CN114918535A - Multi-factor experimental device for water jet assisted laser machining and experimental method using multi-factor experimental device - Google Patents
Multi-factor experimental device for water jet assisted laser machining and experimental method using multi-factor experimental device Download PDFInfo
- Publication number
- CN114918535A CN114918535A CN202210598735.3A CN202210598735A CN114918535A CN 114918535 A CN114918535 A CN 114918535A CN 202210598735 A CN202210598735 A CN 202210598735A CN 114918535 A CN114918535 A CN 114918535A
- Authority
- CN
- China
- Prior art keywords
- assembly
- laser
- water jet
- jet flow
- jet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/146—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
The invention relates to a multi-factor experimental device for water jet assisted laser processing and an experimental method using the same, wherein the experimental device comprises a laser generating assembly, a gas pressure regulating assembly and a gas pressure regulating assembly, wherein the laser generating assembly is used for generating laser and regulating the pressure value of auxiliary gas; the jet flow incidence assembly is used for generating water jet flow and adjusting the pressure value of the water jet flow; the jet flow adjusting assembly is used for clamping a water jet gun in the jet flow incidence assembly and adjusting the offset distance, the target distance and the incidence angle of the water jet, and a support in the jet flow adjusting assembly is clamped on the laser generating assembly; and the monitoring assembly comprises a PLC and a thermal imager, and the thermal imager, an air compressor and an air pressure sensor in the laser generation assembly and a high-pressure pump and a hydraulic sensor in the jet flow incidence assembly are electrically connected with the PLC. The experimental device provided by the invention can be used for researching the shape of the workpiece kerf under multi-factor parameters such as different offset distances, target distances, incident angles, nozzle apertures, water jet pressure, auxiliary gas pressure and the like, thereby providing possibility for reversely selecting corresponding process parameters according to the depth, width and quality requirements of the workpiece kerf in the follow-up process.
Description
Technical Field
The invention relates to the technical field of laser processing, in particular to a multi-factor experimental device for water jet assisted laser processing and an experimental method using the same.
Background
Water jet assisted laser machining techniques achieve material removal and cooling by applying a water jet paraxially at a small offset distance from the laser beam. Because a certain offset distance exists, a layer of flowing thin water film is actually acted on a laser processing point, and the thickness and the flow speed of the water film directly influence the removal and cooling of the material; meanwhile, the existence of the water film can also affect the laser, for example, the water film can absorb a part of the laser to cause the attenuation of the laser intensity; the focus of the laser light deviates after refraction of the water layer, and when the laser light intensity reaches a certain degree, the water layer undergoes optical breakdown to generate induced plasma, and further attenuate the laser light intensity.
In summary, the removal and cooling of material by the water film and its interaction with the laser are key to the study of the mechanism of water jet assisted laser machining.
Theoretical research shows that the thickness of the water film is related to the offset distance of jet flow, the aperture of a nozzle and the incident angle, and the flow velocity of the water film is mainly related to jet flow pressure and target distance, so the water jet flow process parameters are all required to be factors for experimental research.
Furthermore, the effect of the same, opposite or perpendicular direction of water jet incidence as the laser scanning direction on water jet assisted laser machining is also worthy of further study.
Finally, when the water jet speed is increased, the influence of the water film on the laser is also enhanced, and the processing effect is deteriorated. At the moment, auxiliary gas with certain pressure needs to be added, so that water mist on a light emitting path is removed, and the influence of a water film on laser is weakened; when the pressure of the auxiliary gas is too high, the water film on the surface of the workpiece is damaged, the material removing and cooling effects of the water film are weakened, and the machining effect is also poor. The auxiliary gas pressure is therefore also one of the factors that must be taken into account.
Currently, no relevant devices exist in the industry that can develop studies on the above parameters.
Disclosure of Invention
Aiming at the problems, the multi-factor experimental device for water jet assisted laser processing and the experimental method using the same are provided, and the aim is to adjust the offset distance, the target distance, the nozzle aperture, the incident angle, the water jet pressure, the auxiliary gas pressure and the angle between the water jet and the laser scanning direction in a linkage manner so as to realize the multi-factor experiment.
The specific technical scheme is as follows:
the first aspect of the present invention provides a multi-factor experimental apparatus for water jet assisted laser machining, which has the following features:
the laser generating assembly is used for generating laser and adjusting the pressure value of the auxiliary gas;
the jet flow incidence assembly is used for generating water jet flow and adjusting the pressure value of the water jet flow;
the jet flow adjusting assembly is used for clamping a water jet gun in the jet flow incidence assembly and adjusting the offset distance, the target distance and the incidence angle of the water jet, and a support in the jet flow adjusting assembly is clamped on the laser generating assembly; and
and the monitoring assembly is used for monitoring the temperature distribution of the surface of the workpiece to be processed in real time under the multi-factor processing parameters and comprises a PLC (programmable logic controller) and a thermal imager, and an air compressor and an air pressure sensor in the thermal imager and the laser generation assembly, and a high-pressure pump and a hydraulic sensor in the jet flow incidence assembly are electrically connected with the PLC.
The multi-factor experimental device also has the characteristics that the laser generation assembly further comprises a laser, the support is clamped on the laser, the air inlet of the air compressor is communicated with the air pressure source, the air outlet of the air compressor is communicated with the cutting head in the laser through an air pipe, and the probe of the air pressure sensor is communicated with the air pipe.
The multi-factor experimental device also has the characteristic that the laser generating assembly further comprises a gas pressure gauge which is arranged on the gas pipe.
The multi-factor experimental device also has the characteristic that the jet incident assembly further comprises a water jet gun, a water inlet of the water jet gun is communicated with a water outlet of the high-pressure pump, and a water inlet of the high-pressure pump is communicated with the hydraulic source.
The multifactor experimental apparatus described above further has a feature that the water jet gun includes:
the water inlet of the reducing joint is communicated with the water outlet of the high-pressure pump through a water inlet rubber pipe;
the water inlet of the connecting screw is communicated with the reducer union, two clamping nuts are spirally mounted on the connecting screw, and the connecting screw is adjustably mounted on the jet flow adjusting assembly through the clamping nuts; and
the water inlet of the nozzle is communicated with the water outlet of the connecting screw rod, the extension sprayer is detachably mounted on the water outlet of the nozzle, and the extension sprayer is communicated with the nozzle.
The multi-factor experimental apparatus described above, further characterized by a jet modulation assembly comprising:
the sliding table is mounted on the support and can slide back and forth along the support, a ball bearing flange is mounted on the sliding table, a clamping seat is mounted on a bearing of the ball bearing flange, and the connecting screw rod is adjustably mounted on the clamping seat through a clamping nut;
the screw micrometer head is arranged on the bracket, and a screw rod of the screw micrometer head is connected to the sliding table;
the locking nut is used for locking the sliding table and is spirally arranged on the bracket; and
and the locking screw is used for locking the ball bearing flange and is spirally arranged on the bearing outer ring in the ball bearing flange.
The multi-factor experimental device also has the characteristic that an angle score line can be arranged on the bearing outer ring of the ball bearing flange.
The multi-factor experimental device also has the characteristic that the jet flow incidence assembly further comprises a liquid pressure gauge, and the liquid pressure gauge is installed on the water inlet rubber pipe.
The second aspect of the present invention provides an experimental method using the multi-factor experimental apparatus, which has the following features:
step one, setting the offset distance, the target distance and the incident angle of the water jet through a jet flow adjusting assembly;
setting process parameters of laser generation in the laser generation assembly and a water jet pressure value in the jet flow incidence assembly;
setting an angle between the water jet and the laser scanning direction through a jet adjusting assembly;
step four, starting a water jet assisted laser processing experiment, and monitoring the temperature distribution of the surface of the workpiece in real time by using a thermal imager 3;
step six, scanning the workpiece by using an electron microscope after the machining is finished to obtain a surface profile picture of the joint cut of the workpiece;
step seven, recording the shapes of the cutting seams of the workpiece under the multi-factor parameters of offset distance, target distance, incident angle, nozzle aperture, water jet pressure, auxiliary gas pressure and the like, and repeating the steps one to seven;
and step eight, selecting corresponding process parameters according to the depth, width and quality requirements of the cut of the workpiece.
The beneficial effect of above-mentioned scheme is:
the experimental device provided by the invention can be used for adjusting the offset distance, the target distance, the nozzle aperture, the incident angle, the water jet pressure, the auxiliary gas pressure and the angle between the water jet and the laser scanning direction in a linkage manner so as to research the workpiece kerf morphology under multi-factor parameters, thereby providing possibility for reversely selecting corresponding process parameters according to the depth, the width and the quality requirements of the workpiece kerf in the follow-up process.
Drawings
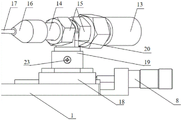
FIG. 1 is a schematic structural diagram of an experimental apparatus provided in an embodiment of the present invention;
FIG. 2 is a schematic structural view of a jet regulation assembly provided in an embodiment of the present invention;
FIG. 3 is a schematic view of the adjustment range of the water jet incident parameters in the present invention;
FIG. 4 is a schematic view of the geometrical relationship of the water jet incident parameter adjustment in the present invention;
in the drawings: 1. a support; 2. a PLC; 3. a thermal imager; 4. an air compressor; 5. an air pressure sensor; 6. a high pressure pump; 7. a hydraulic pressure sensor; 8. a laser; 9. a source of air pressure; 10. an air tube; 11. a gas pressure gauge; 12. a hydraulic source; 13. a reducer union; 14. connecting a screw rod; 15. clamping the nut; 16. a nozzle; 17. extending the spray head; 18. a sliding table; 19. a ball bearing flange; 20. a clamping seat; 21. a screw micrometer head; 22. locking the nut; 23. locking the screw; 24. a liquid pressure gauge; 25. and (5) a workpiece.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all of the embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
It should be noted that the embodiments and features of the embodiments may be combined with each other without conflict.
The invention is further described with reference to the following drawings and specific examples, which are not intended to be limiting.
As shown in fig. 1 to 4, the experimental apparatus provided in the embodiment of the present invention includes a laser generating assembly for generating laser; the jet flow incidence assembly is used for generating water jet flow and adjusting the pressure value of the water jet flow; the jet flow adjusting assembly is used for clamping a water jet gun in the jet flow incidence assembly and adjusting the offset distance, the target distance and the incidence angle of the water jet flow, and a support 1 in the jet flow adjusting assembly is clamped on the laser generating assembly; and the monitoring component is used for monitoring the temperature distribution of the surface of the workpiece to be processed in real time under the multi-factor processing parameters, and comprises a PLC2 and a thermal imager 3, wherein the thermal imager 3, an air compressor 4 and an air pressure sensor 5 in the laser generation component, and a high-pressure pump 6 and a hydraulic sensor 7 in the jet flow incidence component are electrically connected with a PLC 2.
According to the invention, the offset distance, the target distance and the incident angle of the water jet are set through the jet flow adjusting assembly, then the process parameters of laser generation in the laser generating assembly and the water jet flow pressure value in the jet flow incident assembly are set, then the angle between the water jet flow and the laser scanning direction is set through the jet flow adjusting assembly, the water jet flow auxiliary laser processing experiment can be started after the setting is completed, the thermal imager 3 is used for monitoring the temperature distribution of the surface of the workpiece 25 in real time during the experiment, the workpiece 25 is scanned by an electron microscope after the processing is finished, the surface profile picture of the cutting joint of the workpiece is obtained, and the cutting joint morphology of the workpiece under the multi-factor parameters of the offset distance, the target distance, the incident angle and the like is correspondingly recorded, so that the possibility is provided for reversely selecting the corresponding process parameters according to the depth, the width and the quality requirements of the cutting joint of the workpiece in the follow-up process.
Specifically, the laser generating assembly further comprises a laser 8, an air inlet of the air compressor 4 is communicated with an air pressure source 9, an air outlet of the air compressor 4 is communicated with a cutting head in the laser 8 through an air pipe 10, a probe of the air pressure sensor 5 is communicated with the air pipe 10, and the PLC2 detects air pressure in the air pipe 10 through the air pressure sensor 5 and further adjusts auxiliary air to set pressure through the air compressor 4. In order to further facilitate the detection of the air pressure in the air pipe 10, a gas pressure gauge 11 may be further installed on the air pipe 10. According to the invention, the jet flow adjusting component is clamped on the laser 8 through the bracket 1, so that the jet flow adjusting component can be rotated and adjusted through the bracket 1.
Specifically, the jet flow incidence assembly further comprises a water jet gun, a water inlet of the water jet gun is communicated with a water outlet of the high-pressure pump 6, a water inlet of the high-pressure pump 6 is communicated with the hydraulic source 12, and the PLC2 can detect the water inlet pressure of the water jet gun through the hydraulic sensor 7 and further adjust the water jet pressure value through the high-pressure pump 6. In order to further facilitate the observation of the water inlet pressure, the invention can also install a liquid pressure gauge 24 at the water outlet of the high-pressure pump 6. Specifically, the water jet gun comprises a reducing joint 13, wherein a water inlet of the reducing joint 13 is communicated with a water outlet of the high-pressure pump 6 through a water inlet rubber pipe; the water inlet of the connecting screw rod 14 is communicated with the reducer union 13, two clamping nuts 15 are spirally mounted on the connecting screw rod 14, and the connecting screw rod 14 is adjustably mounted on the jet flow adjusting assembly through the clamping nuts 15; when the connecting screw 14 needs to be adjusted, the clamping nut 15 can be loosened firstly, then the connecting screw 14 is adjusted to the experimental target distance, and then the connecting screw 14 is screwed down, so that the connecting screw 14 is fixed to the jet flow adjusting assembly. The invention can obtain water jets with different diameters by replacing the nozzle 16 with different hole diameters and extending the spray head 17.
Specifically, the jet regulating assembly of the present invention comprises: the sliding table 18 is arranged on the bracket 1, the sliding table 18 can slide back and forth along the bracket 1, and the connecting screw 14 is rotatably arranged on the sliding table 18 through a ball bearing flange 19; the screw micrometer head 21 is arranged on the bracket 1, and a screw rod of the screw micrometer head 21 is connected to the sliding table 18; a lock nut 22 for locking the slide table 18, the lock nut 22 being screw-mounted on the bracket 1; and a locking screw 23 for locking the ball bearing flange 19, wherein the locking screw 23 is spirally arranged on the bearing outer ring in the ball bearing flange 19.
Specifically, when the user sets the offset distance, the target distance and the incident angle of the water jet through the jet flow adjusting assembly, the following steps can be followed: first, calculation is performed according to the size of the laser head, and whether the set offset distance and the set incident angle cause interference is judged, as shown in fig. 3. In this example, the following relationship between the incident angle and the offset distance can be calculated by taking the incident angle as θ, the offset distance as x, and the target distance as s:

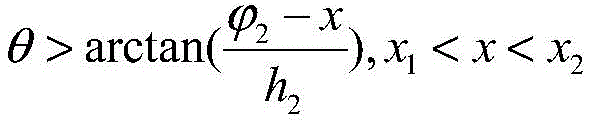

after the parameters are determined to be correct, a user can firstly align the water jet gun to a laser processing point, zero the offset distance, the target distance and the incident angle, and record the initial incident angle as theta 0 (ii) a The connecting screw 14 and the clamping nut 15 are then turned to retract the water jet gun to an easily adjustable region, noting the initial target distance s 0 (ii) a Then replacing and using the nozzles 16 with different apertures and the extension nozzle 17, rotating and adjusting the water jet gun to a specified incident angle theta, and locking the ball bearing flange 19 by using the locking screw 23; then, the screw micrometer head 21 is rotated, the sliding table 18 is locked by the locking nut 22 after being moved to the specified offset distance x, so that the accidental rotation and movement of the water jet gun in the subsequent experiment process are avoided, and as shown in fig. 4, the transverse distance delta x to be adjusted is calculated as follows:
Δx=x'-x=s 0 (sinθ 0 -cosθ 0 tanθ)-x
finally, adjusting the connecting screw 14 to feed the water jet gun to a specified target distance s, as shown in fig. 4, calculating the axial distance Δ s to be adjusted as:
Δs=s'-s=s 0 cosθ 0 /cosθ-s
while the invention has been described with reference to a preferred embodiment, it will be understood by those skilled in the art that various changes in form and detail may be made without departing from the spirit and scope of the invention.
Claims (9)
1. The utility model provides a water jet assisted laser machining's multifactor experimental apparatus which characterized in that includes:
the laser generating assembly is used for generating laser and adjusting the pressure value of the auxiliary gas;
the jet flow incidence assembly is used for generating water jet flow and adjusting the pressure value of the water jet flow;
the jet flow adjusting assembly is used for clamping a water jet gun in the jet flow incidence assembly and adjusting the offset distance, the target distance and the incidence angle of the water jet, and a bracket (1) in the jet flow adjusting assembly is clamped on the laser generating assembly; and
the monitoring assembly is used for monitoring the temperature distribution of the surface of a workpiece to be processed in real time under the multi-factor processing parameters and comprises a PLC (programmable logic controller) (2) and a thermal imager (3), wherein the thermal imager (3), an air compressor (4) and an air pressure sensor (5) in the laser generation assembly, and a high-pressure pump (6) and a hydraulic sensor (7) in the jet flow incidence assembly are electrically connected with the PLC (2).
2. The multifactor experimental device of claim 1, characterized in that the laser generation assembly further comprises a laser (8), the bracket (1) is clamped on the laser (8), an air inlet of the air compressor (4) is communicated with an air pressure source (9), an air outlet of the air compressor (4) is communicated with a cutting head in the laser (8) through an air pipe (10), and a probe of the air pressure sensor (5) is communicated with the air pipe (10).
3. The multifactor experimental device according to claim 2, wherein the laser generating assembly further comprises a gas pressure gauge (11), the gas pressure gauge (11) being mounted on the gas tube (10).
4. The multifactor experimental device according to claim 1, characterized in that the jet incidence assembly further comprises a water jet gun, the water inlet of which communicates with the water outlet of the high-pressure pump (6), and the water inlet of the high-pressure pump (6) communicates with a hydraulic pressure source (12).
5. The multifactor experimental apparatus of claim 3 or 4, wherein the water jet gun comprises:
the water inlet of the reducing joint (13) is communicated with the water outlet of the high-pressure pump (6) through a water inlet rubber pipe;
the water inlet of the connecting screw rod (14) is communicated with the reducer union (13), two clamping nuts (15) are spirally mounted on the connecting screw rod (14), and the connecting screw rod (14) is adjustably mounted on the jet flow adjusting assembly through the clamping nuts (15); and
nozzle (16), the water inlet of nozzle (16) with the delivery port intercommunication of connecting screw (14), detachable the installing extension shower nozzle (17) on the delivery port of nozzle (16), extension shower nozzle (17) with nozzle (16) intercommunication.
6. The multifactor experimental device of claim 5 wherein the jet regulation assembly comprises:
the sliding table (18) is mounted on the support (1), the sliding table (18) can slide along the support (1) in a reciprocating mode, a ball bearing flange (19) is mounted on the sliding table (18), a clamping seat (20) is mounted on a bearing of the ball bearing flange (19), and the connecting screw rod (14) is adjustably mounted on the clamping seat (20) through the clamping nut (15);
the screw micrometer head (21) is arranged on the support (1), and a screw rod of the screw micrometer head (21) is connected to the sliding table (18);
the locking nut (22) is used for locking the sliding table (18), and the locking nut (22) is spirally arranged on the bracket (1); and
and the locking screw (23) is used for locking the ball bearing flange (19), and the locking screw (23) is spirally arranged on a bearing outer ring in the ball bearing flange (19).
7. The multifactor experimental device of claim 6, wherein an angle score line is also provided on the bearing outer ring of the ball bearing flange (19).
8. The multifactor experimental device of claim 5 wherein the jet incident assembly further comprises a liquid pressure gauge (24), the liquid pressure gauge (24) being mounted on the water inlet hose.
9. An assay method using the multifactor assay device of any one of claims 1 to 8, comprising the steps of:
step one, setting the offset distance, the target distance and the incident angle of the water jet through a jet flow adjusting assembly;
setting technological parameters of laser generation in the laser generation assembly and a water jet pressure value in the jet flow incidence assembly;
setting an angle between the water jet and the laser scanning direction through the jet adjusting assembly;
fourthly, starting a water jet assisted laser processing experiment, and monitoring the temperature distribution of the surface of the workpiece in real time by using a thermal imager (3);
sixthly, scanning the workpiece by using an electron microscope after the machining is finished to obtain a picture of the surface profile of the joint of the workpiece;
seventhly, recording the shape of the joint cut of the workpiece under multi-factor parameters such as offset distance, target distance, incident angle, nozzle aperture, water jet pressure, auxiliary gas pressure and the like, and repeating the steps from the first step to the seventh step;
and step eight, selecting corresponding process parameters according to the depth, width and quality requirements of the cut of the workpiece.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210598735.3A CN114918535A (en) | 2022-05-30 | 2022-05-30 | Multi-factor experimental device for water jet assisted laser machining and experimental method using multi-factor experimental device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210598735.3A CN114918535A (en) | 2022-05-30 | 2022-05-30 | Multi-factor experimental device for water jet assisted laser machining and experimental method using multi-factor experimental device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114918535A true CN114918535A (en) | 2022-08-19 |
Family
ID=82811830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210598735.3A Pending CN114918535A (en) | 2022-05-30 | 2022-05-30 | Multi-factor experimental device for water jet assisted laser machining and experimental method using multi-factor experimental device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114918535A (en) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101157185A (en) * | 2007-11-13 | 2008-04-09 | 江苏科技大学 | A multi-parameter majorized cooling cutting technique |
| CN102560079A (en) * | 2012-01-05 | 2012-07-11 | 江苏大学 | Laser shock peening method and device using high-pressure gas as constrained layer |
| CN205111080U (en) * | 2015-09-21 | 2016-03-30 | 江南大学 | Porcelainous device of compound multichannel cutting of water jet laser |
| CN108213748A (en) * | 2018-01-17 | 2018-06-29 | 山东大学 | Laser Beam Quality Factor measuring device and method in laser-water jet Compound Machining |
| CN108636626A (en) * | 2018-05-23 | 2018-10-12 | 天津捷强动力装备股份有限公司 | Adjustable ejector |
| CN208275621U (en) * | 2018-03-12 | 2018-12-25 | 斯普瑞喷雾系统(上海)有限公司 | Tubular type nozzle for atomizing water with air |
| CN111943499A (en) * | 2020-07-17 | 2020-11-17 | 中国航空工业集团公司北京长城航空测控技术研究所 | Ultrafast laser precision cutting method based on ultrasonic nitrogen jet |
| CN111940895A (en) * | 2019-05-16 | 2020-11-17 | 南京农业大学 | Method and device for micromachining liquid plasma through laser induction based on flowing water layer |
| CN112090607A (en) * | 2020-09-27 | 2020-12-18 | 拉思丁科技(深圳)有限公司 | Ultrahigh-pressure water jet cleaning spray head |
| CN112317961A (en) * | 2020-10-09 | 2021-02-05 | 哈尔滨工业大学 | Ultra-thin water film auxiliary pulse laser micromachining device and machining method thereof |
| CN114043073A (en) * | 2021-11-18 | 2022-02-15 | 哈尔滨工业大学 | Water-assisted laser processing system and method based on acoustic signal real-time monitoring |
-
2022
- 2022-05-30 CN CN202210598735.3A patent/CN114918535A/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101157185A (en) * | 2007-11-13 | 2008-04-09 | 江苏科技大学 | A multi-parameter majorized cooling cutting technique |
| CN102560079A (en) * | 2012-01-05 | 2012-07-11 | 江苏大学 | Laser shock peening method and device using high-pressure gas as constrained layer |
| CN205111080U (en) * | 2015-09-21 | 2016-03-30 | 江南大学 | Porcelainous device of compound multichannel cutting of water jet laser |
| CN108213748A (en) * | 2018-01-17 | 2018-06-29 | 山东大学 | Laser Beam Quality Factor measuring device and method in laser-water jet Compound Machining |
| CN208275621U (en) * | 2018-03-12 | 2018-12-25 | 斯普瑞喷雾系统(上海)有限公司 | Tubular type nozzle for atomizing water with air |
| CN108636626A (en) * | 2018-05-23 | 2018-10-12 | 天津捷强动力装备股份有限公司 | Adjustable ejector |
| CN111940895A (en) * | 2019-05-16 | 2020-11-17 | 南京农业大学 | Method and device for micromachining liquid plasma through laser induction based on flowing water layer |
| CN111943499A (en) * | 2020-07-17 | 2020-11-17 | 中国航空工业集团公司北京长城航空测控技术研究所 | Ultrafast laser precision cutting method based on ultrasonic nitrogen jet |
| CN112090607A (en) * | 2020-09-27 | 2020-12-18 | 拉思丁科技(深圳)有限公司 | Ultrahigh-pressure water jet cleaning spray head |
| CN112317961A (en) * | 2020-10-09 | 2021-02-05 | 哈尔滨工业大学 | Ultra-thin water film auxiliary pulse laser micromachining device and machining method thereof |
| CN114043073A (en) * | 2021-11-18 | 2022-02-15 | 哈尔滨工业大学 | Water-assisted laser processing system and method based on acoustic signal real-time monitoring |
Non-Patent Citations (4)
| Title |
|---|
| V. TANGWARODOMNUKUN等: "An investigation of hybrid laser-waterjet", INTERNATIONAL JOURNAL OF MACHINE TOOLS AND MANUFACTURE, vol. 56, pages 39 - 49 * |
| 焦辉;杨林帆;周嘉;赵要武;龙芋宏;: "水辅助激光加工中射流流向对加工的影响研究", 应用激光, no. 03, pages 483 - 491 * |
| 王玉峰;王斌;张广义;张文武;: "同轴水射流辅助激光加工效率及锥度实验研究", 电加工与模具, no. 03 * |
| 谢兵兵;袁根福;: "水射流激光复合刻蚀陶瓷的研究", 激光技术, no. 05 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100462199C (en) | Method of polishing normal pressure plasma | |
| EP0829311B1 (en) | Jet finishing machine, jet finishing system using two-phase jet finishing method | |
| WO2021036270A1 (en) | Femtosecond laser-machining hole drilling device having controllable taper, and hole drilling process thereof | |
| US9149889B2 (en) | Orientating a laser cutting beam | |
| US9003936B2 (en) | Waterjet cutting system with standoff distance control | |
| US5942045A (en) | Hard coating removal with ultrahigh-pressure fan jets | |
| CA2992030C (en) | Methods of cutting fiber reinforced polymer composite workpieces with a pure waterjet | |
| CN106737011A (en) | The crown processing unit (plant) and method of a kind of low-pressure turbine blade | |
| TWI594860B (en) | Workpiece peripheral processing equipment | |
| CN114749806B (en) | Method for preparing cooling film holes on turbine blade with thermal barrier coating | |
| CN104493365A (en) | Water jet and laser etching machine and method for ceramics | |
| CN113492270B (en) | Device and method for processing nozzle tangential hole by femtosecond laser | |
| CN114918535A (en) | Multi-factor experimental device for water jet assisted laser machining and experimental method using multi-factor experimental device | |
| CN109207905B (en) | Method and device for preparing titanium alloy blade water erosion resistant layer in partition mode through laser nitridation based on scanning galvanometer | |
| CN1830588A (en) | Control means of rolling apparatus and control device thereof | |
| ITMI932587A1 (en) | ULTRA HIGH PRESSURE FAN JET NOZZLE. | |
| US20180169787A1 (en) | Compact laser machining head | |
| US5902420A (en) | Process and device for increasing the degree of absorption during superficial solid phase hardening of workpieces by laser radiation | |
| WO1994023887A1 (en) | Laser machining apparatus and laser machining method | |
| CN110177891A (en) | The magnetic domain thinning method and its device of oriented electrical steel | |
| JP2000326084A (en) | Method and device for curvature adjustment of variable curvature mirror | |
| CN114799565B (en) | Intelligent control system and method for laser cutting machine for aluminum casting machining | |
| KR101843371B1 (en) | cold plasma cooling apparatus for cutting tool of laser assisted milling | |
| CN117718589A (en) | Water beam jet positioning correction system and method for water-guided laser processing equipment | |
| JPH09136183A (en) | Laser beam machine and its processing torch |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |