3,
caractérisé en ce que
la distance des fraises (11), des rubans abrasifs, des rouleaux abrasifs et/ou des scies est ajustée par moyen d'un arrangement de mesure à laser, de préférence en fonction d'une gestion de travaux assistée par ordinateur. - Procédé selon la revendication 1,
caractérisé en ce que
les surfaces longitudinales (5, 5') et/ou les surfaces de coupe (4) sont calibrées et configurées sous forme ondulé ou dans une autre configuration permettant l'engrenage des panneaux isolants de toit (1) adjacents. - Procédé selon la revendication 1,
caractérisé en ce que
des incisions et/ou des évidements tels que par exemple des rainures ayant une profondeur de maximum 5 mm, de préférence de 2 mm, qui s'étendent essentiellement en parallèle aux grandes surfaces (2, 3) des panneaux isolants de toit (1) sont réalisés dans les surfaces longitudinales (5, 5') et/ou les surfaces de coupe (4) pour l'élastification des zones de faces latérales des panneaux isolants de toit (1). - Procédé selon la revendication 1,
caractérisé en ce que
des profilés sont incorporés, notamment fraisés et/ou meulés dans les surfaces longitudinales (5, 5') et/ou les surfaces de coupe (4) sur la hauteur des panneaux isolants de toit (1) pour élastifier les zones de faces latérales des panneaux isolants de toit (1). - Procédé selon la revendication 1,
caractérisé en ce que
les surfaces longitudinales (5, 5') et/ou les surfaces de coupe (4) sont chargées de pression et/ou de cisaillement par moyen d'un rouleau pour élastifier les zones de faces latérales des panneaux isolants de toit (1). - Procédé selon la revendication 16,
caractérisé en ce qu'
une zone de jusqu'à 20 mm, de préférence entre 3 et 10 mm, dans la direction de la normale de surface des surfaces longitudinales (5, 5') et/ou des surfaces de coupe (4) est élastifiée, de préférence par moyen d'un rouleau denté. - Procédé selon la revendication 16,
caractérisé en ce que
l'élastification des surfaces longitudinales (5, 5') et/ou des surfaces de coupe est localement limitée, notamment par l'épaisseur des panneaux isolants de toit (1). - Procédé selon la revendication 16,
caractérisé en ce que
seulement l'une des surfaces longitudinales (5, 5') opposées et/ou des surfaces de coupe (4) opposées est élastifiée. - Panneaux isolants de toit (1) en fibres minérales munies des liants et/ou des liquides d'imprégnation, notamment en laine minérale, comprenant deux grandes surfaces (2, 3) disposées en parallèle et espacées l'une de l'autre, qui sont reliées l'une à l'autre par deux surfaces de coupe (4) et deux surfaces longitudinales (5, 5'), les surfaces de coupe (4) étant orientées de manière orthogonale par rapport aux surfaces longitudinales (5, 5') et les surfaces longitudinales (5, 5') ainsi que les surfaces de coupe (4) étant orientées de manière orthogonale par rapport aux grandes surfaces (2, 3),
caractérisé par
une divergence maximale de la largeur comprise entre ± 0,5 et 1 mm et/ou un état obliquangle maximal des surfaces de coupe (4) par rapport aux surfaces longitudinales (5, 5') de 0,5 à 1 mm rapporté à une longueur de 1 m. - Panneaux isolants de toit selon la revendication 20,
caractérisé en ce que
les surfaces de coupe (4) et/ou les surfaces longitudinales (5, 5') comprennent des évidements (20) et/ou des saillies (19) de sorte que des surfaces de coupe (4) adjacentes et/ou des surfaces longitudinales adjacentes s'enchaînent de manière étanche. - Panneaux isolants de toit selon la revendication 21,
caractérisé en ce que
les évidements (20) et/ou les saillies (19) permettent une mobilité pivotante au moins limitée des surfaces longitudinales (5, 5') adjacentes et/ou des surfaces de coupe (4) adjacentes les unes par rapport aux autres. - Panneaux isolants de toit selon la revendication 20,
caractérisé en ce que
les évidements (20) sont concaves et les saillies (19) sont convexes de manière correspondante. - Panneaux isolants de toit selon la revendication 20,
caractérisé en ce que
les surfaces de coupe (4) et/ou les surfaces longitudinales (5, 5') présentent des formes ondulatoires dans la direction longitudinale, les formes ondulatoires étant configurées de manière correspondante sur des surfaces de coupe (4) opposées et/ou des surfaces longitudinales (5, 5') opposées de sorte que dans la zone d'un ventre d'onde (16) d'une surface de coupe (4) et/ou d'une surface longitudinale (5, 5') un creux de l'onde (17) correspondant est disposé dans la surface de coupe (4) opposée et/ou la surface longitudinale (5, 5') opposée. - Panneaux isolants de toit selon la revendication 20,
caractérisé en ce que
l'au moins une des surfaces de coupe (4) et/ou des surfaces longitudinales (5, 5') comprend une zone (22) rendue compressible par une élastification et/ou une certaine orientation de fibres. - Panneaux isolants de toit selon la revendication 25,
caractérisé en ce que
la zone compressible (22) s'étend sur toute la longueur de la surface de coupe (4) et/ou de la surface longitudinale (5, 5'). - Panneaux isolants de toit selon la revendication 25,
caractérisé en ce que
la zone compressible (22) comprend une profondeur de jusqu'à 20 mm, notamment compris entre 3 et 10 mm. - Panneaux isolants de toit selon la revendication 25,
caractérisé en ce que
la zone compressible (22) est divisée en parties différentes qui sont distribuées sur la hauteur des surfaces de coupe (4) et/ou des surfaces longitudinales (5, 5'). - Panneaux isolants de toit selon la revendication 20,
caractérisé en ce que
les surfaces de coupe (4) comprennent une élastification différente de l'élastification des surfaces longitudinales (5, 5'), notamment une élastification faible au cas des fibres minérales (7) posées à plat. - Panneaux isolants de toit selon la revendication 20,
caractérisé en ce que
les surfaces de coupe (4) et/ou les surfaces longitudinales (5, 5') comprennent au moins une, de préférence plusieurs incisions et/ou évidements qui s'étendent notamment en parallèle aux grandes surfaces (2, 3). - Panneaux isolants de toit selon la revendication 29,
caractérisé en ce que
les incisions et/ou les évidements comprennent une largeur de maximum 2 mm. - Dispositif de fabrication des panneaux isolants de toit (1) en fibres minérales munies des liants et/ou des liquides d'imprégnation, notamment en laine minérale, comprenant deux grandes surfaces (2, 3) disposées en parallèle et espacées l'une de l'autre, qui sont reliées l'une à l'autre par deux surfaces de coupe (4) et deux surfaces longitudinales (5, 5'), les surfaces de coupe (4) étant orientées de manière orthogonale par rapport aux surfaces longitudinales (5, 5') et les surfaces longitudinales (5, 5') ainsi que les surfaces de coupe (4) étant orientées de manière orthogonale par rapport aux grandes surfaces (2, 3), et d'exécution du procédé selon la revendication 1, comprenant un parcours de transport (9), de préférence au moins un engin de manutention continue sur lequel les panneaux isolants de toit (1) sont amenés à une station d'emballage,
caractérisé en ce qu'
une butée (10) est disposée au niveau du parcours de transport (9) qui est susceptible d'être placée dans le parcours de transport (9) et qui est orientée de manière orthogonale par rapport à la direction de transport (6) et en ce qu'un dispositif pour l'usinage de coupe et/ou d'enlèvement des copeaux des surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) lesquelles s'étendent essentiellement en parallèle à la direction de transport (6) est disposé en aval de la butée (10). - Dispositif selon la revendication 32,
caractérisé en ce que
la butée (10) comprend des palpeurs de pression qui détectent une orientation désirée du panneau isolant de toit (1) arrivant et la transmettent à un réglage automatique de la butée (10). - Dispositif selon la revendication 32,
caractérisé en ce que
des éléments pousseurs sont disposés des deux côtés du parcours de transport au niveau de la butée (10), lesquels alignent le panneau isolant de toit (1) arrivant à la butée (10). - Dispositif selon la revendication 32,
caractérisé en ce que
