WO2015104986A1 - Film-like adhesive, dicing tape with film-like adhesive, method for manufacturing semiconductor device, and semiconductor device - Google Patents
Film-like adhesive, dicing tape with film-like adhesive, method for manufacturing semiconductor device, and semiconductor device Download PDFInfo
- Publication number
- WO2015104986A1 WO2015104986A1 PCT/JP2014/083896 JP2014083896W WO2015104986A1 WO 2015104986 A1 WO2015104986 A1 WO 2015104986A1 JP 2014083896 W JP2014083896 W JP 2014083896W WO 2015104986 A1 WO2015104986 A1 WO 2015104986A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film adhesive
- particles
- film
- adhesive
- weight
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
- C09J9/02—Electrically-conducting adhesives
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6835—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L21/6836—Wafer tapes, e.g. grinding or dicing support tapes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0806—Silver
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0831—Gold
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/085—Copper
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/12—Adsorbed ingredients, e.g. ingredients on carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/314—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive layer and/or the carrier being conductive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68327—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support used during dicing or grinding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68377—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support with parts of the auxiliary support remaining in the finished device
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68381—Details of chemical or physical process used for separating the auxiliary support from a device or wafer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45117—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/45124—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45144—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45147—Copper (Cu) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73265—Layer and wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/91—Methods for connecting semiconductor or solid state bodies including different methods provided for in two or more of groups H01L2224/80 - H01L2224/90
- H01L2224/92—Specific sequence of method steps
- H01L2224/922—Connecting different surfaces of the semiconductor or solid-state body with connectors of different types
- H01L2224/9222—Sequential connecting processes
- H01L2224/92242—Sequential connecting processes the first connecting process involving a layer connector
- H01L2224/92247—Sequential connecting processes the first connecting process involving a layer connector the second connecting process involving a wire connector
Definitions
- the present invention relates to a film adhesive, a dicing tape with a film adhesive, a method for manufacturing a semiconductor device, and a semiconductor device.
- a method of bonding a semiconductor element to a metal lead frame or the like has been changed from a conventional gold-silicon eutectic method to a solder or resin paste method.
- a method using a conductive resin paste is used.
- the method using a resin paste has a problem that the conductivity is reduced by voids, the thickness of the resin paste is non-uniform, and the pad is contaminated by the protrusion of the resin paste.
- a film-like adhesive containing a polyimide resin may be used instead of the resin paste (see, for example, Patent Document 1).
- An object of the first and second aspects of the present invention is to solve the above-described problems and provide a film-like adhesive excellent in conductivity and a dicing tape with a film-like adhesive.
- electroconductive particle contains electroconductive particle
- electroconductive particle is at least 1 sort (s) selected from the group which consists of gold particle, silver particle, copper particle
- grains are core particle
- a coating film that covers the particles, the coating film includes at least one selected from the group consisting of gold, silver, and copper, and the conductive particles include plate-like particles having an aspect ratio of 5 or more,
- the present invention relates to a film adhesive in which the content of plate-like particles in 100% by weight of conductive particles is 5% to 100% by weight.
- the film-like adhesive according to the first aspect of the present invention When only spherical particles are blended, a conductive path is formed by point contact between the spherical particles.
- the plate-like particles are brought into surface contact to form a conductive path. Therefore, superior conductivity can be obtained as compared with an adhesive containing only spherical particles.
- grains contain gold
- electroconductive particle is at least 1 sort (s) selected from the group which consists of gold particle, silver particle, copper particle
- the spherical particles contain gold, silver, copper, etc., excellent conductivity can be obtained.
- the film adhesive is preferably obtained by a solvent coating method. This is because the thickness uniformity is excellent.
- the film adhesive preferably contains a curable resin. Thereby, thermal stability can be improved.
- the content of conductive particles in the film adhesive is preferably 30% to 95% by weight. If it is less than 30% by weight, it tends to be difficult to form a conductive path. On the other hand, when it exceeds 95% by weight, it tends to be difficult to form a film. In addition, the adhesion to the wafer tends to decrease.
- the volume resistivity of the film adhesive is preferably 1 ⁇ 10 ⁇ 6 ⁇ ⁇ m or more and 9 ⁇ 10 ⁇ 2 ⁇ ⁇ m or less. This is because it has good conductivity and can be applied well to small and high-density mounting.
- the thickness of the film adhesive is preferably 5 ⁇ m to 100 ⁇ m. Thereby, the adhesion area with a semiconductor wafer etc. is stabilized. Moreover, the protrusion of the film adhesive can be suppressed.
- the film adhesive is preferably used as a die attach film.
- the first and second aspects of the present invention also relate to a dicing tape with a film adhesive comprising a dicing tape and a film adhesive laminated on the dicing tape.
- the peeling force is 0.01 N / 20 mm to 3.00 N / 20 mm.
- the first and second aspects of the present invention also relate to a method for manufacturing a semiconductor device including a step of die-attaching a semiconductor chip to an adherend using a film adhesive.
- the first and second aspects of the present invention also relate to a semiconductor device.
- a void may enter between the film adhesive and the substrate.
- conductivity is low.
- this invention solves the said subject, can eliminate the void which exists between an electroconductive film adhesive and an adherend, and an electroconductive film adhesive contacts an adherend. It aims at providing the manufacturing method of the film adhesive which can ensure an area, the dicing tape with a film adhesive, and a semiconductor device.
- a conductive film adhesive after a step of die-bonding a semiconductor chip on an adherend and a step of die-bonding the semiconductor chip on an adherend via a conductive film-like adhesive.
- the present invention relates to a conductive film adhesive for use in a method for manufacturing a semiconductor device including a step of thermosetting by heating under pressure.
- the conductive film adhesive of the third aspect of the present invention usually contains conductive particles. It is preferable that the content of conductive particles in the conductive film adhesive of the third aspect of the present invention is 30% by weight to 95% by weight. If it is less than 30% by weight, it tends to be difficult to form a conductive path. On the other hand, when it exceeds 95% by weight, it tends to be difficult to form a film. Moreover, there exists a tendency for the adhesive force with respect to a metal layer to fall.
- the conductive particles are preferably at least one selected from the group consisting of gold particles, silver particles, copper particles, and coated particles because of its excellent conductivity.
- the coated particle includes a core particle and a coating film that coats the core particle.
- the coating film preferably contains at least one selected from the group consisting of gold, silver and copper.
- the conductive particles preferably include plate-like particles having an aspect ratio of 5 or more, and the content of the plate-like particles in 100% by weight of the conductive particles is preferably 5% by weight to 100% by weight.
- a conductive path is formed when the plate-like particles are in surface contact with each other.
- a conductive path is formed by point contact between the spherical particles. Therefore, the conductive film-like adhesive containing plate-like particles can have superior conductivity compared to the adhesive containing only spherical particles.
- the conductive particles preferably include spherical spherical particles.
- peak A exists in the particle size range of 0.2 ⁇ m to 0.8 ⁇ m
- peak B exists in the particle size range of 3 ⁇ m to 15 ⁇ m
- the ratio of the particle diameter to the particle diameter of peak A is preferably 5-15.
- the spherical particles forming the peak A are filled between the spherical particles forming the peak B (gap). Many contact points are formed. Therefore, excellent conductivity can be obtained.
- the third aspect of the present invention also provides a conductive film adhesive after the steps of die-bonding the semiconductor chip on the adherend and the steps of die-bonding the semiconductor chip on the adherend via the conductive film adhesive.
- the manufacturing method of a semiconductor device including the process of thermosetting by heating an agent under pressure.
- the step of thermally curing the conductive film adhesive it is preferable to heat under a pressure of 0.5 kg / cm 2 to 20 kg / cm 2 . In the step of thermally curing the conductive film adhesive, it is preferable to heat within the range of 80 ° C to 260 ° C. Further, it is preferable to heat within the range of 0.1 hour to 24 hours.
- the third aspect of the present invention also relates to a dicing tape and a dicing tape with a film adhesive provided with a conductive film adhesive disposed on the dicing tape.
- the dicing tape with a film adhesive of the third aspect of the present invention is disposed on the conductive film adhesive and the step of disposing the semiconductor wafer on the conductive film adhesive of the dicing tape with the film adhesive.
- the third aspect of the present invention also includes a step of preparing a dicing tape with a film adhesive, a step of placing a semiconductor wafer on the conductive film adhesive of the dicing tape with a film adhesive, and a conductive film adhesive.
- the present invention relates to a method for manufacturing a semiconductor device including a step of die-bonding on a body and a step of thermally curing a conductive film adhesive by heating under pressure after a step of die-bonding a semiconductor chip on an adherend.
- the third aspect of the present invention also relates to a semiconductor device.
- the film adhesive of 1st this invention contains electroconductive particle.
- the conductive particles include gold particles, silver particles, copper particles, and coated particles.
- the coated particle includes a core particle and a coating film that coats the core particle.
- the core particles may be either conductive or non-conductive, and for example, glass particles can be used.
- the coating film include a film containing gold, a film containing silver, and a film containing copper.
- the conductive particles include plate-like particles having an aspect ratio of 5 or more. Since it is 5 or more, the plate-like particles are easily brought into surface contact with each other, and a conductive path is easily formed.
- the aspect ratio is preferably 8 or more, more preferably 10 or more.
- the aspect ratio is preferably 10,000 or less, more preferably 100 or less, still more preferably 70 or less, and particularly preferably 50 or less.
- the aspect ratio of the plate-like particles is the ratio of the average major axis to the average thickness (average major axis / average thickness).
- the average major axis of the plate-like particles can be obtained by observing the cross section of the film-like adhesive with a scanning electron microscope (SEM) and measuring the major axis of 100 randomly selected plate-like particles. Average value.
- the average thickness of the plate-like particles is an average value obtained by observing the cross section of the film-like adhesive with a scanning electron microscope (SEM) and measuring the thickness of 100 randomly selected plate-like particles. is there.
- the average major axis of the plate-like particles is preferably 0.5 ⁇ m or more, more preferably 1.0 ⁇ m or more.
- the thickness is 0.5 ⁇ m or more, the contact probability of the plate-like particles is increased, and conduction is easily obtained.
- the average major axis of the plate-like particles is preferably 50 ⁇ m or less, more preferably 30 ⁇ m or less. When the thickness is 50 ⁇ m or less, particles are hardly precipitated at the coating varnish stage, and a stable coating varnish can be produced.
- the conductive particles may include needle-like particles, filament-like particles, spherical particles and the like in addition to the plate-like particles. Among these, spherical particles are preferable because high conductivity can be obtained.
- the content of plate-like particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 10% by weight or more.
- the content of the plate-like particles in 100% by weight of the conductive particles may be 100% by weight, but is preferably 50% by weight or less, more preferably 20% by weight or less.
- the content of spherical particles in 100% by weight of the conductive particles is preferably 50% by weight or more, more preferably 80% by weight or more.
- the content of spherical particles in 100% by weight of the conductive particles is preferably 95% by weight or less, more preferably 90% by weight or less.
- the average particle diameter of the conductive particles is not particularly limited, but 0.001 times or more (thickness of film adhesive ⁇ 0.001 or more) is preferable and 0.1 times or more with respect to the thickness of the film adhesive. More preferred. If it is less than 0.001, it is difficult to form a conductive path and the conductivity tends to be unstable. Further, the average particle diameter of the conductive particles is preferably 1 times or less (less than the thickness of the film adhesive), more preferably 0.8 times or less with respect to the thickness of the film adhesive. If it exceeds 1 time, there is a risk of cracking the chip.
- the average particle diameter of the conductive particles is a value obtained by a photometric particle size distribution meter (manufactured by HORIBA, apparatus name: LA-910).
- the specific gravity of the conductive particles is preferably 0.7 or more, and more preferably 1 or more. If it is less than 0.7, the conductive particles float when the adhesive composition solution (varnish) is produced, and the dispersion of the conductive particles may be uneven.
- the specific gravity of the conductive particles is preferably 22 or less, and more preferably 21 or less. If it exceeds 22, the conductive particles are likely to sink, and the dispersion of the conductive particles may be uneven.
- the content of the conductive particles in the film adhesive is preferably 30% by weight or more, more preferably 40% by weight or more. If it is less than 30% by weight, it tends to be difficult to form a conductive path. Further, the content of the conductive particles is preferably 95% by weight or less, more preferably 94% by weight or less. If it exceeds 95% by weight, film formation tends to be difficult. In addition, the adhesion to the wafer tends to decrease.
- the film adhesive preferably contains a thermoplastic resin.
- Thermoplastic resins include natural rubber, butyl rubber, isoprene rubber, chloroprene rubber, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene-acrylic acid ester copolymer, polybutadiene resin, polycarbonate resin, thermoplasticity. Examples thereof include polyimide resins, polyamide resins such as 6-nylon and 6,6-nylon, phenoxy resins, acrylic resins, saturated polyester resins such as PET and PBT, polyamideimide resins, and fluorine resins. Of these thermoplastic resins, an acrylic resin that has few ionic impurities and high heat resistance and can ensure the reliability of the semiconductor element is particularly preferable.
- the acrylic resin is not particularly limited, and one or more of acrylic acid or methacrylic acid ester having a linear or branched alkyl group having 30 or less carbon atoms, particularly 4 to 18 carbon atoms, is used as a component. And a polymer (acrylic copolymer).
- alkyl group examples include a methyl group, ethyl group, propyl group, isopropyl group, n-butyl group, t-butyl group, isobutyl group, amyl group, isoamyl group, hexyl group, heptyl group, cyclohexyl group, 2- Examples include ethylhexyl group, octyl group, isooctyl group, nonyl group, isononyl group, decyl group, isodecyl group, undecyl group, lauryl group, tridecyl group, tetradecyl group, stearyl group, octadecyl group, and dodecyl group.
- the other monomer forming the polymer (acrylic copolymer) is not particularly limited, and for example, acrylic acid, methacrylic acid, carboxyethyl acrylate, carboxypentyl acrylate, itaconic acid, maleic acid, fumaric acid Or a carboxyl group-containing monomer such as crotonic acid, an acid anhydride monomer such as maleic anhydride or itaconic anhydride, 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, (meth ) 4-hydroxybutyl acrylate, 6-hydroxyhexyl (meth) acrylate, 8-hydroxyoctyl (meth) acrylate, 10-hydroxydecyl (meth) acrylate, 12-hydroxylauryl (meth) acrylate or (4 -Hydroxymethylcyclo Hydroxyl group-containing monomers such as (xyl) -methyl acrylate, styrene sulf
- acrylic resins those having a weight average molecular weight of 100,000 or more are preferable, those having 300,000 to 3,000,000 are more preferable, and those having 500,000 to 2,000,000 are more preferable. It is because it is excellent in adhesiveness and heat resistance in the said numerical range.
- the weight average molecular weight is a value measured by GPC (gel permeation chromatography) and calculated in terms of polystyrene.
- the glass transition temperature of the thermoplastic resin is preferably ⁇ 40 ° C. or higher, more preferably ⁇ 35 ° C. or higher, and further preferably ⁇ 25 ° C. or higher. When the temperature is lower than ⁇ 40 ° C., the film-like adhesive becomes sticky and tends to stick to the dicing tape, resulting in poor pick-up properties.
- the glass transition temperature of the thermoplastic resin is preferably ⁇ 10 ° C. or lower, more preferably ⁇ 11 ° C. or lower. When it exceeds ⁇ 10 ° C., the elastic modulus increases, and it tends to be difficult to attach the film adhesive to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
- the glass transition temperature of a thermoplastic resin means the theoretical value calculated
- a method for obtaining the glass transition temperature of the thermoplastic resin from the temperature at the maximum heat absorption peak measured by a differential scanning calorimeter (DSC).
- DSC differential scanning calorimeter
- a differential scanning calorimeter (“Q-2000” manufactured by TA Instruments Inc.) is used as a sample to be measured, and is about 50 ° C. higher than the predicted glass transition temperature (predicted temperature) of the sample.
- the sample is cooled to a temperature lower by 50 ° C. than the predicted temperature, pre-treated, and then heated at a rate of temperature increase of 5 ° C./min in a nitrogen atmosphere to measure the endothermic start point temperature, This is the glass transition temperature.
- the film adhesive preferably contains a curable resin such as a thermosetting resin. Thereby, thermal stability can be improved.
- the curable resin examples include phenol resin, amino resin, unsaturated polyester resin, epoxy resin, polyurethane resin, silicone resin, and thermosetting polyimide resin.
- an epoxy resin containing a small amount of ionic impurities that corrode semiconductor elements is preferable.
- curing agent of an epoxy resin a phenol resin is preferable.
- the epoxy resin is not particularly limited.
- bisphenol A type bisphenol F type, bisphenol S type, brominated bisphenol A type, hydrogenated bisphenol A type, bisphenol AF type, biphenyl type, naphthalene type, fluorene type, phenol novolac type.
- Bifunctional epoxy resins such as ortho-cresol novolak type, trishydroxyphenylmethane type, tetraphenylolethane type, etc., and epoxy resins such as hydantoin type, trisglycidyl isocyanurate type, or glycidylamine type are used.
- novolac type epoxy resins novolac type epoxy resins, biphenyl type epoxy resins, trishydroxyphenylmethane type resins or tetraphenylolethane type epoxy resins are particularly preferred. This is because these epoxy resins are rich in reactivity with a phenol resin as a curing agent and are excellent in heat resistance.
- the phenol resin acts as a curing agent for the epoxy resin.
- a novolac type phenol resin such as a phenol novolak resin, a phenol aralkyl resin, a cresol novolak resin, a tert-butylphenol novolak resin, a nonylphenol novolak resin, or a resol type phenol resin.
- polyoxystyrene such as polyparaoxystyrene.
- phenol novolac resins and phenol aralkyl resins are particularly preferred. This is because the connection reliability of the semiconductor device can be improved.
- the blending ratio of the epoxy resin and the phenol resin is preferably such that, for example, the hydroxyl group in the phenol resin is 0.5 to 2.0 equivalents per equivalent of epoxy group in the epoxy resin component. More preferred is 0.8 to 1.2 equivalents. That is, if the blending ratio of both is out of the above range, sufficient curing reaction does not proceed and the properties of the cured product are likely to deteriorate.
- the film adhesive preferably contains a curable resin that is solid at 25 ° C. and a curable resin that is liquid at 25 ° C. Thereby, favorable low-temperature sticking property is obtained.
- the liquid state at 25 ° C. means that the viscosity at 25 ° C. is less than 5000 Pa ⁇ s.
- solid at 25 ° C. means that the viscosity at 25 ° C. is 5000 Pa ⁇ s or more.
- the viscosity can be measured using a model number HAAKE Roto VISCO1 manufactured by Thermo Scientific.
- the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 10% by weight or more, more preferably 12% by weight or more. If it is less than 10% by weight, the film-like adhesive becomes sticky, and it tends to stick to the dicing tape, resulting in poor pick-up properties.
- the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 60% by weight or less, more preferably 30% by weight or less, and further preferably 20% by weight or less. If it exceeds 60% by weight, it tends to be difficult to attach the film adhesive to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
- the total content of the thermoplastic resin and the curable resin in the film adhesive is preferably 5% by weight or more, more preferably 10% by weight or more. When it is 5% by weight or more, it is easy to maintain the shape as a film. Further, the total content of the thermoplastic resin and the curable resin is preferably 70% by weight or less, more preferably 60% by weight or less. When the content is 70% by weight or less, the conductive particles suitably exhibit conductivity.
- the weight of the thermoplastic resin / weight of the curable resin is preferably 50/50 to 10/90, and more preferably 40/60 to 15/85.
- the ratio of the thermoplastic resin increases from 50/50, the thermal stability tends to deteriorate.
- the ratio of the thermoplastic resin is less than 10/90, it tends to be difficult to form a film.
- the film adhesive may appropriately contain a compounding agent generally used in film production, such as a crosslinking agent.
- a film adhesive can be manufactured by a normal method. For example, an adhesive composition solution containing each of the above components is prepared, and the adhesive composition solution is applied on a base separator so as to have a predetermined thickness to form a coating film, and then the coating film is dried. Thus, a film adhesive can be produced.
- distribute each said component uniformly is preferable.
- examples thereof include ketone solvents such as dimethylformamide, dimethylacetamide, N-methylpyrrolidone, acetone, methyl ethyl ketone, and cyclohexanone, toluene, xylene, and the like.
- the application method is not particularly limited.
- Examples of the solvent coating method include a die coater, a gravure coater, a roll coater, a reverse coater, a comma coater, a pipe doctor coater, and screen printing. Of these, a die coater is preferable in terms of high uniformity of coating thickness.
- polyethylene terephthalate (PET), polyethylene, polypropylene, a plastic film or paper whose surface is coated with a release agent such as a fluorine-type release agent or a long-chain alkyl acrylate release agent can be used.
- a release agent such as a fluorine-type release agent or a long-chain alkyl acrylate release agent
- Examples of the method for applying the adhesive composition solution include roll coating, screen coating, and gravure coating.
- the drying conditions for the coating film are not particularly limited, and for example, the drying can be performed at a drying temperature of 70 to 160 ° C. and a drying time of 1 to 5 minutes.
- a method for producing a film-like adhesive for example, a method of producing the film-like adhesive by mixing the respective components with a mixer and press-molding the obtained mixture is also suitable.
- a planetary mixer etc. are mentioned as a mixer.
- the thickness of a film adhesive is not specifically limited, 5 micrometers or more are preferable and 15 micrometers or more are more preferable. When the thickness is less than 5 ⁇ m, a portion where the warped semiconductor wafer or the semiconductor chip does not adhere may occur, and the adhesion area may become unstable.
- the thickness of the film adhesive is preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less. If it exceeds 100 ⁇ m, the film adhesive may excessively protrude due to the load of die attachment, and the pad may be contaminated.
- the film-like adhesive has an adhesive force measured at 25 ° C. after being attached to a mirror silicon wafer at 40 ° C., preferably 0.5 N / 10 mm or more, more preferably 0.6 N / 10 mm or more, and further preferably 4 N. / 10 mm or more.
- the film adhesive can be satisfactorily adhered to the semiconductor wafer at a low temperature of about 40 ° C., so that the thermal influence on the semiconductor wafer can be prevented and the warpage of the semiconductor wafer can be suppressed.
- it is less than 0.5 N / 10 mm, the adhesion is low and the semiconductor wafer may be peeled off from the film adhesive.
- adhesion means the peeling force when peeling a film adhesive from a mirror silicon wafer, and can be measured by the following method.
- the storage elastic modulus of the film adhesive at 25 ° C. is preferably 5 MPa or more, and more preferably 2 ⁇ 10 2 MPa or more.
- Storage modulus at 25 ° C. of film adhesive is preferably 5 ⁇ 10 3 MPa or less, more preferably 3 ⁇ 10 3 MPa or less, more preferably 2.5 ⁇ 10 3 MPa or less.
- Exceeding 5 ⁇ 10 3 MPa is difficult in terms of formulation.
- the storage elastic modulus at 100 ° C. of the film adhesive is preferably 0.01 MPa or more, and more preferably 0.05 MPa or more. When the pressure is 0.01 MPa or more, it is difficult for the film adhesive to protrude during die attachment. On the other hand, the storage elastic modulus at 100 ° C. of the film adhesive is preferably 1 MPa or less, and more preferably 0.8 MPa or less. When the pressure is 1 MPa or less, it becomes difficult to bite voids at the time of die attachment, and a stable die attachment is likely to occur.
- the surface roughness (Ra) of the film adhesive is preferably 0.1 to 5000 nm. If it is less than 0.1 nm, it is difficult to blend. On the other hand, when it exceeds 5000 nm, there exists a possibility that low temperature sticking property may fall. Moreover, the sticking property to the adherend at the time of die attachment may be reduced.
- the volume resistivity of the film adhesive is preferably as low as possible, for example, 9 ⁇ 10 ⁇ 2 ⁇ ⁇ m or less. When it is 9 ⁇ 10 ⁇ 2 ⁇ ⁇ m or less, the electroconductivity is good and it is possible to cope with small size and high density mounting.
- the volume resistivity is preferably 1 ⁇ 10 ⁇ 2 ⁇ ⁇ m or less. On the other hand, the volume resistivity is preferably 1 ⁇ 10 ⁇ 6 ⁇ ⁇ m or more.
- volume resistivity can be measured by the method as described in an Example.
- a film adhesive can be used suitably for manufacture of a semiconductor device. Especially, it can use especially suitably as a die attach film which adhere
- the film adhesive is preferably used in the form of a dicing tape with a film adhesive.
- the semiconductor wafer in a state of being attached to the dicing tape with a film adhesive can be handled, so that the opportunity to handle the semiconductor wafer alone can be reduced and the handling property is good. Therefore, even a recent thin semiconductor wafer can be handled well.
- the curvature of a semiconductor wafer can be suppressed.
- the dicing tape with a film adhesive will be described.
- a dicing tape 10 with a film adhesive includes a dicing tape 11 and a film adhesive 3 laminated on the dicing tape 11.
- the dicing tape 11 includes a base material 1 and an adhesive layer 2 laminated on the base material 1.
- the film adhesive 3 is disposed on the pressure-sensitive adhesive layer 2.
- the dicing tape 10 with a film adhesive may have a configuration in which the adhesive layer 3 is formed only on a work (semiconductor wafer 4 or the like) attachment portion.
- the base material 1 is a strength base of the dicing tape 10 with a film adhesive, and preferably has ultraviolet transparency.
- the substrate 1 include low density polyethylene, linear polyethylene, medium density polyethylene, high density polyethylene, ultra low density polyethylene, random copolymer polypropylene, block copolymer polypropylene, homopolyprolene, polybutene, polymethylpentene, and the like.
- polyesters such as polyurethane, polyethylene terephthalate, polyethylene naphthalate, polycarbonate, polyimide, polyetheretherketone, polyimide, polyetherimide, poly
- the surface of the substrate 1 is chemically treated by conventional surface treatments such as chromic acid treatment, ozone exposure, flame exposure, high piezoelectric impact exposure, ionizing radiation treatment, etc. in order to enhance adhesion and retention with adjacent layers.
- a physical treatment or a coating treatment with a primer for example, an adhesive substance described later can be performed.
- the thickness of the substrate 1 is not particularly limited and can be appropriately determined, but is generally about 5 to 200 ⁇ m.
- an adhesive used for formation of the adhesive layer 2 For example, common pressure sensitive adhesives, such as an acrylic adhesive and a rubber adhesive, can be used.
- pressure-sensitive adhesives acrylic adhesives based on acrylic polymers are used as the base polymer from the standpoint of cleanability of electronic components that are difficult to contaminate such as semiconductor wafers and glass with organic solvents such as ultrapure water and alcohol. preferable.
- acrylic polymer examples include (meth) acrylic acid alkyl esters (for example, methyl ester, ethyl ester, propyl ester, isopropyl ester, butyl ester, isobutyl ester, s-butyl ester, t-butyl ester, pentyl ester, Pentyl ester, hexyl ester, heptyl ester, octyl ester, 2-ethylhexyl ester, isooctyl ester, nonyl ester, decyl ester, isodecyl ester, undecyl ester, dodecyl ester, tridecyl ester, tetradecyl ester, hexadecyl ester, Straight-chain or branched alkyl esters having 1 to 30 carbon atoms, particularly 4 to 18 carbon atoms, such as octadecyl esters and ei
- acrylic polymer using two or more of the monomer component cyclohexyl ester etc.
- (meth) acrylic acid ester means acrylic acid ester and / or methacrylic acid ester
- (meth) of the present invention has the same meaning.
- the acrylic polymer contains units corresponding to other monomer components copolymerizable with the (meth) acrylic acid alkyl ester or cycloalkyl ester, if necessary, for the purpose of modifying cohesive force, heat resistance and the like. May be.
- Such monomer components include, for example, carboxyl group-containing monomers such as acrylic acid, methacrylic acid, carboxyethyl (meth) acrylate, carboxypentyl (meth) acrylate, itaconic acid, maleic acid, fumaric acid, and crotonic acid; maleic anhydride Acid anhydride monomers such as itaconic anhydride; 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, 6-hydroxyhexyl (meth) acrylate Hydroxyl group-containing monomers such as 8-hydroxyoctyl (meth) acrylate, 10-hydroxydecyl (meth) acrylate, 12-hydroxylauryl (meth) acrylate, (4-hydroxymethylcyclohexyl) methyl (meth) acrylate; Sti Contains sulfonic acid groups such as ethylene sulfonic acid, allyl s
- a polyfunctional monomer or the like can be included as a monomer component for copolymerization as necessary.
- examples of such polyfunctional monomers include hexanediol di (meth) acrylate, (poly) ethylene glycol di (meth) acrylate, (poly) propylene glycol di (meth) acrylate, neopentyl glycol di (meth) acrylate, Pentaerythritol di (meth) acrylate, trimethylolpropane tri (meth) acrylate, pentaerythritol tri (meth) acrylate, dipentaerythritol hexa (meth) acrylate, epoxy (meth) acrylate, polyester (meth) acrylate, urethane (meth) An acrylate etc. are mentioned. These polyfunctional monomers can also be used alone or in combination of two or more. The amount of the polyfunctional monomer used is
- the acrylic polymer can be obtained by subjecting a single monomer or a mixture of two or more monomers to polymerization.
- the polymerization can be carried out by any method such as solution polymerization, emulsion polymerization, bulk polymerization, suspension polymerization and the like. From the viewpoint of preventing contamination of a clean adherend, it is preferable that the content of the low molecular weight substance is small. From this point, the number average molecular weight of the acrylic polymer is preferably 300,000 or more, more preferably about 400,000 to 3 million.
- an external cross-linking agent can be appropriately employed for the pressure-sensitive adhesive in order to increase the number average molecular weight of an acrylic polymer as a base polymer.
- the external crosslinking method include a method of adding a so-called crosslinking agent such as a polyisocyanate compound, an epoxy compound, an aziridine compound, or a melamine crosslinking agent and reacting them.
- a so-called crosslinking agent such as a polyisocyanate compound, an epoxy compound, an aziridine compound, or a melamine crosslinking agent and reacting them.
- the amount used is appropriately determined depending on the balance with the base polymer to be cross-linked and further depending on the intended use as an adhesive. Generally, it is preferable to add about 5 parts by weight or less, more preferably 0.1 to 5 parts by weight, with respect to 100 parts by weight of the base polymer.
- additives such as various conventionally known tackifiers and anti-aging agents may be used for the pressure-sensitive adhesive, if necessary,
- the pressure-sensitive adhesive layer 2 can be formed of a radiation curable pressure-sensitive adhesive.
- the radiation curable pressure-sensitive adhesive can easily reduce its adhesive strength by increasing the degree of crosslinking by irradiation with radiation such as ultraviolet rays.
- the said part 2b currently formed with the uncured radiation-curing-type adhesive can adhere to the film adhesive 3, and can ensure the retention strength at the time of dicing.
- the said part 2a in which adhesive force fell remarkably can be formed by hardening the radiation-curing-type adhesive layer 2 according to the film adhesive 3 shown in FIG.
- the wafer ring can be fixed to the portion 2b formed of the uncured radiation curable adhesive.
- the portion 2a is irradiated with radiation so that the pressure-sensitive adhesive force of the portion 2a in the pressure-sensitive adhesive layer 2 ⁇ the pressure-sensitive adhesive strength of the other portion 2b. It is preferable.
- the radiation curable pressure-sensitive adhesive those having a radiation curable functional group such as a carbon-carbon double bond and exhibiting adhesiveness can be used without particular limitation.
- the radiation curable pressure-sensitive adhesive include an addition-type radiation curable pressure-sensitive adhesive in which a radiation-curable monomer component or oligomer component is blended with a general pressure-sensitive pressure-sensitive adhesive such as the acrylic pressure-sensitive adhesive or rubber-based pressure-sensitive adhesive. An agent can be illustrated.
- Examples of the radiation curable monomer component to be blended include urethane oligomer, urethane (meth) acrylate, trimethylolpropane tri (meth) acrylate, tetramethylolmethane tetra (meth) acrylate, pentaerythritol tri (meth) acrylate, and pentaerythritol. Stall tetra (meth) acrylate, dipentaerystol monohydroxypenta (meth) acrylate, dipentaerythritol hexa (meth) acrylate, 1,4-butanediol di (meth) acrylate, and the like.
- the radiation curable oligomer component examples include urethane, polyether, polyester, polycarbonate, and polybutadiene oligomers, and those having a molecular weight in the range of about 100 to 30000 are suitable.
- the compounding amount of the radiation-curable monomer component or oligomer component can be appropriately determined in accordance with the type of the pressure-sensitive adhesive layer, and the amount capable of reducing the adhesive strength of the pressure-sensitive adhesive layer. In general, the amount is, for example, about 5 to 500 parts by weight, preferably about 40 to 150 parts by weight with respect to 100 parts by weight of a base polymer such as an acrylic polymer constituting the pressure-sensitive adhesive.
- the radiation-curable pressure-sensitive adhesive has a carbon-carbon double bond in the polymer side chain, main chain, or main chain terminal as a base polymer.
- Intrinsic radiation curable pressure sensitive adhesives using Intrinsic radiation curable adhesives do not need to contain oligomer components, which are low molecular components, or do not contain many, so the oligomer components do not move through the adhesive over time and are stable. It is preferable because an adhesive layer having a layered structure can be formed.
- the base polymer having a carbon-carbon double bond those having a carbon-carbon double bond and having adhesiveness can be used without particular limitation.
- those having an acrylic polymer as a basic skeleton are preferable.
- the basic skeleton of the acrylic polymer include the acrylic polymers exemplified above.
- the method for introducing the carbon-carbon double bond into the acrylic polymer is not particularly limited, and various methods can be adopted.
- the carbon-carbon double bond can be easily introduced into the polymer side chain for easy molecular design.
- a compound having a functional group capable of reacting with the functional group and a carbon-carbon double bond is converted into a radiation-curable carbon-carbon double bond.
- combinations of these functional groups include carboxylic acid groups and epoxy groups, carboxylic acid groups and aziridyl groups, hydroxyl groups and isocyanate groups.
- a combination of a hydroxyl group and an isocyanate group is preferable because of easy tracking of the reaction.
- the functional group may be on either side of the acrylic polymer and the compound as long as the combination of these functional groups generates an acrylic polymer having the carbon-carbon double bond.
- it is preferable that the acrylic polymer has a hydroxyl group and the compound has an isocyanate group.
- examples of the isocyanate compound having a carbon-carbon double bond include methacryloyl isocyanate, 2-methacryloyloxyethyl isocyanate, m-isopropenyl- ⁇ , ⁇ -dimethylbenzyl isocyanate, and the like.
- acrylic polymer those obtained by copolymerizing the above-mentioned exemplified hydroxy group-containing monomers, ether compounds of 2-hydroxyethyl vinyl ether, 4-hydroxybutyl vinyl ether, diethylene glycol monovinyl ether, or the like are used.
- the base polymer (particularly acrylic polymer) having the carbon-carbon double bond can be used alone, but the radiation curable monomer does not deteriorate the characteristics.
- Components and oligomer components can also be blended.
- the radiation-curable oligomer component is usually in the range of 30 parts by weight, preferably in the range of 0 to 10 parts by weight, based on 100 parts by weight of the base polymer.
- the radiation curable pressure-sensitive adhesive contains a photopolymerization initiator when cured by ultraviolet rays or the like.
- the photopolymerization initiator include 4- (2-hydroxyethoxy) phenyl (2-hydroxy-2-propyl) ketone, ⁇ -hydroxy- ⁇ , ⁇ '-dimethylacetophenone, 2-methyl-2-hydroxypropio ⁇ -ketol compounds such as phenone and 1-hydroxycyclohexyl phenyl ketone; methoxyacetophenone, 2,2-dimethoxy-2-phenylacetophenone, 2,2-diethoxyacetophenone, 2-methyl-1- [4- ( Acetophenone compounds such as methylthio) -phenyl] -2-morpholinopropane-1; benzoin ether compounds such as benzoin ethyl ether, benzoin isopropyl ether and anisoin methyl ether; ketal compounds such as benzyldimethyl ketal; 2-naphthalene
- the radiation curable pressure-sensitive adhesive examples include photopolymerizable compounds such as an addition polymerizable compound having two or more unsaturated bonds and an alkoxysilane having an epoxy group disclosed in JP-A-60-196956. And rubber-based pressure-sensitive adhesives and acrylic pressure-sensitive adhesives containing photopolymerization initiators such as carbonyl compounds, organic sulfur compounds, peroxides, amines, and onium salt-based compounds.
- the radiation curable pressure-sensitive adhesive layer 2 can contain a compound that is colored by irradiation with radiation, if necessary. By including a compound to be colored in the pressure-sensitive adhesive layer 2 by irradiation with radiation, only the irradiated portion can be colored.
- the compound that is colored by irradiation with radiation is a colorless or light color compound before irradiation with radiation, but becomes a color by irradiation with radiation, and examples thereof include leuco dyes.
- the use ratio of the compound colored by radiation irradiation can be set as appropriate.
- the thickness of the pressure-sensitive adhesive layer 2 is not particularly limited, but it is preferably about 1 to 50 ⁇ m from the viewpoint of preventing chipping of the chip cut surface and compatibility of fixing and holding the adhesive layer.
- the thickness is preferably 2 to 30 ⁇ m, more preferably 5 to 25 ⁇ m.
- the film adhesive 3 of the dicing tape 10 with a film adhesive is preferably protected by a separator (not shown).
- the separator has a function as a protective material for protecting the film adhesive 3 until it is put into practical use.
- the separator is peeled off when the workpiece is stuck on the film adhesive 3.
- As the separator it is also possible to use polyethylene terephthalate (PET), polyethylene, polypropylene, a plastic film or paper whose surface is coated with a release agent such as a fluorine release agent or a long-chain alkyl acrylate release agent.
- the dicing tape 10 with a film adhesive can be manufactured by a normal method.
- the dicing tape 10 with a film adhesive can be manufactured by bonding the pressure-sensitive adhesive layer 2 of the dicing tape 11 and the film adhesive 3 together.
- the peeling force when the film adhesive 3 is peeled off from the dicing tape 11 under the conditions of a peeling temperature of 25 ° C. and a peeling speed of 300 mm / min is preferably 0.01 to 3.00 N / 20 mm. If it is less than 0.01 N / 20 mm, there is a risk of chip jumping during dicing. On the other hand, if it exceeds 3.00 N / 20 mm, the pickup tends to be difficult.
- the peeling force when the film adhesive 3 is peeled from the dicing tape 11 under the conditions of a peeling temperature of 25 ° C. and a peeling speed of 300 mm / min can be measured by the method described in the examples.
- the semiconductor wafer 4 is pressure-bonded onto the semiconductor wafer attaching portion 3a of the film adhesive 3 in the dicing tape 10 with a film adhesive, and this is bonded and held (fixing step).
- This step is performed while pressing with a pressing means such as a pressure roll.
- a pressing means such as a pressure roll.
- the pressure bonding temperature is preferably 35 ° C. or higher, and more preferably 37 ° C. or higher.
- the upper limit of the pressure bonding temperature is preferably lower, preferably 50 ° C. or lower, more preferably 45 ° C. or lower, and further preferably 43 ° C. or lower. Since it can be attached to the semiconductor wafer 4 at a low temperature of about 40 ° C., the thermal effect on the semiconductor wafer 4 can be prevented and the warpage of the semiconductor wafer 4 can be suppressed.
- the pressure is preferably 1 ⁇ 10 5 to 1 ⁇ 10 7 Pa, and more preferably 2 ⁇ 10 5 to 8 ⁇ 10 6 Pa.
- the sticking time is preferably 1 second to 5 minutes, more preferably 1 minute to 3 minutes.
- dicing of the semiconductor wafer 4 is performed. Thereby, the semiconductor wafer 4 is cut into a predetermined size and separated into individual pieces, and the semiconductor chip 5 is manufactured. Dicing is performed according to a conventional method, for example, from the circuit surface side of the semiconductor wafer 4. Further, in this step, for example, a cutting method called full cut in which cutting is performed up to the dicing tape 10 with a film adhesive can be employed. It does not specifically limit as a dicing apparatus used at this process, A conventionally well-known thing can be used. Moreover, since the semiconductor wafer 4 is bonded and fixed by the dicing tape 10 with a film adhesive, chip chipping and chip jump can be suppressed, and damage to the semiconductor wafer 4 can also be suppressed.
- the semiconductor chip 5 is picked up in order to peel off the semiconductor chip 5 bonded and fixed to the dicing tape with film adhesive 10.
- the pickup method is not particularly limited, and various conventionally known methods can be employed. For example, there is a method in which each semiconductor chip 5 is pushed up by a needle from the dicing tape 10 with film adhesive, and the pushed-up semiconductor chip 5 is picked up by a pickup device.
- the pickup is performed after the pressure-sensitive adhesive layer 2 is irradiated with ultraviolet rays. Thereby, the adhesive force with respect to the film adhesive 3 of the adhesive layer 2 falls, and peeling of the semiconductor chip 5 becomes easy. As a result, the pickup can be performed without damaging the semiconductor chip 5.
- Conditions such as irradiation intensity and irradiation time at the time of ultraviolet irradiation are not particularly limited, and may be set as necessary.
- the picked-up semiconductor chip 5 is bonded and fixed to the adherend 6 via the film adhesive 3 (die attach).
- the die attach temperature is preferably 80 ° C. or higher, more preferably 90 ° C. or higher.
- the die attach temperature is preferably 150 ° C. or lower, more preferably 130 ° C. or lower. By setting the temperature to 150 ° C. or lower, it is possible to prevent warping after die attachment.
- the film adhesive 3 is thermally cured by heating, and the semiconductor chip 5 and the adherend 6 are bonded.
- the film adhesive 3 is thermally cured by heating in a pressurized atmosphere, and the semiconductor chip 5 and the adherend 6 are bonded.
- thermally curing the film adhesive 3 in a pressurized atmosphere voids existing between the film adhesive 3 and the adherend 6 can be eliminated, and the film adhesive 3 is adhered. An area in contact with the body 6 can be secured.
- the pressure of the pressurized atmosphere is preferably 0.5 kg / cm 2 (4.9 ⁇ 10 ⁇ 2 MPa) or more, more preferably 1 kg / cm 2 (9.8 ⁇ 10 ⁇ 2 MPa) or more, and further preferably 5 kg. / Cm 2 (4.9 ⁇ 10 ⁇ 1 MPa) or more. If it is 0.5 kg / cm 2 or more, voids existing between the film adhesive 3 and the adherend 6 can be easily eliminated.
- the pressure of the pressurized atmosphere is preferably 20kg / cm 2 (1.96MPa), more preferably 18kg / cm 2 (1.77MPa) or less, more preferably not more than 15kg / cm 2 (1.47MPa). The protrusion of the film adhesive 3 due to excessive pressurization can be suppressed as it is 20 kg / cm 2 or less.
- the temperature of the heat treatment is preferably 80 ° C. or higher, more preferably 170 ° C. or higher.
- the temperature of the heat treatment is preferably 200 ° C. or lower, more preferably 180 ° C. or lower. Adhesion can be satisfactorily performed when the temperature of the heat treatment is within the above range. Moreover, the time of heat processing can be set suitably.
- a wire bonding step of electrically connecting the tip of the terminal portion (inner lead) of the adherend 6 and an electrode pad (not shown) on the semiconductor chip 5 with the bonding wire 7 is performed.
- the bonding wire 7 for example, a gold wire, an aluminum wire or a copper wire is used.
- the temperature during wire bonding is preferably 80 ° C. or higher, more preferably 120 ° C. or higher, and the temperature is preferably 250 ° C. or lower, more preferably 175 ° C. or lower.
- the heating time is several seconds to several minutes (for example, 1 second to 1 minute).
- the connection is performed by a combination of vibration energy by ultrasonic waves and pressure energy by pressurization while being heated so as to be within the temperature range.
- a sealing step for sealing the semiconductor chip 5 with the sealing resin 8 is performed.
- This step is performed to protect the semiconductor chip 5 and the bonding wire 7 mounted on the adherend 6.
- This step is performed by molding a sealing resin with a mold.
- the sealing resin 8 for example, an epoxy resin is used.
- the heating temperature at the time of resin sealing is preferably 165 ° C. or higher, more preferably 170 ° C. or higher, and the heating temperature is preferably 185 ° C. or lower, more preferably 180 ° C. or lower.
- the sealed material may be further heated (post-curing step). Thereby, the sealing resin 8 which is insufficiently cured in the sealing process can be completely cured.
- the heating temperature can be set as appropriate.
- a semiconductor device can be manufactured by a method including the step of die-attaching the semiconductor chip 5 to the adherend 6 using the film adhesive 3. That is, a semiconductor device can be manufactured by a method including a step of pressure-bonding a die bonding chip including the film adhesive 3 and the semiconductor chip 5 in contact with the film adhesive 3 to the adherend 6.
- the process I arrange
- a semiconductor device can be suitably manufactured by the method including the step IV.
- the first invention has been described above.
- the second invention is the same as the first invention except for the conductive particles. Therefore, only the conductive particles will be described below.
- the film adhesive of 2nd this invention contains electroconductive particle.
- the conductive particles include gold particles, silver particles, copper particles, and coated particles.
- the coated particle includes a core particle and a coating film that coats the core particle.
- the core particles may be either conductive or non-conductive, and for example, glass particles can be used.
- the coating film include a film containing gold, a film containing silver, and a film containing copper.
- the conductive particles include spherical spherical particles.
- At least the peak A and the peak B exist in the particle size distribution of the spherical particles. Specifically, the peak A exists in the particle size range of 0.2 ⁇ m to 0.8 ⁇ m, and the peak B exists in the particle size range of 3 ⁇ m to 15 ⁇ m.
- the spherical particles forming the peak A are filled between the spherical particles forming the peak B, so that many contact points between the spherical particles are formed. Therefore, excellent conductivity can be obtained.
- the peak A exists in a particle size range of 0.2 ⁇ m or more, aggregation of spherical particles hardly occurs.
- the peak A is preferably present in a particle size range of 0.5 ⁇ m or more. Since the peak A exists in a particle size range of 0.8 ⁇ m or less, the spherical particles forming the peak A are filled between the spherical particles forming the peak B.
- the peak A is preferably present in a particle size range of 0.75 ⁇ m or less.
- the peak B exists in the particle size range of 3 ⁇ m or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B.
- the peak B is preferably present in a particle size range of 3.5 ⁇ m or more. Since the peak B exists in a particle size range of 15 ⁇ m or less, the surface roughness when the film is formed can be suppressed and can be stably adhered to the adherend.
- the peak B is preferably present in a particle size range of 10 ⁇ m or less, more preferably in a particle size range of 8 ⁇ m or less, and further preferably in a particle size range of 6 ⁇ m or less.
- the ratio of the peak B particle size to the peak A particle size is 5 or more, preferably 7 or more. Since it is 5 or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. On the other hand, the ratio of the particle size of peak B to the particle size of peak A is 15 or less, preferably 10 or less. Since it is 15 or less, spherical particles can be highly filled.
- peaks other than peak A and peak B may exist.
- the particle size distribution of the spherical particles can be measured by the method described in the examples.
- the average particle diameter of the spherical particles is preferably 1 ⁇ m or more, more preferably 1.5 ⁇ m or more. When the thickness is 1 ⁇ m or more, good unevenness followability can be obtained.
- the average particle diameter of the spherical particles is preferably 10 ⁇ m or less, more preferably 8 ⁇ m or less, and further preferably 5 ⁇ m or less. Film moldability is favorable in it being 10 micrometers or less.
- the average particle size of the spherical particles can be measured by the method described in the examples.
- the conductive particles may include needle-like particles, filament-like particles, plate-like particles and the like in addition to the spherical particles.
- the content of spherical particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 80% by weight or more, still more preferably 90% by weight or more, and particularly preferably 100% by weight.
- the suitable average particle diameter and suitable specific gravity of electroconductive particle are as having demonstrated with the 1st film adhesive.
- Suitable conductive particle content is as described in the first film-like adhesive.
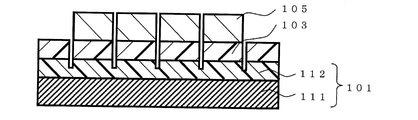
- the form of the film adhesive 103 is a film form.
- the film adhesive 103 has conductivity and thermosetting.
- the description of the film adhesive 103 is the same as the film adhesives of the first and second inventions. Therefore, the film adhesive 103 will be briefly described.
- the film adhesive 103 preferably contains a thermoplastic resin.
- Thermoplastic resins include natural rubber, butyl rubber, isoprene rubber, chloroprene rubber, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene-acrylic acid ester copolymer, polybutadiene resin, polycarbonate resin, thermoplasticity. Examples thereof include polyimide resins, polyamide resins such as 6-nylon and 6,6-nylon, phenoxy resins, acrylic resins, saturated polyester resins such as PET and PBT, polyamideimide resins, and fluorine resins. Of these thermoplastic resins, an acrylic resin that has few ionic impurities and high heat resistance and can ensure the reliability of the semiconductor element is particularly preferable.
- the glass transition temperature of the thermoplastic resin is preferably ⁇ 40 ° C. or higher, more preferably ⁇ 35 ° C. or higher, and further preferably ⁇ 25 ° C. or higher.
- the glass transition temperature of the thermoplastic resin is preferably ⁇ 5 ° C. or lower, more preferably ⁇ 10 ° C. or lower, and further preferably ⁇ 11 ° C. or lower.
- the elastic modulus increases, and it tends to be difficult to attach the film adhesive 103 to the semiconductor wafer at a low temperature of about 40 ° C. (low-temperature sticking property decreases).
- the glass transition temperature of the thermoplastic resin is ⁇ 5 ° C. or lower, the fluidity of the film-like adhesive 103 near the thermosetting temperature can be improved, and voids can be easily eliminated by heating under pressure. It becomes.
- the film adhesive 103 preferably contains a curable resin such as a thermosetting resin. Thereby, thermal stability can be improved.
- the curable resin examples include phenol resin, amino resin, unsaturated polyester resin, epoxy resin, polyurethane resin, silicone resin, and thermosetting polyimide resin.
- an epoxy resin containing a small amount of ionic impurities that corrode semiconductor elements is preferable.
- curing agent of an epoxy resin a phenol resin is preferable.
- the blending ratio of the epoxy resin and the phenol resin is preferably such that, for example, the hydroxyl group in the phenol resin is 0.5 to 2.0 equivalents per equivalent of epoxy group in the epoxy resin component. More preferred is 0.8 to 1.2 equivalents. That is, if the blending ratio of both is out of the above range, sufficient curing reaction does not proceed and the properties of the cured product are likely to deteriorate.
- the film adhesive 103 preferably contains a curable resin that is solid at 25 ° C. and a curable resin that is liquid at 25 ° C. Thereby, favorable low-temperature sticking property is obtained.
- the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 10% by weight or more, more preferably 12% by weight or more. If it is less than 10% by weight, the film-like adhesive 103 becomes sticky and sticks to the dicing tape so that the pickup property tends to be poor.
- the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 60% by weight or less, more preferably 30% by weight or less, and further preferably 20% by weight or less. If it exceeds 60% by weight, it tends to be difficult to attach the film adhesive 103 to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
- the total content of the thermoplastic resin and the curable resin in the film adhesive 103 is preferably 5% by weight or more, more preferably 10% by weight or more. When it is 5% by weight or more, it is easy to maintain the shape as a film. Further, the total content of the thermoplastic resin and the curable resin is preferably 70% by weight or less, more preferably 60% by weight or less. When the content is 70% by weight or less, the conductive particles suitably exhibit conductivity.
- the weight of the thermoplastic resin / the weight of the curable resin is preferably 50/50 to 10/90, and more preferably 40/60 to 15/85.
- the ratio of the thermoplastic resin increases from 50/50, the thermal stability tends to deteriorate.
- the ratio of the thermoplastic resin is less than 10/90, it tends to be difficult to form a film.
- the film adhesive 103 preferably includes conductive particles. Thereby, electroconductivity can be provided.
- the conductive particles include gold particles, silver particles, copper particles, and coated particles.
- the coated particle includes a core particle and a coating film that coats the core particle.
- the core particles may be either conductive or non-conductive, and for example, glass particles can be used.
- the coating film include a film containing gold, a film containing silver, and a film containing copper.
- the average particle diameter of the conductive particles is not particularly limited, but is preferably 0.001 times or more (thickness of the film adhesive 103 ⁇ 0.001 or more) with respect to the thickness of the film-like adhesive 103, and 0.1 times. The above is more preferable. If it is less than 0.001, it is difficult to form a conductive path and the conductivity tends to be unstable. Further, the average particle diameter of the conductive particles is preferably 1 times or less (less than the thickness of the film adhesive 103), more preferably 0.8 times or less the thickness of the film adhesive 103. If it exceeds 1 time, there is a risk of cracking the chip.
- the average particle diameter of the conductive particles is a value obtained by a photometric particle size distribution meter (manufactured by HORIBA, apparatus name: LA-910).
- the specific gravity of the conductive particles is preferably 0.7 or more, and more preferably 1 or more. If it is less than 0.7, the conductive particles float when the adhesive composition solution (varnish) is produced, and the dispersion of the conductive particles may be uneven.
- the specific gravity of the conductive particles is preferably 22 or less, and more preferably 21 or less. If it exceeds 22, the conductive particles are likely to sink, and the dispersion of the conductive particles may be uneven.
- the conductive particles may include plate-like particles, spherical particles, needle-like particles, filament-like particles and the like. Especially, it is preferable that electroconductive particle contains a plate-shaped particle and a spherical particle.
- the plate-like particles include plate-like particles having an aspect ratio of 5 or more. When it is 5 or more, the plate-like particles are easily brought into surface contact with each other, and a conductive path is easily formed.
- the aspect ratio is preferably 8 or more, more preferably 10 or more.
- the aspect ratio is preferably 10,000 or less, more preferably 100 or less, still more preferably 70 or less, and particularly preferably 50 or less.
- the aspect ratio of the plate-like particles is the ratio of the average major axis to the average thickness (average major axis / average thickness).
- the average major axis of the plate-like particles is preferably 0.5 ⁇ m or more, more preferably 1.0 ⁇ m or more.
- the thickness is 0.5 ⁇ m or more, the contact probability of the plate-like particles is increased, and conduction is easily obtained.
- the average major axis of the plate-like particles is preferably 50 ⁇ m or less, more preferably 30 ⁇ m or less. When the thickness is 50 ⁇ m or less, particles are hardly precipitated at the coating varnish stage, and a stable coating varnish can be produced.
- the content of plate-like particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 10% by weight or more.
- the content of the plate-like particles in 100% by weight of the conductive particles may be 100% by weight, but is preferably 50% by weight or less, more preferably 20% by weight or less.
- the conductive particles preferably include spherical spherical particles.
- the peak A and peak B exist in the particle size distribution of the spherical particles.
- the peak A exists in the particle size range of 0.2 ⁇ m to 0.8 ⁇ m and the peak B exists in the particle size range of 3 ⁇ m to 15 ⁇ m.
- the spherical particles forming the peak A are filled between the spherical particles forming the peak B, so that a large number of contact points between the spherical particles are formed. Therefore, excellent conductivity can be obtained.
- the peak A When the peak A is present in a particle size range of 0.2 ⁇ m or more, aggregation of spherical particles is difficult to occur.
- the peak A is preferably present in a particle size range of 0.5 ⁇ m or more.
- the peak A exists in a particle size range of 0.8 ⁇ m or less, the spherical particles forming the peak A are filled between the spherical particles forming the peak B.
- the peak A is preferably present in a particle size range of 0.75 ⁇ m or less.
- the peak B exists in a particle size range of 3 ⁇ m or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B.
- the peak B is preferably present in a particle size range of 3.5 ⁇ m or more.
- the peak B exists in a particle size range of 15 ⁇ m or less, the surface roughness when the film is formed can be suppressed, and can be stably adhered to the adherend.
- the peak B is preferably present in a particle size range of 10 ⁇ m or less, more preferably in a particle size range of 8 ⁇ m or less, and further preferably in a particle size range of 6 ⁇ m or less.
- the ratio of the peak B particle size to the peak A particle size is preferably 5 or more, more preferably 7 or more. When it is 5 or more, spherical particles forming the peak A are filled between the spherical particles forming the peak B.
- the ratio of the particle size of peak B to the particle size of peak A is preferably 15 or less, more preferably 10 or less. When it is 15 or less, spherical particles can be highly filled.
- peaks other than peak A and peak B may exist.
- the average particle diameter of the spherical particles is preferably 1 ⁇ m or more, more preferably 1.5 ⁇ m or more. When the thickness is 1 ⁇ m or more, good unevenness followability can be obtained.
- the average particle diameter of the spherical particles is preferably 10 ⁇ m or less, more preferably 8 ⁇ m or less, and further preferably 5 ⁇ m or less. Film moldability is favorable in it being 10 micrometers or less.
- the particle size distribution and average particle size of the spherical particles can be measured by the following method.
- Film adhesive 103 is placed in a crucible and ignited to incinerate film adhesive 103.
- the obtained ash was dispersed in pure water and subjected to ultrasonic treatment for 10 minutes, and the particle size distribution (volume basis) using a laser diffraction / scattering particle size distribution analyzer (“LS 13 320” manufactured by Beckman Coulter, Inc .; wet method). ) And average particle size.
- the content of spherical particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 80% by weight or more, still more preferably 90% by weight or more, and particularly preferably 100% by weight.
- the content of the conductive particles in the film adhesive 103 is preferably 30% by weight or more, more preferably 40% by weight or more, still more preferably 60% by weight or more, and particularly preferably 70% by weight or more. If it is less than 30% by weight, it tends to be difficult to form a conductive path. Further, the content of the conductive particles is preferably 95% by weight or less, more preferably 94% by weight or less. If it exceeds 95% by weight, film formation tends to be difficult. Moreover, there exists a tendency for adhesive force to fall.
- the film adhesive 103 may appropriately contain a compounding agent generally used in film production, such as a crosslinking agent.
- the film adhesive 103 can be manufactured by a normal method.
- the thickness of the film adhesive 103 is not specifically limited, 5 micrometers or more are preferable and 15 micrometers or more are more preferable. When the thickness is less than 5 ⁇ m, a portion where the warped semiconductor wafer or the semiconductor chip does not adhere may occur, and the adhesion area may become unstable.
- the thickness of the film adhesive 103 is preferably 100 ⁇ m or less, and more preferably 50 ⁇ m or less. When the thickness exceeds 100 ⁇ m, the film adhesive 103 may protrude excessively due to the load of die attachment, and the pad may be contaminated.
- the surface roughness (Ra) of the film adhesive 103 is preferably 0.1 to 5000 nm. If it is less than 0.1 nm, it is difficult to blend. On the other hand, if it exceeds 5000 nm, the adherence to the adherend during die attachment may be reduced.
- the electrical resistivity of the film adhesive 103 is preferably as low as possible, for example, 9 ⁇ 10 ⁇ 2 ⁇ ⁇ m or less. When it is 9 ⁇ 10 ⁇ 2 ⁇ ⁇ m or less, the electroconductivity is good and it is possible to cope with small size and high density mounting. On the other hand, the electrical resistivity is preferably 1 ⁇ 10 ⁇ 6 ⁇ ⁇ m or more.
- the tensile storage elastic modulus at 120 ° C. of the film adhesive 103 is preferably 10 MPa or less, more preferably 5 MPa or less. When it is 10 MPa or less, the fluidity of the film adhesive 103 near the thermosetting temperature is high, and it is easy to eliminate voids by heating under pressure.
- the tensile storage modulus at 120 ° C. is preferably 0.01 MPa or more, more preferably 0.05 MPa or more. If it is 0.01 MPa or more, the film adhesive 103 is difficult to protrude.
- the tensile storage elastic modulus at 120 ° C. can be measured by the following method.
- a strip-shaped measurement piece having a length of 30 mm, a width of 10 mm, and a thickness of 400 ⁇ m is cut out from the film-like adhesive 103.
- the measurement piece was measured for a chuck storage width of 22.6 mm, a tensile storage elastic modulus at 0 ° C. to 200 ° C. with a frequency of 1 Hz, and a temperature increase rate of 10 Measure under conditions of ° C / min.
- the tensile storage modulus at 120 ° C. can be controlled by the glass transition temperature of the thermoplastic resin, the blending amount of conductive particles, and the like. For example, by blending a thermoplastic resin having a low glass transition temperature, the tensile storage elastic modulus at 120 ° C. can be lowered.
- the film adhesive 103 is preferably used in the form of a dicing tape with a film adhesive.
- the dicing tape 110 with a film adhesive includes a dicing tape 101 and a film adhesive 103 disposed on the dicing tape 101.
- the dicing tape 101 includes a base material 111 and an adhesive layer 112 disposed on the base material 111.
- the film adhesive 103 is disposed on the pressure-sensitive adhesive layer 112.
- the dicing tape 110 with a film adhesive may have a configuration in which the film adhesive 103 is formed only on a work (semiconductor wafer 104 or the like) attachment portion.
- the peeling force when the film adhesive 103 is peeled off from the dicing tape 101 under the conditions of a peeling temperature of 25 ° C. and a peeling speed of 300 mm / min is preferably 0.01 to 3.00 N / 20 mm. If it is less than 0.01 N / 20 mm, there is a risk of chip jumping during dicing. On the other hand, if it exceeds 3.00 N / 20 mm, the pickup tends to be difficult.
- a dicing tape 110 with a film adhesive is pressure-bonded to the semiconductor wafer 104.
- the semiconductor wafer 104 include a silicon wafer, a silicon carbide wafer, and a compound semiconductor wafer.
- compound semiconductor wafers include gallium nitride wafers.
- Examples of the crimping method include a method of pressing with a pressing means such as a crimping roll.
- the pressing temperature is preferably 35 ° C. or higher, and more preferably 37 ° C. or higher.
- the upper limit of the pressure bonding temperature is preferably lower, preferably 50 ° C. or lower, more preferably 45 ° C. or lower.
- the pressure is preferably 1 ⁇ 10 5 Pa to 1 ⁇ 10 7 Pa, and more preferably 2 ⁇ 10 5 Pa to 8 ⁇ 10 6 Pa.
- the semiconductor wafer 104 is diced. That is, the semiconductor wafer 104 is cut into a predetermined size and separated into pieces, and the semiconductor chip 105 is cut out. Dicing is performed according to a conventional method. Further, in this step, for example, a cutting method called full cut in which cutting is performed up to the dicing tape 110 with a film adhesive can be employed. It does not specifically limit as a dicing apparatus used at this process, A conventionally well-known thing can be used. Moreover, since the semiconductor wafer 104 is bonded and fixed by the dicing tape 110 with a film adhesive, chip chipping and chip jump can be suppressed, and damage to the semiconductor wafer 104 can be suppressed.
- the semiconductor chip 105 is picked up.
- the pickup method is not particularly limited, and various conventionally known methods can be employed. For example, there is a method in which each semiconductor chip 105 is pushed up by a needle from the dicing tape 110 with film adhesive, and the pushed-up semiconductor chip 105 is picked up by a pickup device.
- the pickup is performed after the pressure-sensitive adhesive layer 112 is irradiated with ultraviolet rays. Thereby, the adhesive force with respect to the film adhesive 103 of the adhesive layer 112 falls, and peeling of the semiconductor chip 105 becomes easy. As a result, the pickup can be performed without damaging the semiconductor chip 105.
- Conditions such as irradiation intensity and irradiation time at the time of ultraviolet irradiation are not particularly limited, and may be set as necessary.
- the picked-up semiconductor chip 105 is bonded and fixed to the adherend 106 through the film adhesive 103 to obtain the adherend 161 with the semiconductor chip.
- the adherend with semiconductor chip 161 includes an adherend 106, a film adhesive 103 disposed on the adherend 106, and a semiconductor chip 105 disposed on the film adhesive 103.
- the die attach temperature is preferably 80 ° C. or higher, more preferably 90 ° C. or higher.
- the die attach temperature is preferably 150 ° C. or lower, more preferably 130 ° C. or lower. By setting the temperature to 150 ° C. or lower, it is possible to prevent warping after die attachment.
- the film-shaped adhesive 103 is thermally cured by heating the adherend with semiconductor chip 161 under pressure to fix the semiconductor chip 105 and the adherend 106.
- the film adhesive 103 can be removed from the adherend 106. The area in contact with can be secured.
- Examples of the method of heating under pressure include a method of heating the adherend with semiconductor chip 161 disposed in a chamber filled with an inert gas.
- the pressure of the pressurized atmosphere is preferably 0.5 kg / cm 2 (4.9 ⁇ 10 ⁇ 2 MPa) or more, more preferably 1 kg / cm 2 (9.8 ⁇ 10 ⁇ 2 MPa) or more, and further preferably 5 kg. / Cm 2 (4.9 ⁇ 10 ⁇ 1 MPa) or more. If it is 0.5 kg / cm 2 or more, voids existing between the film adhesive 103 and the adherend 106 can be easily eliminated.
- the pressure of the pressurized atmosphere is preferably 20kg / cm 2 (1.96MPa), more preferably 18kg / cm 2 (1.77MPa) or less, more preferably not more than 15kg / cm 2 (1.47MPa). If it is 20 kg / cm 2 or less, the protrusion of the film adhesive 103 due to excessive pressurization can be suppressed.
- the heating temperature when heating under pressure is preferably 80 ° C or higher, more preferably 100 ° C or higher, still more preferably 120 ° C or higher, and particularly preferably 170 ° C or higher.
- the film-like adhesive 103 can have an appropriate hardness, and voids can be effectively eliminated by pressure curing.
- the heating temperature is preferably 260 ° C. or lower, more preferably 200 ° C. or lower, more preferably 180 ° C. or lower. It can prevent decomposition
- the heating time is preferably 0.1 hour or longer, more preferably 0.2 hour or longer, and further preferably 0.5 hour or longer. When it is 0.1 hour or longer, the effect of pressurization can be sufficiently obtained.
- the heating time is preferably 24 hours or less, more preferably 3 hours or less, and even more preferably 1 hour or less.
- a wire bonding process is performed in which the tip of the terminal portion (inner lead) of the adherend 106 and an electrode pad (not shown) on the semiconductor chip 105 are electrically connected by a bonding wire 107.
- the bonding wire 107 for example, a gold wire, an aluminum wire or a copper wire is used.
- the temperature during wire bonding is preferably 80 ° C. or higher, more preferably 120 ° C. or higher, and the temperature is preferably 250 ° C. or lower, more preferably 175 ° C. or lower.
- the heating time is several seconds to several minutes (for example, 1 second to 1 minute).
- the connection is performed by a combination of vibration energy by ultrasonic waves and pressure energy by pressurization while being heated so as to be within the temperature range.
- a sealing process for sealing the semiconductor chip 105 with the sealing resin 108 is performed.
- This step is performed to protect the semiconductor chip 105 and the bonding wire 107 mounted on the adherend 106.
- This step is performed by molding a sealing resin with a mold.
- the sealing resin 108 for example, an epoxy resin is used.
- the heating temperature at the time of resin sealing is preferably 165 ° C. or higher, more preferably 170 ° C. or higher, and the heating temperature is preferably 185 ° C. or lower, more preferably 180 ° C. or lower.
- the sealed material may be further heated (post-curing step). Thereby, the insufficiently cured sealing resin 108 can be completely cured in the sealing process.
- the heating temperature can be set as appropriate.
- the film-like adhesive 103 is applied.
- a semiconductor device is manufactured by a method including a step of thermosetting by heating under pressure. That is, after the step of pressing a die bonding chip including the film adhesive 103 and the semiconductor chip 105 in contact with the film adhesive 103 to the adherend 106 and the step of pressing the die bonding chip to the adherend 106, the film A semiconductor device is manufactured by a method including a step of thermosetting by heating the adhesive 103 under pressure.
- such a method includes a step of placing the semiconductor wafer 104 on the film adhesive 103 of the dicing tape 110 with a film adhesive, and a dicing of the semiconductor wafer 104 placed on the film adhesive 103.
- Forming the semiconductor chip 105 picking up the semiconductor chip 105 together with the film adhesive 103, die bonding the semiconductor chip 105 on the adherend 106 via the film adhesive 103, After the step of die-bonding the semiconductor chip 105 on the adherend 106, a step of thermally curing the film adhesive 103 by heating it under pressure is included.
- the third invention has been described above.
- Arontack S-2060 Arontack S-2060 (acrylic copolymer, Mw: 550,000, glass transition temperature: ⁇ 22 ° C.) manufactured by Toa Gosei Co., Ltd.
- Teisan resin SG-70L Teisan resin SG-70L manufactured by Nagase ChemteX Corporation (acrylic copolymer, Mw: 900,000, glass transition temperature: ⁇ 13 ° C.)
- EOCN-1020-4 EOCN-1020-4 manufactured by Nippon Kayaku Co., Ltd.
- JER828 JER828 manufactured by Mitsubishi Chemical Corporation (epoxy resin which is liquid at 25 ° C)
- MEH-7851SS MEH-7851SS (phenol aralkyl resin) manufactured by Meiwa Kasei Co., Ltd.
- 1400YM 1400YM manufactured by Mitsui Mining & Smelting Co., Ltd.
- 1300YM 1300YM manufactured by Mitsui Mining & Smelting Co., Ltd.
- ES-6000 ES-6000 (Silver glass beads, spherical shape, average particle diameter 6 ⁇ m, specific gravity 3.9 to 4.0) manufactured by Potters Parrotini Co., Ltd.
- AUP-1000 AUP-1000 manufactured by Osaki Kogyo Co., Ltd. (gold powder, spherical, average particle size 1 ⁇ m, specific gravity 19.3)
- 1200YP 1200YP manufactured by Mitsui Mining & Smelting Co., Ltd.
- the obtained film adhesive was cut into a circle having a diameter of 230 mm and pasted on a pressure-sensitive adhesive layer of a dicing tape (P2130G manufactured by Nitto Denko Corporation) at 25 ° C. to prepare a dicing tape with a film adhesive. .
- a polyester pressure-sensitive adhesive tape (BT-315 manufactured by Nitto Denko Corporation) is bonded to the film adhesive of the dicing tape with film adhesive, and then cut into a width of 100 mm x 100 mm to prepare a sample. did. About this sample, the film adhesive was peeled from the dicing tape at a peeling speed of 300 mm / min and a peeling temperature of 25 ° C. with a T peel, and the peeling force was measured.
- volume resistivity was measured by a four-probe method based on JIS K 7194 using a resistivity meter (Loresta MP MCP-T350 manufactured by Mitsubishi Chemical Corporation).
- Example 2 The film adhesives of Example 2, Example 6, Comparative Example 5 and Comparative Example 6 were put in a crucible and ignited to ash the film adhesive.
- the obtained ash was dispersed in pure water and subjected to ultrasonic treatment for 10 minutes, and the particle size distribution (volume basis) using a laser diffraction / scattering particle size distribution analyzer (“LS 13 320” manufactured by Beckman Coulter, Inc .; wet method). ) And average particle size.
- the composition of the film adhesive is an organic component other than the conductive particles, and substantially all the organic components are burned off by the above-described strong heat treatment, so the ash obtained is regarded as the conductive particles for measurement. It was.
- Condition (1) The determination result of the adhesion evaluation is “none”.
- Condition (2) The protrusion distance measured by the protrusion evaluation is 100 ⁇ m or less.
- Condition (3) The measurement result of the peel force measurement between the film adhesive and the dicing tape is 0.01 to 3.00 N / 20 mm.
- Condition (4) The volume resistivity of the film adhesive is 1 ⁇ 10 ⁇ 6 ⁇ ⁇ m or more and 9 ⁇ 10 ⁇ 2 ⁇ ⁇ m or less.
- Example 1 In Example 1, Examples 3 to 5, and Example 7 using a film adhesive containing plate-like particles having an aspect ratio of 5 or more, excellent conductivity was obtained. On the other hand, in Comparative Example 4 using a film adhesive containing plate-like particles having an aspect ratio of 4, the conductivity was inferior.
- Example 2 and Example 6 using a film adhesive containing two kinds of spherical particles excellent conductivity was obtained.
- Comparative Examples 1 to 3 and Comparative Examples 5 to 6 using a film adhesive containing one kind of spherical particles were inferior in conductivity.
- Example 6 Comparative Example 5
- Comparative Example 6 the particle size distribution and the average particle size were measured. This measurement result was substantially the same as the value calculated from the average particle size of the conductive particles.
- Teisan Resin SG-70L Teisan Resin SG-70L manufactured by Nagase ChemteX Corporation (acrylic copolymer containing a carboxyl group, Mw: 900,000, acid value: 5 mgKOH / g, glass transition temperature: ⁇ 13 ° C.)
- EOCN-1020-4 EOCN-1020-4 manufactured by Nippon Kayaku Co., Ltd. (solid epoxy resin at 25 ° C.) JER828: JER828 manufactured by Mitsubishi Chemical Corporation (epoxy resin which is liquid at 25 ° C) MEH-7851SS: MEH-7851SS (phenol aralkyl resin) manufactured by Meiwa Kasei Co., Ltd.
- 1400YM 1400YM manufactured by Mitsui Mining & Smelting Co., Ltd. (copper powder, spherical, average particle size 4 ⁇ m, specific gravity 8.9)
- 1200YP 1200YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size 3.5 ⁇ m, aspect ratio: 10, specific gravity 8.9)
- EHD EHD manufactured by Mitsui Mining & Smelting Co., Ltd. (silver powder, spherical, average particle size 0.7 ⁇ m, specific gravity 10.5)
- the obtained film adhesive was cut into a circle having a diameter of 230 mm and pasted on a pressure-sensitive adhesive layer of a dicing tape (P2130G manufactured by Nitto Denko Corporation) at 25 ° C. to prepare a dicing tape with a film adhesive. .
- the pieces were die-attached to the lead frame via a film adhesive at 120 ° C., 0.1 MPa, and 1 second.
- pressure curing was performed under the conditions shown in Table 3 using a pressure curing furnace (MODEL AC manufactured by Iwata Manufacturing Co., Ltd.).
- the adhesion area where the film adhesive adhered to the lead frame was observed using an ultrasonic microscope. The case where the adhesion area was 95% or more was judged as ⁇ , and the case where it was less than 95% was judged as x.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Inorganic Chemistry (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Dicing (AREA)
Abstract
Provided are: a film-like adhesive having excellent conductivity; and a dicing tape with a film-like adhesive.
The present invention relates to a film-like adhesive which contains conductive particles having a specific shape. Examples of the conductive particles include gold particles, silver particles, copper particles and coated particles. Each of the coated particles is provided with a core particle and a coating film that covers the core particle. Examples of the material of the coating film include gold, silver and copper.
Description
本発明は、フィルム状接着剤、フィルム状接着剤付きダイシングテープ、半導体装置の製造方法、及び半導体装置に関する。
The present invention relates to a film adhesive, a dicing tape with a film adhesive, a method for manufacturing a semiconductor device, and a semiconductor device.
半導体装置の製造において半導体素子を金属リードフレームなどに接着する方法(いわゆるダイボンディング法)は、従来の金-シリコン共晶に始まり、半田、樹脂ペーストによる方法に推移してきた。現在では、導電性の樹脂ペーストを使用する方法が用いられている。
In the manufacture of semiconductor devices, a method of bonding a semiconductor element to a metal lead frame or the like (so-called die bonding method) has been changed from a conventional gold-silicon eutectic method to a solder or resin paste method. At present, a method using a conductive resin paste is used.
