EP1402128B1 - Verfahren zur herstellung von dachdämmplatten, dachdämmplatten und vorrichtung zur durchführung des verfahrens - Google Patents
Verfahren zur herstellung von dachdämmplatten, dachdämmplatten und vorrichtung zur durchführung des verfahrens Download PDFInfo
- Publication number
- EP1402128B1 EP1402128B1 EP02737977A EP02737977A EP1402128B1 EP 1402128 B1 EP1402128 B1 EP 1402128B1 EP 02737977 A EP02737977 A EP 02737977A EP 02737977 A EP02737977 A EP 02737977A EP 1402128 B1 EP1402128 B1 EP 1402128B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roof insulating
- insulating boards
- longitudinal
- cut surfaces
- roof
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 238000000034 method Methods 0.000 title claims description 34
- 238000009413 insulation Methods 0.000 title abstract description 148
- 230000006835 compression Effects 0.000 claims abstract description 7
- 238000007906 compression Methods 0.000 claims abstract description 7
- 239000011490 mineral wool Substances 0.000 claims abstract description 7
- 239000000835 fiber Substances 0.000 claims abstract description 6
- 238000003801 milling Methods 0.000 claims description 34
- 238000005520 cutting process Methods 0.000 claims description 12
- 238000011282 treatment Methods 0.000 claims description 11
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 8
- 239000011707 mineral Substances 0.000 claims description 8
- 238000009966 trimming Methods 0.000 claims description 8
- 239000003795 chemical substances by application Substances 0.000 claims description 5
- 238000004806 packaging method and process Methods 0.000 claims description 2
- 238000007789 sealing Methods 0.000 claims description 2
- 238000000227 grinding Methods 0.000 claims 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims 1
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 239000002557 mineral fiber Substances 0.000 abstract description 39
- 238000003754 machining Methods 0.000 abstract description 4
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 abstract description 2
- 238000002844 melting Methods 0.000 abstract description 2
- 230000008018 melting Effects 0.000 abstract description 2
- 239000007767 bonding agent Substances 0.000 abstract 1
- 239000002657 fibrous material Substances 0.000 abstract 1
- 239000011230 binding agent Substances 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000000630 rising effect Effects 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 210000001015 abdomen Anatomy 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- LCDFWRDNEPDQBV-UHFFFAOYSA-N formaldehyde;phenol;urea Chemical compound O=C.NC(N)=O.OC1=CC=CC=C1 LCDFWRDNEPDQBV-UHFFFAOYSA-N 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000003238 silicate melt Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/7654—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings
- E04B1/7658—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings comprising fiber insulation, e.g. as panels or loose filled fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B27/00—Guide fences or stops for timber in saw mills or sawing machines; Measuring equipment thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B27/00—Guide fences or stops for timber in saw mills or sawing machines; Measuring equipment thereon
- B27B27/04—Guide fences or stops for timber in saw mills or sawing machines; Measuring equipment thereon arranged perpendicularly to the plane of the saw blade
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B31/00—Arrangements for conveying, loading, turning, adjusting, or discharging the log or timber, specially designed for saw mills or sawing machines
- B27B31/06—Adjusting equipment, e.g. using optical projection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B5/00—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor
- B27B5/29—Details; Component parts; Accessories
- B27B5/30—Details; Component parts; Accessories for mounting or securing saw blades or saw spindles
- B27B5/34—Devices for securing a plurality of circular saw blades on a single saw spindle; Equipment for adjusting the mutual distance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/30—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor to form contours, i.e. curved surfaces, irrespective of the method of working used
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/78—Heat insulating elements
- E04B1/80—Heat insulating elements slab-shaped
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B2001/7695—Panels with adjustable width
Definitions
- the invention relates to a process for the production of roof insulation boards made of mineral fibers, preferably rockwool, in which mineral fibers are produced from a silicate melt and deposited with a binding and / or impregnating agent on a continuous conveyor as a mineral fiber web, the mineral fiber web is subjected to mechanical treatments such as longitudinal and / or transverse compressions and fed to a hardening furnace and then divided along cut surfaces in roof insulation panels.
- mineral fibers are produced from a silicate melt and deposited with a binding and / or impregnating agent on a continuous conveyor as a mineral fiber web
- the mineral fiber web is subjected to mechanical treatments such as longitudinal and / or transverse compressions and fed to a hardening furnace and then divided along cut surfaces in roof insulation panels.
- the invention further relates to roof insulation panels of Mineralfasem provided with binding and / or impregnating agents, preferably of rock wool, with two large, parallel and spaced-apart surfaces which are interconnected via two cut surfaces and two longitudinal surfaces, wherein the cut surfaces perpendicular to the longitudinal surfaces and the longitudinal surfaces and the cut surfaces are aligned at right angles to the large surfaces.
- the invention relates to a device for producing above-mentioned roof insulation panels and for carrying out the above-mentioned method, with a conveying path, preferably at least one continuous conveyor on which the roof insulation panels are conveyed to a packaging station.
- a tray consists of one or more steel sheets and roof insulation panels resting thereon. Roof insulation panels made from mineral fibers, preferably rock wool, have proved particularly suitable for this purpose.
- roof insulation panels of mineral fibers have commercially available about 3-7% by mass of a thermosetting curing mixture of phenol-formaldehyde-urea resins, with which the mineral fibers are bound in a known method of melting, defibering and collecting a silicate starting material.
- a thermosetting curing mixture of phenol-formaldehyde-urea resins with which the mineral fibers are bound in a known method of melting, defibering and collecting a silicate starting material.
- not all mineral fibers can be sufficiently bound or the majority of the mineral fibers are only interlinked pointwise, in view of the small amounts of binders, which are a maximum of 4.5% by mass for the most frequently used mineral fiber products in this field of application nor to obtain a resilient elastic behavior of the mineral fiber mass.
- the individual mineral fibers are coated during the manufacturing process with oil films to prevent capillary activity of the insulating material and the loss of condensation in the insulating layer.
- the structure and orientation of the individual mineral fibers in the roof insulation panels as well as the bulk density can be varied within relatively wide limits.
- the mineral fibers wetted with binders and rendered hydrophobic are, after production, arranged on an air-permeable collecting belt arranged as a mineral fiber web under the slightly compressing, generally continuous conveyor belt formed by one or more continuous conveyors, for example conveyor belts and / or roller conveyors Effect of a sucked through cooling and transport air heaped up in a quasi-natural situation.
- the endless mineral fiber web is compressed and the binder cured in a curing oven before the mineral fiber web is subsequently divided into individual sections that form the roof insulation panels.
- a roof seal is applied to the insulating layer, which consists at least of foils and / or bituminous sheets and optionally of a metal sheet.
- the roof seal and at the same time the roof insulation panels of the insulating layer are fixed by screwed into the profiled tray, preferably in the region of their upper straps screws, with each screw a plate is installed, which is to prevent a pulling through the screw heads by the pressure of the screw head on the roof seal is distributed over a larger area.
- the roof insulation panels used for this purpose have a special structure.
- the consequences are in the production and thus conveying direction intensively deformed with each other and steeply arranged to the large surfaces of the secondary nonwoven individual mineral fibers. Transversely to the production direction, the secondary nonwoven has a seemingly laminar structure.
- the secondary web then passes through, possibly after further mechanical processing stations, such as compression areas a curing oven in which cured the binder and the secondary web is fixed in its geometry. After leaving the curing oven and a downstream cooling zone, the secondary web is trimmed by means of circular saws arranged parallel to the production direction. In this case, a several centimeters wide, previously also still laterally compressed strip of secondary web is separated, which also gives the saw a certain leadership.
- the fixedly positioned saws equipped with large-format saw blades generally produce two longitudinal surfaces running parallel to each other, which run parallel to the conveying direction and thus along the secondary web. In order to achieve as parallel as possible alignment of the longitudinal surfaces, the axis of the saw blades must be aligned exactly.
- This roof insulation panels are separated according to the desired width by running cross-saws with saw blades of the endless secondary web.
- the extra-large, coarse-toothed circular saw blades of the cross saws are constantly driven because of their mass and cooling.
- a measuring device determines the instantaneous conveying speed of the secondary web and controls a drive moving the saw in the conveying direction with the conveying speed of the secondary web. In the area of the desired separating cut, the cross-cut saw is pushed through the secondary web at a feed rate of several meters per second transversely to the conveying direction.
- roof insulation panels separated from the secondary nonwoven are then superimposed without further treatment, e.g. stacked on transport pallets and covered, for example, with plastic films to protect against the weather.
- the roof insulation panels are preferably produced as large-sized elements with dimensions of for example 2 m length and 1.2 m width and about 40 to 160 mm thickness. On the one hand, these roof insulation panels can be transported and laid much faster and, on the other hand, they react to their large surfaces such as multi-field beams under load and are therefore more resistant from the outset than small-format roof insulation panels.
- Roof insulation panels with steep but directional arrangement of the individual mineral fibers have high compressive stress, point load according to DIN 12430 and transverse tensile strength at relatively lower densities, while bending tensile strength parallel to the production direction is only one-third to one-sixth that of transverse bending strength , Often such roof insulation panels break apart during transport to the processing site.
- the steep arrangement of the individual fibers also leads to a reduction of the puncture resistance of the arranged between the upper chords of the profiled tray shell area of the roof insulation panels.
- a variation of these above-described roof insulation panels has to avoid in particular the low puncture resistance one integrated cover layer with about 200 to 200 kg / m 3 particularly highly compressed mineral fibers.
- All roof insulation panels made of mineral fibers are very stiff in itself, so that even the edge areas during installation can not or only very slightly compress.
- the roof insulation panels are laid offset on the tray against each other.
- Roof insulation panels with particularly directional bending tensile strengths are usually designed with their longitudinal axis transversely to the profile direction of the support shell, ie transversely to the upper chords and thus also to a lower chord of the support shell arranged between each two upper chords. Therefore, tolerances in the width of the roof insulation panels as well as the skewness with respect to the dimensions lead to gaping joints in the insulating layer.
- the gaping joints represent thermal bridges, which significantly reduced the insulation effect. Since the individual webs of air-blocking films are usually not glued together tightly and also not tightly connected to the adjacent components, always warm air from the building inside through and above the often over the lower chords sagging slides along flow and ultimately without further resistance between the Roof insulation panels get into the spaces between the insulation layer and loose roof waterproofing. Dewing water forms immediately on its undersides. If this does not quickly evaporate again and can diffuse outward on the roof seals, it causes moisture penetration of the roof insulation panels, which not only significantly reduces their insulation effect, but also leads to significant reductions in strength and corrosion of the fasteners, namely the screws and plates.
- Insulating boards are known, which are formed on a front side with a tongue and on a corresponding end face with a slot matching size. Through this tongue-slot connection adjacent insulation boards can be positively connected to each other.
- the tongue and slot In order for the insulation boards to form a well-insulating composite, the tongue and slot must mesh precisely with one another, which also requires a preferably exactly right-angled design of the board surfaces. Therefore, according to the US 3,549,738 A provided to put the still unbonded fiber mass on a conveyor and press it into a mold which has a slot shape substantially end side and a tongue shape at the other end, wherein the pulp is pressed on its large surfaces, so that excess material in the tongue or. Slot shape runs into it. At the same time, the material is heated and thus cured. The problem is that this manufacturing process by the process of pressing and curing within the mold is very time consuming.
- the present invention seeks to provide a method and an apparatus for performing the method by which or with the production of roof insulation panels higher dimensional accuracy in a simple and cost-effective manner is possible to the disadvantages described above exclude the prior art.
- the solution of this problem provides in a method according to the invention, that the roof insulation panels are aligned precisely in position on a conveyor both in their longitudinal extent, as well as in their perpendicular to the longitudinal extension transverse extension and then a trimming and / or calibration of at least their longitudinal surfaces.
- the roof insulation panels already reach the conveying device in their hardened form, wherein they then only their exact rectangular shape must be brought.
- the time-consuming process of preforming and curing takes place in a pre-procedural step. Since only the trimming and / or calibration must be performed on the conveyor, the manufacturing process can be much simpler and cheaper, because faster to be performed.
- the roof insulation panels according to the invention On the part of the roof insulation panels according to the invention is provided as a solution to the problem that the roof insulation panels a maximum deviation in the width of ⁇ 0.5 to 1 mm and / or maximum skewness of the cut surfaces to the longitudinal surfaces of 0.5 to 1 mm based on a length of 1 m.
- a device in which in the conveying path an insertable into the conveyor stop is arranged, which is aligned at right angles to the conveying direction and that the stop below a means for cutting and / or machining the running substantially parallel to the conveying direction lateral surfaces of the roof insulation panels is arranged.
- the roof insulation panels are generally produced with an excess of about 3 to 10 mm and processed according to the invention.
- the insulation boards are first produced with such an oversize that after removal of the surplus areas, the nominal dimensions are achieved.
- the skewed, differently wide plates are e.g. moved against a liftable and retractable in the conveying stroke, which is arranged exactly at a right angle to the conveying direction.
- the alignment of the running roof insulation board can be done both on the slip of the smooth conveyor belt or the transport rollers of a roller conveyor.
- the stop may have pressure sensors in its area facing the leading insulation board, which detect the position of the incoming insulation board and transmit to a computer-aided control, which initiates the further processing of the roof insulation board upon reaching the intended arrangement.
- the roof insulation panels are according to a further feature of Invention pushed by arranged on both sides of the conveyor line, preferably pneumatically or hydraulically driven and in particular on the basis of the values determined by the pressure sensors values of the position of the rising roof insulation slidings pushed into the required position for further processing.
- the roof insulation panel to be machined is held in the position preferred for machining along running pressure belts resting on the large surfaces.
- the processing of the roof insulation board is done with arranged on both sides of the conveyor section milling, sanding belts, sanding rollers and / or saws to which the roof insulation board is passed over.
- the abovementioned ablation devices are moved past the surfaces of the roof insulation panel to be machined.
- the distance, for example, the milling and thus the width of the plate can be set prior to processing the roof insulation panels or, for example, each driven by a laser measuring system as a transmitter.
- a laser measuring system as a transmitter.
- wave-shaped form the surfaces of the roof insulation board it is possible, for example, wave-shaped form the surfaces of the roof insulation board to be machined, wherein the shaft bellies and troughs adjacent roof insulating panels arranged on the roof surface correspondingly and in particular sealingly engage each other.
- the initially untreated surfaces namely calibrated and formed during separation of the roof insulation panels from the secondary nonwoven cut surfaces, that is, processed according to the longitudinal surfaces.
- the side surfaces can be formed in various ways.
- pre-curved and convex and concave lateral surfaces are formed, which cooperate in the joining of the roof insulation panels on the roof surface in the manner of a ball joint, so that a gap between the adjacent roof insulation panels in the deflection and / or vibrations of the support shell not or at least not open continuously. Accordingly, of course, other forms of the lateral surfaces can be produced.
- the treatment of the lateral surfaces of roof insulation panels with milling can lead to a significantly increased compressibility of the surfaces with correspondingly fine, optionally graded over the height of the lateral surfaces profiling of these surfaces, so that the roof insulation panels already encountered in this way when laying tight without great effort can be.
- the lateral surfaces can be loosened by several parallel to the large surfaces and each other incisions.
- the incisions may also be formed as recesses, for example as grooves with a width ⁇ 2 mm.
- a loosening of the mineral fiber structure and thus a locally limited reduction in the stiffness of the roof insulation board can be achieved by the lateral surfaces by means of at least one, about a parallel axis to the lateral surfaces rotating, preferably toothed pressure roller and are driven to a depth to about 20 mm, but preferably only 3 to 10 mm are subjected to strong pressure and shear.
- the limitation of the structural changes to this depth of possible deviations from the nominal length and width dimensions does not lead to noticeable changes in the service properties of the roof insulation panels under load.
- the elastification can be limited to different zones in the height of the lateral surfaces.
- the depth of the action may vary depending on the orientation of the individual mineral fibers, which means that the lateral surfaces, which are arranged transversely to the original production direction and consequently the above-defined cut surfaces are compared to the longitudinal surfaces a shallower storage of the individual mineral fibers and must be less intensively loosened up in their structure than the mineral fibers in the longitudinal surfaces.
- the elastification can be limited to one of the opposing cut surfaces and / or longitudinal surfaces if, when laying the roof insulation panels, an elastified and a non-elasticized lateral surface are placed against each other.
- an identification of one of the lateral surfaces, in particular of the elasticized surface has proven to be advantageous, since herewith the craftsman is given a laying aid.
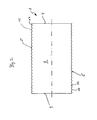
- FIG. 1 shows a plan view of a section of a device for the production of roof insulation panels 1.
- This section of the device follows the well-known, not shown devices of a production plant following a curing oven and a cross-saw, with an unspecified endless secondary nonwoven after curing of a binder contained in the secondary web into individual sections, which is subsequently subdivided still to be treated roof insulation panels 1.
- the roof insulation panels 1 are exaggerated in the figure in the form of a parallelogram in order to more clearly represent the oblique angle of the roof insulation panels 1 of different widths.
- Each roof insulating panel 1 has two parallel and spaced apart aligned large surfaces 2, 3 (FIG. FIG. 3 ) and two cut surfaces 4 and two longitudinal surfaces 5.
- the cut surfaces 4 are formed by cutting a roof insulation board 1 from the non-illustrated secondary web.
- the longitudinal surfaces 5 extend substantially parallel to the conveying direction 6 represented by an arrow.
- the roof insulation panels 1 are made of mineral fibers 7, which are bound with the binder.
- the roof insulation panels 1 according to FIG. 1 formed obliquely, so that for a proper and thermal bridge-free processing of such roof insulation panels 1 in the range of flat or inclined roofs from these oblique roof insulation panels 1 perpendicular roof insulation panels 1 must be made. For this purpose, it is necessary to separate 5 wedge-shaped sections 8 from the oblique roof insulation panel 1 in the region of the longitudinal surfaces.
- the device shown has a stop 10 arranged in the conveying path 9 which is aligned at right angles to the conveying direction according to arrow 6.
- the stop 10 is subsequently arranged a device for cutting and / or machining the longitudinal surfaces 5 extending substantially parallel to the conveying direction.
- This device consists in the illustrated embodiment of the device of two rotationally symmetrical, cylindrical-shaped milling 11, of which one is arranged on both sides of the conveying path 9.
- the milling cutters 11 have milling surfaces 12 which, as will be described below, can have a different contour. Depending on the desired width of the roof insulation panel 1, the milling cutters 11 can be adjusted in their distance from one another or to the central axis of the conveying path 9. The adjustment takes place here for both milling 11 evenly with respect to the central axis of the conveying path. 9
- the stopper 10 is in a position relative to the conveying path 9 adjustable to the extent that it protrudes in an upper position in the conveying path 9 and after alignment of the rising roof insulation panel 1 releases this by moving into a lower position for further promotion.
- the stop 10 In its the rooftop roof panel 1 facing stop surface 13, the stop 10 on pressure sensors that detect a desired orientation of the rising roof insulation panel 1 and transmit to a controller not shown in detail for the stopper 10. This control is the incoming roof insulation panel 1 after reaching the desired orientation on the conveyor 9 for further processing free, the stopper 10 is moved to this end in its lower position.
- the desired alignment of the roof insulation board 1 is achieved when the roof insulation board 1 rests with its leading cut surface 4 over the entire surface of the stop surface 13 of the stopper 10 and the center axis of the roof insulation board 1 in the region of this leading cutting surface 4 with the central axis of the conveying path 9 and thus the central axis of the stop 10 is aligned colinearly. If the roof insulation panel 1 has reached this position, the stop 10 is moved out of the conveying path 9, so that the roof insulation panel 1 reaches the region of the conveying path 9 which is located downstream of the stop 10.
- the alignment of the roof insulation board 1 is effected for example by a slip between the roof insulation board 1 and the below the Dachdämmplattte 1 arranged, not shown conveying element, which may be formed as a conveyor belt or as a roller conveyor.
- conveying element which may be formed as a conveyor belt or as a roller conveyor.
- the stop 10 of the downstream region of the conveying path 9 has a not shown in detail lower conveyor belt and an upper conveyor belt 14, which rotates about two pulleys 15, of which a guide roller 15 is driven.
- the distance between the upper conveyor belt 14 and the lower, the roof insulation board 1 carrying conveyor belt is adjustable in dependence of the material thickness of the roof insulation board 1.
- the distance between the upper conveyor belt 14 and the lower conveyor belt is selected such that the roof insulation board 1 is clamped stationary at least during the milling operation with the milling 11 and an evasive movement of the roof insulation board 1 in the conveying direction 6 or perpendicular thereto is not possible.
- the roof insulation board 1 is guided past the stationary arranged milling 11.
- the roof insulation board 1 in the in FIG. 1 shown position stopped and the milling 11 are guided past the roof insulation board.
- FIG. 2 A first embodiment of a processed roof insulation board 1 is in FIG. 2 shown. It can be seen that the roof insulation panel 1 according to FIG. 1 deviating from the skewness of the roof insulation panels 1 in FIG. 1 now has right angles between the cut surfaces 4 and the longitudinal surfaces 5. The same applies with regard to the angle between the surfaces 2, 3 and the cut surfaces 4 on the one hand and the longitudinal surfaces 5 on the other.
- the roof insulation board 1 is therefore cuboid.
- the longitudinal surfaces 5 are wave-shaped, with each longitudinal surface 5 having alternating bell-tubes 16 and wave troughs 17.
- the antinodes 16 are designed such that they fill the troughs 17 completely and sealing when joining adjacent roof insulation panels 1.
- the preparation of the roof insulation board 1 according to FIG. 2 takes place by means of a movement of the milling 11 perpendicular to the conveying path 9, wherein the frequency of movement of the milling 11 in combination with the conveying speed of the roof insulation board 1 in the region of the conveying path 9 determines the configuration of the antinodes 16 and troughs 17.
- the milling surfaces 12 of the milling 11 are formed identically to achieve an identical waveform in the region of both longitudinal surfaces 5.
- FIG. 3 shows two roof insulation panels 1 in side view, which are pushed towards one another on the formation of a closed insulating layer on a flat roof or inclined flat in the direction of the arrows 18.
- the sectional area 4 of the left roof insulating panel 1 differs from the sectional area 4 'of the right roof insulating panel 1 in that the sectional area 4 has an internal curvature 20 and the sectional area 4' has a correspondingly formed bulge 19. These contours are produced by milling 11 with different milling surfaces 12.
- the cut surfaces 4, 4 ' are formed such that they form a kind of ball joint, so that a forming between the adjacent roof insulation panels 1 joint in deflection of the roof insulation panels 1, for example, by a load on their large surfaces 2 or in vibrations of the roof insulation panels 1 supporting roof substructure not fully open, so that in this way thermal insulation bridges may arise.
- the bulge 19 and the inner curvature 20 do not extend over the entire cut surfaces 4 or 4 ', but are limited to a central region of these cut surfaces 4 and 4'.
- the roof insulation panels 1 have a compacted layer 21 of mineral fibers 7 in the region of their large surfaces 2.
- This compacting layer 21 is used to improve the compressive strength of the roof insulation panels 1. It may also be a layer 21, which is applied in the manner of a lamination on the roof insulation board 1.
- FIG. 4 Another embodiment of a roof insulation board 1 is in FIG. 4 shown.
