스프레이 노즐
Spray nozzle
스프레이 노즐은 액체의 분산을 용이하게 하는 정밀 장치입니다.노즐은 세 가지 목적으로 사용됩니다: 액체를 한 영역에 분산시키는 것, 액체의 표면적을 늘리는 것, 그리고 단단한 [1]표면에 충격력을 발생시키는 것.다양한 스프레이 노즐 용도는 스프레이를 설명하기 [2]위해 여러 스프레이 특성을 사용합니다.
스프레이 노즐은 분무, 유체의 액체 [3][4]분해를 일으키는 데 사용되는 에너지 입력에 따라 분류할 수 있습니다.스프레이 노즐에는 1개 이상의 출구가 있습니다.복수 출구 노즐을 복합 노즐이라고 합니다.스프레이 볼에는 노즐에 여러 개의 콘센트가 있으며, 이 콘센트는 수년 동안 양조 업계에서 통과 [5]맥주병을 청소하는 데 사용되어 왔습니다.스프레이 노즐은 헤비듀티 산업용부터 가벼운 듀티 스프레이 캔 또는 스프레이 [6]병까지 다양합니다.
단일 유체 노즐
단일 유체 또는 유압 스프레이 노즐은 액체에 부여된 운동 에너지를 이용하여 액체를 물방울로 분해합니다.가장 널리 사용되는 이 스프레이 노즐 유형은 대부분의 다른 유형보다 표면적을 생성하는 데 에너지 효율이 높습니다.액압이 증가함에 따라 노즐을 통과하는 흐름이 증가하고 낙하 크기가 감소합니다.원하는 스프레이 특성에 따라 여러 가지 단일 유체 노즐 구성이 사용됩니다.
플레인 오리피스
가장 단순한 단일 유체 노즐은 그림과 같이 일반 오리피스 노즐입니다.이 노즐은 분무는 거의 발생하지 않지만 액체의 흐름을 유도합니다.압력 강하가 25bar(2,500kPa; 360psi) 이상이면 디젤 인젝터와 같이 재료가 미세하게 분무되는 경우가 많습니다.낮은 압력에서는 이러한 유형의 노즐이 종종 탱크 청소에 사용되며, 이는 고정 위치 복합 스프레이 노즐 또는 회전 노즐로 사용됩니다.

플레인 오리피스 스프레이 노즐

성형 오리피스
성형 오리피스는 반구형 입구 및 V 노치형 출구를 사용하여 V 노치 축에 흐름이 퍼지도록 합니다.플랫 팬 스프레이는 스프레이 도장 등 많은 스프레이 용도에 유용합니다.
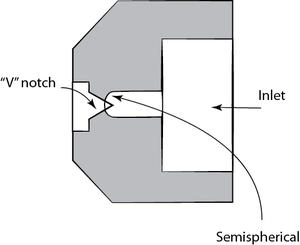
플랫 팬 스프레이 패턴 스프레이 노즐

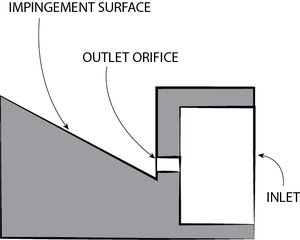
표면 충돌 단일 유체
표면 충돌 노즐은 표면에 액체 흐름을 침범시켜 액체 시트를 작은 물방울로 분해한다.이 플랫 팬 스프레이 패턴 노즐은 농업용 제초제 도포부터 로우오 도장까지 다양한 용도에 사용되고 있습니다.
충돌 표면은 나선형으로 형성되어 완전한 원뿔 스프레이 패턴 또는 중공 원뿔 스프레이 [7]패턴에 가까운 나선형 시트를 생성할 수 있습니다.
나선형 설계는 일반적으로 주어진 압력과 유량에 대해 압력 스월형 노즐 설계보다 작은 낙하 크기를 생성합니다.자유 통로가 넓기 때문에 막힘에 강한 디자인입니다.
일반적인 용도에는 가스 스크러빙 애플리케이션(예: 작은 물방울이 뛰어난 성능을 제공하는 연도 가스 탈황)과 소방(물방울 밀도의 혼합으로 강한 열 전류를 통해 스프레이 침투 가능)이 포함됩니다.
표면 충돌 스프레이 노즐

스파이럴 스프레이 노즐


압력-스월 단일 유체
압력-스월 스프레이 노즐은 고성능(소형 드롭 크기) 장치로, 다음과 같은 구성이 있습니다.정지된 코어는 회전 유체 운동을 유도하여 스월 챔버에서 오일의 소용돌이를 일으킵니다.필름을 출구 오리피스 주변에서 배출하여 특징적인 중공 원뿔 스프레이 패턴을 생성한다.선회실 내부에 공기 또는 다른 주변 가스를 끌어들여 선회 액체 내에 공기 코어를 형성한다.노즐 용량 및 건설 재료에 따라 이러한 중공 원뿔 패턴을 생성하기 위해 많은 유체 주입구 구성이 사용됩니다.이 노즐의 용도에는 증발 냉각 및 스프레이 건조가 포함됩니다.

압력 스월 스프레이 노즐

스필백 노즐


고체 원뿔 단일 유체
솔리드 콘 스프레이 노즐의 구성 중 하나가 개략도에 나타나 있습니다.그러나 베인 구조에 의해 선회하는 액체운동이 유도되지만 배출류는 출구 오리피스 전체를 채운다.동일한 용량과 압력 강하를 위해 풀콘 노즐은 중공 콘 노즐보다 큰 드롭 크기를 생성합니다.커버리지는 이러한 노즐에서 원하는 기능으로, 유체를 한 영역에 분산시키는 용도로 자주 사용됩니다.
컴파운드
복합노즐은 아래와 같이 하나의 노즐 본체에 여러 개의 개별적인 단일 또는 2개의 유체노즐이 통합된 노즐의 일종이다.이를 통해 낙하 크기와 스프레이 커버리지 각도를 설계 제어할 수 있습니다.

넓은 패턴의 복합 압력 스월 스프레이 노즐

2액 노즐
2유체 노즐은 고속가스와 액체의 상호작용을 일으켜 분무한다.압축 공기는 분무 가스로 가장 많이 사용되지만 증기나 다른 가스가 사용되기도 한다.다양한 디자인의 2-유체 노즐은 노즐 면에 상대적인 기체와 액체 흐름의 혼합점에 따라 내부 혼합 또는 외부 혼합으로 분류할 수 있습니다.
내부 혼합 2-유체
내부 믹스 노즐은 노즐 내부의 유체와 접촉합니다. 위 그림에 하나의 구성이 나와 있습니다.고속 가스와 저속 액체 사이의 전단에서는 액체 흐름이 물방울로 분해되어 고속 분무가 발생합니다.이러한 유형의 노즐은 외부 혼합 분무기보다 분무 가스를 적게 사용하는 경향이 있으며 높은 점도의 흐름에 적합합니다.많은 복합 내부 혼합 노즐이 상업적으로 사용됩니다(예: 연료 오일 분무).
외부혼합 2-유체
외부 혼합 노즐은 개략도에 표시된 것처럼 노즐 외부의 유체와 접촉합니다.이런 유형의 스프레이 노즐은 노즐 외부에서 액체의 혼합과 분무화가 이루어지기 때문에 더 많은 분무 공기와 더 높은 분무 공기 압력 강하가 필요할 수 있습니다.이러한 유형의 노즐에서는 액체 압력 강하가 낮으며, 분무 공기 노즐(시폰 노즐)에 의한 흡입으로 인해 액체가 노즐 안으로 유입될 수 있습니다.분무하는 액체가 고형물을 포함하고 있는 경우에는 외부혼합분무기가 바람직하다.이 스프레이는 다른 스프레이 패턴을 생성하도록 형성될 수 있습니다.원형 분무 단면 토출을 평탄화 또는 재형성하기 위한 추가 에어포트를 갖춘 평탄한 패턴을 형성한다.
2-유체 제어
많은 어플리케이션에서는 2유체 노즐을 사용하여 동작 범위에 걸쳐 작은 드롭 크기를 제어합니다.각 노즐은 성능 곡선을 가지며 액체 및 가스 유량에 따라 드롭 [8]사이즈가 결정된다.낙하 사이즈가 너무 크면 심각한 기기 고장으로 이어지거나 프로세스나 제품에 악영향을 미칠 수 있습니다.예를 들어 시멘트 공장의 가스조절탑은 2유체 노즐에 의해 분진된 가스에 의해 분무된 물에 의한 증발 냉각을 이용하는 경우가 많다.물방울이 완전히 증발하지 않고 부딪히면 용기 벽면에 먼지가 쌓여 출구 덕트의 흐름이 제한될 가능성이 있으며, 이로 인해 공장 가동이 중단됩니다.
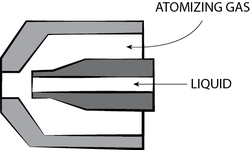
내부 혼합 2액 스프레이 노즐

외부 혼합 2액 스프레이 노즐

트윈 유체 노즐



회전식 분무기
회전식 아토마이저는 고속 회전 디스크, 컵 또는 휠을 사용하여 액체를 주변으로 고속으로 배출하여 중공 원뿔 스프레이를 형성합니다.회전 속도는 드롭 크기를 제어합니다.스프레이 건조 및 스프레이 도장이 이 기술의 가장 중요하고 일반적인 사용법입니다.
초음파 분무기
이 유형의 스프레이 노즐은 고주파(20~180kHz) 진동을 이용하여 액체로부터 좁은 낙하 크기 분포와 저속 스프레이를 생성합니다.압전 결정의 진동은 노즐 표면 액막에 모세관을 발생시킵니다.초음파 노즐은 막히기 매우 어렵기 때문에 높은 전사 효율과 공정 안정성의 열쇠가 될 수 있습니다.특히 [9]신뢰성 때문에 의료기기 코팅에 유용하다.

정전
스프레이의 정전 충전은 높은 전송 효율에 매우 유용합니다.예를 들어 코팅(도료)의 산업용 분사 및 윤활유 도포 등이 있습니다.충전은 고전압(20~40kV)이지만 전류는 낮습니다.
퍼포먼스[10] 요인
액체 특성
노즐 제조업체가 제공하는 거의 모든 낙하 크기 데이터는 실험실 조건인 21°C(70°F)의 분무수를 기반으로 합니다.낙하 크기에 민감한 공정을 위해 노즐을 선택할 때는 액체 성질의 영향을 이해하고 고려해야 합니다.
온도
액체 온도 변화는 노즐 성능에 직접적인 영향을 미치지 않지만, 점도, 표면 장력 및 비중에는 영향을 미칠 수 있으며, 이는 스프레이 노즐 성능에 영향을 미칠 수 있습니다.
비중
비중이란 같은 부피의 물의 질량에 대한 일정 부피의 액체 질량의 비율이다.분무 시 물 이외의 액체의 비중 Sg의 주효과는 분무 노즐의 용량에 있다.노즐에 대해 공급업체가 제공한 모든 성능 데이터는 분무수를 기반으로 합니다.물 이외의 액체의 부피 유량 Q를 결정하기 위해서는 다음 공식을 사용해야 한다.

점성
동적 점도는 유동 중에 원소의 형태나 배열의 변화에 저항하는 액체의 특성으로 정의됩니다.액체 점도는 주로 스프레이 패턴 형성과 낙하 크기에 영향을 미칩니다.점도가 높은 액체는 스프레이 패턴 형성을 시작하기 위해 더 높은 최소 압력을 필요로 하며 물보다 더 좁은 스프레이 각도를 산출합니다.
표면 장력
액체의 표면 장력은 가능한 한 작은 크기를 가정하는 경향이 있으며, 장력 하에서 막 역할을 합니다.액체 표면의 모든 부분은 인접한 부분이나 접촉하는 다른 물체에 장력을 가합니다.이 힘은 표면의 평면에 있으며, 길이의 단위당 그 양은 표면 장력이다.물의 값은 21°C(70°F)에서 약 0.073N/m(0.0050lbf/ft)입니다.표면 장력의 주요 영향은 최소 작동 압력, 스프레이 각도 및 낙하 크기에 있습니다.표면 장력은 낮은 작동 압력에서 더 뚜렷하게 나타납니다.표면 장력이 높아지면 특히 중공 원뿔 노즐에서 스프레이 각도가 감소합니다.표면 장력이 낮으면 노즐을 낮은 압력으로 작동할 수 있습니다.
노즐 마모
노즐 마모는 노즐 용량의 증가 및 분포(분무 패턴의 균일성)가 악화되어 낙하 크기가 증가하는 분무 패턴의 변화로 나타난다.내마모성 구조 재료를 선택하면 노즐 수명이 늘어납니다.많은 단일 유체 노즐이 흐름 미터링에 사용되기 때문에 마모된 노즐은 과도한 액체 사용을 초래합니다.
건축재
구조 재료는 분사할 액체의 유체 특성과 노즐 주변 환경을 기준으로 선정됩니다.스프레이 노즐은 황동, 스테인리스강 및 니켈 합금과 같은 금속으로 제조되지만 PTFE 및 PVC와 같은 플라스틱과 세라믹(알루미나 및 탄화규소)도 사용됩니다.부식 마모, 화학적 공격, 고온의 영향 등 몇 가지 요인을 고려해야 합니다.
적용들
자동차 코팅: 자동차 코팅은 10~100μm(0.39~3.94m) 크기의 액적을 기판에 균일하게 부착해야 합니다.스프레이 기술의 적용은 자동차 코팅의 마지막 단계로 포함되는 베이스 및 클리어 코팅 프로세스 과정에서 더욱 두드러진다.로봇에 장착된 회전식 벨과 hvlp(고용량, 저압) 스프레이는 제조 [11]시 차체를 도장하는 데 널리 사용됩니다.
「 」를 참조해 주세요.
레퍼런스
- ^ Lipp, Charles W., 실용 스프레이 기술:Fundamentals and Practice, 2012년 ISBN978-0-578-10090-6
- ^ Nasr, Yule and Bending, "산업용 스프레이 및 원자화", 스프링어, 2002, ISBN 1-85233-611-0
- ^ Lipp, C.W., Sprays 기사, Kirk-Othmer 화학기술 백과사전 2005년 제5호
- ^ W.R. 마샬 주니어분무 및 스프레이 건조, Am.Chem Engr의 목사.모노그래프 시리즈, 1954년
- ^ Kennedy/Jenks 컨설턴트 "물 사용 효율 보고서" https://clfp.com/wp-content/uploads/CLFP_Water-Use-Efficiency-Study_02-11-15_PART-3.pdf
- ^ US 5941462, Sandor, Joseph, "제품 분무기용 가변 분무 노즐", 1999-08-24 발행, John R.에게 할당.산림
- ^ US 2804341, Bete, John U.S., 1957-08-27 발행, Bete Fog Nozzle Inc.에 할당.
- ^ Pagcatipunan, C., Schick, R., 스프레이 노즐 시스템의 성능을 극대화하십시오.Engr. Program, 2005년 12월
- ^ Berger, Harvey (2006). "Using ultrasonic spray nozzles to coat drug-eluting stents". Med Device Technol. 17 (9): 44–6, 48–9. PMID 17240688.
- ^ 르페브르, Arthur, 원자화와 스프레이, 반구, 1989, ISBN 0-89116-603-3
- ^ Poozesh, Sadegh; Akafuah, Nelson; Saito, Kozo (2018). "Effects of automotive paint spray technology on the paint transfer efficiency – a review". Proceedings of the Institution of Mechanical Engineers, Part D: Journal of Automobile Engineering. 232 (2): 282–301. doi:10.1177/0954407017695159. S2CID 136435149.
| 종류들 | |
|---|---|
| 서브타입 | |
| 기판 | |
| 악세사리 | |
| 관련 개념 | |


