EP0154038A1 - Moulding core with adjustable parts - Google Patents
Moulding core with adjustable parts Download PDFInfo
- Publication number
- EP0154038A1 EP0154038A1 EP84116498A EP84116498A EP0154038A1 EP 0154038 A1 EP0154038 A1 EP 0154038A1 EP 84116498 A EP84116498 A EP 84116498A EP 84116498 A EP84116498 A EP 84116498A EP 0154038 A1 EP0154038 A1 EP 0154038A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- core segment
- molding device
- core
- wall section
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B21/00—Methods or machines specially adapted for the production of tubular articles
- B28B21/56—Methods or machines specially adapted for the production of tubular articles incorporating reinforcements or inserts
- B28B21/566—Climbing elements
Definitions
- the invention relates to a shaping device for shaping concrete parts provided with preferably a plurality of protruding elements, in particular climbing elements such as crampons, stirrups or the like.
- climbing elements such as crampons, stirrups or the like.
- a known molding device of this type (DE-PS 31 10 185) has proven itself very well. This applies in particular to the shaping device shown therein in FIG. 9 and described in the associated text, in which the core segment has a plurality of openings for introducing climbing elements from the outside, ie from the molding space, and also a receptacle and a tensioning device associated therewith as well as one of all tensioning devices has common tension drive.
- the core segment designed in this way is already in the closed position for introducing the risers, for example, the risers being introduced from the outside of the mandrel through the openings in the associated receptacles and then held on the core segment by actuating the common tensioning drive and all tensioning devices.
- Climbing elements are concreted in, the individual clamping devices are lifted from the respectively assigned receptacle and the climbing element located therein by actuating the tensioning drive. Thereafter, the core segment is moved inward from the closed position, which completes the shaping contour of the mandrel, into the mandrel by horizontal movement by means of the drive device into a release position, as a result of which the climbing elements protruding into the interior of the mandrel are released and the concrete part is subsequently demolded by relative movement between the concrete part and the mandrel can be, without the concrete-climbing elements get stuck anywhere and are torn out.
- the term climbing elements encompasses all possible forms and configurations of these, which have the function of kicks and an ascent of e.g.
- climbing elements e.g. Crampons or stirrups with an angled downward section should be taken into consideration, which at the same time ensure lateral guidance and a slip protection.
- Other types of climbing elements are also included.
- the molding means are suitable for direct embedment of bent down to stirrups, in the structure different from those of other for direct embedment S t e ig elemen t e, z. B. normal crampons or heavier, larger safety crampons.
- the core segment for the direct insertion of cranked stirrups for example, has the clamping devices assigned to each holder at a distance below the holder. The tensioning direction is from bottom to top, while the stirrup is released from top to bottom in order to overcome the downward bending of the stirrup.
- the invention has for its object to provide a molding device of the type defined in the preamble of claim 1, which reduces the number of different mold cores and also mold core parts for the production of concrete parts with different types of protruding elements, in particular risers, while saving investment costs for differently designed mold cores .
- the object is achieved in a molding device of the type defined in the preamble of claim 1 according to the invention in that the core segment together with the respective receptacles and associated clamping devices and clamping drive is detachably and interchangeably held on the remaining part of the mold core.
- the exchange of the core segment alone is quick and easy to do. Another major advantage is that you can quickly and easily remove a core segment used for maintenance and cleaning work and then also quickly and easily carry out work in places that otherwise could hardly be reached or only with great difficulty and under forced work . At the same time, it is advantageous that the inside of the mold core is removed by removing the core segment becomes free at the top. You can also clean, repair or maintain the mold core quickly and easily, even without having to do this from below and with great effort and possibly in difficult positions.
- Claims 8 and 9 contain further advantageous embodiments.
- the strips on the wall section reinforce and stiffen the entire core segment. This and the pressing of the core segment in the closed position ensures that there is a rigid connection between the core segment used on the one hand and the rest of the mold core on the other hand during the shaping process by shaking, which ensures good transmission of the vibrations from the mold core to the core segment as well . It is thus achieved that the core segment is pressed together with the rest of the mandrel to form a solid vibrating unit.
- the strips with contact and sealing surface on the edge side of the wall section of the core segment ensure good sealing from bottom to top, so that concrete, in particular cement milk, cannot pass from the mold space through gaps into the interior of the mold core.
- the lower edge of the wall section of the core segment is also equipped with a corresponding strip following the shape, for example curvature, of the wall section, which is also provided with a contact and sealing surface and is also pressed in this area against the lower edge of the core wall of the mold core becomes.
- the recess in the lid in this direction which is necessary for the horizontal movement of the core segment between the release position and the closed position, is not only deep enough in this direction but also sufficiently wide that the core segment can be exchanged without problems upwards or from above can be introduced.
- the cover part on the wall section of the core segment is larger than this recess on the cover side and lies flat on the edge the rest of the lid.
- the length of the push rod can be changed by means of an adjusting spindle with left and right-hand threads.
- the contact pressure of the core segment on the core wall can be set very precisely.
- the toggle lever system has the advantage that vibrations are good on the core segment are transmitted and, above all, a pushing back of the core segment under the effect of the concrete pressure is avoided in that the toggle arrangement absorbs this pressure. The drive device is therefore relieved of these forces.
- the length of the push rod can be adjusted so that the swivel lever with the push rod is in its dead center position when the core segment in the shaping position is pressed against the core wall of the mold core and is to be held in this way.
- the measures in claim 17 achieve parallel guidance of the core segment via the toggle lever arrangement.
- the features in claim 21 ensure that when the core segment is shifted into the release position or into the closed position, a parallel shift of the core segment is guaranteed even without a special parallel guide for the core segment.
- the flow of the pressurized working medium is divided into two equal flows, which are then fed to the two working cylinders, whereby both are separated balanced and move in parallel.
- the working fluid under pressure can first be fed to a flow divider and only from there via individual lines and equally large partial flows to the working cylinders.
- the features in claim 22 ensure that, during the shaping process, the pressure of the concrete acting on the wall section of the core segment from the molding space does not press the core segment out of the closed position in the direction of the release position.
- actuating element carrying the associated guide element is guided separately in the direction or approximately parallel to the translation direction, independently of the assigned translation drive.
- these separate guides and actuating elements require additional parts that are subject to wear in the long run and also require maintenance.
- the cross section of the piston rod can also be dimensioned so that it has the required bending stiffness.
- the pressure of the working cylinder can also be selected accordingly.
- An embodiment results from claim 25, in which the cylinder housing is fastened to the remaining part of the mandrel and the piston rod of the working cylinder is moved with a guide member fixed thereon.
- the reversal results from claim 26, in which the continuous piston rod is attached at both ends to the remaining part of the mandrel, while the cylinder housing of the working cylinder is displaceable relative to the piston rod on the latter together with the guide member attached to it.
- the piston is located on the middle of the piston rod.
- a further advantageous embodiment contains claim 29. This leads to a further stiffening of the core segment, in particular of the wall section. Even if a parallel guidance of the core segment with respect to the mandrel is not possible, such a parallel guidance is e.g. by the features according to claim 21, i.e. guaranteed by at least one current divider in the supply line of the two working cylinders.
- the embodiment according to claim 30 is also advantageous. This provides mechanical horizontal guidance on the mandrel for the operation of the core segment used and its movement between the release position and the closed position. To replace the core segment, the cover part must be detached from the wall section and moved so far in the direction of the release position that the core segment can be removed.
- the features in claim 31 substantially stabilize the mandrel, especially the rest of the core wall, which is thereby additionally stiffened against automatic opening or compression.
- FIG. 1-5 schematically shows a mold core 15 of a molding device which is part of a machine, not shown.
- the shaping device is used for shaping concrete parts, in particular manhole rings, manhole necks, well rings, transition rings or the like. Individual hites of such a shaping device are described in particular in DE-PS 31 10 185, to which express reference is made to avoid unnecessary repetition. The same applies to the mode of operation and the process flow in the shaping.
- the mold core 15 is designed such that, during the shaping of the concrete part, a plurality of protruding elements of any type, in the present example crampons, can preferably be concreted into it from the inside at the same time.
- the term "crampons" used here encompasses all possible forms and configurations of such elements, which have the function of steps and allow access to a shaft composed of such shaft rings.
- the term crampons covers the normal crampons commonly referred to as well as heavier and larger safety crampons, e.g. each made of cast iron, as well as the climbing elements commonly referred to as stirrups. In this respect too, reference is made to DE-PS 31 10 185. Crampons of the type mentioned are not shown in FIGS. 1-5.
- the mandrel 15 is approximately hat-shaped. It is hollow on the inside and can be replaced on a central vibrator. 14.
- the central vibrator 14 sits on a base plate 16.
- the mold core 15 contains a e.g. welded plate 17, with which it is placed on the central vibrator 14 and fastened.
- the plate 17 is e.g. about three-quarters of a circle.
- the mandrel 15 is here e.g. round - in another embodiment, not shown, but instead out of round, e.g. oval, square or the like.
- the mold core 15 has a circular cover 18 and a cylindrical core wall 19 leading down to the base plate 16.
- the molding device also includes an outer mold jacket (not shown further) and, for example, a lower sleeve and an upper sleeve. These elements can be found in the prior art.
- the mandrel 15 has an installation device 29, with the aid of which at least one crampon, preferably at the same time several crampons, e.g. four crampons, which can be concreted into the concrete part from the inside.
- the installation device 29 has a core segment 30, which here is formed from a cover section 31 and a wall section 32 of the mold core 15.
- the cover section 31 is somewhat larger than a cover-side recess 28 which, in the state according to FIG. 2, is sealingly overlapped by the cover section 31 on the three sides forming a U.
- the remaining part of the cover 18 containing the recess 29 is fastened to the core wall 19, in particular welded to it, or instead integrally therewith, where-. solidified by this remaining part of the mandrel 15 and stiffened against deformation in the area of the cover 18, in particular the core wall 19.
- the wall section 32 of the core segment 30 has the shape of a section of the cylinder wall.
- the cylindrical core wall 19 is provided with a cutout 34 which is shaped in the same way and which in the side view according to FIG. 1 is substantially U-shaped and extends from top to bottom.
- a side view or section (FIG. 2), there is approximately an angular shape for the core segment 30.
- the core segment 30 forms an independent element in relation to the remaining part of the mold core 15, together with the cover section 31, which in the first exemplary embodiment according to FIGS. 1-5 is fastened, in particular welded, to the upper end of the wall section 32.
- the core segment 30 is in relation to the mold core 15 out of its shaping contour (FIGS.
- the installation device 29 has each element to be concreted, e.g. Crampons, a receptacle 45-48, which is provided on the wall section 32 and in detail has a suitable contact surface with centering in the region of an opening 41-44, which is the positionally correct receptacle to be inserted there from the outside through the opening 41-44, element to be concreted, in particular crampons, before the shaping process.
- a receptacle 45-48 which is provided on the wall section 32 and in detail has a suitable contact surface with centering in the region of an opening 41-44, which is the positionally correct receptacle to be inserted there from the outside through the opening 41-44, element to be concreted, in particular crampons, before the shaping process.
- the installation device 29 also has a tensioning device 88-91 for each opening 41-44 and receptacle 45-48, all of which are connected via round guide rods 92 to form a unit which can be moved vertically up and down.
- the round guide rods 92 can be moved vertically up and down in split plain bearings 93.
- All tensioning devices 88-91 have a single tensioning drive 94 in the form of a hydraulic or pneumatic working cylinder together, which engages on the one hand on the round guide rods 22 and on the other hand on a holder of the core segment 30, that is, like the clamping devices 88-91, is also part of the core segment 30.
- a drive device 35 is provided for the horizontal translation movement of the core segment 30 in the direction of arrow 33 and back, which here has two individual translation drives in the form of hydraulic or pneumatic working cylinders 36, 37. Both extend essentially parallel to each other in the direction of arrow 33. They lie on the same diametrical plane intersecting the central axis 13 and here approximately at the middle of the height of the wall section 32, so that the translational actuating movement into the release position and into the closed position has at least essentially no moments can act on the core segment 30.
- the core segment 30 required for this purpose in the adapted design, and thereafter if other elements, for example differently shaped crampons or the like ., are to be introduced in the same way directly in the shaping process, removed and exchanged for another core segment adapted to it.
- Such molded concrete parts can either be produced with the same core segment 3G, with receptacles 45 to 48 1 that are completely closed by means of the clamping devices 88 to 91, or this core segment 30 is replaced by another one with a smooth and unbroken wall section 32.
- the core segment 30 can be detachably connected to the drive device 35 in the form of the two translation drives 36, 37, so that the core segment 30 can be automatically coupled to it when it is introduced and can be automatically decoupled from it when it is removed.
- the translation drives 36, 37 are e.g. held with its housing on the end of a sheet metal serving at the same time the additional reinforcement of the core wall.
- the piston rod of each translation drive 36, 37 engages an actuating element 38 or 39, which is guided back and forth in a translatory manner on a guide parallel to the translation direction according to arrow 33 and is actuated by means of the translation drive 36 or 37.
- the leadership shows e.g. a guide rod 20 or 21, which passes through the control element 38 or 39 directly or a guide bush inserted therein.
- Fig. 5 is indicated by dashed lines that two guide rods can be arranged one below the other for each translation drive 36, 37 to avoid possible tilting moments.
- the core segment 30 is at least substantially parallel to the central axis 13 of the mandrel 15 from above in the remaining part of the mandrel 15 can be inserted and pulled in the opposite direction.
- the wall section 32 of the core segment 30 can be automatically coupled to the actuating elements 38, 39 and the translation drives 36 and 37 actuated thereby, with the production of a form-fitting connection which, when the translation drives 36, 37 are actuated in the direction of the arrow 33 and in opposite directions, transmits forces allows on the wall portion 32.
- the wall section 32, on the one hand, and the remaining part of the mandrel 15, on the other hand, have guide members 51, 52 and guides 53 and 54 which cooperate with them in the region of the side edges which are adjacent to one another and approximately parallel to the central axis 13 of the mandrel 15, on both sides of the cutout 34 that automatically come into guide engagement with each other when the core segment 30 is inserted.
- the guide members 51, 52 each consist of strips 55, 56 aligned approximately parallel to the central axis 13, which are fixedly connected to the actuating element 38, 39.
- the guide members 51, 52 designed in this way are arranged on the remaining part of the mold core 15 via the actuating elements 38, 39 and the translation drives 36, 37 actuating the latter.
- the guides 53, 54 are part of the wall section 32 of the core segment 30. It goes without saying, however, that the conditions can also be reversed kinematically.
- the guides 53, 54 are formed on the two side edges of the wall section 32 as follows.
- the wall section 32 carries a bar 57, 58 attached to it on each side edge.
- Each bar 57, 58 projects at least partially laterally beyond the edge of the wall section 32 in the direction of the adjacent edge of the cutout 34 and carries it in this overhang region virtually as Fortset - wetting of the inner surface profile of the wall section 32 extending mounting and sealing surface 59, 60 at right angles thereto an area extending 61 or 62.
- FIG 1 bit 3 of the core segment 30 are the ground.
- each strip 57, 58 running on both edges of the wall section 32 are at the same time designed as reinforcing strips which additionally stiffen the wall section 32.
- each strip 57, 58 forms part of the guide provided for each side edge of the wall section 32.
- An angle element 63 or 64 is fastened to each bar 57, 58 with an angle leg, which in the exemplary embodiment shown is dimensioned as long as the bars 57, 58, and thus exactly as long as the wall section 32.
- each angle element 63 or 64 runs at a distance from the surface 61 or 62 of the strip 57 or 58, whereby a guide groove 67 or 68 is formed therebetween.
- the width of the guide groove 67, 68 is slightly larger than the cross-sectional thickness of the strip 55 or 56, so that a trouble-free insertion of the core segment 30 from above and pulling out in opposite directions is possible.
- the guide members 51, 52 are formed from rods, rods or the same linear parts, which are provided on each side edge of the wall section 32 on the remaining part of the mandrel 15.
- the guides 53, 54 are then designed as elements containing closed guide openings, bushes, eyes or the like, or also as strips, rails or as other elements containing grooves, which are fastened to each side edge of the wall section 32.
- a particularly simple design is achieved by the combination of actuating element 38, 39 with guide element 51, 52.
- each strip 55, 56 moves from above into the edge-side guide groove 67 or 68 on the wall section 32, which is open at least at the lower end.
- the core segment 30 is moved by means of the two translation drives 36, 37 from the position in which the insertion takes place, e.g. from the release position, into the closed position by actuation in the opposite direction to the arrow 33, as well as back into the release position in the direction of the arrow 33.
- the closed position is reached when the contact and sealing surfaces 59, 60 of the strips 57 and 58 to the side of the recess 34 from come to the inside at the edge of the remaining part of the core wall 19. In this closed position, the core segment 30 is then pressed firmly and sealingly in the manner described.
- a locking device assigned to the turning section 32 of the core segment 30 and mechanically locking it in the pressed closed position, which, when the closed position and the described pressing position are reached, e.g. occurs automatically or comes into the locking position by actuating a special own drive.
- This locking device has e.g. one locking member per side edge of the wall part 32, e.g. can consist of a toggle lever or other elements known per se.
- Both working cylinders 36, 37 are designed as double-acting working cylinders, to which the working medium is supplied under pressure via line 69 for the adjusting movement in the closing direction, in the opposite direction to arrow 33, while the working medium under pressure via the line for the opposite adjusting movement in arrow direction 33 72 is supplied.
- the working fluid which is guided in line 69, for example, does not reach the working cylinders 36, 37. Rather, the flow of working fluid is first divided into two equal individual streams by means of a flow divider 69a, which then lead to the individual working cylinders 36, 37 via assigned lines 70, 71. In the opposite direction, the working fluid is supplied via line 72 and distributed to lines 73, 74.
- the flow divider 69a ensures that the two return flows of the working cylinders 36, 37 in the lines 70, 71 are of the same size and are combined in the line 69.
- the two working cylinders 36, 37 generated contact force in the direction opposite to the arrow 33 is greater than the pressure of the concrete in the molding space acting on the wall section 32 of the core segment 30 during the molding process, so that the wall section 32 is thus firmer, with the rest of the mold core 15 rigid connected part of the entire mandrel 15.
- the parts which correspond to the first exemplary embodiment are used by 100 larger reference numerals, so that reference is made to the first exemplary embodiment in order to avoid repetitions.
- the cover section 131 is not a part that moves with the core segment 130. Rather, the cover section 131 is firmly connected on the underside to a guide member, for example in the form of a guide rod 180, which is oriented essentially at right angles to the central axis 113 and thereby essentially horizontally and is guided in a guide bushing 181 so that it can be moved back and forth in the horizontal direction according to arrow 182 .
- the guide bushing 181 is fastened to the remaining part of the cover 118, which is firmly connected to the remaining part of the core wall 119.
- the cover section 131 is detachably connected to the core segment 130 in the region of the upper end of the wall section 132 via countersunk screws 183, which are screwed into a retaining ring 184 on the inside of the wall section 132.
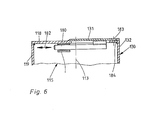
- the cover section 131 Before the core segment 130 is removed, for example for changing purposes, the cover section 131 must first be removed from the wall section 132 by removing the countersunk screws 183 and displaced to the left in the direction of arrow 152 at least sufficiently far in FIG. 6 that after that the wall section 132 existing core segment 130 with other parts can be removed upwards can. The procedure is reversed when a new core segment 130 is inserted.
- the cover section 131 remains firmly connected to the wall section 132, in particular when it comes to the demolding process in which the core segment 130 moves horizontally in FIG Release position is moved and then back to the closed position. It is advantageous here that the guide rod 180 and guide bush 181 provide additional parallel guidance during this movement of the core segment 130 from the release position into the closed position and back.
- the parts corresponding to the first exemplary embodiment are given 200 and 300 larger reference numerals, respectively, so that reference is made to the description of the first exemplary embodiment.
- the guide member 251 is arranged fixedly on the moving part, namely the cylinder housing 275, of the translation drive 236.
- the element carrying the strip 255 for example a U-profile, is screwed to a holding member 276 which is welded to the cylinder housing 275.
- the translation drive 236 is double-acting. Its piston rod 277 is continuous and is attached at both ends to angles 278 which are welded to the core wall 219, for example. In this way, the core segment 230 is thus fastened to the cylinder housing 275 and guided back and forth on the piston rod 277.
- the guidance is very precise since the cylinder housing 275 has guides on both end regions with a relatively large guide section.
- the bending load on the piston rod 277 is also very well absorbed by its mounting at both ends.
- the piston located on the center of the piston rod 277 has pistons of the same size, laughing on the left and right, so that the same forces and speeds result for the movements in both directions at the same pressure. This direct Leadership leads to complete freedom from maintenance. Wear is also very low because the piston rod 277 is hard chrome-plated.
- the translation drive 337 here consists of a double-acting working cylinder, too, but in a foot design and with a piston rod 377 projecting on one side.
- the translation drive 337 is screwed to a mounting plate 396 with the foot parts 395.
- the cylinder housing 375 is a fixed part of the mandrel, while the piston rod 377 is displaced relative to it.
- the guide member 352 is directly attached, here the bar 356 as part e.g. of a U profile.
- the piston rod 377 has a larger cross-section in order to achieve high bending stiffness.
- the drive device 435 has at least one pivot lever 485 for each of the two guide members 451, which is pivotally connected at its right end to a push rod 486, which in turn is articulated with the actuating element 438 carrying the strips 455 is connected to its translation movement.
- the push rod 486 is adjustable in length via an adjusting spindle with left-hand and right-hand threads. It works on the respective guide member 451.
- the left end of the pivot lever 485 in FIGS. 9 and 10 is connected in a rotationally fixed manner to a shaft 487 which is pivotably mounted on the core wall 419.
- the pivot lever 485 forms together with the push rod 486 a kind of toggle lever, the functional length of these two parts in the region of the push rod 486 being set such that in the shaping position of the core segment 430 the pivot lever 485 with the push rod 486 assumes a dead center position in which over both Elements of required contact pressure of the core segment 430 to the core wall 419 is given.
- This has the advantage that the vibrations are well transmitted to the core segment 430 when shaking in, and the core segment 430 cannot be pushed back under the concrete pressure, and the drive device 435 also does not have to apply any correspondingly large counterforces.
- a parallel guidance of the core segment 430 is then possible via this arrangement, even if the same arrangement is selected for the other guide element (not shown) and the pivot lever of which is also connected to the shaft 487 in a rotationally fixed manner.
- the drive device 435 for each of the two pivot levers 485 can have its own, directly engaging translational drive, which is indicated schematically in Fig. 9 with 497 and which e.g. about the middle of the pivot lever 485 hinges to pivot it.
- the drive device 435 can also have a translation drive in the form of a working cylinder 498 (FIG. 10) common to both swivel levers 485, which operates on a drive lever 499 which is connected in a rotationally fixed manner to the shaft 487 and on which the working cylinder 498 is at a distance of major Shaft 487 acts on the pivot actuation of the shaft and thus the two pivot levers 485.
- the drive lever 499 expediently sits approximately centrally on the shaft 487, so that no unequal forces act on the two pivot levers 485 due to a possible torsion of the shaft 487.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
Abstract
Es wird eine Formeinrichtung für Schachtringe od.dgl. vorgeschlagen, bei der der hutförmige Formkern (15) ein Kernsegment (30) aus einem Deckelabschnitt (31) mit daran anschließendem Wandungsabschnitt (32) aufweist, das horizontal in eine die Formgebungskontur des Formkernes (15) komplettierende Schließstellung und nach innen in eine Freigabestellung für die Entformung verschiebbar ist. Der Formkern (15) hat eine Einbauvorrichtung (29) zum Einbetonieren abstehender Elemente, vor allem Steigeisen, von innen her in das zu formende Betonteil während des Formgebungsvorganges. Zur Einbauvorrichtung (29) gehören neben dem Kernsegment (30) je Steigeisen eine Aufnahme (45 - 48), eine dieser zugeordnete Spannvorrichtung (88 - 91), sowie ein diesen allen gemeinsamer Spannantrieb (94). Das Kernsegment (30) ist mitsamt diesen Teilen lösbar und auswechselbar am restlichen Teil des Formkernes (15) so gehalten, daß es mit dem horizontalen Translationsantrieb (36, 37) koppelbar bzw. davon abkoppelbar ist. Dadurch kann das Kernsegment (30) unter Beibehaltung des restlichen Formkernes (15) gegen ein anderes ausgetauscht werden. Die Investitionskosten für einzelne Formkerne werden dadurch wesentlich reduziert.There is a molding device for manhole rings or the like. Proposed, in which the hat-shaped mandrel (15) has a core segment (30) from a cover section (31) with an adjoining wall section (32), which horizontally completes the shaping contour of the mandrel (15) and inwards into a release position for the demolding is displaceable. The mold core (15) has an installation device (29) for concreting protruding elements, especially crampons, from the inside into the concrete part to be molded during the molding process. In addition to the core segment (30), the mounting device (29) includes a receptacle (45-48) for each crampon, a clamping device (88-91) assigned to it, and a clamping drive (94) that is common to all of them. The core segment (30) together with these parts can be detached and exchangeably held on the remaining part of the mold core (15) in such a way that it can be coupled to or decoupled from the horizontal translation drive (36, 37). As a result, the core segment (30) can be exchanged for another while maintaining the remaining mold core (15). This significantly reduces the investment costs for individual mold cores.
