CN107010514B - 物品输送设备 - Google Patents
物品输送设备 Download PDFInfo
- Publication number
- CN107010514B CN107010514B CN201611206386.7A CN201611206386A CN107010514B CN 107010514 B CN107010514 B CN 107010514B CN 201611206386 A CN201611206386 A CN 201611206386A CN 107010514 B CN107010514 B CN 107010514B
- Authority
- CN
- China
- Prior art keywords
- mobile body
- mobile
- moving
- article
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B9/00—Kinds or types of lifts in, or associated with, buildings or other structures
- B66B9/16—Mobile or transportable lifts specially adapted to be shifted from one part of a building or other structure to another part or to another building or structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67724—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations by means of a cart or a vehicule
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/0407—Storage devices mechanical using stacker cranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/0457—Storage devices mechanical with suspended load carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/061—Lifting, gripping, or carrying means, for one or more sheets forming independent means of transport, e.g. suction cups, transport frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B1/00—Control systems of elevators in general
- B66B1/02—Control systems without regulation, i.e. without retroactive action
- B66B1/06—Control systems without regulation, i.e. without retroactive action electric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B5/00—Applications of checking, fault-correcting, or safety devices in elevators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B7/00—Other common features of elevators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B7/00—Other common features of elevators
- B66B7/02—Guideways; Guides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67242—Apparatus for monitoring, sorting or marking
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67706—Mechanical details, e.g. roller, belt
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/6773—Conveying cassettes, containers or carriers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67736—Loading to or unloading from a conveyor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/67751—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber vertical transfer of a single workpiece
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/67757—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber vertical transfer of a batch of workpieces
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/6776—Continuous loading and unloading into and out of a processing chamber, e.g. transporting belts within processing chambers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67763—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H01L21/67769—Storage means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0297—Wafer cassette
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67763—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H01L21/67775—Docking arrangements
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Automation & Control Theory (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Transportation (AREA)
- Warehouses Or Storage Devices (AREA)
- Intermediate Stations On Conveyors (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
第1引导体(M1)和第2引导体(M2)被配置成如下的位置关系,第1移动体(T1)的第1移动轨迹的上端侧部分和第2移动体(T2)的第2移动轨迹的下端侧部分的上下方向的位置重叠。第1移动体(T1)具备第1移载装置(TS1),且第2移动体(T2)具备第2移载装置(TS2)。能够支承物品(B)的中转用支承台(N)被配置在如下位置,前述位置不与第1移动轨迹及第2移动轨迹二者重叠,且能够从第1移载装置(TS1)及第2移载装置(TS2)二者将物品(B)移载。
Description
技术领域
本发明涉及物品输送设备,前述物品输送设备具备沿上下方向移动的物品输送用的移动体。
背景技术
在特开第2011-066046号公报中,公开了物品输送设备的一例,前述物品输送设备在上下方向上具有多层(1,2,1)的半导体制造工厂中,具有多个将物品遍及被设定于不同的层的输送对象部位来输送的上下方向输送装置(4)(在背景技术中,括号内的附图标记是参考文献(例如图1)的附图标记)。在上述文献中,分别设置,在堆垛机专用层(2)和与其相比在上层的2层(1)之间输送物品的上下方向输送装置(4)、在堆垛机专用层(2)和与其相比在下层的1层(1)之间输送物品的上下方向输送装置(4)。即,2层用的上下方向输送装置(4)和1层用的上下方向输送装置(4)在上下方向观察时,被设置于不同的位置。
这里,为了将物品输送设备设置于在上下方向观察时紧凑的设置区域中,希望将上下方向输送装置(4)构成为,隔着堆垛机专用层(2)来将1层(1)和2层(1)连结的单个装置。但是,在使物品输送用的移动体在上下方向上移动较长距离的情况下,若例如采用带驱动方式,则产生较长的驱动带蜿蜒曲折(蛇行)的问题等,产生伴随输送距离的长距离化的种种问题。因此,有时在上下方向上跨过较长距离来输送物品的物品输送设备中,将上下方向的输送区间分成多个上下方向输送装置来使其分担。
将这样的上下方向输送设备的一例在图8中表示。如图8所示,作为多个上下方向输送装置,设置有负责下层侧的层的装置(图8的下层侧输送装置K21)、负责上层侧的层的装置(图8的上层侧输送装置K22)。下层侧输送装置K21和上层侧输送装置K22设置成,下层侧输送装置K21的上下方向的输送范围的上端侧部分和上层侧输送装置K22的上下方向的输送范围的下端侧部分在上下方向上重叠的位置关系(在与上下方向正交的侧面观察为重叠的位置关系),且在上下方向上观察互相分开的位置关系。
在属于下层侧输送装置K21和上层侧输送装置K22在上下方向上重叠的范围的层上,设置有水平方向输送装置V(台车、辊式输送器等),前述水平方向输送装置V在下层侧输送装置K21的移动体T和上层侧输送装置K22的移动体T之间,将物品在水平方向上输送。即,下层侧输送装置K21将物品传送至水平方向输送装置V,水平方向输送装置V输送物品,将物品传送至上层侧输送装置K22,由此能够从下层侧的层遍及至上层侧的层来输送物品。此外,反之,上层侧输送装置K22将物品传送至水平方向输送装置V,水平方向输送装置V输送物品,将物品传送至下层侧输送装置K21,由此能够从上层侧的层遍及至下层侧的层来输送物品。
这样,在两个上下方向输送装置之间用水平方向输送装置V进行输送,由此即使在输送对象的物品的上下方向的输送距离较长的情况下,也能够适当地将物品输送。但是,如图8那样的结构中,除了在上下方向上输送物品的输送装置之外,还必须设置在水平方向上输送物品的输送装置,为了设置这些输送装置,需要宽阔的设置空间。
发明内容
因此,希望一种物品输送设备,前述物品输送设备即使在上下方向的输送距离较长的情况下,也能够适当地输送物品,并且,在设置空间方面也是有利的。
鉴于上述说明,作为沿上下方向输送物品的物品输送设备的一技术方案,具备第1引导体、第2引导体、第1移动体、第2移动体、中转用支承台,前述第1引导体被沿上下方向地配设,前述第2引导体被沿上下方向地配设,前述第1移动体被前述第1引导体引导,沿该第1引导体移动,用于物品输送,前述第2移动体被前述第2引导体引导,沿该第2引导体移动,用于物品输送,前述中转用支承台能够支承物品,前述第1移动体具备在与移载对象部位之间将物品移载的第1移载装置,前述第2移动体具备在与移载对象部位之间将物品移载的第2移载装置,将前述第1移动体的移动轨迹设为第1移动轨迹,将前述第2移动体的移动轨迹设为第2移动轨迹,以前述第1移动轨迹的上端侧部分和前述第2移动轨迹的下端侧部分的上下方向的位置重叠的位置关系,配置前述第1引导体和前述第2引导体,前述中转用支承台被配置在如下位置,前述位置不与前述第1移动轨迹及前述第2移动轨迹二者重叠,且前述位置使得能够从前述第1移载装置及前述第2移载装置二者将物品移载。
即,第1移动体和第2移动体能够经由中转用支承台将物品交接,所以即使在遍及第1移动轨迹和第2移动轨迹的长距离,也能够将输送对象的物品在上下方向上适当地输送。此外,在不在物品输送设备上设置用于将物品在水平方向上输送的输送装置的情况下,第1移动体和第2移动体能够经由中转用支承台将输送对象的物品中转。因此,能够实现设置空间的节省空间化。这样,根据本方案,能够提供一种物品输送设备,前述物品输送设备在上下方向的输送距离较长的情况下也能够适当地输送物品,并且,在设置空间的方面上是有利的。
另外,优选的是,中转用支承台被设置于在上下方向上第1移动轨迹和第2移动轨迹的重叠范围内。即,第1移动体及第2移动体的每一个都能够位于上述重叠范围内,所以若将中转用支承台的上下方向上的位置设定在上述重叠范围内,则第1移载装置和第2移载装置都容易与中转用支承台连接。
从以下参照附图进行说明的有关实施方式的记载中可以明确物品输送设备的进一步的特征和优点。
附图说明
图1是表示层间输送装置的要部的侧视剖视图。
图2是层间输送装置的上下方向观察时的剖视图。
图3A是表示中转用支承台的侧视图。
图3B是表示中转用支承台的侧视图。
图4是控制块图。
图5是表示控制的流程图。
图6是表示控制的流程图。
图7是表示控制的流程图。
图8是表示现有的层间输送装置的侧视剖视图。
具体实施方式
基于附图,对将本发明的物品输送设备应用于层间输送装置的情况进行说明。如图1及图2所示,本实施方式的层间输送装置K被用于,在具有多层F(在实施方式中为1层F1~5层F5的5层)的半导体制造工厂中,将收纳有半导体基板的容器B(被称作前端开启式晶圆传送盒(FOUP,Front Opening Unified Pod)或前端开启式晶圆运送盒(FOSB,FrontOpening Shipping Box))作为输送对象的物品,将该容器B遍及不同的层进行输送。省略图示,在本实施方式的半导体制造工厂中,在各层设置有容器B的保管装置和进行被从容器B取出的半导体基板的处理的处理装置。
层间输送装置K如图2所示,具备单个筒体U,前述单个筒体U的壁体W将在上下方向上观察形成为矩形的区域的外周包围,前述单个筒体U的中空部沿上下方向延伸。在壁体W的内部空间E1,引导桅杆M被沿铅垂方向(上下方向)设置。引导桅杆M以位于相对的壁体W的每一个的附近的方式,且以在上下方向上设置高度错开的方式设置成一对。具体地,如图1所示,作为引导桅杆M,设置有第1引导桅杆M1(第1引导体)和第2引导桅杆M2(第2引导体),前述第1引导桅杆M1(第1引导体)将1层F1的地板附近的高度设为下端,将3层F3的顶棚附近的高度设为上端,前述第2引导桅杆M2(第2引导体)将3层F3的地板附近的高度设为下端,将5层F5的顶棚附近的高度设为上端。即,第1引导桅杆M1将最下层(底层,这里是1层F1)和连接层(这里是3层F3)连接,第2引导桅杆M2将该连接层和最上层(顶层,这里是5层F5)连接。
此外,在筒体U的相当于1层F1、2层F2、4层F4、及5层F5的部位上,形成将该筒体U的内部空间E1和外部空间E2连通的开口部Ko,并且设置有搬入搬出装置C,前述搬入搬出装置C经由开口部Ko,将容器B在内部空间E1和外部空间E2中存入取出。另外,搬入搬出装置C可以设置成接近于地板面上,也可以设置于从地板面分开的位置(例如顶棚附近)。
如图2所示,在第1引导桅杆M1及第2引导桅杆M2上,分别设置沿其长度方向的引导部G。在第1引导桅杆M1处,设置有第1移动体T1,前述第1移动体T1能够沿第1引导桅杆M1在上下方向上升降移动,在第2引导桅杆M2处,设置有第2移动体T2,前述第2移动体T2能够沿第2引导桅杆M2在上下方向上升降移动。第1移动体T1及第2移动体T2分别具备被引导部G引导的被引导轮A。另外,在不必特别区分的情况下,将第1引导桅杆M1及第2引导桅杆M2简单地总称为引导桅杆M(引导体),将第1移动体T1及第2移动体T2简单地总称为移动体T。
第1移动体T1具备第1升降主体部TH1、标量式的进退臂TA、将容器B以载置状态支承的容器支承体TY。第1升降主体部TH1被第1升降驱动部(DRV1)Tm1(参照图4)升降驱动,前述第1升降驱动部(DRV1)Tm1使被卷绕于第1引导桅杆M1的上端附近的升降带(省略图示)在长度方向上移动。在本实施方式中,由进退臂TA和容器支承体TY构成第1移载装置TS1。即,第1移动体T1具备在与移载对象部位之间将物品移载的第1移载装置TS1。
第2移动体T2也同样地具备第2升降主体部TH2、标量式的进退臂TA、将容器B以载置状态支承的容器支承体TY。第2升降主体部TH2被第2升降驱动部(DRV2)Tm2(参照图4)升降驱动,前述第2升降驱动部(DRV2)Tm2使被卷绕于第2引导桅杆M2的上端附近的升降带(省略图示)在长度方向上移动。在本实施方式中,由进退臂TA和容器支承体TY构成第2移载装置TS2。即,第2移动体T2具备在与移载对象部位之间将物品移载的第2移载装置TS2。另外,在以后的说明中,在将第1升降主体部TH1和第2升降主体部TH2概括说明的情况下,称作升降主体部TH。
如图3A及图3B所示,进退臂TA的基端经由沿上下方向的转动轴J1被连接于升降主体部TH,进退臂TA的末端经由沿上下方向的转动轴J3被连接于容器支承体TY。此外,进退臂TA构成为,通过绕沿上下方向的转动轴J2的转动,能够伸缩工作,并且能够通过绕转动轴J3的转动,改变容器支承体TY的上下方向上观察时的姿势。借助这样的结构,容器支承体TY构成为能够切换成输送用位置和移载用位置。
输送用位置如图2所示,是被支承于容器支承体TY的容器B在上下方向上观察时位于第1引导桅杆M1和第2引导桅杆M2之间的位置。并且,在将容器支承体TY切换成输送用位置的状态下,使升降主体部TH升降,由此将容器B在不同的层F之间输送。
此外,如图2所示,中转用支承台N被以在上下方向上观察时将输送用位置的容器支承体TY包围的状态分散地配置(在本实施方式中配置4个,但配置的数量是任意的)。中转用支承台N以在上下方向上观察时的位置被固定的方式设置,上下方向上的设置位置为,被包括在第1移动轨迹的上端侧部分和第2移动轨迹的下端侧部分的重叠部分(图1中标注附图标记“L”的部分、后述的重叠区域L)的位置。
移载用位置被设定成,容器支承体TY能够在上下方向上穿过设置于中转用支承台N的缺口NK的位置。并且,容器支承体TY被切换为输送用位置的状态下,使升降主体部TH升降,由此能够在容器支承体TY和中转用支承台N之间交接容器B(参照图3A及图3B)。
另外,在容器B的底部形成有3个定位用槽(省略图示)。在容器支承体TY的上表面,设置有与3个定位用槽的每一个卡合的3个定位销Q,容器支承体TY能够将容器B以在上下方向上观察时的既定的姿势支承。此外,在中转用支承台N的上表面上,也设置有与3个定位用槽的每一个卡合的3个定位销P,中转用支承台N能够将容器B以在上下方向上观察时的既定的姿势支承。
即,应用本发明的物品输送设备的层间输送装置K具备引导桅杆M和移动体T,前述引导桅杆M被沿上下方向地配设,前述移动体T被引导桅杆M引导,沿该引导桅杆M移动,用于输送物品。此外,层间输送装置K具备第1引导桅杆M1和第2引导桅杆M2作为引导桅杆M,并且具备被第1引导桅杆M1引导而移动的第1移动体T1和被第2引导桅杆M2引导而移动的第2移动体T2作为移动体T。进而,第1移动体T1具备将容器B在与移载对象部位之间移载的第1移载装置TS1,第2移动体T2具备将容器B在与移载对象部位之间移载的第2移载装置TS2。
这里,被第1引导桅杆M1引导的第1移动体T1的移动轨迹相当于第1移动轨迹,被第2引导桅杆M2引导的第2移动体T2的移动轨迹相当于第2移动轨迹。如图1所示,以第1移动轨迹的下端部分和第2移动轨迹的上端部分的上下方向的位置在重叠区域L重叠的位置关系,配置有第1引导桅杆M1和第2引导桅杆M2。进而,中转用支承台N如图2所示,配置在如下位置,前述位置为不与第1移动轨迹及第2移动轨迹二者重叠的位置,且为能够将容器B从第1移载装置TS1及第2移载装置TS2二者移载的位置。另外,在图2中,将在上下方向上观察时的中转用支承台N的设置个数设为4个,但不限于此。其中,在上下方向上在同一高度设置多个中转用支承台N的情况下,需要配置成在上下方向上观察时的容器B的占有区域不重叠,所以优选的是,鉴于第1移动轨迹和第2移动轨迹的配置关系,在上下方向上设定同一高度的中转用支承台N的设置个数。
此外,如图1及图2所示,第1引导桅杆M1、第1移动体T1、第1移载装置TS1、第2引导桅杆M2、第2移动体T2、第2移载装置TS2、及中转用支承台N被配置于筒体U的内部。
如图2所示,第1引导桅杆M1和第2引导桅杆M2设置成在上下方向观察时互相分开。此外,第1引导桅杆M1和第2引导桅杆M2、第1移动体T1的移动轨迹和第2移动体T2的移动轨迹配置成,在上下方向观察时具有重叠部分(重叠区域L)的状态。
如图1、图3A、图3B所示,第1移动体T1的升降主体部TH在上下方向上观察,在容器支承体TY位于输送用位置时容器支承体TY支承的容器B存在的区域的上方,以固定状态具备顶板TC。在顶板TC的上端,如图1所示,安装有第1接近传感器S1,前述第1接近传感器S1检测至第2移动体T2的升降主体部TH的下端部分的距离。此外,在第1移动体T1的升降主体部TH的下端部分,安装有检测其下方的干渉物的区域传感器G1。
此外,如图1、图3A、图3B所示,第2移动体T2的升降主体部TH在上下方向上观察,在容器支承体TY位于输送用位置时容器支承体TY支承的容器B存在的区域的上方,以固定状态具备顶板TC。如图1所示,在第2移动体T2的升降主体部TH的下端部分安装有第2接近传感器S2,前述第2接近传感器S2检测至第1移动体T1的顶板TC的上端的距离。
搬入搬出装置C由将辊分为左右地装备的辊式输送器构成,该搬入搬出装置C的内部空间E1侧的端部的左右一对辊构成为比容器支承体TY的左右方向的宽度大,一对辊之间构成为容器支承体TY能够上下穿过。此外,搬入搬出装置C的外部空间E2侧的端部为,与在该层进行作业的输送台车(省略图示)、作业者之间能够交接容器B。由此,经由搬入搬出装置C,在该层进行作业的输送台车、作业者和移动体T之间能够进行容器B的交接。
接着,基于图4的块图,对本实施方式的层间输送装置K的控制结构进行说明。控制装置(M-CTRL)H1由例如具备中央处理装置和硬盘等存储装置的个人计算机或PC服务器等通用计算机构成。并且,控制装置H1基于管理半导体制造工厂的半导体基板的处理工程的图中未示出的工程管理装置要求的输送要求,在设置有作为输送源的处理装置的层F的搬入搬出装置C和设置有作为输送目的地的处理装置的层F的搬入搬出装置C之间,指示容器B的输送。
在控制装置H1处,连接有第1升降驱动部(DRV1)Tm1、第1测距计(RF1)D1、第1接近传感器(PS1)S1,前述第1升降驱动部(DRV1)Tm1对应于第1移动体T1,前述第1测距计(RF1)D1被安装于1层F1的地板面,检测距第1移动体T1的升降主体部TH的下端部分的距离,前述第1测距计(RF1)D1是激光式的。在本实施方式中,第1测距计D1相当于第1位置检测部。即,在层间输送装置K上,设置有第1测距计D1,前述第1测距计D1检测沿第1移动体T1的移动轨迹的方向上的该第1移动体T1的位置。
控制装置H1基于第1测距计D1的测量信息和来自工程管理装置的输送要求,使第1升降驱动部Tm1驱动,使第1移动体T1在输送源的目标位置和输送目的地的目标位置之间升降移动,并且控制第1移动体T1的工作,使得在各个目标位置处,使由进退臂TA等构成的移载装置驱动,进行容器B的交接。在本实施方式中,来自工程管理装置的要求相当于,包括输送对象的容器B的输送源及输送目的地的信息的输送要求。
此外,在第1移动体T1处,具备第1局部控制部(S-CTRL)HL1,前述第1局部控制部(S-CTRL)HL1基于第1接近传感器S1的检测信息,对第1升降驱动部Tm1指示工作。第1局部控制部HL1确认来自控制装置H1的控制指令的有无,判断控制装置H1是否在正常工作。
第1局部控制部HL1若基于第1接近传感器S1的检测信息,判断成距第2移动体T2的上下方向的距离为第1设定距离以下的第1接近状态,则作为碰撞避免用工作,使第1升降驱动部Tm1工作。第1局部控制部HL1在碰撞避免用工作中,为了避免第1移动体T1和第2移动体T2的碰撞,使第1升降驱动部Tm1工作,控制第1移动体T1的移动,使得第1移动体T1的移动速度减速。即,在本实施方式中,借助第1接近传感器S1和第1局部控制部HL1构成第1接近检测部。此外,借助第1局部控制部HL1进行的向碰撞避免用工作的切换控制被优先于控制装置H1的控制来进行。另外,第1设定距离设定成,与后述的重叠区域L(参照图1)的上下方向的长度相等的距离。
在控制装置H1上连接有第2升降驱动部(DRV2)Tm2、第2测距计(RF2)D2、第2接近传感器(PS2)S2,前述第2升降驱动部(DRV2)Tm2对应于第2移动体T2,前述第2测距计(RF2)D2被安装于5层F5(最上层)的顶棚,检测距第2移动体T2的顶板TC的上端部分的距离,前述第2测距计(RF2)D2是激光式的。在本实施方式中,第2测距计D2相当于第2位置检测部。即,在层间输送装置K上,设置有第2测距计D2,前述第2测距计D2检测沿第2移动体T2的移动轨迹的方向上的该第2移动体T2的位置。
控制装置H1基于第2测距计D2的测量信息和来自工程管理装置的输送要求,使第2升降驱动部Tm2驱动,使第2移动体T2在输送源的目标位置和输送目的地的目标位置之间升降移动,并且控制第2移动体T2的工作,使得在各个目标位置,驱动由进退臂TA等构成的移载装置,进行容器B的交接。
即,控制装置H1基于包括输送对象的容器B的输送源及输送目的地的信息的输送要求、和第1测距计D1及第2测距计D2的检测信息,对第1移动体T1及第2移动体T2指示控制指令,控制第1移动体T1及第2移动体T2的移动。
在第2移动体T2上,具备第2局部控制部HL2,前述第2局部控制部HL2基于第2接近传感器S2的检测信息,对第2升降驱动部Tm2指示工作。第2局部控制部HL2确认来自控制装置H1的控制指令的有无,判断控制装置H1是否在正常地工作。
第2局部控制部HL2若基于第2接近传感器S2的检测信息,判断成距第1移动体T1的上下方向的距离为第2设定距离以下的第2接近状态,则作为碰撞避免用工作,使第2升降驱动部Tm2工作。第2局部控制部HL2在碰撞避免工作中,为了避免第2移动体T2和第1移动体T1的碰撞,使第2升降驱动部Tm2工作,控制第2移动体T2的移动,使得第2移动体T2移动速度减速。即,在本实施方式中,借助第2接近传感器S2和第2局部控制部HL2构成第2接近检测部。此外,借助第2局部控制部HL2进行的向碰撞避免用工作的切换控制被优先于控制装置H1的控制进行。另外,第2设定距离设定成,与后述的重叠区域L(参照图1)的上下方向的长度相等的距离。
控制装置H1将表示第1移动体T1的移动路径的上端部分和第2移动体T2的移动路径的下端部分的重叠区域L(参照图1)的位置信息作为干渉区间来存储。即,控制装置H1将第1移动轨迹、第2轨道轨迹、及重叠区域L(干渉区间)的区间信息存储。该重叠区域L设定成,包括将第1移动体T1位于第1移动轨迹的上端时该第1移动体T1的上端(顶板TC)位于的高度设为上端、将第2移动体T2位于第2移动轨迹的下端时该第2移动体T2的下端位于的高度设为下端的区间。此外,中转用支承台N在上下方向上被设置于该重叠区域L的范围内。
此外,控制装置H1将1层F1及2层F2的搬入搬出装置C和中转用支承台N作为关于第1移动体T1的移载对象部位进行存储,将4层F4及5层F5的搬入搬出装置C和中转用支承台N作为关于第2移动体T2的移载对象部位进行存储。
接着,基于图5~图7的流程图,对关于控制装置H1、第1局部控制部HL1、及、第2局部控制部HL2执行的控制进行说明。
另外,控制装置H1为,关于第1移动体T1及第2移动体T2,在结束了关于被工程管理装置要求的输送要求的输送而等待接下来的输送要求的状态下,为了使该输送要求等待状态的第1移动体T1及第2移动体T2不位于重叠区域L内,控制第1升降驱动部Tm1及第2升降驱动部Tm2的工作。即,关于第1移动体T1在上下方向上将重叠区域L的下方侧的位置设为避让位置,关于第2移动体T2在上下方向上将重叠区域L的上方侧的位置设为避让位置,在没有未结束的输送要求的状态下,控制第1升降驱动部Tm1及第2升降驱动部Tm2的工作,使得第1移动体T1及第2移动体T2位于该避让位置。
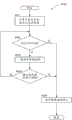
以下,基于图5及图6的流程图进行说明。控制装置H1基于工程管理装置的输送要求,判断输送源和输送目的地是否是属于在上下方向上相同的移动体T的移动轨迹的位置(在本实施方式中,是否是1层F1和2层F2之间的输送、或4层F4和5层F5之间的输送)(步骤#1)。在步骤#1中,若判断成,输送源和输送目的地是不属于在上下方向上相同的移动体T的移动轨迹的位置(步骤#1:No),则接着,判断输送目的地的移动体T是否位于重叠区域L(步骤#2)。在步骤#2中,若判断成输送目的地的移动体T位于重叠区域L(步骤#2:Yes),则将输送源侧的移动体T的目标位置设定成输送源侧的移动体T的避让位置(步骤#3),使输送源侧的移动体T移动。
控制装置H1若判断成输送目的地侧的移动体T退出重叠区域L(步骤#4:Yes),则将输送源侧的移动体T的目标位置设定成中转用支承台N(步骤#5),关于输送源侧的移动体T,执行移动处理(参照图7的步骤#20,在后文进行详细说明)(步骤#6)。若步骤#6的移动处理结束,则使输送源侧的移动体T移动至避让位置(步骤#7)。
接着,将输送目的地侧的移动体T的目标位置设定成中转用支承台N(步骤#8),关于输送目的地侧的移动体T,执行移动处理(步骤#9(#20))。若步骤#9的移动处理结束,则使输送目的地侧的移动体T移动至避让位置(步骤#10)。
另外,控制装置H1若在步骤#2中,判断成输送目的地的移动体T不位于重叠区域L,则没有重叠区域L中的移动体T彼此的碰撞的可能,进入至步骤#5的处理。
此外,控制装置H1若在步骤#1中,判断成输送源和输送目的地在上下方向上是属于相同的移动体T的移动轨迹的位置(步骤#1:Yes),则输送源侧的移动体T和输送目的地侧的移动体T相同,所以将目标位置设定成输送目的地(步骤#11),相对于该移动体执行移动处理(步骤#12(#20))。若步骤#12的移动处理结束,则使移动体T移动至避让位置(步骤#13)。
接着,基于图7,对移动处理的流程进行说明。控制装置H1计算目标位置和由第1测距计D1或第2测距计D2检测到的移动体T的当前位置的距离(步骤#21),判断是否到达目标位置(步骤#22)。在步骤#22中,若判断成未到达目标位置,则使第1升降驱动部Tm1或第2升降驱动部Tm2驱动,使移动体T移动(步骤#23)。另一方面,第1局部控制部HL1、或第2局部控制部HL2为,若第1接近传感器S1或第2接近传感器S2检测干渉物(步骤#24:Yes),则优先于控制装置H1进行的控制,使第1升降驱动部Tm1及第2升降驱动部Tm2的工作经由减速状态而停止(步骤#25)。即,由第1局部控制部HL1进行的向碰撞避免用工作切换的切换控制、及由第2局部控制部HL2进行的向碰撞避免用工作的切换控制,被优先于控制装置H1的控制而进行。
控制装置H1在被指示如下输送指令的情况下,执行以下这样的控制,前述输送指令为,将第1移动体T1位于第1移动轨迹中的除干渉区间(重叠区域L)之外的区间(非干渉区间、第1非干渉区间L1)的情况的第1移载装置TS1的移载对象部位、第2移动体T2位于第2移动轨迹中的除干渉区间(重叠区域L)之外的区间(非干渉区间、第2非干渉区间L2)的情况的第2移载装置TS2的移载对象部位中的一个设为输送源,将另一个设为输送目的地。即,控制装置H1控制第1移动体T1及第2移动体T2的移动,使得将第1移动体T1及第2移动体T2中输送源存在的一方优先进入干渉区间,并且限制第1移动体T1和第2移动体T2二者位于干渉区间的状态。
在上述那样的结构中,使第1移动体T1的移动轨迹和第2移动体T2的移动轨迹接近,直至成为在上下方向上观察时重叠的位置,能够减少设备的设置空间,并且能够适当地避免第1移动体T1和第2移动体T2的碰撞。
〔其他实施方式〕
(1)在上述中,将前端开启式晶圆传送盒(FOUP,Front Opening Unified Pod)或前端开启式晶圆运送盒(FOSB,Front Opening Shipping Box))等收纳半导体基板的容器作为输送对象的物品进行例示,但不限于这样的结构,例如也可以设置成将掩模容器(reticle container)或玻璃基板作为输送对象的物品。此外,在上述实施方式中,表示了将涉及本发明的物品输送设备在半导体制造工厂中使用的例子,但也可以将物品输送设备用于半导体制造工厂以外的设备,例如食品工厂等,可以将输送对象的物品设为任意物品。
(2)在上述说明中,构成为,将半导体制造工厂具有的层数设为5层,将第1引导桅杆M1构成为能够在1层至3层输送物品,将第2引导桅杆M2构成为能够在3层至5层输送物品,在3层部分上设置重叠部分,但第1引导桅杆M1和第2引导桅杆M2的设置高度不限于与上述的层相当的高度。
(3)在上述说明中,说明了将在上下方向上的位置固定的方式下设置中转用支承台N的结构,但不限于这样的结构,也可以设置成例如在上下方向上观察时的位置能够改变的支承台。
(4)在上述说明中,将第1移动轨迹和第2移动轨迹配置成具有在上下方向上观察时互相重叠的部分,但也可以将第1移动轨迹和第2移动轨迹在上下方向上观察时互相分开地设置。另外,即使在该情况下,优选的也是,第1移动轨迹和第2移动轨迹的在上下方向上观察时的位置尽可能接近。
(5)在上述说明中,表示了将第1位置检测部和第2位置检测部设为激光式的测距计的结构,但不限于这样的结构,能够将第1位置检测部和第2位置检测部应用例如通过检测沿引导桅杆M设置的爪(ドグ)、条形码等识别件来进行位置检测的机构等,能够应用各种结构。此外,也可以将第1位置检测部和第2位置检测部设为其他种类的位置检测机构。
(6)在上述说明中,对如下结构进行了说明,在输送源侧的移动体T和输送目的地侧的移动体T不同的情况下,在输送目的地侧的移动体T位于重叠区域L时,将输送源侧的移动体的目标位置设置成输送源侧的移动体T的避让位置,但不限于这样的结构,也可以构成为,将输送源侧的移动体的目标位置从最初开始设定成中转用支承台N,在输送目的地侧的移动体T位于重叠区域L时,限制输送源侧的移动体T向重叠区域L接近的移动。
(7)在上述说明中,对如下结构进行了说明,第1引导桅杆M1、第1移动体T1、第1移载装置TS1、第2引导桅杆M2、第2移动体T2、第2移载装置TS2、及中转用支承台N配置于筒体U的内部,但也可以是不设置筒体U的结构。此外,在上述实施方式中,将筒体U形成为在上下方向上观察为矩形,但筒体U的上下方向上观察的形状也可以是三角形、五边形或更多边形,或是圆形,进而可以是具有凹凸的异形截面形状等。
(8)在上述说明中,对如下结构进行了说明,将第1设定距离及第2设定距离设定成与重叠区域L的上下方向的长度相等的距离,但也可以将第1设定距离及第2设定距离设定成比重叠区域L的上下方向的距离短。此外,也可以将第1设定距离和第2设定距离设定成不同的距离。该情况下,例如鉴于移动体下降移动的情况下有移动体的制动距离变长的倾向,考虑将第2设定距离设定为较长的距离。
〔实施方式的概要〕
以下,对上述说明的物品输送设备的概要进行简单的说明。
鉴于上述说明,作为沿上下方向输送物品的物品输送设备的一实施方式,具备第1引导体、第2引导体、第1移动体、第2移动体、中转用支承台,前述第1引导体被沿上下方向地配设,前述第2引导体被沿上下方向地配设,前述第1移动体被前述第1引导体引导,沿该第1引导体移动,用于物品输送,前述第2移动体被前述第2引导体引导,沿该第2引导体移动,用于物品输送,前述中转用支承台能够支承物品,前述第1移动体具备在与移载对象部位之间将物品移载的第1移载装置,前述第2移动体具备在与移载对象部位之间将物品移载的第2移载装置,将前述第1移动体的移动轨迹设为第1移动轨迹,将前述第2移动体的移动轨迹设为第2移动轨迹,以前述第1移动轨迹的上端侧部分和前述第2移动轨迹的下端侧部分的上下方向的位置重叠的那样的位置关系,配置前述第1引导体和前述第2引导体,前述中转用支承台被配置在如下位置,前述位置不与前述第1移动轨迹及前述第2移动轨迹二者重叠,且前述位置使得能够从前述第1移载装置及前述第2移载装置二者将物品移载。
即,第1移动体和第2移动体能够经由中转用支承台将物品交接,所以即使在遍及第1移动轨迹和第2移动轨迹的长距离,也能够将输送对象的物品在上下方向上适当地输送。此外,在不在物品输送设备上设置用于将物品在水平方向上输送的输送装置的情况下,第1移动体和第2移动体能够经由中转用支承台将输送对象的物品中转。因此,能够实现使设置空间的节省空间化。这样,根据本方案,能够提供一种物品输送设备,前述物品输送设备在上下方向的输送距离较长的情况下也能够适当地输送物品,并且,在设置空间的方面上是有利的。
另外,优选的是,中转用支承台被设置于在上下方向上第1移动轨迹和第2移动轨迹的重叠范围内。即,第1移动体及第2移动体的每一个都能够位于上述重叠范围内,所以若将中转用支承台的上下方向上的位置设定在上述重叠范围内,则第1移载装置和第2移载装置都容易与中转用支承台连接。
在涉及本发明的物品输送设备中,优选的是,前述中转用支承台的上下方向观察时的位置被固定。
根据该方案,与中转用支承台的上下方向观察时的位置能够移动的情况相比,能够使上下方向观察时的设置区域变小。因此,能够提供在设置空间的方面更有利的物品输送设备。
在涉及本发明的物品输送设备中,优选的是,前述第1引导体和前述第2引导体设置成,在上下方向上观察时互相分开,前述第1移动轨迹和前述第2移动轨迹在上下方向上观察具有互相重叠的部分。
与第1移动轨迹和第2移动轨迹在上下方向上观察不重叠的情况相比,第1移动轨迹和第2移动轨迹在上下方向上观察互相重叠的情况,能够使在上下方向上观察时第1移动体及第2移动体存在的区域变小。因此,根据本方案,能够提供在设置空间方面有利的物品输送设备。
此外,物品输送设备作为一个实施方式,优选的是,还具备第1位置检测部、第2位置检测部、控制装置,前述第1位置检测部检测前述第1移动体的位置,前述第2位置检测部检测前述第2移动体的位置,前述控制装置基于包括输送对象的物品的输送源及输送目的地的信息的输送要求、前述第1位置检测部及前述第2位置检测部的检测信息,对前述第1移动体及前述第2移动体指示控制指令,控制前述第1移动体及前述第2移动体的移动,将干渉区间设置成包括如下区间的区间:在上下方向上,将前述第1移动体位于前述第1移动轨迹的上端时该第1移动体的上端位于的高度设为上端,将前述第2移动体位于前述第2移动轨迹的下端时该第2移动体的下端位于的高度设为下端,将前述第1移动轨迹内、在上下方向上除了与前述干渉区间对应的区间之外的区间设为第1非干渉区间,将前述第2移动轨迹内、在上下方向上除了与前述干渉区间对应的区间之外的区间设为第2非干渉区间,在前述第1移动体位于前述第1非干渉区间的情况下的前述第1移载装置的移载对象部位、前述第2移动体位于前述第2非干渉区间的情况下的前述第2移载装置的移载对象部位中的一个是被包括在前述输送要求中的前述输送源、另一个是前述输送目的地的情况下,前述控制装置控制前述第1移动体及前述第2移动体的移动,使得前述第1移动体及前述第2移动体中,使包括前述输送源的移动轨迹的一方的移动体优先进入至前述干渉区间,并且限制前述第1移动体和前述第2移动体二者位于前述干渉区间的状态。
根据本方案,使第1移动体及第2移动体中的支承着在输送源处接收的输送对象物的移动体优先地进入至干渉区间,相对于中转用支承台支承物品,使该移动体从干渉区间避让,同时使未支承有物品的一方的移动体进入至干渉区间,能够接收被支承于中转用支承台的物品来向输送目的地输送。即,借助第1移动体及第2移动体,经由中转用支承台将物品输送时,控制第1移动体及第2移动体的移动,使得不发生第1移动体和第2移动体二者位于干渉区间的状态。因此,能够减少第1移动体和第2移动体接触的可能性。
此外,物品输送设备作为一个实施方式,优选的是,前述第1移动体具备第1接近检测部和第1移动体控制部,前述第1接近检测部检测距前述第2移动体的上下方向的距离为第1设定距离以下的第1接近状态,前述第1移动体控制部基于前述第1接近检测部的检测信息,控制该第1移动体的工作,前述第2移动体具备第2接近检测部和第2移动体控制部,前述第2接近检测部检测距前述第1移动体的上下方向的距离为第2设定距离以下的第2接近状态,前述第2移动体控制部基于前述第2接近检测部的检测信息,控制该第2移动体的工作,前述第1移动体控制部在前述第1接近检测部检测到前述第1接近状态的情况下,优先于由前述控制装置进行的控制,将前述第1移动体的工作切换成避免与前述第2移动体的碰撞的碰撞避免用工作,前述第2移动体控制部在前述第2接近检测部检测到前述第2接近状态的情况下,优先于由前述控制装置进行的控制,将前述第2移动体的工作切换成避免与前述第1移动体的碰撞的碰撞避免用工作。
根据该方案,第1移动体控制部在从第1移动体至第2移动体的距离为第1设定距离以下的情况下,优先于控制装置的控制,将第1移动体的工作切换为碰撞避免用工作。此外,第2移动体控制部在从第2移动体至第1移动体的距离为第2设定距离以下的情况下,优先于控制装置的控制,将第2移动体的工作切换成碰撞避免用工作。因此,即使是例如在控制装置处发生不良情况,在控制上产生延迟,控制装置不能适当地控制第1移动体及第2移动体的情况下,也能够适当地避免第1移动体和第2移动体接触这样的事情。另外,第1设定距离及第2设定距离优选地设定成干渉区间长度或其以下的长度。
在涉及本发明的物品输送设备中,优选的是,作为碰撞避免用工作,前述第1移动体控制部控制前述第1移动体的工作,使得至少前述第1移动体的移动速度减速,作为碰撞避免用工作,前述第2移动体控制部控制前述第2移动体的工作,使得至少前述第2移动体的移动速度减速。
作为碰撞避免用工作,第1移动体控制部及第2移动体控制部分别使第1移动体及第2移动体的移动速度减速,所以容易地避免第2移动体和第1移动体接触。此外,即使发生接触也能够尽量使其冲击变小。
此外,物品输送设备作为一个实施方式,优选的是,前述第1引导体、前述第1移动体、前述第1移载装置、前述第2引导体、前述第2移动体、前述第2移载装置、及前述中转用支承台被配置于中空部沿上下方向延伸的筒体的内部。
将第1引导体、第1移动体、第1移载装置、第2引导体、第2移动体、第2移载装置、及中转用支承台收纳于同一筒体的内部,由此能够将物品输送设备构成为节省空间。因此,能够使在设置有物品输送装置的工厂等中物品输送设备占有的面积变小。
附图标记说明
B 物品(容器)
D1 第1位置检测部(第1测距计)
D2 第2位置检测部(第2测距计)
H1 控制装置
HL1 第1移动体控制部(第1局部控制部)
HL2 第2移动体控制部(第2局部控制部)
L 干渉区间(重叠区域)
L1 第1非干渉区间
L2 第2非干渉区间
M 引导体(引导桅杆)
M1 第1引导体(第1引导桅杆)
M2 第2引导体(第2引导桅杆)
N 中转用支承台
S1 第1接近检测部(第1接近传感器)
S2 第2接近检测部(第2接近传感器)
T 移动体
T1 第1移动体
T2 第2移动体
TS1 第1移载装置
TS2 第2移载装置
U 筒体。
Claims (8)
1.一种物品输送设备,前述物品输送设备沿上下方向输送物品,
具备第1引导体、第2引导体、第1移动体、第2移动体,
前述第1引导体被沿上下方向地配设,
前述第2引导体被沿上下方向地配设,
前述第1移动体被前述第1引导体引导,沿该第1引导体移动,用于物品输送,
前述第2移动体被前述第2引导体引导,沿该第2引导体移动,用于物品输送,
其特征在于,
还具备中转用支承台,前述中转用支承台能够支承物品,
前述第1移动体具备在与移载对象部位之间将物品移载的第1移载装置,
前述第2移动体具备在与移载对象部位之间将物品移载的第2移载装置,
将前述第1移动体的移动轨迹设为第1移动轨迹,将前述第2移动体的移动轨迹设为第2移动轨迹,
以前述第1移动轨迹的上端侧部分和前述第2移动轨迹的下端侧部分的上下方向的位置重叠的位置关系,配置前述第1引导体和前述第2引导体,
前述中转用支承台被配置为不与前述第1移动轨迹及前述第2移动轨迹二者重叠,且使得能够从前述第1移载装置及前述第2移载装置二者将物品移载,
前述第1引导体和前述第2引导体设置成,在上下方向上观察时互相分开,
前述第1移动轨迹和前述第2移动轨迹在上下方向上观察具有互相重叠的部分。
2.如权利要求1所述的物品输送设备,其特征在于,
前述中转用支承台的上下方向观察时的位置被固定。
3.如权利要求1或2所述的物品输送设备,其特征在于,
还具备第1位置检测部、第2位置检测部、控制装置,
前述第1位置检测部检测前述第1移动体的位置,
前述第2位置检测部检测前述第2移动体的位置,
前述控制装置基于包括输送对象的物品的输送源及输送目的地的信息的输送要求、前述第1位置检测部及前述第2位置检测部的检测信息,对前述第1移动体及前述第2移动体指示控制指令,控制前述第1移动体及前述第2移动体的移动,
将干渉区间设置成包括如下区间的区间:在上下方向上,将前述第1移动体位于前述第1移动轨迹的上端时该第1移动体的上端位于的高度设为上端,将前述第2移动体位于前述第2移动轨迹的下端时该第2移动体的下端位于的高度设为下端,
将前述第1移动轨迹内、在上下方向上除了与前述干渉区间对应的区间之外的区间设为第1非干渉区间,
将前述第2移动轨迹内、在上下方向上除了与前述干渉区间对应的区间之外的区间设为第2非干渉区间,
在前述第1移动体位于前述第1非干渉区间的情况下的前述第1移载装置的移载对象部位、前述第2移动体位于前述第2非干渉区间的情况下的前述第2移载装置的移载对象部位中的一个是被包括在前述输送要求中的前述输送源、另一个是前述输送目的地的情况下,
前述控制装置控制前述第1移动体及前述第2移动体的移动,使得前述第1移动体及前述第2移动体中,使包括前述输送源的移动轨迹的一方的移动体优先进入至前述干渉区间,并且限制前述第1移动体和前述第2移动体二者位于前述干渉区间的状态。
4.如权利要求3所述的物品输送设备,其特征在于,
前述第1移动体具备第1接近检测部和第1移动体控制部,前述第1接近检测部检测距前述第2移动体的上下方向的距离为第1设定距离以下的第1接近状态,前述第1移动体控制部基于前述第1接近检测部的检测信息,控制该第1移动体的工作,
前述第2移动体具备第2接近检测部和第2移动体控制部,前述第2接近检测部检测距前述第1移动体的上下方向的距离为第2设定距离以下的第2接近状态,前述第2移动体控制部基于前述第2接近检测部的检测信息,控制该第2移动体的工作,
前述第1移动体控制部在前述第1接近检测部检测到前述第1接近状态的情况下,优先于由前述控制装置进行的控制,将前述第1移动体的工作切换成避免与前述第2移动体碰撞的碰撞避免用工作,
前述第2移动体控制部在前述第2接近检测部检测到前述第2接近状态的情况下,优先于由前述控制装置进行的控制,将前述第2移动体的工作切换成避免与前述第1移动体碰撞的碰撞避免用工作。
5.如权利要求4所述的物品输送设备,其特征在于,
作为碰撞避免用工作,前述第1移动体控制部控制前述第1移动体的工作,使得至少前述第1移动体的移动速度减速,
作为碰撞避免用工作,前述第2移动体控制部控制前述第2移动体的工作,使得至少前述第2移动体的移动速度减速。
6.如权利要求1或2所述的物品输送设备,其特征在于,
前述第1引导体、前述第1移动体、前述第1移载装置、前述第2引导体、前述第2移动体、前述第2移载装置、及前述中转用支承台被配置于中空部沿上下方向延伸的筒体的内部。
7.如权利要求3所述的物品输送设备,其特征在于,
前述第1引导体、前述第1移动体、前述第1移载装置、前述第2引导体、前述第2移动体、前述第2移载装置、及前述中转用支承台被配置于中空部沿上下方向延伸的筒体的内部。
8.如权利要求5所述的物品输送设备,其特征在于,
前述第1引导体、前述第1移动体、前述第1移载装置、前述第2引导体、前述第2移动体、前述第2移载装置、及前述中转用支承台被配置于中空部沿上下方向延伸的筒体的内部。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015251270A JP6531642B2 (ja) | 2015-12-24 | 2015-12-24 | 物品搬送設備 |
| JP2015-251270 | 2015-12-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107010514A CN107010514A (zh) | 2017-08-04 |
| CN107010514B true CN107010514B (zh) | 2020-07-07 |
Family
ID=59087712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201611206386.7A Active CN107010514B (zh) | 2015-12-24 | 2016-12-23 | 物品输送设备 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10486903B2 (zh) |
| JP (1) | JP6531642B2 (zh) |
| KR (1) | KR102569190B1 (zh) |
| CN (1) | CN107010514B (zh) |
| SG (1) | SG10201610803VA (zh) |
| TW (1) | TWI751129B (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101999836B1 (ko) * | 2014-08-26 | 2019-07-12 | 무라다기카이가부시끼가이샤 | 분류 시스템과 분류 방법 |
| CN109789971B (zh) * | 2016-10-07 | 2021-04-13 | 村田机械株式会社 | 搬运装置以及搬运方法 |
| EP3737622A1 (en) | 2018-01-09 | 2020-11-18 | Autostore Technology AS | A displacement mechanism for a remotely operated vehicle |
| JP6919610B2 (ja) * | 2018-03-22 | 2021-08-18 | 株式会社ダイフク | 物品搬送設備 |
| WO2019238670A1 (en) * | 2018-06-12 | 2019-12-19 | Autostore Technology AS | A method of operating an automated storage and retrieval system |
| EP4290329A3 (en) * | 2018-06-12 | 2024-02-28 | Autostore Technology AS | A method of operating an automated storage and retrieval system |
| JP7147851B2 (ja) * | 2018-08-06 | 2022-10-05 | 村田機械株式会社 | 自動倉庫、及び、搬送装置 |
| EP3763653A1 (en) * | 2019-07-12 | 2021-01-13 | KONE Corporation | Method and arrangement |
| EP3763654A1 (en) * | 2019-07-12 | 2021-01-13 | KONE Corporation | Method and elevator arrangement |
| JP2021046273A (ja) * | 2019-09-17 | 2021-03-25 | 株式会社ダイフク | 物品搬送装置 |
| CN112520534B (zh) * | 2020-12-10 | 2022-04-12 | 漳州市高林电梯有限公司 | 一种电梯智能安装系统 |
| CN112520533B (zh) * | 2020-12-10 | 2022-04-12 | 漳州市高林电梯有限公司 | 一种电梯自动化施工设备 |
| KR102570588B1 (ko) * | 2020-12-29 | 2023-08-23 | 세메스 주식회사 | 타워 리프트 장치 및 이를 구비하는 반도체 소자 제조 시스템 |
| KR20230042869A (ko) | 2021-09-23 | 2023-03-30 | 삼성전자주식회사 | 층간 반송 장치 및 이를 포함하는 물류 반송 시스템 |
| WO2023064438A1 (en) * | 2021-10-14 | 2023-04-20 | Sencorpwhite, Inc. | Vertical lift modular structure |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3622545A (en) * | 1969-11-14 | 1971-11-23 | Du Pont | High molecular weight aromatic-aliphatic ordered copolyamides |
| JPS4820797Y1 (zh) * | 1972-07-05 | 1973-06-15 | ||
| JPS59223602A (ja) * | 1983-05-23 | 1984-12-15 | Murata Mach Ltd | スタツカクレ−ンにおける昇降台の停止位置検出装置 |
| TW245823B (zh) * | 1992-10-05 | 1995-04-21 | Tokyo Electron Co Ltd | |
| US5651426A (en) * | 1995-11-29 | 1997-07-29 | Otis Elevator Company | Synchronous elevator shuttle system |
| US5980183A (en) * | 1997-04-14 | 1999-11-09 | Asyst Technologies, Inc. | Integrated intrabay buffer, delivery, and stocker system |
| JP4084240B2 (ja) * | 2003-05-26 | 2008-04-30 | 株式会社日立プラントテクノロジー | 自動倉庫におけるスタッカクレーンの運転方法 |
| JP2006248690A (ja) * | 2005-03-10 | 2006-09-21 | Sharp Corp | 複数台スタッカクレーンの走行制御方法 |
| JP4598058B2 (ja) * | 2005-03-15 | 2010-12-15 | 平田機工株式会社 | ワークハンドリング装置 |
| TWI380939B (zh) * | 2005-05-31 | 2013-01-01 | Daifuku Kk | 物品搬運裝置 |
| JP5278724B2 (ja) * | 2007-07-26 | 2013-09-04 | 株式会社ダイフク | 物品収納設備 |
| JP4820797B2 (ja) | 2007-10-24 | 2011-11-24 | 国立大学法人信州大学 | 地域防犯システムの制御方法 |
| JP4502142B2 (ja) * | 2007-11-07 | 2010-07-14 | 村田機械株式会社 | 鉛直循環搬送設備 |
| KR101489718B1 (ko) * | 2008-09-05 | 2015-02-04 | 가부시키가이샤 다이후쿠 | 물품 수납 설비와 그 작동 방법 |
| JP5434417B2 (ja) | 2009-09-15 | 2014-03-05 | 凸版印刷株式会社 | 基板を加工処理する生産ライン |
| JP5700255B2 (ja) * | 2012-03-27 | 2015-04-15 | 株式会社ダイフク | 物品保管設備及び物品搬送設備 |
| JP5880343B2 (ja) * | 2012-08-06 | 2016-03-09 | 株式会社ダイフク | 物品収納設備 |
| JP6052209B2 (ja) * | 2014-03-11 | 2016-12-27 | 株式会社ダイフク | 容器搬送設備 |
| JP6314713B2 (ja) * | 2014-07-14 | 2018-04-25 | 株式会社ダイフク | 階間搬送設備 |
-
2015
- 2015-12-24 JP JP2015251270A patent/JP6531642B2/ja active Active
-
2016
- 2016-12-22 KR KR1020160176347A patent/KR102569190B1/ko active IP Right Grant
- 2016-12-22 TW TW105142691A patent/TWI751129B/zh active
- 2016-12-23 CN CN201611206386.7A patent/CN107010514B/zh active Active
- 2016-12-23 SG SG10201610803VA patent/SG10201610803VA/en unknown
- 2016-12-23 US US15/389,511 patent/US10486903B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| SG10201610803VA (en) | 2020-06-29 |
| US10486903B2 (en) | 2019-11-26 |
| TWI751129B (zh) | 2022-01-01 |
| US20170183156A1 (en) | 2017-06-29 |
| KR102569190B1 (ko) | 2023-08-21 |
| TW201726516A (zh) | 2017-08-01 |
| JP2017114618A (ja) | 2017-06-29 |
| JP6531642B2 (ja) | 2019-06-19 |
| CN107010514A (zh) | 2017-08-04 |
| KR20170076591A (ko) | 2017-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107010514B (zh) | 物品输送设备 | |
| KR102276842B1 (ko) | 층간 반송 설비 | |
| JP6007880B2 (ja) | 天井搬送車 | |
| CN104891081B (zh) | 物品支撑装置 | |
| JP4756371B2 (ja) | 物品収納設備 | |
| JP2018070327A (ja) | 物品搬送設備 | |
| CN110683260B (zh) | 物品输送装置 | |
| TWI641549B (zh) | Carrier handling system and handling method | |
| CN110831873B (zh) | 搬运系统以及搬运方法 | |
| TW201819267A (zh) | 物品搬送設備 | |
| JP4470576B2 (ja) | 搬送システム | |
| WO2017043234A1 (ja) | 搬送システム及び搬送方法 | |
| JP2019189441A (ja) | 物品搬送設備 | |
| TW202214507A (zh) | 倉儲 | |
| TW202144257A (zh) | 物品搬送設備 | |
| JP2012001344A (ja) | 処理設備 | |
| JP7259684B2 (ja) | 物品搬送設備 | |
| CN117326237A (zh) | 物品收容设备 | |
| JP4615620B1 (ja) | 処理設備 | |
| JP4708472B2 (ja) | 処理設備 | |
| KR20240114267A (ko) | 물품 반송 설비 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |