CN101975557B - Ceramic plate detection equipment and detection method - Google Patents
Ceramic plate detection equipment and detection method Download PDFInfo
- Publication number
- CN101975557B CN101975557B CN201010272220A CN201010272220A CN101975557B CN 101975557 B CN101975557 B CN 101975557B CN 201010272220 A CN201010272220 A CN 201010272220A CN 201010272220 A CN201010272220 A CN 201010272220A CN 101975557 B CN101975557 B CN 101975557B
- Authority
- CN
- China
- Prior art keywords
- ceramic wafer
- conveying mechanism
- linear laser
- ceramic
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
Abstract
The invention relates ceramic plate detection equipment and detection method thereof, which can rapidly and accurately detect the technical parameters of a ceramic plate to be detected and can mark the ceramic plate according to the detection result. The ceramic plate detection equipment comprises a conveying mechanism and a support, wherein the conveying mechanism is positioned in the support; four sides of the support, which are arranged above the conveying mechanism are respectively provided with a linear laser transmitter with adjustable angle, the linear laser lines obliquely transmitted by the linear laser transmitters from top to down form a rectangular linear laser frame on the conveying surface of the conveying mechanism; the four angles of the upper part of the support and the conveying mechanism are respectively provided with an ultra high-resolution industrial camera the signal output end of which is connected with the signal input end of a computer. The invention has the following advantages: 1, the diction process is simple and fast, the detection is accurate and the detection efficiency is high; and 2, the structure is simple, the equipment has the function of automatically identifying marks so as to effectively prevent artificial sorting errors.
Description
Technical field
The present invention relates to a kind ofly can either accurate detection go out seized ceramic wafer technical parameter, can carry out ceramic wafer checkout equipment and the detection method that mark is handled to ceramic wafer according to testing result again, belong to ceramic wafer checkout equipment manufacturing technology field.
Background technology
CN101169452A, name are called " ceramic tile quality detection method and equipment ".It comprises transport, data collector, data transmission dress, pause device and the data processing equipment that is arranged on the frame; The pause device is made up of preceding floater guide block detent mechanism, back floater guide block detent mechanism, centering body, dome brick mechanism, upper limit mechanism, optoelectronic switch support, and the pause device is the CS that sensor is controlled or manually controlled or the programmed control transport moves; The detector of data collector is installed on the detector frame, and the both sides of detector are provided with the power supply tube respectively.Its testing process is: measured object is transported on the detection position of checkout equipment; The pause device starts floater guide block mechanism and earlier measured object is blocked; Centering body is with measured object centering location, and lifting table rises the measured object ceramic tile and moves to the position that limit for height mechanism sets, and measured object is paused carry out data acquisition; After image data finishes; Blocking mechanism is removed and is blocked measured object, and general who has surrendered's measured object is put back into and is transported to later process on the transport under the lifting table, and data transmission device is handled the data delivery that collects and the display process result to data processing equipment.Its weak point: 1, testing process is complicated, and efficient is lower; 2, detection method is advanced inadequately, make detect stable inadequately with accurately; 3, detect good product needed manual sort, increased manpower; 4, complex structure, manufacturing cost is high, and breaks down easily.
Summary of the invention
Purpose of design: avoid the weak point in the background technology, it is simple, accurate, quick, efficient to design a kind of testing process, and can carry out ceramic wafer checkout equipment and the detection method that mark is handled to the ceramic wafer product according to testing result.
Design proposal: to achieve these goals.1, the centre of ladder frame cross bar is provided with the design of generating laser, is one of technical characterictic of the present invention.The purpose of doing like this is: because generating laser can go out laser in the edge illumination of tested ceramic wafer; If ceramic wafer is smooth; Laser rays will be straight, do not have certain angularity or lack problems such as limit, unfilled corner, drum limit with regard to the explanation ceramic wafer if laser is straight.2, the design of backlight luminous board is two of a technical characterictic of the present invention.The purpose of doing like this is: through the irradiation of backlight luminous board to the ceramic wafer edge, can demonstrate the edge contour of ceramic wafer, finally handle drawing the length at ceramic wafer edge and the angle between the adjacent side through analytical calculation.3, prismatoid upper end camera installing plate is provided with the design of industrial camera, is three of technical characterictic of the present invention.The purpose of doing like this is: can the image taking storage of ceramic wafer be transferred to computer system with image then automatically through industrial camera, through computer system image be carried out analyzing and processing.4, the design of carriage one side marking pen is four of a technical characterictic of the present invention.The purpose of doing like this is: because marking pen divides the marking pen of two kinds of different colours; Detect the ceramic wafer of accomplishing; Data according to analytical calculation draws are carried out mark to ceramic wafer; The color line of up-to-standard a kind of appointment of mark, the color line of the another kind of appointment of underproof mark has so just made things convenient for the classification of product quality.5, the design of test side detection probe and mark end detection probe is five of a technical characterictic of the present invention.The purpose of doing like this is: the detection through test side detection probe and mark end detection probe can position tested ceramic wafer, and servomotor stops operating, and makes tested ceramic wafer stop motion, and respectively tested ceramic wafer is detected and marking operation.6, the outside of conveying belt is provided with the design of backplate, is six of technical characterictic of the present invention.The purpose of doing like this is: backplate can prevent that tested ceramic wafer from dropping in the process of carrying, and has certain guide effect.7, the first half of prismatoid is coated with the design of case, is seven of technical characterictic of the present invention.The purpose of doing like this is: because case enveloped the test section, can prevent that therefore dust from falling on the backlight luminous board, avoid light-source brightness to be affected, guarantee the accuracy of testing result.8, the left and right sides, top of case is provided with the design of exhaust fan, is eight of technical characterictic of the present invention.The purpose of doing like this is: can produce certain heat during owing to backlight luminous board work; The hot-fluid that produces can influence the exposure pathways of laser; Thereby influence the accuracy of testing result, can heat discharge be gone out, guaranteed the accuracy of testing result through exhaust fan.
Technical scheme 1: ceramic wafer checkout equipment; It comprises conveying mechanism and support; The said conveying mechanism that is provided with is positioned at support; Four limits that are positioned at conveying mechanism top support are respectively equipped with linear laser transmitter and adjustable angle, and the linear laser line of linear laser transmitter oblique fire from top to bottom forms rectangle linear laser frame on the conveyor surface of conveying mechanism; The cantilever tip installing plate is provided with four ultrahigh resolution industrial cameras and over against four jiaos of tested ceramic wafers, ultrahigh resolution industrial camera signal output part is connected with the Computer signal input end.
Technical scheme 2: a kind of ceramic wafer detection method; (1) optical detection that is positioned at streamline one side is popped one's head in; After detecting the ceramic wafer arrival; Stop to carry through controller instruction conveying mechanism, the shared area of four backlight luminous boards is greater than the area of ceramic wafer to be detected, and the illumination of therefore locating four backlight luminous boards projections under the ceramic wafer is mapped to the ceramic wafer edge; The profile that manifests ceramic wafer; The ceramic wafer that four ultrahigh resolution industrial cameras directly over be arranged in this moment set off flicker free planar backlight source is immediately taken pictures and is inputed to computing machine and deposits figure, after quick graph image analytical calculation is handled through computer software, draws the angle of the ceramic wafer four limit length of sides and formation; (2) be positioned at the linear laser line irradiation ceramic plate edge that four linear laser transmitters of ceramic wafer oblique upper are launched; Four ultrahigh resolution industrial cameras are taken pictures and the standard picture that is input to once more in the computing machine with built-in computer compares; Calculate the ceramic plate angularity; Whether have edge lack drum corner phenomenon, and through the marking pen on two groups of cylinders, respectively qualified and underproof product is marked if drawing.
The present invention compares with background technology, and the one, testing process is simple and direct, detects accurately, and detection efficiency is efficient; The 2nd, simple in structure, have the function of automatic identification marking, prevent that effectively artificial go-on-go from makeing mistakes.
Description of drawings
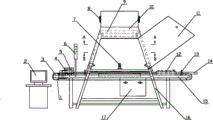
Fig. 1 is the main TV structure figure of ceramic wafer checkout equipment.
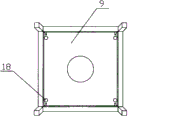
Fig. 2 is the sectional structure chart at B-B place among Fig. 1.
Fig. 3 is the sectional structure chart at A-A place among Fig. 1.
Embodiment:
Embodiment 1: with reference to accompanying drawing 1~3.A kind of ceramic wafer checkout equipment; It comprises conveying mechanism 1 and support 16; The said conveying mechanism 1 that is provided with is positioned at support 16; Four limits that are positioned at conveying mechanism 1 top support 16 are respectively equipped with linear laser transmitter 7 and adjustable angle, and the linear laser line of linear laser transmitter 7 oblique fire from top to bottom forms rectangle linear laser frame on the conveyor surface of conveying mechanism; Four jiaos of support 16 and conveying mechanism 1 cross-shaped portion top are respectively equipped with ultrahigh resolution industrial camera 18, and ultrahigh resolution industrial camera 18 signal output parts are connected with computing machine 2 signal input parts.
Said support 16 up-small and down-big prismatoids, institute's support 16 inner zones that constitute with conveying mechanism 1 crossing place are surveyed area.Be provided with 25, four cross bars of four cross bars 25 at the detection position of prismatoid and form a square, the centre of every cross bar 25 is provided with generating laser 7, and the angle of generating laser 7 can be regulated.
On four angles below the square that four cross bars 25 are formed, be provided with the area of the shared area of 22, four backlight luminous boards of four backlight luminous boards 22 greater than ceramic wafer to be detected; The prismatoid upper end is provided with camera installing plate 9, and corresponding backlight luminous board 22 is provided with four ultrahigh resolution industrial cameras 18 on the camera installing plate 9; Said ultrahigh resolution industrial camera 18 belows are respectively equipped with backlight luminous board 22 on four angles, and detection probe 24 is positioned at backlight luminous board 22 1 sides.
Said conveying mechanism 1 output terminal one side is provided with two groups of cylinders 5 and 26, and every group of cylinder 5 is different with the color of the intrinsic marking pen 20 of 26 piston rod and two marking pens.That is to say; Conveying mechanism 1 one sides are provided with two cylinders 5 and 26; All be connected with a marking pen 20 on two cylinders 5 and 26 the piston rod, 20 fens two kinds of various colors of marking pen draw the mark of different colours respectively to up-to-standard product and underproof product; The left side of mark assembly 5 is provided with mark end detection probe 4.
The first half of said prismatoid is coated with case 10, and the front and back of case 10 are provided with door 11, and the left and right sides, top of case 10 is provided with exhaust fan 8.
Conveying mechanism 1 is made up of servomotor 21, rotating shaft 27, two groups of rollers 3 and two conveying belt 23; The outside of the conveying belt 23 in the conveying mechanism 1 is provided with backplate 14; Backplate 14 is connected on the connecting shaft 19; Connecting shaft 19 is fixedly mounted on the backplate support column 13, and backplate support column 13 is fixedly mounted on mechanism's cross bar 15.
The shared area of said four backlight luminous boards 22 is greater than the area of ceramic wafer to be detected.
One side of conveying mechanism 1 is provided with pilot lamp 6, one sides and is provided with control knob box 12, and the below of conveying mechanism 1 is provided with panel box 17; The information of Equipment Inspection is through computing machine 2 and detection head is gathered and analytical calculation; The manufacture craft of above-mentioned each parts and installation method all adopt existing feasible technology.
Embodiment 2: on the basis of embodiment 1; A kind of ceramic wafer detection method; (1) is positioned at the optical detection probe 24 of streamline one side, after detecting ceramic wafer and arriving, stops to carry through controller instruction conveying mechanism; The shared area of four backlight luminous boards 22 is greater than the area of ceramic wafer to be detected; The illumination of therefore locating four backlight luminous boards, 22 projections under the ceramic wafer is mapped to the ceramic wafer edge, manifests the profile of ceramic wafer, and the ceramic wafer that four ultrahigh resolution industrial cameras 18 directly over be arranged in this moment set off flicker free planar backlight source is immediately taken pictures and inputed to computing machine and deposits figure; After quick graph image analytical calculation is handled through computer software, draw the angle of the ceramic wafer four limit length of sides and formation; (2) be positioned at the linear laser line oblique fire ceramic plate edge that four linear laser transmitters 7 of ceramic wafer oblique upper are launched; Four ultrahigh resolution industrial cameras 18 are taken pictures and the standard picture that is input to once more in the computing machine with built-in computer compares; Calculate the ceramic plate angularity; Whether have edge lack drum corner phenomenon, and through the marking pen on two groups of cylinders 5 and 26, respectively qualified and underproof product is marked if drawing.
When test side detection probe 24 detects ceramic wafer; Stop operating through controller instruction servomotor 21, this moment, four backlight luminous boards 22 were on four corners of ceramic wafer, and part backlight luminous board 22 is sheltered from by ceramic wafer; The profile of ceramic wafer is revealed; Four linear laser transmitter 7 emitted laser line oblique fires are at the edge of ceramic wafer, and wherein the linear laser transmitter 7 emitted laser lines of left side and front end are radiated at the right side edge and the back edge of ceramic wafer respectively, and the linear laser transmitter 7 emitted laser lines of right side and rear end are radiated at the left side and the front edge of ceramic wafer respectively; If ceramic wafer is smooth, laser rays will be straight; If the ceramic wafer out-of-flatness, laser rays will produce bending, and four high resolution industrial cameras 18 that are positioned at prismatoid 16 upper end are taken pictures ceramic wafer and transferred to computing machine and deposit figure; And compare, analyze with the standard picture of calculation machine 2 internal memories, after Image Information Processing was accomplished, computing machine was through 21 work of controller instruction servomotor; Ceramic wafer moves forward, and when detection probe 4 detected ceramic wafer, servomotor stopped operating again; Marking pen 20 on this moment two groups of cylinders 5 carries out marking according to measured result to ceramic wafer; If certified products are then drawn the line of certain designated color, if be non-certified products then draw the line of another kind of designated color, servomotor remained in operation after line was accomplished; Operating personnel take off ceramic wafer, and equipment continues to detect other ceramic wafers.
It will be appreciated that: though the foregoing description has been done more detailed description to mentality of designing of the present invention; But mentality of designing of the present invention is not limited only to foregoing description; Any combination, increase or modification that does not exceed mentality of designing of the present invention all falls in the technical scope of the present invention.
Claims (8)
1. ceramic wafer checkout equipment; It comprises conveying mechanism (1) and support (16); It is characterized in that: said conveying mechanism (1) is positioned at support (16), and conveying mechanism (1) output terminal one side is provided with two groups of cylinders (5), and the color of the intrinsic marking pen of the piston rod of every group of cylinder (5) (20) and two marking pens is different; The outside of the conveying belt (23) in the conveying mechanism (1) is provided with backplate (14); Backplate (14) is connected on the connecting shaft (19), and connecting shaft (19) is fixedly mounted on the backplate support column (13), and backplate support column (13) is fixedly mounted on mechanism's cross bar (15); Four limits that are positioned at conveying mechanism (1) top support (16) are respectively equipped with linear laser transmitter (7) and adjustable angle; The linear laser line of linear laser transmitter (7) oblique fire from top to bottom forms rectangle linear laser frame on the conveyor surface of conveying mechanism; Support (16) top installing plate (9) is provided with four ultrahigh resolution industrial cameras (18) and over against four jiaos of tested ceramic wafers, ultrahigh resolution industrial camera (18) signal output part is connected with computing machine (2) signal input part.
2. ceramic wafer checkout equipment according to claim 1 is characterized in that: the inner zone that constitutes with the crossing place of conveying mechanism (1) of said support (16) is a surveyed area.
3. ceramic wafer checkout equipment according to claim 1 is characterized in that: said ultrahigh resolution industrial camera (18) below is respectively equipped with a backlight luminous board (22) on four angles, and detection probe (24) is positioned at backlight luminous board (22) one sides.
4. ceramic wafer checkout equipment according to claim 1 is characterized in that: said support (16) is up-small and down-big prismatoid.
5. ceramic wafer checkout equipment according to claim 4 is characterized in that: the first half of said prismatoid is coated with case (10), and the front and back of case (10) are provided with door (11), and the left and right sides, top of case (10) is provided with exhaust fan (8).
6. ceramic wafer checkout equipment according to claim 3 is characterized in that: the shared area of four backlight luminous boards (22) is greater than the area of ceramic wafer to be detected.
7. ceramic wafer detection method; It is characterized in that: ⑴ is positioned at the optical detection probe (24) of streamline one side; After detecting the ceramic wafer arrival; Stop to carry through controller instruction conveying mechanism, the shared area of four backlight luminous boards (22) is greater than the area of ceramic wafer to be detected, and the illumination of therefore locating four backlight luminous boards (22) projection under the ceramic wafer is mapped to the ceramic wafer edge; The profile that manifests ceramic wafer; The ceramic wafer that four ultrahigh resolution industrial cameras (18) directly over be arranged in this moment set off flicker free planar backlight source is immediately taken pictures and is inputed to computing machine and deposits figure, after quick graph image analytical calculation is handled through computer software, draws the angle of the ceramic wafer four limit length of sides and formation; ⑵ be positioned at the linear laser line irradiation ceramic plate edge that four linear laser transmitters (7) of ceramic wafer oblique upper are launched; Four ultrahigh resolution industrial cameras (18) are taken pictures and the standard picture that is input to once more in the computing machine with built-in computer compares; Calculate the ceramic plate angularity; Whether have edge lack drum corner phenomenon, and through the marking pen (20) on two groups of cylinders (5), respectively qualified and underproof product is marked if drawing.
8. ceramic wafer detection method according to claim 7; It is characterized in that: when test side detection probe (24) when detecting ceramic wafer; Stop operating through controller instruction servomotor (21), four backlight luminous boards this moment (22) are on four corners of ceramic wafer, and part backlight luminous board (22) is sheltered from by ceramic wafer; The profile of ceramic wafer is revealed; The laser rays of four linear laser transmitters (7) oblique fire is radiated at the edge of ceramic wafer, and wherein linear laser transmitter (7) the emitted laser line of left side and front end is radiated at the right side edge and the back edge of ceramic wafer respectively, and linear laser transmitter (7) the emitted laser line of right side and rear end is radiated at the left side and the front edge of ceramic wafer respectively; If ceramic wafer is smooth, laser rays will be straight; If the ceramic wafer out-of-flatness, laser rays will produce bending, and four high resolution industrial cameras (18) are taken pictures ceramic wafer and transferred to computing machine and deposit figure; And and the standard picture of computing machine (2) internal memory compares, analyzes, and after Image Information Processing was accomplished, computing machine was through controller instruction servomotor (21) work; Ceramic wafer moves forward, and when detection probe (4) when detecting ceramic wafer, servomotor stops operating again; Marking pen (20) on two groups of cylinders this moment (5) carries out marking according to measured result to ceramic wafer; If certified products are then drawn the line of certain designated color, if be non-certified products then draw the line of another kind of designated color, servomotor remained in operation after line was accomplished; Operating personnel take off ceramic wafer, and equipment continues to detect other ceramic wafers.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010272220A CN101975557B (en) | 2010-08-31 | 2010-08-31 | Ceramic plate detection equipment and detection method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010272220A CN101975557B (en) | 2010-08-31 | 2010-08-31 | Ceramic plate detection equipment and detection method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101975557A CN101975557A (en) | 2011-02-16 |
| CN101975557B true CN101975557B (en) | 2012-10-10 |
Family
ID=43575459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201010272220A Expired - Fee Related CN101975557B (en) | 2010-08-31 | 2010-08-31 | Ceramic plate detection equipment and detection method |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101975557B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106442557A (en) * | 2015-08-06 | 2017-02-22 | 青岛软控机电工程有限公司 | Detection method and defect detection system for composite part joint defect detection system |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103018251B (en) * | 2012-07-24 | 2015-09-16 | 深圳市金霆科技有限公司 | tile detection device and method |
| CN105319219B (en) * | 2014-07-23 | 2019-05-14 | 塞米西斯科株式会社 | Bad inspection system and method |
| CN104475353B (en) * | 2014-12-22 | 2017-03-15 | 广东正业科技股份有限公司 | A kind of bow warping degree testing machine and its detection method |
| CN105067533B (en) * | 2015-07-16 | 2018-05-25 | 广州厚邦木业制造有限公司 | A kind of solid wooden compound floor is to color detection device |
| CN105783721B (en) * | 2016-03-31 | 2018-10-23 | 浙江工商大学 | It is a kind of using triple channel detection guard frame rail mounting hole whether qualified device |
| CN106225709A (en) * | 2016-09-23 | 2016-12-14 | 江西洪都航空工业集团有限责任公司 | A kind of rocket booster device for detecting deformation |
| CN107014308A (en) * | 2017-04-25 | 2017-08-04 | 航天科技控股集团股份有限公司 | Based on 2D laser automobile instrument appearance profile automatic checkout system and detection method |
| CN108057636A (en) * | 2017-12-14 | 2018-05-22 | 北京铂阳顶荣光伏科技有限公司 | Full-automatic detection substrate size equipment, substrate detection line and its detection method |
| CN108444413B (en) * | 2018-03-08 | 2023-07-21 | 陕西科技大学 | Ceramic wall and floor tile flatness detection device and method |
| CN109738432A (en) * | 2018-11-21 | 2019-05-10 | 上海巧视智能科技有限公司 | A kind of diagonal line detection machine |
| CN109733836B (en) * | 2018-12-06 | 2020-11-17 | 苏州永创智能科技有限公司 | Full-automatic I/O system for recorder |
| CN109990714B (en) * | 2019-04-29 | 2024-03-22 | 成都天仁民防科技有限公司 | Quality detection system and detection method for civil air defense protection equipment |
| CN110132166B (en) * | 2019-05-05 | 2021-07-23 | 广州佳帆计算机有限公司 | Product image detection method capable of automatically distributing light and comparison device |
| CN110715934A (en) * | 2019-11-11 | 2020-01-21 | 佛山市新石器机器人有限公司 | Ceramic tile unfilled corner detection equipment and method |
| CN110715733A (en) * | 2019-11-11 | 2020-01-21 | 佛山市新石器机器人有限公司 | Tile surface color difference detection equipment and method |
| CN111426385A (en) * | 2020-04-09 | 2020-07-17 | 广东科达洁能股份有限公司 | Ceramic tile grading and color separation detector |
| CN112161988B (en) * | 2020-11-03 | 2024-04-12 | 常州微亿智造科技有限公司 | Ceramic plate automatic detection equipment |
| IT202100013526A1 (en) * | 2021-05-25 | 2022-11-25 | System Ceramics S P A | Detector device, for measuring the caliber of ceramic tiles or slabs |
| CN115508381A (en) * | 2021-10-18 | 2022-12-23 | 南京光衡工业技术有限公司 | Tile defect detection device adopting laser and camera composite detection mode and classification method |
| CN114660073A (en) * | 2022-03-22 | 2022-06-24 | 苏州特易鑫工业设备有限公司 | Visual detection system for solar photovoltaic panel production |
| CN114839127A (en) * | 2022-04-13 | 2022-08-02 | 陈阿唠 | Detection device for marking abnormal part of filter plate |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2795852Y (en) * | 2005-05-12 | 2006-07-12 | 佛山市德科机电设备有限公司 | Automatic detector for glazed tile surface property |
| CN101131315A (en) * | 2006-08-22 | 2008-02-27 | 刘守义 | On-line visual measuring system for tile size and shape |
| CN201811716U (en) * | 2010-08-31 | 2011-04-27 | 杭州三速科技有限公司 | Detection equipment of ceramic plate |
-
2010
- 2010-08-31 CN CN201010272220A patent/CN101975557B/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| 庞登元.墙地砖亚像素级边缘翘曲实时检测方法的研究.《中国优秀博硕士学位论文全文数据库 (硕士) 工程科技Ⅱ辑》.2006,(第10期),第10-14页、图2-3-4. * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106442557A (en) * | 2015-08-06 | 2017-02-22 | 青岛软控机电工程有限公司 | Detection method and defect detection system for composite part joint defect detection system |
| CN106442557B (en) * | 2015-08-06 | 2019-03-05 | 青岛软控机电工程有限公司 | Detection method and defect detection system for composite part joint defect detection system |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101975557A (en) | 2011-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101975557B (en) | Ceramic plate detection equipment and detection method | |
| CN1093254C (en) | System for measuring surface flatness using shadow moire technology | |
| CN108760765A (en) | A kind of surface damage defect detecting device and method based on the shooting of side view camera | |
| CN102798637B (en) | Device and method for detecting surface quality of printed matters | |
| CN104111260A (en) | Nondestructive ceramic detection device and detection method thereof | |
| CN201811716U (en) | Detection equipment of ceramic plate | |
| CN110508503A (en) | A kind of product detection device based on machine vision | |
| CN104101608A (en) | Intelligent detecting device for detecting defects of multi-type irregularly shaped product | |
| CN106767423A (en) | Automatic Visual Inspection instrument | |
| CN110715936A (en) | Household appliance shell appearance automatic detection system based on visual images | |
| CN205317238U (en) | Ceramic tile testing machine | |
| CN213275383U (en) | Ceramic tile quality detection equipment | |
| CN207516267U (en) | A kind of board surface defect double-side detecting device | |
| CN103038603A (en) | Apparatus and method for three dimensional inspection of wafer saw marks | |
| CN112461850A (en) | Workpiece surface flaw detection system | |
| CN110715623A (en) | Ceramic tile flatness detection equipment and method | |
| CN110044926A (en) | A kind of lens defect detection device | |
| CN104330419A (en) | Method and device for detecting film | |
| CN206670551U (en) | Automatic Visual Inspection instrument | |
| CN206311047U (en) | A kind of product profile tolerance testing equipment | |
| CN203605907U (en) | Part detection system | |
| CN205333535U (en) | Metal strainometer defect automatic check out system | |
| CN206832700U (en) | The defects of one kind is based on infrared distance measuring sensor detection means | |
| CN206990465U (en) | The defects of liquid crystal panel detection means | |
| CN108267177A (en) | Multi-functional mobile phone backboard self-operated measuring unit and measuring method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121010 Termination date: 20130831 |