Description
Die Erfindung bezieht sich auf eine Formeinrichtung zur Formgebung von mit vorzugsweise mehreren abstehenden Elementen, insbesondere Steigelementen, wie Steigeisen, Steigbügeln, od.dgl., versehenen Betonteilen, z.B. Schachtringen, Schachthälsen od. dgl.,gemäß dem Oberbegriff des Patentanspruchs 1.The invention relates to a shaping device for shaping concrete parts provided with preferably a plurality of protruding elements, in particular climbing elements such as crampons, stirrups or the like. Manhole rings, manhole necks or the like, according to the preamble of claim 1.
Eine bekannte Formeinrichtung dieser Art (DE-PS 31 10 185) hat sich sehr gut bewährt. Dies gilt insbesondere für die darin in Fig. 9 gezeigte und im zugehörigen Text beschriebene Formeinrichtung, bei der das Kernsegment mehrere Öffnungen zum Einbringen von Steigelementen von außen, d.h. vom Formraum her, ferner je Steigelement eine Aufnahme und eine dieser zugeordnete Spannvorrichtung sowie einen allen Spannvorrichtungen gemeinsamen Spannantrieb aufweist. Das so gestaltete Kernsegment befindet sich zum Einbringen der Steigelemente z.B. bereits in der Schließstellung, wobei die Steigelemente vom Äußeren des Formkernes her durch die Öffnungen in die zugeordneten Aufnahmen eingebracht und dann am Kernsegment durch Betätigung des gemeinsamen Spannantriebes und aller Spannvorrichtungen festgehalten werden. Zum Entformen eines Betonteiles, bei dem während des Formgebungsvorganges in beschriebener Weise gleich dieA known molding device of this type (DE-PS 31 10 185) has proven itself very well. This applies in particular to the shaping device shown therein in FIG. 9 and described in the associated text, in which the core segment has a plurality of openings for introducing climbing elements from the outside, ie from the molding space, and also a receptacle and a tensioning device associated therewith as well as one of all tensioning devices has common tension drive. The core segment designed in this way is already in the closed position for introducing the risers, for example, the risers being introduced from the outside of the mandrel through the openings in the associated receptacles and then held on the core segment by actuating the common tensioning drive and all tensioning devices. For demoulding a concrete part, in which the same as described during the shaping process
Steigelemente mit einbetoniert werden, werden durch Betätigung des Spannantriebes die einzelnen Spannvorrichtungen von der jeweils zugeordneten Aufnahme und dem darin sitzenden Steigelement abgehoben. Hiernach wird das Kernsegment aus der die Formgebungskontur des Formkernes komplettierenden Schließstellung nach innen in den Formkern hinein durch Horizontalbewegung mittels der Antriebseinrichtung in eine Freigabestellung bewegt, wodurch die in das Innere des Formkernes hineinragenden Steigelemente frei werden und das Betonteil hiernach durch Relativbewegung zwischen Betonteil und Formkern entformt werden kann, ohne daß die einbetonierten Steigelemente irgendwo hängen bleiben und herausgerissen werden. Der Begriff Steigelemente umfaßt alle möglichen Formen und Ausbildungen dieser, die die Funktion von Tritten haben und ein Begehen eines aus z.B. einzelnen Schachtringen zusammengesetzten Schachtes ermöglichen. So kommen als Steigelemente z.B. Steigeisen oder auch Steigbügel mit Abkröpfung nach unten in Betracht, die dadurch zugleich eine Seitenführung und Abrutschsicherung gewährleisten. Auch andere Arten von Steigelementen sind hiermit umfaßt.Climbing elements are concreted in, the individual clamping devices are lifted from the respectively assigned receptacle and the climbing element located therein by actuating the tensioning drive. Thereafter, the core segment is moved inward from the closed position, which completes the shaping contour of the mandrel, into the mandrel by horizontal movement by means of the drive device into a release position, as a result of which the climbing elements protruding into the interior of the mandrel are released and the concrete part is subsequently demolded by relative movement between the concrete part and the mandrel can be, without the concrete-climbing elements get stuck anywhere and are torn out. The term climbing elements encompasses all possible forms and configurations of these, which have the function of kicks and an ascent of e.g. enable individual manhole rings composed of manhole. So come as climbing elements e.g. Crampons or stirrups with an angled downward section should be taken into consideration, which at the same time ensure lateral guidance and a slip protection. Other types of climbing elements are also included.
In der Praxis werden verschiedenartige Steigelemente in Betonteile, z.B. Schachtringe, Schachthälse od.dgl. Schachtteile, einbetoniert, und zwar z.B. einerseits das seit langem übliche- sogenannte Normalsteigeisen aus Guß sowie ein wesentlich schwereres und größeres Sicherheits-Steigeisen, ebenfalls aus Guß, das infolge seiner besonderen Formgebung einen sicheren Auftritt gewährleisten soll. Ferner kommen als anders geartete Steigelemente die schon erläuterten Steigbügel in Betracht. Darüberhinaus müssen in Betonwerken auch noch Betonteile, z.B. Schachtringe, Schachthälse od.dgl. Schachtteile, ohne irgendwelche Steigelemente od.dgl. quer abstehende Elemente hergestellt werden. Diese Vielfältigkeit der Fertigungsaufgaben macht es bisher erforderlich, für die unterschiedlichen Typen jeweils besonders angepaßte Formkerne mit allen Einzelheiten zur Verfügung und auf Lager zu halten. Da die zu fertigenden Betonteile, insbesondere Schachtringe, Schachthälse od.dgl., auch noch in verschiedenen Nennweiten und Bauhöhen herzustellen sind, muß auch dem noch durch entsprechend angepaßte Formkerne Rechnung getragen werden. Auf diese Weise ist eine große Anzahl unterschiedlich gestalteter Formkerne sowie von Einzelteilen dafür auf Lager zu halten, was nicht nur wegen des großen Platzbedarfes und der Platzkosten von Nachteil ist,sondern vor allem große Investitionskosten erforderlich macht.In practice, various types of climbing elements in concrete parts, such as manhole rings, manhole necks or the like. Manhole parts, concreted in, for example, on the one hand, the long-known standard crampon made of cast iron and a much heavier and larger safety crampon, also made of cast iron, which should ensure a safe appearance due to its special shape. Furthermore, the stirrups already mentioned come into consideration as different types of climbing elements. In addition, concrete parts such as manhole rings and manhole necks must also be used in concrete plants or the like. Manhole parts or the like without any risers. transversely protruding elements are produced. This variety of manufacturing tasks has hitherto made it necessary to keep specially adapted mold cores with all details available and in stock for the different types. Since the concrete parts to be manufactured, in particular manhole rings, manhole necks or the like, can also be produced in different nominal widths and heights, this must also be taken into account by appropriately adapted cores. In this way, a large number of differently designed mold cores and individual parts for this need to be kept in stock, which is not only a disadvantage because of the large space requirement and the space costs, but above all makes large investment costs necessary.
Selbst wenn man z.B. verschiedenartig bemessenen und geformten Steigelementen durch besondere Einsätze, die man je Fertigungsaufgabe am Kernsegment anbringt, Rechnung tragen würde, so hätte dies den erheblichen Nachteil, daß eine Vielzahl einzelner besonderer Einsätze zu kaufen und auf Lager zu halten und zu warten wäre, was ebenfalls hohe Kosten bedingen würde. Außerdem wäre die Umrüstungsarbeit außerordentlich zeitaufwendig und, da lohnintensiv, teuer. Dies gilt auch für etwaige Einsätze, um mittels eines Formkernes, der für das Direkteinbetonieren von Steigelementen eingerichtet ist, statt dessen Betonteile, insbesondere Schachtringe, Schachthälse od.dgl.,ohne derartige Steigelemente herstellen zu können. Als solche Einsätze wären z.B. Verblendungen denkbar, die die gleichen, zuvor beschriebenen Nachteile haben.Even if you e.g. different sized and shaped risers by special inserts, which one attaches to each manufacturing task in the core segment, this would have the considerable disadvantage that a large number of individual special inserts would have to be bought and kept in stock and maintained, which would also entail high costs would require. In addition, the retrofitting would be extremely time-consuming and, since it is labor-intensive, expensive. This also applies to any applications in order to be able to manufacture concrete parts, in particular manhole rings, manhole necks or the like, by means of a mandrel which is set up for the direct concreting of riser elements, without being able to manufacture such riser elements. Such inserts would e.g. Facing conceivable that have the same disadvantages described above.
Im übrigen sind die Formeinrichtungen, die z.B. für das direkte Einbetonieren von nach unten abgekröpften Steigbügeln geeignet sind, im Aufbau anders als diejenigen, die für das direkte Einbetonieren anderer Steigelemente, z.B. von Normalsteigeisen oder schwereren, größeren Sicherheits-Steigeisen, bestimmt sind. So befinden sich beim-Kernsegment für das direkte .Einbringen von abgekröpften Steigbügeln beispielsweise die jeder Aufnahme zugeordneten Spannvorrichtungen in Abstand unterhalb der Aufnahme. Die Spannrichtung erfolgt von unten nach oben, die Freigabe des Steigbügels dagegen von oben nach unten, um die Abkröpfung des Haltebügels nach unten hin zu überwinden. Bei solchen Kernsegmenten dagegen, die für das direkte Einbetonieren von Steigeisen, die nicht nach unten abgekröpft sind, bestimmt sind, erfolgt das Spannen der einzelnen Spannvorrichtungen von oben nach unten und das Lösen und Freigeben gegensinnig dazu nach oben. Das Umrüsten eines Formkernes durch Wechsel allein von Einsätzen für die unterschiedlichen Formen von Steigelementen reicht demnach hierbei nicht aus. Von der unterschiedlichen Betriebsart her ist z.B. ein Formkern, der für das direkte Einbetonieren von nach unten abgekröpften Haltebügeln eingerichtet ist, nicht durch einfachen Austausch der Einsätze, Aufnahmen und Haltevorrichtungen umrüstbar auf den anderen Typ.Incidentally, the molding means, for example, are suitable for direct embedment of bent down to stirrups, in the structure different from those of other for direct embedment S t e ig elemen t e, z. B. normal crampons or heavier, larger safety crampons. The core segment for the direct insertion of cranked stirrups, for example, has the clamping devices assigned to each holder at a distance below the holder. The tensioning direction is from bottom to top, while the stirrup is released from top to bottom in order to overcome the downward bending of the stirrup. In the case of such core segments, on the other hand, which are intended for the direct concreting of crampons that are not bent downwards, the individual clamping devices are clamped from top to bottom and the loosening and releasing in opposite directions to the top. Retrofitting a mold core by changing inserts for the different shapes of risers is therefore not sufficient. Due to the different operating modes, for example, a mandrel that is set up for the direct concreting of brackets bent downwards cannot be converted to the other type by simply exchanging the inserts, receptacles and holding devices.
Der Erfindung liegt die Aufgabe zugrunde, eine Formeinrichtung der im Oberbegriff des Anspruchs 1 definierten Gattung zu schaffen, die unter Einsparung von Investitionskosten für verschiedenartig ausgebildete Formkerne die Anzahl unterschiedlicher Formkerne und auch Formkernteile für die Herstellung von Betonteilen mit verschiedenartigen abstehenden Elementen, insbesondere Steigelementen, reduziert.The invention has for its object to provide a molding device of the type defined in the preamble of claim 1, which reduces the number of different mold cores and also mold core parts for the production of concrete parts with different types of protruding elements, in particular risers, while saving investment costs for differently designed mold cores .
Die Aufgabe ist bei einer Formeinrichtung der im Oberbegriff des Anspruchs 1 definierten Gattung gemäß der Erfindung dadurch gelöst, daß das Kernsegment mitsamt den jeweiligen Aufnahmen und diesen zugeordneten Spannvorrichtungen und Spannantrieb lösbar und auswechselbar am restlichen Teil des Formkernes gehalten ist.The object is achieved in a molding device of the type defined in the preamble of claim 1 according to the invention in that the core segment together with the respective receptacles and associated clamping devices and clamping drive is detachably and interchangeably held on the remaining part of the mold core.
Hierdurch ist eine wesentliche Kostenersparnis erreicht, weil nur noch ein Formkern und zusätzlich dazu für jede Art während der Herstellung des Betonteiles direkt einzubetonierender, abstehender Elemente, insbesondere Steigelemente, sowie für die Herstellung eines Betonteiles ohne solche abstehende Elemente nur noch ein jeweils darauf ausgerichtetes spezielles Kernsegment nötig sind. Man kann also den übrigen Teil des Formkernes, abgesehen vom Kernsegment, immer wieder verwenden. In Anpassung an die jeweilige Herstellungsaufgabe wird nur ein besonders angepaßtes Kernsegment benötigt und eingesetzt. Damit ist die Anzahl der auf Lager zu haltenden, zu wartenden und nach Benutzung auch wieder zu reinigen Einzelelemente wesentlich reduziert. Dies führt nicht nur zu Platzgewinn und Platzkostenersparnis, sondern insbesondere zu einer Reduzierung der Investitionskosten. Auch ist man in der Lage, sehr flexibel und schnell von der Herstellung eines Typs auf den anderen überzugehen. Der Austausch allein des Kernsegmentes ist schnell und einfach zu bewerkstelligen. Ein weiterer wesentlicher Vorteil liegt darin, daß man ein eingesetztes Kernsegment zu Wartungs- und Reinigungsarbeiten schnell und einfach herausnehmen und dann auch schnell und problemlos Arbeiten an solchen Stellen vornehmen kann, die man sonst kaum erreichen konnte oder nur mit großen Schwierigkeiten und unter Arbeiten in Zwangshaltung. Vorteilhaft ist zugleich, daß durch Herausnehmen des Kernsegments das Innere des Formkernes nach oben hin frei wird. Man kann also auch den Formkern schnell und problemlos reinigen, reparieren oder warten, auch ohne dies sonst von unten her und mit großem Aufwand und in evtl. Zwangslagen machen zu müssen.This results in a significant cost saving because there is only one mold core and, in addition, for each type of protruding elements to be concreted directly during the production of the concrete part, in particular risers, and for the production of a concrete part without such protruding elements, there is only one core segment specifically designed for this are necessary. So you can use the rest of the mold core again and again, apart from the core segment. In order to adapt to the respective manufacturing task, only a specially adapted core segment is required and used. This significantly reduces the number of individual elements to be kept in stock, maintained and cleaned after use. This not only leads to space savings and space cost savings, but in particular to a reduction in investment costs. You are also able to switch from one type to the other very flexibly and quickly. The exchange of the core segment alone is quick and easy to do. Another major advantage is that you can quickly and easily remove a core segment used for maintenance and cleaning work and then also quickly and easily carry out work in places that otherwise could hardly be reached or only with great difficulty and under forced work . At the same time, it is advantageous that the inside of the mold core is removed by removing the core segment becomes free at the top. You can also clean, repair or maintain the mold core quickly and easily, even without having to do this from below and with great effort and possibly in difficult positions.
Eine vorteilhafte Weiterbildung ergibt sich aus Anspruch 2. Auf.diese Weise ist ein besonders schneller Wechsel des Kernsegmentes erreicht, ohne daß man dieses noch besonders an der im restlichen Teil des Formkernes befindlichen Antriebseinrichtung, z.B. durch Schrauben oder sonstige zeitaufwendige Manipulationen, befestigen müßteAn advantageous further development results from claim 2. In this way, a particularly rapid change of the core segment is achieved without this being particularly connected to the drive device located in the remaining part of the mold core, e.g. by screws or other time-consuming manipulations
Durch die Merkmale im Anspruch 3 ist ein besonders schneller, leichter Austausch des Kernsegmentes erzielt. Letzteres wird lediglich von oben eingeschoben und gegensinnig hochgezogen, ohne jegliche sonstige Schraubverbindung, Klemmverbindung od.dgl. Gleichwohl ist sichergestellt, daß beim Einschieben des Kernsegments selbsttätig die Ankopplung an die Antriebseinrichtung geschieht, die die Horizontalbewegung zwischen der Freigabestellung und der Schließstellung und auch das Anpressen zum Abdichten der Spalte in der Schließstellung bewirkt.Due to the features in claim 3, a particularly quick, easy exchange of the core segment is achieved. The latter is simply inserted from above and pulled up in the opposite direction, without any other screw connection, clamp connection or the like. Nevertheless, it is ensured that when the core segment is inserted, the coupling to the drive device takes place automatically, which causes the horizontal movement between the release position and the closed position and also the pressing to seal the gaps in the closed position.
Weitere vorteilhafte Ausführungsformen ergeben sich aus den Ansprüchen 4 - 7. Auf diese Weise sind vertikale, an beiden Rändern des Wandungsabschnittes des Kernsegmentes wirksame Führungssysteme geschaffen, die beim Einschieben eines Kernsegmentes dieses in der Sollrichtung zugleich halten.Außerdem bewirken die Führungssysteme eine randseitige Verstärkung.Further advantageous embodiments result from claims 4-7. In this way, vertical guide systems are created which are effective on both edges of the wall section of the core segment and which hold a core segment in the desired direction at the same time. In addition, the guide systems bring about reinforcement on the edge.
Weitere vorteilhafte Ausführungsformen enthalten die Ansprüche 8 und 9. Durch die Leisten am Wandungsabschnitt wird dieser und damit das gesamte Kernsegment verstärkt und ausgesteift. Dadurch und durch das Anpressen des Kernsegmentes in der Schließstellung ist gewährleistet, daß während des Formgebungsprozesses durch Rütteln eine starre Verbindung zwischen dem eingesetzten Kernsegment einerseits und dem übrigen Teil des Formkernes andererseits besteht, wodurch eine gute Übertragung der Schwingungen vom Formkern auch auf das Kernsegment gewährleistet ist. Es ist somit erreicht, daß durch die Anpressung des Kernsegments dieses zusammen mit dem übrigen Teil des Formkernes praktisch zu einer in sich festen Rütteleinheit verbunden ist. Außerdem ist durch die Leisten mit Anlage-und Dichtfläche randseitig des Wandungsabschnittes des Kernsegmentes von unten bis oben für eine gute Abdichtung gesorgt, so daß Beton, insbesondere Zementmilch, vom Formraum her nicht durch Spalte hindurch in das Innere des Formkernes gelangen kann. Bedarfsweise ist auch der untere Rand des Wandungsabschnittes des Kernsegmentes mit einer entsprechenden, der Form, z.B. Krümmung, des Wandungsabschnittes folgenden Leiste ausgerüstet, die ebenfalls mit einer Anlage- und Dichtfläche versehen ist und auch in diesem Bereich gegen den unteren Rand der Kernwandung des Formkernes angepreßt wird. Es versteht sich, daß die für die Horizontalbewegung des Kernsegmentes zwischen der Freigabestellung und der Schließstellung nötige Aussparung im Deckel in dieser Richtung nicht nur tief genug sondern quer dazu auch ausreichend breit ist, daß zum Austausch das Kernsegment störungsfrei nach oben herausgenommen bzw. von oben her eingebracht werden kann. Der Deckelteil am Wandungsabschnitt des Kernsegmentes ist dabei größer als diese deckelseitige Aussparung bemessen und liegt randseitig flach auf dem übrigen Teil des Deckels auf.Claims 8 and 9 contain further advantageous embodiments. The strips on the wall section reinforce and stiffen the entire core segment. This and the pressing of the core segment in the closed position ensures that there is a rigid connection between the core segment used on the one hand and the rest of the mold core on the other hand during the shaping process by shaking, which ensures good transmission of the vibrations from the mold core to the core segment as well . It is thus achieved that the core segment is pressed together with the rest of the mandrel to form a solid vibrating unit. In addition, the strips with contact and sealing surface on the edge side of the wall section of the core segment ensure good sealing from bottom to top, so that concrete, in particular cement milk, cannot pass from the mold space through gaps into the interior of the mold core. If necessary, the lower edge of the wall section of the core segment is also equipped with a corresponding strip following the shape, for example curvature, of the wall section, which is also provided with a contact and sealing surface and is also pressed in this area against the lower edge of the core wall of the mold core becomes. It goes without saying that the recess in the lid in this direction, which is necessary for the horizontal movement of the core segment between the release position and the closed position, is not only deep enough in this direction but also sufficiently wide that the core segment can be exchanged without problems upwards or from above can be introduced. The cover part on the wall section of the core segment is larger than this recess on the cover side and lies flat on the edge the rest of the lid.
Eine weitere Vereinfachung ergibt sich durch die Merkmale im Anspruch 10, da hierdurch die der Abdichtung und Verstärkung dienenden Leisten zugleich auch als Führungsteile der vertikalen Führungssysteme mitgenutzt werden. Durch die Merkmale im Anspruch 11 wird eine weitere randseitige Versteifung des Wandungsabschnittes und damit des Kernsegmentes erzielt und zugleich mit einfachen Mitteln eine beidseitige . Führungsnut geschaffen.A further simplification results from the features in claim 10, since the strips serving for sealing and reinforcement are thereby also used as guide parts of the vertical guide systems. A further stiffening of the wall section and thus of the core segment is achieved by the features in claim 11 and, at the same time, both sides with simple means. Guide groove created.
Es versteht sich, daß die Verhältnisse auch kinematisch vertauscht sein können, d.h. die Führungsnut Teil des Formkernes und der in die Führungsnut eingreifende Teil am Kernsegment gehalten sein kann.It goes without saying that the relationships can also be kinematically interchanged, i.e. the guide groove part of the mandrel and the part engaging in the guide groove can be held on the core segment.
Weitere vorteilhafte Ausführungsformen ergeben sich aus den Ansprüchen 12 - 15. Hierdurch sind mit einfachen Mitteln Führungssysteme geschaffen, wobei deren Einzelelemente zugleich Funktionsteile der Antriebseinrichtung bzw. der randseitigen Verstärkung des Wandungsabschnittes des Kernsegmentes bilden.Further advantageous embodiments result from claims 12-15. As a result, guide systems are created with simple means, the individual elements of which at the same time form functional parts of the drive device or the edge-side reinforcement of the wall section of the core segment.
Weitere vorteilhafte Ausführungsformen ergeben sich aus den Ansprüchen 16 - 19 und 20. Hierbei bildet jeder Schwenkhebel mit daran angelenkter, längenver- änderbarer Schubstange eine Art Kniehebel. Die Längenveränderbarkeit der Schubstange ist durch eine Verstellspindel mit Links- und Rechtsgewinde gegeben. Dadurch läßt sich der Anpreßdruck des Kernsegmentes an die Kernwandung sehr exakt einstellen. Außerdem besteht bei etwaigem Verschleiß od.dgl. die Möglichkeit der Nacheinstellung. Das Kniehebelsystem hat den Vorteil, daß Schwingungen darüber gut auf das Kernsegment übertragen werden und vor allem ein Zurückdrücken des Kernsegmentes unter der Wirkung des Betondruckes dadurch vermieden ist, daß die Kniehbelanordnung diesen Druck aufnimmt. Die Antriebseinrichtung ist daher von diesen Kräften entlastet. Die Schubstange läßt sich in ihrer Länge so einstellen, daß der Schwenkhebel mit Schubstange dann gerade seine Totpunktlage einnimmt, wenn das Kernsegment in der Formgebungsstellüng'gegen die Kernwandung des.. Formkernes angepreßt ist und so gehalten werden soll. Durch die Maßnahmen im Anspruch 17 ist über die Kniehebelanordnung eine Parallelführung des Kernsegments erreicht.Further advantageous embodiments emerge from the claims 16-19 and 20, this forms each pivot lever hinged thereto, längenver- ä nderba re r a push rod type toggle. The length of the push rod can be changed by means of an adjusting spindle with left and right-hand threads. As a result, the contact pressure of the core segment on the core wall can be set very precisely. In addition, there is any wear or the like. the possibility of readjustment. The toggle lever system has the advantage that vibrations are good on the core segment are transmitted and, above all, a pushing back of the core segment under the effect of the concrete pressure is avoided in that the toggle arrangement absorbs this pressure. The drive device is therefore relieved of these forces. The length of the push rod can be adjusted so that the swivel lever with the push rod is in its dead center position when the core segment in the shaping position is pressed against the core wall of the mold core and is to be held in this way. The measures in
Durch die Merkmale im Anspruch21 wird erreicht, daß bei Verschiebung des Kernsegmentes in die Freigabestellung bzw. in die Schließstellung auch ohne besondere Parallelführung für das Kernsegment doch eine parallele Verschiebung des Kernsegmentes gewährleistet ist. Durch den jeweiligen Stromteiler in der zu den hydraulischen oder pneumatischen Arbeitszylindern führenden Leitung, und zwar vor der Verteilung auf die beiden Arbeitszylinder, wird der Strom des unter Druck stehenden Arbeitsmittels auf zwei gleiche Ströme verteilt, die dann den beiden Arbeitszylindern zugeführt werden, wodurch beide sich ausgeglichen und parallel bewegen. Je nach Gestaltung der Steuerung ist auch für die gegensinnige Antriebsbewegung das Arbeitsmittel unter Druck zunächst einem Stromteiler und erst von diesem über Einzelleitungen und gleich große Teilströme den Arbeitszylindern zuführbar. Es versteht sich gleichwohl, daß auch ein einziger Stromteiler für die Betätigung in der einen Arbeitsrichtung ausreichend sein kann. Bei der gegensinnigen Zurückbewegung wird dann durch diesen Stromteiler erreicht, daß die beiden Rückströme der Arbeitszylinder auch gleich groß sind und sich dann hinter dem Stromteiler wieder zum Gesamtstrom vereinigen.The features in
Durch die Merkmale im Anspruch 22 ist sichergestellt, daß beim Formgebungsvorgang der auf den Wandungsabschnitt des Kernsegmentes vom Formraum her wirkende Druck des Betons nicht etwa das Kernsegment aus der Schließstellung heraus in Richtung Freigabestellung drückt.The features in claim 22 ensure that, during the shaping process, the pressure of the concrete acting on the wall section of the core segment from the molding space does not press the core segment out of the closed position in the direction of the release position.