- the roof insulation panel 1 it can be seen that the mineral fibers 7 in the production direction, ie in the conveying direction 6 have a flat storage within the roof insulation board 1, while they have transverse to the conveying direction 6 has a steep storage.
- a longitudinal surface 5 has a compressible zone 22, which is generated for example by loosening the mineral fiber structure in the region of this longitudinal surface 5.
- one of the cutter 11 downstream pressure roller may be provided, which is formed serrated and the longitudinal surface 5 subjected to pressure and shear.
- the zone 22 has a thickness of 5 mm.
- the invention described above is not limited to the production of roof insulation panels 1. Rather, the inventive Method and device according to the invention are always used when insulation boards made of mineral fibers with high accuracy in terms of their rectangular arrangement of their surfaces to each other for the design of a thermal insulation with high efficiency are necessary. For example, with the method according to the invention or the device according to the invention, it is also possible to produce such insulating boards which are used in the façade area, for example in conjunction with a thermal insulation composite system.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- Physics & Mathematics (AREA)
- Wood Science & Technology (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Electromagnetism (AREA)
- Acoustics & Sound (AREA)
- Mining & Mineral Resources (AREA)
- Building Environments (AREA)
- Roof Covering Using Slabs Or Stiff Sheets (AREA)
- Laminated Bodies (AREA)
- Moulding By Coating Moulds (AREA)
- Insulating Bodies (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von Dachdämmplatten aus Mineralfasem, vorzugsweise aus Steinwolle, bei dem aus einer silikatischen Schmelze Mineralfasern erzeugt und mit einem Binde- und/oder Imprägniermittel auf einem Stetigförderer als Mineralfaserbahn abgelegt werden, die Mineralfaserbahn mechanischen Bearbeitungen, wie Längs - und/oder Querkompressionen und einem Härteofen zugeführt und anschließend entlang von Schnittflächen in Dachdämmplatten unterteilt wird. Die Erfindung betrifft ferner Dachdämmplatten aus mit Binde-und/oder Imprägniermitteln versehenen Mineralfasem, vorzugsweise aus Steinwolle, mit zwei großen, parallel und beabstandet zueinander angeordneten Oberflächen, die über zwei Schnittflächen und zwei Längsflächen miteinander verbunden sind, wobei die Schnittflächen rechtwinklig zu den Längsflächen und die Längsflächen sowie die Schnittflächen rechtwinklig zu den großen Oberflächen ausgerichtet sind. Schließlich betrifft die Erfindung eine Vorrichtung zur Herstellung von voranstehend genannten Dachdämmplatten und zur Durchführung des voranstehend genannten Verfahrens, mit einem Förderweg, vorzugsweise zumindest einem Stetigförderer auf dem die Dachdämmplatten einer Verpackungsstation zugefördert werden.
- Aus dem Stand der Technik ist es bekannt, tragende Dachschalen, insbesondere bei Industriebauten, wie Fabrik- und/oder Lagerhallen aus profilierten Stahlblechen herzustellen. Um die Baukosten für eine Tragkonstruktion bei derartigen Dächern zu reduzieren, werden die Stahlbleche möglichst weit gespannt. Das führt aber zu leicht verformbaren und schwingungsfähigen Tragschalen bzw. Dachkonstruktionen, die aus derartigen Stahlblechen hergestellt werden. Eine Tragschale besteht aus einem oder mehreren Stahlblechen und darauf aufliegenden Dachdämmplatten. Als hierfür besonders geeignet haben sich Dachdämmplatten aus Mineralfasem, vorzugsweise aus Steinwolle bewährt. Diese Dachdämmplatten aus Mineralfasern weisen handelsüblich ca. 3 - 7 Masse-% eines duroplastisch aushärtenden Gemisches aus Phenol-Formaldehyd-Harnstoffharzen auf, mit denen die Mineralfasern in einem an sich bekannten Verfahren des Aufschmelzens, Zerfaserns und Aufsammelns eines silikatischen Ausgangsmaterials gebunden werden. Angesichts der geringen Mengen an Bindemitteln, die bei den am häufigsten eingesetzten Mineralfaserprodukten in diesem Anwendungsgebiet maximal 4,5 Masse-% betragen, können naturgemäß nicht alle Mineralfasern ausreichend gebunden werden bzw. wird der größte Teil der Mineralfasern nur punktweise miteinander verknüpft werden, um zudem noch ein elastischfederndes Verhalten der Mineralfasermasse zu erhalten.
- Die einzelnen Mineralfasern werden während des Herstellungsprozesses mit Ölfilmen überzogen, um eine Kapillaraktivität des Dämmstoffs und den Ausfall von Tauwasser in der Dämmstoffschicht zu unterbinden.
- Die Struktur und die Orientierung der einzelnen Mineralfasern in den Dachdämmplatten können ebenso wie die Rohdichte in relativ weiten Grenzen variiert werden. In den früher gebräuchlichen Herstellungsanlagen werden die mit Bindemitteln benetzten und hydrophobierten Mineralfasern nach der Herstellung auf einem luftdurchlässigen, im, in der Regel durch einen oder mehrere in Reihe geschaltete Stetigförderer, beispielsweise Förderbänder und/oder Rollenbahnen gebildeten Förderweg angeordneten Sammelband als Mineralfaserbahn unter der leicht komprimierenden Wirkung einer hindurchgesaugten Kühl- und Transportluft in quasi natürlicher Lage aufgeschüttet. Anschließend wird die endlose Mineralfaserbahn komprimiert und das Bindemittel in einem Härteofen ausgehärtet, bevor die Mineralfaserbahn anschließend in einzelne Abschnitte unterteilt wird, die die Dachdämmplatten bilden.
- Bei dieser Herstellung ergibt sich eine laminare Struktur der Mineralfaseranordnung, die durch eine im großen und ganzen gleichmäßige Orientierung der flach gelagerten Mineralfasern charakterisiert wird. Bei dieser Aufsammeltechnik der einzelnen Mineralfasern kommt es immer zu bevorzugten Ablagerungen und einer von unten nach oben abnehmenden Schüttdichte, was sich bei dem fertigen Mineralfaserprodukt durch starke Schwankungen der Rohdichte und damit auch der mechanischen Eigenschaften der hieraus beispielsweise hergestellten Dachdämmplatten negativ bemerkbar macht. Um den Dachdämmplatten auch an den weicheren Stellen die notwendige Gebrauchstauglichkeit zu geben, muß regelmäßig die Rohdichte der gesamten Dachdämmplatte angehoben werden. Das aber macht die Dachdämmplatte schwer und für den Hersteller unwirtschaftlich. Dachdämmplatten, die mit dieser Aufsammeltechnik hergestellt werden, weisen Rohdichten von ca. 150 - 190 kg/m3, gegebenenfalls auch höhere Werte auf.
- Vorteilhaft ist bei diese Dachdämmplatten jedoch eine in beiden Hauptachsen nahezu gleiche und hohe Biegefestigkeit sowie eine relative Unempfindlichkeit der großen Oberfläche gegen Druckbeanspruchungen, wie sie beispielsweise beim Begehen einer mit diesen Dachdämmplatten eingedeckten Dachfläche auftreten können. Diese vorteilhaften Eigenschaften werden aber durch die Verwendung von mit beispielsweise 1 bis 1,25 m Länge und 0,5 bis 0,625 m Breite kleinformatigen Dachdämmplatten wieder aufgehoben. Angesichts relativ breiter Abstände zwischen benachbarten Obergurten einer hier in Rede stehenden Dachkonstruktion und der Vielzahl frei zwischen zwei benachbarten Obergurten auskragenden Abschnitten der Dachdämmplatten werden die Dachdämmplatten im Gebrauch sehr schnell beschädigt oder zerstört, wenn sie nicht zumindest auf tragfähigen Dampf- und Luftsperren aus Bitumenbahnen aufgeklebt oder ausgelegt sind.
- Flache und Flach geneigte Dächer werden wesentlich wirtschaftlicher dadurch hergestellt, dass auf die Verklebung der einzelnen Schichten der Dachdämmung verzichtet wird. Als Luftsperre und/oder Dampfbremse werden dünne Folien aus Polyäthylen lose ausgelegt, die materialbedingt keine die Dachdämmplatten stützende Funktionen ausüben können. Abschließend wird eine Dachabdichtung auf die Dämmschicht aufgebracht, die zumindest aus Folien und/oder Bitumenbahnen sowie gegebenenfalls aus einer Metalltafel besteht. Die Dachabdichtung und gleichzeitig auch die Dachdämmplatten der Dämmschicht werden durch in die profilierte Tragschale, vorzugsweise im Bereich ihrer Obergurte eingedrehte Schrauben fixiert, wobei mit jeder Schraube ein Teller eingebaut wird, der ein Durchziehen der Schraubenköpfe verhindern soll, indem der Druck des Schraubenkopfes auf die Dachabdichtung auf eine größere Fläche verteilt wird.
- Die zu diesem Zweck verwendeten Dachdämmplatten weisen eine besondere Struktur auf. Zunächst werden natürliche Schwankungen der pro Zeiteinheit hergestellten Mineralfasern und Schwankungen bei der Ablagerung der Mineralfasermasse dadurch stark abgemindert, dass ein möglichst dünnes, sogenanntes Primärvlies durch Pendelbewegungen auf einem zweiten Transportband in der gewünschten Dicke abgelegt und eine derart gebildete, Sekundärvlies genannte endlose Mineralfaserbahn anschließend in eine Auffaltungseinrichtung gefördert wird, wo die Mineralfaserbahn (Sekundärvlies) einer intensiven Längs- und gleichzeitigen Höhenkompression unterworfen wird. Die Folgen sind in Produktions- und damit Förderrichtung intensiv miteinander verformte und steil zu den großen Oberflächen des Sekundärvlieses angeordnete einzelne Mineralfasern. Quer zur Produktionsrichtung weist das Sekundärvlies eine scheinbar laminare Struktur.
- Das Sekundärvlies durchläuft anschließend, eventuell nach weiteren mechanischen Bearbeitungsstationen, wie Kompressionsbereiche einen Härteofen, in dem das Bindemittels ausgehärtet und das Sekundärvlies in seiner Geometrie fixiert wird. Nach dem Verlassen des Härteofens und einer nachgeschalteten Kühlzone wird das Sekundärvlies mit Hilfe von parallel zu der Produktionsrichtung angeordneten Kreissägen besäumt. Dabei wird ein mehrere Zentimeter breiter, zuvor auch noch seitlich verdichteter Streifen des Sekundärvlieses abgetrennt, der auch der Säge eine gewisse Führung gibt. Die fest positionierten mit großformatigen Sägeblättern ausgerüsteten Sägen erzeugen in der Regel zwei parallel zueinander verlaufende Längsflächen, die parallel zur Förderrichtung und damit längs des Sekundärvlieses verlaufen. Um eine möglichst parallele Ausrichtung der Längsflächen zu erreichen, müssen die Achse der Sägeblatter exakt ausgerichtet sein. Bei nicht sorgfältig genug ausgerichteten Sägen kann es jedoch ohne weiteres zu einer leichten Abweichung der Sägeblattachse von der Horizontalachse kommen, so dass die Längsflächen nicht parallel zueinander und/oder nicht exakt rechtwinklig zu den großen Oberflächen der aus dem Sekundärvlies zu bildenden Dachdämmplatten orientiert sind.
- Die Breite der Produktionslinie und damit auch der Abstand zwischen den beiden Sägen begrenzen die maximale Länge der Dachdämmplatten. Diese Dachdämmplatten werden entsprechend der gewünschten Breite durch mitlaufende Quersägen mit Sägeblättern von dem endlosen Sekundärvlies abgetrennt. Die besonders groß dimensionierten, grobzahnigen kreisförmigen Sägeblätter der Quersägen werden wegen ihrer Masse und der Kühlung ständig angetrieben. Eine Meßvorrichtung ermittelt die momentane Fördergeschwindigkeit des Sekundärvlieses und steuert einen die Säge in Förderrichtung bewegenden Antrieb mit der Fördergeschwindigkeit des Sekundärvlieses. Im Bereich des gewünschtes Trennschnitts wird die Quersäge mit einem Vorschub von mehreren Metern pro Sekunde quer zur Förderrichtung durch das Sekundärvlies geschoben. Die Genauigkeit, mit der der Bereich des Trennschnitts angesteuert werden soll, liegt in der Größenordnung von ± 2 mm, hinzu kommen Abweichungen von der Rechtwinkligkeit von ± 1,5 - 2,5 mm pro 2 m Breite des Sekundärvlieses. Eine derart präzise Steuerung des Querschnitts werden jedoch mit den bekannten Anlagen und Steuerungen nicht erreicht, was sich auch in dem Niveau widerspiegelt, das durch die gültigen Normen repräsentiert wird.
- Gemäß DIN 18165 Teil 1 Ausg. 1991 sind Abweichungen von ± 2 % der Länge und Breite der Dämmplatten von dem Mittelwert der Stichprobe sowie eine Abweichung der Rechtwinkligkeit von 3 mm auf 500 mm Länge und/oder Breite der Dachdämmplatten zulässig. Auch in der zukünftigen europäisch harmonisierten Norm DIN EN 13162 -Spezifikation werkmäßig hergestellter Produkte aus Mineralwolle- werden Abweichungen in der Länge von ± 2% in der Länge und ± 1,5 % in der Breite zugelassen. Abweichungen von der Rechtwinkligkeit in Länge und Breite dürfen 5 mm/ pro Meter Länge oder Breite nicht überschreiten. Hinsichtlich der Rechtwinkligkeit in Dickenrichtung der Dämmplatten werden keine Anforderungen gestellt.
- Die vom Sekundärvlies abgetrennten Dachdämmplatten werden anschließend ohne weitere Behandlung übereinander, z.B. auf Transportpaletten gestapelt und zum Schutz gegen Witterungseinflüsse beispielsweise mit Kunststoff-Folien abgedeckt.
- Die Dachdämmplatten werden vorzugsweise als großformatige Elemente mit Abmessungen von beispielsweise 2 m Länge und 1,2 m Breite sowie ca. 40 bis 160 mm Dicke hergestellt. Diese Dachdämmplatten lassen sich zum einen wesentlich schneller transportieren und verlegen und reagieren zum anderen bei Belastungen auf ihre großen Oberflächen wie Mehrfeldträger und sind somit von vornherein widerstandsfähiger als kleinformatige Dachdämmplatten.
- Dachdämmplatten mit steiler, aber richtungsabhängiger Anordnung der einzelnen Mineralfasern weisen bei relativ geringeren Rohdichten hohe Werte für die Druckspannung, für die Punktlast gemäß DIN 12430 und die Querzugfestigkeit auf, während die Biegezugfestigkeit parallel der Produktionsrichtung nur ein Drittel bis ein Sechstel derjenigen Biegefestigkeit quer zur Produktionsrichtung beträgt. Häufig brechen derartige Dachdämmplatten bereits beim Transport zum Verarbeitungsort auseinander. Die steile Anordnung der einzelnen Fasern führt auch zu einer Verminderung des Durchstanzwiderstands der zwischen den Obergurten der profilierten Tragschale angeordneten Bereich der Dachdämmplatten.
- Eine Variation dieser voranstehend beschriebenen Dachdämmplatten weist zur Vermeidung insbesondere des geringen Durchstanzwiderstandes eine integrierte Deckschicht mit auf ca. 180 bis 220 kg/m3 besonders hoch verdichteten Mineralfasern auf.
- Alle Dachdämmplatten aus Mineralfasern sind in sich sehr steif, so dass sich auch die Randbereiche beim Verlegen nicht oder nur sehr gering komprimieren lassen. Die Dachdämmplatten werden auf der Tragschale gegeneinander versetzt verlegt. Dachdämmplatten mit besonders richtungsabhängigen Biegezugfestigkeiten werden gewöhnlich mit ihrer Längsachse quer zu der Profilrichtung der Tragschale, also quer zu den Obergurten und damit auch zu einem zwischen jeweils zwei Obergurten angeordneten Untergurt der Tragschale ausgelegt. Toleranzen in der Breite der Dachdämmplatten führen deshalb ebenso wie die Schiefwinkligkeit in bezug auf die Abmessungen zu aufklaffenden Fugen in der Dämmschicht. Bei größeren Dämmdicken wirkt sich bereits auch die nicht unbeträchtliche Durchbiegung der die Tragschale bildenden Profilbleche aus, da sich die Fugen im Zugbereich weiten, prinzipiell oben aber zusammengedrückt werden. Diese Bewegung erfolgt bereits sukzessive bei der Belegung der Tragschalen und dann wieder bei zusätzlichen Belastungen.
- Die aufklaffenden Fugen stellen aber Wärmebrücken dar, welche die Dämmwirkung deutlich herabsetzten. Da die einzelnen Bahnen der luftsperrenden Folien zumeist nicht untereinander dicht verklebt und auch nicht dicht an die angrenzenden Bauteile angeschlossen werden, kann prinzipiell immer Warmluft aus dem Gebäudeinneren durch und oberhalb der häufig über den Untergurten durchhängenden Folien entlang strömen und letzten Endes ohne weiteren Widerstand zwischen den Dachdämmplatten in die Zwischenräume zwischen der Dämmschicht und lose aufliegenden Dachabdichtungen gelangen. An deren Unterseiten bildet sich sofort Tauwasser. Wenn dieses nicht rasch wieder verdampfen und über die Dachabdichtungen nach außen abdiffundieren kann, kommt es zu Durchfeuchtungen der Dachdämmplatten, was nicht nur deren Dämmwirkung erheblich reduziert, sondern auch zu deutlichen Abminderungen der Festigkeit sowie zur Korrosion der Befestigungselemente, nämlich der Schrauben und Teller führt.
- Desweiteren sind, beispielsweise aus der
US 3,549,738 A Dämmplatten bekannt, welche an einer Stirnseite mit einer Zunge ausgebildet werden und an einer dazu korrespondierenden Stirnseite mit einem Schlitz passender Größe. Durch diese Zunge-Schlitz-Verbindung können nebeneinander liegende Dämmplatten formschlüssig miteinander verbunden werden. Damit die Dämmplatten einen gut dämmenden Verbund eingehen, müssen Zunge und Schlitz präzise ineinander greifen, was auch eine bevorzugt exakt rechtwinklige Ausbildung der Plattenoberflächen erfordert. Daher ist gemäß derUS 3,549,738 A vorgesehen, die noch unverbundene Fasermasse auf eine Fördereinrichtung zu legen und in eine Form hineinzupressen, welche im Wesentlichen einendseitig eine Schlitzform und andernendseitig eine Zungenform aufweist, wobei die Fasermasse an ihren großen Oberflächen gepresst wird, sodass überschüssiges Material in die Zungen-bzw. Schlitzform hineinläuft. Gleichzeitig wird das Material erhitzt und somit ausgehärtet. Problematisch ist dabei, dass dieses Herstellungsverfahren durch den Prozess des Pressens und Aushärtens innerhalb der Form sehr zeitaufwändig ist. - Ausgehend von diesem Stand der Technik liegt der Erfindung die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zur Durchführung des Verfahrens zu schaffen, mit dem bzw. mit der die Herstellung von Dachdämmplatten höherer Maßgenauigkeit in einfacher und kostengünstiger Weise möglich ist, um die voranstehend beschriebenen Nachteile des Standes der Technik auszuschließen.
- Die Lösung dieser Aufgabenstellung sieht bei einem erfindungsgemäßen Verfahren vor, dass die Dachdämmplatten sowohl in ihrer Längserstreckung, als auch in ihrer zur Längserstreckung rechtwinklig verlaufenden Quererstreckung lagegenau auf einer Fördereinrichtung ausgerichtet und anschließend einer Besäumung und/oder Kalibrierung zumindest ihrer Längsflächen zugeführt werden.
- Durch diese erfindungsgemäße Lösung gelangen die Dachdämmplatten bereits in ihrer ausgehärteten Form auf die Fördereinrichtung, wobei sie anschließend nur noch ihre exakte rechtwinklige Form gebracht werden müssen. Der zeitaufwändige Prozess des Vorformens und Aushärtens erfolgt in einem vorrausgehenden Verfahrensschritt. Da auf der Fördereinrichtung lediglich nur noch die Besäumung und/oder Kalibrierung durchgeführt werden muss, kann das Herstellungsverfahren wesentlich einfacher und kostengünstiger, weil schneller, durchgeführt werden.
- Seitens der erfindungsgemäßen Dachdämmplatten ist als Lösung der Aufgabenstellung vorgesehen, dass die Dachdämmplatten eine maximale Abweichung in der Breite von ± 0,5 bis 1 mm und/oder maximale Schiefwinkligkeit der Schnittflächen zu den Längsflächen von 0,5 bis 1 mm bezogen auf eine Länge von 1 m aufweisen.
- Schließlich ist als Lösung der Aufgabenstellung eine Vorrichtung vorgesehen, bei welcher im Förderweg ein in den Förderweg einbringbarer Anschlag angeordnet ist, der rechtwinklig zur Förderrichtung ausgerichtet ist und dass dem Anschlag nachfolgend eine Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung verlaufenden seitlichen Flächen der Dachdämmplatten angeordnet ist.
- Weitere Merkmale der Erfindung ergeben sich aus den Unteransprüchen. Es wird bezüglich der Ausgestaltung der Erfindung und ihrer Vorteile noch auf folgendes hingewiesen:
- Um offene Fugen zwischen den einzelnen Dachdämmplatten zu vermeiden, dürfen keine oder nur sehr geringe Abweichungen von den Nennwerten der Abmessungen und den rechten Winkeln an den Ecken der Dachdämmplatten auftreten. Ferner werden größeren Dachflächen Dachdämmplatten verbaut, die zu unterschiedlichen Zeitpunkten und gegebenenfalls auch in unterschiedlichen Produktionsanlagen hergestellt worden sind. Erfindungsgemäß können Dachdämmplatten mit Abweichungen in der Breite von ca. ± 0,5 bis 1 mm oder einer Schiefwinkligkeit von max. ca. 0,5 bis 1 mm pro Meter in bezug auf Längen und Breiten hergestellt werden. Diese Toleranzen schließen die eingangs dargestellten Nachteile zumindest insoweit aus, dass Fugen zwischen benachbarten Dachdämmplatten derart klein ausgebildet sind, dass sich keine Wärmebrücken bilden.
- Dazu werden die Dächdämmplatten generell mit einem Übermaß von ca. 3 bis 10 mm hergestellt und erfindungsgemäß bearbeitet.
- Um den Einfluß der mitlaufenden Quersäge auf die Breitentoleranzen und die Schiefwinkligkeit auf das gewünschte Niveau zu minimieren, werden die Dämmplatten zunächst mit einem derartigen Übermaß hergestellt, dass nach der Entfernung der überschüssigen Flächen, die Nennmaße erreicht werden.
- Gemäß der Erfindung werden die schiefwinkligen, unterschiedlich breiten Platten z.B. gegen einen im Förderweg heb- und versenkbaren Anschlag gefahren, der exakt in einem rechten Winkel zur Förderrichtung angeordnet ist. Das Ausrichten der auflaufenden Dachdämmplatte kann sowohl über den Schlupf des glatten Transportbands oder der Transportrollen eines Rollenförderes erfolgen. Alternativ oder ergänzend kann der Anschlag in seiner der auflaufenden Dämmstoffplatte zugewandten Fläche Drucksensoren aufweisen, welche die Position der auflaufenden Dämmstoffplatte erfassen und an eine rechnergestützte Steuerung übermitteln, welche die weitere Bearbeitung der Dachdämmplatte bei Erreichen der vorgesehenen Anordnung einleitet.
- Um eine möglichst schnelle, vom Schlupf zwischen der Fördereinrichtung und der auflaufenden Dachdämmplatte unabhängige Ausrichtung zu erreichen, werden die Dachdämmplatten nach einem weiteren Merkmal der Erfindung durch auf beiden Seiten der Förderstrecke angeordnete, vorzugsweise pneumatisch oder hydraulisch angetriebene und insbesondere auf der Grundlage der über die Drucksensoren ermittelten Werte der Lage der auflaufenden Dachdämmplatte gesteuerte Schieberelemente in die, für die weitere Bearbeitung erforderliche Lage geschoben.
- Vorzugsweise wird die zu bearbeitende Dachdämmplatte mitlaufende, auf den großen Oberflächen aufliegende Druckbänder in der für die Bearbeitung bevorzugten Position gehalten. Die Bearbeitung der Dachdämmplatte erfolgt mit auf beiden Seiten der Förderstrecke angeordneten Fräsen, Schleifbändern, Schleifrollen und/oder Sägen, an den die Dachdämmplatte vorbei geführt wird. Alternativ kann vorgesehen sein, dass die voranstehend genannten Abtragseinrichtungen an den zu bearbeitenden Flächen der Dachdämmplatte vorbei bewegt werden.
- Mit Hilfe dieser Abtragseinrichtungen können auch sehr dünne Schichten von den zu bearbeitenden Flächen der Dachdämmplatte abgetragen werden, was bei herkömmlichen Vorrichtungen und Verfahren nicht möglich ist.
- Der Abstand beispielsweise der Fräsen und damit die Breite der Platte kann vor der Bearbeitung der Dachdämmplatten festgelegt werden oder aber beispielsweise durch eine Laser-Meßanlage als Meßwertgeber jeweils angesteuert werden. Bei dieser Ausgestaltung besteht die Möglichkeit, die zu bearbeitenden Flächen der Dachdämmplatte beispielsweise wellenförmig auszubilden, wobei die Wellenbäuche und Wellentäler benachbart auf der Dachfläche angeordneter Dachdämmplatten korrespondierend und insbesondere dichtend ineinander greifen.
- Durch eine Drehung der Dachdämmplatten nach Durchlauf dieser Bearbeitungsstation und die Anwendung derselben Verfahrenstechnik können auch die zunächst nicht behandelten Flächen, nämlich beim Abtrennen der Dachdämmplatten vom Sekundärvlies entstehenden Schnittflächen kalibriert und überformt, dass heißt entsprechend den Längsflächen bearbeitet werden.
- Durch entsprechende Form der Fräser bzw. in Kombination mehrerer Fräser können die Seitenflächen in verschiedener Weise ausgeformt werden. Beispielsweise können vor- und ausgewölbte bzw. konvexe und konkave seitliche Flächen gebildet werden, die beim Zusammenfügen der Dachdämmplatten auf der Dachfläche nach der Art eines Kugelgelenks zusammenwirken, so dass sich eine Fuge zwischen den benachbarten Dachdämmplatten bei der Durchbiegung und/oder bei Schwingungen der Tragschale nicht oder zumindest nicht durchgehend öffnet. Entsprechend sind natürlich auch andere Formen der seitlichen Flächen herstellbar.
- Die Behandlung der seitlichen Flächen von Dachdämmplatten mit Fräsen kann bei entsprechend feiner, gegebenenfalls über die Höhe der seitlichen Flächen abgestuften Profilierung dieser Flächen zu einer deutlich erhöhten Kompressibilität der Flächen führen, so dass die Dachdämmplatten bereits auf diese Weise bei der Verlegung ohne große Kraftanstrengungen dicht gestoßen werden können.
- Mit dem gleichen Ziel können die seitlichen Flächen durch mehrere parallel zu den großen Oberflächen und zueinander verlaufende Einschnitte aufgelockert werden. Die Einschnitte können auch als Ausnehmungen, beispielsweise als Nuten mit eine Breite ≤ 2 mm ausgebildet sein.
- Eine Auflockerung der Mineralfaserstruktur und somit eine lokal begrenzte Verminderung der Steifigkeit der Dachdämmplatte kann dadurch erreicht werden, dass die seitlichen Flächen mit Hilfe zumindest einer, um eine parallel zu den seitlichen Flächen verlaufenden Achse rotierenden, vorzugsweise gezahnten Druckwalze gewalkt werden und bis in eine Tiefe bis ca. 20 mm, vorzugsweise aber nur 3 bis 10 mm stark auf Druck und Scherung beansprucht werden. Die Begrenzung der Strukturveränderungen auf diese Tiefe der möglichen Abweichungen von den nominellen Längen - und Breitenabmessungen führt zu keinen merkbaren Veränderungen der Gebrauchseigenschaften der Dachdämmplatten bei Belastungen.
- Die Elastifizierung kann auf verschiedene Zonen in der Höhe der seitlichen Flächen beschränkt werden. Die Tiefe der Einwirkung kann in Abhängigkeit von der Orientierung der einzeln Mineralfasern unterschiedlich sein, was bedeutet, dass die seitlichen Flächen, die quer zu der ursprünglichen Produktionsrichtung angeordnet sind und demzufolge die voranstehend definierten Schnittflächen sind gegenüber den Längsflächen eine flachere Lagerung der einzelnen Mineralfasern aufweisen und in ihrer Struktur weniger intensiv aufgelockert werden müssen, als die Mineralfasern in den Längsflächen.
- Die Elastifizierung kann gegebenenfalls auf eine der sich gegenüberliegenden Schnittflächen und/oder Längsflächen beschränkt werden, wenn bei der Verlegung der Dachdämmplatten jeweils eine elastifizierte und eine nicht elastifizierte seitliche Fläche aneinander gelegt werden. In diesem Fall hat sich eine Kennzeichnung einer der seitlichen Flächen, insbesondere der elastifizierten Fläche als vorteilhaft erwiesen, da hiermit dem Handwerker eine Verlegungshilfe gegeben wird.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung der zugehörigen Zeichnung, in der bevorzugte Ausführungsformen der erfindungsgemäßen Vorrichtung und der erfindungsgemäßen Dachdämmplatten dargestellt sind. In der Zeichnung zeigen:
- Figur 1
- einen Abschnitt einer Vorrichtung zur Herstellung von Dachdämmplatten in einer Draufsicht;
- Figur 2
- eine erste Ausführungsform einer Dachdämmplatte in einer Draufsicht;
- Figur 3
- eine zweite Ausführungsform einer Dachdämmplatte in einer Seiten-ansicht und
- Figur 4
- eine dritte Ausführungsform einer Dachdämmplatte in einer perspektivischen Ansicht.
-
Figur 1 zeigt in einer Draufsicht einen Abschnitt einer Vorrichtung zur Herstellung von Dachdämmplatten 1. Dieser Abschnitt der Vorrichtung schließt sich an die an sich bekannten, nicht näher dargestellten Einrichtungen einer Produktionsanlage im Anschluss an einen Härteofen und eine Quersäge an, mit der ein nicht näher dargestelltes endloses Sekundärvlies nach Aushärten eines im Sekundärvlies enthaltenen Bindemittels in einzelne Abschnitte, die nachfolgend noch zu behandelnden Dachdämmplatten 1 unterteilt wird. - Die Dachdämmplatten 1 sind in Figur übertrieben parallelogrammförmig dargestellt, um die Schiefwinkeligkeit der Dachdämmplatten 1 unterschiedlicher Breite deutlicher darzustellen. Jede Dachdämmplatte 1 weist zwei parallel und beabstandet zueinander ausgerichtete große Oberflächen 2, 3 (
Figur 3 ) sowie zwei Schnittflächen 4 und zwei Längsflächen 5 auf. Die Schnittflächen 4 entstehen durch das Abschneiden einer Dachdämmplatte 1 vom nicht näher dargestellten Sekundärvlies. Die Längsflächen 5 erstrecken sich im wesentlichen parallel zur durch einen Pfeil dargestellten Förderrichtung 6. - Die Dachdämmplatten 1 bestehen aus Mineralfasern 7, die mit dem Bindemittel gebunden sind.
- Produktionstechnisch bedingt sind die Dachdämmplatten 1 gemäß
Figur 1 schiefwinklig ausgebildet, so dass für eine ordnungsgemäße und wärmebrückenfreie Verarbeitung derartiger Dachdämmplatten 1 im Bereich von flachen bzw. flachgeneigten Dächern aus diesen schiefwinkligen Dachdämmplatten 1 rechtwinklig begrenzte Dachdämmplatten 1 hergestellt werden müssen. Zu diesem Zweck ist es erforderlich, im Bereich der Längsflächen 5 keilförmige Abschnitte 8 von der schiefwinkligen Dachdämmplatte 1 abzutrennen. - Die in
Figur 1 dargestellte Vorrichtung weist zu diesem Zweck einen im Förderweg 9 angeordneten Anschlag 10 auf, der rechtwinklig zur Förderrichtung gemäß Pfeil 6 ausgerichtet ist. Dem Anschlag 10 nachfolgend ist eine Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung verlaufenden Längsflächen 5 angeordnet. Diese Einrichtung besteht bei dem dargestellten Ausführungsbeispiel der Vorrichtung aus zwei rotationssymmetrischen, walzenförmig ausgebildeten Fräsen 11, von denen jeweils eine beidseitig des Förderweges 9 angeordnet ist. - Die Fräsen 11 weisen Fräsflächen 12 auf, die, wie nachfolgend noch beschrieben werden wird, eine unterschiedliche Kontur aufweisen können. In Abhängigkeit der erwünschten Breite der Dachdämmplatte 1 können die Fräsen 11 in ihrem Abstand zueinander bzw. zur Mittelachse des Förderweges 9 verstellt werden. Die Verstellung erfolgt hierbei für beide Fräsen 11 gleichmäßig in Bezug auf die Mittelachse des Förderwegs 9.
- Der Anschlag 10 ist in einer Position relativ zum Förderweg 9 dahingehend verstellbar, dass er in einer oberen Position in den Förderweg 9 hineinragt und nach Ausrichten der auflaufenden Dachdämmplatte 1 diese durch eine Bewegung in eine untere Position zur Weiterförderung freigibt. In seiner der auflaufenden Dachdämmplatte 1 zugewandten Anschlagfläche 13 weist der Anschlag 10 Drucksensoren auf, die eine erwünschte Ausrichtung der auflaufenden Dachdämmplatte 1 erfassen und an eine nicht näher dargestellte Steuerung für den Anschlag 10 übermitteln. Diese Steuerung gibt die auflaufende Dachdämmplatte 1 nach Erreichen der erwünschten Ausrichtung auf dem Förderweg 9 zur Weiterverarbeitung frei, wobei der Anschlag 10 zu diesem Zweck in seine untere Position bewegt wird.
- Die erwünschte Ausrichtung der Dachdämmplatte 1 ist dann erreicht, wenn die Dachdämmplatte 1 mit ihrer vorauseilenden Schnittfläche 4 vollflächig an der Anschlagfläche 13 des Anschlags 10 anliegt und die Mittelachse der Dachdämmplatte 1 im Bereich dieser vorauseilenden Schnittfläche 4 mit der Mittelachse des Förderwegs 9 und damit der Mittelachse des Anschlags 10 kolinear ausgerichtet ist. Hat die Dachdämmplatte 1 diese Position erreicht, wird der Anschlag 10 aus dem Förderweg 9 bewegt, so dass die Dachdämmplatte 1 den dem Anschlag 10 nachgeschalteten Bereich des Förderwegs 9 erreicht. Die Ausrichtung der Dachdämmplatte 1 erfolgt beispielsweise durch einen Schlupf zwischen der Dachdämmplatte 1 und dem unterhalb der Dachdämmplattte 1 angeordneten, nicht näher dargestellten Förderelement, welches als Förderband oder als Rollenbahn ausgebildet sein kann. Gegebenenfalls können ergänzend seitlich des Förderwegs 9 Schieberelemente angeordnet sein, die die auf den Anschlag 10 auflaufende Dachdämmplatte 1 seitlich ausrichten, um die voranstehend genannten Kolinearität der Mittelachse der Dachdämmplatte 1, des Förderwegs 9 und des Anschlags 10 herzustellen.
- Der dem Anschlag 10 nachgeschaltete Bereich des Förderwegs 9 weist ein nicht näher dargestelltes unteres Förderband und ein oberes Förderband 14 auf, welches über zwei Umlenkrollen 15 umläuft, von denen eine Umlenkrolle 15 angetrieben ist. Der Abstand zwischen dem oberen Förderband 14 und dem unteren, die Dachdämmplatte 1 tragenden Förderband ist in Abhängigkeit der Materialstärke der Dachdämmplatte 1 einstellbar. Hierbei wird der Abstand zwischen dem oberen Förderband 14 und dem unteren Förderband derart gewählt, dass die Dachdämmplatte 1 zumindest während des Fräsvorgangs mit den Fräsen 11 ortsfest eingespannt ist und eine Ausweichbewegung der Dachdämmplatte 1 in Förderrichtung 6 bzw. rechtwinklig hierzu nicht möglich ist.
- Im vorliegenden Ausführungsbeispiel gemäß
Figur 1 wird die Dachdämmplatte 1 an den ortsfest angeordneten Fräsen 11 vorbeigeführt. Alternativ kann aber vorgesehen sein, dass die Dachdämmplatte 1 in der inFigur 1 dargestellten Position angehalten und die Fräsen 11 an der Dachdämmplatte vorbeigeführt werden. Selbstverständlich besteht auch die Möglichkeit einer überlagerten Bewegung der Fräsen 11 und der Dachdämmplatte 1. - Ein erstes Ausführungsbeispiel einer bearbeiteten Dachdämmplatte 1 ist in
Figur 2 dargestellt. Es ist zu erkennen, dass die Dachdämmplatte 1 gemäßFigur 1 abweichend von der Schiefwinkligkeit der Dachdämmplatten 1 inFigur 1 nunmehr rechte Winkel zwischen den Schnittflächen 4 und den Längsflächen 5 aufweist. Gleiches gilt hinsichtlich der Winkel zwischen den Oberflächen 2, 3 und den Schnittflächen 4 einerseits sowie den Längsflächen 5 andererseits. Die Dachdämmplatte 1 ist daher quaderförmig ausgebildet. - Die Längsflächen 5 sind wellenförmig ausgebildet, wobei jede Längsfläche 5 alternierend Wellenbäuche 16 und Wellentäler 17 aufweist. Die Wellenbäuche 16 sind derart ausgebildet, dass sie beim Zusammenfügen benachbarter Dachdämmplatten 1 die Wellentäler 17 vollständig und dichtend ausfüllen. Die Herstellung der Dachdämmplatte 1 gemäß
Figur 2 erfolgt mittels einer Bewegung der Fräsen 11 rechtwinklig zum Förderweg 9, wobei die Frequenz der Bewegung der Fräsen 11 in Kombination mit der Fördergeschwindigkeit der Dachdämmplatte 1 im Bereich des Förderwegs 9 die Ausgestaltung der Wellenbäuche 16 und Wellentäler 17 bestimmt. Im Ausführungsbeispiel gemäßFigur 2 sind die Fräsflächen 12 der Fräsen 11 identisch ausgebildet, um im Bereich beider Längsflächen 5 eine identische Wellenform zu erzielen. -
Figur 3 zeigt zwei Dachdämmplatten 1 in Seitenansicht, die zur Bildung einer geschlossenen Dämmschicht auf einem flachen bzw. flach geneigten Dach in Richtung der Pfeile 18 aufeinanderzu geschoben werden. - Die Schnittfläche 4 der linken Dachdämmplatte 1 unterscheidet sich von der Schnittfläche 4' der rechten Dachdämmplatte 1 dadurch, dass die Schnittfläche 4 eine Innenwölbung 20 und die Schnittfläche 4' eine korrespondierend ausgebildete Auswölbung 19 aufweist. Diese Konturen werden durch Fräsen 11 mit unterschiedlichen Fräsflächen 12 erzeugt. Durch die Auswölbung 19 und die Innenwölbung 20 sind die Schnittflächen 4, 4' derart ausgebildet, dass sie eine Art Kugelgelenk bilden, so dass sich eine zwischen den benachbarten Dachdämmplatten 1 ausbildende Fuge bei Durchbiegung der Dachdämmplatten 1, beispielsweise durch eine Belastung auf ihre großen Oberflächen 2 oder bei Schwingungen der die Dachdämmplatten 1 tragenden Dachunterkonstruktion nicht vollständig öffnen, so dass hierdurch Wärmedämmbrücken entstehen können.
- Die Auswölbung 19 und die Innenwölbung 20 erstrecken sich hierbei nicht über die gesamten Schnittflächen 4 bzw. 4', sondern beschränken sich auf einen mittleren Bereich dieser Schnittflächen 4 und 4'.
- Ergänzend ist zu erkennen, dass die Dachdämmplatten 1 im Bereich ihrer großen Oberflächen 2 eine verdichtete Schicht 21 von Mineralfasern 7 aufweisen. Diese verdichtende Schicht 21 dient der Verbesserung der Druckfestigkeit der Dachdämmplatten 1. Es kann sich hierbei auch um eine Schicht 21 handeln, die in Art einer Kaschierung auf die Dachdämmplatte 1 aufgebracht ist.
- Ein weiteres Ausführungsbeispiel einer Dachdämmplatte 1 ist in
Figur 4 dargestellt. Bei diesem Ausführungsbeispiel der Dachdämmplatte 1 ist zu erkennen, dass die Mineralfasern 7 in Produktionsrichtung, d.h. in Förderrichtung 6 eine flache Lagerung innerhalb der Dachdämmplatte 1 haben, während sie quer zur Förderrichtung 6 eine steile Lagerung aufweisen. - Ergänzend zu den bezüglich den
Figuren 2 und3 beschriebenen Bearbeitungen der Längsflächen 5 ist bei dem Ausführungsbeispiel der Dachdämmplatte 1 gemäßFigur 4 vorgesehen, dass eine Längsfläche 5 eine kompressible Zone 22 aufweist, die beispielsweise durch Auflockerung der Mineralfaserstruktur im Bereich dieser Längsfläche 5 erzeugt wird. Zu diesem Zweck kann eine der Fräse 11 nachgeschaltete Druckwalze (nicht dargestellt) vorgesehen sein, die gezahnt ausgebildet ist und die Längsfläche 5 auf Druck und Scherung beansprucht. Die Zone 22 hat eine Dicke von 5 mm. - Die voranstehend beschriebene Erfindung ist nicht auf die Herstellung von Dachdämmplatten 1 beschränkt. Vielmehr können das erfindungsgemäße Verfahren und die erfindungsgemäße Vorrichtung immer dann verwendet werden, wenn Dämmplatten aus Mineralfasern mit einer hohen Genauigkeit hinsichtlich ihrer rechtwinkligen Anordnung ihrer Flächen zueinander für die Ausgestaltung einer Wärmedämmung mit hoher Effektivität notwendig sind. Beispielsweise können mit dem erfindungsgemäßen Verfahren bzw. der erfindungsgemäßen Vorrichtung auch solche Dämmplatten hergestellt werden, die im Fassadenbereich, beispielsweise in Verbindung mit einem Wärmedämmverbundsystem Verwendung finden.
Claims (44)
- Verfahren zur Herstellung von Dachdämmplatten (1) aus Mineralfasem, vorzugsweise aus Steinwolle, bei dem aus einer silikatischen Schmelze Mineralfasern erzeugt und mit einem Binde- und/oder Imprägniermittel auf einem Stetigförderer (9) als Mineralfaserbahn abgelegt werden, die Mineralfaserbahn mechanischen Bearbeitungen, wie Längs- und/oder Querkompressionen und einem Härteofen zugeführt und anschließend entlang von Schnittflächen (4) in Dachdämmplatten (1) unterteilt wird,
dadurch gekennzeichnet,
dass die Dachdämmplatten (1) sowohl in ihrer Längserstreckung, als auch in ihrer zur Längserstreckung rechtwinklig verlaufenden Quererstreckung lagegenau auf einer Fördereinrichtung ausgerichtet und anschließend einer Besäumung und/oder Kalibrierung zumindest ihrer Längsflächen (5, 5') zugeführt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dachdämmplatten (1) zumindest während der Besäumung zwischen zwei auf ihren großen Oberflächen (2, 3) aufliegenden Druckbändern (14) eingespannt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Besäumung mit zumindest zwei Fräsen (11), Schleifbändem, Schleifrollen und/oder Sägen durchgeführt wird, die beiderseits der Fördereinrichtung angeordnet und vorzugsweise in ihrem Abstand zueinander einstellbar sind. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Schnittflächen (4) der Dachdämmplatten (1) rechtwinklig zur Längsrichtung der Fördereinrichtung ausgerichtet werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dachdämmplatten (1) nach der Besäumung ihrer Längsflächen (5, 5') um 90° gedreht und einer Besäumung der Schnittflächen (4) zugeführt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dachdämmplatten (1) im Bereich ihrer Längsflächen (5, 5') und/oder Schnittflächen (4) mit einem Übermaß von 3 bis 25 mm, insbesondere 3 bis 10 mm hergestellt und der Besäumung zugeführt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dachdämmplatten (1) zu ihrer Ausrichtung gegen einen rechtwinklig zur Förderrichtung (6) verlaufenden, heb- und versenkbaren Anschlag (10) im Förderweg (9) gefahren und zur vollflächigen Anlage der in Förderrichtung (6) vorne liegenden Schnittfläche (4) am Anschlag (10) geschoben werden. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet,
dass die erforderliche Ausrichtung der Dachdämmplatten (1) über im Anschlag (10) angeordnete Drucksensoren ermittelt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dachdämmplatten (1) über seitlich des Förderwegs (9) angeordnete, vorzugsweise hydraulisch und/oder pneumatisch angetriebene Manipulatoren in die für die Besäumung erforderliche Ausrichtung bewegt werden. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet,
dass die Dachdämmplatten (1) an den Fräsen (11) oder die Fräsen (11) an den Dachdämmplatten (11) vorbei bewegt werden, bzw. die Bewegung der Dachdämmplatten (1) und Fräsen (11) kombiniert wird. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet,
dass die Fräsen (11), Schleifbänder, Schleifrollen und/oder Sägen an gegenüberliegenden Flächen (4, 5, 5') der Dachdämmplatten (1) korrespondierende Ausnehmungen (20) und Vorsprünge (19) einfräsen. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet,
dass der Abstand der Fräsen (11), Schleifbänder, Schleifrollen und/oder Sägen mittels einer Laser-Meßanlage, vorzugsweise in Abhängigkeit einer rechnergestützten Auftragsverwaltung eingestellt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Längsflächen (5, 5') und/oder Schnittflächen (4) wellenförmig oder in einer anderen, die Verzahnung benachbart angeordneter Dachdämmplatten (1) ermöglichenden geometrischen Ausbildung kalibriert und ausgebildet werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass zur Elastifizierung der Seitenflächenbereiche der Dachdämmplatten (1) in die Längsflächen (5, 5') und/oder Schnittflächen (4) im wesentlichen parallel zu den großen Oberflächen (2, 3) der Dachdämmplatten (1) verlaufende Einschnitte und/oder Ausnehmungen, wie beispielsweise Nuten mit einer Tiefe von maximal 5 mm, vorzugsweise 2 mm eingebracht werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass zur Elastifizierung der Seitenflächenbereiche der Dachdämmplatten (1) die Längsflächen (5, 5') und/oder Schnittflächen (4) Profilierungen über die Höhe der Dachdämmplatten (1) eingearbeitet, insbesondere eingefräst und/oder eingeschliffen werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass zur Elastifizierung der Seitenflächenbereiche der Dachdämmplatten (1) die Längsflächen (5, 5') und/oder Schnittflächen (4) über eine Walze auf Druck und/oder Scherung belastet werden. - Verfahren nach Anspruch 16,