le dispositif pour l'usinage de coupe et/ou d'enlèvement des copeaux des surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) lesquelles s'étendent essentiellement en parallèle à la direction de transport (6) est composé d'au moins deux fraises (11) à symétrie de révolution qui sont disposées des deux côtés du parcours de transport (9). - Dispositif selon la revendication 35,
caractérisé en ce que
des dispositifs de meulage qui usinent les surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) sont disposés en aval des fraises (11) et/ou des scies sont disposées en amont des fraises (11). - Dispositif selon les revendications 35 ou 34,
caractérisé en ce que
les fraises (11), les dispositifs de meulage et/ou les scies sont disposés de sorte que leur distance par rapport au parcours de transport (9) peut être ajustée et/ou ils peuvent être déplacés en parallèle au parcours de transport (9). - Dispositif selon la revendication 35,
caractérisé en ce que
les fraises (11) comprennent des configurations différentes de leurs surfaces de fraisage (12). - Dispositif selon la revendication 38,
caractérisé en ce que
les surfaces de fraisage (12) sont configurées de sorte qu'elles fraisent des évidements (20) et des saillies (19) correspondants dans des surfaces latérales (4, 5, 5') opposées des panneaux isolants de toit (1). - Dispositif selon la revendication 38,
caractérisé en ce qu'
une surface de fraisage (12) comprend une forme de surface concave et la deuxième surface de fraisage (12) comprend une courbure convexe correspondante. - Dispositif selon la revendication 32,
caractérisé en ce que
des bandes de compression (14) qui s'appuient sur les grandes surfaces (2, 3) des panneaux isolants de toit (1) sont disposées au niveau du dispositif pour l'usinage de coupe et/ou d'enlèvement des copeaux des surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) lesquelles s'étendent essentiellement en parallèle à la direction de transport (6). - Dispositif selon la revendication 32,
caractérisé en ce q u'
au moins un rouleau-presseur qui est de préférence denté et qui agit sur les surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) pour élastifier au moins des parties partielles des surfaces latérales (4, 5, 5') est disposé en aval du dispositif pour l'usinage de coupe et/ou d'enlèvement des copeaux des surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) lesquelles s'étendent essentiellement en parallèle à la direction de transport (6). - Dispositif selon la revendication 32,
caractérisé en ce qu'
au moins un outil de coupe qui coupe des incisions et/ou des évidements qui sont alignés en parallèle aux grandes surfaces (2, 3) dans les surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) est disposé en aval du dispositif pour l'usinage de coupe et/ou d'enlèvement des copeaux des surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) lesquelles s'étendent essentiellement en parallèle à la direction de transport (6). - Dispositif selon la revendication 32,
caractérisé en ce qu'
une station de tournage est disposée en aval du dispositif pour l'usinage de coupe et/ou d'enlèvement des copeaux des surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) lesquelles s'étendent essentiellement en parallèle à la direction de transport (6) et un autre dispositif pour l'usinage de coupe et/ou d'enlèvement des copeaux des surfaces latérales (4, 5, 5') des panneaux isolants de toit (1) lesquelles s'étendent essentiellement en parallèle à la direction de transport (6) est disposé en aval de la station de tournage de sorte que tous les quatre surfaces latérales, à savoir les surfaces de coupe (4) et les surfaces longitudinales (5, 5'), des panneaux isolants de toit (1) peuvent être traitées.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07007288A EP1803862B1 (fr) | 2001-06-02 | 2002-04-22 | Panneau isolant avec zones de rebord compressibles et son procédé de fabrication |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10127027 | 2001-06-02 | ||
| DE10127027 | 2001-06-02 | ||
| DE10209130A DE10209130B4 (de) | 2001-06-02 | 2002-03-01 | Verfahren zur Herstellung von Dachdämmplatten, Dachdämmplatten und Vorrichtung zur Durchführung des Verfahren |
| DE10209130 | 2002-03-01 | ||
| DE20203320U | 2002-03-01 | ||
| DE20203320U DE20203320U1 (de) | 2001-06-02 | 2002-03-01 | Dämmplatten und Vorrichtung zur Herstellung der Dachdämmplatten |
| PCT/EP2002/004386 WO2002099213A1 (fr) | 2001-06-02 | 2002-04-22 | Procede de production de plaques isolantes de toiture, plaques isolantes de toiture et dispositif utilise pour l'application de ce procede |
Related Child Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07007288A Division EP1803862B1 (fr) | 2001-06-02 | 2002-04-22 | Panneau isolant avec zones de rebord compressibles et son procédé de fabrication |
| EP07005739.3 Division-Into | 2007-03-21 | ||
| EP07007288.9 Division-Into | 2007-04-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1402128A1 EP1402128A1 (fr) | 2004-03-31 |
| EP1402128B1 true EP1402128B1 (fr) | 2012-11-28 |
Family
ID=27214457
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07007288A Expired - Lifetime EP1803862B1 (fr) | 2001-06-02 | 2002-04-22 | Panneau isolant avec zones de rebord compressibles et son procédé de fabrication |
| EP02737977A Expired - Lifetime EP1402128B1 (fr) | 2001-06-02 | 2002-04-22 | Procede de production de plaques isolantes de toiture, plaques isolantes de toiture et dispositif utilise pour l'application de ce procede |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07007288A Expired - Lifetime EP1803862B1 (fr) | 2001-06-02 | 2002-04-22 | Panneau isolant avec zones de rebord compressibles et son procédé de fabrication |
Country Status (7)
| Country | Link |
|---|---|
| EP (2) | EP1803862B1 (fr) |
| AT (1) | ATE441763T1 (fr) |
| DE (1) | DE50213826D1 (fr) |
| DK (2) | DK1402128T3 (fr) |
| ES (1) | ES2400234T3 (fr) |
| PT (1) | PT1402128E (fr) |
| WO (1) | WO2002099213A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3420156B1 (fr) * | 2016-02-23 | 2022-04-27 | Saint-Gobain Isover | Système de bâtiments, en particulier facades de bâtiment industriel, et élément d'isolation pour le système |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1643047A1 (fr) * | 2004-09-29 | 2006-04-05 | Rockwool International A/S | Panneau d'isolation en fibres minérales |
| WO2006136389A1 (fr) * | 2005-06-21 | 2006-12-28 | Deutsche Rockwool Mineralwoll Gmbh & Co. Ohg | Procede pour realiser un element en materiau isolant en fibres minerales et systeme calorifuge composite comprenant plusieurs elements en materiau isolant |
| ES2557819T3 (es) * | 2005-06-21 | 2016-01-28 | Rockwool International A/S | Procedimiento y dispositivo para la producción de unos elementos de material aislante a partir de fibras minerales |
| WO2007085260A1 (fr) * | 2006-01-26 | 2007-08-02 | Rockwool International A/S | Element sandwich |
| EP1826335A1 (fr) * | 2006-02-28 | 2007-08-29 | Rockwool International A/S | Système de façade isolée |
| EP2596159A1 (fr) | 2010-07-23 | 2013-05-29 | Rockwool International A/S | Produit en fibres minérales collées présentant une résistance élevée au feu et à l'auto-échauffement |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3549738A (en) | 1968-09-30 | 1970-12-22 | Johns Manville | Method for producing fibrous products having integral tongue and groove edges |
| DE3037216A1 (de) * | 1980-10-02 | 1982-10-07 | Anton Grimm GmbH, 6951 Limbach | Isolierplatte zur waermedaemmung von kaltdaechern |
| DE3203622A1 (de) * | 1981-09-17 | 1983-04-07 | Deutsche Rockwool Mineralwoll-GmbH, 4390 Gladbeck | Verfahren und vorrichtung zum herstellen einer schall- und/oder waermeisolierenden mineralfaserplatte oder -bahn |
| US4977805A (en) * | 1986-04-10 | 1990-12-18 | Corley Manufacturing Company | Edging apparatus |
| AU1166792A (en) * | 1991-01-28 | 1992-08-27 | Rockwool International A/S | Process for the manufacture of mineral-fibre plates capable of acting as plaster substrates, a device for carrying out the process, and mineral-fibre plate manufactured by the process |
| DE4133416C3 (de) * | 1991-10-09 | 1998-06-10 | Rockwool Mineralwolle | Verfahren zum Herstellen von Formkörpern, insbesondere von Dämmplatten |
| DE4211082A1 (de) * | 1992-04-03 | 1993-10-07 | Eiselt Hannelore | Maschine zum Schneiden von blockförmigen und flächigen Werkstücken wie Platten und Blöcken aus Schaumstoff, Mineralwolle, Kunststoff, Filz und dergleichen |
| DE4316099A1 (de) * | 1992-05-13 | 1993-12-02 | Gruenzweig & Hartmann | Dämmplatte aus Mineralwolle, insbesondere Steinwolle |
| DK18293D0 (da) * | 1993-02-17 | 1993-02-17 | Rockwool Int | Isoleringsmaatte |
| US5486401A (en) * | 1994-05-09 | 1996-01-23 | Owens-Corning Fiberglas Technology, Inc. | Insulation assembly and method of making |
| US5597024A (en) * | 1995-01-17 | 1997-01-28 | Triangle Pacific Corporation | Low profile hardwood flooring strip and method of manufacture |
| DE29612810U1 (de) * | 1996-07-24 | 1996-11-14 | Rostak, Anton, 31061 Alfeld | Klinkerträgerplatte und Klinkerträgerplatten-Fräsvorrichtung |
| DE19858096A1 (de) * | 1998-12-16 | 2000-06-21 | Timberex Timber Exports Ltd | Vorrichtung und Verfahren zum Streuen von Teilchen zu einem Vlies |
-
2002
- 2002-04-22 WO PCT/EP2002/004386 patent/WO2002099213A1/fr not_active Application Discontinuation
- 2002-04-22 EP EP07007288A patent/EP1803862B1/fr not_active Expired - Lifetime
- 2002-04-22 ES ES02737977T patent/ES2400234T3/es not_active Expired - Lifetime
- 2002-04-22 EP EP02737977A patent/EP1402128B1/fr not_active Expired - Lifetime
- 2002-04-22 DK DK02737977.5T patent/DK1402128T3/da active
- 2002-04-22 PT PT2737977T patent/PT1402128E/pt unknown
- 2002-04-22 AT AT07007288T patent/ATE441763T1/de active
- 2002-04-22 DE DE50213826T patent/DE50213826D1/de not_active Expired - Lifetime
- 2002-04-22 DK DK07007288T patent/DK1803862T3/da active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3420156B1 (fr) * | 2016-02-23 | 2022-04-27 | Saint-Gobain Isover | Système de bâtiments, en particulier facades de bâtiment industriel, et élément d'isolation pour le système |
Also Published As
| Publication number | Publication date |
|---|---|
| DK1402128T3 (da) | 2013-03-11 |
| EP1402128A1 (fr) | 2004-03-31 |
| WO2002099213A1 (fr) | 2002-12-12 |
| PT1402128E (pt) | 2013-03-05 |
| EP1803862B1 (fr) | 2009-09-02 |
| DE50213826D1 (de) | 2009-10-15 |
| DK1803862T3 (da) | 2009-11-16 |
| ES2400234T3 (es) | 2013-04-08 |
| EP1803862A1 (fr) | 2007-07-04 |
| ATE441763T1 (de) | 2009-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0075187B1 (fr) | Panneau en matériau isolant, en particulier en fibres minérales | |
| DE3140864A1 (de) | Verfahren und vorrichtung zur herstellung eines fasermaterials fuer isolierungszwecke | |
| WO2006117229A1 (fr) | Procede pour produire un panneau | |
| EP1402128B1 (fr) | Procede de production de plaques isolantes de toiture, plaques isolantes de toiture et dispositif utilise pour l'application de ce procede | |
| EP3330060A1 (fr) | Production de plaques en mousse xps de largeur et/ou de longueur élevée par soudage | |
| EP0939063B1 (fr) | Procédé et dispositif pour le revêtement et/ou imprégnation de produits de laine minérale | |
| EP1893825B1 (fr) | Procede et dispositif pour realiser des elements en materiau isolant en fibres minerales | |
| DE10209130B4 (de) | Verfahren zur Herstellung von Dachdämmplatten, Dachdämmplatten und Vorrichtung zur Durchführung des Verfahren | |
| WO2010100046A1 (fr) | Panneau destiné à former un revêtement et procédé de fabrication d'un tel revêtement | |
| DE20203320U1 (de) | Dämmplatten und Vorrichtung zur Herstellung der Dachdämmplatten | |
| DE102006002281B4 (de) | Verfahren zum Einbringen eines Dämmstoffs in einen Hohlraum eines Mauersteins | |
| EP0595287B1 (fr) | Procédé de fabrication de demi-produits angulaires laminés | |
| WO2009043492A2 (fr) | Procédé et dispositif pour fabriquer des éléments de matériau isolant | |
| DE10259336A1 (de) | Geformte Dämmplatte aus Mineralwolle | |
| EP1559845B1 (fr) | Procédé de fabrication d' une nappe isolante en fibres minérales et nappe isolante | |
| DE3522237A1 (de) | Verfahren und vorrichtung zum verformen eines mineralwollevlieses | |
| WO2005009702A1 (fr) | Procede et dispositif pour produire des panneaux en materiau derive du bois | |
| DE102018205073A1 (de) | Verfahren und vorrichtung zum behandeln von werkstoffplatten | |
| DE102006028841A1 (de) | Dämmanordnung | |
| EP3826801B1 (fr) | Découpe de plancher et son procédé de fabrication | |
| EP2532804B1 (fr) | Procédé de fabrication d'un panneau pour un revêtement de sol, de mur et/ou de plafond | |
| DE102017113368A1 (de) | Mehrschichtplatte und Verfahren zu ihrer Herstellung | |
| DE10057431C2 (de) | Verwendung von Deckschichten einer Faserdämmstoffbahn | |
| DE102006006818A1 (de) | Verfahren, Anlage und Querschneidevorrichtung zum Aufteilen eines aus einer kontinuierlich arbeitenden Presse austretenden Plattenstranges | |
| DE102006028842A1 (de) | Dämmstoffelement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20031127 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 586277 Country of ref document: AT Kind code of ref document: T Effective date: 20121215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50215662 Country of ref document: DE Effective date: 20130124 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20130222 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2400234 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130408 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130301 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20130418 Year of fee payment: 12 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50215662 Country of ref document: DE Effective date: 20130829 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130422 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50215662 Country of ref document: DE Representative=s name: KILBURN & STRODE LLP, GB |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50215662 Country of ref document: DE Representative=s name: KILBURN & STRODE LLP, GB Effective date: 20140814 Ref country code: DE Ref legal event code: R081 Ref document number: 50215662 Country of ref document: DE Owner name: ROCKWOOL INTERNATIONAL A/S, DK Free format text: FORMER OWNER: DEUTSCHE ROCKWOOL MINERALWOLL GMBH + CO OHG, 45966 GLADBECK, DE Effective date: 20121128 Ref country code: DE Ref legal event code: R081 Ref document number: 50215662 Country of ref document: DE Owner name: ROCKWOOL INTERNATIONAL A/S, DK Free format text: FORMER OWNER: DEUTSCHE ROCKWOOL MINERALWOLL GMBH + CO OHG, 45966 GLADBECK, DE Effective date: 20140814 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20141022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141022 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20150122 AND 20150128 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: SD Effective date: 20150424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130422 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150414 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20150325 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160330 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20160324 Year of fee payment: 15 Ref country code: FR Payment date: 20160323 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20160411 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160420 Year of fee payment: 15 Ref country code: FI Payment date: 20160411 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160418 Year of fee payment: 15 Ref country code: DK Payment date: 20160412 Year of fee payment: 15 Ref country code: SE Payment date: 20160412 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50215662 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 586277 Country of ref document: AT Kind code of ref document: T Effective date: 20160422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160422 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20170430 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20170501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170422 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170501 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170423 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170430 Ref country code: BE Ref legal event code: PD Owner name: ROCKWOOL INTERNATIONAL A/S; DK Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), AFFECTATION / CESSION; FORMER OWNER NAME: DEUTSCHE ROCKWOOL MINERALWOLL GMBH & CO. OHG Effective date: 20141216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170423 |