CN111370719A - 一种液流电池用高导电双极板及其连续化加工装置和方法 - Google Patents
一种液流电池用高导电双极板及其连续化加工装置和方法 Download PDFInfo
- Publication number
- CN111370719A CN111370719A CN202010196955.4A CN202010196955A CN111370719A CN 111370719 A CN111370719 A CN 111370719A CN 202010196955 A CN202010196955 A CN 202010196955A CN 111370719 A CN111370719 A CN 111370719A
- Authority
- CN
- China
- Prior art keywords
- layer
- roller
- ceramic fiber
- fiber paper
- conductive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/18—Regenerative fuel cells, e.g. redox flow batteries or secondary fuel cells
- H01M8/184—Regeneration by electrochemical means
- H01M8/188—Regeneration by electrochemical means by recharging of redox couples containing fluids; Redox flow type batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/105—Ceramic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Laminated Bodies (AREA)
Abstract
本发明涉及液流电池制造领域,具体为一种液流电池用高导电双极板及其连续化加工装置和方法。该双极板为五层结构,中间层为陶瓷纤维纸层,陶瓷纤维纸层上下两层为上导电胶层、下导电胶层,上导电胶层的上层为上加强层,下导电胶层的下层为下加强层。该连续化加工装置由在生产线上按顺序布置的放卷机、涂胶槽、加热保温装置、热贴合装置、四辊压光机、冷却辊、牵引机和收卷机组成,将陶瓷纤维纸安装在放卷机上并在两侧涂覆导电胶层同时加热,再采用热贴合装置直接将加强层通过四辊压光机覆在导电胶层表面压制成型。本发明采用陶瓷纤维纸做骨架同时覆导电胶层和加强层工艺制备高导电双极板,表面平整性好,导电性能好。
Description
技术领域
本发明涉及液流电池制造领域,具体为一种液流电池用高导电双极板及其连续化加工装置和方法。
背景技术
液流电池是一种新型的电化学储能电池,具有高效、灵活、安全和环保等优点,可作为可再生能源规模化发电储能、电网调峰等应用;经过多年的持续研究开发,已具备了通过进一步的技术攻关,解决关键共性技术问题从而实现产业化发展的条件。随着越来越多的示范项目的开展,液流电池储能的功能越来越清晰,其作用也获得了广泛认可,但成本仍是制约其商业化进展的瓶颈因素。液流电池储能成本的降低依赖于:以高性能的材料为基础的高性能电池降低单位成本消耗;以新型高效的工艺降低材料成本;规模化的生产方式降低生产成本。
双极板的作用是将液流电池串联起来组装成一个整体电池堆的关键部件,它的一侧与一个单电池的正极侧接触,另一侧与毗邻的单电池的负极侧接触,是液流电池的关键组件之一,也是制约液流电池发展的因素之一:其电阻约占电池物理内阻的10~20%,其成本也占到电池堆成本的15%~30%,因此研发性能优良、价格低廉,制备工艺简单的双极板是解决液流电池商品化的关键因素之一。
发明内容
为了克服现有技术的不足,本发明的目的在于提供一种液流电池用高导电双极板及其连续化加工装置和方法,采用陶瓷纤维纸做骨架同时覆导电胶层和加强层工艺制备高导电双极板,表面平整性好,导电性能好。
为了达到上述目的,本发明的技术方案为:
一种液流电池用高导电双极板,该双极板为五层结构,中间层为陶瓷纤维纸层,陶瓷纤维纸层上下两层为上导电胶层、下导电胶层,上导电胶层的上层为上加强层,下导电胶层的下层为下加强层。
所述的液流电池用高导电双极板,陶瓷纤维纸层的密度为0.2~1.4g/cm3,宽幅为100~1220mm,厚度为0.03~5mm。