しかしながら、樹脂ペーストを用いる方法では、ボイドにより導電性が低下したり、樹脂ペーストの厚さが不均一であったり、樹脂ペーストのはみ出しによりパッドが汚染されるという問題があった。これらの問題を解決するために、樹脂ペーストに代えて、ポリイミド樹脂を含有するフィルム状の接着剤を用いる場合がある(例えば、特許文献1参照)。
However, the method using a resin paste has a problem that the conductivity is reduced by voids, the thickness of the resin paste is non-uniform, and the pad is contaminated by the protrusion of the resin paste. In order to solve these problems, a film-like adhesive containing a polyimide resin may be used instead of the resin paste (see, for example, Patent Document 1).
一方、近年の半導体装置の市場ではパワー半導体装置の成長が見込まれている。パワー半導体装置では、素子接合材料に高導電性が必要とされる。
On the other hand, power semiconductor devices are expected to grow in the recent semiconductor device market. In a power semiconductor device, high electrical conductivity is required for an element bonding material.
第1及び第2の本発明は前記課題を解決し、導電性に優れたフィルム状接着剤、フィルム状接着剤付きダイシングテープを提供することを目的とする。
An object of the first and second aspects of the present invention is to solve the above-described problems and provide a film-like adhesive excellent in conductivity and a dicing tape with a film-like adhesive.
第1の本発明は、導電性粒子を含み、導電性粒子は、金粒子、銀粒子、銅粒子及び被覆粒子からなる群より選択される少なくとも1種であり、被覆粒子は、コア粒子及びコア粒子を被覆する被覆膜を備え、被覆膜は、金、銀及び銅からなる群より選択される少なくとも1種を含み、導電性粒子は、アスペクト比が5以上のプレート状粒子を含み、導電性粒子100重量%中のプレート状粒子の含有量が5重量%~100重量%であるフィルム状接着剤に関する。
1st this invention contains electroconductive particle, electroconductive particle is at least 1 sort (s) selected from the group which consists of gold particle, silver particle, copper particle | grains, and covering particle | grains, and covering particle | grains are core particle | grains and a core particle | grain. A coating film that covers the particles, the coating film includes at least one selected from the group consisting of gold, silver, and copper, and the conductive particles include plate-like particles having an aspect ratio of 5 or more, The present invention relates to a film adhesive in which the content of plate-like particles in 100% by weight of conductive particles is 5% to 100% by weight.
球状粒子のみを配合すると、球状粒子同士の点接触により導電パスが形成される。これに対して、第1の本発明のフィルム状接着剤では、プレート状粒子同士が面接触することにより導電パスが形成される。したがって、球状粒子のみを配合する接着剤に比べて、優れた導電性が得られる。
When only spherical particles are blended, a conductive path is formed by point contact between the spherical particles. On the other hand, in the film-like adhesive according to the first aspect of the present invention, the plate-like particles are brought into surface contact to form a conductive path. Therefore, superior conductivity can be obtained as compared with an adhesive containing only spherical particles.
また、プレート状粒子が金、銀、銅などを含むため、優れた導電性が得られる。
Moreover, since plate-shaped particle | grains contain gold | metal | money, silver, copper, etc., the outstanding electroconductivity is acquired.
第2の本発明は、導電性粒子を含み、導電性粒子は、金粒子、銀粒子、銅粒子及び被覆粒子からなる群より選択される少なくとも1種であり、被覆粒子は、コア粒子及びコア粒子を被覆する被覆膜を備え、被覆膜は、金、銀及び銅からなる群より選択される少なくとも1種を含み、導電性粒子は、球状の球状粒子を含み、球状粒子の粒度分布において、ピークが2つ以上存在し、0.2μm~0.8μmの粒径範囲にピークAが存在し、3μm~15μmの粒径範囲にピークBが存在し、ピークBの粒径のピークAの粒径に対する比が5~15であるフィルム状接着剤に関する。
2nd this invention contains electroconductive particle, electroconductive particle is at least 1 sort (s) selected from the group which consists of gold particle, silver particle, copper particle | grains, and covering particle | grains, and covering particle | grains are core particle | grains and a core particle | grain. A coating film for coating the particles, the coating film including at least one selected from the group consisting of gold, silver, and copper; and the conductive particles include spherical spherical particles, and the particle size distribution of the spherical particles , There are two or more peaks, peak A exists in the particle size range of 0.2 μm to 0.8 μm, peak B exists in the particle size range of 3 μm to 15 μm, and peak A of the particle size of peak B The present invention relates to a film adhesive having a ratio of 5 to 15 relative to the particle size.
第2の本発明のフィルム状接着剤では、ピークBを形成する球状粒子の間(隙間)に、ピークAを形成する球状粒子が充填されるため、球状粒子同士の接触点が多数形成される。したがって、優れた導電性が得られる。
In the film-like adhesive of the second aspect of the present invention, since spherical particles forming the peak A are filled between the spherical particles forming the peak B (gap), many contact points between the spherical particles are formed. . Therefore, excellent conductivity can be obtained.
また、球状粒子が金、銀、銅などを含むため、優れた導電性が得られる。
Moreover, since the spherical particles contain gold, silver, copper, etc., excellent conductivity can be obtained.
フィルム状接着剤は溶剤塗工方式により得られることが好ましい。厚みの均一性が優れるためである。
The film adhesive is preferably obtained by a solvent coating method. This is because the thickness uniformity is excellent.
フィルム状接着剤は、硬化性樹脂を含むことが好ましい。これにより、熱安定性を向上できる。
The film adhesive preferably contains a curable resin. Thereby, thermal stability can be improved.
フィルム状接着剤中の導電性粒子の含有量が30重量%~95重量%であることが好ましい。30重量%未満であると、導電パスの形成が難しい傾向がある。一方、95重量%を超えると、フィルム化が難しい傾向がある。また、ウエハに対する密着力が低下する傾向がある。
The content of conductive particles in the film adhesive is preferably 30% to 95% by weight. If it is less than 30% by weight, it tends to be difficult to form a conductive path. On the other hand, when it exceeds 95% by weight, it tends to be difficult to form a film. In addition, the adhesion to the wafer tends to decrease.
フィルム状接着剤の体積抵抗率が1×10-6Ω・m以上9×10-2Ω・m以下であることが好ましい。導電性がよく、小型・高密度実装に良好に適用できるためである。
The volume resistivity of the film adhesive is preferably 1 × 10 −6 Ω · m or more and 9 × 10 −2 Ω · m or less. This is because it has good conductivity and can be applied well to small and high-density mounting.
フィルム状接着剤の厚みが5μm~100μmであることが好ましい。これにより、半導体ウエハなどとの接着面積が安定する。また、フィルム状接着剤のはみ出しを抑制できる。
The thickness of the film adhesive is preferably 5 μm to 100 μm. Thereby, the adhesion area with a semiconductor wafer etc. is stabilized. Moreover, the protrusion of the film adhesive can be suppressed.
フィルム状接着剤は、ダイアタッチフィルムとして使用されることが好ましい。
The film adhesive is preferably used as a die attach film.
第1及び第2の本発明はまた、ダイシングテープと、ダイシングテープ上に積層されたフィルム状接着剤とを備えるフィルム状接着剤付きダイシングテープに関する。
The first and second aspects of the present invention also relate to a dicing tape with a film adhesive comprising a dicing tape and a film adhesive laminated on the dicing tape.
剥離温度25℃、剥離速度300mm/minの条件下で、フィルム状接着剤をダイシングテープから引き剥がしたときの剥離力が0.01N/20mm~3.00N/20mmであることが好ましい。これにより、チップ飛びを防止できるとともに、ピックアップを良好に行うことができる。
It is preferable that when the film adhesive is peeled off from the dicing tape under the conditions of a peeling temperature of 25 ° C. and a peeling speed of 300 mm / min, the peeling force is 0.01 N / 20 mm to 3.00 N / 20 mm. As a result, chip skipping can be prevented and pickup can be performed well.
第1及び第2の本発明はまた、フィルム状接着剤を用いて半導体チップを被着体にダイアタッチする工程を含む半導体装置の製造方法に関する。
The first and second aspects of the present invention also relate to a method for manufacturing a semiconductor device including a step of die-attaching a semiconductor chip to an adherend using a film adhesive.
第1及び第2の本発明はまた、半導体装置に関する。
The first and second aspects of the present invention also relate to a semiconductor device.
フィルム状の接着剤を基板に接着させる際に、フィルム状の接着剤と基板との間などにボイドが入り込むことがある。フィルム状の接着剤と基板との間にボイドが存在する場合、フィルム状の接着剤が基板と接触する面積が小さいので、導通性が低い。
When the film adhesive is adhered to the substrate, a void may enter between the film adhesive and the substrate. When a void exists between the film-like adhesive and the substrate, since the area where the film-like adhesive contacts the substrate is small, conductivity is low.
第3の本発明は前記課題を解決し、導電性フィルム状接着剤と被着体との間に存在するボイドを消滅させることが可能で、導電性フィルム状接着剤が被着体と接触する面積を確保することが可能なフィルム状接着剤、フィルム状接着剤付きダイシングテープ、半導体装置の製造方法を提供することを目的とする。
3rd this invention solves the said subject, can eliminate the void which exists between an electroconductive film adhesive and an adherend, and an electroconductive film adhesive contacts an adherend. It aims at providing the manufacturing method of the film adhesive which can ensure an area, the dicing tape with a film adhesive, and a semiconductor device.
第3の本発明は、導電性フィルム状接着剤を介して、半導体チップを被着体上にダイボンドする工程と、半導体チップを被着体上にダイボンドする工程の後に、導電性フィルム状接着剤を加圧下で加熱することにより熱硬化させる工程とを含む半導体装置の製造方法に使用するための導電性フィルム状接着剤に関する。
According to a third aspect of the present invention, there is provided a conductive film adhesive after a step of die-bonding a semiconductor chip on an adherend and a step of die-bonding the semiconductor chip on an adherend via a conductive film-like adhesive. The present invention relates to a conductive film adhesive for use in a method for manufacturing a semiconductor device including a step of thermosetting by heating under pressure.
第3の本発明の導電性フィルム状接着剤は、通常、導電性粒子を含む。第3の本発明の導電性フィルム状接着剤中の導電性粒子の含有量が30重量%~95重量%であることが好ましい。30重量%未満であると、導電パスの形成が難しい傾向がある。一方、95重量%を超えると、フィルム化が難しい傾向がある。また、金属層に対する密着力が低下する傾向がある。
The conductive film adhesive of the third aspect of the present invention usually contains conductive particles. It is preferable that the content of conductive particles in the conductive film adhesive of the third aspect of the present invention is 30% by weight to 95% by weight. If it is less than 30% by weight, it tends to be difficult to form a conductive path. On the other hand, when it exceeds 95% by weight, it tends to be difficult to form a film. Moreover, there exists a tendency for the adhesive force with respect to a metal layer to fall.
導電性に優れるという理由から、導電性粒子は、金粒子、銀粒子、銅粒子及び被覆粒子からなる群より選択される少なくとも1種であることが好ましい。被覆粒子は、コア粒子及びコア粒子を被覆する被覆膜を備える。被覆膜は、金、銀及び銅からなる群より選択される少なくとも1種を含むことが好ましい。
The conductive particles are preferably at least one selected from the group consisting of gold particles, silver particles, copper particles, and coated particles because of its excellent conductivity. The coated particle includes a core particle and a coating film that coats the core particle. The coating film preferably contains at least one selected from the group consisting of gold, silver and copper.
導電性粒子は、アスペクト比が5以上のプレート状粒子を含み、導電性粒子100重量%中のプレート状粒子の含有量が5重量%~100重量%であることが好ましい。
The conductive particles preferably include plate-like particles having an aspect ratio of 5 or more, and the content of the plate-like particles in 100% by weight of the conductive particles is preferably 5% by weight to 100% by weight.
プレート状粒子を含む導電性フィルム状接着剤では、プレート状粒子同士が面接触することにより導電パスが形成される。一方、球状粒子のみを配合すると、球状粒子同士の点接触により導電パスが形成される。したがって、プレート状粒子を含む導電性フィルム状接着剤は、球状粒子のみを含む接着剤に比べて、優れた導電性が得られる。
In a conductive film adhesive containing plate-like particles, a conductive path is formed when the plate-like particles are in surface contact with each other. On the other hand, when only spherical particles are blended, a conductive path is formed by point contact between the spherical particles. Therefore, the conductive film-like adhesive containing plate-like particles can have superior conductivity compared to the adhesive containing only spherical particles.
導電性粒子は、球状の球状粒子を含むことが好ましい。球状粒子の粒度分布において、ピークが2つ以上存在し、0.2μm~0.8μmの粒径範囲にピークAが存在し、3μm~15μmの粒径範囲にピークBが存在し、ピークBの粒径のピークAの粒径に対する比が5~15であることが好ましい。
The conductive particles preferably include spherical spherical particles. In the particle size distribution of spherical particles, there are two or more peaks, peak A exists in the particle size range of 0.2 μm to 0.8 μm, peak B exists in the particle size range of 3 μm to 15 μm, The ratio of the particle diameter to the particle diameter of peak A is preferably 5-15.
粒度分布においてピークA及びピークBが存在する導電性フィルム状接着剤では、ピークBを形成する球状粒子の間(隙間)に、ピークAを形成する球状粒子が充填されるため、球状粒子同士の接触点が多数形成される。したがって、優れた導電性が得られる。
In the conductive film adhesive having the peak A and the peak B in the particle size distribution, the spherical particles forming the peak A are filled between the spherical particles forming the peak B (gap). Many contact points are formed. Therefore, excellent conductivity can be obtained.
第3の本発明はまた、導電性フィルム状接着剤を介して、半導体チップを被着体上にダイボンドする工程と、半導体チップを被着体上にダイボンドする工程の後に、導電性フィルム状接着剤を加圧下で加熱することにより熱硬化させる工程とを含む半導体装置の製造方法に関する。
The third aspect of the present invention also provides a conductive film adhesive after the steps of die-bonding the semiconductor chip on the adherend and the steps of die-bonding the semiconductor chip on the adherend via the conductive film adhesive. The manufacturing method of a semiconductor device including the process of thermosetting by heating an agent under pressure.
加圧下で導電性フィルム状接着剤を熱硬化させることにより、導電性フィルム状接着剤と被着体との間に存在するボイドを消滅させることが可能で、導電性フィルム状接着剤が被着体と接触する面積を確保できる。したがって、半導体チップと被着体との間で電気が流れやすい半導体装置を製造することができる。
By thermally curing the conductive film adhesive under pressure, voids existing between the conductive film adhesive and the adherend can be eliminated, and the conductive film adhesive is deposited. The area that contacts the body can be secured. Therefore, a semiconductor device in which electricity easily flows between the semiconductor chip and the adherend can be manufactured.
導電性フィルム状接着剤を熱硬化させる工程では、0.5kg/cm2~20kg/cm2の圧力下で加熱することが好ましい。導電性フィルム状接着剤を熱硬化させる工程では、80℃~260℃の範囲内で加熱することが好ましい。また、0.1時間~24時間の範囲内で加熱することが好ましい。
In the step of thermally curing the conductive film adhesive, it is preferable to heat under a pressure of 0.5 kg / cm 2 to 20 kg / cm 2 . In the step of thermally curing the conductive film adhesive, it is preferable to heat within the range of 80 ° C to 260 ° C. Further, it is preferable to heat within the range of 0.1 hour to 24 hours.
第3の本発明はまた、ダイシングテープ、及びダイシングテープ上に配置された導電性フィルム状接着剤を備えるフィルム状接着剤付きダイシングテープに関する。
第3の本発明のフィルム状接着剤付きダイシングテープは、フィルム状接着剤付きダイシングテープの導電性フィルム状接着剤上に半導体ウエハを配置する工程と、導電性フィルム状接着剤上に配置された半導体ウエハをダイシングして半導体チップを形成する工程と、半導体チップを導電性フィルム状接着剤とともにピックアップする工程と、導電性フィルム状接着剤を介して、半導体チップを被着体上にダイボンドする工程と、半導体チップを被着体上にダイボンドする工程の後に、導電性フィルム状接着剤を加圧下で加熱することにより熱硬化させる工程とを含む半導体装置の製造方法に使用される。 The third aspect of the present invention also relates to a dicing tape and a dicing tape with a film adhesive provided with a conductive film adhesive disposed on the dicing tape.
The dicing tape with a film adhesive of the third aspect of the present invention is disposed on the conductive film adhesive and the step of disposing the semiconductor wafer on the conductive film adhesive of the dicing tape with the film adhesive. A step of dicing a semiconductor wafer to form a semiconductor chip, a step of picking up the semiconductor chip together with a conductive film adhesive, and a step of die bonding the semiconductor chip onto the adherend via the conductive film adhesive And after the step of die-bonding the semiconductor chip on the adherend, the step of thermally curing the conductive film adhesive by heating under pressure is used.
第3の本発明のフィルム状接着剤付きダイシングテープは、フィルム状接着剤付きダイシングテープの導電性フィルム状接着剤上に半導体ウエハを配置する工程と、導電性フィルム状接着剤上に配置された半導体ウエハをダイシングして半導体チップを形成する工程と、半導体チップを導電性フィルム状接着剤とともにピックアップする工程と、導電性フィルム状接着剤を介して、半導体チップを被着体上にダイボンドする工程と、半導体チップを被着体上にダイボンドする工程の後に、導電性フィルム状接着剤を加圧下で加熱することにより熱硬化させる工程とを含む半導体装置の製造方法に使用される。 The third aspect of the present invention also relates to a dicing tape and a dicing tape with a film adhesive provided with a conductive film adhesive disposed on the dicing tape.
The dicing tape with a film adhesive of the third aspect of the present invention is disposed on the conductive film adhesive and the step of disposing the semiconductor wafer on the conductive film adhesive of the dicing tape with the film adhesive. A step of dicing a semiconductor wafer to form a semiconductor chip, a step of picking up the semiconductor chip together with a conductive film adhesive, and a step of die bonding the semiconductor chip onto the adherend via the conductive film adhesive And after the step of die-bonding the semiconductor chip on the adherend, the step of thermally curing the conductive film adhesive by heating under pressure is used.
第3の本発明はまた、フィルム状接着剤付きダイシングテープを準備する工程と、フィルム状接着剤付きダイシングテープの導電性フィルム状接着剤上に半導体ウエハを配置する工程と、導電性フィルム状接着剤上に配置された半導体ウエハをダイシングして半導体チップを形成する工程と、半導体チップを導電性フィルム状接着剤とともにピックアップする工程と、導電性フィルム状接着剤を介して、半導体チップを被着体上にダイボンドする工程と、半導体チップを被着体上にダイボンドする工程の後に、導電性フィルム状接着剤を加圧下で加熱することにより熱硬化させる工程とを含む半導体装置の製造方法に関する。
The third aspect of the present invention also includes a step of preparing a dicing tape with a film adhesive, a step of placing a semiconductor wafer on the conductive film adhesive of the dicing tape with a film adhesive, and a conductive film adhesive. A step of dicing a semiconductor wafer placed on the agent to form a semiconductor chip, a step of picking up the semiconductor chip together with the conductive film adhesive, and attaching the semiconductor chip via the conductive film adhesive The present invention relates to a method for manufacturing a semiconductor device including a step of die-bonding on a body and a step of thermally curing a conductive film adhesive by heating under pressure after a step of die-bonding a semiconductor chip on an adherend.
第3の本発明はまた、半導体装置に関する。
The third aspect of the present invention also relates to a semiconductor device.
第1及び第2の本発明によれば、導電性に優れたフィルム状接着剤、フィルム状接着剤付きダイシングテープを提供できる。
According to the first and second aspects of the present invention, it is possible to provide a film adhesive excellent in conductivity and a dicing tape with a film adhesive.
[第1の本発明]
第1の本発明のフィルム状接着剤は、導電性粒子を含む。導電性粒子としては、金粒子、銀粒子、銅粒子、被覆粒子などが挙げられる。 [First Invention]
The film adhesive of 1st this invention contains electroconductive particle. Examples of the conductive particles include gold particles, silver particles, copper particles, and coated particles.
第1の本発明のフィルム状接着剤は、導電性粒子を含む。導電性粒子としては、金粒子、銀粒子、銅粒子、被覆粒子などが挙げられる。 [First Invention]
The film adhesive of 1st this invention contains electroconductive particle. Examples of the conductive particles include gold particles, silver particles, copper particles, and coated particles.
被覆粒子は、コア粒子及びコア粒子を被覆する被覆膜を備える。コア粒子は、導電性、非導電性のいずれでもよく、例えば、ガラス粒子などを使用できる。被覆膜としては、金を含む膜、銀を含む膜、銅を含む膜などが挙げられる。
The coated particle includes a core particle and a coating film that coats the core particle. The core particles may be either conductive or non-conductive, and for example, glass particles can be used. Examples of the coating film include a film containing gold, a film containing silver, and a film containing copper.
導電性粒子は、アスペクト比が5以上のプレート状粒子を含む。5以上であるので、プレート状粒子同士が面接触し易く、導電パスが容易に形成される。アスペクト比は、好ましくは8以上、より好ましくは10以上である。一方、アスペクト比は、好ましくは10000以下、より好ましくは100以下、さらに好ましくは70以下、特に好ましくは50以下である。
The conductive particles include plate-like particles having an aspect ratio of 5 or more. Since it is 5 or more, the plate-like particles are easily brought into surface contact with each other, and a conductive path is easily formed. The aspect ratio is preferably 8 or more, more preferably 10 or more. On the other hand, the aspect ratio is preferably 10,000 or less, more preferably 100 or less, still more preferably 70 or less, and particularly preferably 50 or less.
プレート状粒子のアスペクト比は、平均長径の平均厚みに対する比(平均長径/平均厚み)である。
本明細書において、プレート状粒子の平均長径は、フィルム状接着剤の断面を走査型電子顕微鏡(SEM)により観察し、ランダムに選んだ100個のプレート状粒子の長径を測定することで得られる平均値である。
また、プレート状粒子の平均厚みは、フィルム状接着剤の断面を走査型電子顕微鏡(SEM)により観察し、ランダムに選んだ100個のプレート状粒子の厚みを測定することで得られる平均値である。 The aspect ratio of the plate-like particles is the ratio of the average major axis to the average thickness (average major axis / average thickness).
In this specification, the average major axis of the plate-like particles can be obtained by observing the cross section of the film-like adhesive with a scanning electron microscope (SEM) and measuring the major axis of 100 randomly selected plate-like particles. Average value.
The average thickness of the plate-like particles is an average value obtained by observing the cross section of the film-like adhesive with a scanning electron microscope (SEM) and measuring the thickness of 100 randomly selected plate-like particles. is there.
本明細書において、プレート状粒子の平均長径は、フィルム状接着剤の断面を走査型電子顕微鏡(SEM)により観察し、ランダムに選んだ100個のプレート状粒子の長径を測定することで得られる平均値である。
また、プレート状粒子の平均厚みは、フィルム状接着剤の断面を走査型電子顕微鏡(SEM)により観察し、ランダムに選んだ100個のプレート状粒子の厚みを測定することで得られる平均値である。 The aspect ratio of the plate-like particles is the ratio of the average major axis to the average thickness (average major axis / average thickness).
In this specification, the average major axis of the plate-like particles can be obtained by observing the cross section of the film-like adhesive with a scanning electron microscope (SEM) and measuring the major axis of 100 randomly selected plate-like particles. Average value.
The average thickness of the plate-like particles is an average value obtained by observing the cross section of the film-like adhesive with a scanning electron microscope (SEM) and measuring the thickness of 100 randomly selected plate-like particles. is there.
プレート状粒子の平均長径は、好ましくは0.5μm以上、より好ましくは1.0μm以上である。0.5μm以上であると、プレート状粒子の接触確率が高くなり導通が取りやすくなる。
一方、プレート状粒子の平均長径は、好ましくは50μm以下、より好ましくは30μm以下である。50μm以下であると、塗布ワニス段階での粒子の沈降が生じ難く、安定な塗布ワニスを作製できる。 The average major axis of the plate-like particles is preferably 0.5 μm or more, more preferably 1.0 μm or more. When the thickness is 0.5 μm or more, the contact probability of the plate-like particles is increased, and conduction is easily obtained.
On the other hand, the average major axis of the plate-like particles is preferably 50 μm or less, more preferably 30 μm or less. When the thickness is 50 μm or less, particles are hardly precipitated at the coating varnish stage, and a stable coating varnish can be produced.
一方、プレート状粒子の平均長径は、好ましくは50μm以下、より好ましくは30μm以下である。50μm以下であると、塗布ワニス段階での粒子の沈降が生じ難く、安定な塗布ワニスを作製できる。 The average major axis of the plate-like particles is preferably 0.5 μm or more, more preferably 1.0 μm or more. When the thickness is 0.5 μm or more, the contact probability of the plate-like particles is increased, and conduction is easily obtained.
On the other hand, the average major axis of the plate-like particles is preferably 50 μm or less, more preferably 30 μm or less. When the thickness is 50 μm or less, particles are hardly precipitated at the coating varnish stage, and a stable coating varnish can be produced.
導電性粒子は、プレート状粒子以外に、針状粒子、フィラメント状粒子、球状粒子などを含んでもよい。なかでも、高い導電性が得られるという理由から、球状粒子が好ましい。
The conductive particles may include needle-like particles, filament-like particles, spherical particles and the like in addition to the plate-like particles. Among these, spherical particles are preferable because high conductivity can be obtained.
導電性粒子100重量%中のプレート状粒子の含有量は、好ましくは5重量%以上、より好ましくは10重量%以上である。導電性粒子100重量%中のプレート状粒子の含有量は、100重量%であってもよいが、好ましくは50重量%以下、より好ましくは20重量%以下である。
The content of plate-like particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 10% by weight or more. The content of the plate-like particles in 100% by weight of the conductive particles may be 100% by weight, but is preferably 50% by weight or less, more preferably 20% by weight or less.
導電性粒子100重量%中の球状粒子の含有量は、好ましくは50重量%以上、より好ましくは80重量%以上である。導電性粒子100重量%中の球状粒子の含有量は、好ましくは95重量%以下、より好ましくは90重量%以下である。
The content of spherical particles in 100% by weight of the conductive particles is preferably 50% by weight or more, more preferably 80% by weight or more. The content of spherical particles in 100% by weight of the conductive particles is preferably 95% by weight or less, more preferably 90% by weight or less.
導電性粒子の平均粒径は特に限定されないが、フィルム状接着剤の厚みに対して、0.001倍以上(フィルム状接着剤の厚み×0.001以上)が好ましく、0.1倍以上がより好ましい。0.001倍未満であると、導電パスの形成が難しく、導電性が安定しない傾向がある。また、導電性粒子の平均粒径はフィルム状接着剤の厚みに対して、1倍以下(フィルム状接着剤の厚み以下)が好ましく、0.8倍以下がより好ましい。1倍を超えると、チップ割れを起こす危険性がある。
なお、導電性粒子の平均粒径は、光度式の粒度分布計(HORIBA製、装置名;LA-910)により求めた値である。 The average particle diameter of the conductive particles is not particularly limited, but 0.001 times or more (thickness of film adhesive × 0.001 or more) is preferable and 0.1 times or more with respect to the thickness of the film adhesive. More preferred. If it is less than 0.001, it is difficult to form a conductive path and the conductivity tends to be unstable. Further, the average particle diameter of the conductive particles is preferably 1 times or less (less than the thickness of the film adhesive), more preferably 0.8 times or less with respect to the thickness of the film adhesive. If it exceeds 1 time, there is a risk of cracking the chip.
The average particle diameter of the conductive particles is a value obtained by a photometric particle size distribution meter (manufactured by HORIBA, apparatus name: LA-910).
なお、導電性粒子の平均粒径は、光度式の粒度分布計(HORIBA製、装置名;LA-910)により求めた値である。 The average particle diameter of the conductive particles is not particularly limited, but 0.001 times or more (thickness of film adhesive × 0.001 or more) is preferable and 0.1 times or more with respect to the thickness of the film adhesive. More preferred. If it is less than 0.001, it is difficult to form a conductive path and the conductivity tends to be unstable. Further, the average particle diameter of the conductive particles is preferably 1 times or less (less than the thickness of the film adhesive), more preferably 0.8 times or less with respect to the thickness of the film adhesive. If it exceeds 1 time, there is a risk of cracking the chip.
The average particle diameter of the conductive particles is a value obtained by a photometric particle size distribution meter (manufactured by HORIBA, apparatus name: LA-910).
導電性粒子の比重は0.7以上が好ましく、1以上がより好ましい。0.7未満であると、接着剤組成物溶液(ワニス)の作製時に導電性粒子が浮いてしまい、導電性粒子の分散が不均一になるおそれがある。また、導電性粒子の比重は22以下が好ましく、21以下がより好ましい。22を超えると、導電性粒子が沈みやすく、導電性粒子の分散が不均一になるおそれがある。
The specific gravity of the conductive particles is preferably 0.7 or more, and more preferably 1 or more. If it is less than 0.7, the conductive particles float when the adhesive composition solution (varnish) is produced, and the dispersion of the conductive particles may be uneven. The specific gravity of the conductive particles is preferably 22 or less, and more preferably 21 or less. If it exceeds 22, the conductive particles are likely to sink, and the dispersion of the conductive particles may be uneven.
フィルム状接着剤中の導電性粒子の含有量は、好ましくは30重量%以上、より好ましくは40重量%以上である。30重量%未満であると、導電パスの形成が難しい傾向がある。また、導電性粒子の含有量は、好ましくは95重量%以下、より好ましくは94重量%以下である。95重量%を超えると、フィルム化が難しい傾向がある。また、ウエハに対する密着力が低下する傾向がある。
The content of the conductive particles in the film adhesive is preferably 30% by weight or more, more preferably 40% by weight or more. If it is less than 30% by weight, it tends to be difficult to form a conductive path. Further, the content of the conductive particles is preferably 95% by weight or less, more preferably 94% by weight or less. If it exceeds 95% by weight, film formation tends to be difficult. In addition, the adhesion to the wafer tends to decrease.
フィルム状接着剤は、熱可塑性樹脂を含むことが好ましい。熱可塑性樹脂としては、天然ゴム、ブチルゴム、イソプレンゴム、クロロプレンゴム、エチレン-酢酸ビニル共重合体、エチレン-アクリル酸共重合体、エチレン-アクリル酸エステル共重合体、ポリブタジエン樹脂、ポリカーボネート樹脂、熱可塑性ポリイミド樹脂、6-ナイロンや6,6-ナイロンなどのポリアミド樹脂、フェノキシ樹脂、アクリル樹脂、PETやPBTなどの飽和ポリエステル樹脂、ポリアミドイミド樹脂、又はフッ素樹脂などが挙げられる。これらの熱可塑性樹脂のうち、イオン性不純物が少なく耐熱性が高く、半導体素子の信頼性を確保できるアクリル樹脂が特に好ましい。
The film adhesive preferably contains a thermoplastic resin. Thermoplastic resins include natural rubber, butyl rubber, isoprene rubber, chloroprene rubber, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene-acrylic acid ester copolymer, polybutadiene resin, polycarbonate resin, thermoplasticity. Examples thereof include polyimide resins, polyamide resins such as 6-nylon and 6,6-nylon, phenoxy resins, acrylic resins, saturated polyester resins such as PET and PBT, polyamideimide resins, and fluorine resins. Of these thermoplastic resins, an acrylic resin that has few ionic impurities and high heat resistance and can ensure the reliability of the semiconductor element is particularly preferable.
アクリル樹脂としては、特に限定されるものではなく、炭素数30以下、特に炭素数4~18の直鎖若しくは分岐のアルキル基を有するアクリル酸又はメタクリル酸のエステルの1種又は2種以上を成分とする重合体(アクリル共重合体)などが挙げられる。前記アルキル基としては、例えばメチル基、エチル基、プロピル基、イソプロピル基、n-ブチル基、t-ブチル基、イソブチル基、アミル基、イソアミル基、ヘキシル基、へプチル基、シクロヘキシル基、2-エチルヘキシル基、オクチル基、イソオクチル基、ノニル基、イソノニル基、デシル基、イソデシル基、ウンデシル基、ラウリル基、トリデシル基、テトラデシル基、ステアリル基、オクタデシル基、又はドデシル基などが挙げられる。
The acrylic resin is not particularly limited, and one or more of acrylic acid or methacrylic acid ester having a linear or branched alkyl group having 30 or less carbon atoms, particularly 4 to 18 carbon atoms, is used as a component. And a polymer (acrylic copolymer). Examples of the alkyl group include a methyl group, ethyl group, propyl group, isopropyl group, n-butyl group, t-butyl group, isobutyl group, amyl group, isoamyl group, hexyl group, heptyl group, cyclohexyl group, 2- Examples include ethylhexyl group, octyl group, isooctyl group, nonyl group, isononyl group, decyl group, isodecyl group, undecyl group, lauryl group, tridecyl group, tetradecyl group, stearyl group, octadecyl group, and dodecyl group.
また、重合体(アクリル共重合体)を形成する他のモノマーとしては、特に限定されるものではなく、例えばアクリル酸、メタクリル酸、カルボキシエチルアクリレート、カルボキシペンチルアクリレート、イタコン酸、マレイン酸、フマール酸若しくはクロトン酸などの様なカルボキシル基含有モノマー、無水マレイン酸若しくは無水イタコン酸などの様な酸無水物モノマー、(メタ)アクリル酸2-ヒドロキシエチル、(メタ)アクリル酸2-ヒドロキシプロピル、(メタ)アクリル酸4-ヒドロキシブチル、(メタ)アクリル酸6-ヒドロキシヘキシル、(メタ)アクリル酸8-ヒドロキシオクチル、(メタ)アクリル酸10-ヒドロキシデシル、(メタ)アクリル酸12-ヒドロキシラウリル若しくは(4-ヒドロキシメチルシクロヘキシル)-メチルアクリレートなどの様なヒドロキシル基含有モノマー、スチレンスルホン酸、アリルスルホン酸、2-(メタ)アクリルアミド-2-メチルプロパンスルホン酸、(メタ)アクリルアミドプロパンスルホン酸、スルホプロピル(メタ)アクリレート若しくは(メタ)アクリロイルオキシナフタレンスルホン酸などの様なスルホン酸基含有モノマー、又は2-ヒドロキシエチルアクリロイルホスフェートなどの様な燐酸基含有モノマーが挙げられる。
In addition, the other monomer forming the polymer (acrylic copolymer) is not particularly limited, and for example, acrylic acid, methacrylic acid, carboxyethyl acrylate, carboxypentyl acrylate, itaconic acid, maleic acid, fumaric acid Or a carboxyl group-containing monomer such as crotonic acid, an acid anhydride monomer such as maleic anhydride or itaconic anhydride, 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, (meth ) 4-hydroxybutyl acrylate, 6-hydroxyhexyl (meth) acrylate, 8-hydroxyoctyl (meth) acrylate, 10-hydroxydecyl (meth) acrylate, 12-hydroxylauryl (meth) acrylate or (4 -Hydroxymethylcyclo Hydroxyl group-containing monomers such as (xyl) -methyl acrylate, styrene sulfonic acid, allyl sulfonic acid, 2- (meth) acrylamide-2-methylpropane sulfonic acid, (meth) acrylamide propane sulfonic acid, sulfopropyl (meth) acrylate Alternatively, a sulfonic acid group-containing monomer such as (meth) acryloyloxynaphthalene sulfonic acid, or a phosphoric acid group-containing monomer such as 2-hydroxyethylacryloyl phosphate can be used.
アクリル樹脂のなかでも、重量平均分子量が10万以上のものが好ましく、30万~300万のものがより好ましく、50万~200万のものがさらに好ましい。上記数値範囲内であると、接着性及び耐熱性に優れるからである。なお、重量平均分子量は、GPC(ゲル・パーミエーション・クロマトグラフィー)により測定し、ポリスチレン換算により算出された値である。
Among the acrylic resins, those having a weight average molecular weight of 100,000 or more are preferable, those having 300,000 to 3,000,000 are more preferable, and those having 500,000 to 2,000,000 are more preferable. It is because it is excellent in adhesiveness and heat resistance in the said numerical range. The weight average molecular weight is a value measured by GPC (gel permeation chromatography) and calculated in terms of polystyrene.
熱可塑性樹脂のガラス転移温度は、好ましくは-40℃以上、より好ましくは-35℃以上、さらに好ましくは-25℃以上である。-40℃未満であると、フィルム状接着剤がベタベタになり、ダイシングテープとくっつき過ぎてピックアップ性が悪くなる傾向がある。また、熱可塑性樹脂のガラス転移温度は、好ましくは-10℃以下、より好ましくは-11℃以下である。-10℃を超えると、弾性率が高くなり、40℃程度の低温でフィルム状接着剤を半導体ウエハに張り付けることが困難になる(低温貼りつき性が低下する)傾向がある。
本明細書において、熱可塑性樹脂のガラス転移温度は、Fox式により求めた理論値をいう。
また、ガラス転移温度を求める他の方法として、示差走査熱量計(DSC)によって測定される最大熱吸収ピーク時の温度により、熱可塑性樹脂のガラス転移温度を求める方法もある。具体的には、測定する試料を示差走査熱量計(ティー・エイ・インスツルメント社製の「Q-2000」)を用い、予測される試料のガラス転移温度(予測温度)より約50℃高い温度で10分加熱した後、予測温度より50℃低い温度まで冷却して前処理し、その後、窒素雰囲気下、昇温速度5℃/分にて昇温して吸熱開始点温度を測定し、これをガラス転移温度とする。 The glass transition temperature of the thermoplastic resin is preferably −40 ° C. or higher, more preferably −35 ° C. or higher, and further preferably −25 ° C. or higher. When the temperature is lower than −40 ° C., the film-like adhesive becomes sticky and tends to stick to the dicing tape, resulting in poor pick-up properties. The glass transition temperature of the thermoplastic resin is preferably −10 ° C. or lower, more preferably −11 ° C. or lower. When it exceeds −10 ° C., the elastic modulus increases, and it tends to be difficult to attach the film adhesive to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
In this specification, the glass transition temperature of a thermoplastic resin means the theoretical value calculated | required by the Fox formula.
As another method for obtaining the glass transition temperature, there is a method for obtaining the glass transition temperature of the thermoplastic resin from the temperature at the maximum heat absorption peak measured by a differential scanning calorimeter (DSC). Specifically, a differential scanning calorimeter (“Q-2000” manufactured by TA Instruments Inc.) is used as a sample to be measured, and is about 50 ° C. higher than the predicted glass transition temperature (predicted temperature) of the sample. After heating at a temperature for 10 minutes, the sample is cooled to a temperature lower by 50 ° C. than the predicted temperature, pre-treated, and then heated at a rate of temperature increase of 5 ° C./min in a nitrogen atmosphere to measure the endothermic start point temperature, This is the glass transition temperature.
本明細書において、熱可塑性樹脂のガラス転移温度は、Fox式により求めた理論値をいう。
また、ガラス転移温度を求める他の方法として、示差走査熱量計(DSC)によって測定される最大熱吸収ピーク時の温度により、熱可塑性樹脂のガラス転移温度を求める方法もある。具体的には、測定する試料を示差走査熱量計(ティー・エイ・インスツルメント社製の「Q-2000」)を用い、予測される試料のガラス転移温度(予測温度)より約50℃高い温度で10分加熱した後、予測温度より50℃低い温度まで冷却して前処理し、その後、窒素雰囲気下、昇温速度5℃/分にて昇温して吸熱開始点温度を測定し、これをガラス転移温度とする。 The glass transition temperature of the thermoplastic resin is preferably −40 ° C. or higher, more preferably −35 ° C. or higher, and further preferably −25 ° C. or higher. When the temperature is lower than −40 ° C., the film-like adhesive becomes sticky and tends to stick to the dicing tape, resulting in poor pick-up properties. The glass transition temperature of the thermoplastic resin is preferably −10 ° C. or lower, more preferably −11 ° C. or lower. When it exceeds −10 ° C., the elastic modulus increases, and it tends to be difficult to attach the film adhesive to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
In this specification, the glass transition temperature of a thermoplastic resin means the theoretical value calculated | required by the Fox formula.
As another method for obtaining the glass transition temperature, there is a method for obtaining the glass transition temperature of the thermoplastic resin from the temperature at the maximum heat absorption peak measured by a differential scanning calorimeter (DSC). Specifically, a differential scanning calorimeter (“Q-2000” manufactured by TA Instruments Inc.) is used as a sample to be measured, and is about 50 ° C. higher than the predicted glass transition temperature (predicted temperature) of the sample. After heating at a temperature for 10 minutes, the sample is cooled to a temperature lower by 50 ° C. than the predicted temperature, pre-treated, and then heated at a rate of temperature increase of 5 ° C./min in a nitrogen atmosphere to measure the endothermic start point temperature, This is the glass transition temperature.
フィルム状接着剤は、熱硬化性樹脂などの硬化性樹脂を含むことが好ましい。これにより、熱安定性を向上できる。
The film adhesive preferably contains a curable resin such as a thermosetting resin. Thereby, thermal stability can be improved.
硬化性樹脂としては、フェノール樹脂、アミノ樹脂、不飽和ポリエステル樹脂、エポキシ樹脂、ポリウレタン樹脂、シリコーン樹脂、又は熱硬化性ポリイミド樹脂などが挙げられる。特に、半導体素子を腐食させるイオン性不純物などの含有が少ないエポキシ樹脂が好ましい。また、エポキシ樹脂の硬化剤としてはフェノール樹脂が好ましい。
Examples of the curable resin include phenol resin, amino resin, unsaturated polyester resin, epoxy resin, polyurethane resin, silicone resin, and thermosetting polyimide resin. In particular, an epoxy resin containing a small amount of ionic impurities that corrode semiconductor elements is preferable. Moreover, as a hardening | curing agent of an epoxy resin, a phenol resin is preferable.
エポキシ樹脂としては特に限定されず、例えばビスフェノールA型、ビスフェノールF型、ビスフェノールS型、臭素化ビスフェノールA型、水添ビスフェノールA型、ビスフェノールAF型、ビフェニル型、ナフタレン型、フルオンレン型、フェノールノボラック型、オルソクレゾールノボラック型、トリスヒドロキシフェニルメタン型、テトラフェニロールエタン型などの二官能エポキシ樹脂や多官能エポキシ樹脂、又はヒダントイン型、トリスグリシジルイソシアヌレート型若しくはグリシジルアミン型などのエポキシ樹脂が用いられる。これらのエポキシ樹脂のうちノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、トリスヒドロキシフェニルメタン型樹脂又はテトラフェニロールエタン型エポキシ樹脂が特に好ましい。これらのエポキシ樹脂は、硬化剤としてのフェノール樹脂との反応性に富み、耐熱性などに優れるからである。
The epoxy resin is not particularly limited. For example, bisphenol A type, bisphenol F type, bisphenol S type, brominated bisphenol A type, hydrogenated bisphenol A type, bisphenol AF type, biphenyl type, naphthalene type, fluorene type, phenol novolac type. Bifunctional epoxy resins such as ortho-cresol novolak type, trishydroxyphenylmethane type, tetraphenylolethane type, etc., and epoxy resins such as hydantoin type, trisglycidyl isocyanurate type, or glycidylamine type are used. Of these epoxy resins, novolac type epoxy resins, biphenyl type epoxy resins, trishydroxyphenylmethane type resins or tetraphenylolethane type epoxy resins are particularly preferred. This is because these epoxy resins are rich in reactivity with a phenol resin as a curing agent and are excellent in heat resistance.
フェノール樹脂は、エポキシ樹脂の硬化剤として作用するものであり、例えば、フェノールノボラック樹脂、フェノールアラルキル樹脂、クレゾールノボラック樹脂、tert-ブチルフェノールノボラック樹脂、ノニルフェノールノボラック樹脂などのノボラック型フェノール樹脂、レゾール型フェノール樹脂、ポリパラオキシスチレンなどのポリオキシスチレンなどが挙げられる。これらのフェノール樹脂のうちフェノールノボラック樹脂、フェノールアラルキル樹脂が特に好ましい。半導体装置の接続信頼性を向上させることができるからである。
The phenol resin acts as a curing agent for the epoxy resin. For example, a novolac type phenol resin such as a phenol novolak resin, a phenol aralkyl resin, a cresol novolak resin, a tert-butylphenol novolak resin, a nonylphenol novolak resin, or a resol type phenol resin. And polyoxystyrene such as polyparaoxystyrene. Of these phenol resins, phenol novolac resins and phenol aralkyl resins are particularly preferred. This is because the connection reliability of the semiconductor device can be improved.
エポキシ樹脂とフェノール樹脂との配合割合は、例えば、エポキシ樹脂成分中のエポキシ基1当量当たりフェノール樹脂中の水酸基が0.5~2.0当量になるように配合することが好適である。より好適なのは、0.8~1.2当量である。即ち、両者の配合割合が前記範囲を外れると、十分な硬化反応が進まず、硬化物の特性が劣化し易くなるからである。
The blending ratio of the epoxy resin and the phenol resin is preferably such that, for example, the hydroxyl group in the phenol resin is 0.5 to 2.0 equivalents per equivalent of epoxy group in the epoxy resin component. More preferred is 0.8 to 1.2 equivalents. That is, if the blending ratio of both is out of the above range, sufficient curing reaction does not proceed and the properties of the cured product are likely to deteriorate.
フィルム状接着剤は、25℃で固形の硬化性樹脂及び25℃で液状の硬化性樹脂を含むことが好ましい。これにより、良好な低温貼りつき性が得られる。
本明細書において、25℃において液状とは、25℃において粘度が5000Pa・s未満であることをいう。一方、25℃において固形とは、25℃において粘度が5000Pa・s以上であることをいう。
なお、粘度は、Thermo Scientific社製の型番HAAKE Roto VISCO1を用いて測定できる。 The film adhesive preferably contains a curable resin that is solid at 25 ° C. and a curable resin that is liquid at 25 ° C. Thereby, favorable low-temperature sticking property is obtained.
In this specification, the liquid state at 25 ° C. means that the viscosity at 25 ° C. is less than 5000 Pa · s. On the other hand, solid at 25 ° C. means that the viscosity at 25 ° C. is 5000 Pa · s or more.
The viscosity can be measured using a model number HAAKE Roto VISCO1 manufactured by Thermo Scientific.
本明細書において、25℃において液状とは、25℃において粘度が5000Pa・s未満であることをいう。一方、25℃において固形とは、25℃において粘度が5000Pa・s以上であることをいう。
なお、粘度は、Thermo Scientific社製の型番HAAKE Roto VISCO1を用いて測定できる。 The film adhesive preferably contains a curable resin that is solid at 25 ° C. and a curable resin that is liquid at 25 ° C. Thereby, favorable low-temperature sticking property is obtained.
In this specification, the liquid state at 25 ° C. means that the viscosity at 25 ° C. is less than 5000 Pa · s. On the other hand, solid at 25 ° C. means that the viscosity at 25 ° C. is 5000 Pa · s or more.
The viscosity can be measured using a model number HAAKE Roto VISCO1 manufactured by Thermo Scientific.
フィルム状接着剤において、硬化性樹脂100重量%中の25℃で固形の硬化性樹脂の含有量は、好ましくは10重量%以上、より好ましくは12重量%以上である。10重量%未満であると、フィルム状接着剤がベタベタになり、ダイシングテープとくっつき過ぎてピックアップ性が悪くなる傾向がある。
一方、硬化性樹脂100重量%中の25℃で固形の硬化性樹脂の含有量は、好ましくは60重量%以下、より好ましくは30重量%以下、さらに好ましくは20重量%以下である。60重量%を越えると、40℃程度の低温でフィルム状接着剤を半導体ウエハに張り付けることが困難になる(低温貼りつき性が低下する)傾向がある。 In the film adhesive, the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 10% by weight or more, more preferably 12% by weight or more. If it is less than 10% by weight, the film-like adhesive becomes sticky, and it tends to stick to the dicing tape, resulting in poor pick-up properties.
On the other hand, the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 60% by weight or less, more preferably 30% by weight or less, and further preferably 20% by weight or less. If it exceeds 60% by weight, it tends to be difficult to attach the film adhesive to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
一方、硬化性樹脂100重量%中の25℃で固形の硬化性樹脂の含有量は、好ましくは60重量%以下、より好ましくは30重量%以下、さらに好ましくは20重量%以下である。60重量%を越えると、40℃程度の低温でフィルム状接着剤を半導体ウエハに張り付けることが困難になる(低温貼りつき性が低下する)傾向がある。 In the film adhesive, the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 10% by weight or more, more preferably 12% by weight or more. If it is less than 10% by weight, the film-like adhesive becomes sticky, and it tends to stick to the dicing tape, resulting in poor pick-up properties.
On the other hand, the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 60% by weight or less, more preferably 30% by weight or less, and further preferably 20% by weight or less. If it exceeds 60% by weight, it tends to be difficult to attach the film adhesive to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
フィルム状接着剤中の熱可塑性樹脂及び硬化性樹脂の合計含有量は、好ましくは5重量%以上、より好ましくは10重量%以上である。5重量%以上であると、フィルムとしての形状を保ちやすい。また、熱可塑性樹脂及び硬化性樹脂の合計含有量は、好ましくは70重量%以下、より好ましくは60重量%以下である。70重量%以下であると、導電性粒子が好適に導電性が発現する。
The total content of the thermoplastic resin and the curable resin in the film adhesive is preferably 5% by weight or more, more preferably 10% by weight or more. When it is 5% by weight or more, it is easy to maintain the shape as a film. Further, the total content of the thermoplastic resin and the curable resin is preferably 70% by weight or less, more preferably 60% by weight or less. When the content is 70% by weight or less, the conductive particles suitably exhibit conductivity.
フィルム状接着剤において、熱可塑性樹脂の重量/硬化性樹脂の重量が、50/50~10/90であることが好ましく、40/60~15/85であることがより好ましい。50/50より、熱可塑性樹脂の比率が多くなると、熱安定性が悪くなる傾向がある。一方、10/90より、熱可塑性樹脂の比率が少なくなると、フィルム化が難しくなる傾向がある。
In the film adhesive, the weight of the thermoplastic resin / weight of the curable resin is preferably 50/50 to 10/90, and more preferably 40/60 to 15/85. When the ratio of the thermoplastic resin increases from 50/50, the thermal stability tends to deteriorate. On the other hand, when the ratio of the thermoplastic resin is less than 10/90, it tends to be difficult to form a film.
フィルム状接着剤は、前記成分以外にも、フィルム製造に一般に使用される配合剤、例えば、架橋剤などを適宜含有してよい。
In addition to the above components, the film adhesive may appropriately contain a compounding agent generally used in film production, such as a crosslinking agent.
フィルム状接着剤は、通常の方法で製造できる。例えば、前記各成分を含有する接着剤組成物溶液を作製し、接着剤組成物溶液を基材セパレータ上に所定厚みとなる様に塗布して塗布膜を形成した後、該塗布膜を乾燥させることで、フィルム状接着剤を製造できる。
A film adhesive can be manufactured by a normal method. For example, an adhesive composition solution containing each of the above components is prepared, and the adhesive composition solution is applied on a base separator so as to have a predetermined thickness to form a coating film, and then the coating film is dried. Thus, a film adhesive can be produced.
接着剤組成物溶液に用いる溶媒としては特に限定されないが、前記各成分を均一に溶解、混練又は分散できる有機溶媒が好ましい。例えば、ジメチルホルムアミド、ジメチルアセトアミド、N-メチルピロリドン、アセトン、メチルエチルケトン、シクロヘキサノンなどのケトン系溶媒、トルエン、キシレンなどが挙げられる。塗布方法は特に限定されない。溶剤塗工の方法としては、例えば、ダイコーター、グラビアコーター、ロールコーター、リバースコーター、コンマコーター、パイプドクターコーター、スクリーン印刷などが挙げられる。なかでも、塗布厚みの均一性が高いという点から、ダイコーターが好ましい。
Although it does not specifically limit as a solvent used for adhesive composition solution, The organic solvent which can melt | dissolve, knead | mix or disperse | distribute each said component uniformly is preferable. Examples thereof include ketone solvents such as dimethylformamide, dimethylacetamide, N-methylpyrrolidone, acetone, methyl ethyl ketone, and cyclohexanone, toluene, xylene, and the like. The application method is not particularly limited. Examples of the solvent coating method include a die coater, a gravure coater, a roll coater, a reverse coater, a comma coater, a pipe doctor coater, and screen printing. Of these, a die coater is preferable in terms of high uniformity of coating thickness.
基材セパレータとしては、ポリエチレンテレフタレート(PET)、ポリエチレン、ポリプロピレンや、フッ素系剥離剤、長鎖アルキルアクリレート系剥離剤などの剥離剤により表面コートされたプラスチックフィルムや紙などが使用可能である。接着剤組成物溶液の塗布方法としては、例えば、ロール塗工、スクリーン塗工、グラビア塗工などが挙げられる。また、塗布膜の乾燥条件は特に限定されず、例えば、乾燥温度70~160℃、乾燥時間1~5分間で行うことができる。
As the base material separator, polyethylene terephthalate (PET), polyethylene, polypropylene, a plastic film or paper whose surface is coated with a release agent such as a fluorine-type release agent or a long-chain alkyl acrylate release agent can be used. Examples of the method for applying the adhesive composition solution include roll coating, screen coating, and gravure coating. The drying conditions for the coating film are not particularly limited, and for example, the drying can be performed at a drying temperature of 70 to 160 ° C. and a drying time of 1 to 5 minutes.
フィルム状接着剤の製造方法としては、例えば、前記各成分をミキサーにて混合し、得られた混合物をプレス成形してフィルム状接着剤を製造する方法なども好適である。ミキサーとしてはプラネタリーミキサーなどが挙げられる。
As a method for producing a film-like adhesive, for example, a method of producing the film-like adhesive by mixing the respective components with a mixer and press-molding the obtained mixture is also suitable. A planetary mixer etc. are mentioned as a mixer.
フィルム状接着剤の厚みは特に限定されないが、5μm以上が好ましく、15μm以上がより好ましい。5μm未満であると、反りが生じた半導体ウエハや半導体チップと接着しない箇所が発生し、接着面積が不安定となる場合がある。また、フィルム状接着剤の厚みは100μm以下が好ましく、50μm以下がより好ましい。100μmを超えると、ダイアタッチの荷重によってフィルム状接着剤が過度にはみ出し、パッドを汚染する場合がある。
Although the thickness of a film adhesive is not specifically limited, 5 micrometers or more are preferable and 15 micrometers or more are more preferable. When the thickness is less than 5 μm, a portion where the warped semiconductor wafer or the semiconductor chip does not adhere may occur, and the adhesion area may become unstable. The thickness of the film adhesive is preferably 100 μm or less, more preferably 50 μm or less. If it exceeds 100 μm, the film adhesive may excessively protrude due to the load of die attachment, and the pad may be contaminated.
フィルム状接着剤は、ミラーシリコンウエハへ40℃で貼りつけた後、25℃で測定した密着力が、好ましくは0.5N/10mm以上、より好ましくは0.6N/10mm以上、さらに好ましくは4N/10mm以上である。0.5N/10mm以上であると、40℃程度の低温でフィルム状接着剤が半導体ウエハに良好に接着できるので、半導体ウエハへの熱影響を防止でき、半導体ウエハの反りを抑制できる。一方、0.5N/10mm未満であると、密着力が低く、フィルム状接着剤から半導体ウエハが剥離してしまうおそれがある。密着力の上限は特に限定されないが、例えば、10N/10mm以下である。
本明細書において、密着力は、ミラーシリコンウエハからフィルム状接着剤を剥離するときの剥離力を意味し、下記方法で測定できる。 The film-like adhesive has an adhesive force measured at 25 ° C. after being attached to a mirror silicon wafer at 40 ° C., preferably 0.5 N / 10 mm or more, more preferably 0.6 N / 10 mm or more, and further preferably 4 N. / 10 mm or more. When the thickness is 0.5 N / 10 mm or more, the film adhesive can be satisfactorily adhered to the semiconductor wafer at a low temperature of about 40 ° C., so that the thermal influence on the semiconductor wafer can be prevented and the warpage of the semiconductor wafer can be suppressed. On the other hand, if it is less than 0.5 N / 10 mm, the adhesion is low and the semiconductor wafer may be peeled off from the film adhesive. The upper limit of the adhesion is not particularly limited, but is, for example, 10 N / 10 mm or less.
In this specification, adhesion means the peeling force when peeling a film adhesive from a mirror silicon wafer, and can be measured by the following method.
本明細書において、密着力は、ミラーシリコンウエハからフィルム状接着剤を剥離するときの剥離力を意味し、下記方法で測定できる。 The film-like adhesive has an adhesive force measured at 25 ° C. after being attached to a mirror silicon wafer at 40 ° C., preferably 0.5 N / 10 mm or more, more preferably 0.6 N / 10 mm or more, and further preferably 4 N. / 10 mm or more. When the thickness is 0.5 N / 10 mm or more, the film adhesive can be satisfactorily adhered to the semiconductor wafer at a low temperature of about 40 ° C., so that the thermal influence on the semiconductor wafer can be prevented and the warpage of the semiconductor wafer can be suppressed. On the other hand, if it is less than 0.5 N / 10 mm, the adhesion is low and the semiconductor wafer may be peeled off from the film adhesive. The upper limit of the adhesion is not particularly limited, but is, for example, 10 N / 10 mm or less.
In this specification, adhesion means the peeling force when peeling a film adhesive from a mirror silicon wafer, and can be measured by the following method.
剥離力の測定
2kgローラーを用いて、フィルム状接着剤に40℃のミラーシリコンウエハを貼り付けた後、2分間、40℃にて放置する。その後、常温(25℃)にて20分間放置して、フィルム状接着剤及びフィルム状接着剤に貼り付けられたミラーシリコンウエハを備えるサンプルを得る。サンプルについて、引張試験機((株)島津製作所製のAGS-J)を用いて、剥離角度180度、剥離温度25℃、剥離速度300mm/minにて、ミラーシリコンウエハからフィルム状接着剤を剥離するときの剥離力を測定する。 Measurement of Peeling Force Using a 2 kg roller, a mirror silicon wafer at 40 ° C. is attached to the film adhesive and then left at 40 ° C. for 2 minutes. Then, it is left to stand at normal temperature (25 ° C.) for 20 minutes to obtain a sample having a film adhesive and a mirror silicon wafer attached to the film adhesive. Using a tensile tester (AGS-J, manufactured by Shimadzu Corporation), the film adhesive was peeled from the mirror silicon wafer with a peeling angle of 180 degrees, a peeling temperature of 25 ° C., and a peeling speed of 300 mm / min. Measure the peel force when
2kgローラーを用いて、フィルム状接着剤に40℃のミラーシリコンウエハを貼り付けた後、2分間、40℃にて放置する。その後、常温(25℃)にて20分間放置して、フィルム状接着剤及びフィルム状接着剤に貼り付けられたミラーシリコンウエハを備えるサンプルを得る。サンプルについて、引張試験機((株)島津製作所製のAGS-J)を用いて、剥離角度180度、剥離温度25℃、剥離速度300mm/minにて、ミラーシリコンウエハからフィルム状接着剤を剥離するときの剥離力を測定する。 Measurement of Peeling Force Using a 2 kg roller, a mirror silicon wafer at 40 ° C. is attached to the film adhesive and then left at 40 ° C. for 2 minutes. Then, it is left to stand at normal temperature (25 ° C.) for 20 minutes to obtain a sample having a film adhesive and a mirror silicon wafer attached to the film adhesive. Using a tensile tester (AGS-J, manufactured by Shimadzu Corporation), the film adhesive was peeled from the mirror silicon wafer with a peeling angle of 180 degrees, a peeling temperature of 25 ° C., and a peeling speed of 300 mm / min. Measure the peel force when
フィルム状接着剤の25℃における貯蔵弾性率は、5MPa以上が好ましく、2×102MPa以上がより好ましい。5MPa未満であると、ダイシングテープとの密着力が高くなり、ピックアップ性が低下する傾向がある。フィルム状接着剤の25℃における貯蔵弾性率は、5×103MPa以下が好ましく、3×103MPa以下がより好ましく、2.5×103MPa以下がさらに好ましい。5×103MPaを超えることは、配合上難しい。
The storage elastic modulus of the film adhesive at 25 ° C. is preferably 5 MPa or more, and more preferably 2 × 10 2 MPa or more. When the pressure is less than 5 MPa, the adhesion with the dicing tape is increased, and the pickup property tends to be reduced. Storage modulus at 25 ° C. of film adhesive is preferably 5 × 10 3 MPa or less, more preferably 3 × 10 3 MPa or less, more preferably 2.5 × 10 3 MPa or less. Exceeding 5 × 10 3 MPa is difficult in terms of formulation.
フィルム状接着剤の100℃における貯蔵弾性率は、0.01MPa以上が好ましく、0.05MPa以上がより好ましい。0.01MPa以上であると、ダイアタッチ時にフィルム状接着剤がはみ出し難い。一方、フィルム状接着剤の100℃における貯蔵弾性率は、1MPa以下が好ましく、0.8MPa以下がより好ましい。1MPa以下であると、ダイアタッチ時にボイドを噛みこみ難くなり、安定なダイアタッチとなりやすい。
The storage elastic modulus at 100 ° C. of the film adhesive is preferably 0.01 MPa or more, and more preferably 0.05 MPa or more. When the pressure is 0.01 MPa or more, it is difficult for the film adhesive to protrude during die attachment. On the other hand, the storage elastic modulus at 100 ° C. of the film adhesive is preferably 1 MPa or less, and more preferably 0.8 MPa or less. When the pressure is 1 MPa or less, it becomes difficult to bite voids at the time of die attachment, and a stable die attachment is likely to occur.
フィルム状接着剤の表面粗さ(Ra)は、0.1~5000nmが好ましい。0.1nm未満は、配合上難しい。一方、5000nmを超えると、低温貼りつき性が低下するおそれがある。また、ダイアタッチ時の被着体への張りつき性も低下するおそれがある。
The surface roughness (Ra) of the film adhesive is preferably 0.1 to 5000 nm. If it is less than 0.1 nm, it is difficult to blend. On the other hand, when it exceeds 5000 nm, there exists a possibility that low temperature sticking property may fall. Moreover, the sticking property to the adherend at the time of die attachment may be reduced.
フィルム状接着剤の体積抵抗率は低いほど好ましく、例えば、9×10-2Ω・m以下である。9×10-2Ω・m以下であると、導電性がよく、小型・高密度実装に対応できる。体積抵抗率は、好ましくは1×10-2Ω・m以下である。一方、体積抵抗率は、好ましくは1×10-6Ω・m以上である。
なお、体積抵抗率は、実施例に記載の方法で測定できる。 The volume resistivity of the film adhesive is preferably as low as possible, for example, 9 × 10 −2 Ω · m or less. When it is 9 × 10 −2 Ω · m or less, the electroconductivity is good and it is possible to cope with small size and high density mounting. The volume resistivity is preferably 1 × 10 −2 Ω · m or less. On the other hand, the volume resistivity is preferably 1 × 10 −6 Ω · m or more.
In addition, volume resistivity can be measured by the method as described in an Example.
なお、体積抵抗率は、実施例に記載の方法で測定できる。 The volume resistivity of the film adhesive is preferably as low as possible, for example, 9 × 10 −2 Ω · m or less. When it is 9 × 10 −2 Ω · m or less, the electroconductivity is good and it is possible to cope with small size and high density mounting. The volume resistivity is preferably 1 × 10 −2 Ω · m or less. On the other hand, the volume resistivity is preferably 1 × 10 −6 Ω · m or more.
In addition, volume resistivity can be measured by the method as described in an Example.
フィルム状接着剤の熱伝導率は高いほど好ましく、例えば、0.5W/m・K以上である。0.5W/m・K以上であると、放熱性がよく、小型・高密度実装に対応できる。一方、0.5W/m・K未満であると、放熱性が悪く、熱がたまり、導電性を悪化させるおそれがある。
The higher the thermal conductivity of the film adhesive, the better. For example, it is 0.5 W / m · K or more. When it is 0.5 W / m · K or more, the heat dissipation is good, and it is possible to cope with small and high-density mounting. On the other hand, if it is less than 0.5 W / m · K, heat dissipation is poor, heat is accumulated, and the conductivity may be deteriorated.
フィルム状接着剤は、半導体装置の製造に好適に使用できる。なかでも、リードフレームなどの被着体と半導体チップとを接着する(ダイアタッチする)ダイアタッチフィルムとして特に好適に使用できる。被着体としては、リードフレーム、インターポーザ、半導体チップなどが挙げられる。なかでも、リードフレームが好ましい。
A film adhesive can be used suitably for manufacture of a semiconductor device. Especially, it can use especially suitably as a die attach film which adhere | attaches adherends, such as a lead frame, and a semiconductor chip (die attach). Examples of the adherend include a lead frame, an interposer, and a semiconductor chip. Of these, a lead frame is preferable.
フィルム状接着剤は、フィルム状接着剤付きダイシングテープの形態で使用することが好ましい。この形態で使用すると、フィルム状接着剤付きダイシングテープに貼り付けられた状態の半導体ウエハをハンドリングできるので、半導体ウエハ単体でハンドリングする機会を減らすことができ、ハンドリング性が良好である。したがって、近年の薄型の半導体ウエハであっても良好にハンドリングできる。また、この形態で使用する場合、フィルム状接着剤に半導体ウエハを貼り付けることになるが、前述のフィルム状接着剤を用いるため、半導体ウエハの反りを抑制できる。
The film adhesive is preferably used in the form of a dicing tape with a film adhesive. When used in this form, the semiconductor wafer in a state of being attached to the dicing tape with a film adhesive can be handled, so that the opportunity to handle the semiconductor wafer alone can be reduced and the handling property is good. Therefore, even a recent thin semiconductor wafer can be handled well. Moreover, when using with this form, although a semiconductor wafer will be affixed on a film adhesive, since the above-mentioned film adhesive is used, the curvature of a semiconductor wafer can be suppressed.
フィルム状接着剤付きダイシングテープについて説明する。
The dicing tape with a film adhesive will be described.
図1に示すように、フィルム状接着剤付きダイシングテープ10は、ダイシングテープ11、及びダイシングテープ11上に積層されたフィルム状接着剤3を備える。ダイシングテープ11は、基材1及び基材1上に積層された粘着剤層2を備える。フィルム状接着剤3は粘着剤層2上に配置されている。
As shown in FIG. 1, a dicing tape 10 with a film adhesive includes a dicing tape 11 and a film adhesive 3 laminated on the dicing tape 11. The dicing tape 11 includes a base material 1 and an adhesive layer 2 laminated on the base material 1. The film adhesive 3 is disposed on the pressure-sensitive adhesive layer 2.
図2に示すように、フィルム状接着剤付きダイシングテープ10は、ワーク(半導体ウェハ4など)貼り付け部分にのみ接着剤層3を形成した構成であってもよい。
As shown in FIG. 2, the dicing tape 10 with a film adhesive may have a configuration in which the adhesive layer 3 is formed only on a work (semiconductor wafer 4 or the like) attachment portion.
基材1は、フィルム状接着剤付きダイシングテープ10の強度母体となるものであり、紫外線透過性を有するものが好ましい。基材1としては、例えば、低密度ポリエチレン、直鎖状ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、超低密度ポリエチレン、ランダム共重合ポリプロピレン、ブロック共重合ポリプロピレン、ホモポリプロレン、ポリブテン、ポリメチルペンテンなどのポリオレフィン、エチレン-酢酸ビニル共重合体、アイオノマー樹脂、エチレン-(メタ)アクリル酸共重合体、エチレン-(メタ)アクリル酸エステル(ランダム、交互)共重合体、エチレン-ブテン共重合体、エチレン-ヘキセン共重合体、ポリウレタン、ポリエチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル、ポリカーボネート、ポリイミド、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルイミド、ポリアミド、全芳香族ポリアミド、ポリフェニルスルフイド、アラミド(紙)、ガラス、ガラスクロス、フッ素樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、セルロース系樹脂、シリコーン樹脂、金属(箔)、紙などが挙げられる。
The base material 1 is a strength base of the dicing tape 10 with a film adhesive, and preferably has ultraviolet transparency. Examples of the substrate 1 include low density polyethylene, linear polyethylene, medium density polyethylene, high density polyethylene, ultra low density polyethylene, random copolymer polypropylene, block copolymer polypropylene, homopolyprolene, polybutene, polymethylpentene, and the like. Polyolefin, ethylene-vinyl acetate copolymer, ionomer resin, ethylene- (meth) acrylic acid copolymer, ethylene- (meth) acrylic acid ester (random, alternating) copolymer, ethylene-butene copolymer, ethylene -Hexene copolymers, polyesters such as polyurethane, polyethylene terephthalate, polyethylene naphthalate, polycarbonate, polyimide, polyetheretherketone, polyimide, polyetherimide, polyamide, wholly aromatic polyamide Polyphenyl sulphates id, aramid (paper), glass, glass cloth, fluorine resin, polyvinyl chloride, polyvinylidene chloride, cellulose resin, silicone resin, metal (foil), and paper.
基材1の表面は、隣接する層との密着性、保持性などを高める為、慣用の表面処理、例えば、クロム酸処理、オゾン暴露、火炎暴露、高圧電撃暴露、イオン化放射線処理などの化学的又は物理的処理、下塗剤(例えば、後述する粘着物質)によるコーティング処理を施すことができる。
The surface of the substrate 1 is chemically treated by conventional surface treatments such as chromic acid treatment, ozone exposure, flame exposure, high piezoelectric impact exposure, ionizing radiation treatment, etc. in order to enhance adhesion and retention with adjacent layers. Alternatively, a physical treatment or a coating treatment with a primer (for example, an adhesive substance described later) can be performed.
基材1の厚さは、特に制限されず適宜に決定できるが、一般的には5~200μm程度である。
The thickness of the substrate 1 is not particularly limited and can be appropriately determined, but is generally about 5 to 200 μm.
粘着剤層2の形成に用いる粘着剤としては特に制限されず、例えば、アクリル系粘着剤、ゴム系粘着剤などの一般的な感圧性接着剤を用いることができる。感圧性接着剤としては、半導体ウエハやガラスなどの汚染をきらう電子部品の超純水やアルコールなどの有機溶剤による清浄洗浄性などの点から、アクリル系ポリマーをベースポリマーとするアクリル系粘着剤が好ましい。
It does not restrict | limit especially as an adhesive used for formation of the adhesive layer 2, For example, common pressure sensitive adhesives, such as an acrylic adhesive and a rubber adhesive, can be used. As pressure-sensitive adhesives, acrylic adhesives based on acrylic polymers are used as the base polymer from the standpoint of cleanability of electronic components that are difficult to contaminate such as semiconductor wafers and glass with organic solvents such as ultrapure water and alcohol. preferable.
アクリル系ポリマーとしては、例えば、(メタ)アクリル酸アルキルエステル(例えば、メチルエステル、エチルエステル、プロピルエステル、イソプロピルエステル、ブチルエステル、イソブチルエステル、s-ブチルエステル、t-ブチルエステル、ペンチルエステル、イソペンチルエステル、ヘキシルエステル、ヘプチルエステル、オクチルエステル、2-エチルヘキシルエステル、イソオクチルエステル、ノニルエステル、デシルエステル、イソデシルエステル、ウンデシルエステル、ドデシルエステル、トリデシルエステル、テトラデシルエステル、ヘキサデシルエステル、オクタデシルエステル、エイコシルエステルなどのアルキル基の炭素数1~30、特に炭素数4~18の直鎖状又は分岐鎖状のアルキルエステルなど)及び(メタ)アクリル酸シクロアルキルエステル(例えば、シクロペンチルエステル、シクロヘキシルエステルなど)の1種又は2種以上を単量体成分として用いたアクリル系ポリマーなどが挙げられる。なお、(メタ)アクリル酸エステルとはアクリル酸エステル及び/又はメタクリル酸エステルをいい、本発明の(メタ)とは全て同様の意味である。
Examples of the acrylic polymer include (meth) acrylic acid alkyl esters (for example, methyl ester, ethyl ester, propyl ester, isopropyl ester, butyl ester, isobutyl ester, s-butyl ester, t-butyl ester, pentyl ester, Pentyl ester, hexyl ester, heptyl ester, octyl ester, 2-ethylhexyl ester, isooctyl ester, nonyl ester, decyl ester, isodecyl ester, undecyl ester, dodecyl ester, tridecyl ester, tetradecyl ester, hexadecyl ester, Straight-chain or branched alkyl esters having 1 to 30 carbon atoms, particularly 4 to 18 carbon atoms, such as octadecyl esters and eicosyl esters), and Meth) acrylic acid cycloalkyl esters (e.g., cyclopentyl ester, etc. One or acrylic polymer using two or more of the monomer component cyclohexyl ester etc.). In addition, (meth) acrylic acid ester means acrylic acid ester and / or methacrylic acid ester, and (meth) of the present invention has the same meaning.
アクリル系ポリマーは、凝集力、耐熱性などの改質を目的として、必要に応じ、前記(メタ)アクリル酸アルキルエステル又はシクロアルキルエステルと共重合可能な他のモノマー成分に対応する単位を含んでいてもよい。この様なモノマー成分として、例えば、アクリル酸、メタクリル酸、カルボキシエチル(メタ)アクリレート、カルボキシペンチル(メタ)アクリレート、イタコン酸、マレイン酸、フマル酸、クロトン酸などのカルボキシル基含有モノマー;無水マレイン酸、無水イタコン酸などの酸無水物モノマー;(メタ)アクリル酸2-ヒドロキシエチル、(メタ)アクリル酸2-ヒドロキシプロピル、(メタ)アクリル酸4-ヒドロキシブチル、(メタ)アクリル酸6-ヒドロキシヘキシル、(メタ)アクリル酸8-ヒドロキシオクチル、(メタ)アクリル酸10-ヒドロキシデシル、(メタ)アクリル酸12-ヒドロキシラウリル、(4-ヒドロキシメチルシクロヘキシル)メチル(メタ)アクリレートなどのヒドロキシル基含有モノマー;スチレンスルホン酸、アリルスルホン酸、2-(メタ)アクリルアミド-2-メチルプロパンスルホン酸、(メタ)アクリルアミドプロパンスルホン酸、スルホプロピル(メタ)アクリレート、(メタ)アクリロイルオキシナフタレンスルホン酸などのスルホン酸基含有モノマー;2-ヒドロキシエチルアクリロイルホスフェートなどのリン酸基含有モノマー;アクリルアミド、アクリロニトリルなどが挙げられる。これら共重合可能なモノマー成分は、1種又は2種以上使用できる。これら共重合可能なモノマーの使用量は、全モノマー成分の40重量%以下が好ましい。
The acrylic polymer contains units corresponding to other monomer components copolymerizable with the (meth) acrylic acid alkyl ester or cycloalkyl ester, if necessary, for the purpose of modifying cohesive force, heat resistance and the like. May be. Examples of such monomer components include, for example, carboxyl group-containing monomers such as acrylic acid, methacrylic acid, carboxyethyl (meth) acrylate, carboxypentyl (meth) acrylate, itaconic acid, maleic acid, fumaric acid, and crotonic acid; maleic anhydride Acid anhydride monomers such as itaconic anhydride; 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, 6-hydroxyhexyl (meth) acrylate Hydroxyl group-containing monomers such as 8-hydroxyoctyl (meth) acrylate, 10-hydroxydecyl (meth) acrylate, 12-hydroxylauryl (meth) acrylate, (4-hydroxymethylcyclohexyl) methyl (meth) acrylate; Sti Contains sulfonic acid groups such as ethylene sulfonic acid, allyl sulfonic acid, 2- (meth) acrylamide-2-methylpropane sulfonic acid, (meth) acrylamide propane sulfonic acid, sulfopropyl (meth) acrylate, (meth) acryloyloxynaphthalene sulfonic acid Monomers; Phosphoric acid group-containing monomers such as 2-hydroxyethylacryloyl phosphate; acrylamide, acrylonitrile and the like. One or more of these copolymerizable monomer components can be used. The amount of these copolymerizable monomers used is preferably 40% by weight or less based on the total monomer components.
更に、アクリル系ポリマーは、架橋させる為、多官能性モノマーなども、必要に応じて共重合用モノマー成分として含むことができる。この様な多官能性モノマーとして、例えば、ヘキサンジオールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレートなどが挙げられる。これらの多官能性モノマーも1種又は2種以上用いることができる。多官能性モノマーの使用量は、粘着特性などの点から、全モノマー成分の30重量%以下が好ましい。
Furthermore, since the acrylic polymer is cross-linked, a polyfunctional monomer or the like can be included as a monomer component for copolymerization as necessary. Examples of such polyfunctional monomers include hexanediol di (meth) acrylate, (poly) ethylene glycol di (meth) acrylate, (poly) propylene glycol di (meth) acrylate, neopentyl glycol di (meth) acrylate, Pentaerythritol di (meth) acrylate, trimethylolpropane tri (meth) acrylate, pentaerythritol tri (meth) acrylate, dipentaerythritol hexa (meth) acrylate, epoxy (meth) acrylate, polyester (meth) acrylate, urethane (meth) An acrylate etc. are mentioned. These polyfunctional monomers can also be used alone or in combination of two or more. The amount of the polyfunctional monomer used is preferably 30% by weight or less of the total monomer components from the viewpoint of adhesive properties and the like.
アクリル系ポリマーは、単一モノマー又は2種以上のモノマー混合物を重合に付すことにより得られる。重合は、溶液重合、乳化重合、塊状重合、懸濁重合などの何れの方式で行うこともできる。清浄な被着体への汚染防止などの点から、低分子量物質の含有量が小さいのが好ましい。この点から、アクリル系ポリマーの数平均分子量は、好ましくは30万以上、更に好ましくは40万~300万程度である。
The acrylic polymer can be obtained by subjecting a single monomer or a mixture of two or more monomers to polymerization. The polymerization can be carried out by any method such as solution polymerization, emulsion polymerization, bulk polymerization, suspension polymerization and the like. From the viewpoint of preventing contamination of a clean adherend, it is preferable that the content of the low molecular weight substance is small. From this point, the number average molecular weight of the acrylic polymer is preferably 300,000 or more, more preferably about 400,000 to 3 million.
また、前記粘着剤には、ベースポリマーであるアクリル系ポリマーなどの数平均分子量を高める為、外部架橋剤を適宜に採用することもできる。外部架橋方法の具体的手段としては、ポリイソシアネート化合物、エポキシ化合物、アジリジン化合物、メラミン系架橋剤などのいわゆる架橋剤を添加し反応させる方法が挙げられる。外部架橋剤を使用する場合、その使用量は、架橋すべきベースポリマーとのバランスにより、更には、粘着剤としての使用用途によって適宜決定される。一般的には、前記ベースポリマー100重量部に対して、5重量部程度以下、更には0.1~5重量部配合するのが好ましい。更に、粘着剤には、必要により、前記成分のほかに、従来公知の各種の粘着付与剤、老化防止剤などの添加剤を用いてもよい。
In addition, an external cross-linking agent can be appropriately employed for the pressure-sensitive adhesive in order to increase the number average molecular weight of an acrylic polymer as a base polymer. Specific examples of the external crosslinking method include a method of adding a so-called crosslinking agent such as a polyisocyanate compound, an epoxy compound, an aziridine compound, or a melamine crosslinking agent and reacting them. When using an external cross-linking agent, the amount used is appropriately determined depending on the balance with the base polymer to be cross-linked and further depending on the intended use as an adhesive. Generally, it is preferable to add about 5 parts by weight or less, more preferably 0.1 to 5 parts by weight, with respect to 100 parts by weight of the base polymer. Furthermore, additives such as various conventionally known tackifiers and anti-aging agents may be used for the pressure-sensitive adhesive, if necessary, in addition to the above components.
粘着剤層2は放射線硬化型粘着剤により形成することができる。放射線硬化型粘着剤は、紫外線などの放射線の照射により架橋度を増大させてその粘着力を容易に低下させることができる。
The pressure-sensitive adhesive layer 2 can be formed of a radiation curable pressure-sensitive adhesive. The radiation curable pressure-sensitive adhesive can easily reduce its adhesive strength by increasing the degree of crosslinking by irradiation with radiation such as ultraviolet rays.
図1に示す粘着剤層2のワーク貼り付け部分に対応する部分2aのみを放射線照射することにより他の部分2bとの粘着力の差を設けることができる。この場合、未硬化の放射線硬化型粘着剤により形成されている前記部分2bはフィルム状接着剤3と粘着し、ダイシングする際の保持力を確保できる。
By irradiating only the part 2a corresponding to the work pasting part of the pressure-sensitive adhesive layer 2 shown in FIG. 1, a difference in adhesive force with the other part 2b can be provided. In this case, the said part 2b currently formed with the uncured radiation-curing-type adhesive can adhere to the film adhesive 3, and can ensure the retention strength at the time of dicing.
また、図2に示すフィルム状接着剤3に合わせて放射線硬化型の粘着剤層2を硬化させることにより、粘着力が著しく低下した前記部分2aを形成できる。この場合、未硬化の放射線硬化型粘着剤により形成されている前記部分2bにウエハリングを固定できる。
Moreover, the said part 2a in which adhesive force fell remarkably can be formed by hardening the radiation-curing-type adhesive layer 2 according to the film adhesive 3 shown in FIG. In this case, the wafer ring can be fixed to the portion 2b formed of the uncured radiation curable adhesive.
つまり、粘着剤層2を放射線硬化型粘着剤により形成する場合には、粘着剤層2における前記部分2aの粘着力<その他の部分2bの粘着力、となるように前記部分2aを放射線照射することが好ましい。
That is, when the pressure-sensitive adhesive layer 2 is formed of a radiation curable pressure-sensitive adhesive, the portion 2a is irradiated with radiation so that the pressure-sensitive adhesive force of the portion 2a in the pressure-sensitive adhesive layer 2 <the pressure-sensitive adhesive strength of the other portion 2b. It is preferable.
放射線硬化型粘着剤は、炭素-炭素二重結合などの放射線硬化性の官能基を有し、かつ粘着性を示すものを特に制限なく使用することができる。放射線硬化型粘着剤としては、例えば、前記アクリル系粘着剤、ゴム系粘着剤などの一般的な感圧性粘着剤に、放射線硬化性のモノマー成分やオリゴマー成分を配合した添加型の放射線硬化型粘着剤を例示できる。
As the radiation curable pressure-sensitive adhesive, those having a radiation curable functional group such as a carbon-carbon double bond and exhibiting adhesiveness can be used without particular limitation. Examples of the radiation curable pressure-sensitive adhesive include an addition-type radiation curable pressure-sensitive adhesive in which a radiation-curable monomer component or oligomer component is blended with a general pressure-sensitive pressure-sensitive adhesive such as the acrylic pressure-sensitive adhesive or rubber-based pressure-sensitive adhesive. An agent can be illustrated.
配合する放射線硬化性のモノマー成分としては、例えば、ウレタンオリゴマー、ウレタン(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、テトラメチロールメタンテトラ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリストールテトラ(メタ)アクリレート、ジペンタエリストールモノヒドロキシペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、1,4-ブタンジオールジ(メタ)アクリレートなどが挙げられる。また放射線硬化性のオリゴマー成分はウレタン系、ポリエーテル系、ポリエステル系、ポリカーボネート系、ポリブタジエン系など種々のオリゴマーがあげられ、その分子量が100~30000程度の範囲のものが適当である。放射線硬化性のモノマー成分やオリゴマー成分の配合量は、前記粘着剤層の種類に応じて、粘着剤層の粘着力を低下できる量を、適宜に決定することができる。一般的には、粘着剤を構成するアクリル系ポリマーなどのベースポリマー100重量部に対して、例えば5~500重量部、好ましくは40~150重量部程度である。
Examples of the radiation curable monomer component to be blended include urethane oligomer, urethane (meth) acrylate, trimethylolpropane tri (meth) acrylate, tetramethylolmethane tetra (meth) acrylate, pentaerythritol tri (meth) acrylate, and pentaerythritol. Stall tetra (meth) acrylate, dipentaerystol monohydroxypenta (meth) acrylate, dipentaerythritol hexa (meth) acrylate, 1,4-butanediol di (meth) acrylate, and the like. Examples of the radiation curable oligomer component include urethane, polyether, polyester, polycarbonate, and polybutadiene oligomers, and those having a molecular weight in the range of about 100 to 30000 are suitable. The compounding amount of the radiation-curable monomer component or oligomer component can be appropriately determined in accordance with the type of the pressure-sensitive adhesive layer, and the amount capable of reducing the adhesive strength of the pressure-sensitive adhesive layer. In general, the amount is, for example, about 5 to 500 parts by weight, preferably about 40 to 150 parts by weight with respect to 100 parts by weight of a base polymer such as an acrylic polymer constituting the pressure-sensitive adhesive.
また、放射線硬化型粘着剤としては、前記説明した添加型の放射線硬化型粘着剤のほかに、ベースポリマーとして、炭素-炭素二重結合をポリマー側鎖又は主鎖中もしくは主鎖末端に有するものを用いた内在型の放射線硬化型粘着剤が挙げられる。内在型の放射線硬化型粘着剤は、低分子成分であるオリゴマー成分などを含有する必要がなく、又は多くは含まない為、経時的にオリゴマー成分などが粘着剤在中を移動することなく、安定した層構造の粘着剤層を形成することができる為好ましい。
In addition to the additive-type radiation-curable pressure-sensitive adhesive described above, the radiation-curable pressure-sensitive adhesive has a carbon-carbon double bond in the polymer side chain, main chain, or main chain terminal as a base polymer. Intrinsic radiation curable pressure sensitive adhesives using Intrinsic radiation curable adhesives do not need to contain oligomer components, which are low molecular components, or do not contain many, so the oligomer components do not move through the adhesive over time and are stable. It is preferable because an adhesive layer having a layered structure can be formed.
前記炭素-炭素二重結合を有するベースポリマーは、炭素-炭素二重結合を有し、かつ粘着性を有するものを特に制限なく使用できる。この様なベースポリマーとしては、アクリル系ポリマーを基本骨格とするものが好ましい。アクリル系ポリマーの基本骨格としては、前記例示したアクリル系ポリマーが挙げられる。
As the base polymer having a carbon-carbon double bond, those having a carbon-carbon double bond and having adhesiveness can be used without particular limitation. As such a base polymer, those having an acrylic polymer as a basic skeleton are preferable. Examples of the basic skeleton of the acrylic polymer include the acrylic polymers exemplified above.
前記アクリル系ポリマーへの炭素-炭素二重結合の導入法は特に制限されず、様々な方法を採用できるが、炭素-炭素二重結合はポリマー側鎖に導入するのが分子設計が容易である。例えば、予め、アクリル系ポリマーに官能基を有するモノマーを共重合した後、この官能基と反応しうる官能基及び炭素-炭素二重結合を有する化合物を、炭素-炭素二重結合の放射線硬化性を維持したまま縮合又は付加反応させる方法が挙げられる。
The method for introducing the carbon-carbon double bond into the acrylic polymer is not particularly limited, and various methods can be adopted. However, the carbon-carbon double bond can be easily introduced into the polymer side chain for easy molecular design. . For example, after a monomer having a functional group is copolymerized in advance with an acrylic polymer, a compound having a functional group capable of reacting with the functional group and a carbon-carbon double bond is converted into a radiation-curable carbon-carbon double bond. A method of performing condensation or addition reaction while maintaining the above.
これら官能基の組合せの例としては、カルボン酸基とエポキシ基、カルボン酸基とアジリジル基、ヒドロキシル基とイソシアネート基などが挙げられる。これら官能基の組合せのなかでも反応追跡の容易さから、ヒドロキシル基とイソシアネート基との組合せが好適である。また、これら官能基の組み合わせにより、前記炭素-炭素二重結合を有するアクリル系ポリマーを生成するような組合せであれば、官能基はアクリル系ポリマーと前記化合物のいずれの側にあってもよいが、前記の好ましい組み合わせでは、アクリル系ポリマーがヒドロキシル基を有し、前記化合物がイソシアネート基を有する場合が好適である。この場合、炭素-炭素二重結合を有するイソシアネート化合物としては、例えば、メタクリロイルイソシアネート、2-メタクリロイルオキシエチルイソシアネート、m-イソプロペニル-α,α-ジメチルベンジルイソシアネートなどが挙げられる。また、アクリル系ポリマーとしては、前記例示のヒドロキシ基含有モノマーや2-ヒドロキシエチルビニルエーテル、4-ヒドロキシブチルビニルエーテル、ジエチレングルコールモノビニルエーテルのエーテル系化合物などを共重合したものが用いられる。
Examples of combinations of these functional groups include carboxylic acid groups and epoxy groups, carboxylic acid groups and aziridyl groups, hydroxyl groups and isocyanate groups. Among these combinations of functional groups, a combination of a hydroxyl group and an isocyanate group is preferable because of easy tracking of the reaction. In addition, the functional group may be on either side of the acrylic polymer and the compound as long as the combination of these functional groups generates an acrylic polymer having the carbon-carbon double bond. In the preferable combination, it is preferable that the acrylic polymer has a hydroxyl group and the compound has an isocyanate group. In this case, examples of the isocyanate compound having a carbon-carbon double bond include methacryloyl isocyanate, 2-methacryloyloxyethyl isocyanate, m-isopropenyl-α, α-dimethylbenzyl isocyanate, and the like. As the acrylic polymer, those obtained by copolymerizing the above-mentioned exemplified hydroxy group-containing monomers, ether compounds of 2-hydroxyethyl vinyl ether, 4-hydroxybutyl vinyl ether, diethylene glycol monovinyl ether, or the like are used.
前記内在型の放射線硬化型粘着剤は、前記炭素-炭素二重結合を有するベースポリマー(特にアクリル系ポリマー)を単独で使用することができるが、特性を悪化させない程度に前記放射線硬化性のモノマー成分やオリゴマー成分を配合することもできる。放射線硬化性のオリゴマー成分などは、通常ベースポリマー100重量部に対して30重量部の範囲内であり、好ましくは0~10重量部の範囲である。
As the intrinsic radiation curable pressure-sensitive adhesive, the base polymer (particularly acrylic polymer) having the carbon-carbon double bond can be used alone, but the radiation curable monomer does not deteriorate the characteristics. Components and oligomer components can also be blended. The radiation-curable oligomer component is usually in the range of 30 parts by weight, preferably in the range of 0 to 10 parts by weight, based on 100 parts by weight of the base polymer.
前記放射線硬化型粘着剤には、紫外線などにより硬化させる場合には光重合開始剤を含有させる。光重合開始剤としては、例えば、4-(2-ヒドロキシエトキシ)フェニル(2-ヒドロキシ-2-プロピル)ケトン、α-ヒドロキシ-α,α’-ジメチルアセトフェノン、2-メチル-2-ヒドロキシプロピオフェノン、1-ヒドロキシシクロヘキシルフェニルケトンなどのα-ケトール系化合物;メトキシアセトフェノン、2,2-ジメトキシ-2-フェニルアセトフエノン、2,2-ジエトキシアセトフェノン、2-メチル-1-[4-(メチルチオ)-フェニル]-2-モルホリノプロパン-1などのアセトフェノン系化合物;ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、アニソインメチルエーテルなどのベンゾインエーテル系化合物;ベンジルジメチルケタールなどのケタール系化合物;2-ナフタレンスルホニルクロリドなどの芳香族スルホニルクロリド系化合物;1-フェノン-1,1―プロパンジオン-2-(o-エトキシカルボニル)オキシムなどの光活性オキシム系化合物;ベンゾフェノン、ベンゾイル安息香酸、3,3’-ジメチル-4-メトキシベンゾフェノンなどのベンゾフェノン系化合物;チオキサンソン、2-クロロチオキサンソン、2-メチルチオキサンソン、2,4-ジメチルチオキサンソン、イソプロピルチオキサンソン、2,4-ジクロロチオキサンソン、2,4-ジエチルチオキサンソン、2,4-ジイソプロピルチオキサンソンなどのチオキサンソン系化合物;カンファーキノン;ハロゲン化ケトン;アシルホスフィノキシド;アシルホスフォナートなどが挙げられる。光重合開始剤の配合量は、粘着剤を構成するアクリル系ポリマーなどのベースポリマー100重量部に対して、例えば0.05~20重量部程度である。
The radiation curable pressure-sensitive adhesive contains a photopolymerization initiator when cured by ultraviolet rays or the like. Examples of the photopolymerization initiator include 4- (2-hydroxyethoxy) phenyl (2-hydroxy-2-propyl) ketone, α-hydroxy-α, α'-dimethylacetophenone, 2-methyl-2-hydroxypropio Α-ketol compounds such as phenone and 1-hydroxycyclohexyl phenyl ketone; methoxyacetophenone, 2,2-dimethoxy-2-phenylacetophenone, 2,2-diethoxyacetophenone, 2-methyl-1- [4- ( Acetophenone compounds such as methylthio) -phenyl] -2-morpholinopropane-1; benzoin ether compounds such as benzoin ethyl ether, benzoin isopropyl ether and anisoin methyl ether; ketal compounds such as benzyldimethyl ketal; 2-naphthalenesulfo Aromatic sulfonyl chloride compounds such as luchloride; photoactive oxime compounds such as 1-phenone-1,1-propanedione-2- (o-ethoxycarbonyl) oxime; benzophenone, benzoylbenzoic acid, 3,3′-dimethyl Benzophenone compounds such as -4-methoxybenzophenone; thioxanthone, 2-chlorothioxanthone, 2-methylthioxanthone, 2,4-dimethylthioxanthone, isopropylthioxanthone, 2,4-dichlorothioxanthone, 2 Thioxanthone compounds such as 1,4-diethylthioxanthone and 2,4-diisopropylthioxanthone; camphorquinone; halogenated ketone; acyl phosphinoxide; acyl phosphonate. The blending amount of the photopolymerization initiator is, for example, about 0.05 to 20 parts by weight with respect to 100 parts by weight of the base polymer such as an acrylic polymer constituting the pressure-sensitive adhesive.
また放射線硬化型粘着剤としては、例えば、特開昭60-196956号公報に開示されている、不飽和結合を2個以上有する付加重合性化合物、エポキシ基を有するアルコキシシランなどの光重合性化合物と、カルボニル化合物、有機硫黄化合物、過酸化物、アミン、オニウム塩系化合物などの光重合開始剤とを含有するゴム系粘着剤やアクリル系粘着剤などが挙げられる。
Examples of the radiation curable pressure-sensitive adhesive include photopolymerizable compounds such as an addition polymerizable compound having two or more unsaturated bonds and an alkoxysilane having an epoxy group disclosed in JP-A-60-196956. And rubber-based pressure-sensitive adhesives and acrylic pressure-sensitive adhesives containing photopolymerization initiators such as carbonyl compounds, organic sulfur compounds, peroxides, amines, and onium salt-based compounds.
前記放射線硬化型の粘着剤層2中には、必要に応じて、放射線照射により着色する化合物を含有させることもできる。放射線照射により、着色する化合物を粘着剤層2に含ませることによって、放射線照射された部分のみを着色することができる。放射線照射により着色する化合物は、放射線照射前には無色又は淡色であるが、放射線照射により有色となる化合物であり、例えば、ロイコ染料などが挙げられる。放射線照射により着色する化合物の使用割合は、適宜設定できる。
The radiation curable pressure-sensitive adhesive layer 2 can contain a compound that is colored by irradiation with radiation, if necessary. By including a compound to be colored in the pressure-sensitive adhesive layer 2 by irradiation with radiation, only the irradiated portion can be colored. The compound that is colored by irradiation with radiation is a colorless or light color compound before irradiation with radiation, but becomes a color by irradiation with radiation, and examples thereof include leuco dyes. The use ratio of the compound colored by radiation irradiation can be set as appropriate.
粘着剤層2の厚さは、特に限定されないが、チップ切断面の欠け防止や接着層の固定保持の両立性などの点よりは、1~50μm程度であるのが好ましい。好ましくは2~30μm、更には5~25μmが好ましい。
The thickness of the pressure-sensitive adhesive layer 2 is not particularly limited, but it is preferably about 1 to 50 μm from the viewpoint of preventing chipping of the chip cut surface and compatibility of fixing and holding the adhesive layer. The thickness is preferably 2 to 30 μm, more preferably 5 to 25 μm.
フィルム状接着剤付きダイシングテープ10のフィルム状接着剤3は、セパレータにより保護されていることが好ましい(図示せず)。セパレータは、実用に供するまでフィルム状接着剤3を保護する保護材としての機能を有している。セパレータはフィルム状接着剤3上にワークを貼着する際に剥がされる。セパレータとしては、ポリエチレンテレフタレート(PET)、ポリエチレン、ポリプロピレンや、フッ素系剥離剤、長鎖アルキルアクリレート系剥離剤などの剥離剤により表面コートされたプラスチックフィルムや紙なども使用可能である。
The film adhesive 3 of the dicing tape 10 with a film adhesive is preferably protected by a separator (not shown). The separator has a function as a protective material for protecting the film adhesive 3 until it is put into practical use. The separator is peeled off when the workpiece is stuck on the film adhesive 3. As the separator, it is also possible to use polyethylene terephthalate (PET), polyethylene, polypropylene, a plastic film or paper whose surface is coated with a release agent such as a fluorine release agent or a long-chain alkyl acrylate release agent.
フィルム状接着剤付きダイシングテープ10は、通常の方法で製造できる。例えば、ダイシングテープ11の粘着剤層2とフィルム状接着剤3とを貼り合わせることで、フィルム状接着剤付きダイシングテープ10を製造できる。
The dicing tape 10 with a film adhesive can be manufactured by a normal method. For example, the dicing tape 10 with a film adhesive can be manufactured by bonding the pressure-sensitive adhesive layer 2 of the dicing tape 11 and the film adhesive 3 together.
剥離温度25℃、剥離速度300mm/minの条件下で、フィルム状接着剤3をダイシングテープ11から引き剥がしたときの剥離力が0.01~3.00N/20mmであることが好ましい。0.01N/20mm未満であると、ダイシング時にチップ飛びが発生するおそれがある。一方、3.00N/20mmを超えると、ピックアップが困難になる傾向がある。
剥離温度25℃、剥離速度300mm/minの条件下で、フィルム状接着剤3をダイシングテープ11から引き剥がしたときの剥離力は、実施例に記載の方法で測定できる。 The peeling force when thefilm adhesive 3 is peeled off from the dicing tape 11 under the conditions of a peeling temperature of 25 ° C. and a peeling speed of 300 mm / min is preferably 0.01 to 3.00 N / 20 mm. If it is less than 0.01 N / 20 mm, there is a risk of chip jumping during dicing. On the other hand, if it exceeds 3.00 N / 20 mm, the pickup tends to be difficult.
The peeling force when thefilm adhesive 3 is peeled from the dicing tape 11 under the conditions of a peeling temperature of 25 ° C. and a peeling speed of 300 mm / min can be measured by the method described in the examples.
剥離温度25℃、剥離速度300mm/minの条件下で、フィルム状接着剤3をダイシングテープ11から引き剥がしたときの剥離力は、実施例に記載の方法で測定できる。 The peeling force when the
The peeling force when the
図3を参照しながら、フィルム状接着剤付きダイシングテープ10を用いて半導体装置を製造する方法の一例を説明する。
An example of a method for manufacturing a semiconductor device using the dicing tape with a film adhesive 10 will be described with reference to FIG.
先ず、フィルム状接着剤付きダイシングテープ10におけるフィルム状接着剤3の半導体ウエハ貼り付け部分3a上に半導体ウエハ4を圧着し、これを接着保持させて固定する(貼り付け工程)。本工程は、圧着ロールなどの押圧手段により押圧しながら行う。このとき、40℃程度の低温で圧着できる。具体的には、圧着温度(貼り付け温度)は、35℃以上が好ましく、37℃以上がより好ましい。圧着温度の上限は低い方が好ましく、好ましくは50℃以下、より好ましくは45℃以下、さらに好ましくは43℃以下である。40℃程度の低温で半導体ウエハ4に張り付けできるので、半導体ウエハ4への熱影響を防止でき、半導体ウエハ4の反りを抑制できる。
First, the semiconductor wafer 4 is pressure-bonded onto the semiconductor wafer attaching portion 3a of the film adhesive 3 in the dicing tape 10 with a film adhesive, and this is bonded and held (fixing step). This step is performed while pressing with a pressing means such as a pressure roll. At this time, it can be crimped at a low temperature of about 40 ° C. Specifically, the pressure bonding temperature (sticking temperature) is preferably 35 ° C. or higher, and more preferably 37 ° C. or higher. The upper limit of the pressure bonding temperature is preferably lower, preferably 50 ° C. or lower, more preferably 45 ° C. or lower, and further preferably 43 ° C. or lower. Since it can be attached to the semiconductor wafer 4 at a low temperature of about 40 ° C., the thermal effect on the semiconductor wafer 4 can be prevented and the warpage of the semiconductor wafer 4 can be suppressed.
また、圧力は、1×105~1×107Paであることが好ましく、2×105~8×106Paであることがより好ましい。また、貼付時間としては、1秒~5分が好ましく、1分~3分がより好ましい。
The pressure is preferably 1 × 10 5 to 1 × 10 7 Pa, and more preferably 2 × 10 5 to 8 × 10 6 Pa. The sticking time is preferably 1 second to 5 minutes, more preferably 1 minute to 3 minutes.
次に、半導体ウエハ4のダイシングを行う。これにより、半導体ウエハ4を所定のサイズに切断して個片化し、半導体チップ5を製造する。ダイシングは、例えば半導体ウエハ4の回路面側から常法に従い行われる。また、本工程では、例えばフィルム状接着剤付きダイシングテープ10まで切込みを行なうフルカットと呼ばれる切断方式などを採用できる。本工程で用いるダイシング装置としては特に限定されず、従来公知のものを用いることができる。また、半導体ウエハ4は、フィルム状接着剤付きダイシングテープ10により接着固定されているので、チップ欠けやチップ飛びを抑制できると共に、半導体ウエハ4の破損も抑制できる。
Next, dicing of the semiconductor wafer 4 is performed. Thereby, the semiconductor wafer 4 is cut into a predetermined size and separated into individual pieces, and the semiconductor chip 5 is manufactured. Dicing is performed according to a conventional method, for example, from the circuit surface side of the semiconductor wafer 4. Further, in this step, for example, a cutting method called full cut in which cutting is performed up to the dicing tape 10 with a film adhesive can be employed. It does not specifically limit as a dicing apparatus used at this process, A conventionally well-known thing can be used. Moreover, since the semiconductor wafer 4 is bonded and fixed by the dicing tape 10 with a film adhesive, chip chipping and chip jump can be suppressed, and damage to the semiconductor wafer 4 can also be suppressed.
フィルム状接着剤付きダイシングテープ10に接着固定された半導体チップ5を剥離する為に、半導体チップ5のピックアップを行う。ピックアップの方法としては特に限定されず、従来公知の種々の方法を採用できる。例えば、個々の半導体チップ5をフィルム状接着剤付きダイシングテープ10側からニードルによって突き上げ、突き上げられた半導体チップ5をピックアップ装置によってピックアップする方法などが挙げられる。
The semiconductor chip 5 is picked up in order to peel off the semiconductor chip 5 bonded and fixed to the dicing tape with film adhesive 10. The pickup method is not particularly limited, and various conventionally known methods can be employed. For example, there is a method in which each semiconductor chip 5 is pushed up by a needle from the dicing tape 10 with film adhesive, and the pushed-up semiconductor chip 5 is picked up by a pickup device.
ここでピックアップは、粘着剤層2が紫外線硬化型である場合、該粘着剤層2に紫外線を照射した後に行う。これにより、粘着剤層2のフィルム状接着剤3に対する粘着力が低下し、半導体チップ5の剥離が容易になる。その結果、半導体チップ5を損傷させることなくピックアップが可能となる。紫外線照射の際の照射強度、照射時間などの条件は特に限定されず、適宜必要に応じて設定すればよい。
Here, when the pressure-sensitive adhesive layer 2 is an ultraviolet curable type, the pickup is performed after the pressure-sensitive adhesive layer 2 is irradiated with ultraviolet rays. Thereby, the adhesive force with respect to the film adhesive 3 of the adhesive layer 2 falls, and peeling of the semiconductor chip 5 becomes easy. As a result, the pickup can be performed without damaging the semiconductor chip 5. Conditions such as irradiation intensity and irradiation time at the time of ultraviolet irradiation are not particularly limited, and may be set as necessary.
ピックアップした半導体チップ5は、フィルム状接着剤3を介して被着体6に接着固定する(ダイアタッチ)。
The picked-up semiconductor chip 5 is bonded and fixed to the adherend 6 via the film adhesive 3 (die attach).
ダイアタッチ温度は、好ましくは80℃以上、より好ましくは90℃以上である。また、ダイアタッチ温度は、好ましくは150℃以下、より好ましくは130℃以下である。150℃以下とすることにより、ダイアタッチ後の反りの発生を防止できる。
The die attach temperature is preferably 80 ° C. or higher, more preferably 90 ° C. or higher. The die attach temperature is preferably 150 ° C. or lower, more preferably 130 ° C. or lower. By setting the temperature to 150 ° C. or lower, it is possible to prevent warping after die attachment.
続いて、加熱によりフィルム状接着剤3を熱硬化させて、半導体チップ5と被着体6とを接着させる。好ましくは、加圧雰囲気下での加熱によりフィルム状接着剤3を熱硬化させて、半導体チップ5と被着体6とを接着させる。加圧雰囲気下でフィルム状接着剤3を熱硬化させることにより、フィルム状接着剤3と被着体6との間に存在するボイドを消滅させることが可能で、フィルム状接着剤3が被着体6と接触する面積を確保できる。
Subsequently, the film adhesive 3 is thermally cured by heating, and the semiconductor chip 5 and the adherend 6 are bonded. Preferably, the film adhesive 3 is thermally cured by heating in a pressurized atmosphere, and the semiconductor chip 5 and the adherend 6 are bonded. By thermally curing the film adhesive 3 in a pressurized atmosphere, voids existing between the film adhesive 3 and the adherend 6 can be eliminated, and the film adhesive 3 is adhered. An area in contact with the body 6 can be secured.
加圧雰囲気の圧力は、好ましくは0.5kg/cm2(4.9×10-2MPa)以上、より好ましくは1kg/cm2(9.8×10-2MPa)以上、さらに好ましくは5kg/cm2(4.9×10-1MPa)以上である。0.5kg/cm2以上であると、フィルム状接着剤3と被着体6との間に存在するボイドを容易に消滅させることができる。加圧雰囲気の圧力は、好ましくは20kg/cm2(1.96MPa)以下、より好ましくは18kg/cm2(1.77MPa)以下、さらに好ましくは15kg/cm2(1.47MPa)以下である。20kg/cm2以下であると、過度な加圧によるフィルム状接着剤3のはみ出しを抑制できる。
The pressure of the pressurized atmosphere is preferably 0.5 kg / cm 2 (4.9 × 10 −2 MPa) or more, more preferably 1 kg / cm 2 (9.8 × 10 −2 MPa) or more, and further preferably 5 kg. / Cm 2 (4.9 × 10 −1 MPa) or more. If it is 0.5 kg / cm 2 or more, voids existing between the film adhesive 3 and the adherend 6 can be easily eliminated. The pressure of the pressurized atmosphere is preferably 20kg / cm 2 (1.96MPa), more preferably 18kg / cm 2 (1.77MPa) or less, more preferably not more than 15kg / cm 2 (1.47MPa). The protrusion of the film adhesive 3 due to excessive pressurization can be suppressed as it is 20 kg / cm 2 or less.
加熱処理の温度は、好ましくは80℃以上、より好ましくは170℃以上である。加熱処理の温度は、好ましくは200℃以下、より好ましくは180℃以下である。加熱処理の温度が上記範囲であると、良好に接着できる。また、加熱処理の時間は、適宜設定できる。
The temperature of the heat treatment is preferably 80 ° C. or higher, more preferably 170 ° C. or higher. The temperature of the heat treatment is preferably 200 ° C. or lower, more preferably 180 ° C. or lower. Adhesion can be satisfactorily performed when the temperature of the heat treatment is within the above range. Moreover, the time of heat processing can be set suitably.
次に、被着体6の端子部(インナーリード)の先端と半導体チップ5上の電極パッド(図示しない)とをボンディングワイヤー7で電気的に接続するワイヤーボンディング工程を行う。ボンディングワイヤー7としては、例えば金線、アルミニウム線又は銅線などが用いられる。ワイヤーボンディングを行う際の温度は、好ましくは80℃以上、より好ましくは120℃以上であり、該温度は、好ましくは250℃以下、より好ましくは175℃以下である。また、その加熱時間は数秒~数分間(例えば、1秒~1分間)行われる。結線は、前記温度範囲内となる様に加熱された状態で、超音波による振動エネルギーと印加加圧による圧着エネルギーの併用により行われる。
Next, a wire bonding step of electrically connecting the tip of the terminal portion (inner lead) of the adherend 6 and an electrode pad (not shown) on the semiconductor chip 5 with the bonding wire 7 is performed. As the bonding wire 7, for example, a gold wire, an aluminum wire or a copper wire is used. The temperature during wire bonding is preferably 80 ° C. or higher, more preferably 120 ° C. or higher, and the temperature is preferably 250 ° C. or lower, more preferably 175 ° C. or lower. The heating time is several seconds to several minutes (for example, 1 second to 1 minute). The connection is performed by a combination of vibration energy by ultrasonic waves and pressure energy by pressurization while being heated so as to be within the temperature range.
続いて、封止樹脂8により半導体チップ5を封止する封止工程を行う。本工程は、被着体6に搭載された半導体チップ5やボンディングワイヤー7を保護する為に行われる。本工程は、封止用の樹脂を金型で成型することにより行う。封止樹脂8としては、例えばエポキシ系の樹脂を使用する。樹脂封止の際の加熱温度は、好ましくは165℃以上、より好ましくは170℃以上であり、該加熱温度は、好ましくは185℃以下、より好ましくは180℃以下である。
Subsequently, a sealing step for sealing the semiconductor chip 5 with the sealing resin 8 is performed. This step is performed to protect the semiconductor chip 5 and the bonding wire 7 mounted on the adherend 6. This step is performed by molding a sealing resin with a mold. As the sealing resin 8, for example, an epoxy resin is used. The heating temperature at the time of resin sealing is preferably 165 ° C. or higher, more preferably 170 ° C. or higher, and the heating temperature is preferably 185 ° C. or lower, more preferably 180 ° C. or lower.
必要に応じて、封止物を更に加熱をしてもよい(後硬化工程)。これにより、封止工程で硬化不足の封止樹脂8を完全に硬化できる。加熱温度は適宜設定できる。
If necessary, the sealed material may be further heated (post-curing step). Thereby, the sealing resin 8 which is insufficiently cured in the sealing process can be completely cured. The heating temperature can be set as appropriate.
以上のとおり、フィルム状接着剤3を用いて半導体チップ5を被着体6にダイアタッチする工程を含む方法により、半導体装置を製造できる。すなわち、フィルム状接着剤3及びフィルム状接着剤3と接する半導体チップ5を備えるダイボンド用チップを被着体6に圧着する工程を含む方法により、半導体装置を製造できる。
As described above, a semiconductor device can be manufactured by a method including the step of die-attaching the semiconductor chip 5 to the adherend 6 using the film adhesive 3. That is, a semiconductor device can be manufactured by a method including a step of pressure-bonding a die bonding chip including the film adhesive 3 and the semiconductor chip 5 in contact with the film adhesive 3 to the adherend 6.
例えば、フィルム状接着剤付きダイシングテープ10のフィルム状接着剤3上に半導体ウエハ4を配置する工程I、フィルム状接着剤3上に配置された半導体ウエハ4をダイシングして半導体チップ5を形成する工程II、工程IIにより形成された半導体チップ5をフィルム状接着剤3とともにピックアップする工程III、及び工程IIIによりピックアップした半導体チップ5をフィルム状接着剤3を介して被着体6にダイアタッチする工程IVを含む方法により、半導体装置を好適に製造できる。
For example, the process I arrange | positions the semiconductor wafer 4 on the film adhesive 3 of the dicing tape 10 with a film adhesive, and the semiconductor wafer 4 arrange | positioned on the film adhesive 3 is diced, and the semiconductor chip 5 is formed. Step II, Step III of picking up the semiconductor chip 5 formed in Step II together with the film adhesive 3, and die attachment of the semiconductor chip 5 picked up in Step III to the adherend 6 through the film adhesive 3 A semiconductor device can be suitably manufactured by the method including the step IV.
以上、第1の本発明について説明した。
The first invention has been described above.
[第2の本発明]
第2の本発明は、導電性粒子以外は第1の本発明と同様である。よって、以下では導電性粒子についてのみ説明する。 [Second Invention]
The second invention is the same as the first invention except for the conductive particles. Therefore, only the conductive particles will be described below.
第2の本発明は、導電性粒子以外は第1の本発明と同様である。よって、以下では導電性粒子についてのみ説明する。 [Second Invention]
The second invention is the same as the first invention except for the conductive particles. Therefore, only the conductive particles will be described below.
第2の本発明のフィルム状接着剤は、導電性粒子を含む。導電性粒子としては、金粒子、銀粒子、銅粒子、被覆粒子などが挙げられる。
The film adhesive of 2nd this invention contains electroconductive particle. Examples of the conductive particles include gold particles, silver particles, copper particles, and coated particles.
被覆粒子は、コア粒子及びコア粒子を被覆する被覆膜を備える。コア粒子は、導電性、非導電性のいずれでもよく、例えば、ガラス粒子などを使用できる。被覆膜としては、金を含む膜、銀を含む膜、銅を含む膜などが挙げられる。
The coated particle includes a core particle and a coating film that coats the core particle. The core particles may be either conductive or non-conductive, and for example, glass particles can be used. Examples of the coating film include a film containing gold, a film containing silver, and a film containing copper.
導電性粒子は、球状の球状粒子を含む。
The conductive particles include spherical spherical particles.
球状粒子の粒度分布において、ピークA及びピークBが少なくとも存在する。具体的には、0.2μm~0.8μmの粒径範囲にピークAが存在し、3μm~15μmの粒径範囲にピークBが存在する。フィルム状接着剤では、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填されることにより、球状粒子同士の接触点が多数形成される。したがって、優れた導電性が得られる。
At least the peak A and the peak B exist in the particle size distribution of the spherical particles. Specifically, the peak A exists in the particle size range of 0.2 μm to 0.8 μm, and the peak B exists in the particle size range of 3 μm to 15 μm. In the film adhesive, the spherical particles forming the peak A are filled between the spherical particles forming the peak B, so that many contact points between the spherical particles are formed. Therefore, excellent conductivity can be obtained.
ピークAは0.2μm以上の粒径範囲に存在するので、球状粒子同士の凝集が発生し難い。
ピークAは0.5μm以上の粒径範囲に存在することが好ましい。
ピークAは0.8μm以下の粒径範囲に存在するので、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。ピークAは0.75μm以下の粒径範囲に存在することが好ましい。 Since the peak A exists in a particle size range of 0.2 μm or more, aggregation of spherical particles hardly occurs.
The peak A is preferably present in a particle size range of 0.5 μm or more.
Since the peak A exists in a particle size range of 0.8 μm or less, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak A is preferably present in a particle size range of 0.75 μm or less.
ピークAは0.5μm以上の粒径範囲に存在することが好ましい。
ピークAは0.8μm以下の粒径範囲に存在するので、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。ピークAは0.75μm以下の粒径範囲に存在することが好ましい。 Since the peak A exists in a particle size range of 0.2 μm or more, aggregation of spherical particles hardly occurs.
The peak A is preferably present in a particle size range of 0.5 μm or more.
Since the peak A exists in a particle size range of 0.8 μm or less, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak A is preferably present in a particle size range of 0.75 μm or less.
ピークBは3μm以上の粒径範囲に存在するので、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。ピークBは3.5μm以上の粒径範囲に存在することが好ましい。
ピークBは15μm以下の粒径範囲に存在するので、フィルム状にした際の表面粗さが抑えられ、被着体に対して安定的に接着させることができる。ピークBは10μm以下の粒径範囲に存在することが好ましく、8μm以下の粒径範囲に存在することがより好ましく、6μm以下の粒径範囲に存在することがさらに好ましい。 Since the peak B exists in the particle size range of 3 μm or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak B is preferably present in a particle size range of 3.5 μm or more.
Since the peak B exists in a particle size range of 15 μm or less, the surface roughness when the film is formed can be suppressed and can be stably adhered to the adherend. The peak B is preferably present in a particle size range of 10 μm or less, more preferably in a particle size range of 8 μm or less, and further preferably in a particle size range of 6 μm or less.
ピークBは15μm以下の粒径範囲に存在するので、フィルム状にした際の表面粗さが抑えられ、被着体に対して安定的に接着させることができる。ピークBは10μm以下の粒径範囲に存在することが好ましく、8μm以下の粒径範囲に存在することがより好ましく、6μm以下の粒径範囲に存在することがさらに好ましい。 Since the peak B exists in the particle size range of 3 μm or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak B is preferably present in a particle size range of 3.5 μm or more.
Since the peak B exists in a particle size range of 15 μm or less, the surface roughness when the film is formed can be suppressed and can be stably adhered to the adherend. The peak B is preferably present in a particle size range of 10 μm or less, more preferably in a particle size range of 8 μm or less, and further preferably in a particle size range of 6 μm or less.
ピークBの粒径のピークAの粒径に対する比(ピークBの粒径/ピークAの粒径)が5以上であり、好ましくは7以上である。5以上であるので、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。
一方、ピークBの粒径のピークAの粒径に対する比が15以下であり、好ましくは10以下である。15以下であるので、球状粒子を高充填できる。 The ratio of the peak B particle size to the peak A particle size (peak B particle size / peak A particle size) is 5 or more, preferably 7 or more. Since it is 5 or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B.
On the other hand, the ratio of the particle size of peak B to the particle size of peak A is 15 or less, preferably 10 or less. Since it is 15 or less, spherical particles can be highly filled.
一方、ピークBの粒径のピークAの粒径に対する比が15以下であり、好ましくは10以下である。15以下であるので、球状粒子を高充填できる。 The ratio of the peak B particle size to the peak A particle size (peak B particle size / peak A particle size) is 5 or more, preferably 7 or more. Since it is 5 or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B.
On the other hand, the ratio of the particle size of peak B to the particle size of peak A is 15 or less, preferably 10 or less. Since it is 15 or less, spherical particles can be highly filled.
球状粒子の粒度分布において、ピークA及びピークB以外のピークが存在してもよい。
In the particle size distribution of the spherical particles, peaks other than peak A and peak B may exist.
なお、球状粒子の粒度分布は、実施例に記載の方法で測定できる。
The particle size distribution of the spherical particles can be measured by the method described in the examples.
球状粒子の平均粒径は好ましくは1μm以上であり、より好ましくは1.5μm以上である。1μm以上であると、良好な凹凸追従性が得られる。また、球状粒子の平均粒径は好ましくは10μm以下であり、より好ましくは8μm以下、さらに好ましくは5μm以下である。10μm以下であると、フィルム成形性が良好である。
なお、球状粒子の平均粒径は、実施例に記載の方法で測定できる。 The average particle diameter of the spherical particles is preferably 1 μm or more, more preferably 1.5 μm or more. When the thickness is 1 μm or more, good unevenness followability can be obtained. The average particle diameter of the spherical particles is preferably 10 μm or less, more preferably 8 μm or less, and further preferably 5 μm or less. Film moldability is favorable in it being 10 micrometers or less.
The average particle size of the spherical particles can be measured by the method described in the examples.
なお、球状粒子の平均粒径は、実施例に記載の方法で測定できる。 The average particle diameter of the spherical particles is preferably 1 μm or more, more preferably 1.5 μm or more. When the thickness is 1 μm or more, good unevenness followability can be obtained. The average particle diameter of the spherical particles is preferably 10 μm or less, more preferably 8 μm or less, and further preferably 5 μm or less. Film moldability is favorable in it being 10 micrometers or less.
The average particle size of the spherical particles can be measured by the method described in the examples.
導電性粒子は、球状粒子以外に、針状粒子、フィラメント状粒子、プレート状粒子などを含んでもよい。
The conductive particles may include needle-like particles, filament-like particles, plate-like particles and the like in addition to the spherical particles.
導電性粒子100重量%中の球状粒子の含有量は、好ましくは5重量%以上、より好ましくは80重量%以上、さらに好ましくは90重量%以上、特に好ましくは100重量%である。
The content of spherical particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 80% by weight or more, still more preferably 90% by weight or more, and particularly preferably 100% by weight.
導電性粒子の好適な平均粒径、好適な比重は第1のフィルム状接着剤で説明したとおりである。
The suitable average particle diameter and suitable specific gravity of electroconductive particle are as having demonstrated with the 1st film adhesive.
好適な導電性粒子の含有量は、第1のフィルム状接着剤で説明したとおりである。
Suitable conductive particle content is as described in the first film-like adhesive.
以上、第2の本発明について説明した。
The second invention has been described above.
[第3の本発明]
図4に示すように、フィルム状接着剤103の形態は、フィルム状である。フィルム状接着剤103は導電性及び熱硬化性を備える。フィルム状接着剤103についての説明は、第1及び第2の本発明のフィルム状接着剤と同じである。したがって、フィルム状接着剤103について、簡潔に説明する。 [Third Invention]
As shown in FIG. 4, the form of thefilm adhesive 103 is a film form. The film adhesive 103 has conductivity and thermosetting. The description of the film adhesive 103 is the same as the film adhesives of the first and second inventions. Therefore, the film adhesive 103 will be briefly described.
図4に示すように、フィルム状接着剤103の形態は、フィルム状である。フィルム状接着剤103は導電性及び熱硬化性を備える。フィルム状接着剤103についての説明は、第1及び第2の本発明のフィルム状接着剤と同じである。したがって、フィルム状接着剤103について、簡潔に説明する。 [Third Invention]
As shown in FIG. 4, the form of the
フィルム状接着剤103は、熱可塑性樹脂を含むことが好ましい。熱可塑性樹脂としては、天然ゴム、ブチルゴム、イソプレンゴム、クロロプレンゴム、エチレン-酢酸ビニル共重合体、エチレン-アクリル酸共重合体、エチレン-アクリル酸エステル共重合体、ポリブタジエン樹脂、ポリカーボネート樹脂、熱可塑性ポリイミド樹脂、6-ナイロンや6,6-ナイロンなどのポリアミド樹脂、フェノキシ樹脂、アクリル樹脂、PETやPBTなどの飽和ポリエステル樹脂、ポリアミドイミド樹脂、又はフッ素樹脂などが挙げられる。これらの熱可塑性樹脂のうち、イオン性不純物が少なく耐熱性が高く、半導体素子の信頼性を確保できるアクリル樹脂が特に好ましい。
The film adhesive 103 preferably contains a thermoplastic resin. Thermoplastic resins include natural rubber, butyl rubber, isoprene rubber, chloroprene rubber, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene-acrylic acid ester copolymer, polybutadiene resin, polycarbonate resin, thermoplasticity. Examples thereof include polyimide resins, polyamide resins such as 6-nylon and 6,6-nylon, phenoxy resins, acrylic resins, saturated polyester resins such as PET and PBT, polyamideimide resins, and fluorine resins. Of these thermoplastic resins, an acrylic resin that has few ionic impurities and high heat resistance and can ensure the reliability of the semiconductor element is particularly preferable.
熱可塑性樹脂のガラス転移温度は、好ましくは-40℃以上、より好ましくは-35℃以上、さらに好ましくは-25℃以上である。-40℃未満であると、フィルム状接着剤103がベタベタになり、ダイシングテープとくっつき過ぎてピックアップ性が悪くなる傾向がある。また、熱可塑性樹脂のガラス転移温度は、好ましくは-5℃以下、より好ましくは-10℃以下、さらに好ましくは-11℃以下である。-10℃を超えると、弾性率が高くなり、40℃程度の低温でフィルム状接着剤103を半導体ウエハに張り付けることが困難になる(低温貼りつき性が低下する)傾向がある。また、熱可塑性樹脂のガラス転移温度が-5℃以下であると、熱硬化温度付近におけるフィルム状接着剤103の流動性を高めることができ、圧力下での加熱によりボイドを消滅させることが容易となる。
The glass transition temperature of the thermoplastic resin is preferably −40 ° C. or higher, more preferably −35 ° C. or higher, and further preferably −25 ° C. or higher. When the temperature is lower than −40 ° C., the film-like adhesive 103 becomes sticky and sticks to the dicing tape so that the pickup property tends to deteriorate. Further, the glass transition temperature of the thermoplastic resin is preferably −5 ° C. or lower, more preferably −10 ° C. or lower, and further preferably −11 ° C. or lower. When the temperature exceeds −10 ° C., the elastic modulus increases, and it tends to be difficult to attach the film adhesive 103 to the semiconductor wafer at a low temperature of about 40 ° C. (low-temperature sticking property decreases). Further, when the glass transition temperature of the thermoplastic resin is −5 ° C. or lower, the fluidity of the film-like adhesive 103 near the thermosetting temperature can be improved, and voids can be easily eliminated by heating under pressure. It becomes.
フィルム状接着剤103は、熱硬化性樹脂などの硬化性樹脂を含むことが好ましい。これにより、熱安定性を向上できる。
The film adhesive 103 preferably contains a curable resin such as a thermosetting resin. Thereby, thermal stability can be improved.
硬化性樹脂としては、フェノール樹脂、アミノ樹脂、不飽和ポリエステル樹脂、エポキシ樹脂、ポリウレタン樹脂、シリコーン樹脂、又は熱硬化性ポリイミド樹脂などが挙げられる。特に、半導体素子を腐食させるイオン性不純物などの含有が少ないエポキシ樹脂が好ましい。また、エポキシ樹脂の硬化剤としてはフェノール樹脂が好ましい。
Examples of the curable resin include phenol resin, amino resin, unsaturated polyester resin, epoxy resin, polyurethane resin, silicone resin, and thermosetting polyimide resin. In particular, an epoxy resin containing a small amount of ionic impurities that corrode semiconductor elements is preferable. Moreover, as a hardening | curing agent of an epoxy resin, a phenol resin is preferable.
エポキシ樹脂とフェノール樹脂との配合割合は、例えば、エポキシ樹脂成分中のエポキシ基1当量当たりフェノール樹脂中の水酸基が0.5~2.0当量になるように配合することが好適である。より好適なのは、0.8~1.2当量である。即ち、両者の配合割合が前記範囲を外れると、十分な硬化反応が進まず、硬化物の特性が劣化し易くなるからである。
The blending ratio of the epoxy resin and the phenol resin is preferably such that, for example, the hydroxyl group in the phenol resin is 0.5 to 2.0 equivalents per equivalent of epoxy group in the epoxy resin component. More preferred is 0.8 to 1.2 equivalents. That is, if the blending ratio of both is out of the above range, sufficient curing reaction does not proceed and the properties of the cured product are likely to deteriorate.
フィルム状接着剤103は、25℃で固形の硬化性樹脂及び25℃で液状の硬化性樹脂を含むことが好ましい。これにより、良好な低温貼りつき性が得られる。
The film adhesive 103 preferably contains a curable resin that is solid at 25 ° C. and a curable resin that is liquid at 25 ° C. Thereby, favorable low-temperature sticking property is obtained.
フィルム状接着剤103において、硬化性樹脂100重量%中の25℃で固形の硬化性樹脂の含有量は、好ましくは10重量%以上、より好ましくは12重量%以上である。10重量%未満であると、フィルム状接着剤103がベタベタになり、ダイシングテープとくっつき過ぎてピックアップ性が悪くなる傾向がある。一方、硬化性樹脂100重量%中の25℃で固形の硬化性樹脂の含有量は、好ましくは60重量%以下、より好ましくは30重量%以下、さらに好ましくは20重量%以下である。60重量%を越えると、40℃程度の低温でフィルム状接着剤103を半導体ウエハに張り付けることが困難になる(低温貼りつき性が低下する)傾向がある。
In the film adhesive 103, the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 10% by weight or more, more preferably 12% by weight or more. If it is less than 10% by weight, the film-like adhesive 103 becomes sticky and sticks to the dicing tape so that the pickup property tends to be poor. On the other hand, the content of the curable resin solid at 25 ° C. in 100% by weight of the curable resin is preferably 60% by weight or less, more preferably 30% by weight or less, and further preferably 20% by weight or less. If it exceeds 60% by weight, it tends to be difficult to attach the film adhesive 103 to the semiconductor wafer at a low temperature of about 40 ° C. (low temperature sticking property is lowered).
フィルム状接着剤103中の熱可塑性樹脂及び硬化性樹脂の合計含有量は、好ましくは5重量%以上、より好ましくは10重量%以上である。5重量%以上であると、フィルムとしての形状を保ちやすい。また、熱可塑性樹脂及び硬化性樹脂の合計含有量は、好ましくは70重量%以下、より好ましくは60重量%以下である。70重量%以下であると、導電性粒子が好適に導電性が発現する。
The total content of the thermoplastic resin and the curable resin in the film adhesive 103 is preferably 5% by weight or more, more preferably 10% by weight or more. When it is 5% by weight or more, it is easy to maintain the shape as a film. Further, the total content of the thermoplastic resin and the curable resin is preferably 70% by weight or less, more preferably 60% by weight or less. When the content is 70% by weight or less, the conductive particles suitably exhibit conductivity.
フィルム状接着剤103において、熱可塑性樹脂の重量/硬化性樹脂の重量が、50/50~10/90であることが好ましく、40/60~15/85であることがより好ましい。50/50より、熱可塑性樹脂の比率が多くなると、熱安定性が悪くなる傾向がある。一方、10/90より、熱可塑性樹脂の比率が少なくなると、フィルム化が難しくなる傾向がある。
In the film adhesive 103, the weight of the thermoplastic resin / the weight of the curable resin is preferably 50/50 to 10/90, and more preferably 40/60 to 15/85. When the ratio of the thermoplastic resin increases from 50/50, the thermal stability tends to deteriorate. On the other hand, when the ratio of the thermoplastic resin is less than 10/90, it tends to be difficult to form a film.
フィルム状接着剤103は、導電性粒子を含むことが好ましい。これにより、導電性を付与できる。導電性粒子としては、金粒子、銀粒子、銅粒子、被覆粒子などが挙げられる。
The film adhesive 103 preferably includes conductive particles. Thereby, electroconductivity can be provided. Examples of the conductive particles include gold particles, silver particles, copper particles, and coated particles.
被覆粒子は、コア粒子及びコア粒子を被覆する被覆膜を備える。コア粒子は、導電性、非導電性のいずれでもよく、例えば、ガラス粒子などを使用できる。被覆膜としては、金を含む膜、銀を含む膜、銅を含む膜などが挙げられる。
The coated particle includes a core particle and a coating film that coats the core particle. The core particles may be either conductive or non-conductive, and for example, glass particles can be used. Examples of the coating film include a film containing gold, a film containing silver, and a film containing copper.
導電性粒子の平均粒径は特に限定されないが、フィルム状接着剤103の厚みに対して、0.001倍以上(フィルム状接着剤103の厚み×0.001以上)が好ましく、0.1倍以上がより好ましい。0.001倍未満であると、導電パスの形成が難しく、導電性が安定しない傾向がある。また、導電性粒子の平均粒径はフィルム状接着剤103の厚みに対して、1倍以下(フィルム状接着剤103の厚み以下)が好ましく、0.8倍以下がより好ましい。1倍を超えると、チップ割れを起こす危険性がある。
なお、導電性粒子の平均粒径は、光度式の粒度分布計(HORIBA製、装置名;LA-910)により求めた値である。 The average particle diameter of the conductive particles is not particularly limited, but is preferably 0.001 times or more (thickness of the film adhesive 103 × 0.001 or more) with respect to the thickness of the film-like adhesive 103, and 0.1 times. The above is more preferable. If it is less than 0.001, it is difficult to form a conductive path and the conductivity tends to be unstable. Further, the average particle diameter of the conductive particles is preferably 1 times or less (less than the thickness of the film adhesive 103), more preferably 0.8 times or less the thickness of the film adhesive 103. If it exceeds 1 time, there is a risk of cracking the chip.
The average particle diameter of the conductive particles is a value obtained by a photometric particle size distribution meter (manufactured by HORIBA, apparatus name: LA-910).
なお、導電性粒子の平均粒径は、光度式の粒度分布計(HORIBA製、装置名;LA-910)により求めた値である。 The average particle diameter of the conductive particles is not particularly limited, but is preferably 0.001 times or more (thickness of the film adhesive 103 × 0.001 or more) with respect to the thickness of the film-
The average particle diameter of the conductive particles is a value obtained by a photometric particle size distribution meter (manufactured by HORIBA, apparatus name: LA-910).
導電性粒子の比重は0.7以上が好ましく、1以上がより好ましい。0.7未満であると、接着剤組成物溶液(ワニス)の作製時に導電性粒子が浮いてしまい、導電性粒子の分散が不均一になるおそれがある。また、導電性粒子の比重は22以下が好ましく、21以下がより好ましい。22を超えると、導電性粒子が沈みやすく、導電性粒子の分散が不均一になるおそれがある。
The specific gravity of the conductive particles is preferably 0.7 or more, and more preferably 1 or more. If it is less than 0.7, the conductive particles float when the adhesive composition solution (varnish) is produced, and the dispersion of the conductive particles may be uneven. The specific gravity of the conductive particles is preferably 22 or less, and more preferably 21 or less. If it exceeds 22, the conductive particles are likely to sink, and the dispersion of the conductive particles may be uneven.
導電性粒子は、プレート状粒子、球状粒子、針状粒子、フィラメント状粒子などを含んでもよい。なかでも、導電性粒子は、プレート状粒子、球状粒子を含むことが好ましい。
The conductive particles may include plate-like particles, spherical particles, needle-like particles, filament-like particles and the like. Especially, it is preferable that electroconductive particle contains a plate-shaped particle and a spherical particle.
プレート状粒子としては、例えば、アスペクト比が5以上のプレート状の粒子が挙げられる。5以上であると、プレート状粒子同士が面接触し易く、導電パスが容易に形成される。
アスペクト比は、好ましくは8以上、より好ましくは10以上である。一方、アスペクト比は、好ましくは10000以下、より好ましくは100以下、さらに好ましくは70以下、特に好ましくは50以下である。 Examples of the plate-like particles include plate-like particles having an aspect ratio of 5 or more. When it is 5 or more, the plate-like particles are easily brought into surface contact with each other, and a conductive path is easily formed.
The aspect ratio is preferably 8 or more, more preferably 10 or more. On the other hand, the aspect ratio is preferably 10,000 or less, more preferably 100 or less, still more preferably 70 or less, and particularly preferably 50 or less.
アスペクト比は、好ましくは8以上、より好ましくは10以上である。一方、アスペクト比は、好ましくは10000以下、より好ましくは100以下、さらに好ましくは70以下、特に好ましくは50以下である。 Examples of the plate-like particles include plate-like particles having an aspect ratio of 5 or more. When it is 5 or more, the plate-like particles are easily brought into surface contact with each other, and a conductive path is easily formed.
The aspect ratio is preferably 8 or more, more preferably 10 or more. On the other hand, the aspect ratio is preferably 10,000 or less, more preferably 100 or less, still more preferably 70 or less, and particularly preferably 50 or less.
プレート状粒子のアスペクト比は、平均長径の平均厚みに対する比(平均長径/平均厚み)である。
The aspect ratio of the plate-like particles is the ratio of the average major axis to the average thickness (average major axis / average thickness).
プレート状粒子の平均長径は、好ましくは0.5μm以上、より好ましくは1.0μm以上である。0.5μm以上であると、プレート状粒子の接触確率が高くなり導通が取りやすくなる。一方、プレート状粒子の平均長径は、好ましくは50μm以下、より好ましくは30μm以下である。50μm以下であると、塗布ワニス段階での粒子の沈降が生じ難く、安定な塗布ワニスを作製できる。
The average major axis of the plate-like particles is preferably 0.5 μm or more, more preferably 1.0 μm or more. When the thickness is 0.5 μm or more, the contact probability of the plate-like particles is increased, and conduction is easily obtained. On the other hand, the average major axis of the plate-like particles is preferably 50 μm or less, more preferably 30 μm or less. When the thickness is 50 μm or less, particles are hardly precipitated at the coating varnish stage, and a stable coating varnish can be produced.
導電性粒子100重量%中のプレート状粒子の含有量は、好ましくは5重量%以上、より好ましくは10重量%以上である。導電性粒子100重量%中のプレート状粒子の含有量は、100重量%であってもよいが、好ましくは50重量%以下、より好ましくは20重量%以下である。
The content of plate-like particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 10% by weight or more. The content of the plate-like particles in 100% by weight of the conductive particles may be 100% by weight, but is preferably 50% by weight or less, more preferably 20% by weight or less.
導電性粒子は、球状の球状粒子を含むことが好ましい。
The conductive particles preferably include spherical spherical particles.
球状粒子の粒度分布において、ピークA及びピークBが少なくとも存在することが好ましい。例えば、0.2μm~0.8μmの粒径範囲にピークAが存在し、3μm~15μmの粒径範囲にピークBが存在することが好ましい。フィルム状接着剤103では、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填されることにより、球状粒子同士の接触点が多数形成される。したがって、優れた導電性が得られる。
It is preferable that at least peak A and peak B exist in the particle size distribution of the spherical particles. For example, it is preferable that the peak A exists in the particle size range of 0.2 μm to 0.8 μm and the peak B exists in the particle size range of 3 μm to 15 μm. In the film adhesive 103, the spherical particles forming the peak A are filled between the spherical particles forming the peak B, so that a large number of contact points between the spherical particles are formed. Therefore, excellent conductivity can be obtained.
ピークAが0.2μm以上の粒径範囲に存在すると、球状粒子同士の凝集が発生し難い。
ピークAは0.5μm以上の粒径範囲に存在することが好ましい。
ピークAは0.8μm以下の粒径範囲に存在すると、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。ピークAは0.75μm以下の粒径範囲に存在することが好ましい。 When the peak A is present in a particle size range of 0.2 μm or more, aggregation of spherical particles is difficult to occur.
The peak A is preferably present in a particle size range of 0.5 μm or more.
When the peak A exists in a particle size range of 0.8 μm or less, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak A is preferably present in a particle size range of 0.75 μm or less.
ピークAは0.5μm以上の粒径範囲に存在することが好ましい。
ピークAは0.8μm以下の粒径範囲に存在すると、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。ピークAは0.75μm以下の粒径範囲に存在することが好ましい。 When the peak A is present in a particle size range of 0.2 μm or more, aggregation of spherical particles is difficult to occur.
The peak A is preferably present in a particle size range of 0.5 μm or more.
When the peak A exists in a particle size range of 0.8 μm or less, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak A is preferably present in a particle size range of 0.75 μm or less.
ピークBは3μm以上の粒径範囲に存在すると、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。ピークBは3.5μm以上の粒径範囲に存在することが好ましい。
ピークBが15μm以下の粒径範囲に存在すると、フィルム状にした際の表面粗さが抑えられ、被着体に対して安定的に接着させることができる。ピークBは10μm以下の粒径範囲に存在することが好ましく、8μm以下の粒径範囲に存在することがより好ましく、6μm以下の粒径範囲に存在することがさらに好ましい。 When the peak B exists in a particle size range of 3 μm or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak B is preferably present in a particle size range of 3.5 μm or more.
When the peak B exists in a particle size range of 15 μm or less, the surface roughness when the film is formed can be suppressed, and can be stably adhered to the adherend. The peak B is preferably present in a particle size range of 10 μm or less, more preferably in a particle size range of 8 μm or less, and further preferably in a particle size range of 6 μm or less.
ピークBが15μm以下の粒径範囲に存在すると、フィルム状にした際の表面粗さが抑えられ、被着体に対して安定的に接着させることができる。ピークBは10μm以下の粒径範囲に存在することが好ましく、8μm以下の粒径範囲に存在することがより好ましく、6μm以下の粒径範囲に存在することがさらに好ましい。 When the peak B exists in a particle size range of 3 μm or more, the spherical particles forming the peak A are filled between the spherical particles forming the peak B. The peak B is preferably present in a particle size range of 3.5 μm or more.
When the peak B exists in a particle size range of 15 μm or less, the surface roughness when the film is formed can be suppressed, and can be stably adhered to the adherend. The peak B is preferably present in a particle size range of 10 μm or less, more preferably in a particle size range of 8 μm or less, and further preferably in a particle size range of 6 μm or less.
ピークBの粒径のピークAの粒径に対する比(ピークBの粒径/ピークAの粒径)が、好ましくは5以上、より好ましくは7以上である。5以上であると、ピークBを形成する球状粒子の間に、ピークAを形成する球状粒子が充填される。
一方、ピークBの粒径のピークAの粒径に対する比が、好ましくは15以下、より好ましくは10以下である。15以下であると、球状粒子を高充填できる。 The ratio of the peak B particle size to the peak A particle size (peak B particle size / peak A particle size) is preferably 5 or more, more preferably 7 or more. When it is 5 or more, spherical particles forming the peak A are filled between the spherical particles forming the peak B.
On the other hand, the ratio of the particle size of peak B to the particle size of peak A is preferably 15 or less, more preferably 10 or less. When it is 15 or less, spherical particles can be highly filled.
一方、ピークBの粒径のピークAの粒径に対する比が、好ましくは15以下、より好ましくは10以下である。15以下であると、球状粒子を高充填できる。 The ratio of the peak B particle size to the peak A particle size (peak B particle size / peak A particle size) is preferably 5 or more, more preferably 7 or more. When it is 5 or more, spherical particles forming the peak A are filled between the spherical particles forming the peak B.
On the other hand, the ratio of the particle size of peak B to the particle size of peak A is preferably 15 or less, more preferably 10 or less. When it is 15 or less, spherical particles can be highly filled.
球状粒子の粒度分布において、ピークA及びピークB以外のピークが存在してもよい。
In the particle size distribution of the spherical particles, peaks other than peak A and peak B may exist.
球状粒子の平均粒径は好ましくは1μm以上であり、より好ましくは1.5μm以上である。1μm以上であると、良好な凹凸追従性が得られる。また、球状粒子の平均粒径は好ましくは10μm以下であり、より好ましくは8μm以下、さらに好ましくは5μm以下である。10μm以下であると、フィルム成形性が良好である。
The average particle diameter of the spherical particles is preferably 1 μm or more, more preferably 1.5 μm or more. When the thickness is 1 μm or more, good unevenness followability can be obtained. The average particle diameter of the spherical particles is preferably 10 μm or less, more preferably 8 μm or less, and further preferably 5 μm or less. Film moldability is favorable in it being 10 micrometers or less.
なお、球状粒子の粒度分布及び平均粒径は、下記方法で測定できる。
The particle size distribution and average particle size of the spherical particles can be measured by the following method.
球状粒子の粒度分布及び平均粒径の測定
フィルム状接着剤103をるつぼに入れ、強熱してフィルム状接着剤103を灰化させる。得られた灰分を純水中に分散させて10分間超音波処理し、レーザー回折散乱式粒度分布測定装置(ベックマンコールター社製、「LS 13 320」;湿式法)を用いて粒度分布(体積基準)及び平均粒径を求める。 Measurement of spherical particle size distribution and average particlesize Film adhesive 103 is placed in a crucible and ignited to incinerate film adhesive 103. The obtained ash was dispersed in pure water and subjected to ultrasonic treatment for 10 minutes, and the particle size distribution (volume basis) using a laser diffraction / scattering particle size distribution analyzer (“LS 13 320” manufactured by Beckman Coulter, Inc .; wet method). ) And average particle size.
フィルム状接着剤103をるつぼに入れ、強熱してフィルム状接着剤103を灰化させる。得られた灰分を純水中に分散させて10分間超音波処理し、レーザー回折散乱式粒度分布測定装置(ベックマンコールター社製、「LS 13 320」;湿式法)を用いて粒度分布(体積基準)及び平均粒径を求める。 Measurement of spherical particle size distribution and average particle
導電性粒子100重量%中の球状粒子の含有量は、好ましくは5重量%以上、より好ましくは80重量%以上、さらに好ましくは90重量%以上、特に好ましくは100重量%である。
The content of spherical particles in 100% by weight of the conductive particles is preferably 5% by weight or more, more preferably 80% by weight or more, still more preferably 90% by weight or more, and particularly preferably 100% by weight.
フィルム状接着剤103中の導電性粒子の含有量は、好ましくは30重量%以上、より好ましくは40重量%以上、さらに好ましくは60重量%以上、特に好ましくは70重量%以上である。30重量%未満であると、導電パスの形成が難しい傾向がある。また、導電性粒子の含有量は、好ましくは95重量%以下、より好ましくは94重量%以下である。95重量%を超えると、フィルム化が難しい傾向がある。また、密着力が低下する傾向がある。
The content of the conductive particles in the film adhesive 103 is preferably 30% by weight or more, more preferably 40% by weight or more, still more preferably 60% by weight or more, and particularly preferably 70% by weight or more. If it is less than 30% by weight, it tends to be difficult to form a conductive path. Further, the content of the conductive particles is preferably 95% by weight or less, more preferably 94% by weight or less. If it exceeds 95% by weight, film formation tends to be difficult. Moreover, there exists a tendency for adhesive force to fall.
フィルム状接着剤103は、前記成分以外にも、フィルム製造に一般に使用される配合剤、例えば、架橋剤などを適宜含有してよい。
In addition to the above components, the film adhesive 103 may appropriately contain a compounding agent generally used in film production, such as a crosslinking agent.
フィルム状接着剤103は、通常の方法で製造できる。
The film adhesive 103 can be manufactured by a normal method.
フィルム状接着剤103の厚みは特に限定されないが、5μm以上が好ましく、15μm以上がより好ましい。5μm未満であると、反りが生じた半導体ウエハや半導体チップと接着しない箇所が発生し、接着面積が不安定となる場合がある。また、フィルム状接着剤103の厚みは100μm以下が好ましく、50μm以下がより好ましい。100μmを超えると、ダイアタッチの荷重によってフィルム状接着剤103が過度にはみ出し、パッドを汚染する場合がある。
Although the thickness of the film adhesive 103 is not specifically limited, 5 micrometers or more are preferable and 15 micrometers or more are more preferable. When the thickness is less than 5 μm, a portion where the warped semiconductor wafer or the semiconductor chip does not adhere may occur, and the adhesion area may become unstable. The thickness of the film adhesive 103 is preferably 100 μm or less, and more preferably 50 μm or less. When the thickness exceeds 100 μm, the film adhesive 103 may protrude excessively due to the load of die attachment, and the pad may be contaminated.
フィルム状接着剤103の表面粗さ(Ra)は、0.1~5000nmが好ましい。0.1nm未満は、配合上難しい。一方、5000nmを超えると、ダイアタッチ時の被着体への張りつき性が低下するおそれがある。
The surface roughness (Ra) of the film adhesive 103 is preferably 0.1 to 5000 nm. If it is less than 0.1 nm, it is difficult to blend. On the other hand, if it exceeds 5000 nm, the adherence to the adherend during die attachment may be reduced.
フィルム状接着剤103の電気抵抗率は低いほど好ましく、例えば、9×10-2Ω・m以下である。9×10-2Ω・m以下であると、導電性がよく、小型・高密度実装に対応できる。一方、電気抵抗率は、好ましくは1×10-6Ω・m以上である。
The electrical resistivity of the film adhesive 103 is preferably as low as possible, for example, 9 × 10 −2 Ω · m or less. When it is 9 × 10 −2 Ω · m or less, the electroconductivity is good and it is possible to cope with small size and high density mounting. On the other hand, the electrical resistivity is preferably 1 × 10 −6 Ω · m or more.
フィルム状接着剤103の熱伝導率は高いほど好ましく、例えば、0.5W/m・K以上である。0.5W/m・K以上であると、放熱性がよく、小型・高密度実装に対応できる。一方、0.5W/m・K未満であると、放熱性が悪く、熱がたまり、導電性を悪化させるおそれがある。
The higher the thermal conductivity of the film adhesive 103, the better. For example, it is 0.5 W / m · K or more. When it is 0.5 W / m · K or more, the heat dissipation is good, and it is possible to cope with small and high-density mounting. On the other hand, if it is less than 0.5 W / m · K, heat dissipation is poor, heat is accumulated, and the conductivity may be deteriorated.
フィルム状接着剤103の120℃の引張貯蔵弾性率は、好ましくは10MPa以下、より好ましくは5MPa以下である。10MPa以下であると、熱硬化温度付近におけるフィルム状接着剤103の流動性が高く、圧力下での加熱によりボイドを消滅させることが容易である。120℃の引張貯蔵弾性率は、好ましくは0.01MPa以上、より好ましくは0.05MPa以上である。0.01MPa以上であると、フィルム状接着剤103がはみ出し難い。
120℃の引張貯蔵弾性率は、以下の方法で測定できる。 The tensile storage elastic modulus at 120 ° C. of thefilm adhesive 103 is preferably 10 MPa or less, more preferably 5 MPa or less. When it is 10 MPa or less, the fluidity of the film adhesive 103 near the thermosetting temperature is high, and it is easy to eliminate voids by heating under pressure. The tensile storage modulus at 120 ° C. is preferably 0.01 MPa or more, more preferably 0.05 MPa or more. If it is 0.01 MPa or more, the film adhesive 103 is difficult to protrude.
The tensile storage elastic modulus at 120 ° C. can be measured by the following method.
120℃の引張貯蔵弾性率は、以下の方法で測定できる。 The tensile storage elastic modulus at 120 ° C. of the
The tensile storage elastic modulus at 120 ° C. can be measured by the following method.
120℃の引張貯蔵弾性率の測定
フィルム状接着剤103から、縦30mm、幅10mm、厚さ400μmの短冊状の測定片を切り出す。測定片について、固定粘弾性測定装置(RSA-II、レオメトリックサイエンティフィック社製)を用いてチャック幅22.6mm、0℃~200℃での引張貯蔵弾性率を周波数1Hz、昇温速度10℃/分の条件下にて測定する。 Measurement of tensile storage modulus at 120 ° C. A strip-shaped measurement piece having a length of 30 mm, a width of 10 mm, and a thickness of 400 μm is cut out from the film-like adhesive 103. Using a fixed viscoelasticity measuring apparatus (RSA-II, manufactured by Rheometric Scientific), the measurement piece was measured for a chuck storage width of 22.6 mm, a tensile storage elastic modulus at 0 ° C. to 200 ° C. with a frequency of 1 Hz, and a temperature increase rate of 10 Measure under conditions of ° C / min.
フィルム状接着剤103から、縦30mm、幅10mm、厚さ400μmの短冊状の測定片を切り出す。測定片について、固定粘弾性測定装置(RSA-II、レオメトリックサイエンティフィック社製)を用いてチャック幅22.6mm、0℃~200℃での引張貯蔵弾性率を周波数1Hz、昇温速度10℃/分の条件下にて測定する。 Measurement of tensile storage modulus at 120 ° C. A strip-shaped measurement piece having a length of 30 mm, a width of 10 mm, and a thickness of 400 μm is cut out from the film-
120℃の引張貯蔵弾性率は、熱可塑性樹脂のガラス転移温度、導電性粒子の配合量などによりコントロールできる。例えば、ガラス転移温度が低い熱可塑性樹脂を配合することで、120℃の引張貯蔵弾性率を低下させることができる。
The tensile storage modulus at 120 ° C. can be controlled by the glass transition temperature of the thermoplastic resin, the blending amount of conductive particles, and the like. For example, by blending a thermoplastic resin having a low glass transition temperature, the tensile storage elastic modulus at 120 ° C. can be lowered.
フィルム状接着剤103は、フィルム状接着剤付きダイシングテープの形態で使用することが好ましい。
The film adhesive 103 is preferably used in the form of a dicing tape with a film adhesive.
図5に示すように、フィルム状接着剤付きダイシングテープ110は、ダイシングテープ101、及びダイシングテープ101上に配置されたフィルム状接着剤103を備える。ダイシングテープ101は、基材111及び基材111上に配置された粘着剤層112を備える。フィルム状接着剤103は粘着剤層112上に配置されている。
As shown in FIG. 5, the dicing tape 110 with a film adhesive includes a dicing tape 101 and a film adhesive 103 disposed on the dicing tape 101. The dicing tape 101 includes a base material 111 and an adhesive layer 112 disposed on the base material 111. The film adhesive 103 is disposed on the pressure-sensitive adhesive layer 112.
図6に示すように、フィルム状接着剤付きダイシングテープ110は、ワーク(半導体ウエハ104など)貼り付け部分にのみフィルム状接着剤103を形成した構成であってもよい。
As shown in FIG. 6, the dicing tape 110 with a film adhesive may have a configuration in which the film adhesive 103 is formed only on a work (semiconductor wafer 104 or the like) attachment portion.
基材111についての説明は、基材1についての説明と同じであるので、省略する。粘着剤層112についての説明は、粘着剤層112についての説明と同じであるので、省略する。
Since the description about the base material 111 is the same as the description about the base material 1, it is omitted. Since the description about the adhesive layer 112 is the same as the description about the adhesive layer 112, it abbreviate | omits.
剥離温度25℃、剥離速度300mm/minの条件下で、フィルム状接着剤103をダイシングテープ101から引き剥がしたときの剥離力が0.01~3.00N/20mmであることが好ましい。0.01N/20mm未満であると、ダイシング時にチップ飛びが発生するおそれがある。一方、3.00N/20mmを超えると、ピックアップが困難になる傾向がある。
The peeling force when the film adhesive 103 is peeled off from the dicing tape 101 under the conditions of a peeling temperature of 25 ° C. and a peeling speed of 300 mm / min is preferably 0.01 to 3.00 N / 20 mm. If it is less than 0.01 N / 20 mm, there is a risk of chip jumping during dicing. On the other hand, if it exceeds 3.00 N / 20 mm, the pickup tends to be difficult.
半導体装置の製造方法について説明する。
A method for manufacturing a semiconductor device will be described.
図7に示すように、半導体ウエハ104にフィルム状接着剤付きダイシングテープ110を圧着する。半導体ウエハ104としては、シリコンウエハ、シリコンカーバイドウエハ、化合物半導体ウエハなどが挙げられる。化合物半導体ウエハとしては、窒化ガリウムウエハなどが挙げられる。
As shown in FIG. 7, a dicing tape 110 with a film adhesive is pressure-bonded to the semiconductor wafer 104. Examples of the semiconductor wafer 104 include a silicon wafer, a silicon carbide wafer, and a compound semiconductor wafer. Examples of compound semiconductor wafers include gallium nitride wafers.
圧着方法としては、例えば、圧着ロールなどの押圧手段により押圧する方法などが挙げられる。
Examples of the crimping method include a method of pressing with a pressing means such as a crimping roll.
圧着温度(貼り付け温度)は、35℃以上が好ましく、37℃以上がより好ましい。圧着温度の上限は低い方が好ましく、好ましくは50℃以下、より好ましくは45℃以下である。低温で圧着することにより、半導体ウエハ104への熱影響を防止することが可能で、半導体ウエハ104の反りを抑制できる。
The pressing temperature (sticking temperature) is preferably 35 ° C. or higher, and more preferably 37 ° C. or higher. The upper limit of the pressure bonding temperature is preferably lower, preferably 50 ° C. or lower, more preferably 45 ° C. or lower. By press-bonding at a low temperature, it is possible to prevent a thermal effect on the semiconductor wafer 104 and suppress warping of the semiconductor wafer 104.
また、圧力は、1×105Pa~1×107Paであることが好ましく、2×105Pa~8×106Paであることがより好ましい。
The pressure is preferably 1 × 10 5 Pa to 1 × 10 7 Pa, and more preferably 2 × 10 5 Pa to 8 × 10 6 Pa.
次に、図8に示すように、半導体ウエハ104のダイシングを行う。つまり、半導体ウエハ104を所定のサイズに切断して個片化し、半導体チップ105を切り出す。ダイシングは、常法に従い行われる。また、本工程では、例えばフィルム状接着剤付きダイシングテープ110まで切込みを行なうフルカットと呼ばれる切断方式などを採用できる。本工程で用いるダイシング装置としては特に限定されず、従来公知のものを用いることができる。また、半導体ウエハ104は、フィルム状接着剤付きダイシングテープ110により接着固定されているので、チップ欠けやチップ飛びを抑制できると共に、半導体ウエハ104の破損も抑制できる。
Next, as shown in FIG. 8, the semiconductor wafer 104 is diced. That is, the semiconductor wafer 104 is cut into a predetermined size and separated into pieces, and the semiconductor chip 105 is cut out. Dicing is performed according to a conventional method. Further, in this step, for example, a cutting method called full cut in which cutting is performed up to the dicing tape 110 with a film adhesive can be employed. It does not specifically limit as a dicing apparatus used at this process, A conventionally well-known thing can be used. Moreover, since the semiconductor wafer 104 is bonded and fixed by the dicing tape 110 with a film adhesive, chip chipping and chip jump can be suppressed, and damage to the semiconductor wafer 104 can be suppressed.
フィルム状接着剤付きダイシングテープ110に接着固定された半導体チップ105を剥離する為に、半導体チップ105のピックアップを行う。ピックアップの方法としては特に限定されず、従来公知の種々の方法を採用できる。例えば、個々の半導体チップ105をフィルム状接着剤付きダイシングテープ110側からニードルによって突き上げ、突き上げられた半導体チップ105をピックアップ装置によってピックアップする方法などが挙げられる。
In order to peel off the semiconductor chip 105 bonded and fixed to the dicing tape 110 with a film adhesive, the semiconductor chip 105 is picked up. The pickup method is not particularly limited, and various conventionally known methods can be employed. For example, there is a method in which each semiconductor chip 105 is pushed up by a needle from the dicing tape 110 with film adhesive, and the pushed-up semiconductor chip 105 is picked up by a pickup device.
ここでピックアップは、粘着剤層112が紫外線硬化型である場合、該粘着剤層112に紫外線を照射した後に行う。これにより、粘着剤層112のフィルム状接着剤103に対する粘着力が低下し、半導体チップ105の剥離が容易になる。その結果、半導体チップ105を損傷させることなくピックアップが可能となる。紫外線照射の際の照射強度、照射時間などの条件は特に限定されず、適宜必要に応じて設定すればよい。
Here, when the pressure-sensitive adhesive layer 112 is an ultraviolet curable type, the pickup is performed after the pressure-sensitive adhesive layer 112 is irradiated with ultraviolet rays. Thereby, the adhesive force with respect to the film adhesive 103 of the adhesive layer 112 falls, and peeling of the semiconductor chip 105 becomes easy. As a result, the pickup can be performed without damaging the semiconductor chip 105. Conditions such as irradiation intensity and irradiation time at the time of ultraviolet irradiation are not particularly limited, and may be set as necessary.
図9に示すように、ピックアップした半導体チップ105を、フィルム状接着剤103を介して被着体106に接着固定して、半導体チップ付き被着体161を得る。半導体チップ付き被着体161は、被着体106、被着体106上に配置されたフィルム状接着剤103、及びフィルム状接着剤103上に配置された半導体チップ105を備える。
As shown in FIG. 9, the picked-up semiconductor chip 105 is bonded and fixed to the adherend 106 through the film adhesive 103 to obtain the adherend 161 with the semiconductor chip. The adherend with semiconductor chip 161 includes an adherend 106, a film adhesive 103 disposed on the adherend 106, and a semiconductor chip 105 disposed on the film adhesive 103.
ダイアタッチ温度は、好ましくは80℃以上、より好ましくは90℃以上である。また、ダイアタッチ温度は、好ましくは150℃以下、より好ましくは130℃以下である。150℃以下とすることにより、ダイアタッチ後の反りの発生を防止できる。
The die attach temperature is preferably 80 ° C. or higher, more preferably 90 ° C. or higher. The die attach temperature is preferably 150 ° C. or lower, more preferably 130 ° C. or lower. By setting the temperature to 150 ° C. or lower, it is possible to prevent warping after die attachment.
続いて、半導体チップ付き被着体161を加圧下で加熱することによりフィルム状接着剤103を熱硬化させて、半導体チップ105と被着体106とを固着させる。加圧下でフィルム状接着剤103を熱硬化させることにより、フィルム状接着剤103と被着体106との間に存在するボイドを消滅させることが可能で、フィルム状接着剤103が被着体106と接触する面積を確保できる。
Subsequently, the film-shaped adhesive 103 is thermally cured by heating the adherend with semiconductor chip 161 under pressure to fix the semiconductor chip 105 and the adherend 106. By thermally curing the film adhesive 103 under pressure, voids existing between the film adhesive 103 and the adherend 106 can be eliminated, and the film adhesive 103 can be removed from the adherend 106. The area in contact with can be secured.
加圧下で加熱する方法としては、例えば、不活性ガスが充填されたチャンバー内に配置された半導体チップ付き被着体161を加熱する方法などが挙げられる。
加圧雰囲気の圧力は、好ましくは0.5kg/cm2(4.9×10-2MPa)以上、より好ましくは1kg/cm2(9.8×10-2MPa)以上、さらに好ましくは5kg/cm2(4.9×10-1MPa)以上である。0.5kg/cm2以上であると、フィルム状接着剤103と被着体106との間に存在するボイドを容易に消滅させることができる。加圧雰囲気の圧力は、好ましくは20kg/cm2(1.96MPa)以下、より好ましくは18kg/cm2(1.77MPa)以下、さらに好ましくは15kg/cm2(1.47MPa)以下である。20kg/cm2以下であると、過度な加圧によるフィルム状接着剤103のはみ出しを抑制できる。 Examples of the method of heating under pressure include a method of heating the adherend with semiconductor chip 161 disposed in a chamber filled with an inert gas.
The pressure of the pressurized atmosphere is preferably 0.5 kg / cm 2 (4.9 × 10 −2 MPa) or more, more preferably 1 kg / cm 2 (9.8 × 10 −2 MPa) or more, and further preferably 5 kg. / Cm 2 (4.9 × 10 −1 MPa) or more. If it is 0.5 kg / cm 2 or more, voids existing between thefilm adhesive 103 and the adherend 106 can be easily eliminated. The pressure of the pressurized atmosphere is preferably 20kg / cm 2 (1.96MPa), more preferably 18kg / cm 2 (1.77MPa) or less, more preferably not more than 15kg / cm 2 (1.47MPa). If it is 20 kg / cm 2 or less, the protrusion of the film adhesive 103 due to excessive pressurization can be suppressed.
加圧雰囲気の圧力は、好ましくは0.5kg/cm2(4.9×10-2MPa)以上、より好ましくは1kg/cm2(9.8×10-2MPa)以上、さらに好ましくは5kg/cm2(4.9×10-1MPa)以上である。0.5kg/cm2以上であると、フィルム状接着剤103と被着体106との間に存在するボイドを容易に消滅させることができる。加圧雰囲気の圧力は、好ましくは20kg/cm2(1.96MPa)以下、より好ましくは18kg/cm2(1.77MPa)以下、さらに好ましくは15kg/cm2(1.47MPa)以下である。20kg/cm2以下であると、過度な加圧によるフィルム状接着剤103のはみ出しを抑制できる。 Examples of the method of heating under pressure include a method of heating the adherend with semiconductor chip 161 disposed in a chamber filled with an inert gas.
The pressure of the pressurized atmosphere is preferably 0.5 kg / cm 2 (4.9 × 10 −2 MPa) or more, more preferably 1 kg / cm 2 (9.8 × 10 −2 MPa) or more, and further preferably 5 kg. / Cm 2 (4.9 × 10 −1 MPa) or more. If it is 0.5 kg / cm 2 or more, voids existing between the
加圧下で加熱する際の加熱温度は、好ましくは80℃以上、より好ましくは100℃以上、さらに好ましくは120℃以上、特に好ましくは170℃以上である。80℃以上であると、フィルム状接着剤103を適度な硬さとすることが可能で、加圧キュアによりボイドを効果的に消失させることができる。
加熱温度は、好ましくは260℃以下、より好ましくは200℃以下、より好ましくは180℃以下である。260℃以下であると、硬化前のフィルム状接着剤103の分解を防ぐことができる。 The heating temperature when heating under pressure is preferably 80 ° C or higher, more preferably 100 ° C or higher, still more preferably 120 ° C or higher, and particularly preferably 170 ° C or higher. When the temperature is 80 ° C. or higher, the film-like adhesive 103 can have an appropriate hardness, and voids can be effectively eliminated by pressure curing.
The heating temperature is preferably 260 ° C. or lower, more preferably 200 ° C. or lower, more preferably 180 ° C. or lower. It can prevent decomposition | disassembly of the film adhesive 103 before hardening as it is 260 degrees C or less.
加熱温度は、好ましくは260℃以下、より好ましくは200℃以下、より好ましくは180℃以下である。260℃以下であると、硬化前のフィルム状接着剤103の分解を防ぐことができる。 The heating temperature when heating under pressure is preferably 80 ° C or higher, more preferably 100 ° C or higher, still more preferably 120 ° C or higher, and particularly preferably 170 ° C or higher. When the temperature is 80 ° C. or higher, the film-
The heating temperature is preferably 260 ° C. or lower, more preferably 200 ° C. or lower, more preferably 180 ° C. or lower. It can prevent decomposition | disassembly of the film adhesive 103 before hardening as it is 260 degrees C or less.
加熱時間は、好ましくは0.1時間以上、より好ましくは0.2時間以上、さらに好ましくは0.5時間以上である。0.1時間以上であると、加圧の効果を充分に得ることができる。加熱時間は、好ましくは24時間以下、より好ましくは3時間以下、さらに好ましくは1時間以下である。
The heating time is preferably 0.1 hour or longer, more preferably 0.2 hour or longer, and further preferably 0.5 hour or longer. When it is 0.1 hour or longer, the effect of pressurization can be sufficiently obtained. The heating time is preferably 24 hours or less, more preferably 3 hours or less, and even more preferably 1 hour or less.
図10に示すように、被着体106の端子部(インナーリード)の先端と半導体チップ105上の電極パッド(図示しない)とをボンディングワイヤー107で電気的に接続するワイヤーボンディング工程を行う。ボンディングワイヤー107としては、例えば金線、アルミニウム線又は銅線などが用いられる。ワイヤーボンディングを行う際の温度は、好ましくは80℃以上、より好ましくは120℃以上であり、該温度は、好ましくは250℃以下、より好ましくは175℃以下である。また、その加熱時間は数秒~数分間(例えば、1秒~1分間)行われる。結線は、前記温度範囲内となる様に加熱された状態で、超音波による振動エネルギーと印加加圧による圧着エネルギーの併用により行われる。
As shown in FIG. 10, a wire bonding process is performed in which the tip of the terminal portion (inner lead) of the adherend 106 and an electrode pad (not shown) on the semiconductor chip 105 are electrically connected by a bonding wire 107. As the bonding wire 107, for example, a gold wire, an aluminum wire or a copper wire is used. The temperature during wire bonding is preferably 80 ° C. or higher, more preferably 120 ° C. or higher, and the temperature is preferably 250 ° C. or lower, more preferably 175 ° C. or lower. The heating time is several seconds to several minutes (for example, 1 second to 1 minute). The connection is performed by a combination of vibration energy by ultrasonic waves and pressure energy by pressurization while being heated so as to be within the temperature range.
続いて、封止樹脂108により半導体チップ105を封止する封止工程を行う。本工程は、被着体106に搭載された半導体チップ105やボンディングワイヤー107を保護する為に行われる。本工程は、封止用の樹脂を金型で成型することにより行う。封止樹脂108としては、例えばエポキシ系の樹脂を使用する。樹脂封止の際の加熱温度は、好ましくは165℃以上、より好ましくは170℃以上であり、該加熱温度は、好ましくは185℃以下、より好ましくは180℃以下である。
Subsequently, a sealing process for sealing the semiconductor chip 105 with the sealing resin 108 is performed. This step is performed to protect the semiconductor chip 105 and the bonding wire 107 mounted on the adherend 106. This step is performed by molding a sealing resin with a mold. As the sealing resin 108, for example, an epoxy resin is used. The heating temperature at the time of resin sealing is preferably 165 ° C. or higher, more preferably 170 ° C. or higher, and the heating temperature is preferably 185 ° C. or lower, more preferably 180 ° C. or lower.
必要に応じて、封止物を更に加熱をしてもよい(後硬化工程)。これにより、封止工程で硬化不足の封止樹脂108を完全に硬化できる。加熱温度は適宜設定できる。
If necessary, the sealed material may be further heated (post-curing step). Thereby, the insufficiently cured sealing resin 108 can be completely cured in the sealing process. The heating temperature can be set as appropriate.
以上のとおり、フィルム状接着剤103を介して、半導体チップ105を被着体106上にダイボンドする工程と、半導体チップ105を被着体106上にダイボンドする工程の後に、フィルム状接着剤103を加圧下で加熱することにより熱硬化させる工程とを含む方法により、半導体装置を製造する。すなわち、フィルム状接着剤103及びフィルム状接着剤103と接する半導体チップ105を備えるダイボンド用チップを被着体106に圧着する工程と、ダイボンド用チップを被着体106に圧着する工程の後に、フィルム状接着剤103を加圧下で加熱することにより熱硬化させる工程とを含む方法により、半導体装置を製造する。
As described above, after the step of die-bonding the semiconductor chip 105 on the adherend 106 and the step of die-bonding the semiconductor chip 105 on the adherend 106 via the film-like adhesive 103, the film-like adhesive 103 is applied. A semiconductor device is manufactured by a method including a step of thermosetting by heating under pressure. That is, after the step of pressing a die bonding chip including the film adhesive 103 and the semiconductor chip 105 in contact with the film adhesive 103 to the adherend 106 and the step of pressing the die bonding chip to the adherend 106, the film A semiconductor device is manufactured by a method including a step of thermosetting by heating the adhesive 103 under pressure.
より具体的には、かかる方法は、フィルム状接着剤付きダイシングテープ110のフィルム状接着剤103上に半導体ウエハ104を配置する工程と、フィルム状接着剤103上に配置された半導体ウエハ104をダイシングして半導体チップ105を形成する工程と、半導体チップ105をフィルム状接着剤103とともにピックアップする工程と、フィルム状接着剤103を介して、半導体チップ105を被着体106上にダイボンドする工程と、半導体チップ105を被着体106上にダイボンドする工程の後に、フィルム状接着剤103を加圧下で加熱することにより熱硬化させる工程とを含む。
More specifically, such a method includes a step of placing the semiconductor wafer 104 on the film adhesive 103 of the dicing tape 110 with a film adhesive, and a dicing of the semiconductor wafer 104 placed on the film adhesive 103. Forming the semiconductor chip 105, picking up the semiconductor chip 105 together with the film adhesive 103, die bonding the semiconductor chip 105 on the adherend 106 via the film adhesive 103, After the step of die-bonding the semiconductor chip 105 on the adherend 106, a step of thermally curing the film adhesive 103 by heating it under pressure is included.
以上、第3の本発明について説明した。
The third invention has been described above.
以下、第1、第2及び第3の本発明に関し実施例を用いて詳細に説明するが、第1、第2及び第3の本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。また、各例中、部は特記がない限りいずれも重量基準である。
Hereinafter, the first, second, and third aspects of the present invention will be described in detail using examples. However, the first, second, and third aspects of the present invention are limited to the following examples as long as they do not exceed the gist thereof. Is not to be done. In each example, all parts are based on weight unless otherwise specified.
[第1及び第2の本発明に係る実施例]
実施例で使用した成分について説明する。
アロンタックS-2060:東亜合成(株)製のアロンタックS-2060(アクリル共重合体、Mw:55万、ガラス転移温度:-22℃)
テイサンレジンSG-70L:ナガセケムテックス(株)製のテイサンレジンSG-70L(アクリル共重合体、Mw:90万、ガラス転移温度:-13℃)
EOCN-1020-4:日本化薬(株)製のEOCN-1020-4(25℃で固形のエポキシ樹脂)
JER828:三菱化学(株)製のJER828(25℃で液状のエポキシ樹脂)
MEH-7851SS:明和化成社製のMEH-7851SS(フェノールアラルキル樹脂)
1400YM:三井金属鉱業(株)製の1400YM(銅粉、球状、平均粒径4μm、比重8.9)
1300YM:三井金属鉱業(株)製の1300YM(銅粉、球状、平均粒径3μm、比重8.9)
ES-6000:ポッターズ・パロティーニ(株)製のES-6000(シルバーガラスビーズ、球状、平均粒径6μm、比重3.9~4.0)
AUP-1000:大崎工業(株)製のAUP-1000(金粉末、球状、平均粒径1μm、比重19.3)
1200YP:三井金属鉱業(株)製の1200YP(フレーク状銅粉、平均粒径3.5μm、アスペクト比:10、比重8.9)
1050YP:三井金属鉱業(株)製の1050YP(フレーク状銅粉、平均粒径0.9μm、アスペクト比:4、比重8.9)
1400YP:三井金属鉱業(株)製の1400YP(フレーク状銅粉、平均粒径7.0μm、アスペクト比:25、比重8.9)
SPQ01:三井金属鉱業(株)製のSPQ01(銀粉、球状、平均粒径0.1μm、比重10.5)
EHD:三井金属鉱業(株)製のEHD(銀粉、球状、平均粒径0.7μm、比重10.5) [First and Second Embodiments of the Invention]
The components used in the examples will be described.
Arontack S-2060: Arontack S-2060 (acrylic copolymer, Mw: 550,000, glass transition temperature: −22 ° C.) manufactured by Toa Gosei Co., Ltd.
Teisan resin SG-70L: Teisan resin SG-70L manufactured by Nagase ChemteX Corporation (acrylic copolymer, Mw: 900,000, glass transition temperature: −13 ° C.)
EOCN-1020-4: EOCN-1020-4 manufactured by Nippon Kayaku Co., Ltd. (solid epoxy resin at 25 ° C.)
JER828: JER828 manufactured by Mitsubishi Chemical Corporation (epoxy resin which is liquid at 25 ° C)
MEH-7851SS: MEH-7851SS (phenol aralkyl resin) manufactured by Meiwa Kasei Co., Ltd.
1400YM: 1400YM manufactured by Mitsui Mining & Smelting Co., Ltd. (copper powder, spherical,average particle size 4 μm, specific gravity 8.9)
1300YM: 1300YM manufactured by Mitsui Mining & Smelting Co., Ltd. (copper powder, spherical,average particle size 3 μm, specific gravity 8.9)
ES-6000: ES-6000 (Silver glass beads, spherical shape,average particle diameter 6 μm, specific gravity 3.9 to 4.0) manufactured by Potters Parrotini Co., Ltd.
AUP-1000: AUP-1000 manufactured by Osaki Kogyo Co., Ltd. (gold powder, spherical,average particle size 1 μm, specific gravity 19.3)
1200YP: 1200YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size 3.5 μm, aspect ratio: 10, specific gravity 8.9)
1050YP: 1050YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size 0.9 μm, aspect ratio: 4, specific gravity 8.9)
1400YP: 1400YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size: 7.0 μm, aspect ratio: 25, specific gravity: 8.9)
SPQ01: SPQ01 (silver powder, spherical shape, average particle size 0.1 μm, specific gravity 10.5) manufactured by Mitsui Mining & Smelting Co., Ltd.
EHD: EHD manufactured by Mitsui Mining & Smelting Co., Ltd. (silver powder, spherical, average particle size 0.7 μm, specific gravity 10.5)
実施例で使用した成分について説明する。
アロンタックS-2060:東亜合成(株)製のアロンタックS-2060(アクリル共重合体、Mw:55万、ガラス転移温度:-22℃)
テイサンレジンSG-70L:ナガセケムテックス(株)製のテイサンレジンSG-70L(アクリル共重合体、Mw:90万、ガラス転移温度:-13℃)
EOCN-1020-4:日本化薬(株)製のEOCN-1020-4(25℃で固形のエポキシ樹脂)
JER828:三菱化学(株)製のJER828(25℃で液状のエポキシ樹脂)
MEH-7851SS:明和化成社製のMEH-7851SS(フェノールアラルキル樹脂)
1400YM:三井金属鉱業(株)製の1400YM(銅粉、球状、平均粒径4μm、比重8.9)
1300YM:三井金属鉱業(株)製の1300YM(銅粉、球状、平均粒径3μm、比重8.9)
ES-6000:ポッターズ・パロティーニ(株)製のES-6000(シルバーガラスビーズ、球状、平均粒径6μm、比重3.9~4.0)
AUP-1000:大崎工業(株)製のAUP-1000(金粉末、球状、平均粒径1μm、比重19.3)
1200YP:三井金属鉱業(株)製の1200YP(フレーク状銅粉、平均粒径3.5μm、アスペクト比:10、比重8.9)
1050YP:三井金属鉱業(株)製の1050YP(フレーク状銅粉、平均粒径0.9μm、アスペクト比:4、比重8.9)
1400YP:三井金属鉱業(株)製の1400YP(フレーク状銅粉、平均粒径7.0μm、アスペクト比:25、比重8.9)
SPQ01:三井金属鉱業(株)製のSPQ01(銀粉、球状、平均粒径0.1μm、比重10.5)
EHD:三井金属鉱業(株)製のEHD(銀粉、球状、平均粒径0.7μm、比重10.5) [First and Second Embodiments of the Invention]
The components used in the examples will be described.
Arontack S-2060: Arontack S-2060 (acrylic copolymer, Mw: 550,000, glass transition temperature: −22 ° C.) manufactured by Toa Gosei Co., Ltd.
Teisan resin SG-70L: Teisan resin SG-70L manufactured by Nagase ChemteX Corporation (acrylic copolymer, Mw: 900,000, glass transition temperature: −13 ° C.)
EOCN-1020-4: EOCN-1020-4 manufactured by Nippon Kayaku Co., Ltd. (solid epoxy resin at 25 ° C.)
JER828: JER828 manufactured by Mitsubishi Chemical Corporation (epoxy resin which is liquid at 25 ° C)
MEH-7851SS: MEH-7851SS (phenol aralkyl resin) manufactured by Meiwa Kasei Co., Ltd.
1400YM: 1400YM manufactured by Mitsui Mining & Smelting Co., Ltd. (copper powder, spherical,
1300YM: 1300YM manufactured by Mitsui Mining & Smelting Co., Ltd. (copper powder, spherical,
ES-6000: ES-6000 (Silver glass beads, spherical shape,
AUP-1000: AUP-1000 manufactured by Osaki Kogyo Co., Ltd. (gold powder, spherical,
1200YP: 1200YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size 3.5 μm, aspect ratio: 10, specific gravity 8.9)
1050YP: 1050YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size 0.9 μm, aspect ratio: 4, specific gravity 8.9)
1400YP: 1400YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size: 7.0 μm, aspect ratio: 25, specific gravity: 8.9)
SPQ01: SPQ01 (silver powder, spherical shape, average particle size 0.1 μm, specific gravity 10.5) manufactured by Mitsui Mining & Smelting Co., Ltd.
EHD: EHD manufactured by Mitsui Mining & Smelting Co., Ltd. (silver powder, spherical, average particle size 0.7 μm, specific gravity 10.5)
[フィルム状接着剤及びフィルム状接着剤付きダイシングテープの作製]
(実施例及び比較例)
表1~2に記載の配合比に従い、表1~2に記載の各成分及び溶媒(メチルエチルケトン)を、ハイブリッドミキサー(キーエンス製 HM-500)の攪拌釜に入れ、攪拌モード、3分で攪拌・混合した。得られたワニスを、離型処理フィルム(三菱樹脂(株)製のMRA50)にダイコーターにて塗布した後,乾燥させて、フィルム状接着剤を作製した。 [Production of film adhesive and dicing tape with film adhesive]
(Examples and Comparative Examples)
In accordance with the mixing ratios shown in Tables 1 and 2, the components and the solvent (methyl ethyl ketone) shown in Tables 1 and 2 were placed in a stirring vessel of a hybrid mixer (Keyence HM-500). Mixed. The obtained varnish was applied to a release treatment film (MRA50 manufactured by Mitsubishi Resin Co., Ltd.) with a die coater and then dried to produce a film adhesive.
(実施例及び比較例)
表1~2に記載の配合比に従い、表1~2に記載の各成分及び溶媒(メチルエチルケトン)を、ハイブリッドミキサー(キーエンス製 HM-500)の攪拌釜に入れ、攪拌モード、3分で攪拌・混合した。得られたワニスを、離型処理フィルム(三菱樹脂(株)製のMRA50)にダイコーターにて塗布した後,乾燥させて、フィルム状接着剤を作製した。 [Production of film adhesive and dicing tape with film adhesive]
(Examples and Comparative Examples)
In accordance with the mixing ratios shown in Tables 1 and 2, the components and the solvent (methyl ethyl ketone) shown in Tables 1 and 2 were placed in a stirring vessel of a hybrid mixer (Keyence HM-500). Mixed. The obtained varnish was applied to a release treatment film (MRA50 manufactured by Mitsubishi Resin Co., Ltd.) with a die coater and then dried to produce a film adhesive.
得られたフィルム状接着剤を直径230mmの円形に切り出し、ダイシングテープ(日東電工(株)製のP2130G)の粘着剤層上に25℃で貼り付けて、フィルム状接着剤付きダイシングテープを作製した。
The obtained film adhesive was cut into a circle having a diameter of 230 mm and pasted on a pressure-sensitive adhesive layer of a dicing tape (P2130G manufactured by Nitto Denko Corporation) at 25 ° C. to prepare a dicing tape with a film adhesive. .
[ミラーシリコンウェハの作製]
バックグラインダー((株)DISCO製のDFG-8560)を用いて、シリコンウエハ(信越化学工業(株)製、厚み0.6mm)の厚みが0.05mmとなるように研削し、ミラーシリコンウエハを作製した。 [Production of mirror silicon wafer]
Using a back grinder (DFG-8560 manufactured by DISCO Corporation), the silicon wafer (Shin-Etsu Chemical Co., Ltd., thickness 0.6 mm) is ground to a thickness of 0.05 mm, and the mirror silicon wafer is Produced.
バックグラインダー((株)DISCO製のDFG-8560)を用いて、シリコンウエハ(信越化学工業(株)製、厚み0.6mm)の厚みが0.05mmとなるように研削し、ミラーシリコンウエハを作製した。 [Production of mirror silicon wafer]
Using a back grinder (DFG-8560 manufactured by DISCO Corporation), the silicon wafer (Shin-Etsu Chemical Co., Ltd., thickness 0.6 mm) is ground to a thickness of 0.05 mm, and the mirror silicon wafer is Produced.
[評価]
得られたフィルム状接着剤、フィルム状接着剤付きダイシングテープ、ミラーシリコンウエハを用いて以下の評価を行った。結果を表1~2に示す。 [Evaluation]
The following evaluation was performed using the obtained film adhesive, dicing tape with film adhesive, and mirror silicon wafer. The results are shown in Tables 1-2.
得られたフィルム状接着剤、フィルム状接着剤付きダイシングテープ、ミラーシリコンウエハを用いて以下の評価を行った。結果を表1~2に示す。 [Evaluation]
The following evaluation was performed using the obtained film adhesive, dicing tape with film adhesive, and mirror silicon wafer. The results are shown in Tables 1-2.
[接着性評価]
ウエハマウンター(日東精機(株)製のMA-3000III)を用いて、貼り付け速度10mm/min、貼り付け温度40℃にて、フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、ミラーシリコンウエハを貼り合わせた。
貼り合わせにより得られたものを、ダイサー((株)DISCO製のDFD-6361)を用いて、10mm×10mm□にダイシング(個片化)し、個片を得た。ダイボンダー(株)新川製のSPA-300)を用いて、120℃、0.1MPa、1秒にて、個片(チップ及びフィルム状接着剤からなる個片)をリードフレームにダイアタッチした。ダイアタッチ後に個片の側面を走査型電子顕微鏡で観察し、個片とリードフレームの間に隙間が無ければ「無」と判定し、隙間があれば「有」と判定した。 [Adhesion evaluation]
Using a wafer mounter (MA-3000III manufactured by Nitto Seiki Co., Ltd.), mirror silicon on the film adhesive of the dicing tape with film adhesive at an application speed of 10 mm / min and an application temperature of 40 ° C. The wafer was bonded.
What was obtained by the bonding was diced into 10 mm × 10 mm □ using a dicer (DFD-6361 manufactured by DISCO Corporation) to obtain individual pieces. A die bonder (SPA-300, manufactured by Shinkawa Co., Ltd.) was used to die attach individual pieces (chips and pieces made of film adhesive) to a lead frame at 120 ° C., 0.1 MPa, and 1 second. After die attachment, the side surface of the piece was observed with a scanning electron microscope. If there was no gap between the piece and the lead frame, it was judged as “No”, and if there was a gap, it was judged as “Yes”.
ウエハマウンター(日東精機(株)製のMA-3000III)を用いて、貼り付け速度10mm/min、貼り付け温度40℃にて、フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、ミラーシリコンウエハを貼り合わせた。
貼り合わせにより得られたものを、ダイサー((株)DISCO製のDFD-6361)を用いて、10mm×10mm□にダイシング(個片化)し、個片を得た。ダイボンダー(株)新川製のSPA-300)を用いて、120℃、0.1MPa、1秒にて、個片(チップ及びフィルム状接着剤からなる個片)をリードフレームにダイアタッチした。ダイアタッチ後に個片の側面を走査型電子顕微鏡で観察し、個片とリードフレームの間に隙間が無ければ「無」と判定し、隙間があれば「有」と判定した。 [Adhesion evaluation]
Using a wafer mounter (MA-3000III manufactured by Nitto Seiki Co., Ltd.), mirror silicon on the film adhesive of the dicing tape with film adhesive at an application speed of 10 mm / min and an application temperature of 40 ° C. The wafer was bonded.
What was obtained by the bonding was diced into 10 mm × 10 mm □ using a dicer (DFD-6361 manufactured by DISCO Corporation) to obtain individual pieces. A die bonder (SPA-300, manufactured by Shinkawa Co., Ltd.) was used to die attach individual pieces (chips and pieces made of film adhesive) to a lead frame at 120 ° C., 0.1 MPa, and 1 second. After die attachment, the side surface of the piece was observed with a scanning electron microscope. If there was no gap between the piece and the lead frame, it was judged as “No”, and if there was a gap, it was judged as “Yes”.
[はみ出し評価]
ウエハマウンター(日東精機(株)製のMA-3000III)を用いて、貼り付け速度10mm/min、貼り付け温度40℃にて、フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、ミラーシリコンウエハを貼り合わせた。
貼り合わせにより得られたものを、ダイサー((株)DISCO製のDFD-6361)を用いて、10mm×10mm□にダイシング(個片化)し、個片を得た。ダイボンダー((株)新川製のSPA-300)を用いて、120℃、0.4MPa、1秒にて、個片(チップ及びフィルム状接着剤からなる個片)をリードフレームにダイアタッチした。ダイアタッチ後に光学顕微鏡を用いて、上面から個片を観察し、チップの端面からフィルム状接着剤がはみ出した距離(はみ出し距離)を測定した。 [Projection evaluation]
Using a wafer mounter (MA-3000III manufactured by Nitto Seiki Co., Ltd.), mirror silicon on the film adhesive of the dicing tape with film adhesive at an application speed of 10 mm / min and an application temperature of 40 ° C. The wafer was bonded.
What was obtained by the bonding was diced into 10 mm × 10 mm □ using a dicer (DFD-6361 manufactured by DISCO Corporation) to obtain individual pieces. Using a die bonder (SPA-300 manufactured by Shinkawa Co., Ltd.), individual pieces (individual pieces made of chip and film adhesive) were die-attached to a lead frame at 120 ° C., 0.4 MPa, and 1 second. The individual pieces were observed from the upper surface using an optical microscope after die attachment, and the distance (excess distance) at which the film adhesive protruded from the end surface of the chip was measured.
ウエハマウンター(日東精機(株)製のMA-3000III)を用いて、貼り付け速度10mm/min、貼り付け温度40℃にて、フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、ミラーシリコンウエハを貼り合わせた。
貼り合わせにより得られたものを、ダイサー((株)DISCO製のDFD-6361)を用いて、10mm×10mm□にダイシング(個片化)し、個片を得た。ダイボンダー((株)新川製のSPA-300)を用いて、120℃、0.4MPa、1秒にて、個片(チップ及びフィルム状接着剤からなる個片)をリードフレームにダイアタッチした。ダイアタッチ後に光学顕微鏡を用いて、上面から個片を観察し、チップの端面からフィルム状接着剤がはみ出した距離(はみ出し距離)を測定した。 [Projection evaluation]
Using a wafer mounter (MA-3000III manufactured by Nitto Seiki Co., Ltd.), mirror silicon on the film adhesive of the dicing tape with film adhesive at an application speed of 10 mm / min and an application temperature of 40 ° C. The wafer was bonded.
What was obtained by the bonding was diced into 10 mm × 10 mm □ using a dicer (DFD-6361 manufactured by DISCO Corporation) to obtain individual pieces. Using a die bonder (SPA-300 manufactured by Shinkawa Co., Ltd.), individual pieces (individual pieces made of chip and film adhesive) were die-attached to a lead frame at 120 ° C., 0.4 MPa, and 1 second. The individual pieces were observed from the upper surface using an optical microscope after die attachment, and the distance (excess distance) at which the film adhesive protruded from the end surface of the chip was measured.
[フィルム状接着剤とダイシングテープ間の剥離力測定]
フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、保持目的にポリエステル粘着テープ(日東電工(株)製のBT-315)を貼り合わせた後、100mm×100mm幅で切断し、サンプルを作製した。このサンプルについて、剥離速度300mm/min、剥離温度25℃でTピールにてダイシングテープからフィルム状接着剤を剥離し、剥離力を測定した。 [Measurement of peel strength between film adhesive and dicing tape]
A polyester pressure-sensitive adhesive tape (BT-315 manufactured by Nitto Denko Corporation) is bonded to the film adhesive of the dicing tape with film adhesive, and then cut into a width of 100 mm x 100 mm to prepare a sample. did. About this sample, the film adhesive was peeled from the dicing tape at a peeling speed of 300 mm / min and a peeling temperature of 25 ° C. with a T peel, and the peeling force was measured.
フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、保持目的にポリエステル粘着テープ(日東電工(株)製のBT-315)を貼り合わせた後、100mm×100mm幅で切断し、サンプルを作製した。このサンプルについて、剥離速度300mm/min、剥離温度25℃でTピールにてダイシングテープからフィルム状接着剤を剥離し、剥離力を測定した。 [Measurement of peel strength between film adhesive and dicing tape]
A polyester pressure-sensitive adhesive tape (BT-315 manufactured by Nitto Denko Corporation) is bonded to the film adhesive of the dicing tape with film adhesive, and then cut into a width of 100 mm x 100 mm to prepare a sample. did. About this sample, the film adhesive was peeled from the dicing tape at a peeling speed of 300 mm / min and a peeling temperature of 25 ° C. with a T peel, and the peeling force was measured.
[体積抵抗率の測定]
フィルム状接着剤について、抵抗率計(三菱化学(株)製のLoresta MP MCP-T350)を用いて、JIS K 7194に基づいた四探針法による体積抵抗率の測定を行った。 [Measurement of volume resistivity]
For the film adhesive, volume resistivity was measured by a four-probe method based on JIS K 7194 using a resistivity meter (Loresta MP MCP-T350 manufactured by Mitsubishi Chemical Corporation).
フィルム状接着剤について、抵抗率計(三菱化学(株)製のLoresta MP MCP-T350)を用いて、JIS K 7194に基づいた四探針法による体積抵抗率の測定を行った。 [Measurement of volume resistivity]
For the film adhesive, volume resistivity was measured by a four-probe method based on JIS K 7194 using a resistivity meter (Loresta MP MCP-T350 manufactured by Mitsubishi Chemical Corporation).
[導電性粒子の粒度分布及び平均粒径の測定]
実施例2、実施例6、比較例5及び比較例6のフィルム状接着剤をるつぼに入れ、強熱してフィルム状接着剤を灰化させた。得られた灰分を純水中に分散させて10分間超音波処理し、レーザー回折散乱式粒度分布測定装置(ベックマンコールター社製、「LS 13 320」;湿式法)を用いて粒度分布(体積基準)及び平均粒径を求めた。なお、フィルム状接着剤の組成として導電性粒子以外は有機成分であり、上記の強熱処理により実質的に全ての有機成分が焼失することから、得られる灰分を導電性粒子とみなして測定を行った。 [Measurement of particle size distribution and average particle size of conductive particles]
The film adhesives of Example 2, Example 6, Comparative Example 5 and Comparative Example 6 were put in a crucible and ignited to ash the film adhesive. The obtained ash was dispersed in pure water and subjected to ultrasonic treatment for 10 minutes, and the particle size distribution (volume basis) using a laser diffraction / scattering particle size distribution analyzer (“LS 13 320” manufactured by Beckman Coulter, Inc .; wet method). ) And average particle size. Note that the composition of the film adhesive is an organic component other than the conductive particles, and substantially all the organic components are burned off by the above-described strong heat treatment, so the ash obtained is regarded as the conductive particles for measurement. It was.
実施例2、実施例6、比較例5及び比較例6のフィルム状接着剤をるつぼに入れ、強熱してフィルム状接着剤を灰化させた。得られた灰分を純水中に分散させて10分間超音波処理し、レーザー回折散乱式粒度分布測定装置(ベックマンコールター社製、「LS 13 320」;湿式法)を用いて粒度分布(体積基準)及び平均粒径を求めた。なお、フィルム状接着剤の組成として導電性粒子以外は有機成分であり、上記の強熱処理により実質的に全ての有機成分が焼失することから、得られる灰分を導電性粒子とみなして測定を行った。 [Measurement of particle size distribution and average particle size of conductive particles]
The film adhesives of Example 2, Example 6, Comparative Example 5 and Comparative Example 6 were put in a crucible and ignited to ash the film adhesive. The obtained ash was dispersed in pure water and subjected to ultrasonic treatment for 10 minutes, and the particle size distribution (volume basis) using a laser diffraction / scattering particle size distribution analyzer (“LS 13 320” manufactured by Beckman Coulter, Inc .; wet method). ) And average particle size. Note that the composition of the film adhesive is an organic component other than the conductive particles, and substantially all the organic components are burned off by the above-described strong heat treatment, so the ash obtained is regarded as the conductive particles for measurement. It was.
[総合判定]
以下の全ての条件を満たす場合を○と判定し、いずれかひとつでも満たさない場合を×と判定した。
条件(1):接着性評価の判定結果が「無」である。
条件(2):はみ出し評価で測定したはみ出し距離が100μm以下である。
条件(3):フィルム状接着剤とダイシングテープ間の剥離力測定の測定結果が、0.01~3.00N/20mmである。
条件(4):フィルム状接着剤の体積抵抗率が、1×10-6Ω・m以上9×10-2Ω・m以下である。 [Comprehensive judgment]
The case where all the following conditions were satisfied was determined as “good”, and the case where any one of the following conditions was not satisfied was determined as “poor”.
Condition (1): The determination result of the adhesion evaluation is “none”.
Condition (2): The protrusion distance measured by the protrusion evaluation is 100 μm or less.
Condition (3): The measurement result of the peel force measurement between the film adhesive and the dicing tape is 0.01 to 3.00 N / 20 mm.
Condition (4): The volume resistivity of the film adhesive is 1 × 10 −6 Ω · m or more and 9 × 10 −2 Ω · m or less.
以下の全ての条件を満たす場合を○と判定し、いずれかひとつでも満たさない場合を×と判定した。
条件(1):接着性評価の判定結果が「無」である。
条件(2):はみ出し評価で測定したはみ出し距離が100μm以下である。
条件(3):フィルム状接着剤とダイシングテープ間の剥離力測定の測定結果が、0.01~3.00N/20mmである。
条件(4):フィルム状接着剤の体積抵抗率が、1×10-6Ω・m以上9×10-2Ω・m以下である。 [Comprehensive judgment]
The case where all the following conditions were satisfied was determined as “good”, and the case where any one of the following conditions was not satisfied was determined as “poor”.
Condition (1): The determination result of the adhesion evaluation is “none”.
Condition (2): The protrusion distance measured by the protrusion evaluation is 100 μm or less.
Condition (3): The measurement result of the peel force measurement between the film adhesive and the dicing tape is 0.01 to 3.00 N / 20 mm.
Condition (4): The volume resistivity of the film adhesive is 1 × 10 −6 Ω · m or more and 9 × 10 −2 Ω · m or less.


アスペクト比が5以上のプレート状粒子を含むフィルム状接着剤を用いた実施例1、実施例3~5、実施例7では優れた導電性が得られた。一方、アスペクト比が4のプレート状粒子を含むフィルム状接着剤を用いた比較例4では導電性が劣っていた。
In Example 1, Examples 3 to 5, and Example 7 using a film adhesive containing plate-like particles having an aspect ratio of 5 or more, excellent conductivity was obtained. On the other hand, in Comparative Example 4 using a film adhesive containing plate-like particles having an aspect ratio of 4, the conductivity was inferior.
2種の球状粒子を含むフィルム状接着剤を用いた実施例2、実施例6でも、優れた導電性が得られた。一方、1種の球状粒子を含むフィルム状接着剤を用いた比較例1~3、比較例5~6では、導電性が劣っていた。
In Example 2 and Example 6 using a film adhesive containing two kinds of spherical particles, excellent conductivity was obtained. On the other hand, Comparative Examples 1 to 3 and Comparative Examples 5 to 6 using a film adhesive containing one kind of spherical particles were inferior in conductivity.
なお、実施例2、実施例6、比較例5及び比較例6のフィルム状接着剤の灰分について、粒度分布及び平均粒径を測定した。この測定結果は、導電性粒子の平均粒径から計算される値と略同じ結果となった。
In addition, about the ash content of the film adhesive of Example 2, Example 6, Comparative Example 5, and Comparative Example 6, the particle size distribution and the average particle size were measured. This measurement result was substantially the same as the value calculated from the average particle size of the conductive particles.
以上、第1及び第2の本発明に係る実施例について説明した。
Heretofore, the first and second embodiments according to the present invention have been described.
[第3の本発明に係る実施例]
[Third embodiment of the present invention]
実施例で使用した成分について説明する。
テイサンレジンSG-70L:ナガセケムテックス(株)製のテイサンレジンSG-70L(カルボキシル基を含むアクリル共重合体、Mw:90万、酸価:5mgKOH/g、ガラス転移温度:-13℃)
EOCN-1020-4:日本化薬(株)製のEOCN-1020-4(25℃で固形のエポキシ樹脂)
JER828:三菱化学(株)製のJER828(25℃で液状のエポキシ樹脂)
MEH-7851SS:明和化成社製のMEH-7851SS(フェノールアラルキル樹脂)
1400YM:三井金属鉱業(株)製の1400YM(銅粉、球状、平均粒径4μm、比重8.9)
1200YP:三井金属鉱業(株)製の1200YP(フレーク状銅粉、平均粒径3.5μm、アスペクト比:10、比重8.9)
EHD:三井金属鉱業(株)製のEHD(銀粉、球状、平均粒径0.7μm、比重10.5) The components used in the examples will be described.
Teisan Resin SG-70L: Teisan Resin SG-70L manufactured by Nagase ChemteX Corporation (acrylic copolymer containing a carboxyl group, Mw: 900,000, acid value: 5 mgKOH / g, glass transition temperature: −13 ° C.)
EOCN-1020-4: EOCN-1020-4 manufactured by Nippon Kayaku Co., Ltd. (solid epoxy resin at 25 ° C.)
JER828: JER828 manufactured by Mitsubishi Chemical Corporation (epoxy resin which is liquid at 25 ° C)
MEH-7851SS: MEH-7851SS (phenol aralkyl resin) manufactured by Meiwa Kasei Co., Ltd.
1400YM: 1400YM manufactured by Mitsui Mining & Smelting Co., Ltd. (copper powder, spherical,average particle size 4 μm, specific gravity 8.9)
1200YP: 1200YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size 3.5 μm, aspect ratio: 10, specific gravity 8.9)
EHD: EHD manufactured by Mitsui Mining & Smelting Co., Ltd. (silver powder, spherical, average particle size 0.7 μm, specific gravity 10.5)
テイサンレジンSG-70L:ナガセケムテックス(株)製のテイサンレジンSG-70L(カルボキシル基を含むアクリル共重合体、Mw:90万、酸価:5mgKOH/g、ガラス転移温度:-13℃)
EOCN-1020-4:日本化薬(株)製のEOCN-1020-4(25℃で固形のエポキシ樹脂)
JER828:三菱化学(株)製のJER828(25℃で液状のエポキシ樹脂)
MEH-7851SS:明和化成社製のMEH-7851SS(フェノールアラルキル樹脂)
1400YM:三井金属鉱業(株)製の1400YM(銅粉、球状、平均粒径4μm、比重8.9)
1200YP:三井金属鉱業(株)製の1200YP(フレーク状銅粉、平均粒径3.5μm、アスペクト比:10、比重8.9)
EHD:三井金属鉱業(株)製のEHD(銀粉、球状、平均粒径0.7μm、比重10.5) The components used in the examples will be described.
Teisan Resin SG-70L: Teisan Resin SG-70L manufactured by Nagase ChemteX Corporation (acrylic copolymer containing a carboxyl group, Mw: 900,000, acid value: 5 mgKOH / g, glass transition temperature: −13 ° C.)
EOCN-1020-4: EOCN-1020-4 manufactured by Nippon Kayaku Co., Ltd. (solid epoxy resin at 25 ° C.)
JER828: JER828 manufactured by Mitsubishi Chemical Corporation (epoxy resin which is liquid at 25 ° C)
MEH-7851SS: MEH-7851SS (phenol aralkyl resin) manufactured by Meiwa Kasei Co., Ltd.
1400YM: 1400YM manufactured by Mitsui Mining & Smelting Co., Ltd. (copper powder, spherical,
1200YP: 1200YP manufactured by Mitsui Mining & Smelting Co., Ltd. (flaked copper powder, average particle size 3.5 μm, aspect ratio: 10, specific gravity 8.9)
EHD: EHD manufactured by Mitsui Mining & Smelting Co., Ltd. (silver powder, spherical, average particle size 0.7 μm, specific gravity 10.5)
[フィルム状接着剤及びフィルム状接着剤付きダイシングテープの作製]
(実施例8~10及び比較例7~9)
表3~表4に記載の配合比に従い、表3~表4に記載の各成分及び溶媒(メチルエチルケトン)を、ハイブリッドミキサー(キーエンス製 HM-500)の攪拌釜に入れ、攪拌モード、3分で攪拌・混合した。得られたワニスを、離型処理フィルム(三菱樹脂(株)製のMRA50)にダイコーターにて塗布した後,乾燥させて、フィルム状接着剤を作製した。 [Production of film adhesive and dicing tape with film adhesive]
(Examples 8 to 10 and Comparative Examples 7 to 9)
In accordance with the blending ratios described in Tables 3 to 4, the components and solvents (methyl ethyl ketone) described in Tables 3 to 4 were placed in a stirring vessel of a hybrid mixer (Keyence HM-500) and stirred in 3 minutes. Stir and mix. The obtained varnish was applied to a release treatment film (MRA50 manufactured by Mitsubishi Resin Co., Ltd.) with a die coater and then dried to produce a film adhesive.
(実施例8~10及び比較例7~9)
表3~表4に記載の配合比に従い、表3~表4に記載の各成分及び溶媒(メチルエチルケトン)を、ハイブリッドミキサー(キーエンス製 HM-500)の攪拌釜に入れ、攪拌モード、3分で攪拌・混合した。得られたワニスを、離型処理フィルム(三菱樹脂(株)製のMRA50)にダイコーターにて塗布した後,乾燥させて、フィルム状接着剤を作製した。 [Production of film adhesive and dicing tape with film adhesive]
(Examples 8 to 10 and Comparative Examples 7 to 9)
In accordance with the blending ratios described in Tables 3 to 4, the components and solvents (methyl ethyl ketone) described in Tables 3 to 4 were placed in a stirring vessel of a hybrid mixer (Keyence HM-500) and stirred in 3 minutes. Stir and mix. The obtained varnish was applied to a release treatment film (MRA50 manufactured by Mitsubishi Resin Co., Ltd.) with a die coater and then dried to produce a film adhesive.
得られたフィルム状接着剤を直径230mmの円形に切り出し、ダイシングテープ(日東電工(株)製のP2130G)の粘着剤層上に25℃で貼り付けて、フィルム状接着剤付きダイシングテープを作製した。
The obtained film adhesive was cut into a circle having a diameter of 230 mm and pasted on a pressure-sensitive adhesive layer of a dicing tape (P2130G manufactured by Nitto Denko Corporation) at 25 ° C. to prepare a dicing tape with a film adhesive. .
[評価]
得られたフィルム状接着剤、フィルム状接着剤付きダイシングテープについて、以下の評価を行った。結果を表3~表4に示す。 [Evaluation]
The following evaluation was performed about the obtained film adhesive and the dicing tape with a film adhesive. The results are shown in Tables 3-4.
得られたフィルム状接着剤、フィルム状接着剤付きダイシングテープについて、以下の評価を行った。結果を表3~表4に示す。 [Evaluation]
The following evaluation was performed about the obtained film adhesive and the dicing tape with a film adhesive. The results are shown in Tables 3-4.
[接着面積]
(実施例8~10の評価方法)
ウエハマウンター(日東精機(株)製のMA-3000III)を用いて、貼り付け速度10mm/min、貼り付け温度40℃にて、フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、ミラーシリコンウエハを貼り合つけた。
フィルム状接着剤付きダイシングテープ上に配置されたミラーシリコンウエハを、ダイサー((株)DISCO製のDFD-6361)を用いて、10mm×10mm□にダイシング(個片化)し、個片を得た。ダイボンダー((株)新川製のSPA-300)を用いて、120℃、0.1MPa、1秒にて、個片をフィルム状接着剤を介してリードフレームにダイアタッチした。ダイアタッチ後に加圧キュア炉((株)芦田製作所製のMODEL AC)を用いて、表3に示す条件で加圧キュアを行った。キュア後に、フィルム状接着剤がリードフレームと接着する接着面積を超音波顕微鏡を用いて観察した。接着面積が95%以上である場合を○と判定し、95%未満である場合を×と判定した。なお、接着面積について、百分率の値が大きいほど、フィルム状接着剤とリードフレームとの間に存在するボイドが少ない。
(比較例7~9の評価方法)
加圧キュア炉に代えて、乾燥機((株)エスペック製のSTC-120H)を用いて表4に示す条件で無加圧キュアを行った点以外は、実施例8~10と同様の方法で接着面積を評価した。 [Adhesion area]
(Evaluation method of Examples 8 to 10)
Using a wafer mounter (MA-3000III manufactured by Nitto Seiki Co., Ltd.), mirror silicon on the film adhesive of the dicing tape with film adhesive at an application speed of 10 mm / min and an application temperature of 40 ° C. The wafer was bonded.
A mirror silicon wafer placed on a dicing tape with a film adhesive is diced (divided into 10 mm × 10 mm □) using a dicer (DFD-6361 manufactured by DISCO Corporation) to obtain individual pieces. It was. Using a die bonder (SPA-300 manufactured by Shinkawa Co., Ltd.), the pieces were die-attached to the lead frame via a film adhesive at 120 ° C., 0.1 MPa, and 1 second. After the die attach, pressure curing was performed under the conditions shown in Table 3 using a pressure curing furnace (MODEL AC manufactured by Iwata Manufacturing Co., Ltd.). After curing, the adhesion area where the film adhesive adhered to the lead frame was observed using an ultrasonic microscope. The case where the adhesion area was 95% or more was judged as ◯, and the case where it was less than 95% was judged as x. In addition, regarding the bonding area, the larger the percentage value, the fewer voids exist between the film adhesive and the lead frame.
(Evaluation method of Comparative Examples 7 to 9)
The same method as in Examples 8 to 10 except that pressureless curing was performed under the conditions shown in Table 4 using a dryer (STC-120H manufactured by Espec Co., Ltd.) instead of the pressure curing furnace. The adhesion area was evaluated.
(実施例8~10の評価方法)
ウエハマウンター(日東精機(株)製のMA-3000III)を用いて、貼り付け速度10mm/min、貼り付け温度40℃にて、フィルム状接着剤付きダイシングテープのフィルム状接着剤上に、ミラーシリコンウエハを貼り合つけた。
フィルム状接着剤付きダイシングテープ上に配置されたミラーシリコンウエハを、ダイサー((株)DISCO製のDFD-6361)を用いて、10mm×10mm□にダイシング(個片化)し、個片を得た。ダイボンダー((株)新川製のSPA-300)を用いて、120℃、0.1MPa、1秒にて、個片をフィルム状接着剤を介してリードフレームにダイアタッチした。ダイアタッチ後に加圧キュア炉((株)芦田製作所製のMODEL AC)を用いて、表3に示す条件で加圧キュアを行った。キュア後に、フィルム状接着剤がリードフレームと接着する接着面積を超音波顕微鏡を用いて観察した。接着面積が95%以上である場合を○と判定し、95%未満である場合を×と判定した。なお、接着面積について、百分率の値が大きいほど、フィルム状接着剤とリードフレームとの間に存在するボイドが少ない。
(比較例7~9の評価方法)
加圧キュア炉に代えて、乾燥機((株)エスペック製のSTC-120H)を用いて表4に示す条件で無加圧キュアを行った点以外は、実施例8~10と同様の方法で接着面積を評価した。 [Adhesion area]
(Evaluation method of Examples 8 to 10)
Using a wafer mounter (MA-3000III manufactured by Nitto Seiki Co., Ltd.), mirror silicon on the film adhesive of the dicing tape with film adhesive at an application speed of 10 mm / min and an application temperature of 40 ° C. The wafer was bonded.
A mirror silicon wafer placed on a dicing tape with a film adhesive is diced (divided into 10 mm × 10 mm □) using a dicer (DFD-6361 manufactured by DISCO Corporation) to obtain individual pieces. It was. Using a die bonder (SPA-300 manufactured by Shinkawa Co., Ltd.), the pieces were die-attached to the lead frame via a film adhesive at 120 ° C., 0.1 MPa, and 1 second. After the die attach, pressure curing was performed under the conditions shown in Table 3 using a pressure curing furnace (MODEL AC manufactured by Iwata Manufacturing Co., Ltd.). After curing, the adhesion area where the film adhesive adhered to the lead frame was observed using an ultrasonic microscope. The case where the adhesion area was 95% or more was judged as ◯, and the case where it was less than 95% was judged as x. In addition, regarding the bonding area, the larger the percentage value, the fewer voids exist between the film adhesive and the lead frame.
(Evaluation method of Comparative Examples 7 to 9)
The same method as in Examples 8 to 10 except that pressureless curing was performed under the conditions shown in Table 4 using a dryer (STC-120H manufactured by Espec Co., Ltd.) instead of the pressure curing furnace. The adhesion area was evaluated.


以上、第3の本発明に係る実施例について説明した。
The embodiment according to the third aspect of the present invention has been described above.
1 基材
2 粘着剤層
3 フィルム状接着剤
4 半導体ウエハ
5 半導体チップ
6 被着体
7 ボンディングワイヤー
8 封止樹脂
10 フィルム状接着剤付きダイシングテープ
11 ダイシングテープ DESCRIPTION OFSYMBOLS 1 Base material 2 Adhesive layer 3 Film adhesive 4 Semiconductor wafer 5 Semiconductor chip 6 Substrate 7 Bonding wire 8 Sealing resin 10 Dicing tape 11 with film adhesive 11 Dicing tape
2 粘着剤層
3 フィルム状接着剤
4 半導体ウエハ
5 半導体チップ
6 被着体
7 ボンディングワイヤー
8 封止樹脂
10 フィルム状接着剤付きダイシングテープ
11 ダイシングテープ DESCRIPTION OF
110 フィルム状接着剤付きダイシングテープ
101 ダイシングテープ
111 基材
112 粘着剤層
103 フィルム状接着剤
104 半導体ウエハ
105 半導体チップ
106 被着体
161 半導体チップ付き被着体
107 ボンディングワイヤー
108 封止樹脂 DESCRIPTION OFSYMBOLS 110 Dicing tape with a film adhesive 101 Dicing tape 111 Base material 112 Adhesive layer 103 Film adhesive 104 Semiconductor wafer 105 Semiconductor chip 106 Adhering body 161 Adhering body with a semiconductor chip 107 Bonding wire 108 Sealing resin
101 ダイシングテープ
111 基材
112 粘着剤層
103 フィルム状接着剤
104 半導体ウエハ
105 半導体チップ
106 被着体
161 半導体チップ付き被着体
107 ボンディングワイヤー
108 封止樹脂 DESCRIPTION OF
Claims (10)
- 導電性粒子を含み、
前記導電性粒子は、金粒子、銀粒子、銅粒子及び被覆粒子からなる群より選択される少なくとも1種であり、
前記被覆粒子は、コア粒子及び前記コア粒子を被覆する被覆膜を備え、
前記被覆膜は、金、銀及び銅からなる群より選択される少なくとも1種を含み、
前記導電性粒子は、アスペクト比が5以上のプレート状粒子を含み、
前記導電性粒子100重量%中の前記プレート状粒子の含有量が5重量%~100重量%であるフィルム状接着剤。 Containing conductive particles,
The conductive particles are at least one selected from the group consisting of gold particles, silver particles, copper particles and coated particles,
The coated particle comprises a core particle and a coating film that coats the core particle,
The coating film includes at least one selected from the group consisting of gold, silver and copper,
The conductive particles include plate-like particles having an aspect ratio of 5 or more,
A film adhesive in which the content of the plate-like particles in 100% by weight of the conductive particles is 5% by weight to 100% by weight. - 前記フィルム状接着剤中の前記導電性粒子の含有量が30重量%~95重量%である請求項1に記載のフィルム状接着剤。 The film adhesive according to claim 1, wherein the content of the conductive particles in the film adhesive is 30 wt% to 95 wt%.
- 体積抵抗率が1×10-6Ω・m以上9×10-2Ω・m以下である請求項1又は2に記載のフィルム状接着剤。 The film adhesive according to claim 1 or 2, wherein the volume resistivity is 1 × 10 −6 Ω · m or more and 9 × 10 −2 Ω · m or less.
- ダイシングテープと、前記ダイシングテープ上に積層された請求項1~3のいずれかに記載のフィルム状接着剤とを備えるフィルム状接着剤付きダイシングテープ。 A dicing tape with a film adhesive, comprising: a dicing tape; and the film adhesive according to any one of claims 1 to 3 laminated on the dicing tape.
- 請求項1~3のいずれかに記載のフィルム状接着剤を用いて半導体チップを被着体にダイアタッチする工程を含む半導体装置の製造方法。 A method for manufacturing a semiconductor device, comprising a step of die-attaching a semiconductor chip to an adherend using the film adhesive according to any one of claims 1 to 3.
- 導電性粒子を含み、
前記導電性粒子は、金粒子、銀粒子、銅粒子及び被覆粒子からなる群より選択される少なくとも1種であり、
前記被覆粒子は、コア粒子及び前記コア粒子を被覆する被覆膜を備え、
前記被覆膜は、金、銀及び銅からなる群より選択される少なくとも1種を含み、
前記導電性粒子は、球状の球状粒子を含み、
前記球状粒子の粒度分布において、ピークが2つ以上存在し、
0.2μm~0.8μmの粒径範囲にピークAが存在し、3μm~15μmの粒径範囲にピークBが存在し、
前記ピークBの粒径の前記ピークAの粒径に対する比が5~15であるフィルム状接着剤。 Containing conductive particles,
The conductive particles are at least one selected from the group consisting of gold particles, silver particles, copper particles and coated particles,
The coated particle comprises a core particle and a coating film that coats the core particle,
The coating film includes at least one selected from the group consisting of gold, silver and copper,
The conductive particles include spherical spherical particles,
In the particle size distribution of the spherical particles, there are two or more peaks,
Peak A exists in the particle size range of 0.2 μm to 0.8 μm, and Peak B exists in the particle size range of 3 μm to 15 μm,
A film adhesive in which the ratio of the particle size of the peak B to the particle size of the peak A is 5 to 15. - 前記フィルム状接着剤中の前記導電性粒子の含有量が30重量%~95重量%である請求項6に記載のフィルム状接着剤。 The film adhesive according to claim 6, wherein the content of the conductive particles in the film adhesive is 30% by weight to 95% by weight.
- 体積抵抗率が1×10-6Ω・m以上9×10-2Ω・m以下である請求項6又は7に記載のフィルム状接着剤。 The film adhesive according to claim 6 or 7, wherein the volume resistivity is 1 × 10 −6 Ω · m or more and 9 × 10 −2 Ω · m or less.
- ダイシングテープと、前記ダイシングテープ上に積層された請求項6~8のいずれかに記載のフィルム状接着剤とを備えるフィルム状接着剤付きダイシングテープ。 A dicing tape with a film adhesive, comprising: a dicing tape; and the film adhesive according to any one of claims 6 to 8 laminated on the dicing tape.
- 請求項6~8のいずれかに記載のフィルム状接着剤を用いて半導体チップを被着体にダイアタッチする工程を含む半導体装置の製造方法。 A method for manufacturing a semiconductor device, comprising a step of die-attaching a semiconductor chip to an adherend using the film adhesive according to any one of claims 6 to 8.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167020468A KR20160106625A (en) | 2014-01-08 | 2014-12-22 | Film-like adhesive, dicing tape with film-like adhesive, method for manufacturung semiconductor device, and semiconductor device |
| CN201480072327.8A CN105899629A (en) | 2014-01-08 | 2014-12-22 | Film-like adhesive, dicing tape with film-like adhesive, method for manufacturing semiconductor device, and semiconductor device |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014001531A JP2015130418A (en) | 2014-01-08 | 2014-01-08 | Electrically conductive film adhesive, dicing tape with film adhesive, method for manufacturing semiconductor device, and semiconductor device |
| JP2014-001531 | 2014-01-08 | ||
| JP2014-001516 | 2014-01-08 | ||
| JP2014001516A JP2015129225A (en) | 2014-01-08 | 2014-01-08 | Film type adhesive, dicing tape with film type adhesive, method for manufacturing semiconductor device, and semiconductor device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015104986A1 true WO2015104986A1 (en) | 2015-07-16 |
Family
ID=53523823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/083896 WO2015104986A1 (en) | 2014-01-08 | 2014-12-22 | Film-like adhesive, dicing tape with film-like adhesive, method for manufacturing semiconductor device, and semiconductor device |
Country Status (4)
| Country | Link |
|---|---|
| KR (1) | KR20160106625A (en) |
| CN (1) | CN105899629A (en) |
| TW (1) | TW201533213A (en) |
| WO (1) | WO2015104986A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7574534B2 (en) | 2019-12-11 | 2024-10-29 | Dic株式会社 | Conductive adhesive sheet |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58112335A (en) * | 1981-12-26 | 1983-07-04 | Nitto Electric Ind Co Ltd | Adhesive film for fixing semiconductor element |
| JPH07286148A (en) * | 1994-04-18 | 1995-10-31 | Sumitomo Metal Mining Co Ltd | Electrically-conductive adhesive for electronic material |
| JPH08335406A (en) * | 1995-02-13 | 1996-12-17 | Technopolis Hakodate Gijutsu Shinko Kyokai | Conductive composite metallic powder, and manufacture thereof |
| JP2002161250A (en) * | 2000-11-27 | 2002-06-04 | Hitachi Chem Co Ltd | Adhesive film, method for producing the same, method for bonding semiconductor element to supporting member, supporting member provided with adhesive film and semiconductor device |
| JP2003089777A (en) * | 2001-09-19 | 2003-03-28 | Nitto Denko Corp | Thermally peelable die-bonding sheet and method for fixing chiplike cut piece of work to carrier |
| JP2003129017A (en) * | 2001-10-25 | 2003-05-08 | Sumitomo Bakelite Co Ltd | Conductive adhesive film and semiconductor device using the same |
| JP2005044524A (en) * | 2003-07-22 | 2005-02-17 | Sumitomo Bakelite Co Ltd | Conductive adhesive film and semiconductor device using this |
| WO2014178252A1 (en) * | 2013-04-30 | 2014-11-06 | 日東電工株式会社 | Film-like adhesive, dicing tape-integrated film-like adhesive, and method for manufacturing semiconductor device |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3288146B2 (en) | 1992-09-16 | 2002-06-04 | 日立化成工業株式会社 | Conductive adhesive film, bonding method, support member with conductive adhesive film, and semiconductor device |
-
2014
- 2014-12-22 WO PCT/JP2014/083896 patent/WO2015104986A1/en active Application Filing
- 2014-12-22 KR KR1020167020468A patent/KR20160106625A/en not_active Application Discontinuation
- 2014-12-22 CN CN201480072327.8A patent/CN105899629A/en active Pending
-
2015
- 2015-01-07 TW TW104100419A patent/TW201533213A/en unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58112335A (en) * | 1981-12-26 | 1983-07-04 | Nitto Electric Ind Co Ltd | Adhesive film for fixing semiconductor element |
| JPH07286148A (en) * | 1994-04-18 | 1995-10-31 | Sumitomo Metal Mining Co Ltd | Electrically-conductive adhesive for electronic material |
| JPH08335406A (en) * | 1995-02-13 | 1996-12-17 | Technopolis Hakodate Gijutsu Shinko Kyokai | Conductive composite metallic powder, and manufacture thereof |
| JP2002161250A (en) * | 2000-11-27 | 2002-06-04 | Hitachi Chem Co Ltd | Adhesive film, method for producing the same, method for bonding semiconductor element to supporting member, supporting member provided with adhesive film and semiconductor device |
| JP2003089777A (en) * | 2001-09-19 | 2003-03-28 | Nitto Denko Corp | Thermally peelable die-bonding sheet and method for fixing chiplike cut piece of work to carrier |
| JP2003129017A (en) * | 2001-10-25 | 2003-05-08 | Sumitomo Bakelite Co Ltd | Conductive adhesive film and semiconductor device using the same |
| JP2005044524A (en) * | 2003-07-22 | 2005-02-17 | Sumitomo Bakelite Co Ltd | Conductive adhesive film and semiconductor device using this |
| WO2014178252A1 (en) * | 2013-04-30 | 2014-11-06 | 日東電工株式会社 | Film-like adhesive, dicing tape-integrated film-like adhesive, and method for manufacturing semiconductor device |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7574534B2 (en) | 2019-12-11 | 2024-10-29 | Dic株式会社 | Conductive adhesive sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160106625A (en) | 2016-09-12 |
| TW201533213A (en) | 2015-09-01 |
| CN105899629A (en) | 2016-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6396189B2 (en) | Conductive film adhesive, dicing tape with film adhesive, and method for manufacturing semiconductor device | |
| JP6542504B2 (en) | Film adhesive, dicing tape with film adhesive, method of manufacturing semiconductor device, and semiconductor device | |
| WO2015105028A1 (en) | Film-like adhesive, dicing tape with film-like adhesive, method for manufacturing semiconductor device, and semiconductor device | |
| JP6033734B2 (en) | Film adhesive, dicing tape integrated film adhesive, and method for manufacturing semiconductor device | |
| JP6289104B2 (en) | Film adhesive, dicing tape with film adhesive, semiconductor device manufacturing method, and semiconductor device | |
| JP6374199B2 (en) | Die bond film, dicing die bond film and laminated film | |
| JP6366228B2 (en) | Adhesive sheet and dicing die bonding film | |
| TWI715586B (en) | Dicing wafer bonding film, manufacturing method of semiconductor device, and semiconductor device | |
| JP2011023607A (en) | Exoergic die-bonding film | |
| JP6356582B2 (en) | Adhesive sheet, adhesive sheet with dicing sheet, and method for manufacturing semiconductor device | |
| WO2015104988A1 (en) | Conductive film-like adhesive and dicing tape with film-like adhesive | |
| JP2015130420A (en) | Conductive film adhesive, method for manufacturing semiconductor device, and semiconductor device | |
| JP2017092365A (en) | Dicing tape integrated adhesive sheet, and manufacturing method of semiconductor device | |
| JP2015129225A (en) | Film type adhesive, dicing tape with film type adhesive, method for manufacturing semiconductor device, and semiconductor device | |
| JP6259665B2 (en) | Film adhesive and dicing tape with film adhesive | |
| WO2015104986A1 (en) | Film-like adhesive, dicing tape with film-like adhesive, method for manufacturing semiconductor device, and semiconductor device | |
| WO2015104987A1 (en) | Film-like conductive adhesive, semiconductor device manufacturing method, and semiconductor device | |
| JP2017098316A (en) | Dicing tape integrated adhesive sheet | |
| JP2015130418A (en) | Electrically conductive film adhesive, dicing tape with film adhesive, method for manufacturing semiconductor device, and semiconductor device | |
| WO2017057429A1 (en) | Thermal bonding sheet, and thermal bonding sheet with dicing tape |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14878285 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20167020468 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14878285 Country of ref document: EP Kind code of ref document: A1 |