Eine weitere vorteilhafte Ausführungsform ergibt sich aus Anspruch 23. Hier ist das das zugeordnete Führungsglied tragende Stellelement unabhängig vom zugeordneten Translationsantrieb in Richtung oder etwa parallel zur Translationsrichtung separat geführt. Diese separaten Führungen und Stellelemente erfordern allerdings zusätzliche Teile, die auf Dauer verschleißbehaftet sind und im übrigen der Wartung bedürfen.A further advantageous embodiment results from claim 23. Here, the actuating element carrying the associated guide element is guided separately in the direction or approximately parallel to the translation direction, independently of the assigned translation drive. However, these separate guides and actuating elements require additional parts that are subject to wear in the long run and also require maintenance.
Statt dessen kann es von besonderem Vorteil sein, bei der Ausführungsform gemäß Anspruch 13 die Gestaltung so zu treffen, wie aus Anspruch 24 ersichtlich ist. Hierdurch ist eine direkte Führung durch den jeweiligen Translationsantrieb, insbesondere Arbeitszylinder, erreicht. Die Führung wird bei einem Arbeitszylinder direkl durch die aneinander geführten Teile des Arbeitszylinder! nämlich Kolbenstange einerseits und Zylindergehäuse andererseits, bewirkt. Dadurch wird die Anzahl der nötigen Teile reduziert, was Kosten spart. Von besonderem Vorteil ist vor allem, daß dadurch eine vollkommen wartungsfreie Führung gegeben ist. Zugleich ist der Verschleiß sehr gering, da bei derartigen Arbeitszylindern die Kolbenstange hartverchromt und damit sehr verschleißfest ist. Im übrigen läßt sich eine spezielle Kolbenstangenführung in überdimensionierten Ausführung und mit besonders guter Abdichtung der Kolbenstange und Schmutzabstreifern wählen, die für eine lange Haltbarkeit sorgen. Es versteht sich, daß man im übrigen hierbei den Querschnitt der Kolbenstange noch so bemessen kann, daß diese die erforderliche Biegesteifigkeit hat. Um den erforderlichen Schließdruck und die erforderliche Widerlagekraft zu sichern, kann im übrigen der Druck des Arbeitszylinders entsprechend angepaßt gewählt werden. Eine Ausführungsform ergibt sich aus Anspruch 25, bei der das Zylindergehäuse am restlichen Teil des Formkernes befestigt ist und die Kolbenstange des Arbeitszylinders mit daran festem Führungsglied bewegt ist. Aus Anspruch 26 ergibt sich die Umkehrung, bei der die durchgehende Kolbenstange beidendig am restlichen Teil des Formkernes befestigt ist, während das Zylindergehäuse des Arbeitszylinders relativ zur Kolbenstange auf dieser zusammen mit dem daran festen Führungsglied verschiebbar ist. Der Kolben befindet sich hierbei auf der Mitte der Kolbenstange. Vorteilhaft ist hier, daß sich beim Vor-und Zurückbewegen des Zylindergehäuses jeweils gleiche Kolbenflächen ergeben. Außerdem ist eine sehr exakte Führung erreicht, da das Zylindergahäuse auf beiden Endbereichen Führungen hat mit einem relativ großen axialen Führungsabstand. Auch eine eventuelle Biegebelastung kann die Kolbenstange sehr gut aufnehmen, da sie im Bereich beider Enden mit dem restlichen Teil des Formkernes verbunden ist.Instead, it can be particularly advantageous to make the design in the embodiment according to claim 13 as can be seen from claim 24. This results in direct guidance through the respective translation drive, in particular the working cylinder. The guidance is direct with a working cylinder through the parts of the working cylinder brought together! namely piston rod on the one hand and cylinder housing on the other. As a result, the number of nope parts, which saves costs. It is particularly advantageous that it provides completely maintenance-free guidance. At the same time, the wear is very low, since the piston rod is hard chrome-plated in such working cylinders and is therefore very wear-resistant. Otherwise, a special piston rod guide in oversized design and with a particularly good seal of the piston rod and dirt wipers can be selected, which ensure a long service life. It goes without saying that the cross section of the piston rod can also be dimensioned so that it has the required bending stiffness. In order to ensure the required closing pressure and the required abutment force, the pressure of the working cylinder can also be selected accordingly. An embodiment results from claim 25, in which the cylinder housing is fastened to the remaining part of the mandrel and the piston rod of the working cylinder is moved with a guide member fixed thereon. The reversal results from claim 26, in which the continuous piston rod is attached at both ends to the remaining part of the mandrel, while the cylinder housing of the working cylinder is displaceable relative to the piston rod on the latter together with the guide member attached to it. The piston is located on the middle of the piston rod. It is advantageous here that the same piston surfaces result when the cylinder housing is moved back and forth. In addition, very precise guidance is achieved since the cylinder housing has guides with a relatively large axial guide spacing on both end regions. A possible bending load can also absorb the piston rod very well, since it is connected to the remaining part of the mandrel in the area of both ends.
Durch die Merkmale im Anspruch 27 ist erreicht, daß die Schließstellung des Kernsegmentes noch mittels der Verriegelungseinrichtung mechanisch verriegelt wird, so daß die Antriebseinrichtung zur Sicherung der Schließstellung entlastet wird.It is achieved by the features in claim 27 that the closed position of the core segment is still mechanically locked by means of the locking device, so that the drive device is relieved to secure the closed position.
Durch die Merkmale im Anspruch .28 ist einerseits ein leichtgängiger Wechsel des Kernsegments erreicht und andererseits sichergestellt, daß die Oberseite des Formkernes dicht geschlossen ist, so daß dort nicht etwa Beton durch Spalte hindurch in das Innere des Formkernes gelangen kann.The features in claim .28 on the one hand achieve a smooth change of the core segment and on the other hand ensure that the top of the mandrel is tightly closed, so that concrete cannot pass through gaps into the interior of the mandrel.
Eine weitere vorteilhafte Ausführungsform enthält Anspruch 29. Dies führt zu einer weiteren Versteifung des Kernsegmentes, insbesondere des Wandungsabschnittes. Auch wenn hier eine Par llelführung des Kernsegmentes in bezug auf den Formkern nicht möglich ist, ist eine solche Parallelführung doch z.B. durch die Merkmale gemäß Anspruch 21, d.h. durch zumindest einen Stromteiler in der Versorgungsleitung der beiden Arbeitszylinder, gewährleistet.A further advantageous embodiment contains
Statt dessen ist auch die Ausführungsform nach Anspruch 30 vorteilhaft. Hierdurch ist für den Betrieb des eingesetzten Kernsegments und dessen Bewegung zwischen Freigabestellung und Schließstellung eine mechanische Horizontalführung am Formkern gegeben. Zum Austausch des Kernsegmentes ist der Deckelteil vom Wandungsabschnitt zu lösen und soweit in Richtung Freigabestellung zu bewegen, daß die Entnahme des Kernsegmentes möglich ist.Instead, the embodiment according to
Durch die Merkmale im Anspruch 31 wird eine wesentliche Stabilisierung des Formkernes, vor allem der restlichen Kernwandung erreicht, die dadurch gegen selbsttätiges Öffnen oder auch Zusammendrücken zusätzlich versteift ist.The features in
Weitere Einzelheiten und Vorteile ergeben sich aus der nachfolgenden Beschreibung.Further details and advantages result from the following description.
Der vollständige Wortlaut der Ansprüche ist vorstehend allein zur Vermeidung unnötiger Wiederholungen nicht wiedergegeben, sondern statt dessen lediglich durch Nennung der Anspruchsnummer darauf Bezug genommen, wodurch jedoch alle diese Anspruchsmerkmale als an dieser Stelle ausdrücklich und erfindungswesentlich offenbart zu gelten haben.The full wording of the claims is not reproduced above merely to avoid unnecessary repetition, but instead is referred to only by mentioning the claim number, whereby, however, all these features of the claim are to be regarded as being explicitly disclosed at this point and essential to the invention.
Die Erfindung ist nachfolgend anhind von in den Zeichnungen gezeigten Ausführungsbeispielen näher erläutert. Es zeigen:
- Fig. 1 eine schematische Seitenansicht des Formkernes einer Formeinrichtung zur Formgebung von Betonteilen gemäß einem ersten Ausführungsbeispiel,
- Fig. 2 einen schematischen Längsschnitt des Formkernes entlang der Linie II - II in Fig. 1,
- Fig. 3 einen schematischen Schnitt des Formkernes entlang der Linie III - III . in Fig. 2,
- Fig. 4 eine teilweise geschnittene schematische Ansicht der Antriebe des Formkernes mit Druckmittelversorgung,
- Fig. 5 eine schematische perspektivische Explosionsdarstellung von Einzelteilen des Formkernes,
- Fig. 6 einen schematischen Schnitt,etwa entsprechend demjenigen in Fig. 2, des oberen Teils eines Formkernes gemäß einem beispiel.
- Fig. 7 jeweils einen schematischen Schnitt, und 8 etwa entsprechend demjenigen in Fig. 3, einer Formkernhälfte gemäß einem dritten bzw. vierten Ausführungsbeispiel,
- Fig. 9 einen schematischen Schnitt des Formkernes, etwa entsprechend demjenigen in Fig. 3, eines fünften Ausführungsbeispiels,
- Fig. 10 eine schematische, zum Teil geschnittene Seitenansicht der Antriebseinrichtung in Fig. 9.
- 1 is a schematic side view of the mold core of a molding device for shaping concrete parts according to a first embodiment,
- 2 shows a schematic longitudinal section of the mandrel along the line II-II in FIG. 1,
- Fig. 3 is a schematic section of the mandrel along the line III - III. in Fig. 2,
- 4 is a partially sectioned schematic view of the drives of the mandrel with pressure medium supply,
- 5 is a schematic perspective exploded view of individual parts of the mold core,
- Fig. 6 is a schematic section, approximately corresponding to that in Fig. 2, the upper part of a mandrel according to an example.
- 7 each shows a schematic section, and 8 approximately corresponding to that in FIG. 3, a mold core half according to a third or fourth embodiment,
- 9 shows a schematic section of the mold core, approximately corresponding to that in FIG. 3, of a fifth exemplary embodiment,
- 10 is a schematic, partially sectioned side view of the drive device in FIG. 9.
In Fig. 1 - 5 ist schematisch ein Formkern 15 einer Formeinrichtung gezeigt, die Bestandteil einer nicht weiter dargestellten Maschine ist. Die Formeinrichtung dient zur Formgebung von Betonteilen, insbesondere von Schachtringen, Schachthälsen, Brunnenringen, übergangsringen od. dgl. Einzelhriten einer solchen Formeinrichtung sind insbesondere beschrieben in der DE-PS 31 10 185, auf die zur Vermeidung unnötiger Wiederholungen ausdrücklich Bezug genommen ist. Gleiches gilt für die Funktionsweise und den Verfahrensablauf bei der Formgebung.1-5 schematically shows a
Der Formkern 15 ist so beschaffen, daß während der Formgebung des Betonteiles in dieses von innen her zugleich vorzugsweise mehrere abstehende Elemente beliebiger Art, im vorliegenden Beispiel Steigeisen,einbetoniert werden können. Der hier verwendete Begriff "Steigeisen" umfaßt alle möglichen Formen und Ausbildungen derartiger Elemente, die die Funktion von Tritten haben und ein Begehen eines aus solchen Schachtringen zusammengesetzten Schachtes ermöglichen. Der Begriff Steigeisen deckt dabei die üblicherweise so bezeichneten Normalsteigeisen und auch schwereren und größeren Sicherheitssteigeisen, z.B. jeweils aus Guß, ab, ebenso wie die herkömmlich als Steigbügel bezeichneten Steigelemente. Auch insoweit wird auf die DE-PS 31 10 185 verwiesen. Steigeisen genannter Art sind in Fig. 1 - 5 nicht weiter gezeigt.The
Der Formkern 15 ist etwa hutförmig. Er ist im Inneren hohl und auswechselbar auf einem Zentralrüttler.14 befestigt. Der Zentralrüttler 14 sitzt auf einer Fußplatte 16. Der Formkern 15 enthält im Inneren eine z.B. eingeschweißte Platte 17, mit der er auf dem Zentralrüttler 14 aufgesetzt und befestigt ist. Die Platte 17 ist z.B. etwa dreiviertelkreisförmig. Der Formkern 15 ist hier z.B. rund - bei einem anderen, nicht gezeigten Ausführungsbeispiel statt dessen jedoch unrund, z.B. oval, viereckig od. dgl. Der Formkern 15 weist einen kreisförmigen Deckel 18 und eine zylindrische, nach unten zur Fußplatte 16 führende Kernwandung 19 auf.The
Zur Formeinrichtung gehören ferner ein nicht weiter gezeigter äußerer Formmantel sowie z.B. eine Untermuffe und eine Obermuffe. Diese Elemente sind dem Stand der Technik entnehmbar.The molding device also includes an outer mold jacket (not shown further) and, for example, a lower sleeve and an upper sleeve. These elements can be found in the prior art.
Der Formkern 15 weist eine Einbauvorrichtung 29 auf, mit deren Hilfe während des Formgebungsprozesses zumindest ein Steigeisen, vorzugsweise zugleich mehrere Steigeisen, z.B. vier Steigeisen, von innen in das zu formende Betonteil mit einbetoniert werden können. Die Einbauvorrichtung 29 weist ein Kernsegment 30-auf, welches hier aus einem Deckelabschnitt 31 und einem Wandungsabschnitt 32 des Formkernes 15 gebildet ist. Der Deckelabschnitt 31 ist etwas größer als eine deckelseitige Aussparung 28, die im Zustand gemäß Fig. 2 vom Deckelabschnitt 31 an den drel etwa ein U formenden Seiten dichtend überlappt wird. Der die Aussparung 29 enthaltende restliche Teil des Deckels 18 ist an der Kernwandung 19 befestigt, insbesondere daran angeschweiBt oder statt dessen damit einstückig, wo- . durch dieser restliche Teil des Formkernes 15 verfestigt und gegen Verformung im dereich des Deckels 18, insbesondere der Kernwandung 19,versteift ist.The
Der Wandungsabschnitt 32 des Kernsegmentes 30 hat die Form eines Abschnittes der Zylinderwand. Die zylindrische Kernwandung 19 ist entsprechend dem Wandungsabschnitt 32 mit einem genauso geformten Ausschnitt 34 versehen, der in Seitenansicht gemäß Fig. 1 im wesentlichen etwa U-Form hat und von oben nach unten reicht. In Seitenansicht oder Schnitt (Fig. 2) ergibt sich für das Kernsegment 30 etwa Winkelform. Das Kernsegment 30 bildet gegenüber dem restlichen Teil des Formkernes 15 ein eigenständiges Element, zusammen mit dem Deckelabschnitt 31, der beim ersten Ausführungsbeispiel gemäß Fig. 1 - 5 am oberen Ende des Wandungsabschnittes 32 befestigt, insbesondere angeschweißt, ist. Das Kernsegment 30 ist in bezug auf den Formkern 15 aus dessen Formgebungskontur (Fig. 1 - 3) heraus in Pfeilrichtung 33 horizontal nach innen in eine nicht gezeigte Freigabestellung und gegensinnig zum Pfeil 33 zurück in die in Fig. 1 - 3 gezeigte Schließstellung bewegbar. Wird das Kernsegment 30 in Pfeilrichtung 33 in die Freigabestellung bewegt, so verläßt der Wandungsabschnitt 32 die zylinderförmige Formgebungskontur der Kernwandung 19. Außerdem verschiebt sich der Deckelabschnitt 31 in Fig.2 nach links auf den restlichen Teil des Deckels 18. Der Ausschnitt 34 in der Kernwandung 19 wird frei. Während des Formgebungsprozesses eingeformte Steigeisen werden dabei vom Kernsegment 30 freigegeben, so daß die Entformung des fertigen Betonteiles mit darin gleich eingebrachten Steigeisen durch Relativversch.iebung zwischen Betonteil und Formkern 15 nach oben oder unten erfolgen kann. In der in Fig. 1 - 3 gezeigten SchlieBstellung des Kernsegmentes 30 fügt sich dieses im wesentlichen stufenfrei, vor allem spaltfrei und abgedichtet,in den restlichen Teil des Formkernes 15 ein unter Komplettierung der dadurch vorgegebenen Formgebungskontur.The
Die Einbauvorrichtung 29 weist je einzubetonierendes Element, z.B. Steigeisen, eine Aufnahme 45 - 48 auf, die am Wandungsabschnitt 32 vorgesehen ist und im einzelnen eine geeignete Auflagefläche mit Zentrierung im Bereich einer Öffnung 41 - 44 aufweist, die der positionsgerechten Aufnahme eines dort jeweils von außen her durch die öffnung 41 - 44 einzubringenden, einzubetonierenden Elementes, insbesondere Steigeisens, vor dem Formgebungsprozeß dient.The
Die Einbauvorrichtung 29 weist außerdem je öffnung 41 - 44 und Aufnahme 45 - 48 eine Spannvorrichtung 88 - 91 auf, die allesamt über Rundführungsstangen 92 zu einer vertikal auf und ab bewegbaren Einheit verbunden sind. Die Rundführungsstangen 92 sind in geteilten Gleitlagern 93 vertikal auf und ab verschiebbar. Allen Spannvorrichtungen 88 - 91 ist ein einziger Spannantrieb 94 in Form eines hydraulischen oder pneumatischen Arbeitszylinders gemeinsam, der einerseits an den Rundführungsstangen 22 und andererseits an einem Halter des Kernsegments 30 angreift, also wie die Spannvorrichtungen 88 - 91 ebenfalls Teil des Kernsegmentes 30 ist.The
Für die horizontale Translationsbewegung des Kernsegmentes 30 in Pfeilrichtung 33 und zurück ist eine Antriebseinrichtung 35 vorgesehen, die hier zwei einzelne Tranlationsantriebe in Form hydraulischer oder pneumatischer Arbeitszylinder 36, 37 aufweist. Beide erstrecken sich im wesentlichen parallel zueinander in Pfeilrichtung 33. Sie liegen auf gleicher die Mittelachse 13 rechtwinklig schneidender Diametralebene und hierbei etwa auf der Mitte der Höhe des Wandungsabschnittes 32, so daß die translatorische Stellbewegung in die Freigabestellung und in die Schließstellung zumindest im wesentlichen keine Momente auf das Kernsegment 30 wirken läßt. - A
Das komplette Kernsegment 30 ist mitsamt den jeweiligen Aufnahmen 45- 48 und diesen zugeordneten Spannvorrichtungen 88 - 91 und dem allen gemeinsamen Spannantrieb 94 als komplettes Element lösbar und auswechselbar am restlichen Teil des Formkernes 15 gehalten. Auf diese Weise ist es möglich, je nach Art der während des Formgebungsvorganges gleich mit einzubetonierenden, abstehenden Elemente, z.B. Steigeisen, das jeweils dafür benötigte Kernsegment 30 in der angepaßten Ausbildung schnell einzusetzen und hiernach, wenn andere Elemente, z.B. anders geformte Steigeisen od. dgl., in gleicher Weise direkt beim Formgebungsprozeß eingebracht werden sollen, herauszunehmen und gegen ein anderes, daran angepaßtes Kernsegment auszutauschen. Da man in der Regel verschiedenartige Steigeisen oder andere abstehende Elemente beim Formgebungsprozeß zugleich mit einzurütteln hat, braucht man nun dafür nicht komplett angepaßte, jeweils verschiedene Formkerne auf Lager zu halten. Vielmehr reicht es, dafür die kleinste Einheit, nämlich das daran angepaßte Kernsegment,auf Lager zu halten, wodurch sich die Kosten beträchtlich reduzieren. Der gleiche Formkern 15 kann im übrigen bei abgelöstem Kernsegment 30 auch dann verwendet werden, wenn Betonteile zu formen sind, die kei-ne abstehenden Elemente, z.B. Steigeisen od.dgl.lenthalten sollen, sondern z.B. durchgehend zylindrisch sind. Entweder lassen sich solche Betonformteile mit dem gleichen Kernsegment 3G, bei mittels der Spannvorrichtungen 88 bis 91 völlig verschlossenen Aufnahmen 45 bis 481herstellen oder es wird dieses Kernsegment 30 durch ein anderes mit glatt und undurchbrochen verlaufendem Wandungsabschnitt 32 ersetzt.The
Das Kernsegment 30 ist mit der Antriebseinrichtung 35 in Form der beiden Translationsantriebe 36, 37 lösbar verbindbar, so daß das Kernsegment 30 beim Einbringen selbsttätig daran ankoppelbar und beim Herausnehmen selbsttätig davon abkoppelbar ist. Die Translationsantriebe 36, 37 sind z.B. mit ihrem Gehäuse endseitig an einem zugleich der zusätzlichen Aussteifung der Kernwandung 19 dienenden Blech gehalten. Die Kolbenstange jedes Translationsantriebes 36, 37 greift an einem Stellelement 38 bzw. 39 an, das parallel zur Translationsrichtung gemäß Pfeil 33 auf einer Führung translatorisch hin- und hergehend geführt und mittels des Translationsantriebes 36 bzw. 37 betätigt wird. Die Führung weist z.B. eine Führungsstange 20 bzw. 21 auf, die das Stellelement 38 bzw. 39 unmittelbar durchsetzt oder eine darin eingesetzte Führungsbuchse. In Fig. 5 ist gestrichelt angedeutet, daß je Translationsantrieb 36, 37 zur Vermeidung evtl. Kippmomente auch zwei Führungsstangen untereinander angeordnet sein können.The
Das Kernsegment 30 ist in zur Mittelachse 13 des Formkernes 15 zumindest im wesentlichen paralleler Richtung von oben her in den restlichen Teil des Formkernes 15 einschiebbar und gegensinnig dazu aus diesem herausziehbar. Beim Einschieben ist der Wandungsabschnitt 32 des Kernsegments 30 selbsttätig mit den Stellelementen 38, 39 und den davon betätigten Translationsantrieben 36 bzw. 37 koppelbar unter Herstellung einer formschlüssigen Verbindung, die bei Betätigung der Translationsantriebe 36, 37 in Pfeilrichtung 33 sowie gegensinnig dazu eine Übertragung von Kräften auf den Wandungsabschnitt 32 ermöglicht.The
Der Wandungsabschnitt 32 einerseits und der restliche Teil des Formkernes 15 andererseits weisen im Bereich der einander benachbarten, zur Mittelachse 13 des Formkernes 15 etwa parallel verlaufenden Seitenränder, beidseitig des Ausschnittes 34, verlaufende Führungsglieder 51, 52 sowie mit diesen zusammenarbeitende Führungen 53 bzw. 54 auf, die beim Einschieben des Kernsegmentes 30 selbsttätig miteinander in Führungseingriff gelangen.The
Die Führungsglieder 51, 52 bestehen beim gezeigten Ausführungsbeispiel jeweils aus etwa parallel zur Mittelachse 13 ausgerichteten Leisten 55, 56, die fest mit dem Stellelement 38, 39 verbunden sind. Die so ausgebildeten Führungsglieder 51, 52 sind über die Stellelemente 38, 39 und die letztere betätigenden Translationsantriebe 36, 37 am restlichen Teil des Formkernes 15 angeordnet.In the exemplary embodiment shown, the
Die Führungen 53, 54 dagegen sind Teil des Wandungsabschnittes 32 des Kernsegments 30. Es versteht sich gleichwohl, daß die Verhältnisse auch kinematisch umgekehrt sein können.The
Beim gezeigten Ausführungabeispiel sind die Führungen 53, 54 an den beiden Seitenrändern des Wandungsabschnittes 32 folgendermaben gebildet. Der Wandungsabschnitt 32 trägt an jedem Seitenrand eine daran befestigte Leiste 57, 58. Jede Leiste 57, 58 steht zumindest zum Teil seitlich über die Randkante des Wandungsabschnittes 32 in Richtung zur benachbarten Kante des Ausschnittes 34 hin über und trägt in diesem überstandsbereich eine praktisch als Fortset- zung des Innenflächenverlaufs des Wandungsabschnittes 32 verlaufende Anlage- und Dichtfläche 59, 60. Rechtwinklig dazu erstreckt sich eine Fläche 61 bzw. 62. Im eingesetzten Zustand gemäß Fig. 1 bit 3 des Kernsegments 30 liegen die Anlage- und Dichtflächen 59,60 randseitig unter Spaltabdichtung an dem angrenzenden Seitenrand des restlichen Teiles des Formkernes 15, und zwar an dessen Kernwandung 19 beidseitig des Ausschnittes 34, an, wobei der Wandungsabschnitt 32 noch über die Translationsantriebe 36, 37 gegensinnig zum Pfeil 33 fest und dauerhaft angepreßt wird, so daß die Anlage- und Dichtflächen 59, 60 trotz des geringfügigen Spaltes im Randbereich zwischen dem Wandungsabschnitt 32 und dem Ausschnitt 34 das dortige Eindringen von Beton, insbesondere Zementmilch, verhindern. Zugleich ist dadurch eine starre Verbindung zwischen dem Kernsegment 30 einerseits und dem übrigen Teil des Formkernes 15 andererseits gesichert, wodurch eine gute Übertragung der vom Zentralrüttler 14 zum Einrütteln des Betons erzeugten Schwingungen sichergestellt ist.In the exemplary embodiment shown, the
Die an beiden Rändern des Wandungsabschnittes 32 verlaufenden Leisten 57, 58 sind zugleich als Verstärkungsleisten ausgebildet, die den Wandungsabschnitt 32 zusätzlich aussteifen. Jede Leiste 57, 58 bildet mit ihrer Fläche 61, 62 einen Teil der je Seitenrand des Wandabschnittes 32 vorgesehenen Führung. An jeder Leiste 57, 58 ist ein Winkelelemente 63 bzw. 64 mit einem Winkelschenkel befestigt, das beim gezeigten Ausführungsbeispiel genau so lang wie die Leisten 57, 58, mithin genau so lang wie der Wandungsabschnitt 32, bemessen ist. Bei einem anderen, nicht gezeigten Ausführungsbeispiel sind statt eines durchgängigen Winkelelementes mehrere, in Abständen untereinander folgende einzelne Winkelstücke vorhanden. Der andere Schenkel 65 bzw. 66 jedes Winkelelementes 63 bzw. 64 verläuft in Abstand von der rläche 61 bzw. 62 der Leiste 57 bzw. 58, wodurch eine Führungsnut 67 bzw. 68 dazwischen gebildet ist. Die Breite der Führungsnut 67, 68 ist etwas größer als die Querschnittsdicke der Leiste 55 bzw. 56, so daß ein störungsfreies Einschieben des Kernsegments 30 von oben her und gegensinniges Herausziehen möglich ist.The
Bei einem anderen, nicht gezeigten Ausführungsbeispiel sind die Führungsglieder 51, 52 aus Stäben, Stangen oder dergleichenLinearteilen gebildet, die je Seitenrand des Wandungsabschnittes 32 am übrigen Teil des Formkernes 15 vorgesehen sind. In entsprechender Zuordnung sind die Führungen 53, 54 dann als Buchsen, Augen oder dergleichen geschlossene Führungsöffnungen enthaltende Elemente, oder auch als Leisten, Schienen oderals andere, Nuten enthaltende Elemente ausgebildet, die an jedem Seitenrand des Wandungsabschnittes 32 befestigt sind.In another embodiment, not shown, the
Beim dargestellten Ausführungsbeispiel ist durch die Verquickung von Stellelement 38, 39 mit Führungsglied 51, 52 eine besonders einfache Ausführung erreicht. Jede Leiste 55, 56 fährt beim Einschieben des Kernsegmentes 30 von oben her in die randseitige, zumindest am unteren Ende offene Führungsnut 67 bzw. 68 am Wandungsabschnitt 32 von unten her ein. Hiernach ist das Kernsegment 30 mittels der beiden Translationsantriebe 36, 37 von der Position, in der das Einschieben erfolgt, z.B. von der Freigabestellung,in die Schließstellung durch Betätigung gegensinnig zum Pfeil 33 bewegbar, ebenso wie zurück in die Freigabestellung in Pfeilrichtung 33. Die Schließstellung ist erreicht, wenn die Anlage- und Dichtflächen 59, 60 der Leisten 57 bzw. 58 seitlich der Aussparung 34 von innen am Rand des restlichen Teils der Kernwandung 19 zur Anlage kommen. In dieser Schließstellung wird das Kernsegment 30 dann fest und dichtend in beschriebener Weise angepreßt.In the exemplary embodiment shown, a particularly simple design is achieved by the combination of actuating
Nicht weiter gezeigt ist eine dem Wendungsabschnitt 32 des Kernsegments 30 zugeordnete, diesen in der angepreßten Schließstellung mechanisch verriegelnde Verriegelungseinrichtung, die bei Erreichen der Schließstellung und beschriebenen Anpreßstellung z.B. selbsttätig einfällt oder durch Betätigung eines besonderen eigenen Antriebes in die Riegelstellung gelangt. Diese Verriegelungseinrichtung hat z.B. je Seitenrand des Wandungsteiles 32 ein Riegelglied, das z.B. aus einem Kniehebel oder anderen, für sich bekannten Elementen bestehen kann.Not shown further is a locking device assigned to the
Obwohl zwischen dem Kernsegment 30 in der eingefahrenen Stellung Fig. 1 bis 3) und den Stellelementen 38, 39,angetrieben von den Translationsantrieben 36 bzw. 37, keine feste Verbindung und mithin keine exakte Parallelführung gegeben ist, ist gleichwohl eine Parallelführung des Kernsegments 30 bei Betätigung der Translationsantriebe 36, 37 gegensinnig zum Pfeil 33 und in Richtung dieses erreicht. Beide Arbeitszylinder 36, 37 sind als doppelt wirkende Arbeitszylinder gestaltet, denen für die Stellbewegung in Schließrichtung, gsgensinnig zum Pfeil 33, das Arbeitsmittel unter Druck über die Leitung 69 zugeführt wird, während für die gegensinnige Stellbewegung in Pfeilrichtung 33 das Arbeitsmittel unter Druck über die Leitung 72 zugeführt wird. Das z.B. in der Leitung 69 geführte Arbeitsmittel gelangt nicht unmittelbar in die Arbeitszylinder 36, 37. Vielmehr wird der Arbeitsmittelstrom zunächst mittels eines Stromteilers 69a in zwei gleiche Einzelströme aufgeteilt, die dann über zugeordnete Leitungen 70, 71 zu den einzelnen Arbeitszylindern 36, 37 führen. In gegensinniger Richtung wird das Arbeitsmittel über die Leitung 72 zugeführt und auf die Leitungen 73, 74 verteilt. Durch den Stromteiler 69a wird erreicht, daß die beiden Rückströme der Arbeitszylinder 36, 37 in den Leitungen 70, 71 gleich groß sind und in der Leitung 69 vereinigt werden. Die von beiden Arbeitszylindern 36, 37 erzeugte Anpreßkraft in Richtung gegensinnig zum Pfeil 33 ist größer bemessen als der auf den Wandungsabschnitt 32 des Kernsegmentes 30 einwirkende Druck des Betons im Formraum beim Formgebungsvorgang, so daß also der Wandungsab.- schnitt 32 damit fester, mit dem übrigen Teil des Formkernes 15 starr verbundener Teil des gesamten Formkernes 15 ist.Although there is no fixed connection between the
Beim zweiten Ausführungsbeispiel in Fig. 6, sind für die Teile, die dem ersten Ausführungsbeispiel entsprechen,um 100 größere Bezugszeichen verwendet, so daß dadurch zur Vermeidung von Wiederholungen auf das erste Ausführungsbeispiel Bezug genommen ist.In the second exemplary embodiment in FIG. 6, the parts which correspond to the first exemplary embodiment are used by 100 larger reference numerals, so that reference is made to the first exemplary embodiment in order to avoid repetitions.
Beim zweiten Ausfürhungsbeispiel gemäß Fig. 6 ist allein der obere Teil des Formkernes 115 gezeigt. Hierbei ist der Deckelabschnitt 131, anders als beim ersten Ausführungsbeispiel, nicht mit dem Kernsegment 130 mitbewegter Teil. Vielmehr ist der Deckelabschnitt 131 auf der Unterseite mit einem Führungsglied z.B. in Form einer Führungsstange 180 fest verbunden, die im wesentlichen rechtwinklig zur Mittelachse 113 und dabei im wesentlichen horizontal ausgerichtet ist und in einer Führungsbuchse 181 in Horizontalrichtung gemäß Pfeil 182 hin und her verschiebbar geführt ist. Die Führungsbuchse 181 ist am restlichen Teil des Deckels 118 befestigt, der fest mit dem restlichen Teil der Kernwandung 119 verbunden ist. Der Deckelabschnitt 131 ist im Bereich des oberen Endes des Wandungsabschnittes 132 des Kernsegments 130 mit diesem lösbar über Senkschrauben 183 verbunden, die in einen Haltering 184 auf der Innenseite des Wandungsabschnittes 132 eingeschraubt sind. Vor dem Herausnehmen des Kernsegmentes 130, z.B. zum Wechseln, ist zunächst durch Entfernen der Senkschrauben 183 der Deckelabschnitt 131 vom Wandungsabschnitt 132 zu lösen und in Pfeilrichtung 152 zumindest so weit ausreichend in Fig. 6 nach links zu verschieben, daB hiernach das aus dem Wandungsabschnitt 132 mit sonstigen Teilen bestehende Kernsegment 130 nach oben hin entnommen werden kann. Beim Einsetzen eines neuen Kernsegmentes 130 wird umgekehrt vorgegangen.Im übrigen bleibt der Deckelabschnitt 131 fest mit dem Wandungsabschnitt 132 verbunden, insbesondere dann, wenn es um den Entformungsvorgang geht, bei dem das Kernsegment 130 in horizontaler Richtung in Fig. 6 nach links hin in die Freigabestellung verfahren wird und hiernach wieder zurück in die Schließstellung. Vorteilhaft ist hierbei, daß durch die Führungsstange 180 und Führungsbuchse 181 eine zusätzliche Parallelführung bei dieser Bewegung des Kernsegmentes 130 von der Freigabestellung in die Schließstellung und zurück gegeben ist.6, only the upper part of the
Bei dem dritten und vierten Ausführungsbeispiel in Fig. 7 und 8 sind für die Teile, die dem ersten-Ausführungsbeispiel entsprechen, um 200 bzw. 300 größere Bezugszeichen verwendet, so daß dadurch auf die Beschreibung des ersten Ausführungsbeispieles Bezug genommen ist.In the third and fourth exemplary embodiment in FIGS. 7 and 8, the parts corresponding to the first exemplary embodiment are given 200 and 300 larger reference numerals, respectively, so that reference is made to the description of the first exemplary embodiment.
Beim dritten Ausführungsbeispiel in Fig. 7 ist das Führungsglied 251 fest am bewegten Teil, nämlich dem Zylindergehäuse 275, des Translationsantriebes 236 angeordnet. Das die Leiste 255 tragende Element, z.B. ein U-Profil, ist an ein Halteglied 276 angeschraubt, das am Zylindergehäuse 275 angeschweißt ist. Der Translationsantrieb 236 ist doppelt wirkend. Seine Kolbenstange 277 ist durchgehend ausgeführt und mit beiden Enden an Winkeln278 befestigt, die an der Kernwandung 219 z.B. angeschweißt sind. Auf diese Weise ist das Kernsegment 230 also am Zylindergehäuse 275 befestigt und über dieses auf der Kolbenstange 277 hin-und hergehend geführt. Die Führung ist sehr exakt, da das Zylindergehäuse 275 auf beiden Endbereichen Führungen hat mit einem relativ großen Führungsabschnitt. Auch die Biegebelastung der Kolbenstange 277 ist durch deren beidendige Halterung sehr gut aufgenommen. Der auf der Mitte der Kolbenstange 277 befindliche Kolben hat gleich große Kolben lachen links und rechts, so daß sich für die Bewegungen in beiden Richtungen bei gleichem Druck gleiche Kräfte und Geschwindigkeiten ergeben. Diese direkte Führung führt zu völliger Wartungsfreiheit. Auch der Verschleiß ist sehr gering, da die Kolbenstange 277 hartverchromt ist.In the third exemplary embodiment in FIG. 7, the
Bei dem vierten Ausführungsbeispiel in Fig. 8 sind die Verhältnisse umgekehrt. Der Translationsantrieb 337 besteht hier aus einem ebenfalls doppelt wirkenden Arbeitszylinder, jedoch in Fußausführung und mit einseitig überstehender Kolbenstange 377. Der Translationsantrieb 337 ist mit den Fußteilen 395 an einer Befestigungsplatte 396 angeschraubt. Auf diese Weise ist das Zylindergehäuse 375 fester Teil des Formkernes, während die Kolbenstange 377 relativ dazu verschoben wird. Am Ende der Kolbenstange 377 ist das Führungsglied 352 direkt befestigt, hier also die Leiste 356 als Teil z.B. eines U-Profiles. Die Kolbenstange 377 ist zur Erreichung hoher Biegesteifigkeit im Querschnitt stärker dimensioniert.In the fourth exemplary embodiment in FIG. 8, the relationships are reversed. The
Beim fünften Ausführungsbeispiel gemäß Fig. 9 und 10 weist die Antriebseinrichtung 435 für jedes der beiden Führungsglieder 451 jeweils mindestens einen Schwenkhebel 485 auf, der mit seinem rechten Ende schwenkbeweglich mit einer Schubstange 486 verbunden ist, die ihrerseits gelenkig mit dem die Leisten 455 tragenden Stellelement 438 zu dessen Translationsbewegung verbunden ist. Die Schubstange 486 ist über eine Verstellspindel mit Linksgewinde und Rechtsgewinde längenveränderbar. Sie arbeitet auf das jeweilige Führungsglied 451. Das in Fig. 9 und 10 linke Ende des Schwenkhebels 485 ist drehfest mit einer Welle 487 verbunden, die an der Kernwandung 419 schwenkbar gelagert ist. Der Schwenkhebel 485 bildet zusammen mit der Schubstange 486 eine Art Kniehebel, wobei die Funktionslänge dieser beiden Teile im Bereich der Schubstange 486 so eingestellt ist, daß in der Formgebungsstellung des Kernsegmentes 430 der Schwenkhebel 485 mit der Schubstange 486 eine Totpunktlage einnimmt, in der über beide Elemente der erforderliche Anpreßdruck des Kernsegmentes 430 an die Kernwandung 419 gegeben ist. Dies hat den Vorteil, daß beim Einrütteln die Schwingungen gut auf das Kernsegment 430 übertragen werden und ein Zurückdrücken des Kernsegmentes 430 unter dem Betondruck nicht möglich ist und auch die Antriebseinrichtung 435 keine entsprechend großen Gegenkräfte aufzubringen hat.In the fifth exemplary embodiment according to FIGS. 9 and 10, the
Ober diese Anordnung ist dann eine Parallelführung des Kernsegmentes 430 möglich, wenn auch für das andere, nicht gezeigte Führungsglied die gleiche Anordnung gewählt ist und deren Schwenkhebel ebenfalls drehfest mit der Welle 487 verbunden ist.A parallel guidance of the
Zur Schwenkbetätigung des jeweiligen Schwenkhebels 485 mit Schubstange 486 kann die Antriebseinrichtung 435 für jeden der beiden Schwenkhebel 485 einen eigenen, direkt daran angreifenden Translationsantrieb-aufweisen, der in Fig. 9 schematisch mit 497 angedeutet ist und der z.B. etwa auf der Mitte des Schwenkhebels 485 zu dessen Schwenkbetätigung gelenkig angreift. Statt dessen kann die Antriebseinrichtung 435 auch einen beiden Schwenkhebeln 485 gemeinsamen Translationsantrieb in Form eines Arbeitszylinders 498 aufweisen (Fig. 10), der auf einen Antriebshebel 499 arbeitet, welcher drehfest mit der Welle 487 verbunden ist und an dem der Arbeitszylinder 498 in Abstand von dur Welle 487 zur Schwenkbetätigung der Welle und damit der beiden Schwenkhebel 485 angreift. Der Antriebshebel 499 sitzt zweckmäßigerweise ungefähr mittig auf der Welle 487, so daß durch eine evtl. Torsion der Welle 487 keine ungleichen Kräfte auf die beiden Schwenkhebel 485 wirken.For pivot actuation of the
Claims (31)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84116498T ATE41346T1 (en) | 1984-02-08 | 1984-12-29 | MOLDING CORE WITH ADJUSTABLE PARTS. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3404287 | 1984-02-08 | ||
| DE3404287 | 1984-02-08 | ||
| DE3422981A DE3422981C2 (en) | 1984-02-08 | 1984-06-22 | Molding device for shaping concrete parts provided with preferably several protruding elements, in particular climbing elements such as crampons, stirrups or the like, e.g. Manhole rings, manhole necks, or the like |
| DE3422981 | 1984-06-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0154038A1 true EP0154038A1 (en) | 1985-09-11 |
| EP0154038B1 EP0154038B1 (en) | 1989-03-15 |
Family
ID=25818261
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84116498A Expired EP0154038B1 (en) | 1984-02-08 | 1984-12-29 | Moulding core with adjustable parts |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US4610422A (en) |
| EP (1) | EP0154038B1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0238763A1 (en) * | 1985-08-05 | 1987-09-30 | Opako, S.A. | Mold apparatus for vertical elements of concrete |
| AT398931B (en) * | 1988-12-01 | 1995-02-27 | Johann Schluesselbauer | MOLDING CORE FOR A MOLDING DEVICE FOR THE PRODUCTION OF TUBULAR WORKPIECES FROM CONCRETE, IN PARTICULAR CHAMBER RINGS |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5236322A (en) * | 1991-08-23 | 1993-08-17 | International Pipe Machinery Corporation | Cage positioner |
| US6068306A (en) * | 1998-11-02 | 2000-05-30 | Brautigam; Richard H. | Window locking arrangement |
| FR2841494B1 (en) * | 2002-06-27 | 2005-11-25 | Airbus France | KEY MOLDING TOOLS, IN PARTICULAR FOR THE PRODUCTION OF AIR INTAKE WITHOUT ECLISSE |
| US7707708B2 (en) * | 2005-09-21 | 2010-05-04 | Rohr, Inc. | Apparatus for making a tubular composite structure |
| US7640961B2 (en) * | 2008-03-21 | 2010-01-05 | Rohr, Inc. | Apparatus and method for making a tubular composite barrel |
| US8025499B2 (en) | 2008-11-03 | 2011-09-27 | Rohr, Inc. | Multi-segment tool and method for composite formation |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US645254A (en) * | 1899-07-07 | 1900-03-13 | D Edmund Forker | Mold for water-tanks. |
| US2683298A (en) * | 1949-03-23 | 1954-07-13 | Howard O Fadden | Core for forming concrete articles |
| DE3110185A1 (en) * | 1981-03-17 | 1982-09-30 | Prinzing Georg Gmbh Co Kg | Moulding device for shaping concrete parts, in particular shaft rings, straight shafts or the like |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA712969A (en) * | 1965-07-06 | J. Lovers Guy | Mold for concrete structures | |
| US1112034A (en) * | 1912-09-11 | 1914-09-29 | Walter D Ross | Core-bar. |
| US3762678A (en) * | 1970-03-06 | 1973-10-02 | J Thornton | Reusable forms for casting walls |
-
1984
- 1984-12-29 EP EP84116498A patent/EP0154038B1/en not_active Expired
-
1985
- 1985-01-24 US US06/694,640 patent/US4610422A/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US645254A (en) * | 1899-07-07 | 1900-03-13 | D Edmund Forker | Mold for water-tanks. |
| US2683298A (en) * | 1949-03-23 | 1954-07-13 | Howard O Fadden | Core for forming concrete articles |
| DE3110185A1 (en) * | 1981-03-17 | 1982-09-30 | Prinzing Georg Gmbh Co Kg | Moulding device for shaping concrete parts, in particular shaft rings, straight shafts or the like |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0238763A1 (en) * | 1985-08-05 | 1987-09-30 | Opako, S.A. | Mold apparatus for vertical elements of concrete |
| AT398931B (en) * | 1988-12-01 | 1995-02-27 | Johann Schluesselbauer | MOLDING CORE FOR A MOLDING DEVICE FOR THE PRODUCTION OF TUBULAR WORKPIECES FROM CONCRETE, IN PARTICULAR CHAMBER RINGS |
Also Published As
| Publication number | Publication date |
|---|---|
| US4610422A (en) | 1986-09-09 |
| EP0154038B1 (en) | 1989-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0730936B1 (en) | Mould for vibrating press | |
| EP0722820B1 (en) | Tie bar-less mould clamping device | |
| DE69612032T2 (en) | Device for producing a continuous molded foam body | |
| AT390582B (en) | MOLDING DEVICE FOR SHAPING CONCRETE PARTS THAT HAVE AT LEAST ONE CRYSTAL, LIKE CHIME RINGS, CHAMBER HALES OD. DGL. | |
| AT401763B (en) | DEVICE FOR LOCKING MOVABLE PARTS | |
| EP0154038B1 (en) | Moulding core with adjustable parts | |
| DE69917713T2 (en) | Connecting device for floor forms with variable stroke | |
| EP0832706B1 (en) | Die-casting machine | |
| EP0417504B1 (en) | Continuous casting mould | |
| DE3871595T2 (en) | SYSTEM FOR THE QUICK CLAMPING OF MOLDS IN A HORIZONTAL PRESS FOR INJECTION MOLDING PLASTIC. | |
| DE2810595C2 (en) | Adjustment device for adjusting the closing height of a press | |
| DE3422981C2 (en) | Molding device for shaping concrete parts provided with preferably several protruding elements, in particular climbing elements such as crampons, stirrups or the like, e.g. Manhole rings, manhole necks, or the like | |
| EP0896866B1 (en) | Process and device for the production of moulded articles | |
| DE102010022879B3 (en) | Bending device for bending e.g. pipe, has expansion device transferrable into its expanded condition by movement of clamping jaw against molding groove, where expanded condition of device is reversible during driving of jaw away from groove | |
| DE4122567C2 (en) | ||
| DE68903042T2 (en) | EXTRACTION DEVICE WITH ROTATING ROLLER. | |
| DE3637731C2 (en) | Multiple extrusion head | |
| EP0719622B1 (en) | Mould with a plurality of moulding spaces for making concrete products | |
| DE8403621U1 (en) | Molding device for shaping concrete parts provided with preferably several protruding elements, in particular climbing elements such as crampons, stirrups or the like, e.g. manhole rings, manhole necks or the like. | |
| DE3541659A1 (en) | Shaping apparatus for the production of annularly closed concrete parts, especially tubbing rings, taper shaft rings or the like | |
| DE3422980C2 (en) | Core segment for a molding facility | |
| DE4411649A1 (en) | Injection molding machine for processing plasticizable materials | |
| DE3402046A1 (en) | Process and device for producing a grate-shaped plastic grid element as well as grate element made of plastic | |
| EP2498972B1 (en) | Blow molding tool | |
| DE69901983T2 (en) | Bending and cutting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH FR GB LI SE |
|
| 17P | Request for examination filed |
Effective date: 19860205 |
|
| 17Q | First examination report despatched |
Effective date: 19880616 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH FR GB LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19890315 |
|
| REF | Corresponds to: |
Ref document number: 41346 Country of ref document: AT Date of ref document: 19890415 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921209 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930927 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19961220 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001116 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20001222 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |