EP0128432A2 - Tap hole drilling machine for shaft furnaces - Google Patents
Tap hole drilling machine for shaft furnaces Download PDFInfo
- Publication number
- EP0128432A2 EP0128432A2 EP84105974A EP84105974A EP0128432A2 EP 0128432 A2 EP0128432 A2 EP 0128432A2 EP 84105974 A EP84105974 A EP 84105974A EP 84105974 A EP84105974 A EP 84105974A EP 0128432 A2 EP0128432 A2 EP 0128432A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- support
- mount
- machine according
- percussion instrument
- carriage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005553 drilling Methods 0.000 title claims abstract description 19
- 238000000605 extraction Methods 0.000 claims abstract description 20
- 238000009527 percussion Methods 0.000 claims abstract description 19
- 238000000034 method Methods 0.000 claims abstract description 12
- 230000008878 coupling Effects 0.000 claims abstract description 11
- 238000010168 coupling process Methods 0.000 claims abstract description 11
- 238000005859 coupling reaction Methods 0.000 claims abstract description 11
- 230000009471 action Effects 0.000 claims abstract description 10
- 238000005266 casting Methods 0.000 claims description 2
- 238000009434 installation Methods 0.000 claims 1
- 230000008569 process Effects 0.000 abstract description 3
- 239000012530 fluid Substances 0.000 abstract 1
- 238000010079 rubber tapping Methods 0.000 abstract 1
- 230000008901 benefit Effects 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000008030 elimination Effects 0.000 description 2
- 238000003379 elimination reaction Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/12—Opening or sealing the tap holes
Definitions
- the present invention relates to a machine for drilling a taphole of a shaft furnace designed for implementing a method according to which the closing and opening of the taphole respectively comprise a setting operation and a extraction operation of a piercing rod, which is abandoned in the mass of the taphole between two successive castings, and which comprises a mount mounted at the free end of a support arm, a percussion instrument sliding along of said carriage under the action of a motor, a device for coupling the piercing rod to the percussion instrument, as well as a means for guiding and supporting the piercing rod provided at the front end of the lookout.
- the object of the present invention is to provide a new machine for drilling a tap hole from a shaft furnace, the control of which is carried out essentially by hydraulic means and which is capable of operating according to the conventional drilling method and according to the new drilling process.
- the invention provides a machine of the type described in the preamble which is essentially characterized in that said motor is a hydraulic motor powerful enough to extract the piercing rod without the assistance of the percussion instrument and in what there is provided means allowing the lookout to bear on the wall of the oven during extraction under the action of said motor.
- the percussion instrument becomes a simple uni-directional striker which, in addition to the advantage of being able to be driven hydraulically, has the advantage of being substantially shorter than pneumatic bi-directional strikers.
- Said means serving to support the lookout are preferably simply a male support element and a female support element provided respectively on the wall of the oven and on the lookout or vice versa.
- these support means can be constituted by elements similar to those proposed in patent application DE-A-2815730. However, while in this patent application these elements exclusively had a guiding and stabilizing function, the elements according to the present invention have, above all, a supporting function and, incidentally, a guiding function.
- the support element provided on the mount is integral with the latter, while in a second embodiment the support element is part of a support integral with the end free of the carrying arm, the carriage being suspended by means of slides, slidingly on the support and connected to the latter by means of a hydraulic cylinder whose action causes a translation of the carriage relative to the support and on the supporting arm.
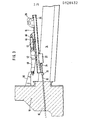
- the reference 10 represents a part of the wall of a blast furnace which is crossed by a piercing rod 12 which, after its extraction from the position shown, frees a tap hole 16 to allow the flow of the molten iron in a pouring channel represented by 14.
- the inner end of the rod 16 has been shown in broken lines since this part has been consumed in the molten material.
- the reference 18 represents the mounting of the drilling machine, this mounting being carried by the end of a support arm 20 designed to pivot around a main pivot not shown.
- a working tool 22, provided with a coupling device 24 with the piercing rod 12 can slide along this carriage under the action of an endless drive chain 26, in turn driven by a motor. 28.
- the reference 30 represents a guide and support head whose essential function is to support the piercing rod 12 when it is no longer or not yet supported in the tap hole.
- the working tool 22 has hitherto included a striker which can strike both forwards and backwards and the motor 28 ensuring the translation of the working tool 22 was a pneumatic motor.
- the duality between these two conditions means that if any one is considered a cause, the other is the consequence.
- the present invention makes it possible to get rid of this constraint by using a hydraulic motor 28 and by taking advantage of the increased power of such a motor to give up the rear striker.
- the piercing rod 12 is therefore extracted under the sole action of the traction of the working tool 22 during its retraction by the chain 26 and the motor 28.
- the pulling force must be at least five tonnes.
- the proposal of the present invention allows, by eliminating a direction of percussion, a reduction in the length of the working tool 22. This allows, either a shortening of the mount 18, an elongation of the tap hole 16, both of which can be considered as an advantage.
- the elimination of percussion during the extraction of the piercing rod 16 makes it possible, in addition, the elimination of vibrations and consequently, reduces the stresses at the level of the coupling device 24. In fact, the extraction by percussion there is always a risk of unscrewing the automatic clamp from the coupling device from the rod to the striker and damaging the male and female threads by repeated hammering each time the tap hole is opened.
- a device which enables the carriage 18 to press against the wall 10 of the oven during the extraction phase.
- the embodiment according to FIG. 1 has, at the front of the carriage 18, a support 34 provided with a finger 36 penetrating into the operative position, in an opening of an arm 32 fixed to the wall from the oven. This version is intended for machines whose trajectory near the operative position is substantially in the direction of the tap hole.
- Figures 3 to 5 show a very advantageous embodiment in which the mount 18 is not fixed directly to the support arm, not shown, but is slidably suspended on a support 40 which is, in turn, mounted on the end of the support arm and which is designed to form a support on the arm 32.
- the support for the carriage 18 can be produced simply by two slides 42 on the lower part of the support 40 which allow translation of the carriage 18 relative to the support 40.
- the translational movement of the carriage 18 relative to the support 40 is caused by a hydraulic cylinder 44 mounted on the support 40 and whose rod 46 is connected to the carriage 18.
- FIGS. 3 to 5 The purpose of this arrangement and its operation appear from FIGS. 3 to 5.
- the mount is brought into the position according to FIG. 3, until the support 40 is supported on the arm 32, the rod 46 being retracted, that is to say that the carriage 18 is in the advanced position.
- the jack 44 is then actuated to move back the carriage 18, the reaction of this thrust from the jack 44 being transmitted by the support 40 on the arm 32.
- This movement allows the rod 16 to be released in the mass of the tap hole (see figure 4).
- the piercing rod 16 being thus released it can be extracted easily by making the working tool 22 move back along the carriage 18 under the action of the motor 28 as far as the position illustrated in FIG. 5.
- the relatively large force required to unlock the rod 16 in the position of Figure 3 is therefore derived from the jack 44 and transmitted directly to the carriage 18, while a much more modest force necessary for the extraction of the rod 16 from the position of FIG. 4 is derived from the motor 28.
- the embodiment according to Figures 3 to 5 has another extremely important advantage. Indeed, as already indicated previously, the inner end of the piercing rod 16 burns in the molten mass of the furnace, so that the piercing rod is shorter during its extraction compared to what it was during introduction into the tap hole. As a result, when approaching the end of the extraction phase, when the tool 22 reaches the rear end of the mount 18, the front part of the piercing rod 12 is no longer supported by the head 30 and the rod 12 tilt in the pouring channel 14, thus risking causing damage, in particular in the coupling device 24. To remedy this failure, we have proposed, in particular, complicated systems with hooks movable and / or pivotable auxiliaries as described in patent application DE-A-3111260.
- the stop 50 which is designed to serve as a support for this coupling device is lying.
- the stop 50 which is fixed under the carriage 18 has the section illustrated in FIG. 6a.
- the stop 50 is advantageously fixed removably to the carriage and movable along it, so that one can fix its location according to the length of the taphole, and use the stop 50 as a reference during the introduction by advancing the coupling device as far as the stop 50.
- Figures 7 and 7a show an advantageous variant in which the support and guide head 24 of the previous figures is omitted, and in which the stop 52 is designed so as to fulfill, in addition to its own functions, those of guide and support the drilling rod 12.
- the stop 50 is designed in the form of a funnel as shown in Figures 7 and 7a. In this case, the advantages previously discussed in connection with the extraction of a partially consumed rod, are even more pronounced.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Blast Furnaces (AREA)
- Drilling And Boring (AREA)
- Drilling Tools (AREA)
Abstract
Description
La présente invention concerne une machine de perçage d'un trou de coulée de four à cuve conçue pour la mise en oeuvre d'un procédé selon lequel la fermeture et l'ouverture du trou de coulée comportent respectivement une opération de mise en place et une opération d'extraction d'une tige de perçage, qui est abandonnée dans la masse du trou de coulée entre deux coulées successives, et qui comporte un affût monté à l'extrémité libre d'un bras porteur, un instrument de percussion coulissant le long dudit affût sous l'action d'un moteur, un dispositif d'accouplement de la tige de perçage à l'instrument de percussion, ainsi qu'un moyen de guidage et de support de la tige de perçage prévue à l'extrémité avant de l'affût.The present invention relates to a machine for drilling a taphole of a shaft furnace designed for implementing a method according to which the closing and opening of the taphole respectively comprise a setting operation and a extraction operation of a piercing rod, which is abandoned in the mass of the taphole between two successive castings, and which comprises a mount mounted at the free end of a support arm, a percussion instrument sliding along of said carriage under the action of a motor, a device for coupling the piercing rod to the percussion instrument, as well as a means for guiding and supporting the piercing rod provided at the front end of the lookout.
L'usage de ce procédé de perçage relativement récent devient de plus en plus répandu. Toutefois, ce procédé ne peut pas être utilisé exclusivement, car, de temps en temps et pour certains trous de coulées, on doit avoir recours à la méthode classique de forage avec une mèche rotative à percussion.The use of this relatively recent drilling process is becoming more and more widespread. However, this method cannot be used exclusively because, from time to time and for certain tap holes, the conventional method of drilling must be used with a rotary percussion drill bit.
L'un des seuls inconvénients que puisse présenter ce nouveau procédé de perçage est que la tige ne peut être extraite que moyennant un instrument à percussion, de sorte que, si l'on veut mettre en oeuvre le nouveau procédé et le procédé classique de forage, tout en utilisant la même machine, il faut disposer d'une machine ayant un outil de travail qui puisse forer par-rotation et percuter aussi bien vers l'avant que vers l'arrière.One of the only drawbacks that this new drilling method can present is that the rod can only be extracted by means of a percussion instrument, so that, if one wants to implement the new method and the conventional drilling method , while using the same machine, it is necessary to have a machine having a working tool which can drill by rotation and strike both forwards and backwards.
D'autre part, dans la demande de brevet EP-A 0052248 est proposé un nouveau système d'alimentation hydraulique spécialement conçue pour les foreuses de trous de coulées et qui permet désormais le remplacement des outils pneumatiques par des outils hydrauliques. On sait, en effet, comme décrit dans la demande de brevet précitée, que la commande hydraulique présente de nombreuses avantages, dont les plus importants sont une puissance beaucoup plus élevée et une diminution considérable du bruit. Toutefois, dans les machines où l'on envisage d'utiliser les deux procédés d'ouverture et de fermeture de trous de coulées, on n'a pu jusqu'à présent, utiliser la commande hydraulique étant donné qu'il n'existe pas d'outil hydraulique avec percussion dans les deux sens opposés.On the other hand, in patent application EP-A 0052248 there is proposed a new hydraulic supply system specially designed for taphole drills and which now allows the replacement of pneumatic tools by hydraulic tools. It is known, in fact, as described in the aforementioned patent application, that hydraulic control has many advantages, the most important of which are much higher power and a considerable reduction in noise. However, in machines where it is envisaged to use the two methods of opening and closing tap holes, we have so far been unable to use the hydraulic control since there is no tool hydraulic with percussion in two opposite directions.
Un simple remplacement de l'outil pneumatique par un outil hydraulique avec mise à profit de la force accrue de la commande hydraulique pour pouvoir renoncer à l'assistance de la percussion lors de l'extraction de la tige de perçage n'a pas été envisagé non plus parce que, vu que l'affût est monté à l'extrémité d'un bras porteur relativement long, ou bien la réaction aurait été trop grande dans le bras porteur ou bien il aurait fallu renforcer considérablement ce bras porteur et le pivot principal autour duquel celui-ci pivote.A simple replacement of the pneumatic tool by a hydraulic tool taking advantage of the increased force of the hydraulic control to be able to give up the assistance of percussion during the extraction of the piercing rod was not envisaged neither because, since the mount is mounted at the end of a relatively long support arm, either the reaction would have been too great in the support arm or else it would have been necessary to considerably strengthen this support arm and the main pivot around which it pivots.
Le but de la présent invention est de prévoir une nouvelle machine de perçage d'un trou de coulée de four à cuve, dont la commande s'effectue essentiellement par voie hydraulique et qui soit capable de fonctionner selon le procédé de forage classique et selon le procédé de perçage nouveau.The object of the present invention is to provide a new machine for drilling a tap hole from a shaft furnace, the control of which is carried out essentially by hydraulic means and which is capable of operating according to the conventional drilling method and according to the new drilling process.
Pour atteindre cet objectif, l'invention propose une machine du genre décrit dans le préambule qui est essentiellement caractérisée en ce que ledit moteur est un moteur hydraulique suffisamment puissant pour extraire la tige de perçage sans l'assistance de l'instrument de percussion et en ce qu'il est prévu un moyen permettant à l'affût de prendre appui sur la paroi du four lors de l'extraction sous l'action dudit moteur.To achieve this objective, the invention provides a machine of the type described in the preamble which is essentially characterized in that said motor is a hydraulic motor powerful enough to extract the piercing rod without the assistance of the percussion instrument and in what there is provided means allowing the lookout to bear on the wall of the oven during extraction under the action of said motor.
Par conséquent, l'instrument de percussion devient un simple percuteur uni-directionnel qui, outre l'avantage de pouvoir être entraîné par voie hydraulique, a l'avantage d'être sensiblement plus court que les percuteurs bi-directionnels pneumatiques.Consequently, the percussion instrument becomes a simple uni-directional striker which, in addition to the advantage of being able to be driven hydraulically, has the advantage of being substantially shorter than pneumatic bi-directional strikers.
Lesdits moyens servant d'appui à l'affût sont, de préférence, simplement un élément d'appui mâle et un élément d'appui femelle prévus respectivement sur la paroi du four et sur l'affût ou vice-versa. Dans un mode de réalisation avantageux, ces moyens d'appui peuvent être constitués par des éléments analogues à ceux proposés dans la demande de brevet DE-A-2815730. Toutefois, alors que dans cette demande de brevet ces éléments avaient exclusivement une fonction de guidage et de stabilisation, les éléments selon la présente invention ont, avant tout, une fonction d'appui et, accessoirement, une fonction de guidage.Said means serving to support the lookout are preferably simply a male support element and a female support element provided respectively on the wall of the oven and on the lookout or vice versa. In an advantageous embodiment, these support means can be constituted by elements similar to those proposed in patent application DE-A-2815730. However, while in this patent application these elements exclusively had a guiding and stabilizing function, the elements according to the present invention have, above all, a supporting function and, incidentally, a guiding function.
Selon un premier mode de réalisation, l'élément d'appui prévu sur l'affût est solidaire de celui-ci, alors que dans un second mode de réalisation l'élément d'appui fait partie d'un support solidaire de l'extrémité libre du bras porteur, l'affût étant suspendu moyennant des glissières, de façon coulissante au support et relié à celui-ci par l'intermédiaire d'un vérin hydraulique dont l'action provoque une translation de l'affût par rapport au support et au bras porteur.According to a first embodiment, the support element provided on the mount is integral with the latter, while in a second embodiment the support element is part of a support integral with the end free of the carrying arm, the carriage being suspended by means of slides, slidingly on the support and connected to the latter by means of a hydraulic cylinder whose action causes a translation of the carriage relative to the support and on the supporting arm.
D'autres particularités et caractéristiques ressortiront de la description détaillée donnée ci-dessous, à titre d'illustration, en référence aux figures annexées dans lesquelles :
- la figure 1 montre une vue schématique du premier mode de réalisation d'une machine de perçage en position opérative.
- la figure 2 montre une vue partielle d'une variante de ce premier mode de réalisation,
- la figure 3 montre une vue schématique du second mode de réalisation d'une machine de perçage en position opérative,
- la figure 4 montre la machine de la figure 3 lors de la phase d'extraction de la tige de perçage,
- la figure 5 montre la même machine après l'extraction complète de la tige de perçage,
- la figure 6 montre schématiquement un dispositif de blocage de l'outil de travail pour le mode d'exécution des figures 3 à 5,
- la figure 6a montre une coupe suivant le plan VI-VI de la figure 6,
- la figure 7 montre une variante du mode de réalisation de la figure 6 et
- la figure 7a montre une coupe suivant le plan VII-VII de la figure 7.
- Figure 1 shows a schematic view of the first embodiment of a drilling machine in the operative position.
- FIG. 2 shows a partial view of a variant of this first embodiment,
- FIG. 3 shows a schematic view of the second embodiment of a drilling machine in the operative position,
- FIG. 4 shows the machine of FIG. 3 during the extraction phase of the drilling rod,
- FIG. 5 shows the same machine after the complete extraction of the piercing rod,
- FIG. 6 schematically shows a device for blocking the working tool for the embodiment of FIGS. 3 to 5,
- FIG. 6a shows a section along the plane VI-V I of FIG. 6,
- FIG. 7 shows a variant of the embodiment of FIG. 6 and
- Figure 7a shows a section along the plane VII-VII in Figure 7.
Sur la figure 1 la référence 10 représente une partie de la paroi d'un haut fourneau qui est traversée par une tige de perçage 12 qui, après son extraction de la position représentée, libère un trou de coulée 16 pour permettre l'écoulement de la fonte en fusion dans une rigole de coulée représentée par 14. L'extrémité intérieure de la tige 16 a été représentée en traits interrompus étant donné que cette partie s'est consumée dans la matière en fusion.In FIG. 1, the
La référence 18 représente l'affût de la machine de perçage, cet affût étant porté par l'extrémité d'un bras porteur 20 conçu pour pivoter autour d'un pivot principal non montré. Un outil de travail 22, pourvu d'un dispositif d'accouplement 24 avec la tige de perçage 12 peut coulisser le long de cet affût sous l'action d'une chaîne d'entraînement sans fin 26, entraînée à son tour par un moteur 28. La référence 30 représente une tête de guidage et de support dont la fonction essentielle est de soutenir la tige de perçage 12 lorsqu'elle n'est plus ou pas encore supportée dans le trou de coulée.The
Comme mentionné ci-dessus, afin de pouvoir mettre en oeuvre les deux procédés de perçage, l'outil de travail 22 comportait jusqu'à présent un percuteur pouvant percuter aussi bien vers l'avant que vers l'arrière et le moteur 28 assurant la translation de l'outil de travail 22 était un moteur pneumatique. La dualité entre ces deux conditions fait que si l'une quelconque est considérée comme cause, l'autre en est la conséquence.As mentioned above, in order to be able to implement the two drilling methods, the
La présente invention permet de se débarrasser de cette contrainte en utilisant un moteur hydraulique 28 et en profitant de la puissance accrue d'un tel moteur pour renoncer au percuteur arrière. La tige de perçage 12 est par conséquent extraite sous la seule action de la traction de l'outil de travail 22 lors de son recul par la chaîne 26 et le moteur 28. Pour pouvoir extraire la tige de cette manière, surtout pour la débloquer à la phase initiale d'extraction, la force de traction doit être égale à au moins cinq tonnes.The present invention makes it possible to get rid of this constraint by using a
Ceci est surtout le cas pour les hauts fourneaux modernes à grande capacité dont la longueur du trou de coulée peut atteindre et même dépasser trois mètres et, avec l'usage d'une masse de bouchage anhydre très dure, la force d'extraction peut être de l'ordre de grandeur de dix tonnes.This is especially the case for modern high capacity blast furnaces whose length of the neck hole lée can reach and even exceed three meters and, with the use of a very hard anhydrous sealing mass, the extraction force can be of the order of magnitude of ten tons.
Il est rappelé que les moteurs pneumatiques utilisés jusqu'à présent développaient au maximum deux tonnes. Compte tenu de l'augmentation de cette force de traction engendrée par le moteur hydraulique 28, il est, bien entendu, nécessaire de concevoir la résistance de la chaîne d'entraînement 26 en conséquence.It is recalled that the pneumatic motors used until now developed a maximum of two tonnes. Given the increase in this tensile force generated by the
Outre les avantages connus de la commande hydraulique, la proposition de la présente invention permet, par la suppression d'une direction de percussion, une diminution de la longueur de l'outil de travail 22. Ceci permet, soit un raccourcissement de l'affût 18, soit un allongement du trou de coulée 16, l'un comme l'autre pouvant être considérés comme un avantage. La suppression de la percussion lors de l'extraction de la tige de perçage 16 permet, en plus, l'élimination des vibrations et par conséquent, diminue les sollicitations au niveau du dispositif d'accouplement 24. En effet, l'extraction par percussion risque toujours de dévisser la pince automatique du dispositif d'accouplement de la tige au percuteur et de détériorer les filets mâle et femelle par les martelages répétés à chaque ouverture du trou de coulée.In addition to the known advantages of hydraulic control, the proposal of the present invention allows, by eliminating a direction of percussion, a reduction in the length of the
Pour éviter que, par suite de l'augmentation de la force de traction, la réaction de celle-ci ne soit transmise au bras porteur 20 et au pivot principal de la machine, on prévoit un dispositif permettant à l'affût 18 de s'appuyer contre la paroi 10 du four lors de la phase d'extraction. A cet effet, le mode de réalisation selon la figure 1 présente, à l'avant de l'affût 18, un appui 34 pourvu d'un doigt 36 pénétrant en position opérative, dans une ouverture d'un bras 32 fixé sur la paroi du four. Cette version est destinée aux machines dont la trajectoire près de la position opérative est sensiblement dans la direction du trou de coulée.To prevent the reaction of the latter from being transmitted to the
Pour les machines dont la trajectoire à l'approche de la position opérative est sensiblement verticale, c'est-à-dire celles ayant un mouvement supplémentaire de descente et/ou d'inclinaison, il y a lieu de prévoir la version selon la figure 2, dans laquelle le doigt 36 de l'appui 34, ainsi que l'ouverture du bras 32, sont orientés selon la direction de la trajectoire de l'affût. Il est bien entendu que, pour toute direction intermédiaire de la trajectoire, ces éléments sont orientés en conséquence. Il est également possible de prévoir l'élément mâle 32 sur la paroi et l'élément femelle sur l'appui 34.For machines whose trajectory when approaching the operating position is substantially vertical, that is to say those having an additional movement of descent and / or inclination, it is necessary to provide the version according to Figure 2, in which the
Les figures 3 à 5 montrent un mode de réalisation très avantageux dans lequel l'affût 18 n'est pas fixé directement sur le bras porteur,non montré, mais est suspendu de façon coulissante sur un support 40 qui est, à son tour, monté sur l'extrémité du bras porteur et qui est conçu pour former appui sur le bras 32. Le support de l'affût 18 peut être réalisé simplement par deux glissières 42 sur la partie inférieure du support 40 qui permettent une translation de l'affût 18 par rapport au support 40. Le mouvement de translation de l'affût 18 par rapport au support 40 est provoqué par un vérin hydraulique 44 monté sur le support 40 et dont la tige 46 est reliée à l'affüt 18.Figures 3 to 5 show a very advantageous embodiment in which the
Le but de cette disposition et son fonctionnement ressortent des figures 3 à 5. Pour extraire la tige de perçage 16 l'affût est amené dans la position selon la figure 3, jusqu'à ce que le support 40 prenne appui sur le bras 32, la tige 46 étant rentrée, c'est-à-dire que l'affût 18 se trouve en position avancée. Le vérin 44 est ensuite actionné pour reculer l'affût 18, la réaction de cette poussée du vérin 44 étant transmise par le support 40 sur le bras 32. Ce mouvement permet le déblocage de la tige 16 dans la masse du trou de coulée (voir figure 4). La tige de perçage 16 étant ainsi libérée elle peut être extraite facilement en faisant reculer l'outil de travail 22 le long de l'affût 18 sous l'action du moteur 28 jusque dans la position illustrée à la figure 5.The purpose of this arrangement and its operation appear from FIGS. 3 to 5. To extract the
La force relativement importante nécessaire au déblocage de la tige 16 dans la position de la figure 3 est par conséquent dérivée du vérin 44 et transmise directement sur l'affût 18, alors qu'une force beaucoup plus modeste nécessaire à l'extraction de la tige 16 à partir de la position de la figure 4 est dérivée du moteur 28. Ceci présente, entre autres, l'avantage que la chaîne 26 ne doit plus supporter la force importante de traction lors du déblocage de la tige 16 et que, si nécessaire, le moteur 28 peut être un moteur pneumatique.The relatively large force required to unlock the
Le mode de réalisation selon les figures 3 à 5 présente un autre avantage extrêmement important. En effet, comme déjà signalé précédemment, l'extrémité intérieure de la tige de perçage 16 se consume dans la masse en fusion du four,de sorte que la tige de perçage est plus courte lors de son extraction comparée à ce qu'elle était lors de l'introduction dans le trou de coulée. Il en résulte que lors de l'approche de la fin de la phase d'extraction, lorsque l'outil 22 atteint l'extrémité arrière de l'affût 18, la partie avant de la tige de perçage 12 n'est plus supportée par la tête 30 et la tige 12 bascule dans la rigole de coulée 14, risquant ainsi d'occasionner des dégâts,notamment dans le dispositif d'accouplement 24. Pour remédier à cette défaillance, on a proposé, notamment, des systèmes compliqués avec des crochets auxiliaires déplaçables et/ou pivotables comme décrits dans la demande de brevet DE-A-3111260. Ce, phénomène est éliminé automatiquement dans le mode de réalisation des figures 3 à 5, étant donné que l'affùt 18, et plus particulièrement la course de l'outil 22, peut être raccourcie d'une grandeur correspondant à la course de la tige 46. Or, si cette course est adaptée sensiblement à la longueur de la tige qui risque de se consumer à l'intérieur du four ou de casser lors du déblocage de la tige, celle-ci restera néanmoins soutenue par la tête 30, même dans la position complètement rétractée de l'outil de travail 22, comme illustré par la figure 5.The embodiment according to Figures 3 to 5 has another extremely important advantage. Indeed, as already indicated previously, the inner end of the piercing
Il est à noter que, afin d'éviter que la force de poussée du vérin hydraulique 44 ne soit transmise à la chaîne 26 lors du passage de la position de la figure 3 à celle de la figure 4, il est prévu sur l'affût 18 une butée 48 servant d'appui à l'outil 22.It should be noted that, in order to prevent the pushing force of the
Afin que cette force épargne également le dispositif d'accouplement 24, il est préconisé dans le mode de réalisation de la figure 6, de prévoir une butée 50 qui soit conçue de façon à servir d'appui à ce dispositif d'accouplement. A cet effet, la butée 50 qui est fixée sous l'affût 18 présente la section illustrée par la figure 6a. La butée 50 est avantageusement fixée de façon démontable à l'affût et déplaçable le long de celui-ci, de sorte qu'on peut fixer son emplacement en fonction de la longueur du trou de coulée, et se servir de la butée 50 comme repère lors de l'introduction en faisant avancer le dispositif d'accouplement jusque contre la butée 50.So that this force also spares the
Les figures 7 et 7a montrent une variante avantageuse selon laquelle la tête de support et de guidage 24 des figures précédentes est supprimée, et dans laquelle la butée 52 est conçue de manière à remplir, outre ses propres fonctions, celles de guidage et de support de la tige de perçage 12. A cet effet, la butée 50 est conçue sous forme d'entonnoir comme le montrent les figures 7 et 7a. Dans ce cas, les avantages discutés précédemment en relation avec l'extraction d'une tige partiellement consumée, sont encore plus prononcés.Figures 7 and 7a show an advantageous variant in which the support and guide
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84105974T ATE44548T1 (en) | 1983-06-08 | 1984-05-25 | TAP HOLE DRILLING MACHINE FOR SHAFT FURNACES. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| LU84855A LU84855A1 (en) | 1983-06-08 | 1983-06-08 | DRILLING MACHINE FOR A TANK HOLE OVEN |
| LU84855 | 1983-06-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0128432A2 true EP0128432A2 (en) | 1984-12-19 |
| EP0128432A3 EP0128432A3 (en) | 1986-11-12 |
| EP0128432B1 EP0128432B1 (en) | 1989-07-12 |
Family
ID=19730102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84105974A Expired EP0128432B1 (en) | 1983-06-08 | 1984-05-25 | Tap hole drilling machine for shaft furnaces |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4602770A (en) |
| EP (1) | EP0128432B1 (en) |
| AT (1) | ATE44548T1 (en) |
| AU (1) | AU565504B2 (en) |
| CA (1) | CA1217760A (en) |
| DE (1) | DE3478937D1 (en) |
| LU (1) | LU84855A1 (en) |
| ZA (1) | ZA844085B (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2619036A1 (en) * | 1987-08-04 | 1989-02-10 | Wurth Paul Sa | DRILLING MACHINE FOR A TANK HOLE OVEN |
| FR2621264A1 (en) * | 1987-10-06 | 1989-04-07 | Wurth Paul Sa | DEVICE FOR MOUNTING A CLAMP FOR COUPLING A DRILLING ROD OF THE CASING HOLE OF A TANK OVEN TO A DRILLING MACHINE |
| DE3941405A1 (en) * | 1989-01-16 | 1990-07-19 | Wurth Paul Sa | METHOD AND DEVICE FOR OPENING THE TAPLING LOCK OF A SHAFT |
| EP0552476A2 (en) * | 1992-01-24 | 1993-07-28 | Paul Wurth S.A. | Apparatus for opening the taphole of a shaft furnace |
| WO2010094571A1 (en) * | 2009-02-18 | 2010-08-26 | Tmt Tapping-Measuring-Technology Gmbh | Taphole drill for metallurgical containers, in particular furnaces having molten content |
| CN114606353A (en) * | 2020-12-09 | 2022-06-10 | 本钢板材股份有限公司 | Drill rod clamping manipulator of taphole drilling machine |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU87190A1 (en) * | 1988-04-06 | 1989-11-14 | Wurth Paul Sa | MACHINE FOR DRILLING CASTING HOLES OF A TANK OVEN |
| US5069430A (en) * | 1990-10-26 | 1991-12-03 | Woodings Industrial Corporation | Blast furnace tap hole drill with centralizing drill rod support |
| EP0539752B1 (en) * | 1991-10-31 | 1996-07-31 | Paul Wurth S.A. | Apparatus for opening the taphole of a shaft furnace |
| LU88060A1 (en) * | 1992-01-27 | 1993-08-17 | Paul Wurth S.A. | DRILLING MACHINE FOR A CAST HOLE OF A TANK OVEN |
| LU88120A1 (en) * | 1992-05-27 | 1993-12-06 | Paul Wurth S.A. | PROCESS FOR FACILITATING THE INTRODUCTION OF A DRILLING ROD INTO A CASTING HOLE OF A TANK OVEN AND SPECIAL TONGS FOR THE IMPLEMENTATION OF THIS PROCESS |
| US6110415A (en) * | 1997-09-26 | 2000-08-29 | Fmc Corporation | Device for opening furnace tap holes |
| US6299830B2 (en) | 1998-09-22 | 2001-10-09 | Meltran, Inc. | Apparatus and method for tapping a furnace |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1935038U (en) * | 1964-08-17 | 1966-03-24 | Dango & Dienenthal K G | TUBE HOLE DRILLING MACHINE. |
| DE2815730A1 (en) * | 1977-06-08 | 1978-12-21 | Wurth Paul Sa | STABILIZATION DEVICE FOR THE TOOL LIFE OF A TOTE DRILLING MACHINE |
| EP0025423A1 (en) * | 1979-09-05 | 1981-03-18 | Atlas Copco France S.A. | Taphole opening apparatus for blast furnaces |
| EP0052248A1 (en) * | 1980-11-17 | 1982-05-26 | Paul Wurth S.A. | System of module parts for swivel connections, swivel arm with these parts and the use in taphole drilling machines for shaft furnaces |
| DE3111260A1 (en) * | 1981-03-21 | 1982-09-30 | Dango & Dienenthal Maschinenbau GmbH, 5900 Siegen | STITCH HOLE DRILL |
| JPS5839711A (en) * | 1981-09-01 | 1983-03-08 | Nisshin Steel Co Ltd | Opening method for tap hole of blast furnace |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB993365A (en) * | 1962-03-17 | 1965-05-26 | Westinghouse Air Brake Co | Blast furnace tapping rig and method |
| US3232360A (en) * | 1963-11-04 | 1966-02-01 | Mobile Drilling Co Inc | Bore positioning method and apparatus |
| SU854989A1 (en) * | 1979-06-20 | 1981-08-25 | Ленинградский государственный институт по проектированию металлургических заводов | Machine for opening cast iron tapping hole of blast furnace |
| LU82943A1 (en) * | 1980-11-17 | 1981-03-26 | Wurth Anciens Ets Paul | GUIDE AND SUPPORT HEAD OF A DRILLING ROD OF THE CASTING HOLE OF A TANK OVEN AND DRILLER PROVIDED WITH SUCH A HEAD |
| LU83336A1 (en) * | 1981-05-05 | 1983-03-24 | Wurth Paul Sa | DEVICE FOR CENTERING AND GUIDING A DRILLING ROD OF THE CASTING HOLE OF A TANK OVEN AND DRILLER PROVIDED WITH SUCH A DEVICE |
| US4431171A (en) * | 1982-03-04 | 1984-02-14 | Bailey Industrial Products, Inc. | Apparatus for opening the tap hole of a metallurgical furnace |
-
1983
- 1983-06-08 LU LU84855A patent/LU84855A1/en unknown
-
1984
- 1984-05-25 DE DE8484105974T patent/DE3478937D1/en not_active Expired
- 1984-05-25 EP EP84105974A patent/EP0128432B1/en not_active Expired
- 1984-05-25 AT AT84105974T patent/ATE44548T1/en not_active IP Right Cessation
- 1984-05-29 ZA ZA844085A patent/ZA844085B/en unknown
- 1984-06-07 CA CA000456053A patent/CA1217760A/en not_active Expired
- 1984-06-07 AU AU29178/84A patent/AU565504B2/en not_active Ceased
- 1984-06-08 US US06/618,571 patent/US4602770A/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1935038U (en) * | 1964-08-17 | 1966-03-24 | Dango & Dienenthal K G | TUBE HOLE DRILLING MACHINE. |
| DE2815730A1 (en) * | 1977-06-08 | 1978-12-21 | Wurth Paul Sa | STABILIZATION DEVICE FOR THE TOOL LIFE OF A TOTE DRILLING MACHINE |
| EP0025423A1 (en) * | 1979-09-05 | 1981-03-18 | Atlas Copco France S.A. | Taphole opening apparatus for blast furnaces |
| EP0052248A1 (en) * | 1980-11-17 | 1982-05-26 | Paul Wurth S.A. | System of module parts for swivel connections, swivel arm with these parts and the use in taphole drilling machines for shaft furnaces |
| DE3111260A1 (en) * | 1981-03-21 | 1982-09-30 | Dango & Dienenthal Maschinenbau GmbH, 5900 Siegen | STITCH HOLE DRILL |
| JPS5839711A (en) * | 1981-09-01 | 1983-03-08 | Nisshin Steel Co Ltd | Opening method for tap hole of blast furnace |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, vol. 7, no. 118 (C-167)[1263], 21 mai 1983; & JP-A-58 039 711 (NITSUSHIN SEIKOU) 08-03-1983 * |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3825100A1 (en) * | 1987-08-04 | 1989-02-16 | Wurth Paul Sa | DEVICE FOR OPENING THE TAPE HOLE OF A CHAMBER |
| FR2619036A1 (en) * | 1987-08-04 | 1989-02-10 | Wurth Paul Sa | DRILLING MACHINE FOR A TANK HOLE OVEN |
| FR2621264A1 (en) * | 1987-10-06 | 1989-04-07 | Wurth Paul Sa | DEVICE FOR MOUNTING A CLAMP FOR COUPLING A DRILLING ROD OF THE CASING HOLE OF A TANK OVEN TO A DRILLING MACHINE |
| BE1004162A3 (en) * | 1987-10-06 | 1992-10-06 | Wurth Paul Sa | Device for mounting a clamp coupling rod drill hole casting furnace tank to drilling machine. |
| DE3941405C2 (en) * | 1989-01-16 | 1999-03-25 | Wurth Paul Sa | Method and device for opening the tap hole of a shaft furnace |
| DE3941405A1 (en) * | 1989-01-16 | 1990-07-19 | Wurth Paul Sa | METHOD AND DEVICE FOR OPENING THE TAPLING LOCK OF A SHAFT |
| EP0379018A2 (en) * | 1989-01-16 | 1990-07-25 | Paul Wurth S.A. | Process and device for opening the taphole of a shaft furnace |
| EP0379018A3 (en) * | 1989-01-16 | 1991-09-11 | Paul Wurth S.A. | Process and device for opening the taphole of a shaft furnace |
| US5192489A (en) * | 1989-01-16 | 1993-03-09 | Paul Wurth S.A. | Device for opening the taphole of a shaft furnace |
| EP0552476A2 (en) * | 1992-01-24 | 1993-07-28 | Paul Wurth S.A. | Apparatus for opening the taphole of a shaft furnace |
| EP0552476A3 (en) * | 1992-01-24 | 1993-12-29 | Wurth Paul Sa | Apparatus for opening the taphole of a shaft furnace |
| BE1006264A3 (en) * | 1992-01-24 | 1994-07-05 | Wurth Paul Sa | Boring machine for casting hole furnace tank. |
| US5338013A (en) * | 1992-01-24 | 1994-08-16 | Paul Wurth S.A. | Machine for piercing a taphole for a shaft furnace |
| FR2687689A1 (en) * | 1992-01-24 | 1993-08-27 | Wurth Paul Sa | DRILLING MACHINE FOR A CASTING HOLE OF A TANK OVEN. |
| WO2010094571A1 (en) * | 2009-02-18 | 2010-08-26 | Tmt Tapping-Measuring-Technology Gmbh | Taphole drill for metallurgical containers, in particular furnaces having molten content |
| CN114606353A (en) * | 2020-12-09 | 2022-06-10 | 本钢板材股份有限公司 | Drill rod clamping manipulator of taphole drilling machine |
Also Published As
| Publication number | Publication date |
|---|---|
| LU84855A1 (en) | 1985-03-29 |
| ZA844085B (en) | 1985-03-27 |
| AU565504B2 (en) | 1987-09-17 |
| EP0128432B1 (en) | 1989-07-12 |
| US4602770A (en) | 1986-07-29 |
| DE3478937D1 (en) | 1989-08-17 |
| AU2917884A (en) | 1984-12-13 |
| ATE44548T1 (en) | 1989-07-15 |
| CA1217760A (en) | 1987-02-10 |
| EP0128432A3 (en) | 1986-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0128432B1 (en) | Tap hole drilling machine for shaft furnaces | |
| EP1747344B1 (en) | Enlarging and stabilising tool for a borehole and method for the use thereof | |
| FR2579663A1 (en) | RECOVERABLE DOWNHOLE BIT | |
| EP1934426B1 (en) | Under-reaming and stabilizing tool for use in a borehole and method for using same | |
| EP2417323B1 (en) | Locking device for a drilling device | |
| CA2189269A1 (en) | Reloring and stabilising machine for the drilling of an oil well | |
| FR2494414A1 (en) | HEAD FOR GUIDING AND SUPPORTING A DRILLING ROD OF THE HOLE OF A TANK OF A TANK AND DRILLING MACHINE PROVIDED WITH SUCH A HEAD | |
| EP0052672B1 (en) | Method for recovering a retrievable core receiver in upward drilling and a recovery head for this purpose | |
| LU87427A1 (en) | METHOD AND DEVICE FOR OPENING THE CASTING HOLE OF A TANK OVEN | |
| FR2556771A1 (en) | FRONT TURRET HEAD OR SLIDER FOR A FORCE, FOR INJECTING RESIN CARTRIDGES | |
| BE1006264A3 (en) | Boring machine for casting hole furnace tank. | |
| EP0064644B1 (en) | Guiding and positioning mechanism for the drill hammer of the taphole in a shaft furnace, and drilling device provided with this mechanism | |
| LU88060A1 (en) | DRILLING MACHINE FOR A CAST HOLE OF A TANK OVEN | |
| EP0624204B1 (en) | Machine for forming the taphole of a tank furnace | |
| FR2626616A1 (en) | ROTARY DRILL FOR ROCKS THAT CAN BE AUTOMATED | |
| EP0539752A1 (en) | Apparatus for opening the taphole of a shaft furnace | |
| CA2064936A1 (en) | Method for inserting a drilling rod into the tap hole of a shaft furnace, drilling apparatus and two-way tongs | |
| LU83478A1 (en) | DEVICE FOR COUPLING A DRILLING ROD FROM THE CASTING HOLE OF A TANK OVEN TO THE WORKING TOOL OF A DRILLING MACHINE | |
| EP0405207A2 (en) | Device for coupling a drill rod for tapholes of shaft furnaces to the working tool of a drilling machine | |
| LU87915A1 (en) | Drilling machine and associated pinch bars for opening tap-holes in shaft furnaces - includes using machine fitted to carriage pinch bar on carriage to hydraulically advance drilling rod threaded through pinch bar etc. | |
| LU83477A1 (en) | DEVICE FOR COUPLING A DRILLING ROD FROM THE CASTING HOLE OF A TANK OVEN TO THE WORKING TOOL OF A DRILLING MACHINE | |
| LU88029A1 (en) | Machine for piercing the tap-hole of shaft furnace - using sacrificial drill bar without any percussion hammer | |
| LU88020A1 (en) | Method of introducing a piercing rod into the tap hole of a shaft furnace, piercing machine and crane clamp for such a machine | |
| FR2556405A1 (en) | Apparatus and method for rotating a coiled column in a well | |
| FR2534310A1 (en) | ROTATING DEVICE FOR ANCHORING BOLT FOR ROCK BOLTING APPARATUS |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19841214 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19880212 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 44548 Country of ref document: AT Date of ref document: 19890715 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3478937 Country of ref document: DE Date of ref document: 19890817 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960417 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19960507 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19960530 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19970525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19970531 |
|
| BERE | Be: lapsed |
Owner name: S.A. PAUL WURTH Effective date: 19970531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010417 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010419 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021203 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020525 |