dadurch gekennzeichnet,
dass vorzugsweise mit einer gezahnten Walze ein Bereich von bis zu 20 mm, vorzugsweise zwischen 3 und 10 mm in Richtung der Flächennormalen der Längsflächen (5, 5') und/oder Schnittflächen (4) elastifiziert wird. - Verfahren nach Anspruch 16,
dadurch gekenntzeichnet,
dass die Elastifizierung der Längsflächen (5, 5') und/oder Schnittflächen (4) lokal, insbesondere über die Dicke der Dachdämmplatten (1) begrenzt wird. - Verfahren nach Anspruch 16,
dadurch gekennzeichnet,
dass nur eine der gegenüberliegend angeordneten Längsflächen (5, 5') und/oder Schnittflächen (4) elastifiziert wird. - Dachdämmplatten (1) aus mit Binde- und/oder Imprägniermitteln versehenen Mineralfasem, vorzugsweise aus Steinwolle, mit zwei großen, parallel und beabstandet zueinander angeordneten Oberflächen (2, 3), die über zwei Schnittflächen (4) und zwei Längsflächen (5, 5') miteinander verbunden sind, wobei die Schnittflächen (4) rechtwinklig zu den Längsflächen (5, 5') und die Längsflächen (5, 5') sowie die Schnittflächen (4) rechtwinklig zu den großen Oberflächen (2, 3) ausgerichtet sind,
gekennzeichnet durch
eine maximale Abweichung in der Breite von ± 0,5 bis 1 mm und/oder maximale Schiefwinkligkeit der Schnittflächen (4) zu den Längsflächen (5, 5') von 0,5 bis 1 mm bezogen auf eine Länge von 1 m. - Dachdämmplatten nach Anspruch 20,
dadurch gekennzeichnet,
dass die Schnittflächen (4) und/oder Längsflächen (5, 5') mit Ausnehmungen (20) und/oder Vorsprüngen (19) ausgebildet sind, so dass benachbart angeordnete Schnittflächen (4) und/oder Längsflächen (5, 5') dichtend ineinander greifen. - Dachdämmplatten nach Anspruch 21,
dadurch gekennzeichnet,
dass die Ausnehmungen (20) und/oder Vorsprünge (19) eine zumindest begrenzte Schwenkbeweglichkeit der benachbart angeordneten Längsflächen (5, 5') und/oder Schnittflächen (4) zueinander ermöglichen. - Dachdämmplatten nach Anspruch 20,
dadurch gekennzeichnet,
dass die Ausnehmungen (20) konkav und die Vorsprünge (19) korrespondierend konvex ausgebildet sind. - Dachdämmplatten nach Anspruch 20,
dadurch gekennzeichnet,
dass die Schnittflächen (4) und/oder Längsflächen (5, 5') in Längsrichtung eine Wellenform aufweisen, die an gegenüberliegend angeordneten Schnittflächen (4) und/oder Längsflächen (5, 5') derart korrespondierend ausgebildet sind, dass im Bereich eines Wellenbauchs (16) einer Schnittfläche (4) und/oder Längsfläche (5, 5') ein korrespondierendes Wellental (17) in der gegenüberliegenden Schnittfläche (4) und/oder Längsfläche (5, 5') angeordnet ist. - Dachdämmplatten nach Anspruch 20,
dadurch gekennzeichnet,
dass zumindest eine der Schnittflächen (4) und/oder Längsflächen (5, 5') eine, vorzugsweise durch eine Elastifizierung und/oder eine bestimmte Faserausrichtung kompressible Zone (22) aufweist. - Dachdämmplatten nach Anspruch 25,
dadurch gekennzeichnet,
dass sich die compressible Zone (22) über die gesamte Länge der Schnittfläche (4) und/oder Längsfläche (5, 5') erstreckt. - Dachdämmplatten nach Anspruch 25,
dadurch gekennzeichnet,
dass die kompressible Zone (22) eine Tiefe von bis zu 20 mm, insbesondere 3 bis 10 mm aufweist. - Dachdämmplatten nach Anspruch 25,
dadurch gekennzeichnet,
das die kompressible Zone (22) in unterschiedliche Bereiche unterteilt ist, die über die Höhe der Schnittflächen (4) und/oder die Längsflächen (5, 5') verteilt angeordnet sind. - Dachdämmplatten nach Anspruch 20,
dadurch gekennzeichnet,
dass die Schnittflächen (4) eine von der Elastifizierung der Längsflächen (5, 5') unterschiedliche, vorzugsweise bei flach gelagerten Mineralfasern (7) eine geringe Elastifizierung aufweisen. - Dachdämmplatten nach Anspruch 20,
dadurch gekennzeichnet,
dass die Schnittflächen (4) und/oder Längsflächen (5, 5') zumindest einen vorzugweise mehrere, insbesondere parallel zu den großen Oberflächen (2, 3) verlaufenden Einschnitte und/oder Ausnehmungen aufweisen. - Dachdämmplatten nach Anspruch 29,
dadurch gekennzeichnet,
dass die Einschnitte und/oder Ausnehmungen eine Breite von maximal 2 mm aufweisen. - Vorrichtung zur Herstellung von Dachdämmplatten (1) aus mit Binde- und/oder Imprägniermitteln versehenen Mineralfasern, vorzugsweise aus Steinwolle, mit zwei großen, parallel und beabstandet zueinander angeordneten Oberflächen (2, 3), die über zwei Schnittflächen (4) und zwei Längsflächen (5, 5') miteinander verbunden sind, wobei die Schnittflächen (4) rechtwinklig zu den Längsflächen (5, 5') und die Längsflächen (5, 5') sowie die Schnittflächen (4) rechtwinklig zu den großen Oberflächen (2, 3) ausgerichtet sind und zur Durchführung des Verfahrens nach Anspruch 1, mit einem Förderweg (9), vorzugweise zumindest einem Stetigförderer auf dem die Dachdämmplatten (1) einer Verpackungsstation zugefördert werden,
dadurch gekennzeichnet,
dass im Förderweg (9) ein in den Förderweg (9) einbringbarer Anschlag (10) angeordnet ist, der rechtwinklig zur Förderrichtung (6) ausgerichtet ist und dass dem Anschlag (10) nachfolgend eine Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung (6) verlaufenden seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) angeordnet ist. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet,
dass der Anschlag (10) Drucksensoren aufweist, die eine erwünschte Ausrichtung der auflaufenden Dachdämmplatte (1) erfassen und an eine Steuerung für den Anschlag (10) übermitteln. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet,
dass im Bereich des Anschlags (10) beidseitig des Förderwegs Schieberelemente angeordnet sind, die die auf den Anschlag (10) auflaufende Dachdämmplatten (1) ausrichten. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet,
dass die Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung (6) verlaufenden seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) aus zumindest zwei rotationssymetrischen Fräsen (11) besteht, die beidseitig des Förderwegs (9) angeordnet sind. - Vorrichtung nach Anspruch 35,
dadurch gekennzeichnet,
dass den Fräsen (11) die seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) bearbeitende Schleifeinrichtungen nachgeschaltet und/oder Sägen vorgeschaltet sind. - Vorrichtung nach Anspruch 35 oder 34,
dadurch gekennzeichnet,
dass die Fräsen (11), die Schleifeinrichtungen und/oder die Sägen in ihrem Abstand zum Förderweg (9) einstellbar angeordnet und/oder parallel zum Förderweg (9) bewegbar sind. - Vorrichtung nach Anspruch 35,
dadurch gekennzeichnet,
dass die Fräsen (11) unterschiedliche Ausbildungen ihrer Fräsflächen (12) aufweisen. - Vorrichtung nach Anspruch 38,
dadurch gekennzeichnet,
dass die Fräsflächen (12) derart ausgebildet sind, dass sie in gegenüberliegend angeordnete seitliche Flächen (4, 5, 5') der Dachdämmplatten (1) korrespondierende Ausnehmungen (20) und Vorsprünge (19) einfräsen. - Vorrichtung nach Anspruch 38,
dadurch gekennzeichnet,
dass eine Fräsfläche (12) eine konkave Oberflächenform und die zweite Fräsfläche (12) eine korrespondierende konvexe Wölbung aufweist. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet,
dass im Bereich der Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung (6) verlaufenden seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) Druckbänder (14) angeordnet sind, die auf den großen Oberflächen (2, 3) der Dachdämmplatten (1) aufliegen. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet,
dass der Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung (6) verlaufenden seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) zumindest eine vorzugsweise gezahnte Druckwalze nachgeordnet ist, die auf die seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) zur Elastifizierung zumindest von Teilbereichen der seitlichen Flächen (4, 5, 5') einwirkt. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet,
dass der Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung (6) verlaufenden seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) zumindest ein Schneidwerkzeug nachgeschaltet ist, welches Einschnitte und/oder Ausnehmungen in die seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) einschneidet, die parallel zu den großen Oberflächen (2, 3) ausgerichtet sind. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet,
dass der Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung (6) verlaufenden seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) eine Drehstation und der Drehstation eine weitere Einrichtung zur schneidenden und/oder spanabhebenden Bearbeitung der im wesentlichen parallel zur Förderrichtung (6) verlaufenden seitlichen Flächen (4, 5, 5') der Dachdämmplatten (1) nachgeschaltet ist, so dass alle vier seitlichen Flächen, nämlich die Schnittflächen (4) und die Längsflächen (5, 5') der Dachdämmplatten (1) bearbeitbar sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07007288A EP1803862B1 (de) | 2001-06-02 | 2002-04-22 | Dämmplatte mit kompressiblen Randzonen und Verfahren zu ihrer Herstellung |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10127027 | 2001-06-02 | ||
| DE10127027 | 2001-06-02 | ||
| DE10209130A DE10209130B4 (de) | 2001-06-02 | 2002-03-01 | Verfahren zur Herstellung von Dachdämmplatten, Dachdämmplatten und Vorrichtung zur Durchführung des Verfahren |
| DE10209130 | 2002-03-01 | ||
| DE20203320U | 2002-03-01 | ||
| DE20203320U DE20203320U1 (de) | 2001-06-02 | 2002-03-01 | Dämmplatten und Vorrichtung zur Herstellung der Dachdämmplatten |
| PCT/EP2002/004386 WO2002099213A1 (de) | 2001-06-02 | 2002-04-22 | Verfahren zur herstellung von dachdämmplatten, dachdämmplatten und vorrichtung zur durchführung des verfahrens |
Related Child Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07007288A Division EP1803862B1 (de) | 2001-06-02 | 2002-04-22 | Dämmplatte mit kompressiblen Randzonen und Verfahren zu ihrer Herstellung |
| EP07005739.3 Division-Into | 2007-03-21 | ||
| EP07007288.9 Division-Into | 2007-04-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1402128A1 EP1402128A1 (de) | 2004-03-31 |
| EP1402128B1 true EP1402128B1 (de) | 2012-11-28 |
Family
ID=27214457
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07007288A Expired - Lifetime EP1803862B1 (de) | 2001-06-02 | 2002-04-22 | Dämmplatte mit kompressiblen Randzonen und Verfahren zu ihrer Herstellung |
| EP02737977A Expired - Lifetime EP1402128B1 (de) | 2001-06-02 | 2002-04-22 | Verfahren zur herstellung von dachdämmplatten, dachdämmplatten und vorrichtung zur durchführung des verfahrens |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07007288A Expired - Lifetime EP1803862B1 (de) | 2001-06-02 | 2002-04-22 | Dämmplatte mit kompressiblen Randzonen und Verfahren zu ihrer Herstellung |
Country Status (7)
| Country | Link |
|---|---|
| EP (2) | EP1803862B1 (de) |
| AT (1) | ATE441763T1 (de) |
| DE (1) | DE50213826D1 (de) |
| DK (2) | DK1402128T3 (de) |
| ES (1) | ES2400234T3 (de) |
| PT (1) | PT1402128E (de) |
| WO (1) | WO2002099213A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3420156B1 (de) * | 2016-02-23 | 2022-04-27 | Saint-Gobain Isover | Bausystem, insbesondere industrielle gebäudefassaden und isolierungselement für das system |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1643047A1 (de) * | 2004-09-29 | 2006-04-05 | Rockwool International A/S | Mineralfaserisolationspanel |
| WO2006136389A1 (de) * | 2005-06-21 | 2006-12-28 | Deutsche Rockwool Mineralwoll Gmbh & Co. Ohg | Verfahren zur herstellung eines dämmstoffelementes aus mineralfasern und wärmedämmverbundsystem aus mehreren dämmstoffelementen |
| ES2557819T3 (es) * | 2005-06-21 | 2016-01-28 | Rockwool International A/S | Procedimiento y dispositivo para la producción de unos elementos de material aislante a partir de fibras minerales |
| WO2007085260A1 (en) * | 2006-01-26 | 2007-08-02 | Rockwool International A/S | Sandwich element |
| EP1826335A1 (de) * | 2006-02-28 | 2007-08-29 | Rockwool International A/S | Isoliertes Fassadensystem |
| EP2596159A1 (de) | 2010-07-23 | 2013-05-29 | Rockwool International A/S | Gebondetes mineralfaserprodukt mit hoher flamm- und selbsterwärmungsbeständigkeit |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3549738A (en) | 1968-09-30 | 1970-12-22 | Johns Manville | Method for producing fibrous products having integral tongue and groove edges |
| DE3037216A1 (de) * | 1980-10-02 | 1982-10-07 | Anton Grimm GmbH, 6951 Limbach | Isolierplatte zur waermedaemmung von kaltdaechern |
| DE3203622A1 (de) * | 1981-09-17 | 1983-04-07 | Deutsche Rockwool Mineralwoll-GmbH, 4390 Gladbeck | Verfahren und vorrichtung zum herstellen einer schall- und/oder waermeisolierenden mineralfaserplatte oder -bahn |
| US4977805A (en) * | 1986-04-10 | 1990-12-18 | Corley Manufacturing Company | Edging apparatus |
| AU1166792A (en) * | 1991-01-28 | 1992-08-27 | Rockwool International A/S | Process for the manufacture of mineral-fibre plates capable of acting as plaster substrates, a device for carrying out the process, and mineral-fibre plate manufactured by the process |
| DE4133416C3 (de) * | 1991-10-09 | 1998-06-10 | Rockwool Mineralwolle | Verfahren zum Herstellen von Formkörpern, insbesondere von Dämmplatten |
| DE4211082A1 (de) * | 1992-04-03 | 1993-10-07 | Eiselt Hannelore | Maschine zum Schneiden von blockförmigen und flächigen Werkstücken wie Platten und Blöcken aus Schaumstoff, Mineralwolle, Kunststoff, Filz und dergleichen |
| DE4316099A1 (de) * | 1992-05-13 | 1993-12-02 | Gruenzweig & Hartmann | Dämmplatte aus Mineralwolle, insbesondere Steinwolle |
| DK18293D0 (da) * | 1993-02-17 | 1993-02-17 | Rockwool Int | Isoleringsmaatte |
| US5486401A (en) * | 1994-05-09 | 1996-01-23 | Owens-Corning Fiberglas Technology, Inc. | Insulation assembly and method of making |
| US5597024A (en) * | 1995-01-17 | 1997-01-28 | Triangle Pacific Corporation | Low profile hardwood flooring strip and method of manufacture |
| DE29612810U1 (de) * | 1996-07-24 | 1996-11-14 | Rostak, Anton, 31061 Alfeld | Klinkerträgerplatte und Klinkerträgerplatten-Fräsvorrichtung |
| DE19858096A1 (de) * | 1998-12-16 | 2000-06-21 | Timberex Timber Exports Ltd | Vorrichtung und Verfahren zum Streuen von Teilchen zu einem Vlies |
-
2002
- 2002-04-22 WO PCT/EP2002/004386 patent/WO2002099213A1/de not_active Application Discontinuation
- 2002-04-22 EP EP07007288A patent/EP1803862B1/de not_active Expired - Lifetime
- 2002-04-22 ES ES02737977T patent/ES2400234T3/es not_active Expired - Lifetime
- 2002-04-22 EP EP02737977A patent/EP1402128B1/de not_active Expired - Lifetime
- 2002-04-22 DK DK02737977.5T patent/DK1402128T3/da active
- 2002-04-22 PT PT2737977T patent/PT1402128E/pt unknown
- 2002-04-22 AT AT07007288T patent/ATE441763T1/de active
- 2002-04-22 DE DE50213826T patent/DE50213826D1/de not_active Expired - Lifetime
- 2002-04-22 DK DK07007288T patent/DK1803862T3/da active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3420156B1 (de) * | 2016-02-23 | 2022-04-27 | Saint-Gobain Isover | Bausystem, insbesondere industrielle gebäudefassaden und isolierungselement für das system |
Also Published As
| Publication number | Publication date |
|---|---|
| DK1402128T3 (da) | 2013-03-11 |
| EP1402128A1 (de) | 2004-03-31 |
| WO2002099213A1 (de) | 2002-12-12 |
| PT1402128E (pt) | 2013-03-05 |
| EP1803862B1 (de) | 2009-09-02 |
| DE50213826D1 (de) | 2009-10-15 |
| DK1803862T3 (da) | 2009-11-16 |
| ES2400234T3 (es) | 2013-04-08 |
| EP1803862A1 (de) | 2007-07-04 |
| ATE441763T1 (de) | 2009-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0075187B1 (de) | Platte aus Dämmstoffen, insbesondere Mineralfasern | |
| DE3140864A1 (de) | Verfahren und vorrichtung zur herstellung eines fasermaterials fuer isolierungszwecke | |
| WO2006117229A1 (de) | Verfahren zum herstellen eines paneels | |
| EP1402128B1 (de) | Verfahren zur herstellung von dachdämmplatten, dachdämmplatten und vorrichtung zur durchführung des verfahrens | |
| EP3330060A1 (de) | Herstellung von xps-schaumplatten grosser breite und/oder länge durch schweissen | |
| EP0939063B1 (de) | Verfahren und Vorrichtung zur Beschichtung und/oder Imprägnierung von Mineralwolleprodukten | |
| EP1893825B1 (de) | Verfahren und vorrichtung zur herstellung von dämmstoffelementen aus mineralfasern | |
| DE10209130B4 (de) | Verfahren zur Herstellung von Dachdämmplatten, Dachdämmplatten und Vorrichtung zur Durchführung des Verfahren | |
| WO2010100046A1 (de) | Paneel zur bildung eines belags und verfahren zur herstellung eines solchen belags | |
| DE20203320U1 (de) | Dämmplatten und Vorrichtung zur Herstellung der Dachdämmplatten | |
| DE102006002281B4 (de) | Verfahren zum Einbringen eines Dämmstoffs in einen Hohlraum eines Mauersteins | |
| EP0595287B1 (de) | Verfahren zur Herstellung von Winkelhalbzeug aus Verbundplatten | |
| WO2009043492A2 (de) | Verfahren und vorrichtung zur herstellung von dämmstoffelementen | |
| DE10259336A1 (de) | Geformte Dämmplatte aus Mineralwolle | |
| EP1559845B1 (de) | Verfahren zur Herstellung eines Dämmstoffelementes und Dämmstoffelement | |
| DE3522237A1 (de) | Verfahren und vorrichtung zum verformen eines mineralwollevlieses | |
| WO2005009702A1 (de) | Verfahren und vorrichtung zur herstellung von holzwerkstoffplatten | |
| DE102018205073A1 (de) | Verfahren und vorrichtung zum behandeln von werkstoffplatten | |
| DE102006028841A1 (de) | Dämmanordnung | |
| EP3826801B1 (de) | Fussbodenzuschnitt und verfahren zu dessen herstellung | |
| EP2532804B1 (de) | Verfahren zur Herstellung eines Paneels für einen Boden-, Wand- und/oder Deckenbelag | |
| DE102017113368A1 (de) | Mehrschichtplatte und Verfahren zu ihrer Herstellung | |
| DE10057431C2 (de) | Verwendung von Deckschichten einer Faserdämmstoffbahn | |
| DE102006006818A1 (de) | Verfahren, Anlage und Querschneidevorrichtung zum Aufteilen eines aus einer kontinuierlich arbeitenden Presse austretenden Plattenstranges | |
| DE102006028842A1 (de) | Dämmstoffelement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20031127 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 586277 Country of ref document: AT Kind code of ref document: T Effective date: 20121215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50215662 Country of ref document: DE Effective date: 20130124 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20130222 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2400234 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130408 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130301 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20130418 Year of fee payment: 12 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50215662 Country of ref document: DE Effective date: 20130829 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130422 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50215662 Country of ref document: DE Representative=s name: KILBURN & STRODE LLP, GB |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50215662 Country of ref document: DE Representative=s name: KILBURN & STRODE LLP, GB Effective date: 20140814 Ref country code: DE Ref legal event code: R081 Ref document number: 50215662 Country of ref document: DE Owner name: ROCKWOOL INTERNATIONAL A/S, DK Free format text: FORMER OWNER: DEUTSCHE ROCKWOOL MINERALWOLL GMBH + CO OHG, 45966 GLADBECK, DE Effective date: 20121128 Ref country code: DE Ref legal event code: R081 Ref document number: 50215662 Country of ref document: DE Owner name: ROCKWOOL INTERNATIONAL A/S, DK Free format text: FORMER OWNER: DEUTSCHE ROCKWOOL MINERALWOLL GMBH + CO OHG, 45966 GLADBECK, DE Effective date: 20140814 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20141022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141022 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20150122 AND 20150128 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: SD Effective date: 20150424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130422 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150414 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20150325 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160330 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20160324 Year of fee payment: 15 Ref country code: FR Payment date: 20160323 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20160411 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160420 Year of fee payment: 15 Ref country code: FI Payment date: 20160411 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160418 Year of fee payment: 15 Ref country code: DK Payment date: 20160412 Year of fee payment: 15 Ref country code: SE Payment date: 20160412 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50215662 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 586277 Country of ref document: AT Kind code of ref document: T Effective date: 20160422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160422 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20170430 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20170501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170422 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170501 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170423 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170430 Ref country code: BE Ref legal event code: PD Owner name: ROCKWOOL INTERNATIONAL A/S; DK Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), AFFECTATION / CESSION; FORMER OWNER NAME: DEUTSCHE ROCKWOOL MINERALWOLL GMBH & CO. OHG Effective date: 20141216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170422 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170423 |