一种液流电池用高导电双极板的连续化加工装置,该连续化加工装置由在生产线上按顺序布置的放卷机、涂胶槽、加热保温装置、热贴合装置、四辊压光机、冷却辊、牵引机和收卷机组成,卷绕在放卷机上的陶瓷纤维纸经定位辊一后,进入装有导电胶的涂胶槽,导电胶内设上下对辊:上辊、下辊,陶瓷纤维纸经过导电胶后,其上下两层分别涂覆导电胶层,经定位辊二后进入加热保温装置,加热后通过热贴合装置直接将加强层覆在导电胶层表面,为增强陶瓷纤维纸、加强层、导电胶层之间的附着力,通过四辊压光机压制成型,再经过冷却辊冷却、牵引机牵引,最后由收卷机收卷获得双极板。
所述的液流电池用高导电双极板的连续化加工装置,热贴合装置的结构设计:陶瓷纤维纸层经涂胶槽、加热保温装置后,上下方各设有一个展平辊:上展平辊、下展平辊,每个展平辊上分别成卷放置加强层,每个加强层卷的直径为0.2~0.8m,并在每个加强层与四辊压光机的通道上设置张力控制辊:上张力控制辊、下张力控制辊。
所述的液流电池用高导电双极板的连续化加工装置,四辊压光机中的四个辊筒两两一组、每组上下两个辊筒相对设置,每个辊筒的直径在0.2m~1.0m,上下两个辊筒的间距为0.5~5mm,每个辊筒的长度在0.4m~1.0m;四辊压光机的前面两个辊筒是热辊,使用时进行加热操作;四辊压光机的后面两个辊筒是冷却辊,使用时通冷却水。
所述的液流电池用高导电双极板的连续化加工装置,定位辊一、定位辊二沿水平方向对称设置于涂胶槽的两侧上方,定位辊一、定位辊二和导电胶内的对辊形成倒置的三角形结构。
所述的液流电池用高导电双极板的连续化加工装置,加热保温装置采用隧道烘箱,隧道烘箱长度在3~15m,温度范围为室温至300℃,涂覆导电胶层的陶瓷纤维纸层经过隧道烘箱内上下相对设置的热平板。
一种液流电池用高导电双极板的连续化加工方法,将陶瓷纤维纸安装在放卷机上并在两侧涂覆导电胶层同时加热,再采用热贴合装置直接将加强层通过四辊压光机覆在导电胶层表面压制成型。
所述的液流电池用高导电双极板的连续化加工方法,按重量份数计,导电胶层由树脂基体、导电填料、分散添加剂和稀释剂组成,树脂基体80~10份,导电填料20~85份,分散添加剂0.1~5份,稀释剂100~1000份,其中:
树脂采用环氧树脂、有机硅树脂、聚酰亚胺树脂、酚醛树脂、聚氨酯、丙烯酸树脂、聚二甲基硅氧烷或无机硅铝酸盐的一种或两种以上,其粒度为10μm~700μm;
导电填料为金、银、铜、铝、锌、铁、镍的粉末、炭黑、石墨、碳纤维、碳纳米管、石墨烯和导电陶瓷的一种或两种以上,其粒径为0.001mm~0.05mm;
分散添加剂为乙烯基乙二醇、环己二胺和氨基乙醇的一种或两种以上,其粒径为0.001mm~0.05mm;
稀释剂为乙酸乙酯、乙醇、溶剂油、丙酮中的一种。
所述的液流电池用高导电双极板的连续化加工方法,加强层为碳材料层、陶瓷层、纤维层、金属及其合金层中的一种,厚度为0.015~0.3mm,优选0.03~0.15mm。
本发明的设计思想是:
陶瓷纤维是一种具有重量轻、耐高温、热稳定性好、也具有高强度、高模量的材料特性,采用高温涂覆和导电增强相结合五层结构,对陶瓷纤维导电性进行增强改性处理,在纤维层先制备导电胶层提高其附着力,再通过热贴合装置直接将加强层通过四辊压光机覆在导电胶层表面压制成型。
本发明的优点及有益效果是:
1、本发明连续化加工装置将陶瓷纤维纸安装在放卷机上,并在两侧涂覆导电胶层同时加热,再采用热贴合装置直接将加强层覆在导电胶层表面,为增强两者之间的附着力,通过四辊压光机压制成型,表面平整性好,获得优异的导电性能,获得可以连续化批量生产的高导电双极板制备技术。
2、本发明使用陶瓷纤维纸做骨架,因其具有高强抗撕扯、高柔韧性和优良的抗热冲击性能,大大的提高了机械强度,具有低成本和批量生产效率高的优点。
附图说明
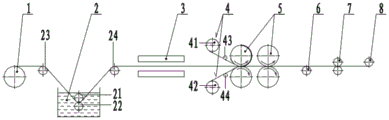
图1为连续化加工装置示意图。图中,1放卷机,2涂胶槽,21上辊,22下辊,23定位辊一,24定位辊二,3加热保温装置,4热贴合装置,41上展平辊,42下展平辊,43上张力控制辊,44下张力控制辊,5四辊压光机,6冷却辊,7牵引机,8收卷机。
图2为本发明液流电池用高导电双极板的结构示意图。图中,9陶瓷纤维纸层,10上导电胶层,11下导电胶层,12上加强层,13下加强层。
具体实施方式
如图1所示,本发明连续化加工装置,由在生产线上按顺序布置的放卷机1、涂胶槽2、加热保温装置3、热贴合装置4、四辊压光机5、冷却辊6、牵引机7和收卷机8组成,卷绕在放卷机1上的陶瓷纤维纸经定位辊一23后,进入装有导电胶的涂胶槽2,导电胶内设上下对辊(上辊21、下辊22),陶瓷纤维纸经过导电胶后,其上下两层分别涂覆导电胶层,经定位辊二24后进入加热保温装置3,加热后通过热贴合装置4直接将加强层覆盖在导电胶层表面,为增强陶瓷纤维纸、导电胶层、加强层之间的附着力,通过四辊压光机5压制成型,再经过冷却辊6冷却、牵引机7牵引,最后由收卷机8收卷获得双极板。
其中,定位辊一23、定位辊二24沿水平方向对称设置于涂胶槽2的两侧上方,定位辊一23、定位辊二24和导电胶内的对辊形成倒置的三角形结构,其作用是控制陶瓷纤维纸获得一定的张力,保证均匀的涂覆导电胶层。热贴合装置4结构设计:陶瓷纤维纸层9经涂胶槽2、加热保温装置3后,上下方各设有一个展平辊(上展平辊41、下展平辊42),每个展平辊上分别卷绕加强层,并在每个加强层与四辊压光机5的通道上设置张力控制辊(上张力控制辊43、下张力控制辊44),其作用是控制加强层的张力,保证加强层均匀地覆盖在导电胶层表面,保证产品的尺寸精度(厚度、宽度、截面形状等)、平直度、卷绕松紧。
如图2所示,该双极板为五层结构,中间层为陶瓷纤维纸层9,陶瓷纤维纸层9上下两层为上导电胶层10、下导电胶层11,上导电胶层10的上层为上加强层12,下导电胶层11的下层为下加强层13。
下面,结合实施例对本发明做进一步详述。
实施例1
本实施例中,连续化加工方法如下:将密度为1.4g/cm3,宽幅为500mm,厚度为0.5mm的陶瓷纤维纸卷绕安装在直径为0.5m的放卷机上,输送速度为1m/s,涂覆槽宽度为800mm,将粒径为0.01mm的酚醛树脂1000g、粒径为0.01mm的银粉500g和粒径为0.01mm的乙烯基乙二醇20g均匀混合后,加入稀释剂丙酮5000g进行搅拌1h形成导电胶,再加入到涂胶槽内,靠重力的作用均匀涂覆在陶瓷纤维纸表面,控制牵引速度,在经过5m长的隧道烘箱(温度控制在210℃),热贴合装置中石墨层厚度为0.05mm,石墨层直径为0.3m;四辊压光机中的四个辊筒两两一组、每组上下两个辊筒相对设置,每个辊筒的直径为0.45m,上下两个辊筒之间间距为0.7mm,控制牵引速度,在经过四辊压光机压制成型,得到双极板厚度为0.7mm。四辊压光机前面两个辊筒是热辊,需要加热操作,后面两个辊筒是冷却辊,需要通冷却水。
本实施例制备的高导电双极板组装10kW铁铬液流电池,100mA/cm2电流密度下充放电,电池性能为:库仑效率98.5%,电压效率84.5%,能量效率83.2%。
实施例2
本实施例中,连续化加工方法如下:将密度为1.0g/cm3,宽幅为800mm,厚度为0.7mm的陶瓷纤维纸卷绕安装在直径为0.5m的放卷机上,输送速度为2m/s,涂覆槽宽度为1000mm,将粒径为0.05mm的环氧树脂1000g、粒径为0.005mm的铜粉800g和粒径为0.005mm的环己二胺40g均匀混合后,再加入稀释剂乙酸乙酯10000g进行搅拌2h形成导电胶,再加入到涂胶槽内,靠重力的作用均匀涂覆在陶瓷纤维纸表面,控制牵引速度,在经过6m长的隧道烘箱(温度控制在200℃),热贴合装置中碳化硅层厚度为0.30mm,碳化硅层直径为0.5m;四辊压光机中的四个辊筒两两一组、每组上下两个辊筒相对设置,每个辊筒的直径为0.50m,上下两个辊筒之间间距为1.0mm,控制牵引速度,在经过四辊压光机压制成型,得到双极板厚度为1.0mm。四辊压光机前面两个辊筒是热辊,需要加热操作,后面两个辊筒是冷却辊,需要通冷却水。
本实施例制备的高导电双极板组装10kW铁铬液流电池,100mA/cm2电流密度下充放电,电池性能为:库仑效率98.2%,电压效率84.0%,能量效率82.5%。
实施例3
本实施例中,连续化加工方法如下:将密度为1.2g/cm3,宽幅为600mm,厚度为0.5mm的陶瓷纤维纸卷绕安装在直径为0.6m的放卷机上,输送速度为1.5m/s,涂覆槽宽度为800mm,将粒径为0.02mm的环氧树脂1000g、粒径为0.002mm的石墨粉1000g和粒径为0.002mm的氨基乙醇50g均匀混合后,再加入稀释剂丙酮12000g进行搅拌1h形成导电胶,再加入到涂胶槽内,靠重力的作用均匀涂覆在陶瓷纤维纸表面,控制牵引速度,在经过7m长的隧道烘箱(温度控制在190℃),热贴合装置中氧化钛层厚度为0.15mm,氧化钛层直径为0.4m;四辊压光机中的四个辊筒两两一组、每组上下两个辊筒相对设置,每个辊筒的直径为0.45m,上下两个辊筒之间间距为0.8mm,控制牵引速度,在经过四辊压光机压制成型,得到双极板厚度为0.8mm。四辊压光机前面两个辊筒是热辊,需要加热操作,后面两个辊筒是冷却辊,需要通冷却水。
本实施例制备的高导电双极板组装10kW铁铬液流电池,100mA/cm2电流密度下充放电,电池性能为:库仑效率97.5%,电压效率85.0%,能量效率82.9%。
实施例4
本实施例中,连续化加工方法如下:将密度为0.9g/cm3,宽幅为400mm,厚度为0.4mm的陶瓷纤维纸卷绕安装在直径为0.5m的放卷机上,输送速度为1m/s,涂覆槽宽度为700mm,将粒径为0.1mm的环氧树脂1000g、粒径为0.005mm的铜粉600g和粒径为0.005mm的乙烯基乙二醇30g均匀混合后,再加入稀释剂溶剂油9000g进行搅拌2h形成导电胶,再加入到涂胶槽内,靠重力的作用均匀涂覆在陶瓷纤维纸表面,控制牵引速度,在经过6m长的隧道烘箱(温度控制在200℃),热贴合装置中石墨烯层厚度为0.03mm,石墨烯层直径为0.2m;四辊压光机中的四个辊筒两两一组、每组上下两个辊筒相对设置,每个辊筒的直径为0.55m,上下两个辊筒之间间距为0.5mm,控制牵引速度,在经过四辊压光机压制成型,得到双极板厚度为0.5mm。四辊压光机前面两个辊筒是热辊,需要加热操作,后面两个辊筒是冷却辊,需要通冷却水。
本实施例制备的高导电双极板组装10kW铁铬液流电池,100mA/cm2电流密度下充放电,电池性能为:库仑效率98.2%,电压效率85.8%,能量效率84.3%。
实施例结果表明,本发明连续化加工装置将陶瓷纤维纸安装在放卷机上并在两侧涂覆导电胶层同时加热,再采用热贴合装置直接将加强层覆在导电胶层表面,为增强两者之间的附着力,通过四辊压光机压制成型,表面平整性好,导电性能好,具有低成本和批量生产效率高的优点。
Claims (10)
1.一种液流电池用高导电双极板,其特征在于,该双极板为五层结构,中间层为陶瓷纤维纸层,陶瓷纤维纸层上下两层为上导电胶层、下导电胶层,上导电胶层的上层为上加强层,下导电胶层的下层为下加强层。
2.按照权利要求1所述的液流电池用高导电双极板,其特征在于,陶瓷纤维纸层的密度为0.2~1.4g/cm3,宽幅为100~1220mm,厚度为0.03~5mm。
3.一种液流电池用高导电双极板的连续化加工装置,其特征在于,该连续化加工装置由在生产线上按顺序布置的放卷机、涂胶槽、加热保温装置、热贴合装置、四辊压光机、冷却辊、牵引机和收卷机组成,卷绕在放卷机上的陶瓷纤维纸经定位辊一后,进入装有导电胶的涂胶槽,导电胶内设上下对辊:上辊、下辊,陶瓷纤维纸经过导电胶后,其上下两层分别涂覆导电胶层,经定位辊二后进入加热保温装置,加热后通过热贴合装置直接将加强层覆在导电胶层表面,为增强陶瓷纤维纸、加强层、导电胶层之间的附着力,通过四辊压光机压制成型,再经过冷却辊冷却、牵引机牵引,最后由收卷机收卷获得双极板。
4.按照权利要求3所述的液流电池用高导电双极板的连续化加工装置,其特征在于,热贴合装置的结构设计:陶瓷纤维纸层经涂胶槽、加热保温装置后,上下方各设有一个展平辊:上展平辊、下展平辊,每个展平辊上分别成卷放置加强层,每个加强层卷的直径为0.2~0.8m,并在每个加强层与四辊压光机的通道上设置张力控制辊:上张力控制辊、下张力控制辊。
5.按照权利要求3所述的液流电池用高导电双极板的连续化加工装置,其特征在于,四辊压光机中的四个辊筒两两一组、每组上下两个辊筒相对设置,每个辊筒的直径在0.2m~1.0m,上下两个辊筒的间距为0.5~5mm,每个辊筒的长度在0.4m~1.0m;四辊压光机的前面两个辊筒是热辊,使用时进行加热操作;四辊压光机的后面两个辊筒是冷却辊,使用时通冷却水。
6.按照权利要求3所述的液流电池用高导电双极板的连续化加工装置,其特征在于,定位辊一、定位辊二沿水平方向对称设置于涂胶槽的两侧上方,定位辊一、定位辊二和导电胶内的对辊形成倒置的三角形结构。
7.按照权利要求3所述的液流电池用高导电双极板的连续化加工装置,其特征在于,加热保温装置采用隧道烘箱,隧道烘箱长度在3~15m,温度范围为室温至300℃,涂覆导电胶层的陶瓷纤维纸层经过隧道烘箱内上下相对设置的热平板。
8.一种液流电池用高导电双极板的连续化加工方法,其特征在于,将陶瓷纤维纸安装在放卷机上并在两侧涂覆导电胶层同时加热,再采用热贴合装置直接将加强层通过四辊压光机覆在导电胶层表面压制成型。
9.按照权利要求8所述的液流电池用高导电双极板的连续化加工方法,其特征在于,按重量份数计,导电胶层由树脂基体、导电填料、分散添加剂和稀释剂组成,树脂基体80~10份,导电填料20~85份,分散添加剂0.1~5份,稀释剂100~1000份,其中:
树脂采用环氧树脂、有机硅树脂、聚酰亚胺树脂、酚醛树脂、聚氨酯、丙烯酸树脂、聚二甲基硅氧烷或无机硅铝酸盐的一种或两种以上,其粒度为10μm~700μm;
导电填料为金、银、铜、铝、锌、铁、镍的粉末、炭黑、石墨、碳纤维、碳纳米管、石墨烯和导电陶瓷的一种或两种以上,其粒径为0.001mm~0.05mm;
分散添加剂为乙烯基乙二醇、环己二胺和氨基乙醇的一种或两种以上,其粒径为0.001mm~0.05mm;
稀释剂为乙酸乙酯、乙醇、溶剂油、丙酮中的一种。
10.按照权利要求8所述的液流电池用高导电双极板的连续化加工方法,其特征在于,加强层为碳材料层、陶瓷层、纤维层、金属及其合金层中的一种,厚度为0.015~0.3mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010196955.4A CN111370719A (zh) | 2020-03-19 | 2020-03-19 | 一种液流电池用高导电双极板及其连续化加工装置和方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010196955.4A CN111370719A (zh) | 2020-03-19 | 2020-03-19 | 一种液流电池用高导电双极板及其连续化加工装置和方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111370719A true CN111370719A (zh) | 2020-07-03 |
Family
ID=71207691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010196955.4A Pending CN111370719A (zh) | 2020-03-19 | 2020-03-19 | 一种液流电池用高导电双极板及其连续化加工装置和方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111370719A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113346119A (zh) * | 2021-06-01 | 2021-09-03 | 湖南钒谷新能源技术有限公司 | 液流电池板框组件自动预装线 |
| CN113463434A (zh) * | 2021-05-21 | 2021-10-01 | 马晓荣 | 一种石墨烯碳素纤维导电纸制作扩散层电极板装置 |
| CN114725417A (zh) * | 2022-04-06 | 2022-07-08 | 博远(山东)新能源科技发展有限公司 | 一种石墨双极板连续化制备方法及设备 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1591941A (zh) * | 2003-09-05 | 2005-03-09 | 中国科学院大连化学物理研究所 | 燃料电池复合材料双极板及其制作方法 |
| CN101853942A (zh) * | 2009-04-03 | 2010-10-06 | 夏嘉琪 | 全钒液流储能电池用双电极板及其制备方法 |
| CN101919088A (zh) * | 2007-12-11 | 2010-12-15 | P.H.格拉特费尔特公司 | 电池隔膜结构 |
| CN203218376U (zh) * | 2013-02-27 | 2013-09-25 | 浙江吉能电池科技有限公司 | 锂离子电池极片的表面处理装置 |
| CN106848346A (zh) * | 2017-03-06 | 2017-06-13 | 周翔 | 液流电池用双极板及其制备方法 |
| CN107302094A (zh) * | 2017-06-15 | 2017-10-27 | 常州翊迈新材料科技有限公司 | 燃料电池金属双极板超导电超耐蚀的功能涂层及制备方法 |
| CN107437603A (zh) * | 2017-07-05 | 2017-12-05 | 东莞中汽宏远汽车有限公司 | 锂离子电池用复合隔膜及其制备方法和锂离子电池 |
| CN107681190A (zh) * | 2016-08-01 | 2018-02-09 | 北京好风光储能技术有限公司 | 一种高电压电池的双极性结构体及电芯 |
| CN207250623U (zh) * | 2017-08-18 | 2018-04-17 | 九江冠力新材料有限公司 | 一种新型锂电池隔膜 |
| CN108023105A (zh) * | 2016-11-03 | 2018-05-11 | 中国科学院金属研究所 | 一种钒电池用双极板的制备方法 |
| CN108023106A (zh) * | 2016-11-03 | 2018-05-11 | 中国科学院金属研究所 | 钒电池用双极板及其制备方法 |
| CN108448145A (zh) * | 2018-03-09 | 2018-08-24 | 中国科学院青岛生物能源与过程研究所 | 一种新型双离子嵌入型有机液流电池 |
| CN109167090A (zh) * | 2018-08-28 | 2019-01-08 | 长沙矿冶研究院有限责任公司 | 一种聚合物基固态电解质的成膜方法 |
| CN209496955U (zh) * | 2019-01-26 | 2019-10-15 | 杭州德海艾科能源科技有限公司 | 一种钒电池复合双极板材料分步生产线 |
-
2020
- 2020-03-19 CN CN202010196955.4A patent/CN111370719A/zh active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1591941A (zh) * | 2003-09-05 | 2005-03-09 | 中国科学院大连化学物理研究所 | 燃料电池复合材料双极板及其制作方法 |
| CN101919088A (zh) * | 2007-12-11 | 2010-12-15 | P.H.格拉特费尔特公司 | 电池隔膜结构 |
| CN101853942A (zh) * | 2009-04-03 | 2010-10-06 | 夏嘉琪 | 全钒液流储能电池用双电极板及其制备方法 |
| CN203218376U (zh) * | 2013-02-27 | 2013-09-25 | 浙江吉能电池科技有限公司 | 锂离子电池极片的表面处理装置 |
| CN107681190A (zh) * | 2016-08-01 | 2018-02-09 | 北京好风光储能技术有限公司 | 一种高电压电池的双极性结构体及电芯 |
| CN108023105A (zh) * | 2016-11-03 | 2018-05-11 | 中国科学院金属研究所 | 一种钒电池用双极板的制备方法 |
| CN108023106A (zh) * | 2016-11-03 | 2018-05-11 | 中国科学院金属研究所 | 钒电池用双极板及其制备方法 |
| CN106848346A (zh) * | 2017-03-06 | 2017-06-13 | 周翔 | 液流电池用双极板及其制备方法 |
| CN107302094A (zh) * | 2017-06-15 | 2017-10-27 | 常州翊迈新材料科技有限公司 | 燃料电池金属双极板超导电超耐蚀的功能涂层及制备方法 |
| CN107437603A (zh) * | 2017-07-05 | 2017-12-05 | 东莞中汽宏远汽车有限公司 | 锂离子电池用复合隔膜及其制备方法和锂离子电池 |
| CN207250623U (zh) * | 2017-08-18 | 2018-04-17 | 九江冠力新材料有限公司 | 一种新型锂电池隔膜 |
| CN108448145A (zh) * | 2018-03-09 | 2018-08-24 | 中国科学院青岛生物能源与过程研究所 | 一种新型双离子嵌入型有机液流电池 |
| CN109167090A (zh) * | 2018-08-28 | 2019-01-08 | 长沙矿冶研究院有限责任公司 | 一种聚合物基固态电解质的成膜方法 |
| CN209496955U (zh) * | 2019-01-26 | 2019-10-15 | 杭州德海艾科能源科技有限公司 | 一种钒电池复合双极板材料分步生产线 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113463434A (zh) * | 2021-05-21 | 2021-10-01 | 马晓荣 | 一种石墨烯碳素纤维导电纸制作扩散层电极板装置 |
| CN113463434B (zh) * | 2021-05-21 | 2023-12-22 | 国网甘肃省电力公司电力科学研究院 | 一种石墨烯碳素纤维导电纸制作扩散层电极板装置 |
| CN113346119A (zh) * | 2021-06-01 | 2021-09-03 | 湖南钒谷新能源技术有限公司 | 液流电池板框组件自动预装线 |
| CN113346119B (zh) * | 2021-06-01 | 2022-09-20 | 湖南钒谷新能源技术有限公司 | 液流电池板框组件自动预装线 |
| CN114725417A (zh) * | 2022-04-06 | 2022-07-08 | 博远(山东)新能源科技发展有限公司 | 一种石墨双极板连续化制备方法及设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111370719A (zh) | 一种液流电池用高导电双极板及其连续化加工装置和方法 | |
| CN210489730U (zh) | 一种锂离子电池负极片辊压装置 | |
| CN109735878A (zh) | 一种锂电电解铜箔制造设备 | |
| CN110911762A (zh) | 一种防止锂电池电芯卷绕褶皱的方法 | |
| CN109778246A (zh) | 一种电解铜箔制造设备 | |
| CN203690404U (zh) | 锂离子电池极片辊压设备 | |
| CN107910499A (zh) | 锂电池负极预锂方法以及预锂装置 | |
| CN102610833B (zh) | 一种锌溴液流电池极板的表面撒碳工艺及所用设备 | |
| CN107749479A (zh) | 一种涂碳铜箔负极片及含有该负极片的动力电池 | |
| CN202888313U (zh) | 一种锂离子电池阳极片处理装置 | |
| CN206297238U (zh) | 复合膜生产设备 | |
| CN106876724A (zh) | 一种燃料电池用柔性石墨单极板的滚压生产方法 | |
| CN210429958U (zh) | 固态储能装置双辊复合生产设备 | |
| CN108183256A (zh) | 电芯表面辊压整形机及整形方法 | |
| CN109728319B (zh) | 一种钒电池用双极板及其连续加工装置和方法 | |
| CN207572457U (zh) | 动力电池和超级电容器用宽幅极片双面套位涂布机 | |
| CN214848730U (zh) | 一种极片绕卷系统 | |
| CN207909997U (zh) | 动力锂电池一体机 | |
| CN207459066U (zh) | 锂电池负极预锂装置 | |
| CN102097614B (zh) | 一种锂电池电极的滚压复合机 | |
| CN210429979U (zh) | 燃料电池膜电极生产装置 | |
| CN212524747U (zh) | 一种s型压实辊式油性pvdf涂布机 | |
| CN107900104A (zh) | 锂离子电池极片集流体箔材成形压延装置 | |
| CN114535295A (zh) | 一种正负极电极片碾压设备及其碾压工艺 | |
| CN204602548U (zh) | 一种电池极片涂布干燥的装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20210728 Address after: 110172 doors 1, 2 and 3, No. 189-28, JINZI street, Shenfu demonstration zone, Shenyang City, Liaoning Province Applicant after: Liaoning kejing New Material Co.,Ltd. Address before: 112700 Jianye Road, North Industrial Park, Diaobingshan City, Tieling City, Liaoning Province Applicant before: Liaoning kejing New Material Technology Co.,Ltd. |
|
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20200703 |