CN103752797A - Direct reading type injection control system - Google Patents
Direct reading type injection control system Download PDFInfo
- Publication number
- CN103752797A CN103752797A CN201310726053.7A CN201310726053A CN103752797A CN 103752797 A CN103752797 A CN 103752797A CN 201310726053 A CN201310726053 A CN 201310726053A CN 103752797 A CN103752797 A CN 103752797A
- Authority
- CN
- China
- Prior art keywords
- control system
- magnetic
- press
- plc
- direct reading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
The invention discloses a direct reading type injection control system and relates to the technical field of a casting machine. The direct reading type injection control system comprises an injection piston rod, wherein a spiral flute is formed in the surface of the injection piston rod and a layer of copper plating covers the surface of the spiral flute. The direct reading type injection control system further comprises a magnetic sensor used to detect the magnetic field of the piston rod, a counting module and a PLC. The magnetic sensor is connected with the counting module and the PLC in sequence. According to this arrangement, the magnetic sensor substitutes for a magnetic grid to detect the magnetic field of the piston rod and conveys the detecting signals to the counting module, and then the detecting signals are fed back to the PLC; therefore, the injection system can be controlled by the PLC. The direct reading type injection control system is simple in structure, convenient to install, and low in failure rate.
Description
Technical field
The present invention relates to casting machine technical field, particularly a kind of formula press-shoot control system that directly reads.
Background technology
The conventional magnetic railings ruler of available technology adopting carries out injection Stroke Control (as shown in Figure 1): system architecture:
1, the spare and accessory parts such as connecting plate 2, magnetic grid read head seat 3, magnetic grid read head 4, magnetic stripe pole socket 5, fairlead copper department 6, fairlead copper department gland 7, magnetic stripe bar 8, magnetic grid form.
Groundwork principle is: magnetic grid read head 4 reads along with data on the magnetic grid of shot piston front-rear reciprocation movement, and it is upper to pass to PLC, by PLC, controls injection system.
Connecting plate 2 is fixed with shot piston, magnetic stripe bar 8 is connected and fixed with connecting plate 1, shot piston seesaws to and drives magnetic stripe bar 8 to seesaw, on magnetic stripe bar 8 groove of milling and by magnetic grid with glue paste with groove in, post the magnetic stripe bar of magnetic grid through fairlead copper department 6, fairlead copper department 6 utilizes copper department gland to be fixed in magnetic stripe pole socket 5, fairlead copper department 6 Main Functions are at magnetic stripe bar, to play guide effect during along with shot piston front-rear reciprocation movement, prevent because magnetic stripe is carefully grown generation bending under the vibrations of injection inertia, it is copper coin that magnetic grid read head 4 is arranged on magnetic grid read head seat 5(material, because the relative iron plate of copper coin is little to the interference of read head, be convenient to read head and accurately read magnetic grid data) go up and fix and magnetic stripe pole socket 5 on, will over against magnetic grid, (the magnetic stripe bar that pastes magnetic grid will be fixed reliably and must not in injection vibrations, forward to when magnetic grid read head 4 is installed, cause magnetic grid to depart from read head, read head cannot reading out data), between the two and keep 0.5-5mm spacing, spacing is crossed conference to be affected read head and reads the data on magnetic grid, the too small meeting of spacing causes because magnetic stripe does not develop whole or causes magnetic grid to arch upward because high temperature glue lost efficacy, at front-rear reciprocation movement, be that magnetic grid directly contacts and friction read head causes read head to damage, spoilage is very high at present, because the specification requirement that the installation of magnetic grid is puted up is very high, and general glue is easy to lose efficacy under long-term high temperature, break down, also there is no at present good solution both at home and abroad.
Summary of the invention
(1) technical problem that will solve
The technical problem to be solved in the present invention is: a kind of press-shoot control system simple in structure is provided, gets for magnetic grid and carry out injection Stroke Control, the fault rate while making system works reduces.
Effect processing, enhances productivity.
(2) technical scheme
In order to address the above problem, the invention provides a kind of formula press-shoot control system that directly reads, described press-shoot control system comprises: shot piston, described shot piston surface has helical flute, described helical flute surface is coated with copper layer, described press-shoot control system also comprises the magnetic sensor for detection of shot piston magnetic field, and described press-shoot control system also comprises counting module and PLC, and described magnetic sensor, technology modules and PLC are connected successively.
Wherein, described copper layer plated surface matcoveredn.
Further, described protective layer is chromium metal level.
Further, described magnetic sensor is located at the front end of described shot piston.
(3) beneficial effect
Press-shoot control system of the present invention, gets for magnetic grid, is detected the magnetic field of piston rod by magnetic sensor, and detection signal is passed on counting module and signal feedback gone up to PLC again, by PLC, controls injection system, and this system architecture is simple, easy for installation, failure rate is low.
Accompanying drawing explanation
Fig. 1 is the structural representation of injection system in prior art;
Fig. 2 is the structured flowchart of injection system of the present invention;
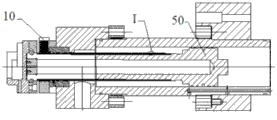
Fig. 3 is the structural representation of injection system of the present invention;
Fig. 4 is the local enlarged diagram of I portion in Fig. 3.
The specific embodiment
Below in conjunction with drawings and Examples, the specific embodiment of the present invention is described in further detail.Following examples are used for illustrating the present invention, but are not used for limiting the scope of the invention.
As shown in Fig. 2~4, the invention provides a kind of formula press-shoot control system that directly reads, described press-shoot control system comprises: shot piston 50, described shot piston 50 surfaces have helical flute 51, described helical flute 51 surfaces are coated with copper layer, described press-shoot control system also comprises that described press-shoot control system also comprises counting module 20 and PLC30 for detection of the magnetic sensor 10 in shot piston 50 magnetic fields, and described magnetic sensor 10, technology modules 20 are connected successively with PLC30.
Preferably, described copper layer plated surface matcoveredn.
Preferably, described protective layer is chromium metal level.
Wherein, described magnetic sensor 10 is located at the front end of described shot piston 50.
When shot piston 50 front-rear reciprocation movement, because the helical flute 51 in shot piston 50 is coated with copper layer, so magnetic sensor 10 detects two kinds of different magnetic fields, and detection signal is passed on counting module 20 and signal feedback gone up to PLC30 again, controls injection system by PLC30.
Above embodiment is only for illustrating the present invention; and be not limitation of the present invention; the those of ordinary skill in relevant technologies field; without departing from the spirit and scope of the present invention; can also make a variety of changes and modification; therefore all technical schemes that are equal to also belong to category of the present invention, and scope of patent protection of the present invention should be defined by the claims.
Claims (4)
1. one kind is directly read formula press-shoot control system, it is characterized in that, described press-shoot control system comprises: shot piston, described shot piston surface has helical flute, described helical flute surface is coated with copper layer, described press-shoot control system also comprises the magnetic sensor for detection of shot piston magnetic field, and described press-shoot control system also comprises counting module and PLC, and described magnetic sensor, technology modules and PLC are connected successively.
2. press-shoot control system as claimed in claim 1, is characterized in that, described copper layer plated surface matcoveredn.
3. press-shoot control system as claimed in claim 2, is characterized in that, described protective layer is chromium metal level.
4. press-shoot control system as claimed in claim 1, is characterized in that, described magnetic sensor is located at the front end of described shot piston.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310726053.7A CN103752797A (en) | 2013-12-25 | 2013-12-25 | Direct reading type injection control system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310726053.7A CN103752797A (en) | 2013-12-25 | 2013-12-25 | Direct reading type injection control system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103752797A true CN103752797A (en) | 2014-04-30 |
Family
ID=50520201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310726053.7A Pending CN103752797A (en) | 2013-12-25 | 2013-12-25 | Direct reading type injection control system |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103752797A (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4846048A (en) * | 1986-04-29 | 1989-07-11 | Niels Hvilsted | Hydraulic cylinder with piston and with a magnetic device for piston position determination |
| CN101308040A (en) * | 2007-05-18 | 2008-11-19 | 太阳鸟投资有限公司 | Piston stroke counting device |
| CN201436109U (en) * | 2009-05-08 | 2010-04-07 | 东莞亿东机器有限公司 | An injection stroke displacement control device |
| CN203069135U (en) * | 2013-01-09 | 2013-07-17 | 胜赛思精密压铸(扬州)有限公司 | Speed and position sensor for TOYO pressure die casting machine |
| CN103252472A (en) * | 2013-05-07 | 2013-08-21 | 苏州科力迪软件技术有限公司 | Die casting machine injection stroke controller |
| CN203679231U (en) * | 2013-12-25 | 2014-07-02 | 苏州三基铸造装备股份有限公司 | Direct-read injection control system |
-
2013
- 2013-12-25 CN CN201310726053.7A patent/CN103752797A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4846048A (en) * | 1986-04-29 | 1989-07-11 | Niels Hvilsted | Hydraulic cylinder with piston and with a magnetic device for piston position determination |
| CN101308040A (en) * | 2007-05-18 | 2008-11-19 | 太阳鸟投资有限公司 | Piston stroke counting device |
| CN201436109U (en) * | 2009-05-08 | 2010-04-07 | 东莞亿东机器有限公司 | An injection stroke displacement control device |
| CN203069135U (en) * | 2013-01-09 | 2013-07-17 | 胜赛思精密压铸(扬州)有限公司 | Speed and position sensor for TOYO pressure die casting machine |
| CN103252472A (en) * | 2013-05-07 | 2013-08-21 | 苏州科力迪软件技术有限公司 | Die casting machine injection stroke controller |
| CN203679231U (en) * | 2013-12-25 | 2014-07-02 | 苏州三基铸造装备股份有限公司 | Direct-read injection control system |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203679231U (en) | Direct-read injection control system | |
| CN104880658A (en) | Testing device for semiconductor chip | |
| CN103752797A (en) | Direct reading type injection control system | |
| CN203405800U (en) | Wire distributing structure capable of improving signal consistency of projected capacitive type touch panel | |
| CN102495181B (en) | PIN needle detection device for automobile electronic connector | |
| CN207074249U (en) | A kind of circuit board testing auxiliary fixture | |
| CN108233816A (en) | A kind of method and apparatus for the processing of rotor position signal synthesis | |
| CN206292275U (en) | A kind of electrokinetic cell box for needle or pin | |
| CN209247968U (en) | A kind of pcb board unit coil is adhered the automatic point measurement machine of multi-point | |
| CN202576845U (en) | Shuttle changing action detecting instrument for computerized flat knitting machine | |
| CN108918951A (en) | A kind of monitoring system of transformer core current | |
| CN209116903U (en) | A kind of muffler tail pipe detection device | |
| CN204989990U (en) | Electronic multi leaf collimator encoder closed loop control system | |
| CN203787353U (en) | Non-contact contactor casing | |
| CN202364091U (en) | Switch reluctance motor position sensor | |
| CN208269827U (en) | Slip detection device | |
| CN203304735U (en) | Flip chip welding detection control system | |
| CN204046917U (en) | A kind of printed circuit board (PCB) with anti-interference function | |
| CN206541783U (en) | A kind of oil damper fixed structure of oil damping breaker | |
| CN202766746U (en) | Tooth mouth piece | |
| CN201087249Y (en) | Yarn length display equipment of knitting horizontal machine | |
| CN206096364U (en) | Test needle device | |
| CN202757597U (en) | Displacement measurement clamping device | |
| CN204795982U (en) | Electronic equipment debugging instrument | |
| CN203117364U (en) | High-pressure detecting device of stator coil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140430 |