WO2024202509A1 - Vane, compressor, and method of manufacturing vane - Google Patents
Vane, compressor, and method of manufacturing vane Download PDFInfo
- Publication number
- WO2024202509A1 WO2024202509A1 PCT/JP2024/003124 JP2024003124W WO2024202509A1 WO 2024202509 A1 WO2024202509 A1 WO 2024202509A1 JP 2024003124 W JP2024003124 W JP 2024003124W WO 2024202509 A1 WO2024202509 A1 WO 2024202509A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- base material
- vane
- layer
- cylinder
- hard coating
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 48
- 239000000463 material Substances 0.000 claims abstract description 176
- 150000004767 nitrides Chemical class 0.000 claims abstract description 57
- 238000009792 diffusion process Methods 0.000 claims abstract description 54
- 230000006835 compression Effects 0.000 claims abstract description 45
- 238000007906 compression Methods 0.000 claims abstract description 45
- 239000011651 chromium Substances 0.000 claims abstract description 42
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 20
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 20
- 238000000576 coating method Methods 0.000 claims description 72
- 239000011248 coating agent Substances 0.000 claims description 71
- 238000005121 nitriding Methods 0.000 claims description 38
- 238000000034 method Methods 0.000 claims description 30
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 5
- 229910052799 carbon Inorganic materials 0.000 claims description 5
- 229910052742 iron Inorganic materials 0.000 claims description 5
- 229910052757 nitrogen Inorganic materials 0.000 claims description 5
- 229910001105 martensitic stainless steel Inorganic materials 0.000 claims description 4
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 4
- 239000000758 substrate Substances 0.000 abstract 2
- 229910000727 Fe4N Inorganic materials 0.000 abstract 1
- 238000000638 solvent extraction Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 156
- 239000003507 refrigerant Substances 0.000 description 33
- 239000011247 coating layer Substances 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 10
- -1 nitride compound Chemical class 0.000 description 10
- 238000005192 partition Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 8
- 239000010687 lubricating oil Substances 0.000 description 8
- 238000005057 refrigeration Methods 0.000 description 8
- 238000000926 separation method Methods 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 229910001337 iron nitride Inorganic materials 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 230000000873 masking effect Effects 0.000 description 5
- 238000005219 brazing Methods 0.000 description 4
- 239000000470 constituent Substances 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 229910000997 High-speed steel Inorganic materials 0.000 description 2
- 235000014676 Phragmites communis Nutrition 0.000 description 2
- CXOWYMLTGOFURZ-UHFFFAOYSA-N azanylidynechromium Chemical compound [Cr]#N CXOWYMLTGOFURZ-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 239000003595 mist Substances 0.000 description 2
- 125000004433 nitrogen atom Chemical group N* 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/36—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases using ionised gases, e.g. ionitriding
- C23C8/38—Treatment of ferrous surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/30—Rotary-piston pumps specially adapted for elastic fluids having the characteristics covered by two or more of groups F04C18/02, F04C18/08, F04C18/22, F04C18/24, F04C18/48, or having the characteristics covered by one of these groups together with some other type of movement between co-operating members
- F04C18/34—Rotary-piston pumps specially adapted for elastic fluids having the characteristics covered by two or more of groups F04C18/02, F04C18/08, F04C18/22, F04C18/24, F04C18/48, or having the characteristics covered by one of these groups together with some other type of movement between co-operating members having the movement defined in group F04C18/08 or F04C18/22 and relative reciprocation between the co-operating members
- F04C18/356—Rotary-piston pumps specially adapted for elastic fluids having the characteristics covered by two or more of groups F04C18/02, F04C18/08, F04C18/22, F04C18/24, F04C18/48, or having the characteristics covered by one of these groups together with some other type of movement between co-operating members having the movement defined in group F04C18/08 or F04C18/22 and relative reciprocation between the co-operating members with vanes reciprocating with respect to the outer member
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C29/00—Component parts, details or accessories of pumps or pumping installations, not provided for in groups F04C18/00 - F04C28/00
Definitions
- the present invention relates to a vane, a compressor, and a method for manufacturing the vane.
- the compression section of a rotary compressor includes a cylinder, a piston that revolves along the inner circumferential surface of the cylinder, and a pair of end plates that close both ends of the cylinder.
- a cylinder chamber is formed between the inner circumferential surface of the cylinder, the outer circumferential surface of the piston, and the pair of end plates.
- a vane that divides the cylinder chamber into a suction chamber and a compression chamber is disposed in a vane groove formed in the cylinder.
- the outer circumferential surface of this type of vane has a tip surface that slides against the outer circumferential surface of the piston, a side surface that slides against the inner surface of the vane groove, and an end surface that slides against the end plate.
- the sliding surfaces of the vane are required to have wear resistance that makes them resistant to wear even when they repeatedly slide against the piston and end plate, and seizure resistance that makes them resistant to deterioration even when the temperature of the vane itself rises due to frictional heat caused by sliding.
- the tip surface of the vane is subjected to a large pressure from the outer circumferential surface of the piston when sliding against the piston, so it is required to have a high hardness (wear resistance) that can withstand this pressure.
- JP 2013-155749 A Japanese Unexamined Patent Publication No. 60-26195 Japanese Patent Application Publication No. 11-280648
- a nitriding treatment is applied to the outer surface of the vane formed from high-speed steel as the base material, thereby changing the composition of the entire surface of the base material forming the vane into a nitrided diffusion layer.
- high-speed steel itself is a steel material with a low Cr content (for example, a Cr content of about 3.8 wt% to 4.5 wt%), so simply nitriding the surface of the base material forming the vane does not provide sufficient wear resistance and seizure resistance required for the sliding surface of the vane.
- a DLC (diamond-like carbon) layer is further formed as a high-hardness coating layer on the entire surface of the base material with the nitrided diffusion layer exposed on the outer surface, ensuring the wear resistance and seizure resistance required for the sliding surface of the vane.
- the coating process is performed with multiple vanes arranged at a distance from each other in a film-forming device for the high-hardness coating layer. This reduces the number of vanes that can be coated at one time, which creates a problem of increased vane manufacturing costs.
- Patent Document 2 discloses vanes formed from a steel material with a high Cr content as a base material.
- Patent Document 2 discloses vanes formed from a steel material with a high Cr content as a base material.
- a nitride diffusion layer is formed by nitriding the entire surface of a vane formed from a steel material with a high Cr content as a base material, and this nitride diffusion layer with a high Cr content is used as the sliding surface of the vane to ensure wear resistance and seizure resistance.
- the vane described in Patent Document 2 sufficiently obtains the wear resistance and seizure resistance required for the side and end surfaces of the sliding surface of the vane, but the hardness required for the tip surface of the vane, which receives a large force from the piston and receives a large surface pressure because the contact area during sliding with the piston is small, is insufficient, and wear of the tip surface may progress.
- a hard and brittle nitride compound layer by nitriding a steel material with a high Cr content, a hard and brittle nitride compound layer, a so-called white layer, is formed thickly on the nitride diffusion layer formed on the surface of the base material that forms the vane.
- Patent Document 3 describes a technique for improving adhesion between a vane having a nitride compound layer formed on its surface by nitriding and a high-hardness coating layer.
- the nitrided surface of the base material is irradiated with ions of the constituent molecules of the high-hardness coating layer before forming the high-hardness coating layer.
- a mixed layer is formed on the surface of the base material forming the vane, in which the constituent molecules of the high-hardness coating layer and the constituent molecules of the base material of the vane are bonded.
- the disclosed technology has been developed in consideration of the above, and aims to provide a vane, a compressor, and a method for manufacturing a vane that reduces the manufacturing costs of the vane while preventing the hard coating from peeling off from the base material that forms the tip surface of the vane.
- a vane used in a compressor including a cylinder, a piston that revolves along the inner circumferential surface of the cylinder, and an end plate that closes an end of the cylinder, and divides a cylinder chamber surrounded by the cylinder, the piston, and the end plate into a suction chamber and a compression chamber.
- the vane has a base material formed from a material having a chromium content of more than 4.5 wt %, and a hard coating covering a tip surface of the base material, and the base material has a base layer and a nitriding diffusion layer, or the base material layer and the nitriding diffusion layer and in addition a dense layer made of a gamma prime phase mainly composed of Fe 4 N are formed on the nitriding diffusion layer, and the hard coating is formed on the surface of either the nitriding diffusion layer of the base material or the dense layer of the base material.
- the vane disclosed in this application it is possible to reduce the manufacturing costs of the vane while preventing the hard coating from peeling off from the base material that forms the tip surface of the vane.
- FIG. 1 is a vertical cross-sectional view showing a compressor equipped with a vane according to a first embodiment.
- FIG. 2 is an exploded perspective view showing a compression portion of the compressor of the first embodiment.
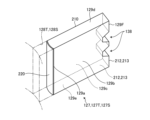
- FIG. 3 is a perspective view showing the vane of the first embodiment.
- FIG. 4 is a cross-sectional view showing the hard coating and the nitride layer of the vane of the first embodiment.
- FIG. 5 is an enlarged cross-sectional view showing the tip of the vane of the first embodiment.
- FIG. 6 is a schematic diagram for explaining a manufacturing method of the vane of the first embodiment.
- FIG. 7 is a cross-sectional view showing the surface of the base material immediately after the nitriding treatment.
- FIG. 8 is a schematic diagram for explaining an example of a hard coating forming process in Example 1.
- FIG. 9 is an enlarged cross-sectional view showing a tip portion of the vane according to the second embodiment.
- FIG. 10 is a schematic diagram for explaining an example of a hard coating forming process in Example 2.
- Fig. 1 is a vertical cross-sectional view showing a compressor equipped with a vane of Example 1.
- the compressor 1 is a rotary compressor that accommodates a compression section 12 that draws in a refrigerant from an accumulator 25 and compresses the refrigerant and discharges the compressed refrigerant into the main container 10, and a motor 11 that drives the compression section 12, inside a main container 10, and discharges the high-pressure refrigerant compressed by the compression section 12 into the main container 10 and further into a refrigeration cycle through a discharge pipe 107.
- the compressor 1 also includes a rotating shaft 15 that transmits the driving force of the motor 11 to the compression section 12, and an accumulator 25 fixed to the outer circumferential surface of the main container 10.
- the main container 10 is provided with an upper compression section suction pipe 102T and a lower compression section suction pipe 102S that penetrate the main container 10 for sucking low-pressure refrigerant of the refrigeration cycle into the compression section 12.
- the upper guide pipe 101T is fixed to the main container 10, for example, by brazing
- the upper compression section suction pipe 102T passes through the inside of the upper guide pipe 101T and is fixed to the upper guide pipe 101T, for example, by brazing.
- the lower guide pipe 101S is fixed to the main container 10, for example, by brazing
- the lower compression section suction pipe 102S passes through the inside of the lower guide pipe 101S and is fixed to the lower guide pipe 101S, for example, by brazing.
- a discharge pipe 107 for discharging the high-pressure refrigerant compressed in the compression section 12 from inside the main container 10 to the refrigeration cycle is provided through the upper part of the main container 10.
- a base member 310 that supports the entire compressor 1 is fixed to the lower part of the main container 10 by welding.
- the accumulator 25 includes an accumulator suction pipe 27 that draws refrigerant from the refrigeration cycle into the accumulator 25, and an upper gas-liquid separation pipe 31T and a lower gas-liquid separation pipe 31S for sending the gaseous refrigerant to the compression section 12.
- the accumulator suction pipe 27 is connected to the upper part of the accumulator 25.
- the upper gas-liquid separation pipe 31T is connected to the upper compression section suction pipe 102T via the upper connecting pipe 104T.
- the lower gas-liquid separation pipe 31S is connected to the lower compression section suction pipe 102S via the lower connecting pipe 104S.
- the compression section 12 has an upper cylinder 121T, a lower cylinder 121S, an intermediate partition plate 140, an upper end plate 160T, and a lower end plate 160S, and is stacked in the order of the upper end plate 160T, the upper cylinder 121T, the intermediate partition plate 140, the lower cylinder 121S, and the lower end plate 160S, and is fixed by a plurality of bolts 175.
- the upper end plate 160T is provided with a main bearing portion 161T.
- the lower end plate 160S is provided with a sub-bearing portion 161S.
- the rotating shaft 15 is provided with a main shaft portion 153, an upper eccentric portion 152T, a lower eccentric portion 152S, and a sub-shaft portion 151.
- the rotating shaft 15 has a main shaft portion 153 and a sub-shaft portion 151 supported by the compression section 12.
- the main shaft portion 153 of the rotating shaft 15 is fitted into the main bearing portion 161T of the upper end plate 160T, and the sub-shaft portion 151 of the rotating shaft 15 is fitted into the sub-bearing portion 161S of the lower end plate 160S, so that the rotating shaft 15 is rotatably supported by the main bearing portion 161T and the sub-bearing portion 161S.
- the motor 11 has a stator 111 arranged on the outside and a rotor 112 arranged on the inside.
- the stator 111 is fixed to the inner circumferential surface 10a of the main container 10 by, for example, shrink fitting or welding.
- the rotor 112 is fixed to the rotating shaft 15 by shrink fitting.
- the inside of the main container 10 is filled with lubricating oil 18, enough to almost completely immerse the compression section 12, to lubricate the sliding members of the compression section 12 and to seal between the high-pressure and low-pressure sections in the cylinder chamber.
- the upper cylinder 121T has a cylindrical upper hollow section 130T formed therein, and an upper piston 125T is disposed in the upper hollow section 130T.
- the upper piston 125T is fitted into the upper eccentric section 152T of the rotating shaft 15.
- the lower cylinder 121S has a cylindrical lower hollow section 130S formed therein, and a lower piston 125S is disposed in the lower hollow section 130S.
- the lower piston 125S is fitted into the lower eccentric section 152S of the rotating shaft 15.
- the upper cylinder 121T is provided with an upper vane groove 128T extending from the upper hollow portion 130T to the outer periphery, and an upper vane 127T is disposed in the upper vane groove 128T.
- the upper cylinder 121T is provided with an upper spring hole 124T that leads from the outer periphery to the upper vane groove 128T, and an upper spring 126T is disposed in the upper spring hole 124T.
- the lower cylinder 121S is provided with a lower vane groove 128S that extends from the lower hollow portion 130S to the outer periphery, and a lower vane 127S is disposed in the lower vane groove 128S.
- the lower cylinder 121S is provided with a lower spring hole 124S that leads from the outer periphery to the lower vane groove 128S, and a lower spring 126S is disposed in the lower spring hole 124S.
- the space outside the upper piston 125T in the upper hollow portion 130T of the upper cylinder 121T is divided into an upper suction chamber 131T and an upper compression chamber 133T, which are upper cylinder chambers.
- the upper cylinder 121T has an upper suction hole 135T that communicates with the upper suction chamber 131T from the outer periphery.
- the upper suction hole 135T is connected to the upper compression section suction pipe 102T.
- the space outside the lower piston 125S in the lower hollow portion 130S of the lower cylinder 121S is divided into a lower suction chamber 131S and a lower compression chamber 133S, which are lower cylinder chambers.
- the lower cylinder 121S has a lower suction hole 135S that communicates with the lower suction chamber 131S from the outer periphery.
- the lower compression section suction pipe 102S is connected to the lower suction hole 135S.
- the upper end plate 160T is provided with an upper discharge hole 190T that penetrates the upper end plate 160T and communicates with the upper compression chamber 133T.
- An upper discharge valve 200T which is a reed valve that opens and closes the upper discharge hole 190T, and an upper discharge valve retainer 201T that regulates the warping of the upper discharge valve 200T are fixed to the upper end plate 160T by an upper rivet 202T.
- An upper end plate cover 170T that covers the upper discharge hole 190T is disposed on the upper side of the upper end plate 160T, and an upper end plate cover chamber 180T that is closed by the upper end plate 160T and the upper end plate cover 170T is formed.
- the upper end plate cover 170T is fixed to the upper end plate 160T by a plurality of bolts 175 that fix the upper end plate 160T to the upper cylinder 121T.
- the upper end plate cover 170T is provided with an upper end plate cover discharge hole 172T that communicates between the upper end plate cover chamber 180T and the inside of the main container 10.
- the inner peripheral surface 10a of the main container 10 is shrink-fitted to the outer peripheral surface 182a of the upper end plate 160T and is joined to the main container 10 by a plurality of welded parts.
- the structure of the upper end plate 160T in this embodiment 1 will be described in detail later.
- the lower end plate 160S is provided with a lower discharge hole 190S that penetrates the lower end plate 160S and communicates with the lower compression chamber 133S.
- a lower discharge valve 200S which is a reed valve that opens and closes the lower discharge hole 190S, and a lower discharge valve holder 201S that regulates the warping of the lower discharge valve 200S are fixed to the lower end plate 160S by a lower rivet 202S.
- a lower end plate cover 170S that covers the lower discharge hole 190S is arranged below the lower end plate 160S, forming a lower end plate cover chamber 180S that is closed by the lower end plate 160S and the lower end plate cover 170S (see Figure 1).
- the lower end plate cover 170S is fixed to the lower end plate 160S by a plurality of bolts 175 that fix the lower end plate 160S and the lower cylinder 121S.
- the compression section 12 also has a refrigerant passage hole 136 (see FIG. 2) that penetrates the lower end plate 160S, the lower cylinder 121S, the intermediate partition plate 140, the upper end plate 160T, and the upper cylinder 121T and connects the lower end plate cover chamber 180S and the upper end plate cover chamber 180T.
- the gaseous refrigerant drawn into the upper gas-liquid separation pipe 31T is drawn into the upper suction chamber 131T through the upper connecting pipe 104T and the upper compression section suction pipe 102T.
- the gas refrigerant drawn into the lower gas-liquid separation pipe 31S passes through the lower connecting pipe 104S and the lower compression section suction pipe 102S and is drawn into the lower suction chamber 131S.
- the upper piston 125T fitted to the upper eccentric portion 152T of the rotating shaft 15 revolves, compressing the refrigerant while reducing the volume of the upper compression chamber 133T.
- the upper discharge valve 200T opens and discharges the refrigerant from the upper compression chamber 133T to the upper end plate cover chamber 180T.
- the refrigerant discharged into the upper end plate cover chamber 180T is discharged into the main body container 10 from the upper end plate cover discharge hole 172T provided in the upper end plate cover 170T.
- the lower piston 125S fitted into the lower eccentric portion 152S of the rotating shaft 15 revolves, compressing the refrigerant while reducing the volume of the lower compression chamber 133S.
- the lower discharge valve 200S opens and discharges the refrigerant from the lower compression chamber 133S to the lower end plate cover chamber 180S.
- the refrigerant discharged into the lower end plate cover chamber 180S passes through the refrigerant passage hole 136 and the upper end plate cover chamber 180T and is discharged into the main body container 10 from the upper end plate cover discharge hole 172T provided in the upper end plate cover 170T.
- the refrigerant discharged into the main container 10 is guided above the motor 11 through a notch (not shown) on the outer periphery of the stator 111 that connects the top and bottom, or through a gap in the winding part of the stator 111 (not shown), or through the gap 115 between the stator 111 and the rotor 112 (see Figure 1), and is discharged from the discharge pipe 107 located at the top of the main container 10.
- the lubricating oil 18 sealed in the lower part of the main container 10 is supplied to the compression section 12 through the inside of the rotating shaft 15 (not shown) by the centrifugal force of the rotating shaft 15.
- the lubricating oil 18 supplied to the compression section 12 is mixed with the refrigerant and is discharged into the inside of the main container 10 together with the refrigerant in a mist form.
- the mist of the lubricating oil 18 discharged into the inside of the main container 10 is separated from the refrigerant by the centrifugal force of the rotational force of the motor 11, and returns to the bottom of the main container 10 as oil droplets.
- the lubricating oil 18 is not separated and is discharged into the refrigerant together with the refrigerant into the refrigeration cycle.
- the lubricating oil 18 discharged into the refrigeration cycle circulates through the refrigeration cycle and returns to the accumulator 25, where it is separated inside the accumulator 25 and accumulates in the lower part of the accumulator 25.
- the lubricating oil 18 accumulated in the lower part of the accumulator 25 is sucked into the upper suction chamber 131T and the lower suction chamber 131S together with the suctioned refrigerant.
- FIG. 3 is a perspective view showing the vane of the first embodiment.
- the upper vane 127T and the lower vane 127S (hereinafter also referred to as vane 127) have the same structure, so the upper vane 127T will be described below, and the description of the lower vane 127S will be omitted.
- the upper vane 127T has a tip surface 129a that slides against the outer circumferential surface of the upper piston 125T, and a first side surface 129b and a second side surface 129c that slide against the inner surface of the upper vane groove 128T.
- the upper vane 127T also has a first end surface 129d that slides against the end surface of the upper end plate 160T, a second end surface 129e that slides against the end surface of the intermediate partition plate 140 as an end plate, and a back surface 129f that is pressed by the upper spring 126T.
- the lower vane 127S has a first end face 129d that slides against an end face of the intermediate partition plate 140 serving as an end plate, and a second end face 129e that slides against an end face of the lower end plate 160S.
- the first side face 129b and the second side face 129c, and the first end face 129d and the second end face 129e are each formed in a flat plate shape.
- the tip surface 129a of the upper vane 127T is formed in an arc shape when viewed from a direction perpendicular to the first end surface 129d and the second end surface 129e.
- the back surface 129f of the upper vane 127T has an engagement portion 138 with which the end of the upper spring 126T engages, which is formed by cutting out a part of the flat back surface 129f.
- the upper vane 127T includes a base material 210 and a hard coating 220.
- the base material 210 has a base layer 211 (described later) formed of a material with a chromium (Cr) content of more than 4.5 [wt%].
- Examples of materials include SUS440C (a type of martensitic stainless steel) with a chromium (Cr) content of about 16 [wt%] to 18 [wt%], SKD61 (a type of die steel) with a chromium (Cr) content of about 4.8 [wt%] to 5.5 [wt%], and SKD11 (a type of die steel) with a chromium (Cr) content of about 11.0 [wt%] to 13.0 [wt%].
- the upper vane 127T has an appropriate wear resistance and seizure resistance because the base layer 211 of the base material 210 is formed of a material with a chromium (Cr) content of more than 4.5 [wt%].
- the base material layer 211 of the base material 210 of the upper vane 127T is made of stainless steel with a chromium (Cr) content exceeding 10 wt%, the wear resistance and seizure resistance of the first side surface 129b and the second side surface 129c, which have a particularly large sliding area, can be sufficiently ensured.
- Figure 4 is a cross-sectional view showing the hard coating 220 of the vane 127 of Example 1.
- Figure 4 shows a cross-section perpendicular to the first end face 129d and the second end face 129e of the vane 127.
- Figure 5 is a cross-sectional view showing an enlarged tip portion of the vane 127 of Example 1.
- Figure 5 shows a cross-section perpendicular to the first side face 129b and the second side face 129c of the vane 127.
- a hard coating 220 is formed on the tip surface 129a of the upper vane 127T.
- a nitride diffusion layer 212 is formed on the entire outer peripheral surface of the base material 210 so as to cover the base material layer 211, and a dense layer 213 is formed on the nitride diffusion layer 212.
- a hard coating 220 is formed on the entire tip surface 129a of the upper vane 127T.
- the hard coating 220 is formed on the surface side of the dense layer 213 of the base material 210 and is in close contact with the dense layer 213.
- the hard coating 220 is formed of a material having a Vickers hardness of 1500 HV or more. Examples of the hard coating 220 include diamond-like carbon (DLC), chromium nitride (CrN), and dichromium nitride (Cr 2 N). Since the hard coating 220 is provided on the tip surface 129a of the upper vane 127T, the wear resistance of the tip surface 129a is appropriately ensured.
- DLC diamond-like carbon
- CrN chromium nitride
- Cr 2 N dichromium nitride
- the manufacturing method of the vane of Example 1 is a method for manufacturing the vane 127 of Example 1 configured as described above.
- Fig. 6 is a schematic diagram for explaining the manufacturing method of the vane of Example 1. Fig. 6 shows the process in which the properties of the vane 127 change by the manufacturing method of the vane of Example 1.
- the base material 210 of the vane 127 before nitriding is entirely formed from a material with a chromium (Cr) content exceeding 4.5 wt%.
- the region of the base material 210 that has the same composition as the base material 210 before nitriding is referred to as the base material layer 211.
- the high chromium (Cr) content in the base material layer 211 of the base material 210 ensures appropriate wear resistance and seizure resistance of the vane 127.
- the base material layer 211 of the base material 210 is formed from a martensitic stainless steel with a chromium (Cr) content of approximately 16 wt% to 18 wt%.
- the vane 127 has a base material layer 211 of the base material 210 formed from stainless steel with a chromium (Cr) content of more than 10 wt %, which ensures sufficient wear resistance and seizure resistance, especially on the first side surface 129b and the second side surface 129c, which have a large sliding area.
- Cr chromium
- the base material 210 After the base material 210 is formed, it is quenched (a heat treatment in which the metal is heated until it has an austenitic structure, and then rapidly cooled to obtain a martensite structure). This quenching improves the wear resistance and mechanical strength of the base material 210. After quenching the base material 210, it is tempered (a heat treatment that stabilizes the metal structure by holding the metal, whose structure has become unstable due to quenching, etc., at an appropriate temperature). This tempering improves the toughness of the base material 210.
- the base material 210 is subjected to a nitriding treatment (step S1).
- nitriding treatment include gas nitriding, gas soft nitriding, and ion nitriding.
- nitrogen atoms N penetrate and diffuse from the surface of the base material 210 to the inside, and a nitride layer 214 is formed on the surface of the base material 210 after the treatment of step S1 is performed. Therefore, the nitride layer 214 is formed so as to surround the base material layer 211.
- the nitride layer 214 here refers to a layer formed by changing the structure of the base material layer 211 by the nitriding treatment. Note that the part of the base material 210 that is formed with the same composition as the base material layer 211 of the base material 210 at the stage immediately before the nitriding treatment is referred to as the base material layer 211 even after the nitriding treatment.
- FIG. 7 is an enlarged cross-sectional view showing the surface of the base material 210 immediately after the nitriding treatment.
- the nitride layer 214 is formed of a nitride diffusion layer 212 and a nitride compound layer 216 (white layer).
- the nitride diffusion layer 212 is formed on the outer surface side of the base material layer 211.
- the nitride diffusion layer 212 is formed of an ⁇ (alpha) phase having a body-centered cubic structure, and nitrogen atoms N are solid-dissolved in the nitride diffusion layer 212.
- the nitride compound layer 216 (white layer) is formed of a dense layer 213 and a porous layer 217.
- the dense layer 213 is formed on the outer surface side of the nitride diffusion layer 212.
- the dense layer 213 is mainly composed of iron nitride Fe 4 N and is formed of a ⁇ ′ (gamma prime) phase having a face-centered cubic structure.
- the porous layer 217 is formed on the outer surface side of the dense layer 213 and is formed so as to be exposed to the outer surface of the base material 210 immediately after the nitriding treatment.
- the porous layer 217 is composed mainly of iron nitrides Fe 2 N and Fe 3 N, and is formed from an ⁇ (epsilon) phase having a close-packed hexagonal crystal structure. Therefore, on the surface of the base material 210 immediately after the nitriding treatment, the porous layer 217, the dense layer 213, the nitrided diffusion layer 212, and the base material layer 211 are arranged in this order from the outside.
- step S2 the surface of the base material 210 is scraped.
- the surface layers of the nitride compound layer 216 formed on the tip surface 129a, the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e are scraped.
- Example 1 This scrapes the surface layer having minute bulges and minute recesses that have occurred on the surface of the base material 210 due to the nitriding process, and flattens the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e, thereby ensuring the dimensional accuracy and surface accuracy (flatness) of the vane 127 that slides against the inner surface of the upper vane groove 128T (lower vane groove 128S), the upper end plate 160T (lower end plate 160S), and the end surface of the intermediate partition plate 140.
- at least the porous layer 217 of the nitride layer 216 (white layer) is removed so that the dense layer 213 is exposed on the surface of the base material 210 after the processing in step S2 is performed.
- a hard coating 220 is formed on the tip end surface 129a of the base material 210 (step S3).
- the hard coating 220 is made of a material having a Vickers hardness of 1500 HV or more. Examples of the material include diamond-like carbon (DLC), chromium nitride (CrN), and dichromium nitride (Cr 2 N). This improves the wear resistance of the tip end surface 129a of the vane 127.
- the hard coating 220 is formed so as to adhere closely to the dense layer 213 of the tip end surface 129a.
- the hard film 220 is formed, for example, by vacuum deposition and sputtering in a processing chamber provided in the film forming apparatus.
- FIG. 8 is a schematic diagram for explaining an example of the process of forming the hard film 220 in Example 1.
- a plurality of base materials 210 are arranged in a processing chamber provided in the film forming apparatus.
- the plurality of base materials 210 are arranged so that the side surfaces 129b, 129c of the base materials 210 placed side by side are in contact with each other, i.e., the opposing first side surface 129b and second side surface 129c, and the end surfaces 129d, 129e of the base materials 210 placed side by side are in contact with each other, i.e., the opposing first end surface 129d and second end surface 129e.
- the film forming apparatus forms the hard film 220 on each tip surface 129a of the plurality of base materials 210 arranged in this manner all at once. This allows the number of base materials 210 on which the hard coating 220 is formed to be increased in one formation process, thereby reducing the manufacturing cost of the vane 127.
- the side surfaces 129b, 129c and end surfaces 129d, 129e of adjacent base materials 210 so that they are in contact with each other, the side surfaces 129b, 129c and end surfaces 129d, 129e can be masked so that the hard coating 220 is not formed on the side surfaces 129b, 129c and end surfaces 129d, 129e.
- the vane manufacturing method can reduce the manufacturing cost of the vanes 127 by eliminating the masking process.
- the adhesion of the hard coating 220 to the dense layer 213 is better than that of the hard coating 220 to the porous layer 217. Therefore, the vane 127 of Example 1, which is manufactured so that the hard coating 220 is adhered to the dense layer 213, can adhere the hard coating 220 to the base material 210 more strongly than other vanes in which the hard coating 220 and base material 210 are adhered to each other via the porous layer 217, and can prevent the hard coating 220 from peeling off from the tip surface 127a.
- the porous layer 217 is also characterized by its high hardness but brittleness. Therefore, the vane 127 of Example 1, in which the dense layer 213 is exposed on the surface of the base material 210 by removing the porous layer 217 and then the hard film 220 is formed so as to adhere to the dense layer 213, can prevent abnormal wear caused by the porous layer falling off when sliding at high surface pressure, compared to other vanes in which the hard film 220 and the base material 210 are adhered to each other via the porous layer 217.
- the vane 127 of embodiment 1 is used in a compressor 1 that has an upper cylinder 121T (lower cylinder 121S), an upper piston 125T (lower piston 125S) that revolves along the inner surface of the upper cylinder 121T (lower cylinder 121S), and an upper end plate 160T (lower end plate 160S, intermediate partition plate 140) that closes the end of the upper cylinder 121T (lower cylinder 121S), and divides the upper cylinder chamber (lower cylinder chamber) surrounded by the upper cylinder 121T (lower cylinder 121S), the upper piston 125T (lower piston 125S), and the upper end plate 160T (lower end plate 160S, intermediate partition plate 140) into an upper suction chamber 131T (lower suction chamber 131S) and an upper compression chamber 133T (lower compression chamber 133S).
- the vane 127 has a base material 210 formed from a material with a chromium (Cr) content exceeding 4.5 wt %, and a hard coating 220 covering a tip end surface 129a of the base material 210.
- the base material 210 has a base material layer 211 and a nitride diffusion layer 212, or has a dense layer 213 made of a gamma prime phase containing iron nitride Fe 4 N as a main component formed on the nitride diffusion layer 212 in addition to the base material layer 211 and the nitride diffusion layer 212.
- the hard coating 220 is formed on the surface of either the nitride diffusion layer 212 of the base material 210 or the dense layer 213 of the base material 210.
- the vane 127 ensures the hardness of the tip surface 129a, which requires particularly high wear resistance, by the hard coating 220, while also ensuring the wear resistance and seizure resistance of the sliding surfaces (other than the tip surface 129a) on which the hard coating 220 is not formed, and can prevent the hard coating 220 from peeling off from the tip surface 129a.
- the base material 210 of the vane 127 of the first embodiment further includes a first side surface 129b and a second side surface 129c that slide against the upper cylinder 121T (lower cylinder 121S), and a first end surface 129d (second end surface 129e) that slides against the upper end plate 160T (lower end plate 160S, intermediate partition plate 140).
- first side surface 129b and the second side surface 129c of the base material 210 and the first end surface 129d are exposed on the outer surface of either a nitride diffusion layer 212, a dense layer 213 made of a gamma prime phase mainly composed of iron nitride Fe 4 N, or a porous layer 217 mainly composed of iron nitride Fe 2 N and Fe 3 N.
- vane 127 can ensure sufficient wear resistance and seizure resistance for the sliding surfaces other than tip surface 129a (first side surface 129b, second side surface 129c, first end surface 129d, and second end surface 129e).
- the Vickers hardness of the hard coating 220 of the vane 127 in Example 1 is 1500 HV or more. This allows the vane 127 to ensure adequate wear resistance of the tip surface 129a.
- the hard coating 220 is formed from diamond-like carbon (DLC). This allows the vane 127 to ensure particularly adequate wear resistance of the tip surface 129a.
- the base material 210 of the vane 127 of the first embodiment is formed from stainless steel with a chromium (Cr) content of 10.5 wt. % or more.
- the base material 210 is formed from martensitic stainless steel with a chromium (Cr) content of about 16 wt. % to 18 wt. %.
- the vane 127 can ensure sufficient wear resistance and seizure resistance, especially for the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e, which have a large sliding area, due to the high chromium (Cr) content in the base layer 211 of the base material 210.
- the manufacturing method of the vane of Example 1 is a manufacturing method used when manufacturing the vane 127 of Example 1, and includes a process (step S1) of nitriding a base material 210 to form a nitride layer 214 (including a nitride diffusion layer 212, a dense layer 213, and a porous layer 217 mainly composed of iron nitrides Fe 2 N and Fe 3 N) on the base material 210 by changing the structure of the base material layer 211 by the nitriding process, a process (step S2) of removing at least the porous layer 217 of the nitride layer 214 on the tip surface 129 a after the nitride layer 214 is formed on the base material 210 to expose the dense layer 213 of the nitride layer 214, and a process (step S3) of forming a hard coating 220 on the surface of the dense layer 213 on the tip surface 129 a after the dense layer 213 is exposed.
- step S1 of n
- the hard coating 220 can be strongly adhered to the dense layer 213 of the tip surface 129a of the base material 210, thereby preventing the hard coating 220 from peeling off from the base material 210 that forms the tip surface 129a of the vane 127.
- the base material 210 further includes a first side surface 129b and a second side surface 129c that slide against the upper cylinder 121T (lower cylinder 121S), and a first end surface 129d (second end surface 129e) that slides against the upper end plate 160T (lower end plate 160S, intermediate partition plate 140).
- step S3 of forming a hard coating 220 on the base material 210 multiple base materials 210 are arranged so that the first side surfaces 129b and second side surfaces 129c or the first end surfaces 129d (second end surfaces 129e) of adjacent base materials 210 are in contact with each other, and the hard coating 220 is formed on each tip surface 129a of the multiple base materials 210 at once.
- the number of base materials 210 on which the hard coating 220 is formed in one formation process can be increased, thereby reducing the manufacturing cost of the vane 127.
- the manufacturing cost of the vane 127 can be reduced by using other vanes 127 as masking members for coating the vane 127.
- Figure 9 is a cross-sectional view showing the vane of Example 2.
- Figure 10 is a schematic diagram for explaining the manufacturing method of the vane of Example 2.
- Figure 10 shows the process by which the properties of the vane 127 change due to the manufacturing method of the vane of Example 2.
- the vane of Example 2 like the vane 127 of Example 1 described above, has a hard coating 220 formed over the entire tip surface 129a.
- the hard coating 220 is formed on the surface of the nitride diffusion layer 212 of the base material 210 and adheres to the nitride diffusion layer 212.
- the vane of Example 2 differs from the vane of Example 1 in that the hard coating 220 adheres to the nitride diffusion layer 212 as a result of not only the porous layer 217 but also the dense layer 213 being removed in the process of scraping the surface of the base material 210 described below.
- the manufacturing method of the vane of Example 2 is a method for manufacturing the vane 127 of Example 2, and as shown in FIG. 10, step S1 of the manufacturing method of the vane of Example 2 is similar to step S1 of the manufacturing method of the vane of Example 1 described above.
- step S2 of the manufacturing method of the vane of Example 1 described above is replaced with another step, step S4.
- step S3 of the manufacturing method of the vane of Example 1 is replaced with another step, step S5.
- step S1 the surface of the base material 210 is scraped off and the dense layer 213 and the porous layer 217 are removed so that the nitride diffusion layer 212 is exposed on the surface of the base material 210 (step S4).
- step S4 a hard film 220 is formed on the nitriding layer 212 on the tip surface 129a of the base material 210 after the processing in step S4 (step S5).
- the vane 127 of Example 2 is appropriately manufactured so that the hard film 220 formed in the processing in step S5 is formed on the surface of the nitriding layer 212 of the base material 210 and adheres closely to the nitriding layer 212.
- the adhesion of the hard coating 220 to the nitride diffusion layer 212 is roughly equivalent to the adhesion of the hard coating 220 to the dense layer 213, and is better than the adhesion of the hard coating 220 to the porous layer 217. Therefore, like the vane 127 of the first embodiment described above, the vane of the second embodiment can more strongly adhere the hard coating 220 to the tip surface 129 of the base material 210, and can prevent the hard coating 220 from peeling off from the tip surface 127a, compared to other vanes in which the hard coating 220 and the base material 210 are in contact with each other via the porous layer 217.
- the vane of Example 2 is formed so that the nitride diffusion layer 212 is exposed on the outer surface of the base material 210 at the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e.
- the nitride diffusion layer 212 like the dense layer 213, has better wear resistance and seizure resistance than the base material layer 211. Therefore, the vane of Example 2 can ensure sufficient wear resistance and seizure resistance, like the vane 127 of Example 1 described above, even at the sliding points (side surfaces and end surfaces) where the hard coating 220 is not formed.
- the entire nitride compound layer 216 (dense layer 213, porous layer 217), which is a white layer formed by nitriding, is removed. Therefore, compared to the case in Example 1 in which the dense layer 213 is exposed on the outer surface of the vane 127, the possibility of the dense layer 213 falling off from the surface of the nitride diffusion layer 212 can be eliminated.
- the vane of the described Example 1 is easier to process than the vane of Example 2 because it is only necessary to remove the porous layer 217 (for example, removing the surface layer of the white layer by about several ⁇ m) of the nitride compound layer 216 (dense layer 213, porous layer 217), which is a white layer formed by nitriding.
- the entire surface of the base material 210 is scraped off so that both the dense layer 213 and the porous layer 217 are removed in step S4, but the surface of the base material 210 may be scraped off so that the dense layer 213 remains on a surface (side or end surface) other than the tip surface 129a.
- the hard film 220 is in close contact with the nitride diffusion layer 212, ensuring the wear resistance and seizure resistance of the surface on which the hard film 220 is not formed, while preventing the hard film 220 from peeling off from the tip surface 129a.
- the entire surface of the base material 210 is scraped off so that the porous layer 217 is removed in step S2 or step S4, but the scraping may be performed so that the porous layer 217 remains on a surface (side or end surface) other than the tip surface 129a.
- the hard coating 220 is in close contact with the dense layer 213 or the nitride diffusion layer 212, so that the wear resistance and seizure resistance of the surface on which the hard coating 220 is not formed are ensured, while the hard coating 220 can be prevented from peeling off from the tip surface 129a.
- the hard coating 220 is formed on the tip surfaces 129a of the multiple base materials 210 with the side surfaces and end surfaces in close contact with each other, but the hard coating 220 may also be formed on the tip surfaces 129a of the multiple base materials 210 with the side surfaces and end surfaces not in close contact with each other. In this case, the surfaces (side surfaces and end surfaces) of the multiple base materials 210 different from the tip surfaces 129a may be masked so that the hard coating 220 is not formed.
- a two-cylinder rotary compressor having two cylinders 121, an upper cylinder 121T and a lower cylinder 121S was used as an example of the compressor 1, but a one-cylinder rotary compressor having only one cylinder 121 may also be used.
- the embodiments have been described above, the embodiments are not limited to the above.
- the above-mentioned components include those that a person skilled in the art can easily imagine, those that are substantially the same, and those that are within the so-called equivalent range.
- the above-mentioned components can be combined as appropriate.
- at least one of various omissions, substitutions, and modifications of the components can be made without departing from the spirit of the embodiments.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
A vane (127) is for partitioning a cylinder chamber, which is surrounded by a cylinder (121T), a piston (125T), and an end plate (160T) of a compressor (1), into a suction chamber (131T) and a compression chamber (133T), and comprises a base material (210) formed from a material having a chromium content of more than 4.5 wt%, and a hard film (220) that covers a tip surface (129a) of the base material (210). In the base material (210), a substrate layer (211) and a nitride diffusion layer (212) are formed, or a dense layer (213) composed mainly of Fe4N is formed on the nitride diffusion layer (212) in addition to the substrate layer (211) and the nitride diffusion layer (212). The hard film (220) is formed on a surface of either the nitride diffusion layer (212) or the dense layer (213) of the base material (210).
Description
本発明は、ベーン、圧縮機、およびベーンの製造方法に関する。
The present invention relates to a vane, a compressor, and a method for manufacturing the vane.
ロータリ圧縮機の圧縮部としては、シリンダと、シリンダの内周面に沿って公転するピストンと、シリンダの両端のそれぞれを塞ぐ一対の端板と、を備えており、シリンダの内周面とピストンの外周面と一対の端板とに囲われるシリンダ室が形成され、このシリンダ室を吸入室と圧縮室とに区画するベーンが、シリンダに形成されたベーン溝に配置されているものがある。この種のベーンの外周面は、ピストンの外周面に対して摺動する先端面と、ベーン溝の内面に対して摺動する側面と、端板に対して摺動する端面と、を有している。したがって、ベーンの摺動面(先端面、側面、端面)には、ピストンや端板に対して繰り返し摺動しても摩耗しにくい耐摩耗性と、摺動による摩擦熱でベーン自身の温度が上昇しても変質しにくい耐焼き付き性が求められる。特にベーンの先端面は、ピストンとの摺動時にピストンの外周面から受ける圧力が大きいため、これに耐えられる高い硬度(耐摩耗性)が求められる。
The compression section of a rotary compressor includes a cylinder, a piston that revolves along the inner circumferential surface of the cylinder, and a pair of end plates that close both ends of the cylinder. A cylinder chamber is formed between the inner circumferential surface of the cylinder, the outer circumferential surface of the piston, and the pair of end plates. A vane that divides the cylinder chamber into a suction chamber and a compression chamber is disposed in a vane groove formed in the cylinder. The outer circumferential surface of this type of vane has a tip surface that slides against the outer circumferential surface of the piston, a side surface that slides against the inner surface of the vane groove, and an end surface that slides against the end plate. Therefore, the sliding surfaces of the vane (tip surface, side surface, end surface) are required to have wear resistance that makes them resistant to wear even when they repeatedly slide against the piston and end plate, and seizure resistance that makes them resistant to deterioration even when the temperature of the vane itself rises due to frictional heat caused by sliding. In particular, the tip surface of the vane is subjected to a large pressure from the outer circumferential surface of the piston when sliding against the piston, so it is required to have a high hardness (wear resistance) that can withstand this pressure.
特許文献1に記載される回転式圧縮機に搭載されるベーンの製造工程では、まず、高速度鋼を母材として形成されたベーンの外表面に窒化処理を施すことで、ベーンを形成する基材の表面全体の組成を窒化拡散層に変化させている。なお、高速度鋼自体はCr含有量が少ない鋼材(例えば、Cr含有量が3.8[wt%]~4.5[wt%]程度)であるため、ベーンを形成する母材の表面を窒化処理するだけでは、ベーンの摺動面として必要な耐摩耗性、耐焼き付き性を十分に得られない。そこで、特許文献1に記載されるベーンの製造工程では、窒化拡散層が外表面に露出した母材の表面全体に、さらに高硬度コーティング層としてのDLC(ダイヤモンドライクカーボン)層を形成し、ベーンの摺動面として必要な耐摩耗性、耐焼き付き性を確保している。しかし、特許文献1に記載されるような、ベーンを形成する母材の表面全体に高硬度コーティング層を形成する場合、高硬度コーティング層を形成する粒子をベーンの表面全体に密着させるために、高硬度コーティング層の成膜装置内で、複数のベーン同士の距離を離して配置した状態でコーティング処理を行うことになる。このため、一度にコーティング処理できるベーンの個数が少なくなり、ベーンの製造コストが増大する問題がある。
In the manufacturing process for vanes mounted on rotary compressors described in Patent Document 1, first, a nitriding treatment is applied to the outer surface of the vane formed from high-speed steel as the base material, thereby changing the composition of the entire surface of the base material forming the vane into a nitrided diffusion layer. Note that high-speed steel itself is a steel material with a low Cr content (for example, a Cr content of about 3.8 wt% to 4.5 wt%), so simply nitriding the surface of the base material forming the vane does not provide sufficient wear resistance and seizure resistance required for the sliding surface of the vane. Therefore, in the manufacturing process for vanes described in Patent Document 1, a DLC (diamond-like carbon) layer is further formed as a high-hardness coating layer on the entire surface of the base material with the nitrided diffusion layer exposed on the outer surface, ensuring the wear resistance and seizure resistance required for the sliding surface of the vane. However, when forming a high-hardness coating layer over the entire surface of the base material that forms the vane as described in Patent Document 1, in order to ensure that the particles that form the high-hardness coating layer are in close contact with the entire surface of the vane, the coating process is performed with multiple vanes arranged at a distance from each other in a film-forming device for the high-hardness coating layer. This reduces the number of vanes that can be coated at one time, which creates a problem of increased vane manufacturing costs.
一方、Cr含有量が多い鋼材を母材として形成されたベーンが開示される先行技術も知られている(特許文献2)。特許文献2に記載されるロータリコンプレッサでは、Cr含有量が多い鋼材を母材として形成されたベーンの表面全体に窒化処理を施すことによって窒化拡散層を形成し、このCr含有量が多い窒化拡散層をベーンの摺動面とすることで、耐摩耗性、耐焼き付き性を確保している。しかし、特許文献2に記載されるようなベーンは、ベーンの摺動面のうち側面及び端面として必要な耐摩耗性、耐焼き付き性は十分に得られるが、ピストンによって大きな力を受け且つピストンとの摺動時に接触する面積が小さいために大きな面圧を受ける、ベーンの先端面として必要な硬度が不足し、先端面の摩耗が進行するおそれがある。また、このようなベーンは、Cr含有量が多い鋼材を窒化処理することで、ベーンを形成する母材の表面に形成された窒化拡散層の上に、硬く脆い窒化化合物層、いわゆる白層が厚く形成されてしまう。このため、仮にベーンの硬度をさらに高めるために窒化化合物層の上に高硬度コーティング層を形成しようとしても、窒化化合物層と共に高硬度コーティング層が剥離するおそれがあり、高硬度コーティング層の密着性が低い問題がある。
On the other hand, a prior art is also known that discloses vanes formed from a steel material with a high Cr content as a base material (Patent Document 2). In the rotary compressor described in Patent Document 2, a nitride diffusion layer is formed by nitriding the entire surface of a vane formed from a steel material with a high Cr content as a base material, and this nitride diffusion layer with a high Cr content is used as the sliding surface of the vane to ensure wear resistance and seizure resistance. However, the vane described in Patent Document 2 sufficiently obtains the wear resistance and seizure resistance required for the side and end surfaces of the sliding surface of the vane, but the hardness required for the tip surface of the vane, which receives a large force from the piston and receives a large surface pressure because the contact area during sliding with the piston is small, is insufficient, and wear of the tip surface may progress. In addition, in such a vane, by nitriding a steel material with a high Cr content, a hard and brittle nitride compound layer, a so-called white layer, is formed thickly on the nitride diffusion layer formed on the surface of the base material that forms the vane. For this reason, even if an attempt is made to form a high-hardness coating layer on top of the nitride compound layer to further increase the hardness of the vane, there is a risk that the high-hardness coating layer will peel off along with the nitride compound layer, resulting in a problem of low adhesion of the high-hardness coating layer.
特許文献3には、窒化処理によって表面に窒化化合物層が形成されたベーンと高硬度コーティング層との密着性を高める技術が記載されている。特許文献3に記載される回転圧縮機では、ベーンを形成する母材の表面を窒化処理した後、高硬度コーティング層を形成する前に、窒化処理された母材の表面に高硬度コーティング層の構成分子のイオンを照射している。これにより、ベーンを形成する母材の表面に、高硬度コーティング層の構成分子とベーンの母材の構成分子とが結合した混合層が形成される。そして、混合層の上に高硬度コーティング層を形成することで、窒化化合物層が形成された母材と高硬度コーティング層との密着性を高められる。しかし、特許文献3のように混合層を形成する特殊な工程を追加すると、ベーンの製造コストが増大する問題がある。
Patent Document 3 describes a technique for improving adhesion between a vane having a nitride compound layer formed on its surface by nitriding and a high-hardness coating layer. In the rotary compressor described in Patent Document 3, after nitriding the surface of the base material forming the vane, the nitrided surface of the base material is irradiated with ions of the constituent molecules of the high-hardness coating layer before forming the high-hardness coating layer. As a result, a mixed layer is formed on the surface of the base material forming the vane, in which the constituent molecules of the high-hardness coating layer and the constituent molecules of the base material of the vane are bonded. Then, by forming a high-hardness coating layer on the mixed layer, it is possible to improve adhesion between the base material having the nitride compound layer formed thereon and the high-hardness coating layer. However, adding a special process for forming a mixed layer as in Patent Document 3 increases the manufacturing cost of the vane.
開示の技術は、上記に鑑みてなされたものであって、ベーンの先端面を形成する母材から硬質皮膜が剥離することを防止しつつ、ベーンの製造コストを低減するベーン、圧縮機、およびベーンの製造方法を提供することを目的とする。
The disclosed technology has been developed in consideration of the above, and aims to provide a vane, a compressor, and a method for manufacturing a vane that reduces the manufacturing costs of the vane while preventing the hard coating from peeling off from the base material that forms the tip surface of the vane.
本願の開示するベーンの一態様は、シリンダと、前記シリンダの内周面に沿って公転するピストンと、前記シリンダの端部を塞ぐ端板と、を備える圧縮機に用いられ、前記シリンダと前記ピストンと前記端板とに囲われるシリンダ室を、吸入室と圧縮室とに区画するベーンであり、前記ベーンは、クロムの含有量が4.5wt%を超える材料から形成される母材と、前記母材のうちの先端面を被覆する硬質皮膜と、を有し、前記母材には、基材層および窒化拡散層、もしくは、前記基材層および前記窒化拡散層に加えて前記窒化拡散層の上にFe4Nを主成分とするガンマプライム相から成る緻密層が、形成され、前記硬質皮膜は、前記母材の前記窒化拡散層、もしくは、前記母材の前記緻密層の、いずれかの層の表面に形成される。
One aspect of the vane disclosed in the present application is a vane used in a compressor including a cylinder, a piston that revolves along the inner circumferential surface of the cylinder, and an end plate that closes an end of the cylinder, and divides a cylinder chamber surrounded by the cylinder, the piston, and the end plate into a suction chamber and a compression chamber. The vane has a base material formed from a material having a chromium content of more than 4.5 wt %, and a hard coating covering a tip surface of the base material, and the base material has a base layer and a nitriding diffusion layer, or the base material layer and the nitriding diffusion layer and in addition a dense layer made of a gamma prime phase mainly composed of Fe 4 N are formed on the nitriding diffusion layer, and the hard coating is formed on the surface of either the nitriding diffusion layer of the base material or the dense layer of the base material.
本願の開示するベーンの一態様によれば、ベーンの先端面を形成する母材から硬質皮膜が剥離することを防止しつつ、ベーンの製造コストを低減することができる。
According to one aspect of the vane disclosed in this application, it is possible to reduce the manufacturing costs of the vane while preventing the hard coating from peeling off from the base material that forms the tip surface of the vane.
以下に、本願が開示する実施形態にかかるベーン、圧縮機、およびベーンの製造方法について図面を参照して説明する。なお、以下の記載により本開示の技術が限定されるものではない。また、以下の記載においては、同一の構成要素に同一の符号を付与し、重複する説明を省略する。
Below, the vane, compressor, and vane manufacturing method according to the embodiment disclosed in this application will be described with reference to the drawings. Note that the following description does not limit the technology of this disclosure. In addition, in the following description, the same components are given the same reference numerals, and duplicate descriptions will be omitted.
(圧縮機の構成)
図1は、実施例1のベーンを備える圧縮機を示す縦断面図である。図1に示すように、圧縮機1は、本体容器10の内部に、冷媒をアキュムレータ25から吸入して圧縮した冷媒を本体容器10の内部に吐出する圧縮部12と、圧縮部12を駆動するモータ11と、が収容され、圧縮部12で圧縮された高圧冷媒を本体容器10の内部に吐出し、さらに吐出管107を通して冷凍サイクルに吐出するロータリ圧縮機である。また、圧縮機1は、モータ11の駆動力を圧縮部12に伝える回転軸15と、本体容器10の外周面に固定されたアキュムレータ25を備える。 (Compressor configuration)
Fig. 1 is a vertical cross-sectional view showing a compressor equipped with a vane of Example 1. As shown in Fig. 1, the compressor 1 is a rotary compressor that accommodates acompression section 12 that draws in a refrigerant from an accumulator 25 and compresses the refrigerant and discharges the compressed refrigerant into the main container 10, and a motor 11 that drives the compression section 12, inside a main container 10, and discharges the high-pressure refrigerant compressed by the compression section 12 into the main container 10 and further into a refrigeration cycle through a discharge pipe 107. The compressor 1 also includes a rotating shaft 15 that transmits the driving force of the motor 11 to the compression section 12, and an accumulator 25 fixed to the outer circumferential surface of the main container 10.
図1は、実施例1のベーンを備える圧縮機を示す縦断面図である。図1に示すように、圧縮機1は、本体容器10の内部に、冷媒をアキュムレータ25から吸入して圧縮した冷媒を本体容器10の内部に吐出する圧縮部12と、圧縮部12を駆動するモータ11と、が収容され、圧縮部12で圧縮された高圧冷媒を本体容器10の内部に吐出し、さらに吐出管107を通して冷凍サイクルに吐出するロータリ圧縮機である。また、圧縮機1は、モータ11の駆動力を圧縮部12に伝える回転軸15と、本体容器10の外周面に固定されたアキュムレータ25を備える。 (Compressor configuration)
Fig. 1 is a vertical cross-sectional view showing a compressor equipped with a vane of Example 1. As shown in Fig. 1, the compressor 1 is a rotary compressor that accommodates a
本体容器10には、冷凍サイクルの低圧冷媒を圧縮部12に吸入するための上圧縮部吸入管102T及び下圧縮部吸入管102Sが本体容器10を貫通して設けられている。詳しくは、本体容器10に上ガイド管101Tが例えばろう付けによって固定され、上圧縮部吸入管102Tは上ガイド管101Tの内側を通って上ガイド管101Tに例えばろう付けによって固定されている。同様に、本体容器10に下ガイド管101Sが例えばろう付けによって固定され、下圧縮部吸入管102Sは下ガイド管101Sの内側を通って下ガイド管101Sに例えばろう付けによって固定されている。
The main container 10 is provided with an upper compression section suction pipe 102T and a lower compression section suction pipe 102S that penetrate the main container 10 for sucking low-pressure refrigerant of the refrigeration cycle into the compression section 12. In detail, the upper guide pipe 101T is fixed to the main container 10, for example, by brazing, and the upper compression section suction pipe 102T passes through the inside of the upper guide pipe 101T and is fixed to the upper guide pipe 101T, for example, by brazing. Similarly, the lower guide pipe 101S is fixed to the main container 10, for example, by brazing, and the lower compression section suction pipe 102S passes through the inside of the lower guide pipe 101S and is fixed to the lower guide pipe 101S, for example, by brazing.
圧縮部12で圧縮された高圧冷媒を本体容器10の内部から冷凍サイクルに吐出するための吐出管107が本体容器10における上部を貫通して設けられている。本体容器10における下部には、圧縮機1全体を支持するベース部材310が溶接によって固定されている。
A discharge pipe 107 for discharging the high-pressure refrigerant compressed in the compression section 12 from inside the main container 10 to the refrigeration cycle is provided through the upper part of the main container 10. A base member 310 that supports the entire compressor 1 is fixed to the lower part of the main container 10 by welding.
アキュムレータ25は、アキュムレータ25の内部に冷凍サイクルから冷媒を吸入するアキュムレータ吸入管27と、気体冷媒を圧縮部12に送るための上気液分離管31T及び下気液分離管31Sと、を備える。アキュムレータ吸入管27は、アキュムレータ25における上部に接続されている。上気液分離管31Tは、上連絡管104Tを介して上圧縮部吸入管102Tと接続されている。下気液分離管31Sは、下連絡管104Sを介して下圧縮部吸入管102Sと接続されている。
The accumulator 25 includes an accumulator suction pipe 27 that draws refrigerant from the refrigeration cycle into the accumulator 25, and an upper gas-liquid separation pipe 31T and a lower gas-liquid separation pipe 31S for sending the gaseous refrigerant to the compression section 12. The accumulator suction pipe 27 is connected to the upper part of the accumulator 25. The upper gas-liquid separation pipe 31T is connected to the upper compression section suction pipe 102T via the upper connecting pipe 104T. The lower gas-liquid separation pipe 31S is connected to the lower compression section suction pipe 102S via the lower connecting pipe 104S.
図2は、実施例1の圧縮機1の圧縮部12を示す分解斜視図である。図1及び図2に示すように、圧縮部12は、上シリンダ121Tと、下シリンダ121Sと、中間仕切板140と、上端板160Tと、下端板160Sと、を有しており、上端板160T、上シリンダ121T、中間仕切板140、下シリンダ121S、下端板160Sの順に積層され、複数のボルト175により固定されている。上端板160Tには主軸受部161Tが設けられている。下端板160Sには副軸受部161Sが設けられている。回転軸15には主軸部153と、上偏心部152Tと、下偏心部152Sと、副軸部151と、が設けられている。回転軸15は、圧縮部12に支持される主軸部153及び副軸部151を有する。回転軸15の主軸部153が上端板160Tの主軸受部161Tに嵌め込まれ、回転軸15の副軸部151が下端板160Sの副軸受部161Sに嵌め込まれることにより、回転軸15は主軸受部161T及び副軸受部161Sに回転自在に支持される。
2 is an exploded perspective view showing the compression section 12 of the compressor 1 of the first embodiment. As shown in FIGS. 1 and 2, the compression section 12 has an upper cylinder 121T, a lower cylinder 121S, an intermediate partition plate 140, an upper end plate 160T, and a lower end plate 160S, and is stacked in the order of the upper end plate 160T, the upper cylinder 121T, the intermediate partition plate 140, the lower cylinder 121S, and the lower end plate 160S, and is fixed by a plurality of bolts 175. The upper end plate 160T is provided with a main bearing portion 161T. The lower end plate 160S is provided with a sub-bearing portion 161S. The rotating shaft 15 is provided with a main shaft portion 153, an upper eccentric portion 152T, a lower eccentric portion 152S, and a sub-shaft portion 151. The rotating shaft 15 has a main shaft portion 153 and a sub-shaft portion 151 supported by the compression section 12. The main shaft portion 153 of the rotating shaft 15 is fitted into the main bearing portion 161T of the upper end plate 160T, and the sub-shaft portion 151 of the rotating shaft 15 is fitted into the sub-bearing portion 161S of the lower end plate 160S, so that the rotating shaft 15 is rotatably supported by the main bearing portion 161T and the sub-bearing portion 161S.
モータ11は、外側に配置されたステータ111と、内側に配置されたロータ112と、を有している。ステータ111は、本体容器10の内周面10aに例えば焼嵌めや溶接によって固定されている。ロータ112は、回転軸15に焼嵌めによって固定されている。
The motor 11 has a stator 111 arranged on the outside and a rotor 112 arranged on the inside. The stator 111 is fixed to the inner circumferential surface 10a of the main container 10 by, for example, shrink fitting or welding. The rotor 112 is fixed to the rotating shaft 15 by shrink fitting.
本体容器10の内部には、圧縮部12の摺動部材の潤滑、及びシリンダ室内の高圧部と低圧部とのシールのために、圧縮部12がほぼ浸漬する量の潤滑油18が封入されている。
The inside of the main container 10 is filled with lubricating oil 18, enough to almost completely immerse the compression section 12, to lubricate the sliding members of the compression section 12 and to seal between the high-pressure and low-pressure sections in the cylinder chamber.
次に、図2を用いて圧縮部12を詳しく説明する。上シリンダ121Tには内部に円筒状の上中空部130Tが設けられ、上中空部130Tには上ピストン125Tが配置されている。上ピストン125Tは回転軸15の上偏心部152Tに嵌め込まれている。下シリンダ121Sには内部に円筒状の下中空部130Sが設けられ、下中空部130Sには下ピストン125Sが配置されている。下ピストン125Sは回転軸15の下偏心部152Sに嵌め込まれている。
Next, the compression section 12 will be described in detail with reference to Figure 2. The upper cylinder 121T has a cylindrical upper hollow section 130T formed therein, and an upper piston 125T is disposed in the upper hollow section 130T. The upper piston 125T is fitted into the upper eccentric section 152T of the rotating shaft 15. The lower cylinder 121S has a cylindrical lower hollow section 130S formed therein, and a lower piston 125S is disposed in the lower hollow section 130S. The lower piston 125S is fitted into the lower eccentric section 152S of the rotating shaft 15.
上シリンダ121Tには上中空部130Tから外周側へ延びる上ベーン溝128Tが設けられており、上ベーン溝128Tに上ベーン127Tが配置されている。上シリンダ121Tには外周から上ベーン溝128Tに通じる上スプリング穴124Tが設けられており、上スプリング穴124Tに上スプリング126Tが配置されている。下シリンダ121Sには下中空部130Sから外周側へ延びる下ベーン溝128Sが設けられており、下ベーン溝128Sに下ベーン127Sが配置されている。下シリンダ121Sには外周から下ベーン溝128Sに通じる下スプリング穴124Sが設けられており、下スプリング穴124Sに下スプリング126Sが配置されている。
The upper cylinder 121T is provided with an upper vane groove 128T extending from the upper hollow portion 130T to the outer periphery, and an upper vane 127T is disposed in the upper vane groove 128T. The upper cylinder 121T is provided with an upper spring hole 124T that leads from the outer periphery to the upper vane groove 128T, and an upper spring 126T is disposed in the upper spring hole 124T. The lower cylinder 121S is provided with a lower vane groove 128S that extends from the lower hollow portion 130S to the outer periphery, and a lower vane 127S is disposed in the lower vane groove 128S. The lower cylinder 121S is provided with a lower spring hole 124S that leads from the outer periphery to the lower vane groove 128S, and a lower spring 126S is disposed in the lower spring hole 124S.
上ベーン127Tの一端が上スプリング126Tによって上ピストン125Tに押し当てられることにより、上シリンダ121Tの上中空部130Tにおいて上ピストン125Tの外側の空間が、上シリンダ室である上吸入室131Tと上圧縮室133Tに区画される。上シリンダ121Tには、外周から上吸入室131Tに連通する上吸入穴135Tが設けられている。上吸入穴135Tには上圧縮部吸入管102Tが接続されている。下ベーン127Sの一端が下スプリング126Sによって下ピストン125Sに押し当てられることにより、下シリンダ121Sの下中空部130Sにおいて下ピストン125Sの外側の空間が、下シリンダ室である下吸入室131Sと下圧縮室133Sに区画される。下シリンダ121Sには、外周から下吸入室131Sに連通する下吸入穴135Sが設けられている。下吸入穴135Sには下圧縮部吸入管102Sが接続されている。
When one end of the upper vane 127T is pressed against the upper piston 125T by the upper spring 126T, the space outside the upper piston 125T in the upper hollow portion 130T of the upper cylinder 121T is divided into an upper suction chamber 131T and an upper compression chamber 133T, which are upper cylinder chambers. The upper cylinder 121T has an upper suction hole 135T that communicates with the upper suction chamber 131T from the outer periphery. The upper suction hole 135T is connected to the upper compression section suction pipe 102T. When one end of the lower vane 127S is pressed against the lower piston 125S by the lower spring 126S, the space outside the lower piston 125S in the lower hollow portion 130S of the lower cylinder 121S is divided into a lower suction chamber 131S and a lower compression chamber 133S, which are lower cylinder chambers. The lower cylinder 121S has a lower suction hole 135S that communicates with the lower suction chamber 131S from the outer periphery. The lower compression section suction pipe 102S is connected to the lower suction hole 135S.
上端板160Tには、上端板160Tを貫通して上圧縮室133Tに連通する上吐出穴190Tが設けられている。上端板160Tには、上吐出穴190Tを開閉するリード弁である上吐出弁200Tと、上吐出弁200Tの反りを規制する上吐出弁押さえ201Tと、が上リベット202Tによって固定されている。上端板160Tの上側には、上吐出穴190Tを覆う上端板カバー170Tが配置され、上端板160Tと上端板カバー170Tとで閉塞される上端板カバー室180Tが形成される。上端板カバー170Tは、上端板160Tと上シリンダ121Tとを固定する複数のボルト175によって上端板160Tに固定される。上端板カバー170Tには、上端板カバー室180Tと本体容器10の内部を連通する上端板カバー吐出穴172Tが設けられている。また、圧縮部12が本体容器10内に設けられる際、本体容器10の内周面10aが上端板160Tの外周面182aに焼き嵌めされると共に、本体容器10と溶接された複数の溶接部によって接合される。本実施例1における上端板160Tの構造の詳細については後述する。
The upper end plate 160T is provided with an upper discharge hole 190T that penetrates the upper end plate 160T and communicates with the upper compression chamber 133T. An upper discharge valve 200T, which is a reed valve that opens and closes the upper discharge hole 190T, and an upper discharge valve retainer 201T that regulates the warping of the upper discharge valve 200T are fixed to the upper end plate 160T by an upper rivet 202T. An upper end plate cover 170T that covers the upper discharge hole 190T is disposed on the upper side of the upper end plate 160T, and an upper end plate cover chamber 180T that is closed by the upper end plate 160T and the upper end plate cover 170T is formed. The upper end plate cover 170T is fixed to the upper end plate 160T by a plurality of bolts 175 that fix the upper end plate 160T to the upper cylinder 121T. The upper end plate cover 170T is provided with an upper end plate cover discharge hole 172T that communicates between the upper end plate cover chamber 180T and the inside of the main container 10. When the compression section 12 is provided in the main container 10, the inner peripheral surface 10a of the main container 10 is shrink-fitted to the outer peripheral surface 182a of the upper end plate 160T and is joined to the main container 10 by a plurality of welded parts. The structure of the upper end plate 160T in this embodiment 1 will be described in detail later.
下端板160Sには、下端板160Sを貫通して下圧縮室133Sに連通する下吐出穴190Sが設けられている。下端板160Sには、下吐出穴190Sを開閉するリード弁である下吐出弁200Sと、下吐出弁200Sの反りを規制する下吐出弁押さえ201Sと、が下リベット202Sによって固定されている。下端板160Sの下側には、下吐出穴190Sを覆う下端板カバー170Sが配置され、下端板160Sと下端板カバー170Sとで閉塞される下端板カバー室180Sを形成する(図1参照)。下端板カバー170Sは、下端板160Sと下シリンダ121Sとを固定する複数のボルト175によって下端板160Sに固定される。
The lower end plate 160S is provided with a lower discharge hole 190S that penetrates the lower end plate 160S and communicates with the lower compression chamber 133S. A lower discharge valve 200S, which is a reed valve that opens and closes the lower discharge hole 190S, and a lower discharge valve holder 201S that regulates the warping of the lower discharge valve 200S are fixed to the lower end plate 160S by a lower rivet 202S. A lower end plate cover 170S that covers the lower discharge hole 190S is arranged below the lower end plate 160S, forming a lower end plate cover chamber 180S that is closed by the lower end plate 160S and the lower end plate cover 170S (see Figure 1). The lower end plate cover 170S is fixed to the lower end plate 160S by a plurality of bolts 175 that fix the lower end plate 160S and the lower cylinder 121S.
また、圧縮部12には、下端板160S、下シリンダ121S、中間仕切板140、上端板160T及び上シリンダ121Tを貫通し、下端板カバー室180Sと上端板カバー室180Tとを連通する冷媒通路穴136(図2参照)が設けられている。
The compression section 12 also has a refrigerant passage hole 136 (see FIG. 2) that penetrates the lower end plate 160S, the lower cylinder 121S, the intermediate partition plate 140, the upper end plate 160T, and the upper cylinder 121T and connects the lower end plate cover chamber 180S and the upper end plate cover chamber 180T.
以下に、回転軸15の回転による冷媒の流れを説明する。回転軸15の回転によって、回転軸15の上偏心部152Tに嵌め込まれた上ピストン125T、及び下偏心部152Sに嵌め込まれた下ピストン125Sが公転運動することにより、上吸入室131T及び下吸入室131Sが容積を拡大しながら冷媒を吸入する。冷媒の吸入路として、冷凍サイクルの低圧冷媒は、アキュムレータ吸入管27を通してアキュムレータ25の内部に吸入され、気体冷媒だけが上気液分離管31T及び下気液分離管31Sに吸入される。上気液分離管31Tに吸入された気体冷媒は、上連絡管104Tと上圧縮部吸入管102Tとを通って上吸入室131Tに吸入される。同様に、下気液分離管31Sに吸入された気体冷媒は、下連絡管104Sと下圧縮部吸入管102Sとを通って下吸入室131Sに吸入される。
The flow of refrigerant caused by the rotation of the rotating shaft 15 is explained below. As the rotating shaft 15 rotates, the upper piston 125T fitted in the upper eccentric portion 152T of the rotating shaft 15 and the lower piston 125S fitted in the lower eccentric portion 152S revolve, causing the upper suction chamber 131T and the lower suction chamber 131S to expand in volume while drawing in refrigerant. As a refrigerant intake path, low-pressure refrigerant from the refrigeration cycle is drawn into the accumulator 25 through the accumulator suction pipe 27, and only gaseous refrigerant is drawn into the upper gas-liquid separation pipe 31T and the lower gas-liquid separation pipe 31S. The gaseous refrigerant drawn into the upper gas-liquid separation pipe 31T is drawn into the upper suction chamber 131T through the upper connecting pipe 104T and the upper compression section suction pipe 102T. Similarly, the gas refrigerant drawn into the lower gas-liquid separation pipe 31S passes through the lower connecting pipe 104S and the lower compression section suction pipe 102S and is drawn into the lower suction chamber 131S.
次に、回転軸15の回転による吐出冷媒の流れを説明する。回転軸15の回転によって、回転軸15の上偏心部152Tに嵌合された上ピストン125Tが公転運動することにより、上圧縮室133Tが容積を縮小しながら冷媒を圧縮し、圧縮した冷媒の圧力が上吐出弁200Tの外側の上端板カバー室180Tの圧力よりも高くなったとき、上吐出弁200Tが開いて上圧縮室133Tから上端板カバー室180Tへ冷媒を吐出する。上端板カバー室180Tに吐出された冷媒は、上端板カバー170Tに設けられた上端板カバー吐出穴172Tから本体容器10内に吐出される。
Next, the flow of the discharged refrigerant caused by the rotation of the rotating shaft 15 will be explained. As the rotating shaft 15 rotates, the upper piston 125T fitted to the upper eccentric portion 152T of the rotating shaft 15 revolves, compressing the refrigerant while reducing the volume of the upper compression chamber 133T. When the pressure of the compressed refrigerant becomes higher than the pressure in the upper end plate cover chamber 180T outside the upper discharge valve 200T, the upper discharge valve 200T opens and discharges the refrigerant from the upper compression chamber 133T to the upper end plate cover chamber 180T. The refrigerant discharged into the upper end plate cover chamber 180T is discharged into the main body container 10 from the upper end plate cover discharge hole 172T provided in the upper end plate cover 170T.
また、回転軸15の回転によって、回転軸15の下偏心部152Sに嵌め込まれた下ピストン125Sが公転運動することにより、下圧縮室133Sが容積を縮小しながら冷媒を圧縮し、圧縮した冷媒の圧力が下吐出弁200Sの外側の下端板カバー室180Sの圧力よりも高くなったとき、下吐出弁200Sが開いて下圧縮室133Sから下端板カバー室180Sへ冷媒を吐出する。下端板カバー室180Sに吐出された冷媒は、冷媒通路穴136及び上端板カバー室180Tを通って上端板カバー170Tに設けられた上端板カバー吐出穴172Tから本体容器10内に吐出される。
Also, as the rotating shaft 15 rotates, the lower piston 125S fitted into the lower eccentric portion 152S of the rotating shaft 15 revolves, compressing the refrigerant while reducing the volume of the lower compression chamber 133S. When the pressure of the compressed refrigerant becomes higher than the pressure in the lower end plate cover chamber 180S outside the lower discharge valve 200S, the lower discharge valve 200S opens and discharges the refrigerant from the lower compression chamber 133S to the lower end plate cover chamber 180S. The refrigerant discharged into the lower end plate cover chamber 180S passes through the refrigerant passage hole 136 and the upper end plate cover chamber 180T and is discharged into the main body container 10 from the upper end plate cover discharge hole 172T provided in the upper end plate cover 170T.
本体容器10内に吐出された冷媒は、ステータ111の外周に設けられた上下を連通する切欠き(図示せず)、又はステータ111の巻線部の隙間(図示せず)、又はステータ111とロータ112との隙間115(図1参照)を通ってモータ11の上方に導かれ、本体容器10の上部に配置された吐出管107から吐出される。
The refrigerant discharged into the main container 10 is guided above the motor 11 through a notch (not shown) on the outer periphery of the stator 111 that connects the top and bottom, or through a gap in the winding part of the stator 111 (not shown), or through the gap 115 between the stator 111 and the rotor 112 (see Figure 1), and is discharged from the discharge pipe 107 located at the top of the main container 10.
次に、潤滑油18の流れを説明する。本体容器10の下部に封入されている潤滑油18は、回転軸15の遠心力により回転軸15の内部(図示せず)を通って圧縮部12に供給される。圧縮部12に供給された潤滑油18は、冷媒に巻き込まれ霧状となって冷媒と共に本体容器10の内部に排出される。霧状となって本体容器10の内部に排出された潤滑油18はモータ11の回転力によって遠心力で冷媒と分離され、油滴となって再び本体容器10の下部に戻る。しかし一部の潤滑油18は分離されずに冷媒と共に冷凍サイクルに排出される。冷凍サイクルに排出された潤滑油18は冷凍サイクルを循環してアキュムレータ25に戻り、アキュムレータ25の内部で分離されアキュムレータ25における下部に滞留する。アキュムレータ25における下部に滞留した潤滑油18は吸入冷媒と共に上吸入室131T、下吸入室131Sに吸入される。
Next, the flow of the lubricating oil 18 will be explained. The lubricating oil 18 sealed in the lower part of the main container 10 is supplied to the compression section 12 through the inside of the rotating shaft 15 (not shown) by the centrifugal force of the rotating shaft 15. The lubricating oil 18 supplied to the compression section 12 is mixed with the refrigerant and is discharged into the inside of the main container 10 together with the refrigerant in a mist form. The mist of the lubricating oil 18 discharged into the inside of the main container 10 is separated from the refrigerant by the centrifugal force of the rotational force of the motor 11, and returns to the bottom of the main container 10 as oil droplets. However, some of the lubricating oil 18 is not separated and is discharged into the refrigerant together with the refrigerant into the refrigeration cycle. The lubricating oil 18 discharged into the refrigeration cycle circulates through the refrigeration cycle and returns to the accumulator 25, where it is separated inside the accumulator 25 and accumulates in the lower part of the accumulator 25. The lubricating oil 18 accumulated in the lower part of the accumulator 25 is sucked into the upper suction chamber 131T and the lower suction chamber 131S together with the suctioned refrigerant.
(圧縮機1の特徴的な構成)
次に、実施例1のベーンの特徴的な構成について説明する。図3は、実施例1のベーンを示す斜視図である。上ベーン127Tと下ベーン127S(以下、ベーン127とも称する。)は構造が同一であるため、以下、上ベーン127Tについて説明し、下ベーン127Sの説明を省略する。上ベーン127Tは、上ピストン125Tの外周面に対して摺動する先端面129aと、上ベーン溝128Tの内面に対して摺動する第1側面129b及び第2側面129cと、を有する。また、上ベーン127Tは、上端板160Tの端面に対して摺動する第1端面129dと、端板としての中間仕切板140の端面に対して摺動する第2端面129eと、上スプリング126Tによって押圧される背面129fと、を有する。なお、下ベーン127Sについて補足すると、下ベーン127Sは、端板としての中間仕切板140の端面に対して摺動する第1端面129dと、下端板160Sの端面に対して摺動する第2端面129eと、を有する。第1側面129b及び第2側面129c、第1端面129d及び第2端面129eは、それぞれ平坦な板状に形成されている。 (Characteristic configuration of compressor 1)
Next, the characteristic configuration of the vane of the first embodiment will be described. FIG. 3 is a perspective view showing the vane of the first embodiment. Theupper vane 127T and the lower vane 127S (hereinafter also referred to as vane 127) have the same structure, so the upper vane 127T will be described below, and the description of the lower vane 127S will be omitted. The upper vane 127T has a tip surface 129a that slides against the outer circumferential surface of the upper piston 125T, and a first side surface 129b and a second side surface 129c that slide against the inner surface of the upper vane groove 128T. The upper vane 127T also has a first end surface 129d that slides against the end surface of the upper end plate 160T, a second end surface 129e that slides against the end surface of the intermediate partition plate 140 as an end plate, and a back surface 129f that is pressed by the upper spring 126T. In addition, to further explain the lower vane 127S, the lower vane 127S has a first end face 129d that slides against an end face of the intermediate partition plate 140 serving as an end plate, and a second end face 129e that slides against an end face of the lower end plate 160S. The first side face 129b and the second side face 129c, and the first end face 129d and the second end face 129e are each formed in a flat plate shape.
次に、実施例1のベーンの特徴的な構成について説明する。図3は、実施例1のベーンを示す斜視図である。上ベーン127Tと下ベーン127S(以下、ベーン127とも称する。)は構造が同一であるため、以下、上ベーン127Tについて説明し、下ベーン127Sの説明を省略する。上ベーン127Tは、上ピストン125Tの外周面に対して摺動する先端面129aと、上ベーン溝128Tの内面に対して摺動する第1側面129b及び第2側面129cと、を有する。また、上ベーン127Tは、上端板160Tの端面に対して摺動する第1端面129dと、端板としての中間仕切板140の端面に対して摺動する第2端面129eと、上スプリング126Tによって押圧される背面129fと、を有する。なお、下ベーン127Sについて補足すると、下ベーン127Sは、端板としての中間仕切板140の端面に対して摺動する第1端面129dと、下端板160Sの端面に対して摺動する第2端面129eと、を有する。第1側面129b及び第2側面129c、第1端面129d及び第2端面129eは、それぞれ平坦な板状に形成されている。 (Characteristic configuration of compressor 1)
Next, the characteristic configuration of the vane of the first embodiment will be described. FIG. 3 is a perspective view showing the vane of the first embodiment. The
上ベーン127Tの先端面129aは、第1端面129d及び第2端面129eに直交する方向から見たときに、円弧状に形成されている。上ベーン127Tの背面129fには、上スプリング126Tの端部が係合する係合部138が、平坦な背面129fの一部を切り欠いて形成されている。
The tip surface 129a of the upper vane 127T is formed in an arc shape when viewed from a direction perpendicular to the first end surface 129d and the second end surface 129e. The back surface 129f of the upper vane 127T has an engagement portion 138 with which the end of the upper spring 126T engages, which is formed by cutting out a part of the flat back surface 129f.
上ベーン127Tは、母材210と硬質皮膜220とを備えている。母材210は、クロム(Cr)の含有量が4.5[wt%]を超える材料によって、後述する基材層211が形成されている。材料の一例としては、クロム(Cr)の含有量が16[wt%]~18[wt%]程度のSUS440C(マルテンサイト系ステンレス鋼の一種)、クロム(Cr)の含有量が4.8[wt%]~5.5[wt%]程度のSKD61(ダイス鋼の一種)、クロム(Cr)の含有量11.0[wt%]~13.0[wt%]程度のSKD11(ダイス鋼の一種)などが用いられている。このように上ベーン127Tは、クロム(Cr)の含有量が4.5[wt%]を超える材料によって母材210の基材層211が形成されることで耐摩耗性及び耐焼き付き性が適正に確保されている。また、上ベーン127Tは、クロム(Cr)の含有量が10[wt%]を超えるステンレス鋼によって母材210の基材層211が形成される場合には、特に摺動面積が広い第1側面129b及び第2側面129cの耐摩耗性、耐焼き付き性を十分に確保することができる。
The upper vane 127T includes a base material 210 and a hard coating 220. The base material 210 has a base layer 211 (described later) formed of a material with a chromium (Cr) content of more than 4.5 [wt%]. Examples of materials include SUS440C (a type of martensitic stainless steel) with a chromium (Cr) content of about 16 [wt%] to 18 [wt%], SKD61 (a type of die steel) with a chromium (Cr) content of about 4.8 [wt%] to 5.5 [wt%], and SKD11 (a type of die steel) with a chromium (Cr) content of about 11.0 [wt%] to 13.0 [wt%]. In this way, the upper vane 127T has an appropriate wear resistance and seizure resistance because the base layer 211 of the base material 210 is formed of a material with a chromium (Cr) content of more than 4.5 [wt%]. Furthermore, when the base material layer 211 of the base material 210 of the upper vane 127T is made of stainless steel with a chromium (Cr) content exceeding 10 wt%, the wear resistance and seizure resistance of the first side surface 129b and the second side surface 129c, which have a particularly large sliding area, can be sufficiently ensured.
図4は、実施例1のベーン127の硬質皮膜220を示す断面図である。図4は、ベーン127の第1端面129d及び第2端面129eに直交する断面を示している。図5は、実施例1のベーン127の先端部を拡大して示す断面図である。図5は、ベーン127の第1側面129b及び第2側面129cに直交する断面を示している。
Figure 4 is a cross-sectional view showing the hard coating 220 of the vane 127 of Example 1. Figure 4 shows a cross-section perpendicular to the first end face 129d and the second end face 129e of the vane 127. Figure 5 is a cross-sectional view showing an enlarged tip portion of the vane 127 of Example 1. Figure 5 shows a cross-section perpendicular to the first side face 129b and the second side face 129c of the vane 127.
図4に示すように、上ベーン127Tの先端面129aには、硬質皮膜220が形成されている。また、母材210の外周面の全域には、基材層211を覆うように窒化拡散層212が形成されており、窒化拡散層212の上に、緻密層213が形成されている。
As shown in FIG. 4, a hard coating 220 is formed on the tip surface 129a of the upper vane 127T. In addition, a nitride diffusion layer 212 is formed on the entire outer peripheral surface of the base material 210 so as to cover the base material layer 211, and a dense layer 213 is formed on the nitride diffusion layer 212.
図5に示すように、上ベーン127Tの先端面129aの全域には、硬質皮膜220が形成されている。硬質皮膜220は、母材210の緻密層213の表面の側に形成され、緻密層213に密着している。硬質皮膜220は、ビッカース硬さが1500HV以上である材料から形成されている。硬質皮膜220は、ダイヤモンドライクカーボン(Diamond-Like Carbon:DLC、ダイヤモンド状炭素)、窒化クロム(CrN)、窒化二クロム(Cr2N)等が例示される。上ベーン127Tは、上ベーン127Tの先端面129aに硬質皮膜220が設けられていることにより、先端面129aの耐摩耗性が適正に確保されている。
As shown in Fig. 5, a hard coating 220 is formed on the entire tip surface 129a of the upper vane 127T. The hard coating 220 is formed on the surface side of the dense layer 213 of the base material 210 and is in close contact with the dense layer 213. The hard coating 220 is formed of a material having a Vickers hardness of 1500 HV or more. Examples of the hard coating 220 include diamond-like carbon (DLC), chromium nitride (CrN), and dichromium nitride (Cr 2 N). Since the hard coating 220 is provided on the tip surface 129a of the upper vane 127T, the wear resistance of the tip surface 129a is appropriately ensured.
(ベーンの製造方法)
実施例1のベーンの製造方法は、以上のように構成された実施例1のベーン127を製造する方法である。図6は、実施例1のベーンの製造方法を説明するための模式図である。図6は、実施例1のベーンの製造方法により、ベーン127の性状が変化する過程を示している。 (Method of manufacturing vane)
The manufacturing method of the vane of Example 1 is a method for manufacturing thevane 127 of Example 1 configured as described above. Fig. 6 is a schematic diagram for explaining the manufacturing method of the vane of Example 1. Fig. 6 shows the process in which the properties of the vane 127 change by the manufacturing method of the vane of Example 1.
実施例1のベーンの製造方法は、以上のように構成された実施例1のベーン127を製造する方法である。図6は、実施例1のベーンの製造方法を説明するための模式図である。図6は、実施例1のベーンの製造方法により、ベーン127の性状が変化する過程を示している。 (Method of manufacturing vane)
The manufacturing method of the vane of Example 1 is a method for manufacturing the
窒化処理前のベーン127の母材210は、クロム(Cr)の含有量が4.5[wt%]を超える材料によって母材210の全体が形成される。実施例では、母材210において、窒化処理前の母材210と同じ組成である領域を基材層211と称する。母材210の基材層211におけるクロム(Cr)の含有量が高いことにより、ベーン127の耐摩耗性及び耐焼き付き性が適正に確保される。実施例1のベーン127では、例えば、クロム(Cr)の含有量が16[wt%]~18[wt%]程度のマルテンサイト系ステンレス鋼によって母材210の基材層211が形成される。ベーン127は、クロム(Cr)の含有量が10[wt%]を超えるステンレス鋼によって母材210の基材層211が形成されることで、特に摺動面積が広い第1側面129b及び第2側面129cの耐摩耗性、耐焼き付き性を十分に確保することができる。
The base material 210 of the vane 127 before nitriding is entirely formed from a material with a chromium (Cr) content exceeding 4.5 wt%. In the embodiment, the region of the base material 210 that has the same composition as the base material 210 before nitriding is referred to as the base material layer 211. The high chromium (Cr) content in the base material layer 211 of the base material 210 ensures appropriate wear resistance and seizure resistance of the vane 127. In the vane 127 of embodiment 1, for example, the base material layer 211 of the base material 210 is formed from a martensitic stainless steel with a chromium (Cr) content of approximately 16 wt% to 18 wt%. The vane 127 has a base material layer 211 of the base material 210 formed from stainless steel with a chromium (Cr) content of more than 10 wt %, which ensures sufficient wear resistance and seizure resistance, especially on the first side surface 129b and the second side surface 129c, which have a large sliding area.
母材210が形成された後、母材210が焼き入れ(金属をオーステナイト組織になるまで加熱した後、急冷してマルテンサイト組織を得る熱処理)される。この焼き入れにより、母材210の耐摩耗性、機械的強度が向上する。母材210の焼き入れ後、母材210が焼き戻し(焼き入れ等により不安定となった組織を持つ金属を適切な温度に保持することで金属の組織を安定化させる熱処理)される。この焼き戻しにより、母材210の靭性が向上する。
After the base material 210 is formed, it is quenched (a heat treatment in which the metal is heated until it has an austenitic structure, and then rapidly cooled to obtain a martensite structure). This quenching improves the wear resistance and mechanical strength of the base material 210. After quenching the base material 210, it is tempered (a heat treatment that stabilizes the metal structure by holding the metal, whose structure has become unstable due to quenching, etc., at an appropriate temperature). This tempering improves the toughness of the base material 210.
母材210が焼き戻しされた後に、母材210は窒化処理される(ステップS1)。窒化処理は、ガス窒化やガス軟窒化、イオン窒化等が例示される。窒化処理では、母材210の表面から内部に窒素原子Nが浸透して拡散し、ステップS1の処理が施された後の母材210の表面には、窒化層214が形成される。そのため、窒化層214は、基材層211を囲むように形成される。ここでの窒化層214は、窒化処理によって基材層211の組織が変化することで形成された層を指す。なお、母材210において、窒化処理される直前の段階での母材210の基材層211と同じ組成で形成されている箇所は、窒化処理の以後も基材層211と称する。
After the base material 210 is tempered, the base material 210 is subjected to a nitriding treatment (step S1). Examples of nitriding treatment include gas nitriding, gas soft nitriding, and ion nitriding. In the nitriding treatment, nitrogen atoms N penetrate and diffuse from the surface of the base material 210 to the inside, and a nitride layer 214 is formed on the surface of the base material 210 after the treatment of step S1 is performed. Therefore, the nitride layer 214 is formed so as to surround the base material layer 211. The nitride layer 214 here refers to a layer formed by changing the structure of the base material layer 211 by the nitriding treatment. Note that the part of the base material 210 that is formed with the same composition as the base material layer 211 of the base material 210 at the stage immediately before the nitriding treatment is referred to as the base material layer 211 even after the nitriding treatment.
図7は、窒化処理された直後の母材210の表面を拡大して示す断面図である。窒化層214は、実施形態では、窒化拡散層212と窒化化合物層216(白層)とから形成されている。窒化拡散層212は、基材層211の外表面の側に形成されている。窒化拡散層212は、体心立方晶構造のα(アルファ)相から形成され、窒化拡散層212には、窒素原子Nが固溶している。窒化化合物層216(白層)は、緻密層213と多孔質層217とから形成されている。緻密層213は、窒化拡散層212の外表面の側に形成されている。緻密層213は、窒化鉄Fe4Nを主成分とし、面心立方晶構造のγ’(ガンマプライム)相から形成されている。多孔質層217は、緻密層213の外表面の側に形成され、窒化処理された直後の母材210の外表面に露出するように形成されている。また多孔質層217は、窒化鉄Fe2N、Fe3Nを主成分とし、最密六方晶構造のε(イプシロン)相から形成されている。そのため、窒化処理された直後の母材210の表面には、多孔質層217、緻密層213、窒化拡散層212、基材層211が、外側から順にこの順番で並んでいる。
FIG. 7 is an enlarged cross-sectional view showing the surface of the base material 210 immediately after the nitriding treatment. In the embodiment, the nitride layer 214 is formed of a nitride diffusion layer 212 and a nitride compound layer 216 (white layer). The nitride diffusion layer 212 is formed on the outer surface side of the base material layer 211. The nitride diffusion layer 212 is formed of an α (alpha) phase having a body-centered cubic structure, and nitrogen atoms N are solid-dissolved in the nitride diffusion layer 212. The nitride compound layer 216 (white layer) is formed of a dense layer 213 and a porous layer 217. The dense layer 213 is formed on the outer surface side of the nitride diffusion layer 212. The dense layer 213 is mainly composed of iron nitride Fe 4 N and is formed of a γ′ (gamma prime) phase having a face-centered cubic structure. The porous layer 217 is formed on the outer surface side of the dense layer 213 and is formed so as to be exposed to the outer surface of the base material 210 immediately after the nitriding treatment. The porous layer 217 is composed mainly of iron nitrides Fe 2 N and Fe 3 N, and is formed from an ε (epsilon) phase having a close-packed hexagonal crystal structure. Therefore, on the surface of the base material 210 immediately after the nitriding treatment, the porous layer 217, the dense layer 213, the nitrided diffusion layer 212, and the base material layer 211 are arranged in this order from the outside.
母材210が窒化処理された後に、母材210は表面が削られる(ステップS2)。この工程では、先端面129aと第1側面129bと第2側面129cと第1端面129dと第2端面129eとに形成された窒化化合物層216の表層がそれぞれ削られる。これにより、窒化処理に伴って母材210の表面に生じた微少な膨らみや微小な凹部を有する表層を削り、第1側面129bと第2側面129cと第1端面129dと第2端面129eとを平坦化とすることで、上ベーン溝128T(下ベーン溝128S)の内面、上端板160T(下端板160S)及び中間仕切板140の端面に対して摺動するベーン127の寸法精度や面精度(平面度)を確保することができる。実施例1では、ステップS2の処理が施された後の母材210の表面に緻密層213が露出するように、窒化化合物層216(白層)の少なくとも多孔質層217が除去される。
After the base material 210 is nitrided, the surface of the base material 210 is scraped (step S2). In this process, the surface layers of the nitride compound layer 216 formed on the tip surface 129a, the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e are scraped. This scrapes the surface layer having minute bulges and minute recesses that have occurred on the surface of the base material 210 due to the nitriding process, and flattens the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e, thereby ensuring the dimensional accuracy and surface accuracy (flatness) of the vane 127 that slides against the inner surface of the upper vane groove 128T (lower vane groove 128S), the upper end plate 160T (lower end plate 160S), and the end surface of the intermediate partition plate 140. In Example 1, at least the porous layer 217 of the nitride layer 216 (white layer) is removed so that the dense layer 213 is exposed on the surface of the base material 210 after the processing in step S2 is performed.
母材210の表面が削られた後に、母材210の先端面129aに硬質皮膜220が形成される(ステップS3)。硬質皮膜220は、ビッカース硬さが1500HV以上である材料から形成されている。その材料としては、例えば、ダイヤモンドライクカーボン(DLC)、窒化クロム(CrN)、窒化二クロム(Cr2N)等が例示される。これにより、ベーン127の先端面129aの耐摩耗性が向上する。実施例1では、先端面129aの緻密層213に密着するように、硬質皮膜220が形成される。
After the surface of the base material 210 is scraped, a hard coating 220 is formed on the tip end surface 129a of the base material 210 (step S3). The hard coating 220 is made of a material having a Vickers hardness of 1500 HV or more. Examples of the material include diamond-like carbon (DLC), chromium nitride (CrN), and dichromium nitride (Cr 2 N). This improves the wear resistance of the tip end surface 129a of the vane 127. In the first embodiment, the hard coating 220 is formed so as to adhere closely to the dense layer 213 of the tip end surface 129a.
硬質皮膜220の形成は、例えば、成膜装置に設けられる処理室で、真空蒸着、スパッタリングによって形成される。図8は、実施例1における硬質皮膜220の形成工程の一例を説明するための模式図である。硬質皮膜220を形成する形成工程(ステップS3)では、成膜装置に設けられた処理室に複数の母材210が配列される。このとき、複数の母材210は、隣り合わせに置かれた母材210の各側面129b、129c同士、すなわち、対向する第1側面129bと第2側面129cが接するように並べると共に、隣り合わせに置かれた母材210の各端面129d、129e同士、すなわち、対向する第1端面129dと第2端面129eが接するように、配列される。成膜装置は、このように並べられた複数の母材210の各先端面129aに硬質皮膜220を一括して形成する。これにより、1度の形成工程で硬質皮膜220が形成される母材210の個数を増やせるので、ベーン127の製造コストを低減することができる。
The hard film 220 is formed, for example, by vacuum deposition and sputtering in a processing chamber provided in the film forming apparatus. FIG. 8 is a schematic diagram for explaining an example of the process of forming the hard film 220 in Example 1. In the process of forming the hard film 220 (step S3), a plurality of base materials 210 are arranged in a processing chamber provided in the film forming apparatus. At this time, the plurality of base materials 210 are arranged so that the side surfaces 129b, 129c of the base materials 210 placed side by side are in contact with each other, i.e., the opposing first side surface 129b and second side surface 129c, and the end surfaces 129d, 129e of the base materials 210 placed side by side are in contact with each other, i.e., the opposing first end surface 129d and second end surface 129e. The film forming apparatus forms the hard film 220 on each tip surface 129a of the plurality of base materials 210 arranged in this manner all at once. This allows the number of base materials 210 on which the hard coating 220 is formed to be increased in one formation process, thereby reducing the manufacturing cost of the vane 127.
さらに、隣り合う母材210の各側面129b、129c同士、端面129d、129e同士が接するように並べることで、側面129b、129c、端面129d、129eに硬質皮膜220が形成されないように、側面129b、129c、端面129d、129eをマスキングすることができる。このように、ベーン127へのコーティングのマスキング部材として他のベーン127を利用することで、母材210の硬質皮膜220を形成しない面をマスキングする工程を別途設ける必要がなく、マスキング工程を削減することができる。ベーンの製造方法は、マスキング工程が削減されることにより、ベーン127の製造コストを低減することができる。
Furthermore, by arranging the side surfaces 129b, 129c and end surfaces 129d, 129e of adjacent base materials 210 so that they are in contact with each other, the side surfaces 129b, 129c and end surfaces 129d, 129e can be masked so that the hard coating 220 is not formed on the side surfaces 129b, 129c and end surfaces 129d, 129e. In this way, by using other vanes 127 as masking members for coating the vanes 127, there is no need to provide a separate process for masking the surfaces of the base material 210 on which the hard coating 220 is not to be formed, and the masking process can be reduced. The vane manufacturing method can reduce the manufacturing cost of the vanes 127 by eliminating the masking process.
硬質皮膜220が緻密層213に密着する場合の密着性は、硬質皮膜220が多孔質層217に密着する場合の密着性に比較して良好である。このため、硬質皮膜220を緻密層213に密着させるように作製された実施例1のベーン127は、多孔質層217を介して硬質皮膜220と母材210とが密着している他のベーンに比較して、硬質皮膜220を母材210により強く密着させることができ、先端面127aから硬質皮膜220が剥離することを防止することができる。
The adhesion of the hard coating 220 to the dense layer 213 is better than that of the hard coating 220 to the porous layer 217. Therefore, the vane 127 of Example 1, which is manufactured so that the hard coating 220 is adhered to the dense layer 213, can adhere the hard coating 220 to the base material 210 more strongly than other vanes in which the hard coating 220 and base material 210 are adhered to each other via the porous layer 217, and can prevent the hard coating 220 from peeling off from the tip surface 127a.
また、多孔質層217は、硬度が高い一方で脆いという特性を有している。このため、多孔質層217を除去することで母材210の表面に緻密層213を露出させたのちに緻密層213に密着するように硬質皮膜220が形成された実施例1のベーン127は、多孔質層217を介して硬質皮膜220と母材210とが密着している他のベーンに比較して、高い面圧で摺動する際に多孔質層が脱落してしまうことによる異常摩耗を未然に防ぐことができる。
The porous layer 217 is also characterized by its high hardness but brittleness. Therefore, the vane 127 of Example 1, in which the dense layer 213 is exposed on the surface of the base material 210 by removing the porous layer 217 and then the hard film 220 is formed so as to adhere to the dense layer 213, can prevent abnormal wear caused by the porous layer falling off when sliding at high surface pressure, compared to other vanes in which the hard film 220 and the base material 210 are adhered to each other via the porous layer 217.
(実施例1のベーン127の効果)
実施例1のベーン127は、上シリンダ121T(下シリンダ121S)と、上シリンダ121T(下シリンダ121S)の内周面に沿って公転する上ピストン125T(下ピストン125S)と、上シリンダ121T(下シリンダ121S)の端部を塞ぐ上端板160T(下端板160S、中間仕切板140)とを備える圧縮機1に用いられ、上シリンダ121T(下シリンダ121S)と上ピストン125T(下ピストン125S)と上端板160T(下端板160S、中間仕切板140)とに囲われる上シリンダ室(下シリンダ室)を、上吸入室131T(下吸入室131S)と上圧縮室133T(下圧縮室133S)とに区画する。ベーン127は、クロム(Cr)の含有量が4.5wt%を超える材料から形成される母材210と、母材210のうちの先端面129aを被覆する硬質皮膜220とを有している。母材210には、基材層211および窒化拡散層212、もしくは、基材層211および窒化拡散層212に加えて窒化拡散層212の上に窒化鉄Fe4Nを主成分とするガンマプライム相から成る緻密層213が、形成されている。硬質皮膜220は、母材210の窒化拡散層212、もしくは、母材210の緻密層213の、いずれかの層の表面に形成されている。これにより、ベーン127は、特に高い耐摩耗性が必要な先端面129aの硬度を硬質皮膜220により確保する一方、硬質皮膜220が形成されていない(先端面129a以外の)摺動面の耐摩耗性と耐焼き付き性をも確保し、かつ先端面129aから硬質皮膜220が剥離することを防止することができる。 (Effect of thevane 127 of the first embodiment)
Thevane 127 of embodiment 1 is used in a compressor 1 that has an upper cylinder 121T (lower cylinder 121S), an upper piston 125T (lower piston 125S) that revolves along the inner surface of the upper cylinder 121T (lower cylinder 121S), and an upper end plate 160T (lower end plate 160S, intermediate partition plate 140) that closes the end of the upper cylinder 121T (lower cylinder 121S), and divides the upper cylinder chamber (lower cylinder chamber) surrounded by the upper cylinder 121T (lower cylinder 121S), the upper piston 125T (lower piston 125S), and the upper end plate 160T (lower end plate 160S, intermediate partition plate 140) into an upper suction chamber 131T (lower suction chamber 131S) and an upper compression chamber 133T (lower compression chamber 133S). The vane 127 has a base material 210 formed from a material with a chromium (Cr) content exceeding 4.5 wt %, and a hard coating 220 covering a tip end surface 129a of the base material 210. The base material 210 has a base material layer 211 and a nitride diffusion layer 212, or has a dense layer 213 made of a gamma prime phase containing iron nitride Fe 4 N as a main component formed on the nitride diffusion layer 212 in addition to the base material layer 211 and the nitride diffusion layer 212. The hard coating 220 is formed on the surface of either the nitride diffusion layer 212 of the base material 210 or the dense layer 213 of the base material 210. As a result, the vane 127 ensures the hardness of the tip surface 129a, which requires particularly high wear resistance, by the hard coating 220, while also ensuring the wear resistance and seizure resistance of the sliding surfaces (other than the tip surface 129a) on which the hard coating 220 is not formed, and can prevent the hard coating 220 from peeling off from the tip surface 129a.
実施例1のベーン127は、上シリンダ121T(下シリンダ121S)と、上シリンダ121T(下シリンダ121S)の内周面に沿って公転する上ピストン125T(下ピストン125S)と、上シリンダ121T(下シリンダ121S)の端部を塞ぐ上端板160T(下端板160S、中間仕切板140)とを備える圧縮機1に用いられ、上シリンダ121T(下シリンダ121S)と上ピストン125T(下ピストン125S)と上端板160T(下端板160S、中間仕切板140)とに囲われる上シリンダ室(下シリンダ室)を、上吸入室131T(下吸入室131S)と上圧縮室133T(下圧縮室133S)とに区画する。ベーン127は、クロム(Cr)の含有量が4.5wt%を超える材料から形成される母材210と、母材210のうちの先端面129aを被覆する硬質皮膜220とを有している。母材210には、基材層211および窒化拡散層212、もしくは、基材層211および窒化拡散層212に加えて窒化拡散層212の上に窒化鉄Fe4Nを主成分とするガンマプライム相から成る緻密層213が、形成されている。硬質皮膜220は、母材210の窒化拡散層212、もしくは、母材210の緻密層213の、いずれかの層の表面に形成されている。これにより、ベーン127は、特に高い耐摩耗性が必要な先端面129aの硬度を硬質皮膜220により確保する一方、硬質皮膜220が形成されていない(先端面129a以外の)摺動面の耐摩耗性と耐焼き付き性をも確保し、かつ先端面129aから硬質皮膜220が剥離することを防止することができる。 (Effect of the
The
また、実施例1のベーン127の母材210は、上シリンダ121T(下シリンダ121S)に摺動する第1側面129bおよび第2側面129c、および、上端板160T(下端板160S、中間仕切板140)に摺動する第1端面129d(第2端面129e)をさらに備えている。母材210の第1側面129bおよび第2側面129cと第1端面129d(第2端面129e)とは、窒化拡散層212、もしくは、窒化鉄Fe4Nを主成分とするガンマプライム相から成る緻密層213、もしくは、窒化鉄Fe2N,Fe3Nを主成分とする多孔質層217のうち、いずれかの層が外表面に露出している。これにより、ベーン127は、先端面129a以外の摺動面(第1側面129bと第2側面129cと第1端面129dと第2端面129e)についても、耐摩耗性と耐焼き付き性を十分に確保することができる。
The base material 210 of the vane 127 of the first embodiment further includes a first side surface 129b and a second side surface 129c that slide against the upper cylinder 121T (lower cylinder 121S), and a first end surface 129d (second end surface 129e) that slides against the upper end plate 160T (lower end plate 160S, intermediate partition plate 140). The first side surface 129b and the second side surface 129c of the base material 210 and the first end surface 129d (second end surface 129e) are exposed on the outer surface of either a nitride diffusion layer 212, a dense layer 213 made of a gamma prime phase mainly composed of iron nitride Fe 4 N, or a porous layer 217 mainly composed of iron nitride Fe 2 N and Fe 3 N. As a result, vane 127 can ensure sufficient wear resistance and seizure resistance for the sliding surfaces other than tip surface 129a (first side surface 129b, second side surface 129c, first end surface 129d, and second end surface 129e).
また、実施例1のベーン127の硬質皮膜220のビッカース硬さは、1500HV以上である。これにより、ベーン127は、先端面129aの耐摩耗性を適正に確保することができる。たとえば、硬質皮膜220は、ダイヤモンドライクカーボン(DLC)から形成されている。これにより、ベーン127は、先端面129aの耐摩耗性を特に適正に確保することができる。
Furthermore, the Vickers hardness of the hard coating 220 of the vane 127 in Example 1 is 1500 HV or more. This allows the vane 127 to ensure adequate wear resistance of the tip surface 129a. For example, the hard coating 220 is formed from diamond-like carbon (DLC). This allows the vane 127 to ensure particularly adequate wear resistance of the tip surface 129a.
また、実施例1のベーン127の母材210は、クロム(Cr)の含有量が10.5wt.%以上であるステンレス鋼から形成されている。たとえば、母材210は、クロム(Cr)の含有量が16[wt%]~18[wt%]程度のマルテンサイト系ステンレス鋼から形成されている。このように、ベーン127は、母材210の基材層211におけるクロム(Cr)の含有量が高いことで、特に摺動面積が広い第1側面129bと第2側面129cと第1端面129dと第2端面129eとについても、耐摩耗性、耐焼き付き性を十分に確保することができる。
The base material 210 of the vane 127 of the first embodiment is formed from stainless steel with a chromium (Cr) content of 10.5 wt. % or more. For example, the base material 210 is formed from martensitic stainless steel with a chromium (Cr) content of about 16 wt. % to 18 wt. %. In this way, the vane 127 can ensure sufficient wear resistance and seizure resistance, especially for the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e, which have a large sliding area, due to the high chromium (Cr) content in the base layer 211 of the base material 210.
実施例1のベーンの製造方法は、実施例1のベーン127を製造するときに利用される製造方法であり、母材210を窒化処理することにより、母材210に、窒化処理によって基材層211の組織が変化することで形成された窒化層214(窒化拡散層212と、緻密層213と、窒化鉄Fe2N,Fe3Nを主成分とする多孔質層217とを含む)を形成する工程(ステップS1)と、母材210に窒化層214が形成された後に、先端面129aの窒化層214のうちの少なくとも多孔質層217を除去して、窒化層214のうちの緻密層213を露出させる工程(ステップS2)と、緻密層213を露出させた後に、先端面129aの緻密層213の表面に硬質皮膜220を形成する工程(ステップS3)とを備えている。このようなベーンの製造方法によれば、硬質皮膜220を母材210の先端面129aの緻密層213に強く密着させることができるので、ベーン127の先端面129aを形成する母材210から硬質皮膜220が剥離することを防止することができる。
The manufacturing method of the vane of Example 1 is a manufacturing method used when manufacturing the vane 127 of Example 1, and includes a process (step S1) of nitriding a base material 210 to form a nitride layer 214 (including a nitride diffusion layer 212, a dense layer 213, and a porous layer 217 mainly composed of iron nitrides Fe 2 N and Fe 3 N) on the base material 210 by changing the structure of the base material layer 211 by the nitriding process, a process (step S2) of removing at least the porous layer 217 of the nitride layer 214 on the tip surface 129 a after the nitride layer 214 is formed on the base material 210 to expose the dense layer 213 of the nitride layer 214, and a process (step S3) of forming a hard coating 220 on the surface of the dense layer 213 on the tip surface 129 a after the dense layer 213 is exposed. According to this method of manufacturing the vane, the hard coating 220 can be strongly adhered to the dense layer 213 of the tip surface 129a of the base material 210, thereby preventing the hard coating 220 from peeling off from the base material 210 that forms the tip surface 129a of the vane 127.
また、母材210は、上シリンダ121T(下シリンダ121S)と摺動する第1側面129bおよび第2側面129c、および、上端板160T(下端板160S、中間仕切板140)と摺動する第1端面129d(第2端面129e)をさらに備えている。実施例1のベーンの製造方法では、母材210に硬質皮膜220を形成する工程(ステップS3)において、隣り合う母材210の第1側面129bおよび第2側面129c同士または第1端面129d(第2端面129e)同士を接触させるように、複数の母材210を配置し、複数の母材210の各先端面129aに硬質皮膜220を一度に形成する。このようなベーンの製造方法によれば、例えば、1度の形成工程で硬質皮膜220が形成される母材210の個数を増やせるので、ベーン127の製造コストを低減することができる。また、例えば、ベーン127へのコーティングのマスキング部材として他のベーン127を利用することで、ベーン127の製造コストを低減することができる。
In addition, the base material 210 further includes a first side surface 129b and a second side surface 129c that slide against the upper cylinder 121T (lower cylinder 121S), and a first end surface 129d (second end surface 129e) that slides against the upper end plate 160T (lower end plate 160S, intermediate partition plate 140). In the manufacturing method of the vane of Example 1, in the process (step S3) of forming a hard coating 220 on the base material 210, multiple base materials 210 are arranged so that the first side surfaces 129b and second side surfaces 129c or the first end surfaces 129d (second end surfaces 129e) of adjacent base materials 210 are in contact with each other, and the hard coating 220 is formed on each tip surface 129a of the multiple base materials 210 at once. According to such a vane manufacturing method, for example, the number of base materials 210 on which the hard coating 220 is formed in one formation process can be increased, thereby reducing the manufacturing cost of the vane 127. In addition, for example, the manufacturing cost of the vane 127 can be reduced by using other vanes 127 as masking members for coating the vane 127.
実施例2のベーンは、図9および図10に示されているように、既述の実施例1のベーン127の緻密層213が省略される点を除いて、既述の実施例1のベーン127と同じである。図9は、実施例2のベーンを示す断面図である。図10は、実施例2のベーンの製造方法を説明するための模式図である。図10は、実施例2のベーンの製造方法により、ベーン127の性状が変化する過程を示している。
As shown in Figures 9 and 10, the vane of Example 2 is the same as the vane 127 of Example 1 described above, except that the dense layer 213 of the vane 127 of Example 1 described above is omitted. Figure 9 is a cross-sectional view showing the vane of Example 2. Figure 10 is a schematic diagram for explaining the manufacturing method of the vane of Example 2. Figure 10 shows the process by which the properties of the vane 127 change due to the manufacturing method of the vane of Example 2.
図9に示すように、実施例2のベーンは、既述の実施例1のベーン127と同様に、先端面129aの全域に硬質皮膜220が形成されている。硬質皮膜220は、母材210の窒化拡散層212の表面に形成され、窒化拡散層212に密着している。実施例2のベーンは、後述の母材210の表面を削る工程において、多孔質層217だけでなく緻密層213も除去された結果、硬質皮膜220が窒化拡散層212に密着している点で、実施例1のベーンと異なる。
As shown in FIG. 9, the vane of Example 2, like the vane 127 of Example 1 described above, has a hard coating 220 formed over the entire tip surface 129a. The hard coating 220 is formed on the surface of the nitride diffusion layer 212 of the base material 210 and adheres to the nitride diffusion layer 212. The vane of Example 2 differs from the vane of Example 1 in that the hard coating 220 adheres to the nitride diffusion layer 212 as a result of not only the porous layer 217 but also the dense layer 213 being removed in the process of scraping the surface of the base material 210 described below.
実施例2のベーンの製造方法は、実施例2のベーン127を製造する方法であり、図10に示されているように、実施例2のベーンの製造方法のステップS1は、既述の実施例1のベーンの製造方法のステップS1と同様である。一方、実施例2のベーンの製造方法では、既述の実施例1のベーンの製造方法のステップS2の工程が、他の工程であるステップS4に置換されている。また、実施例2のベーンの製造方法では、実施例1のベーンの製造方法のステップS3の工程が、他の工程であるステップS5に置換されている。実施例2のベーンの製造方法では、ステップS1で母材210が窒化処理された後に、母材210の表面が削られ、母材210の表面に窒化拡散層212が露出するように、緻密層213と多孔質層217とが除去される(ステップS4)。ステップS4で母材210の表面が削られた後に、ステップS4の処理が施された後の母材210の先端面129aの窒化拡散層212の上に、硬質皮膜220が形成される(ステップS5)。このようなベーンの製造方法によれば、ステップS5の処理で形成された硬質皮膜220が、母材210の窒化拡散層212の表面に形成されて窒化拡散層212に密着するように、実施例2のベーン127が適切に作製される。
The manufacturing method of the vane of Example 2 is a method for manufacturing the vane 127 of Example 2, and as shown in FIG. 10, step S1 of the manufacturing method of the vane of Example 2 is similar to step S1 of the manufacturing method of the vane of Example 1 described above. On the other hand, in the manufacturing method of the vane of Example 2, step S2 of the manufacturing method of the vane of Example 1 described above is replaced with another step, step S4. Also, in the manufacturing method of the vane of Example 2, step S3 of the manufacturing method of the vane of Example 1 is replaced with another step, step S5. In the manufacturing method of the vane of Example 2, after the base material 210 is nitrided in step S1, the surface of the base material 210 is scraped off and the dense layer 213 and the porous layer 217 are removed so that the nitride diffusion layer 212 is exposed on the surface of the base material 210 (step S4). After the surface of the base material 210 is scraped in step S4, a hard film 220 is formed on the nitriding layer 212 on the tip surface 129a of the base material 210 after the processing in step S4 (step S5). According to this vane manufacturing method, the vane 127 of Example 2 is appropriately manufactured so that the hard film 220 formed in the processing in step S5 is formed on the surface of the nitriding layer 212 of the base material 210 and adheres closely to the nitriding layer 212.
硬質皮膜220が窒化拡散層212に密着する場合の密着性は、硬質皮膜220が緻密層213に密着する密着性と概ね同等であり、硬質皮膜220が多孔質層217に密着する場合の密着性に比較して良好である。このため、実施例2のベーンは、既述の実施例1のベーン127と同様に、多孔質層217を介して硬質皮膜220と母材210とが密着している他のベーンに比較して、硬質皮膜220を母材210の先端面129により強く密着させることができ、先端面127aから硬質皮膜220が剥離することを防止することができる。
The adhesion of the hard coating 220 to the nitride diffusion layer 212 is roughly equivalent to the adhesion of the hard coating 220 to the dense layer 213, and is better than the adhesion of the hard coating 220 to the porous layer 217. Therefore, like the vane 127 of the first embodiment described above, the vane of the second embodiment can more strongly adhere the hard coating 220 to the tip surface 129 of the base material 210, and can prevent the hard coating 220 from peeling off from the tip surface 127a, compared to other vanes in which the hard coating 220 and the base material 210 are in contact with each other via the porous layer 217.
実施例2のベーンは、母材210の外表面のうち、第1側面129bと第2側面129cと第1端面129dと第2端面129eとにおいて、窒化拡散層212が外表面に露出するように形成されている。窒化拡散層212は、緻密層213と同様に、基材層211に比較して、耐摩耗性と耐焼き付き性が良好である。このため、実施例2のベーンは、硬質皮膜220が形成されていない摺動箇所(側面・端面)であっても、既述の実施例1のベーン127と同様に、十分な耐摩耗性と耐焼き付き性を確保することができる。
The vane of Example 2 is formed so that the nitride diffusion layer 212 is exposed on the outer surface of the base material 210 at the first side surface 129b, the second side surface 129c, the first end surface 129d, and the second end surface 129e. The nitride diffusion layer 212, like the dense layer 213, has better wear resistance and seizure resistance than the base material layer 211. Therefore, the vane of Example 2 can ensure sufficient wear resistance and seizure resistance, like the vane 127 of Example 1 described above, even at the sliding points (side surfaces and end surfaces) where the hard coating 220 is not formed.
また、実施例2のベーンは、窒化処理により形成された白層である窒化化合物層216(緻密層213、多孔質層217)の全体が除去されている。そのため、実施例1のように緻密層213をベーン127の外表面に露出させる場合に比べ、緻密層213が窒化拡散層212の表面から脱落する可能性を排除できる。
In addition, in the vane of Example 2, the entire nitride compound layer 216 (dense layer 213, porous layer 217), which is a white layer formed by nitriding, is removed. Therefore, compared to the case in Example 1 in which the dense layer 213 is exposed on the outer surface of the vane 127, the possibility of the dense layer 213 falling off from the surface of the nitride diffusion layer 212 can be eliminated.
これに対し、記述の実施例1のベーンは、窒化処理により形成された白層である窒化化合物層216(緻密層213、多孔質層217)のうち、多孔質層217のみを除去(例えば、白層の表層を数μm程度除去)すればよいため、実施例2のベーンに比べて加工が容易である。
In contrast, the vane of the described Example 1 is easier to process than the vane of Example 2 because it is only necessary to remove the porous layer 217 (for example, removing the surface layer of the white layer by about several μm) of the nitride compound layer 216 (dense layer 213, porous layer 217), which is a white layer formed by nitriding.
ところで、既述の実施例2のベーンの製造方法では、ステップS4で緻密層213と多孔質層217との両方が除去されるように母材210の表面全体が削られているが、先端面129aと異なる面(側面・端面)に緻密層213が残存するように、母材210の表面が削られてもよい。このようなベーンの製造方法により作製されたベーンも、既述の実施例のベーンと同様に、硬質皮膜220が窒化拡散層212に密着していることにより、硬質皮膜220が形成されていない面の耐摩耗性と耐焼き付き性を確保しつつ、先端面129aから硬質皮膜220が剥離することを防止することができる。
In the vane manufacturing method of the second embodiment described above, the entire surface of the base material 210 is scraped off so that both the dense layer 213 and the porous layer 217 are removed in step S4, but the surface of the base material 210 may be scraped off so that the dense layer 213 remains on a surface (side or end surface) other than the tip surface 129a. In a vane manufactured by such a vane manufacturing method, like the vane of the embodiment described above, the hard film 220 is in close contact with the nitride diffusion layer 212, ensuring the wear resistance and seizure resistance of the surface on which the hard film 220 is not formed, while preventing the hard film 220 from peeling off from the tip surface 129a.
ところで、既述の実施例のベーンの製造方法では、ステップS2またはステップS4で多孔質層217が除去されるように母材210の表面全体が削られているが、先端面129aと異なる面(側面・端面)に多孔質層217が残存するように、削られてもよい。このようなベーンの製造方法により作製されたベーンも、既述の実施例のベーンと同様に、硬質皮膜220が緻密層213または窒化拡散層212に密着していることにより、硬質皮膜220が形成されていない面の耐摩耗性と耐焼き付き性を確保しつつ、先端面129aから硬質皮膜220が剥離することを防止することができる。
In the vane manufacturing method of the embodiment described above, the entire surface of the base material 210 is scraped off so that the porous layer 217 is removed in step S2 or step S4, but the scraping may be performed so that the porous layer 217 remains on a surface (side or end surface) other than the tip surface 129a. In the vane manufactured by this vane manufacturing method, like the vane of the embodiment described above, the hard coating 220 is in close contact with the dense layer 213 or the nitride diffusion layer 212, so that the wear resistance and seizure resistance of the surface on which the hard coating 220 is not formed are ensured, while the hard coating 220 can be prevented from peeling off from the tip surface 129a.
ところで、既述の実施例のベーンの製造方法では、側面・端面同士が密着した状態で複数の母材210の先端面129aに硬質皮膜220が形成されているが、側面・端面同士が密着していない状態で複数の母材210の先端面129aに硬質皮膜220が形成されてもよい。このとき、複数の母材210の先端面129aと異なる面(側面・端面)は、硬質皮膜220が形成されないように、マスキングされてもよい。
In the vane manufacturing method of the embodiment described above, the hard coating 220 is formed on the tip surfaces 129a of the multiple base materials 210 with the side surfaces and end surfaces in close contact with each other, but the hard coating 220 may also be formed on the tip surfaces 129a of the multiple base materials 210 with the side surfaces and end surfaces not in close contact with each other. In this case, the surfaces (side surfaces and end surfaces) of the multiple base materials 210 different from the tip surfaces 129a may be masked so that the hard coating 220 is not formed.
なお、既述の実施例では、圧縮機1として、上シリンダ121Tと下シリンダ121Sの2つのシリンダ121を備える2シリンダ式のロータリ圧縮機を例示したが、シリンダ121を1つだけ備える1シリンダ式のロータリ圧縮機であってもよい。
In the above-described embodiment, a two-cylinder rotary compressor having two cylinders 121, an upper cylinder 121T and a lower cylinder 121S, was used as an example of the compressor 1, but a one-cylinder rotary compressor having only one cylinder 121 may also be used.
以上、実施例を説明したが、前述した内容により実施例が限定されるものではない。また、前述した構成要素には、当業者が容易に想定できるもの、実質的に同一のもの、いわゆる均等の範囲のものが含まれる。さらに、前述した構成要素は適宜組み合わせることが可能である。さらに、実施例の要旨を逸脱しない範囲で構成要素の種々の省略、置換及び変更のうち少なくとも1つを行うことができる。
Although the embodiments have been described above, the embodiments are not limited to the above. The above-mentioned components include those that a person skilled in the art can easily imagine, those that are substantially the same, and those that are within the so-called equivalent range. Furthermore, the above-mentioned components can be combined as appropriate. Furthermore, at least one of various omissions, substitutions, and modifications of the components can be made without departing from the spirit of the embodiments.
1 圧縮機
121T 上シリンダ(シリンダ)
121S 下シリンダ(シリンダ)
125T 上ピストン(ピストン)
125S 下ピストン(ピストン)
127 ベーン
127T 上ベーン(ベーン)
127S 下ベーン(ベーン)
129a 先端面
129b 第1側面
129c 第2側面
129d 第1端面
129e 第2端面
160T 上端板(端板)
160S 下端板(端板)
210 母材
211 基材層
212 窒化拡散層
213 緻密層
214 窒化層
216 窒化化合物層(白層)
217 多孔質層
220 硬質皮膜 1Compressor 121T Upper cylinder (cylinder)
121S Lower Cylinder (Cylinder)
125T upper piston (piston)
125S Lower piston (piston)
127Vane 127T Upper Vane (Vane)
127S Lower vane (vane)
129a Tip surface 129b First side surface 129c Second side surface 129d First end surface 129e Second end surface 160T Upper end plate (end plate)
160S Lower end plate (end plate)
210Base material 211 Base material layer 212 Nitrided diffusion layer 213 Dense layer 214 Nitrided layer 216 Nitrided compound layer (white layer)
217Porous layer 220 Hard coating
121T 上シリンダ(シリンダ)
121S 下シリンダ(シリンダ)
125T 上ピストン(ピストン)
125S 下ピストン(ピストン)
127 ベーン
127T 上ベーン(ベーン)
127S 下ベーン(ベーン)
129a 先端面
129b 第1側面
129c 第2側面
129d 第1端面
129e 第2端面
160T 上端板(端板)
160S 下端板(端板)
210 母材
211 基材層
212 窒化拡散層
213 緻密層
214 窒化層
216 窒化化合物層(白層)
217 多孔質層
220 硬質皮膜 1
121S Lower Cylinder (Cylinder)
125T upper piston (piston)
125S Lower piston (piston)
127
127S Lower vane (vane)
160S Lower end plate (end plate)
210
217
Claims (10)
- シリンダと、
前記シリンダの内周面に沿って公転するピストンと、
前記シリンダの端部を塞ぐ端板と、
を備える圧縮機に用いられ、
前記シリンダと前記ピストンと前記端板とに囲われるシリンダ室を吸入室と圧縮室とに区画するベーンであり、
クロムの含有量が4.5wt%を超える材料から形成される母材と、
前記母材のうちの先端面を被覆する硬質皮膜と、を有し、
前記母材には、基材層および窒化拡散層が形成され、もしくは、前記基材層および前記窒化拡散層に加えて前記窒化拡散層の上にFe4Nを主成分とするガンマプライム相から成る緻密層が、形成され、
前記硬質皮膜は、前記母材の前記窒化拡散層、もしくは、前記母材の前記緻密層の、いずれかの層の表面に形成される、
ことを特徴とする、ベーン。 A cylinder;
A piston that revolves along an inner circumferential surface of the cylinder;
an end plate that closes an end of the cylinder;
The compressor is used in a compressor having
a vane that divides a cylinder chamber surrounded by the cylinder, the piston, and the end plate into a suction chamber and a compression chamber,
A base material formed from a material having a chromium content of more than 4.5 wt %;
A hard coating covering a tip surface of the base material,
A base material layer and a nitride diffusion layer are formed on the base material, or in addition to the base material layer and the nitride diffusion layer, a dense layer made of a gamma prime phase containing Fe 4 N as a main component is formed on the nitride diffusion layer;
The hard coating is formed on a surface of either the nitride diffusion layer of the base material or the dense layer of the base material.
A vane comprising: - 前記母材は、前記シリンダに摺動する側面、および、前記端板に摺動する端面をさらに備え、
前記母材の前記側面と前記端面とには、前記窒化拡散層、もしくは、Fe4Nを主成分とするガンマプライム相から成る前記緻密層、もしくは、Fe2N,Fe3Nを主成分とする多孔質層のうち、いずれかの層が露出している、
請求項1に記載のベーン。 The base material further includes a side surface that slides against the cylinder and an end surface that slides against the end plate,
On the side surface and the end surface of the base material, any one of the nitride diffusion layer, the dense layer made of a gamma prime phase mainly composed of Fe 4 N, and the porous layer mainly composed of Fe 2 N and Fe 3 N is exposed.
The vane of claim 1 . - 前記硬質皮膜のビッカース硬さは、1500HV以上である
請求項1に記載のベーン。 The vane according to claim 1 , wherein the hard coating has a Vickers hardness of 1500 HV or more. - 前記硬質皮膜は、ダイヤモンド状炭素から形成される
請求項3に記載のベーン。 The vane of claim 3 , wherein the hard coating is formed from diamond-like carbon. - 前記母材は、クロムの含有量が10.5wt.%以上であるステンレス鋼から形成される
請求項1に記載のベーン。 2. The vane of claim 1, wherein the base material is formed from stainless steel having a chromium content of 10.5 wt. % or more. - 前記母材は、マルテンサイト系ステンレス鋼から形成される
請求項5に記載のベーン。 The vane of claim 5 , wherein the base material is formed from a martensitic stainless steel. - シリンダと、
前記シリンダの内周面に沿って公転するピストンと、
前記シリンダの端部を塞ぐ端板と、
前記シリンダと前記ピストンと前記端板とに囲われるシリンダ室を吸入室と圧縮室とに区画するベーンとを備え、
前記ベーンは、
クロムの含有量が4.5wt%を超える材料から形成される母材と、
前記母材のうちの先端面を被覆する硬質皮膜と、を有し、
前記母材には、基材層および窒化拡散層が形成され、もしくは、前記基材層および前記窒化拡散層に加えて前記窒化拡散層の上にFe4Nを主成分とするガンマプライム相から成る緻密層が形成され、
前記硬質皮膜は、前記母材の前記窒化拡散層、もしくは、前記母材の前記緻密層の、いずれかの層の表面に形成される
圧縮機。 A cylinder;
A piston that revolves along an inner circumferential surface of the cylinder;
an end plate that closes an end of the cylinder;
a vane that divides a cylinder chamber surrounded by the cylinder, the piston, and the end plate into a suction chamber and a compression chamber,
The vane is
A base material formed from a material having a chromium content of more than 4.5 wt %;
A hard coating covering a tip surface of the base material,
A base material layer and a nitride diffusion layer are formed on the base material, or in addition to the base material layer and the nitride diffusion layer, a dense layer made of a gamma prime phase containing Fe 4 N as a main component is formed on the nitride diffusion layer;
The hard coating is formed on a surface of either the nitriding diffusion layer of the base material or the dense layer of the base material. - シリンダと、
前記シリンダの内周面に沿って公転するピストンと、
前記シリンダの端部を塞ぐ端板と、
前記シリンダと前記ピストンと前記端板とに囲われるシリンダ室を、吸入室と圧縮室とに区画するベーンとを備え、
前記ベーンは、
クロムの含有量が4.5wt%を超える材料から形成される母材と、
前記母材のうちの先端面を被覆する硬質皮膜と、を有し、
前記母材には、基材層および窒化拡散層が形成され、もしくは、前記基材層および前記窒化拡散層に加えて前記窒化拡散層の上に、Fe4Nを主成分とするガンマプライム相から成る緻密層が、形成される
圧縮機、
に用いられる前記ベーンの製造方法であり、
前記母材の前記基材層を窒化処理することにより、前記母材に、前記窒化拡散層と、前記緻密層と、Fe2N,Fe3Nを主成分とする多孔質層と、を含む窒化層を形成する工程と、
前記母材に前記窒化層が形成された後に、前記窒化層のうちの少なくとも多孔質層を除去して、前記窒化層のうちの前記窒化拡散層もしくは前記緻密層を露出させる工程と、
前記窒化拡散層もしくは前記緻密層を露出させた後に、前記先端面の前記窒化拡散層もしくは前記緻密層の表面に前記硬質皮膜を形成する工程と、を備える、
ベーンの製造方法。 A cylinder;
A piston that revolves along an inner circumferential surface of the cylinder;
an end plate that closes an end of the cylinder;
a vane that divides a cylinder chamber surrounded by the cylinder, the piston, and the end plate into a suction chamber and a compression chamber,
The vane is
A base material formed from a material having a chromium content of more than 4.5 wt %;
A hard coating covering a tip surface of the base material,
a base material layer and a nitriding diffusion layer are formed on the base material, or a dense layer made of a gamma prime phase containing Fe 4 N as a main component is formed on the nitriding diffusion layer in addition to the base material layer and the nitriding diffusion layer;
The method for manufacturing the vane is
a step of nitriding the base layer of the base material to form a nitride layer on the base material, the nitride layer including the nitride diffusion layer, the dense layer, and a porous layer mainly composed of Fe 2 N and Fe 3 N;
a step of removing at least a porous layer of the nitride layer after the nitride layer is formed on the base material to expose the nitride diffusion layer or the dense layer of the nitride layer;
and forming the hard coating on the surface of the nitrided diffusion layer or the dense layer of the tip end surface after exposing the nitrided diffusion layer or the dense layer.
A method for manufacturing a vane. - 前記母材の先端面は、前記ベーンの幅方向の中心が前記ピストンに向かって突出する曲面状に形成され、
前記硬質皮膜を形成する工程において、前記母材の前記先端面における前記曲面状の範囲に前記硬質皮膜が形成される、
請求項8に記載のベーンの製造方法。 The tip end surface of the base material is formed into a curved shape such that the center of the width direction of the vane protrudes toward the piston,
In the step of forming the hard coating, the hard coating is formed in the curved area of the tip surface of the base material.
A method for manufacturing a vane according to claim 8. - 前記母材は、前記シリンダと摺動する側面、および、前記端板と摺動する端面をさらに備え、
前記母材に前記硬質皮膜を形成する工程において、複数の母材のうちの隣り合う2つの母材の前記側面同士または前記端面同士が接触するように、前記複数の母材が配置され、前記複数の母材の各先端面に前記硬質皮膜を一度に形成する
請求項8に記載のベーンの製造方法。 The base material further includes a side surface that slides against the cylinder and an end surface that slides against the end plate,
9. The method for manufacturing a vane according to claim 8, wherein in the step of forming the hard coating on the base material, the plurality of base materials are arranged such that the side surfaces or the end surfaces of two adjacent base materials among the plurality of base materials are in contact with each other, and the hard coating is formed on each tip surface of the plurality of base materials at once.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-056184 | 2023-03-30 | ||
| JP2023056184A JP2024143475A (en) | 2023-03-30 | 2023-03-30 | Vane, compressor with vane, and method for manufacturing vane |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024202509A1 true WO2024202509A1 (en) | 2024-10-03 |
Family
ID=92904000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/003124 WO2024202509A1 (en) | 2023-03-30 | 2024-01-31 | Vane, compressor, and method of manufacturing vane |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2024143475A (en) |
| WO (1) | WO2024202509A1 (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0578792A (en) * | 1991-03-27 | 1993-03-30 | Nippon Piston Ring Co Ltd | Rotary type fluid compressor |
| JP2005016386A (en) * | 2003-06-25 | 2005-01-20 | Riken Corp | Nitrided vane for rotary compressor and its manufacturing method |
| JP2005048687A (en) * | 2003-07-30 | 2005-02-24 | Matsushita Electric Ind Co Ltd | Vane for refrigerant compressors, method of manufacturing the same and refrigerant compressor |
| JP2005155459A (en) * | 2003-11-26 | 2005-06-16 | Sanyo Electric Co Ltd | Compressor |
| WO2013051271A1 (en) * | 2011-10-06 | 2013-04-11 | パナソニック株式会社 | Refrigeration device |
| JP2014222027A (en) * | 2013-05-13 | 2014-11-27 | 三菱電機株式会社 | Vane for compressor, rolling piston type compressor, and method for producing vane for compressor |
-
2023
- 2023-03-30 JP JP2023056184A patent/JP2024143475A/en active Pending
-
2024
- 2024-01-31 WO PCT/JP2024/003124 patent/WO2024202509A1/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0578792A (en) * | 1991-03-27 | 1993-03-30 | Nippon Piston Ring Co Ltd | Rotary type fluid compressor |
| JP2005016386A (en) * | 2003-06-25 | 2005-01-20 | Riken Corp | Nitrided vane for rotary compressor and its manufacturing method |
| JP2005048687A (en) * | 2003-07-30 | 2005-02-24 | Matsushita Electric Ind Co Ltd | Vane for refrigerant compressors, method of manufacturing the same and refrigerant compressor |
| JP2005155459A (en) * | 2003-11-26 | 2005-06-16 | Sanyo Electric Co Ltd | Compressor |
| WO2013051271A1 (en) * | 2011-10-06 | 2013-04-11 | パナソニック株式会社 | Refrigeration device |
| JP2014222027A (en) * | 2013-05-13 | 2014-11-27 | 三菱電機株式会社 | Vane for compressor, rolling piston type compressor, and method for producing vane for compressor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024143475A (en) | 2024-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3054163B1 (en) | Rotary compressor | |
| JP2001225412A (en) | Protective film coated member | |
| WO2024202509A1 (en) | Vane, compressor, and method of manufacturing vane | |
| CN106321432B (en) | Rotary compressor | |
| WO2024202510A1 (en) | Vane, compressor, and vane manufacturing method | |
| WO2024070280A1 (en) | Method for manufacturing vane, vane, compressor equipped with vane, and refrigeration cycle device | |
| JP6834389B2 (en) | Rotary compressor | |
| JP2020084898A (en) | Rotary compressor | |
| JP2012202236A (en) | Rotary compressor | |
| WO2020110503A1 (en) | Rotary compressor | |
| WO2019021976A1 (en) | Rotary compressor | |
| JP2012137013A (en) | Compressor | |
| JP6834388B2 (en) | Rotary compressor | |
| JP7424260B2 (en) | rotary compressor | |
| AU2015224264A1 (en) | Rotary compressor | |
| JP6614268B2 (en) | Rotary compressor | |
| JP2023008278A (en) | rotary compressor | |
| JP5929050B2 (en) | Rotary compressor | |
| JP6064726B2 (en) | Rotary compressor | |
| JP3870683B2 (en) | Manufacturing method of shaft | |
| JP2019023450A (en) | Compressor | |
| WO2023189038A1 (en) | Compressor | |
| JP2009162126A (en) | Compressor | |
| JP2005048687A (en) | Vane for refrigerant compressors, method of manufacturing the same and refrigerant compressor | |
| JP6926449B2 (en) | Rotary compressor |