CN114918535A - 一种水射流辅助激光加工的多因子实验装置及利用其的实验方法 - Google Patents
一种水射流辅助激光加工的多因子实验装置及利用其的实验方法 Download PDFInfo
- Publication number
- CN114918535A CN114918535A CN202210598735.3A CN202210598735A CN114918535A CN 114918535 A CN114918535 A CN 114918535A CN 202210598735 A CN202210598735 A CN 202210598735A CN 114918535 A CN114918535 A CN 114918535A
- Authority
- CN
- China
- Prior art keywords
- assembly
- laser
- water jet
- jet flow
- jet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/146—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
本发明涉及一种水射流辅助激光加工的多因子实验装置及利用其的实验方法,上述实验装置包括激光发生组件,用于发生激光并调节辅助气体压力值;射流入射组件,用于发生水射流并调节水射流压力值;射流调节组件,用于夹持射流入射组件中的水射流枪,并用于调节水射流的偏移距离、靶距及入射角度,射流调节组件中的支架卡箍于激光发生组件上;以及监测组件,监测组件包括PLC及热像仪,热像仪、激光发生组件中的空压机及气压传感器、射流入射组件中的高压泵及液压传感器均与PLC电连接。本发明提供的实验装置可研究不同偏移距离、靶距、入射角度、喷嘴孔径、水射流压强、辅助气体压强等多因子参数下的工件切缝形貌,从而为后续根据工件切缝深、宽和质量要求反向选择对应工艺参数提供可能。
Description
技术领域
本发明涉及激光加工技术领域,尤其涉及一种水射流辅助激光加工的多因子实验装置及利用其的实验方法。
背景技术
水射流辅助激光加工技术是通过相对激光束以较小的偏移距离旁轴施加水射流,从而实现对材料的去除和冷却。由于存在一定的偏移距离,实际作用在激光加工点的是一层流动的薄水膜,因而水膜的厚度、流速直接影响到材料的去除和冷却;同时,水膜的存在还会对激光产生影响,例如水膜会吸收一部分激光,造成激光强度的衰减;激光的焦点会在水层折射后发生偏离,而当激光强度达到一定程度时,水层会发生光学击穿,产生诱导等离子体,并进而进一步衰减激光强度。
综上所述,水膜对材料的去除和冷却以及其与激光的交互作用是研究水射流辅助激光加工机理的关键。
理论研究表明,水膜的厚度与射流的偏移距离、喷嘴孔径和入射角度有关,水膜的流速主要与射流压强和靶距有关,因此上述水射流工艺参数均需作为实验研究的因子。
此外,水射流入射方向与激光扫描方向相同、相反或垂直对于水射流辅助激光加工的影响同样值得深入研究。
最后,当水射流速度增大时水膜对激光的影响也增强,加工效果变差。此时需加入一定压力的辅助气体,将出光路径上的水雾去除,削弱水膜对激光的影响;而当辅助气体压力过大时,会破坏工件表面的水膜,减弱水膜对材料的去除和冷却效果,加工效果同样变差。因此辅助气体压力同样是必须考虑的因子之一。
目前,行业中并不存在可就如上参数开展研究的相关装置。
发明内容
针对上述问题,现提供一种水射流辅助激光加工的多因子实验装置及利用其的实验方法,旨在联动调节水射流的偏移距离、靶距、喷嘴孔径、入射角度、水射流压强、辅助气体压强以及水射流与激光扫描方向之间的角度,以实现多因子实验。
具体技术方案如下:
本发明的第一个方面是提供一种水射流辅助激光加工的多因子实验装置,具有这样的特征,包括:
激光发生组件,用于发生激光并调节辅助气体压力值;
射流入射组件,用于发生水射流并调节水射流压力值;
射流调节组件,用于夹持射流入射组件中的水射流枪,并用于调节水射流的偏移距离、靶距及入射角度,射流调节组件中的支架卡箍于激光发生组件上;以及
监测组件,用于在多因子加工参数下实时监测待加工工件表面的温度分布,监测组件包括PLC及热像仪,热像仪、激光发生组件中的空压机及气压传感器、射流入射组件中的高压泵及液压传感器均与PLC电连接。
上述的多因子实验装置,还具有这样的特征,激光发生组件还包括激光器,支架卡箍于激光器上,空压机的进气口与气压源连通,空压机的出气口通过气管与激光器内切割头连通,气压传感器的探头与气管连通。
上述的多因子实验装置,还具有这样的特征,激光发生组件还包括气体压力表,气体压力表安装于气管上。
上述的多因子实验装置,还具有这样的特征,射流入射组件还包括水射流枪,水射流枪的进水口与高压泵的出水口连通,高压泵的进水口与液压源连通。
上述的多因子实验装置,还具有这样的特征,水射流枪包括:
变径接头,变径接头的进水口通过进水胶管与高压泵的出水口连通;
连接螺杆,连接螺杆的进水口与变径接头连通,连接螺杆上螺旋安装有两个夹持螺母,连接螺杆通过夹持螺母可调式的安装于射流调节组件上;以及
喷嘴,喷嘴的进水口与连接螺杆的出水口连通,喷嘴的出水口上可拆卸式的安装有延长喷头,延长喷头与喷嘴连通。
上述的多因子实验装置,还具有这样的特征,射流调节组件包括:
滑台,滑台安装于支架上,且滑台可沿支架往复滑动,滑台上安装有球承法兰,球承法兰的轴承上安装有夹持座,连接螺杆通过夹持螺母可调式的安装于夹持座上;
螺旋测微头,螺旋测微头安装于支架上,且螺旋测微头的螺杆连接于滑台上;
锁紧螺母,用于锁止滑台,锁紧螺母螺旋安装于支架上;以及
锁紧螺钉,用于锁止球承法兰,锁紧螺钉螺旋安装于球承法兰中的轴承外圈上。
上述的多因子实验装置,还具有这样的特征,球承法兰的轴承外圈上还可有角度刻线。
上述的多因子实验装置,还具有这样的特征,射流入射组件还包括液体压力表,液体压力表安装于进水胶管上。
本发明的第二个方面是提出一种利用上述多因子实验装置的实验方法,具有这样的特征,包括如下步骤:
步骤一、通过射流调节组件设定水射流的偏移距离、靶距及入射角度;
步骤二、设定激光发生组件中发生激光的工艺参数及射流入射组件中的水射流压力值;
步骤三、通过射流调节组件设定水射流与激光扫描方向之间的角度;
步骤四、开始水射流辅助激光加工实验,利用热像仪3实时监测工件表面的温度分布;
步骤六、待加工结束后使用电镜扫描工件,得到工件切缝表面轮廓照片;
步骤七、记录偏移距离、靶距、入射角度、喷嘴孔径、水射流压强、辅助气体压强等多因子参数下的工件切缝形貌,重复步骤一至步骤七;
步骤八、根据工件切缝深、宽和质量要求选择对应工艺参数。
上述方案的有益效果是:
本发明提供的实验装置可联动调节水射流的偏移距离、靶距、喷嘴孔径、入射角度、水射流压强、辅助气体压强以及水射流与激光扫描方向之间的角度,以研究多因子参数下的工件切缝形貌,从而为后续根据工件切缝深、宽和质量要求反向选择对应工艺参数提供可能。
附图说明
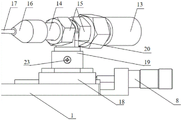
图1为本发明的实施例中提供的实验装置的结构示意图;
图2为本发明的实施例中提供的射流调节组件的结构示意图;
图3为本发明中水射流入射参数的调节范围示意图;
图4为本发明中水射流入射参数调节几何关系示意图;
附图中:1、支架;2、PLC;3、热像仪;4、空压机;5、气压传感器;6、高压泵;7、液压传感器;8、激光器;9、气压源;10、气管;11、气体压力表;12、液压源;13、变径接头;14、连接螺杆;15、夹持螺母;16、喷嘴;17、延长喷头;18、滑台;19、球承法兰;20、夹持座;21、螺旋测微头;22、锁紧螺母;23、锁紧螺钉;24、液体压力表;25、工件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
如图1至图4所示,本发明的实施例中提供的实验装置包括激光发生组件,用于发生激光;射流入射组件,用于发生水射流并调节水射流压力值;射流调节组件,用于夹持射流入射组件中的水射流枪,并用于调节水射流的偏移距离、靶距及入射角度,射流调节组件中的支架1卡箍于激光发生组件上;以及监测组件,用于在多因子加工参数下实时监测待加工工件表面的温度分布,监测组件包括PLC2及热像仪3,热像仪3、激光发生组件中的空压机4及气压传感器5、射流入射组件中的高压泵6及液压传感器7均与PLC2电连接。
本发明中先通过射流调节组件设定水射流的偏移距离、靶距及入射角度,再设定激光发生组件中发生激光的工艺参数及射流入射组件中的水射流压力值,随后再通过射流调节组件设定水射流与激光扫描方向之间的角度,完成如上设定后即可开始水射流辅助激光加工实验,实验时实时利用热像仪3实时监测工件25表面的温度分布,待加工结束后使用电镜扫描工件25,得到工件切缝表面轮廓照片,并相应记录偏移距离、靶距、入射角度等多因子参数下的工件切缝形貌,从而为后续根据工件切缝深、宽和质量要求反向选择对应工艺参数提供可能。
具体的,本发明中激光发生组件还包括激光器8,空压机4的进气口与气压源9连通,空压机4的出气口通过气管10与激光器8内切割头连通,气压传感器5的探头与气管10连通,本发明中PLC2通过气压传感器5检测气管10内气压,并进而通过空压机4调节辅助气体至设定压力。为进一步便于检测气管10内气压,本发明中还可于气管10上安装气体压力表11。本发明中射流调节组件通过支架1卡箍于激光器8上,以通过支架1旋转、调整射流调节组件。
具体的,本发明中射流入射组件还包括水射流枪,水射流枪的进水口与高压泵6的出水口连通,高压泵6的进水口与液压源12连通,本发明中PLC2可通过液压传感器7检测水射流枪的进水水压,并进而通过高压泵6调节水射流压力值。为进一步便于观察进水水压,本发明还可于高压泵6的出水口安装液体压力表24。具体的,本发明中水射流枪包括变径接头13,变径接头13的进水口通过进水胶管与高压泵6的出水口连通;连接螺杆14,连接螺杆14的进水口与变径接头13连通,连接螺杆14上螺旋安装有两个夹持螺母15,连接螺杆14通过夹持螺母15可调式的安装于射流调节组件上;以及喷嘴16,喷嘴16的进水口与连接螺杆14的出水口连通,喷嘴16的出水口上可拆卸式的安装有延长喷头17,延长喷头17与喷嘴16连通,本发明中当需要调节连接螺杆14时可先松开夹持螺母15,再调节连接螺杆14至实验靶距后拧紧连接螺杆14,以将连接螺杆14固定至射流调节组件上。本发明中可通过更换孔径不同的喷嘴16及延长喷头17,以得到不同直径的水射流。
具体的,本发明中射流调节组件包括:滑台18,滑台18安装于支架1上,且滑台18可沿支架1往复滑动,连接螺杆14通过球承法兰19转动安装于滑台18上;螺旋测微头21,螺旋测微头21安装于支架1上,且螺旋测微头21的螺杆连接于滑台18上;锁紧螺母22,用于锁止滑台18,锁紧螺母22螺旋安装于支架1上;以及锁紧螺钉23,用于锁止球承法兰19,锁紧螺钉23螺旋安装于球承法兰19中的轴承外圈上。
具体的,本发明中使用者在通过射流调节组件设定水射流的偏移距离、靶距及入射角度时,可遵循如下步骤:首先根据激光头尺寸进行计算,判断设定的偏移距离和入射角度是否会造成干涉,如图3所示。在本实例中,记入射角度为θ,偏移距离为x,靶距为s,可计算得到入射角度与偏移距离的如下关系:


在确定参数正确后,本发明中使用者可先将水射流枪对准激光加工点,对偏移距离、靶距及入射角度进行调零,记初始入射角为θ0;然后转动连接螺杆14及夹持螺母15,以将水射流枪退回至易于调节的区域,记初始靶距为s0;再更换使用不同孔径的喷嘴16及延长喷头17后旋转调整水射流枪至指定入射角度θ,再利用锁紧螺钉23锁止球承法兰19;随后转动螺旋测微头21,移动滑台18至指定偏移距离x后以锁紧螺母22锁止滑台18,以避免后续实验过程中水射流枪意外旋转和移动,如图4所示,计算得到需调节的横向距离Δx为:
Δx=x'-x=s0(sinθ0-cosθ0tanθ)-x
最后调节连接螺杆14以将水射流枪进给至指定靶距s,如图4所示,计算得到需调节的轴向距离Δs为:
Δs=s'-s=s0cosθ0/cosθ-s
以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
Claims (9)
1.一种水射流辅助激光加工的多因子实验装置,其特征在于,包括:
激光发生组件,用于发生激光并调节辅助气体压力值;
射流入射组件,用于发生水射流并调节水射流压力值;
射流调节组件,用于夹持所述射流入射组件中的水射流枪,并用于调节水射流的偏移距离、靶距及入射角度,所述射流调节组件中的支架(1)卡箍于所述激光发生组件上;以及
监测组件,用于在多因子加工参数下实时监测待加工工件表面的温度分布,所述监测组件包括PLC(2)及热像仪(3),所述热像仪(3)、所述激光发生组件中的空压机(4)及气压传感器(5)、所述射流入射组件中的高压泵(6)及液压传感器(7)均与所述PLC(2)电连接。
2.根据权利要求1所述的多因子实验装置,其特征在于,所述激光发生组件还包括激光器(8),所述支架(1)卡箍于所述激光器(8)上,所述空压机(4)的进气口与气压源(9)连通,所述空压机(4)的出气口通过气管(10)与所述激光器(8)内切割头连通,所述气压传感器(5)的探头与所述气管(10)连通。
3.根据权利要求2所述的多因子实验装置,其特征在于,所述激光发生组件还包括气体压力表(11),所述气体压力表(11)安装于所述气管(10)上。
4.根据权利要求1所述的多因子实验装置,其特征在于,所述射流入射组件还包括水射流枪,所述水射流枪的进水口与所述高压泵(6)的出水口连通,所述高压泵(6)的进水口与液压源(12)连通。
5.根据权利要求3或4所述的多因子实验装置,其特征在于,所述水射流枪包括:
变径接头(13),所述变径接头(13)的进水口通过进水胶管与所述高压泵(6)的出水口连通;
连接螺杆(14),所述连接螺杆(14)的进水口与所述变径接头(13)连通,所述连接螺杆(14)上螺旋安装有两个夹持螺母(15),所述连接螺杆(14)通过所述夹持螺母(15)可调式的安装于所述射流调节组件上;以及
喷嘴(16),所述喷嘴(16)的进水口与所述连接螺杆(14)的出水口连通,所述喷嘴(16)的出水口上可拆卸式的安装有延长喷头(17),所述延长喷头(17)与所述喷嘴(16)连通。
6.根据权利要求5所述的多因子实验装置,其特征在于,所述射流调节组件包括:
滑台(18),所述滑台(18)安装于所述支架(1)上,且所述滑台(18)可沿所述支架(1)往复滑动,所述滑台(18)上安装有球承法兰(19),所述球承法兰(19)的轴承上安装有夹持座(20),所述连接螺杆(14)通过所述夹持螺母(15)可调式的安装于所述夹持座(20)上;
螺旋测微头(21),所述螺旋测微头(21)安装于所述支架(1)上,且所述螺旋测微头(21)的螺杆连接于所述滑台(18)上;
锁紧螺母(22),用于锁止所述滑台(18),所述锁紧螺母(22)螺旋安装于所述支架(1)上;以及
锁紧螺钉(23),用于锁止所述球承法兰(19),所述锁紧螺钉(23)螺旋安装于所述球承法兰(19)中的轴承外圈上。
7.根据权利要求6所述的多因子实验装置,其特征在于,所述球承法兰(19)的轴承外圈上还可有角度刻线。
8.根据权利要求5所述的多因子实验装置,其特征在于,所述射流入射组件还包括液体压力表(24),所述液体压力表(24)安装于所述进水胶管上。
9.一种利用权利要求1-8任一项所述多因子实验装置的实验方法,其特征在于,包括如下步骤:
步骤一、通过射流调节组件设定水射流的偏移距离、靶距及入射角度;
步骤二、设定激光发生组件中发生激光的工艺参数及射流入射组件中的水射流压力值;
步骤三、通过所述射流调节组件设定水射流与激光扫描方向之间的角度;
步骤四、开始水射流辅助激光加工实验,利用热像仪(3)实时监测工件表面的温度分布;
步骤六、待加工结束后使用电镜扫描工件,得到工件切缝表面轮廓照片;
步骤七、记录偏移距离、靶距、入射角度、喷嘴孔径、水射流压强、辅助气体压强等多因子参数下的工件切缝形貌,重复步骤一至步骤七;
步骤八、根据工件切缝深、宽和质量要求选择对应工艺参数。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210598735.3A CN114918535A (zh) | 2022-05-30 | 2022-05-30 | 一种水射流辅助激光加工的多因子实验装置及利用其的实验方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210598735.3A CN114918535A (zh) | 2022-05-30 | 2022-05-30 | 一种水射流辅助激光加工的多因子实验装置及利用其的实验方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114918535A true CN114918535A (zh) | 2022-08-19 |
Family
ID=82811830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210598735.3A Pending CN114918535A (zh) | 2022-05-30 | 2022-05-30 | 一种水射流辅助激光加工的多因子实验装置及利用其的实验方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114918535A (zh) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101157185A (zh) * | 2007-11-13 | 2008-04-09 | 江苏科技大学 | 一种多参数优化的冷却切削工艺方法 |
| CN102560079A (zh) * | 2012-01-05 | 2012-07-11 | 江苏大学 | 一种以高压气体为约束层的激光冲击强化方法及其装置 |
| CN205111080U (zh) * | 2015-09-21 | 2016-03-30 | 江南大学 | 一种水射流激光复合多道切割陶瓷的装置 |
| CN108213748A (zh) * | 2018-01-17 | 2018-06-29 | 山东大学 | 激光-水射流复合加工中的激光光束质量因子测量装置及方法 |
| CN108636626A (zh) * | 2018-05-23 | 2018-10-12 | 天津捷强动力装备股份有限公司 | 可调式射流器 |
| CN208275621U (zh) * | 2018-03-12 | 2018-12-25 | 斯普瑞喷雾系统(上海)有限公司 | 管式气水雾化喷嘴 |
| CN111943499A (zh) * | 2020-07-17 | 2020-11-17 | 中国航空工业集团公司北京长城航空测控技术研究所 | 一种基于超声氮气射流的超快激光精密切割方法 |
| CN111940895A (zh) * | 2019-05-16 | 2020-11-17 | 南京农业大学 | 基于流动水层的激光诱导液体等离子体微加工的方法及装置 |
| CN112090607A (zh) * | 2020-09-27 | 2020-12-18 | 拉思丁科技(深圳)有限公司 | 一种超高压水射流清洗喷头 |
| CN112317961A (zh) * | 2020-10-09 | 2021-02-05 | 哈尔滨工业大学 | 一种超薄水膜辅助脉冲激光微加工装置及其加工方法 |
| CN114043073A (zh) * | 2021-11-18 | 2022-02-15 | 哈尔滨工业大学 | 一种基于声学信号实时监测的水助激光加工系统及方法 |
-
2022
- 2022-05-30 CN CN202210598735.3A patent/CN114918535A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101157185A (zh) * | 2007-11-13 | 2008-04-09 | 江苏科技大学 | 一种多参数优化的冷却切削工艺方法 |
| CN102560079A (zh) * | 2012-01-05 | 2012-07-11 | 江苏大学 | 一种以高压气体为约束层的激光冲击强化方法及其装置 |
| CN205111080U (zh) * | 2015-09-21 | 2016-03-30 | 江南大学 | 一种水射流激光复合多道切割陶瓷的装置 |
| CN108213748A (zh) * | 2018-01-17 | 2018-06-29 | 山东大学 | 激光-水射流复合加工中的激光光束质量因子测量装置及方法 |
| CN208275621U (zh) * | 2018-03-12 | 2018-12-25 | 斯普瑞喷雾系统(上海)有限公司 | 管式气水雾化喷嘴 |
| CN108636626A (zh) * | 2018-05-23 | 2018-10-12 | 天津捷强动力装备股份有限公司 | 可调式射流器 |
| CN111940895A (zh) * | 2019-05-16 | 2020-11-17 | 南京农业大学 | 基于流动水层的激光诱导液体等离子体微加工的方法及装置 |
| CN111943499A (zh) * | 2020-07-17 | 2020-11-17 | 中国航空工业集团公司北京长城航空测控技术研究所 | 一种基于超声氮气射流的超快激光精密切割方法 |
| CN112090607A (zh) * | 2020-09-27 | 2020-12-18 | 拉思丁科技(深圳)有限公司 | 一种超高压水射流清洗喷头 |
| CN112317961A (zh) * | 2020-10-09 | 2021-02-05 | 哈尔滨工业大学 | 一种超薄水膜辅助脉冲激光微加工装置及其加工方法 |
| CN114043073A (zh) * | 2021-11-18 | 2022-02-15 | 哈尔滨工业大学 | 一种基于声学信号实时监测的水助激光加工系统及方法 |
Non-Patent Citations (4)
| Title |
|---|
| V. TANGWARODOMNUKUN等: "An investigation of hybrid laser-waterjet", INTERNATIONAL JOURNAL OF MACHINE TOOLS AND MANUFACTURE, vol. 56, pages 39 - 49 * |
| 焦辉;杨林帆;周嘉;赵要武;龙芋宏;: "水辅助激光加工中射流流向对加工的影响研究", 应用激光, no. 03, pages 483 - 491 * |
| 王玉峰;王斌;张广义;张文武;: "同轴水射流辅助激光加工效率及锥度实验研究", 电加工与模具, no. 03 * |
| 谢兵兵;袁根福;: "水射流激光复合刻蚀陶瓷的研究", 激光技术, no. 05 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100462199C (zh) | 常压等离子体抛光方法 | |
| EP0829311B1 (en) | Jet finishing machine, jet finishing system using two-phase jet finishing method | |
| WO2021036270A1 (zh) | 一种飞秒激光加工锥度可控的打孔装置及其打孔工艺 | |
| US9149889B2 (en) | Orientating a laser cutting beam | |
| US9003936B2 (en) | Waterjet cutting system with standoff distance control | |
| US5942045A (en) | Hard coating removal with ultrahigh-pressure fan jets | |
| CA2992030C (en) | Methods of cutting fiber reinforced polymer composite workpieces with a pure waterjet | |
| CN106737011A (zh) | 一种低压涡轮叶片的冠顶加工装置及方法 | |
| TWI594860B (zh) | Workpiece peripheral processing equipment | |
| CN114749806B (zh) | 一种在带热障涂层涡轮叶片上制备冷却膜孔的方法 | |
| CN104493365A (zh) | 一种水射流-激光刻蚀陶瓷的装置及方法 | |
| CN113492270B (zh) | 一种飞秒激光加工喷嘴切向孔的装置和方法 | |
| CN114918535A (zh) | 一种水射流辅助激光加工的多因子实验装置及利用其的实验方法 | |
| CN109207905B (zh) | 基于扫描振镜的激光氮化分区制备钛合金叶片防水蚀层的方法及装置 | |
| CN1830588A (zh) | 轧制装置的控制方法及其控制装置 | |
| ITMI932587A1 (it) | Ugello con getto a ventaglio a pressione ultra elevata. | |
| US20180169787A1 (en) | Compact laser machining head | |
| US5902420A (en) | Process and device for increasing the degree of absorption during superficial solid phase hardening of workpieces by laser radiation | |
| WO1994023887A1 (en) | Laser machining apparatus and laser machining method | |
| CN110177891A (zh) | 取向电工钢板的磁畴细化方法及其装置 | |
| JP2000326084A (ja) | 曲率可変ミラーの曲率調整方法及びその装置 | |
| CN114799565B (zh) | 一种铸铝件加工用激光切割机智能控制系统及方法 | |
| KR101843371B1 (ko) | 레이저 보조가공용 플라즈마 공구냉각장치 | |
| CN117718589A (zh) | 用于水导激光加工设备的水束射流定位校正系统与方法 | |
| JPH09136183A (ja) | レーザ加工装置及びその加工トーチ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |