CN106241505B - Fdy卷绕机的拨叉检测装置 - Google Patents
Fdy卷绕机的拨叉检测装置 Download PDFInfo
- Publication number
- CN106241505B CN106241505B CN201610862683.0A CN201610862683A CN106241505B CN 106241505 B CN106241505 B CN 106241505B CN 201610862683 A CN201610862683 A CN 201610862683A CN 106241505 B CN106241505 B CN 106241505B
- Authority
- CN
- China
- Prior art keywords
- shifting fork
- shaped base
- strip
- positioning
- fdy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本发明涉及一种FDY卷绕机的拨叉检测装置,其特征在于:包括一条形底座,所述条形底座包括手持部和第一调试部;所述第一调试部包括开设于所述条形底座的前端的用于插入拨叉的插槽;位于所述插槽顶部虎口的上方设置有一定位滑片,所述定位滑片由一弹簧实现复位,且该定位滑片的滑动方向与所述条形底座的中轴线成预定夹角;所述定位滑片上设置有刻度线,所述条形底座上设置有与所述刻度线对照的参照线。本发明可用于辅助调节巴马格ACW系列的FDY卷绕机拨叉;克服了以往采用定位仪表进行辅助调节的弊端,使用方便,具有较好的实用价值。
Description
技术领域
本发明涉及纺织卷绕机技术领域,特别是一种FDY卷绕机的拨叉检测装置。
背景技术
目前,在化纤领域的工业生产中,FDY卷绕头的拨叉不停地高速运转,瓷片容易出现磨损断裂和损坏的现象,因此拨叉需要定时进行修复调整。
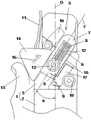
修复调整时,需要对拨叉进行校准。如图1所示,在对巴马格ACW系列的FDY卷绕机进行拨叉片调试过程中,百分表20在使用时,需夹持住拨叉4上方的成形板21(成形板处于定位板24的下方,该成型板上具有抓丝钩25),通过百分表的固定螺丝22锁定后,人工左、右拨动拨叉到适当位置,观察百分表左右两边的读数是否一致,在原来用百分表作为拨叉调整装置的实际操作过程中往往存在着如下缺点:
一、操作不方便,定位烦琐;
二、需要读数,对点因需要读数导致不准确。
长久以来,人们一直渴望一种操作简便、固化时间短、尺寸偏差较小的卷绕机拨叉辅助调整装置。
发明内容
为克服上述问题,本发明的目的是提供一种FDY卷绕机的拨叉检测装置,能方便快捷的检测拨叉是否损坏,辅助拨叉调整,且操作方便。
本发明采用以下方案实现:一种FDY卷绕机的拨叉检测装置,其特征在于:包括一条形底座,所述条形底座包括手持部和第一调试部;所述第一调试部包括开设于所述条形底座的前端的用于插入拨叉的插槽;位于所述插槽顶部虎口的上方设置有一定位滑片,所述定位滑片由一弹簧实现复位,且该定位滑片的滑动方向与所述条形底座的中轴线成预定夹角;所述定位滑片上设置有刻度线,所述条形底座上设置有与所述刻度线对照的参照线。
在本发明一实施例中,所述插槽上设置有限位压片。
在本发明一实施例中,所述条形底座的左侧设置有用于限制所述拨叉插入方向的限位条。
在本发明一实施例中,所述定位滑片的中部于伸缩方向具有一长方形镂空部,所述弹簧设置于所述长方形镂空部内,且由一螺丝固定。
在本发明一实施例中,所述条形底座的左侧具有三角形凸部,用于用户手持该条形底座插入拨叉时,拇指抵住该三角形凸部施力。
在本发明一实施例中,所述的三角形凸部表面设置有用于提示用户的正反向标记。
在本发明一实施例中,所述预定夹角为45度~60度。
在本发明一实施例中,所述参照线是设置在一尺条上,所述尺条嵌设于一凹槽内,并由一螺丝固定。
在本发明一实施例中,所述手持部为第二调试部,所述第二调试部与所述第一调试部为对称结构。
在本发明一实施例中,所述插槽顶部虎口与所述定位滑片的接触面于同一水平面的距离为H。
本发明可用于辅助调节巴马格ACW系列的FDY卷绕机拨叉,克服了以往采用定位仪表进行检测辅助调节的弊端,使用方便,具有较好的实用价值。除此之外,还可以适用于巴马格ACWW系列和巴马格WINGS系列的FDY卷绕机拨叉。
附图说明
图1为现有拨叉检测状态示意图;
图2为本发明实施例一结构示意图;
图3为本发明实施例二结构示意图;
图4为本发明实施例二背面结构示意图;
图5为本发明实施例二使用状态示意图。
具体实施方式
下面结合附图及实施例对本发明做进一步说明。
请参见图2,本实施例提供一种FDY卷绕机的拨叉检测装置,其特征在于:包括一条形底座1,所述条形底座包括手持部2和第一调试部3;所述第一调试部3包括开设于所述条形底座的前端的用于插入拨叉4的插槽5;位于所述插槽5顶部虎口6的上方设置有一定位滑片7,所述定位滑片7由一弹簧8实现复位,且该定位滑片的滑动方向F与所述条形底座的中轴线D成预定夹角a;所述定位滑片7上设置有刻度线8,所述条形底座1上设置有与所述刻度线对照的参照线9。
请继续参见图2,在本发明一实施例中,所述插槽上设置有限位压片10,该限位压片10能在拨叉插入插槽后压住该拨叉,避免在检测过程中拨叉移动造成误差。
在本发明一实施例中,所述条形底座的左侧设置有用于限制所述拨叉插入方向的限位条11,在拨叉插入插槽时,由于拨叉会左右移动,通过该设计可以保证插入的准确性,避免插入过程拨叉的二次损伤。
在本发明一实施例中,所述定位滑片7的中部于伸缩方向具有一长方形镂空部12,所述弹簧8设置于所述长方形镂空部12内,且由一螺丝13固定。
在本发明一实施例中,所述条形底座1的左侧具有三角形凸部14,用于用户手持该条形底座1插入拨叉4时,拇指15抵住该三角形凸部14施力。
在本发明一实施例中,所述的三角形凸部表面设置有用于提示用户的正反向标记16,由于拨叉具有方向性,因此,该标记16可以提醒工作人员,对应的拨叉需要配对对应的辅助装置,避免由于插槽方向不对而强行插入,造成拨叉损坏。
在本发明一实施例中,所述预定夹角a为45度~60度,较佳的可以是45度、50度、55度、60度。此外,请参见图4,所述插槽顶部虎口6与所述定位滑片的接触面23于同一水平面的距离为H,该H值范围1.5~3CM,具体的可以是1.5CM、2CM、2.5CM或3CM,较佳的该预定夹角a与H对应关系可以是45度对应1.5CM,50度对应2CM,55度对应2.5CM,60度对应3CM;要说明的是,该对应关系并不仅限于此,其可以根据卷绕设备具体的参数而定。
在本发明一实施例中,所述参照线9是设置在一尺条17上,所述尺条17嵌设于一凹槽18内,并由一螺丝19固定,这样不仅可以适用不同型号设备的拨叉,而且调节方便。
请参见图3和图4,在本发明一实施例中,所述手持部为第二调试部,所述第二调试部与所述第一调试部为对称结构,图3中B为对称轴。对称设置可以有效避免工作人员手持两个辅助调整装置,只要工作人员手持一个,就可以对正、反向的两种拨叉进行辅助调整,而且本发明巧妙的采用了三角形凸部设计,不仅符合人体学设计,方便用户手持施力,而且对称结构相互之间不影响。
值得一提的是,请参见图5,本发明结构适用于巴马格ACW系列的FDY卷绕机拨叉,由于该FDY卷绕机拨叉是现有设备,本申请中没有将该设备的图纸画出,图中仅显示了拨叉4及拨叉上方的横条21;从该图的使用状态可以清楚的知道,在拨叉插入插槽后,只要将该装置顺着拨叉转动方向移动,该定位滑片7就能顶住横条21,然后根据定位滑片上的刻度线配合参照线,就能准确的判断该拨叉是否损坏,是否需要调节,进而起到拨叉的检测辅助调整的作用。
以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
Claims (4)
1.一种FDY卷绕机的拨叉检测装置,其特征在于:包括一条形底座,所述条形底座包括手持部和第一调试部;所述第一调试部包括开设于所述条形底座的前端的用于插入拨叉的插槽;位于所述插槽顶部虎口的上方设置有一定位滑片,所述定位滑片由一弹簧实现复位,且该定位滑片的滑动方向与所述条形底座的中轴线成预定夹角;所述定位滑片上设置有刻度线,所述条形底座上设置有与所述刻度线对照的参照线;在拨叉插入插槽后,将拨叉检测装置顺着拨叉转动方向移动,所述定位滑片就能顶住FDY卷绕机的横条,根据定位滑片上的刻度线配合参照线,能准确的判断该拨叉是否损坏,是否需要调节,进而起到拨叉的检测辅助调整的作用;
所述条形底座的左侧设置有用于限制所述拨叉插入方向的限位条;
所述定位滑片的中部于伸缩方向具有一长方形镂空部,所述弹簧设置于所述长方形镂空部内,且由一螺丝固定;
所述插槽顶部虎口与所述定位滑片的接触面于同一水平面的距离为H;
所述条形底座的左侧具有三角形凸部,用于用户手持该条形底座插入拨叉时,拇指抵住该三角形凸部施力;
所述预定夹角为45度~60度;
所述参照线是设置在一尺条上,所述尺条嵌设于一凹槽内,并由一螺丝固定。
2.根据权利要求1所述的FDY卷绕机的拨叉检测装置,其特征在于:所述插槽上设置有限位压片。
3.根据权利要求1所述的FDY卷绕机的拨叉检测装置,其特征在于:所述的三角形凸部表面设置有用于提示用户的正反向标记。
4.根据权利要求1所述的FDY卷绕机的拨叉检测装置,其特征在于:所述手持部为第二调试部,所述第二调试部与所述第一调试部为对称结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610862683.0A CN106241505B (zh) | 2016-09-29 | 2016-09-29 | Fdy卷绕机的拨叉检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610862683.0A CN106241505B (zh) | 2016-09-29 | 2016-09-29 | Fdy卷绕机的拨叉检测装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106241505A CN106241505A (zh) | 2016-12-21 |
| CN106241505B true CN106241505B (zh) | 2022-09-27 |
Family
ID=57611833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610862683.0A Active CN106241505B (zh) | 2016-09-29 | 2016-09-29 | Fdy卷绕机的拨叉检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106241505B (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006153555A (ja) * | 2004-11-26 | 2006-06-15 | Sumitomo Rubber Ind Ltd | トレッドラジアス測定治具 |
| CN203731999U (zh) * | 2013-12-30 | 2014-07-23 | 宝钢集团新疆八一钢铁有限公司 | 起重机用滑轮片绳槽磨损深度在线测量装置 |
| CN103954204A (zh) * | 2014-05-13 | 2014-07-30 | 哈尔滨电机厂有限责任公司 | 一种静态圆度测量装置及方法 |
| CN105180759A (zh) * | 2015-09-28 | 2015-12-23 | 苏州汉腾自动化设备有限公司 | 一种钻头检测装置 |
| CN204988143U (zh) * | 2015-09-10 | 2016-01-20 | 天津市热处理研究所有限公司 | 热处理工件弧面测量装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5187875A (en) * | 1992-03-20 | 1993-02-23 | Daniels Manufacturing Corporation | Flush pin gauge |
| DE19919299C1 (de) * | 1999-04-28 | 2001-01-04 | Frenco Verzahnungslehren | Vorrichtung zur Prüfung und Anzeige der Maßhaltigkeit von zylindrischen Oberflächen und von Verzahnungen |
| CN201041528Y (zh) * | 2007-04-20 | 2008-03-26 | 重庆宗申技术开发研究有限公司 | 发动机拨叉检测装置 |
| CN201522248U (zh) * | 2009-09-30 | 2010-07-07 | 济南圣泉集团股份有限公司 | 一种测量板尺 |
| CN201815836U (zh) * | 2010-09-19 | 2011-05-04 | 桐昆集团浙江恒通化纤有限公司 | 卷绕机拨叉校准装置 |
| CN201892510U (zh) * | 2010-10-20 | 2011-07-06 | 常州博朗低温设备有限公司 | 壳体纵向焊接接头检验尺 |
| CN202041155U (zh) * | 2011-03-29 | 2011-11-16 | 山东省特种设备检验研究院滨州分院 | 一种焊缝检验尺 |
| CN203479333U (zh) * | 2013-09-25 | 2014-03-12 | 中石化胜利建设工程有限公司 | 便携式沥青混合料松铺厚度、温度测定仪 |
| CN203940803U (zh) * | 2014-05-30 | 2014-11-12 | 成都市壹佰刀具有限公司 | 一种用于固定安装百分表的检具 |
| CN204555901U (zh) * | 2015-04-27 | 2015-08-12 | 中国石油天然气第一建设公司 | 一种转角焊缝尺寸测量工具 |
| CN206069085U (zh) * | 2016-09-29 | 2017-04-05 | 福建景丰科技有限公司 | Fdy卷绕机的拨叉调整辅助装置 |
-
2016
- 2016-09-29 CN CN201610862683.0A patent/CN106241505B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006153555A (ja) * | 2004-11-26 | 2006-06-15 | Sumitomo Rubber Ind Ltd | トレッドラジアス測定治具 |
| CN203731999U (zh) * | 2013-12-30 | 2014-07-23 | 宝钢集团新疆八一钢铁有限公司 | 起重机用滑轮片绳槽磨损深度在线测量装置 |
| CN103954204A (zh) * | 2014-05-13 | 2014-07-30 | 哈尔滨电机厂有限责任公司 | 一种静态圆度测量装置及方法 |
| CN204988143U (zh) * | 2015-09-10 | 2016-01-20 | 天津市热处理研究所有限公司 | 热处理工件弧面测量装置 |
| CN105180759A (zh) * | 2015-09-28 | 2015-12-23 | 苏州汉腾自动化设备有限公司 | 一种钻头检测装置 |
Non-Patent Citations (1)
| Title |
|---|
| 双头半自动精密插槽装置;潘平;《微特电机》;19740228(第01期);第26-33页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106241505A (zh) | 2016-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3174564U (ja) | マーカー付き長さ測定器 | |
| US20060162174A1 (en) | Measuring and marking guide tool | |
| CN106241505B (zh) | Fdy卷绕机的拨叉检测装置 | |
| CN210268603U (zh) | 一种发动机锁板平行度检测设备 | |
| JP2015152400A (ja) | 測長装置 | |
| CN203792984U (zh) | 一种数学教学用圆规 | |
| CN207113748U (zh) | 游标卡尺辅助测量治具 | |
| CN209181677U (zh) | 一种弧形板件检测装置 | |
| CN202361927U (zh) | 精密圆锥体的测量装置及其测量夹具 | |
| CN206069085U (zh) | Fdy卷绕机的拨叉调整辅助装置 | |
| CN106945439B (zh) | 一种用于异形工件加工的曲线绘图器 | |
| CN201824725U (zh) | 一种多功能尺子 | |
| US20140190024A1 (en) | Digital marking gauge | |
| CN216245926U (zh) | 一种用于刀具的精密测量仪 | |
| CN210625546U (zh) | 一种弯管弧度检测工装 | |
| KR20140114518A (ko) | 원통형 기계부품 외경 측정장치 | |
| US10866077B1 (en) | Adjustable measuring tool and method of use | |
| CN211953975U (zh) | 一种楼板厚度测量工具 | |
| JP3554590B2 (ja) | けがき定規 | |
| CN205593440U (zh) | 一种游标卡尺 | |
| CN210452698U (zh) | 一种自锁仿形尺 | |
| CN208419831U (zh) | 一种辊筒间距测量装置 | |
| CN214308489U (zh) | 一种中空玻璃叠差检测装置 | |
| GB2483296A (en) | Tile marker | |
| CN116625189B (zh) | 一种游标卡尺检定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |