WO2011093195A1 - 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キット - Google Patents
化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キット Download PDFInfo
- Publication number
- WO2011093195A1 WO2011093195A1 PCT/JP2011/050917 JP2011050917W WO2011093195A1 WO 2011093195 A1 WO2011093195 A1 WO 2011093195A1 JP 2011050917 W JP2011050917 W JP 2011050917W WO 2011093195 A1 WO2011093195 A1 WO 2011093195A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- chemical mechanical
- mechanical polishing
- aqueous dispersion
- polishing
- film
- Prior art date
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 346
- 239000000126 substance Substances 0.000 title claims abstract description 171
- 239000006185 dispersion Substances 0.000 title claims abstract description 153
- 238000000034 method Methods 0.000 title claims description 39
- 150000002500 ions Chemical class 0.000 claims abstract description 40
- 239000006061 abrasive grain Substances 0.000 claims abstract description 22
- 239000002612 dispersion medium Substances 0.000 claims abstract description 14
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 68
- 229910052721 tungsten Inorganic materials 0.000 claims description 68
- 239000010937 tungsten Substances 0.000 claims description 68
- 239000010949 copper Substances 0.000 claims description 64
- 229910052802 copper Inorganic materials 0.000 claims description 61
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 60
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 53
- 239000000203 mixture Substances 0.000 claims description 44
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 claims description 36
- 239000000758 substrate Substances 0.000 claims description 28
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 28
- ROOXNKNUYICQNP-UHFFFAOYSA-N ammonium persulfate Chemical compound [NH4+].[NH4+].[O-]S(=O)(=O)OOS([O-])(=O)=O ROOXNKNUYICQNP-UHFFFAOYSA-N 0.000 claims description 26
- -1 ferrate Substances 0.000 claims description 22
- 239000008119 colloidal silica Substances 0.000 claims description 20
- 239000004065 semiconductor Substances 0.000 claims description 17
- 238000002360 preparation method Methods 0.000 claims description 15
- 229910001870 ammonium persulfate Inorganic materials 0.000 claims description 13
- 238000002156 mixing Methods 0.000 claims description 9
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 claims description 7
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 description 52
- 239000002184 metal Substances 0.000 description 52
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 40
- 238000011156 evaluation Methods 0.000 description 29
- 238000007517 polishing process Methods 0.000 description 25
- 230000004888 barrier function Effects 0.000 description 23
- 229910052742 iron Inorganic materials 0.000 description 23
- 239000007800 oxidant agent Substances 0.000 description 23
- VCJMYUPGQJHHFU-UHFFFAOYSA-N iron(3+);trinitrate Chemical compound [Fe+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O VCJMYUPGQJHHFU-UHFFFAOYSA-N 0.000 description 22
- 239000002245 particle Substances 0.000 description 22
- 229910052814 silicon oxide Inorganic materials 0.000 description 18
- UMPKMCDVBZFQOK-UHFFFAOYSA-N potassium;iron(3+);oxygen(2-) Chemical compound [O-2].[O-2].[K+].[Fe+3] UMPKMCDVBZFQOK-UHFFFAOYSA-N 0.000 description 13
- DHMQDGOQFOQNFH-UHFFFAOYSA-N Glycine Chemical compound NCC(O)=O DHMQDGOQFOQNFH-UHFFFAOYSA-N 0.000 description 12
- 238000011109 contamination Methods 0.000 description 12
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 12
- 229920003169 water-soluble polymer Polymers 0.000 description 12
- 235000001014 amino acid Nutrition 0.000 description 11
- 229940024606 amino acid Drugs 0.000 description 11
- 150000001413 amino acids Chemical class 0.000 description 11
- 239000004094 surface-active agent Substances 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- 239000000654 additive Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 239000008139 complexing agent Substances 0.000 description 8
- 125000000623 heterocyclic group Chemical group 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 7
- 239000007864 aqueous solution Substances 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 7
- 229910000462 iron(III) oxide hydroxide Inorganic materials 0.000 description 7
- 239000004471 Glycine Substances 0.000 description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 6
- 239000010410 layer Substances 0.000 description 6
- 230000001590 oxidative effect Effects 0.000 description 6
- 239000000377 silicon dioxide Substances 0.000 description 6
- 239000002002 slurry Substances 0.000 description 6
- 238000004438 BET method Methods 0.000 description 5
- 238000000354 decomposition reaction Methods 0.000 description 5
- 239000003002 pH adjusting agent Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 239000010936 titanium Substances 0.000 description 5
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 238000005229 chemical vapour deposition Methods 0.000 description 4
- 229910001431 copper ion Inorganic materials 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 4
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 3
- QNAYBMKLOCPYGJ-REOHCLBHSA-N L-alanine Chemical compound C[C@H](N)C(O)=O QNAYBMKLOCPYGJ-REOHCLBHSA-N 0.000 description 3
- ZDXPYRJPNDTMRX-VKHMYHEASA-N L-glutamine Chemical compound OC(=O)[C@@H](N)CCC(N)=O ZDXPYRJPNDTMRX-VKHMYHEASA-N 0.000 description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 235000004279 alanine Nutrition 0.000 description 3
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 3
- 229920006317 cationic polymer Polymers 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- ZDXPYRJPNDTMRX-UHFFFAOYSA-N glutamine Natural products OC(=O)C(N)CCC(N)=O ZDXPYRJPNDTMRX-UHFFFAOYSA-N 0.000 description 3
- 235000004554 glutamine Nutrition 0.000 description 3
- MVFCKEFYUDZOCX-UHFFFAOYSA-N iron(2+);dinitrate Chemical compound [Fe+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O MVFCKEFYUDZOCX-UHFFFAOYSA-N 0.000 description 3
- 239000002609 medium Substances 0.000 description 3
- 239000002736 nonionic surfactant Substances 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- JRKICGRDRMAZLK-UHFFFAOYSA-L peroxydisulfate Chemical compound [O-]S(=O)(=O)OOS([O-])(=O)=O JRKICGRDRMAZLK-UHFFFAOYSA-L 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 239000011734 sodium Substances 0.000 description 3
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 150000003871 sulfonates Chemical class 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- NWUYHJFMYQTDRP-UHFFFAOYSA-N 1,2-bis(ethenyl)benzene;1-ethenyl-2-ethylbenzene;styrene Chemical compound C=CC1=CC=CC=C1.CCC1=CC=CC=C1C=C.C=CC1=CC=CC=C1C=C NWUYHJFMYQTDRP-UHFFFAOYSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- KFSLWBXXFJQRDL-UHFFFAOYSA-N Peracetic acid Chemical compound CC(=O)OO KFSLWBXXFJQRDL-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical group C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 2
- 239000004115 Sodium Silicate Substances 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 229920006318 anionic polymer Polymers 0.000 description 2
- 239000003945 anionic surfactant Substances 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- JFTTYFWNHKVEMY-UHFFFAOYSA-N barium ferrate Chemical compound [Ba+2].[O-][Fe]([O-])(=O)=O JFTTYFWNHKVEMY-UHFFFAOYSA-N 0.000 description 2
- 125000003785 benzimidazolyl group Chemical group N1=C(NC2=C1C=CC=C2)* 0.000 description 2
- 125000003354 benzotriazolyl group Chemical group N1N=NC2=C1C=CC=C2* 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 239000003729 cation exchange resin Substances 0.000 description 2
- 239000003093 cationic surfactant Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000002296 dynamic light scattering Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 125000005842 heteroatom Chemical group 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 125000005385 peroxodisulfate group Chemical group 0.000 description 2
- 235000021317 phosphate Nutrition 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- LOAUVZALPPNFOQ-UHFFFAOYSA-N quinaldic acid Chemical compound C1=CC=CC2=NC(C(=O)O)=CC=C21 LOAUVZALPPNFOQ-UHFFFAOYSA-N 0.000 description 2
- GJAWHXHKYYXBSV-UHFFFAOYSA-N quinolinic acid Chemical compound OC(=O)C1=CC=CN=C1C(O)=O GJAWHXHKYYXBSV-UHFFFAOYSA-N 0.000 description 2
- 125000002943 quinolinyl group Chemical group N1=C(C=CC2=CC=CC=C12)* 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 229910052911 sodium silicate Inorganic materials 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 2
- MZLGASXMSKOWSE-UHFFFAOYSA-N tantalum nitride Chemical compound [Ta]#N MZLGASXMSKOWSE-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- MTCFGRXMJLQNBG-REOHCLBHSA-N (2S)-2-Amino-3-hydroxypropansäure Chemical compound OC[C@H](N)C(O)=O MTCFGRXMJLQNBG-REOHCLBHSA-N 0.000 description 1
- MLIWQXBKMZNZNF-KUHOPJCQSA-N (2e)-2,6-bis[(4-azidophenyl)methylidene]-4-methylcyclohexan-1-one Chemical compound O=C1\C(=C\C=2C=CC(=CC=2)N=[N+]=[N-])CC(C)CC1=CC1=CC=C(N=[N+]=[N-])C=C1 MLIWQXBKMZNZNF-KUHOPJCQSA-N 0.000 description 1
- HYZJCKYKOHLVJF-UHFFFAOYSA-N 1H-benzimidazole Chemical compound C1=CC=C2NC=NC2=C1 HYZJCKYKOHLVJF-UHFFFAOYSA-N 0.000 description 1
- HZAXFHJVJLSVMW-UHFFFAOYSA-N 2-Aminoethan-1-ol Chemical compound NCCO HZAXFHJVJLSVMW-UHFFFAOYSA-N 0.000 description 1
- 239000004475 Arginine Substances 0.000 description 1
- DCXYFEDJOCDNAF-UHFFFAOYSA-N Asparagine Natural products OC(=O)C(N)CC(N)=O DCXYFEDJOCDNAF-UHFFFAOYSA-N 0.000 description 1
- 229920000858 Cyclodextrin Polymers 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- VTLYFUHAOXGGBS-UHFFFAOYSA-N Fe3+ Chemical compound [Fe+3] VTLYFUHAOXGGBS-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- WHUUTDBJXJRKMK-UHFFFAOYSA-N Glutamic acid Natural products OC(=O)C(N)CCC(O)=O WHUUTDBJXJRKMK-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- XUJNEKJLAYXESH-REOHCLBHSA-N L-Cysteine Chemical compound SC[C@H](N)C(O)=O XUJNEKJLAYXESH-REOHCLBHSA-N 0.000 description 1
- ONIBWKKTOPOVIA-BYPYZUCNSA-N L-Proline Chemical compound OC(=O)[C@@H]1CCCN1 ONIBWKKTOPOVIA-BYPYZUCNSA-N 0.000 description 1
- ODKSFYDXXFIFQN-BYPYZUCNSA-P L-argininium(2+) Chemical compound NC(=[NH2+])NCCC[C@H]([NH3+])C(O)=O ODKSFYDXXFIFQN-BYPYZUCNSA-P 0.000 description 1
- DCXYFEDJOCDNAF-REOHCLBHSA-N L-asparagine Chemical compound OC(=O)[C@@H](N)CC(N)=O DCXYFEDJOCDNAF-REOHCLBHSA-N 0.000 description 1
- CKLJMWTZIZZHCS-REOHCLBHSA-N L-aspartic acid Chemical compound OC(=O)[C@@H](N)CC(O)=O CKLJMWTZIZZHCS-REOHCLBHSA-N 0.000 description 1
- WHUUTDBJXJRKMK-VKHMYHEASA-N L-glutamic acid Chemical compound OC(=O)[C@@H](N)CCC(O)=O WHUUTDBJXJRKMK-VKHMYHEASA-N 0.000 description 1
- HNDVDQJCIGZPNO-YFKPBYRVSA-N L-histidine Chemical compound OC(=O)[C@@H](N)CC1=CN=CN1 HNDVDQJCIGZPNO-YFKPBYRVSA-N 0.000 description 1
- AGPKZVBTJJNPAG-WHFBIAKZSA-N L-isoleucine Chemical compound CC[C@H](C)[C@H](N)C(O)=O AGPKZVBTJJNPAG-WHFBIAKZSA-N 0.000 description 1
- ROHFNLRQFUQHCH-YFKPBYRVSA-N L-leucine Chemical compound CC(C)C[C@H](N)C(O)=O ROHFNLRQFUQHCH-YFKPBYRVSA-N 0.000 description 1
- KDXKERNSBIXSRK-YFKPBYRVSA-N L-lysine Chemical compound NCCCC[C@H](N)C(O)=O KDXKERNSBIXSRK-YFKPBYRVSA-N 0.000 description 1
- FFEARJCKVFRZRR-BYPYZUCNSA-N L-methionine Chemical compound CSCC[C@H](N)C(O)=O FFEARJCKVFRZRR-BYPYZUCNSA-N 0.000 description 1
- COLNVLDHVKWLRT-QMMMGPOBSA-N L-phenylalanine Chemical compound OC(=O)[C@@H](N)CC1=CC=CC=C1 COLNVLDHVKWLRT-QMMMGPOBSA-N 0.000 description 1
- AYFVYJQAPQTCCC-GBXIJSLDSA-N L-threonine Chemical compound C[C@@H](O)[C@H](N)C(O)=O AYFVYJQAPQTCCC-GBXIJSLDSA-N 0.000 description 1
- QIVBCDIJIAJPQS-VIFPVBQESA-N L-tryptophane Chemical compound C1=CC=C2C(C[C@H](N)C(O)=O)=CNC2=C1 QIVBCDIJIAJPQS-VIFPVBQESA-N 0.000 description 1
- OUYCCCASQSFEME-QMMMGPOBSA-N L-tyrosine Chemical compound OC(=O)[C@@H](N)CC1=CC=C(O)C=C1 OUYCCCASQSFEME-QMMMGPOBSA-N 0.000 description 1
- ROHFNLRQFUQHCH-UHFFFAOYSA-N Leucine Natural products CC(C)CC(N)C(O)=O ROHFNLRQFUQHCH-UHFFFAOYSA-N 0.000 description 1
- KDXKERNSBIXSRK-UHFFFAOYSA-N Lysine Natural products NCCCCC(N)C(O)=O KDXKERNSBIXSRK-UHFFFAOYSA-N 0.000 description 1
- 239000004472 Lysine Substances 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 108010039918 Polylysine Proteins 0.000 description 1
- ONIBWKKTOPOVIA-UHFFFAOYSA-N Proline Natural products OC(=O)C1CCCN1 ONIBWKKTOPOVIA-UHFFFAOYSA-N 0.000 description 1
- 239000004373 Pullulan Substances 0.000 description 1
- 229920001218 Pullulan Polymers 0.000 description 1
- MTCFGRXMJLQNBG-UHFFFAOYSA-N Serine Natural products OCC(N)C(O)=O MTCFGRXMJLQNBG-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 229910004166 TaN Inorganic materials 0.000 description 1
- AYFVYJQAPQTCCC-UHFFFAOYSA-N Threonine Natural products CC(O)C(N)C(O)=O AYFVYJQAPQTCCC-UHFFFAOYSA-N 0.000 description 1
- 239000004473 Threonine Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- QIVBCDIJIAJPQS-UHFFFAOYSA-N Tryptophan Natural products C1=CC=C2C(CC(N)C(O)=O)=CNC2=C1 QIVBCDIJIAJPQS-UHFFFAOYSA-N 0.000 description 1
- 125000000641 acridinyl group Chemical group C1(=CC=CC2=NC3=CC=CC=C3C=C12)* 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 150000001447 alkali salts Chemical class 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- JRBRVDCKNXZZGH-UHFFFAOYSA-N alumane;copper Chemical compound [AlH3].[Cu] JRBRVDCKNXZZGH-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- ODKSFYDXXFIFQN-UHFFFAOYSA-N arginine Natural products OC(=O)C(N)CCCNC(N)=N ODKSFYDXXFIFQN-UHFFFAOYSA-N 0.000 description 1
- 235000009697 arginine Nutrition 0.000 description 1
- 235000009582 asparagine Nutrition 0.000 description 1
- 229960001230 asparagine Drugs 0.000 description 1
- 235000003704 aspartic acid Nutrition 0.000 description 1
- PLUHAVSIMCXBEX-UHFFFAOYSA-N azane;dodecyl benzenesulfonate Chemical compound N.CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 PLUHAVSIMCXBEX-UHFFFAOYSA-N 0.000 description 1
- 150000007514 bases Chemical class 0.000 description 1
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 1
- 239000012964 benzotriazole Substances 0.000 description 1
- OQFSQFPPLPISGP-UHFFFAOYSA-N beta-carboxyaspartic acid Natural products OC(=O)C(N)C(C(O)=O)C(O)=O OQFSQFPPLPISGP-UHFFFAOYSA-N 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 description 1
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 125000000259 cinnolinyl group Chemical group N1=NC(=CC2=CC=CC=C12)* 0.000 description 1
- 230000000536 complexating effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- WCCJDBZJUYKDBF-UHFFFAOYSA-N copper silicon Chemical compound [Si].[Cu] WCCJDBZJUYKDBF-UHFFFAOYSA-N 0.000 description 1
- XUJNEKJLAYXESH-UHFFFAOYSA-N cysteine Natural products SCC(N)C(O)=O XUJNEKJLAYXESH-UHFFFAOYSA-N 0.000 description 1
- 235000018417 cysteine Nutrition 0.000 description 1
- QBEGYEWDTSUVHH-UHFFFAOYSA-P diazanium;cerium(3+);pentanitrate Chemical compound [NH4+].[NH4+].[Ce+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O QBEGYEWDTSUVHH-UHFFFAOYSA-P 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical class OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 229910001447 ferric ion Inorganic materials 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 238000005227 gel permeation chromatography Methods 0.000 description 1
- 235000013922 glutamic acid Nutrition 0.000 description 1
- 239000004220 glutamic acid Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- HNDVDQJCIGZPNO-UHFFFAOYSA-N histidine Natural products OC(=O)C(N)CC1=CN=CN1 HNDVDQJCIGZPNO-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- QWPPOHNGKGFGJK-UHFFFAOYSA-N hypochlorous acid Chemical compound ClO QWPPOHNGKGFGJK-UHFFFAOYSA-N 0.000 description 1
- 125000002883 imidazolyl group Chemical group 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 125000001041 indolyl group Chemical group 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 150000002505 iron Chemical class 0.000 description 1
- 229910000358 iron sulfate Inorganic materials 0.000 description 1
- BAUYGSIQEAFULO-UHFFFAOYSA-L iron(2+) sulfate (anhydrous) Chemical compound [Fe+2].[O-]S([O-])(=O)=O BAUYGSIQEAFULO-UHFFFAOYSA-L 0.000 description 1
- 125000000904 isoindolyl group Chemical group C=1(NC=C2C=CC=CC12)* 0.000 description 1
- AGPKZVBTJJNPAG-UHFFFAOYSA-N isoleucine Natural products CCC(C)C(N)C(O)=O AGPKZVBTJJNPAG-UHFFFAOYSA-N 0.000 description 1
- 229960000310 isoleucine Drugs 0.000 description 1
- 125000002183 isoquinolinyl group Chemical group C1(=NC=CC2=CC=CC=C12)* 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229930182817 methionine Natural products 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000033116 oxidation-reduction process Effects 0.000 description 1
- 125000005010 perfluoroalkyl group Chemical group 0.000 description 1
- JRKICGRDRMAZLK-UHFFFAOYSA-N peroxydisulfuric acid Chemical compound OS(=O)(=O)OOS(O)(=O)=O JRKICGRDRMAZLK-UHFFFAOYSA-N 0.000 description 1
- COLNVLDHVKWLRT-UHFFFAOYSA-N phenylalanine Natural products OC(=O)C(N)CC1=CC=CC=C1 COLNVLDHVKWLRT-UHFFFAOYSA-N 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- LFSXCDWNBUNEEM-UHFFFAOYSA-N phthalazine Chemical group C1=NN=CC2=CC=CC=C21 LFSXCDWNBUNEEM-UHFFFAOYSA-N 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920002006 poly(N-vinylimidazole) polymer Polymers 0.000 description 1
- 229920000083 poly(allylamine) Polymers 0.000 description 1
- 229920000172 poly(styrenesulfonic acid) Polymers 0.000 description 1
- 229920002432 poly(vinyl methyl ether) polymer Polymers 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000656 polylysine Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229940005642 polystyrene sulfonic acid Drugs 0.000 description 1
- 229920002717 polyvinylpyridine Polymers 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- HSJXWMZKBLUOLQ-UHFFFAOYSA-M potassium;2-dodecylbenzenesulfonate Chemical compound [K+].CCCCCCCCCCCCC1=CC=CC=C1S([O-])(=O)=O HSJXWMZKBLUOLQ-UHFFFAOYSA-M 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 235000019423 pullulan Nutrition 0.000 description 1
- 125000003373 pyrazinyl group Chemical group 0.000 description 1
- PBMFSQRYOILNGV-UHFFFAOYSA-N pyridazine Chemical group C1=CC=NN=C1 PBMFSQRYOILNGV-UHFFFAOYSA-N 0.000 description 1
- 125000000714 pyrimidinyl group Chemical group 0.000 description 1
- 125000000168 pyrrolyl group Chemical group 0.000 description 1
- 125000002294 quinazolinyl group Chemical group N1=C(N=CC2=CC=CC=C12)* 0.000 description 1
- 125000001567 quinoxalinyl group Chemical group N1=C(C=NC2=CC=CC=C12)* 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- HFHDHCJBZVLPGP-UHFFFAOYSA-N schardinger α-dextrin Chemical compound O1C(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(O)C2O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC2C(O)C(O)C1OC2CO HFHDHCJBZVLPGP-UHFFFAOYSA-N 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 229910001415 sodium ion Inorganic materials 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 238000005211 surface analysis Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000000624 total reflection X-ray fluorescence spectroscopy Methods 0.000 description 1
- 125000001425 triazolyl group Chemical group 0.000 description 1
- OUYCCCASQSFEME-UHFFFAOYSA-N tyrosine Natural products OC(=O)C(N)CC1=CC=C(O)C=C1 OUYCCCASQSFEME-UHFFFAOYSA-N 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
- 238000004876 x-ray fluorescence Methods 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/31—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to form insulating layers thereon, e.g. for masking or by using photolithographic techniques; After treatment of these layers; Selection of materials for these layers
- H01L21/3205—Deposition of non-insulating-, e.g. conductive- or resistive-, layers on insulating layers; After-treatment of these layers
- H01L21/321—After treatment
- H01L21/32115—Planarisation
- H01L21/3212—Planarisation by chemical mechanical polishing [CMP]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/042—Lapping machines or devices; Accessories designed for working plane surfaces operating processes therefor
- B24B37/044—Lapping machines or devices; Accessories designed for working plane surfaces operating processes therefor characterised by the composition of the lapping agent
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09G—POLISHING COMPOSITIONS; SKI WAXES
- C09G1/00—Polishing compositions
- C09G1/02—Polishing compositions containing abrasives or grinding agents
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1454—Abrasive powders, suspensions and pastes for polishing
- C09K3/1463—Aqueous liquid suspensions
Definitions
- the present invention relates to a chemical mechanical polishing aqueous dispersion, a chemical mechanical polishing method using the chemical mechanical polishing aqueous dispersion, and a chemical mechanical polishing aqueous dispersion preparation kit.
- CMP chemical mechanical polishing
- the copper film on the barrier metal film is removed by polishing (first polishing process), and then the barrier metal film is removed by polishing, and the copper film and interlayer insulation are used as necessary. It is common to carry out two-stage polishing that combines a step of further polishing and planarizing the film (second polishing step).
- the property of polishing the copper film at a high speed is required, but at the end of the first polishing process (when another material film such as a barrier metal film is exposed), a high polishing rate for the copper film is obtained. It is difficult to suppress dishing of the copper film while maintaining it. Furthermore, in the second polishing process, not only the copper film, but also the semiconductor substrate surface (surface to be polished) where the other material film such as the barrier metal film is exposed is maintained at a high speed, and the dishing of the copper film is suppressed. It is difficult to do.
- the applied pressure at the time of polishing may be increased to increase the frictional force applied to the surface to be polished.
- smoothness such as dishing of the surface to be polished is deteriorated as the polishing rate is increased.
- the applied pressure at the time of polishing may be lowered, but there is a problem that the polishing rate of the surface to be polished is remarkably reduced. For this reason, the approach from the polishing method for improving the polishing characteristics has reached its limit.
- aqueous dispersions for chemical mechanical polishing having various compositions have been proposed.
- International Publication No. 2007/116770 pamphlet discloses a technique for suppressing dishing of a copper film while maintaining a polishing rate by containing a water-soluble polymer in a polishing composition.
- it is insufficient at present when further miniaturization is required.
- Japanese Patent Application Laid-Open No. 11-116948 discloses a technique for adding iron nitrate or the like to a polishing composition.
- tungsten having excellent embedding property is used for the via hole that electrically connects the wirings in the vertical and vertical directions.
- a chemical mechanical polishing aqueous dispersion for polishing a tungsten film requires a strong oxidizing action.
- an oxidizing agent such as hydrogen peroxide, an iron catalyst such as iron nitrate, and silica are used. Techniques relating to polishing compositions containing abrasive grains such as these have been proposed.
- the chemical mechanical polishing aqueous dispersion used for polishing the tungsten film is required to have a higher polishing rate and to minimize the metal contamination remaining on the surface to be polished.
- Japanese Patent Application Laid-Open No. 2007-19093 and Japanese Translation of PCT International Publication No. 2008-503875 discuss a technique for adding a water-soluble polymer to a polishing composition.
- the conventional chemical mechanical polishing aqueous dispersion for polishing a tungsten film as described above achieves both a high polishing rate for the tungsten film and a reduction in metal contamination remaining on the surface to be polished at the end of the polishing process.
- Some aspects of the present invention solve the above-described problems, thereby achieving both a high polishing rate for the metal film and a high flatness on the surface to be polished, and metal contamination on the surface to be polished at the end of the polishing process.
- Chemical mechanical polishing aqueous dispersion, chemical mechanical polishing method using the same, and chemical mechanical polishing aqueous dispersion preparation kit are provided.
- the present invention has been made to solve at least a part of the above-described problems, and can be realized as the following aspects or application examples.
- One aspect of the chemical mechanical polishing aqueous dispersion according to the present invention is: Abrasive grains, Ferrate ions (FeO 4 2 ⁇ ), A dispersion medium; It is characterized by containing.
- the concentration of the ferrate ion may be 10 ⁇ 6 mol / L or more and 10 ⁇ 2 mol / L or less.
- the abrasive grains can be colloidal silica.
- Application Example 5 The chemical mechanical polishing aqueous dispersion according to any one of Application Examples 1 to 4 can be used for polishing a semiconductor substrate including a copper film or a tungsten film.
- the chemical mechanical polishing aqueous dispersion according to any one of Application Examples 1 to 5 can be produced by mixing abrasive grains, an iron salt, and a dispersion medium.
- the chemical mechanical polishing aqueous dispersion preparation kit comprises: A kit for preparing the chemical mechanical polishing aqueous dispersion of any one of Application Examples 1 to 6.
- a third composition containing hydrogen peroxide, at least one selected from potassium persulfate and ammonium persulfate, and water may further be included.
- the chemical mechanical polishing method according to the present invention comprises: A semiconductor substrate including a copper film or a tungsten film is polished using the chemical mechanical polishing aqueous dispersion according to any one of Application Examples 1 to 6.
- the chemical mechanical polishing aqueous dispersion according to the present invention contains a ferric ion (FeO 4 2 ⁇ ) that exhibits higher oxidizing power than hydrogen peroxide or the like that has been generally used. It is possible to achieve both a high polishing rate with respect to and a high flatness on the surface to be polished. Moreover, conventionally, metal contamination of the surface to be polished, which is a problem with the chemical mechanical polishing aqueous dispersion containing iron ions, can be greatly reduced.
- the chemically unstable ferric acid ion (FeO 4 2 ⁇ ) is separated from other components and stored, so that the ferric acid can be obtained. Decomposition of ions (FeO 4 2 ⁇ ) can be suppressed. If the chemical mechanical polishing aqueous dispersion is prepared by mixing the first composition, the second composition and the third composition immediately before use, the performance of the chemical mechanical polishing aqueous dispersion is maximized. be able to.
- the polishing rate for the metal film formed on the semiconductor substrate can be significantly improved as compared with the conventional method. Moreover, metal contamination of the surface to be polished can be greatly reduced.
- FIG. 1 is a cross-sectional view schematically showing an object to be processed in the chemical mechanical polishing method according to the first specific example.
- FIG. 2 is a cross-sectional view schematically showing an object to be processed at the end of the first polishing process of the first specific example.
- FIG. 3 is a cross-sectional view schematically showing an object to be processed at the end of the second polishing process of the first specific example.
- FIG. 4 is a cross-sectional view schematically showing an object to be processed in the chemical mechanical polishing method according to the second specific example.
- FIG. 5 is a cross-sectional view schematically showing an object to be processed at the end of the first polishing process of the second specific example.
- FIG. 6 is a cross-sectional view schematically showing an object to be processed at the end of the second polishing process of the second specific example.
- FIG. 7 is a perspective view schematically showing a chemical mechanical polishing apparatus.
- Chemical mechanical polishing aqueous dispersion includes abrasive grains, ferrate ions (FeO 4 2 ⁇ ), and a dispersion medium. To do.
- ferrate ions FeO 4 2 ⁇
- dispersion medium a dispersion medium.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment contains abrasive grains.
- the abrasive is not particularly limited as long as it has an action of mechanically polishing a metal film, and examples thereof include colloidal silica, fumed silica, ceria, alumina, zirconia, and titanium oxide. Among these, colloidal silica is preferable from the viewpoint of reducing scratches (polishing scratches).
- the colloidal silica one produced by a known method as described in, for example, JP-A-2003-109921 can be used.
- the average particle diameter of the abrasive grains is preferably 5 nm or more and 1000 nm or less, more preferably 10 nm or more and 700 nm or less, and particularly preferably 15 nm or more and 500 nm or less.
- the average particle diameter of the abrasive grains is within the above range, a sufficient polishing rate can be obtained in polishing the metal film, and the occurrence of dishing can be reduced.
- a stable chemical mechanical polishing aqueous dispersion in which the settling and separation of abrasive grains hardly occur can be obtained.
- the average particle size of the abrasive grains an average particle size calculated using the dynamic light scattering method as a measurement principle can be applied.
- the measuring device include a particle size distribution measuring device (manufactured by Horiba, Ltd., model “LB550”).
- the average particle size calculated from the surface area can be applied.
- the measuring device include a fluid type specific surface area automatic measuring device (manufactured by Shimadzu Corporation, “micrometrics Flowsorb II 2300”) and the like.
- the content of the abrasive grains is preferably 0.01% by mass or more and 20% by mass or less, more preferably 0.1% by mass or more and 10% by mass or less, with respect to the total mass of the chemical mechanical polishing aqueous dispersion. Yes, and particularly preferably 0.1% by mass or more and 6% by mass or less.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment contains ferrate ions (FeO 4 2 ⁇ ).
- a persulfate peroxodisulfate
- persulfate exhibits an oxidizing action equivalent to that of peroxodisulfuric acid by acidifying the pH of the chemical mechanical polishing aqueous dispersion.
- the redox potentials for these standard electrodes are hydrogen peroxide: 1.8 V and persulfate (peroxodisulfate): 2.0 V, respectively.
- the oxidation-reduction potential with respect to the standard hydrogen electrode of ferrate ions whose iron oxidation number is VI is as high as 2.2V.
- the ferrate ions are generated by dissolving at least one selected from ferrates such as potassium ferrate, barium ferrate, sodium ferrate and ammonium ferrate in a dispersion medium such as water.
- ferrates such as potassium ferrate, barium ferrate, sodium ferrate and ammonium ferrate
- a dispersion medium such as water.
- potassium ferrate is preferably used from the viewpoint of residual contamination to the semiconductor device and solubility in water.
- the concentration of ferrate ions in the chemical mechanical polishing aqueous dispersion is preferably 10 ⁇ 6 mol / L or more and 10 ⁇ 2 mol / L or less, and preferably 10 ⁇ 5 mol / L or more and 10 ⁇ 4 or less. More preferably, it is at most mol / L.
- concentration of ferrate ions is within the above range, a sufficient polishing rate for the metal film can be achieved, and generation of residues derived from ferrate ions can be reduced.
- Ferrate ion is chemically unstable due to its strong reactivity, and can strongly oxidize metals such as copper and tungsten under neutral to acidic conditions, but it is an aqueous dispersion for chemical mechanical polishing. As unstable. Therefore, when preparing an aqueous dispersion for chemical mechanical polishing, it is preferable to add and mix a necessary amount of ferrate just before polishing because stable polishing characteristics can be expressed. In addition, since ferric acid ions have a property of being decomposed by light, it is preferable to shield from light when storing the chemical mechanical polishing aqueous dispersion.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment contains a dispersion medium.
- the dispersion medium include water, a mixed medium of water and alcohol, a mixed medium containing water and an organic solvent having compatibility with water, and the like. Among these, water, a mixed medium of water and alcohol are preferably used, and water is more preferably used.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment further contains additives such as an oxidizing agent, a water-soluble polymer, a surfactant, an amino acid, a complexing agent, and a pH adjuster as necessary. It may be added. Hereinafter, each additive will be described.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment may further contain an oxidizing agent as necessary.
- the oxidizing agent has an effect of facilitating polishing by creating a fragile modified layer on the surface of the metal film by oxidizing the surface of the metal film and promoting a complexing reaction with the polishing liquid component.
- an "oxidizing agent" means components other than a ferric acid ion.
- oxidizing agent examples include ammonium persulfate, potassium persulfate, hydrogen peroxide, ferric nitrate, diammonium cerium nitrate, iron sulfate, hypochlorous acid, ozone, potassium periodate, and peracetic acid. These oxidizing agents may be used individually by 1 type, and may be used in combination of 2 or more type. Of these oxidizing agents, at least one selected from ammonium persulfate, potassium persulfate and hydrogen peroxide is preferable in view of oxidizing power, compatibility with the protective film, ease of handling, and the like.
- an aqueous dispersion for chemical mechanical polishing for tungsten films it is preferable to contain at least one selected from hydrogen peroxide and ammonium persulfate (hereinafter also referred to as “specific oxidizing agent”).
- specific oxidizing agent ammonium persulfate
- ammonium persulfate is added to the chemical mechanical polishing aqueous dispersion, it is considered that a part of the water in the aqueous dispersion is oxidized by ammonium persulfate to generate hydrogen peroxide.
- the effect is weaker than when the equivalent amount of hydrogen peroxide is directly added, the same effect as when hydrogen peroxide is added can be expected.
- the content of the oxidizing agent is preferably 0.01% by mass or more and 10% by mass or less, more preferably 0.1% by mass or more and 3% by mass or less, particularly preferably based on the total mass of the chemical mechanical polishing aqueous dispersion. Is 0.5 mass% or more and 1.5 mass% or less.
- the reaction represented by the formula (2) can be further promoted, which is preferable.
- the chemical mechanical polishing aqueous dispersion according to this embodiment may further contain a water-soluble polymer as necessary.
- the water-soluble polymer has the effect of suppressing the occurrence of dishing and the like and further improving the flatness of the surface to be polished by adsorbing to the surface of the surface to be polished and forming a film.
- the surface to be polished contains a tungsten film
- the water-soluble polymer is not particularly limited, and examples thereof include an anionic polymer, a cationic polymer, and a nonionic polymer.
- the anionic polymer include polyacrylic acid, polymethacrylic acid, polystyrene sulfonic acid, and salts thereof.
- the cationic polymer include polyalkyleneimine, polyvinylpyrrolidone, polyvinylamine, polyvinylpyridine, polyallylamine, polyvinylpiperazine, polylysine, and polyvinylimidazole.
- polyalkyleneimine is preferable, and polyethyleneimine is more preferable.
- nonionic polymers include polyethylene oxide, polypropylene oxide, polyvinyl alcohol, polyacrylamide and the like. These water-soluble polymers may be used individually by 1 type, and may be used in combination of 2 or more type.
- the number average molecular weight of the water-soluble polymer is preferably 200 or more and 1,000,000 or less, more preferably 10,000 or more and 100,000 or less.
- the “number average molecular weight” is a value in pullulan conversion, and gel permeation chromatography (column model number “Shodex Asahipak GF-710HQ + GF-510HQ + GF-310HQ” manufactured by Showa Denko KK, eluent “0.2M mono Ethanolamine aqueous solution ").
- the content of the water-soluble polymer is preferably 0.01% by mass or more and 5% by mass or less, more preferably 0.1% by mass or more and 1% by mass or less, with respect to the total mass of the chemical mechanical polishing aqueous dispersion. is there.
- the number average molecular weight and the content of the water-soluble polymer are in the above ranges, when the tungsten film is included in the surface to be polished, the polishing friction can be appropriately reduced by the protective film formed on the surface of the tungsten film. Therefore, the flatness of the tungsten film can be further improved.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment may further contain a surfactant as necessary.
- the surfactant has an effect of imparting an appropriate viscosity to the chemical mechanical polishing aqueous dispersion.
- the viscosity of the chemical mechanical polishing aqueous dispersion is preferably adjusted to be 0.5 mPa ⁇ s or more and less than 10 mPa ⁇ s at 25 ° C.
- the surfactant is not particularly limited, and examples thereof include anionic surfactants, cationic surfactants, and nonionic surfactants.
- anionic surfactants include carboxylates such as fatty acid soaps and alkyl ether carboxylates; sulfonates such as alkylbenzene sulfonates, alkylnaphthalene sulfonates, and ⁇ -olefin sulfonates; higher alcohol sulfates Salts, sulfates such as alkyl ether sulfates and polyoxyethylene alkylphenyl ether sulfates; phosphate ester salts such as alkyl phosphates; and fluorine-containing surfactants such as perfluoroalkyl compounds.
- Examples of the cationic surfactant include aliphatic amine salts and aliphatic ammonium salts.
- examples of the nonionic surfactant include a nonionic surfactant having a triple bond such as acetylene glycol, acetylene glycol ethylene oxide adduct, and acetylene alcohol; a polyethylene glycol type surfactant.
- Polyvinyl alcohol, cyclodextrin, polyvinyl methyl ether, hydroxyethyl cellulose and the like can also be used.
- alkylbenzene sulfonate is preferable, and potassium dodecylbenzenesulfonate and ammonium dodecylbenzenesulfonate are more preferable from the viewpoint of polishing while maintaining flatness with respect to the tungsten film in the first polishing step.
- These surfactants may be used individually by 1 type, and may be used in combination of 2 or more type.
- the content of the surfactant is preferably 0.001% by mass or more and 5% by mass or less, more preferably 0.01% by mass or more and 0.5% by mass or less, with respect to the total mass of the chemical mechanical polishing aqueous dispersion. Especially preferably, it is 0.05 mass% or more and 0.2 mass% or less.
- polishing can be performed while suppressing the occurrence of dishing on the surface to be polished, so that the flatness of the surface to be polished can be further improved.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment may further contain an amino acid as necessary.
- Amino acids have the property of easily forming coordinate bonds with copper ions. Therefore, when the surface to be polished contains a copper film, amino acids form a coordinate bond on the surface of the copper film. By this action, it is possible to ensure high flatness of the surface to be polished while suppressing surface roughness of the copper film.
- amino acids are excellent in affinity with copper film and copper ion, so it is possible to improve the polishing rate for copper film and to elute into aqueous dispersion for chemical mechanical polishing by polishing copper film By forming a coordinate bond with the copper ion, the precipitation of copper can be suppressed. By suppressing the precipitation of copper in the chemical mechanical polishing aqueous dispersion, it is possible to suppress the occurrence of polishing defects such as scratches on the copper film.
- amino acids examples include alanine, arginine, asparagine, aspartic acid, cysteine, glutamine, glutamic acid, glycine, histidine, isoleucine, leucine, lysine, methionine, phenylalanine, proline, serine, threonine, tryptophan, tyrosine, parin and the like. . These amino acids can be used alone or in combination of two or more.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment preferably contains at least one selected from glycine, alanine and glutamine among the amino acids exemplified above. This is because glycine, alanine, and glutamine have a stronger effect of increasing the polishing rate for the copper film because the action of forming a coordination bond with copper ions is stronger among the amino acids exemplified above. Among these, it is particularly preferable to contain glycine having such a high effect.
- the amino acid content is preferably 0.5% by mass or more and 10% by mass or less, more preferably 1% by mass or more and 6% by mass or less, and particularly preferably 2% by mass with respect to the total mass of the chemical mechanical polishing aqueous dispersion. % To 4% by mass.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment may further contain a complexing agent as required.
- the complexing agent forms a water-insoluble complex with tungsten and has an effect of protecting the surface of the polished surface. By this function and effect, polishing of the convex portion can be advanced while protecting the concave portion of the tungsten film, and the initial step can be eliminated.
- water-insoluble means that it does not substantially dissolve in water, and poor water solubility is included if the wet etching rate in the state of coexisting with the oxidizing agent is less than 3 nm / min.
- the complexing agent is preferably a compound having at least a heterocyclic ring in the structure, and includes at least one heterocyclic ring selected from a heterocyclic 5-membered ring and a heterocyclic 6-membered ring having a nitrogen atom in the structure. More preferably, it is a compound having Examples of the heterocyclic ring include a hetero five-membered ring such as a pyrrole structure, an imidazole structure, and a triazole structure; a hetero six-membered ring such as a pyridine structure, a pyrimidine structure, a pyridazine structure, and a pyrazine structure.
- Such a heterocyclic ring may form a condensed ring.
- examples of such a heterocyclic ring include indole structure, isoindole structure, benzimidazole structure, benzotriazole structure, quinoline structure, isoquinoline structure, quinazoline structure, cinnoline structure, phthalazine structure, quinoxaline structure, acridine structure and the like.
- a compound having a heterocyclic ring a compound having a pyridine structure, a quinoline structure, a benzimidazole structure, or a benzotriazole structure is preferable. More specifically, quinolinic acid, quinaldic acid, benzimidazole, and benzotriazole are preferable, and quinolinic acid and quinaldic acid are more preferable.
- These complexing agents may be used alone or in combination of two or more.
- the content of the complexing agent is preferably 0.01% by mass or more and 10% by mass or less, more preferably 0.02% by mass or more and 5% by mass or less, with respect to the total mass of the chemical mechanical polishing aqueous dispersion. Especially preferably, it is 0.1 mass% or more and 2 mass% or less.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment may further contain a pH adjuster as necessary.
- the pH adjuster include basic salts such as potassium hydroxide, ethylenediamine and TMAH (tetramethylammonium hydroxide); organic acids such as phthalic acid, maleic acid and citric acid and salts thereof; nitric acid, hydrochloric acid, sulfuric acid and the like. Examples thereof include inorganic acids and salts thereof.
- the pH adjuster having two or more carboxyl groups exemplified above has a high coordination ability not only for the wiring metal but also for the metal species that generate stable polyvalent ions used in the barrier metal film. Therefore, the polyvalent ions generated by polishing the wiring metal and the barrier metal film can be stabilized and the precipitation of the metal salt can be reduced. Thereby, the surface roughness of the surface to be polished can be suppressed and high flatness can be obtained, and the occurrence of surface defects such as scratches can be reduced.
- the pH of the chemical mechanical polishing aqueous dispersion according to this embodiment is not particularly limited, but is preferably 1 or more and 10 or less. When the chemical mechanical polishing aqueous dispersion according to this embodiment is used, the pH is preferably 1 or more and 6 or less. In particular, when the pH of the chemical mechanical polishing aqueous dispersion for the tungsten film is within the above range, the reactivity between the chemical mechanical polishing aqueous dispersion and the tungsten film is improved, and the ferric acid ions have an optimum oxidizing power. This is preferable because it can be shown.
- the pH is preferably 7 or more and 10 or less. It is preferable that the pH of the chemical mechanical polishing aqueous dispersion is basic within the above range because decomposition of ferrate ions can be suppressed and the storage stability of the chemical mechanical polishing aqueous dispersion can be increased.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment is an application as an abrasive for polishing a copper film forming a wiring of a semiconductor device. Specifically, it can be used as an abrasive when forming Cu damascene wiring.
- the process of forming the Cu damascene wiring by polishing mainly comprises a first polishing process for removing the copper film and a second polishing process for mainly removing the conductive barrier metal film formed under the copper film.
- the chemical mechanical polishing aqueous dispersion is effective when used in the first polishing step.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment can be used in the second polishing step because it can achieve both a high polishing rate and a high flatness for the metal film.
- the deposited copper film is polished at a high speed until the barrier metal film is exposed (bulk polishing process), and the copper film remaining in the bulk polishing process is exposed until the barrier metal film is exposed.
- fine polishing process There are cases where the process is divided into a polishing process (fine polishing process).
- the chemical mechanical polishing aqueous dispersion according to the present embodiment is effective when used in a bulk polishing step because it can polish a copper film as a wiring material at high speed while maintaining flatness.
- Another application of the chemical mechanical polishing aqueous dispersion according to the present embodiment is an application as an abrasive for polishing a tungsten film forming a wiring of a semiconductor device. Specifically, it can be used in a chemical mechanical polishing step when forming a via connection tungsten plug.
- Examples of the object to be processed include an object to be processed including an insulating film having a via hole and a tungsten film provided on the insulating film via a barrier metal film.
- the chemical mechanical polishing process of the object to be processed mainly includes a first polishing process for mainly removing the tungsten film and a second polishing process for simultaneously polishing the tungsten film, the barrier metal film, and the insulating film formed mainly under the tungsten film.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment is effective when used in the first polishing step from the viewpoint of having a high polishing rate for the tungsten film.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment has non-selective polishing properties with respect to the tungsten film and the silicon oxide film, and therefore may be used in the second polishing step.
- the chemical mechanical polishing method according to the present embodiment polishes a semiconductor substrate (such as a wafer) containing a copper film or a tungsten film using the chemical mechanical polishing aqueous dispersion according to the present invention described above.
- a semiconductor substrate such as a wafer
- a tungsten film using the chemical mechanical polishing aqueous dispersion according to the present invention described above.
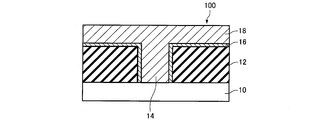
- FIG. 1 is a cross-sectional view schematically showing a target object suitable for use in the chemical mechanical polishing method according to the first specific example.
- the target object 100 is formed through the following steps (1) to (4).
- a base 10 is prepared.
- the base 10 may be composed of, for example, a silicon substrate and a silicon oxide film formed thereon. Furthermore, a functional device such as a transistor (not shown) may be formed on the base 10. Next, a silicon oxide film 12 that is an insulating film is formed on the substrate 10 by using a CVD method or a thermal oxidation method.
- the silicon oxide film 12 is patterned. Using the obtained pattern as a mask, wiring trenches 14 are formed in the silicon oxide film 12 by photolithography.
- a barrier metal film 16 is formed on the surface and inner wall surface of the silicon oxide film 12 by applying sputtering.
- the electrical contact between the copper film and the silicon oxide film 12 is not very good, but good electrical contact is realized by interposing the barrier metal film 16.
- Examples of the material of the barrier metal film 16 include tantalum, tantalum nitride, titanium, and titanium nitride.
- the copper film 18 is formed by applying the CVD method.
- the copper forming the copper film 18 includes not only pure copper but also an alloy containing 95% by weight or more of copper, such as copper-silicon and copper-aluminum.
- FIG. 2 is a cross-sectional view schematically showing an object to be processed at the end of the first polishing step of the first specific example.
- the first polishing step is a step of polishing the copper film 18 using the chemical mechanical polishing aqueous dispersion according to the present invention until the barrier metal film 16 is exposed.
- the chemical mechanical polishing aqueous dispersion described above the metal contamination of the object 100 is reduced, and the high polishing rate for the copper film 18 and the high flatness of the surface to be polished are compatible. Can be made.
- FIG. 3 is a cross-sectional view schematically showing an object to be processed at the end of the second polishing step of the first specific example.
- the second polishing step is a step of polishing the barrier metal film 16 and the copper film 18 using the chemical mechanical polishing aqueous dispersion until the silicon oxide film 12 is exposed.
- the chemical mechanical polishing aqueous dispersion according to the present invention described above may be used in the second polishing step because it can achieve both a high polishing rate and high flatness for the metal film.
- FIG. 4 is sectional drawing which showed typically the to-be-processed object suitable for use of the chemical mechanical polishing method which concerns on a 2nd example.
- the object 200 is formed through the following steps (1) to (4).
- a base 11 is prepared.
- the base 11 may be composed of, for example, a silicon substrate and a silicon oxide film formed thereon. Furthermore, a functional device such as a transistor (not shown) may be formed on the base 11. Next, a silicon oxide film 13 that is an insulating film is formed on the substrate 11 by using a CVD method or a thermal oxidation method.
- the silicon oxide film 13 is patterned. Via holes 15 are formed in the silicon oxide film 13 by photolithography using the obtained pattern as a mask.
- a barrier metal film 17 is formed on the surface and inner wall surface of the silicon oxide film 13 by applying sputtering.
- the electrical contact between the tungsten film and the silicon oxide film 13 is not very good, but good electrical contact is realized by interposing the barrier metal film 17.
- Examples of the material of the barrier metal film 17 include tantalum, tantalum nitride, titanium, and titanium nitride.
- the tungsten film 19 is formed by applying the CVD method.
- FIG. 5 is a cross-sectional view schematically showing an object to be processed at the end of the first polishing step of the second specific example.
- the first polishing step is a step of polishing the tungsten film 19 using the chemical mechanical polishing aqueous dispersion according to the present invention until the barrier metal film 17 is exposed.
- this step by using the chemical mechanical polishing aqueous dispersion according to the present invention described above, metal contamination of the object to be processed 200 is suppressed, and a high polishing rate for the tungsten film 19 and a high flatness on the surface to be polished are provided. It is possible to balance the sex.
- FIG. 6 is a cross-sectional view schematically showing an object to be processed at the end of the second polishing step of the second specific example.
- the second polishing step is a step of polishing the barrier metal film 17 and the tungsten film 19 using the chemical mechanical polishing aqueous dispersion until the silicon oxide film 13 is exposed.
- the chemical mechanical polishing aqueous dispersion according to the present invention described above may be used in the second polishing step because it has non-selective polishing properties with respect to the tungsten film and the silicon oxide film.
- FIG. 7 is a perspective view schematically showing the polishing apparatus 300.
- a carrier a chemical mechanical polishing aqueous dispersion
- a carrier head 52 holding a semiconductor substrate 50 while rotating a turntable 48 to which a polishing cloth 46 is attached. This is done by bringing them into contact.
- the water supply nozzle 54 and the dresser 56 are also shown.
- the polishing load of the carrier head 52 can be selected within the range of 0.7 to 70 psi, preferably 2.1 to 35 psi. Further, the rotational speeds of the turntable 48 and the carrier head 52 can be appropriately selected within the range of 10 to 400 rpm, and preferably 30 to 150 rpm.
- the flow rate of the slurry (polishing composition) 44 supplied from the slurry supply nozzle 42 can be selected within the range of 10 to 1,000 mL / min, and preferably 50 to 400 mL / min.
- polishing apparatuses examples include Ebara Seisakusho, Model “EPO-112”, “EPO-222”; Lap Master SFT, Model “LGP-510”, “LGP-552”; Applied Materials, Model “Mirra”, “Reflexion” and the like can be mentioned.
- the chemical mechanical polishing aqueous dispersion according to the present embodiment is directly mixed with abrasive grains, compounds that form ferrate ions, and other additives in pure water. -It can be prepared by stirring.
- the chemical mechanical polishing aqueous dispersion thus obtained may be used as it is, but a chemical mechanical polishing aqueous dispersion containing each component in a high concentration (concentrated) is prepared and desired at the time of use. It may be used after diluting to a concentration of.
- a kit in which a plurality of liquids (for example, two or three liquids) containing any of the above components are prepared and mixed at the time of use. Storage stability can be improved by dividing into a plurality of liquids containing any of the above components.
- this may be supplied to the chemical mechanical polishing apparatus, or a plurality of liquids may be supplied individually to the chemical mechanical polishing apparatus.
- a chemical mechanical polishing aqueous dispersion may be prepared on a surface plate.
- a chemical mechanical polishing aqueous dispersion preparation kit is a kit for preparing the chemical mechanical polishing aqueous dispersion described above, and includes ferrate ions (FeO 4 2 ⁇ ) and It contains the 1st composition containing water, and the 2nd composition containing an abrasive grain and a dispersion medium, It is characterized by the above-mentioned.
- the first composition can be prepared by dissolving in water at least one selected from ferrates such as potassium ferrate, barium ferrate, sodium ferrate and ammonium ferrate.
- ferrates such as potassium ferrate, barium ferrate, sodium ferrate and ammonium ferrate.
- the ferrate ion contained in the first composition is particularly unstable under neutral to acidic conditions. Therefore, the pH of the first composition is preferably 7 or more and 10 or less, and more preferably 8 or more and 10 or less.
- ferrate ions have a property of being decomposed by light
- the second composition can be prepared by adding abrasive grains to the dispersion medium.
- Other additives may be added to the second composition as long as the dispersion stability of the abrasive grains is not impaired.
- a chemically unstable ferric acid ion (FeO 4 2 ⁇ ) is stored separately from other components, so that the ferric acid ion (FeO 4 2- ) Decomposition can be suppressed. If the chemical mechanical polishing aqueous dispersion is prepared by mixing the first composition and the second composition immediately before use, the performance of the chemical mechanical polishing aqueous dispersion can be maximized.
- the chemical mechanical polishing aqueous dispersion preparation kit according to the present embodiment is prepared by dissolving at least one selected from hydrogen peroxide, potassium persulfate and ammonium persulfate in water.
- a composition may be included.
- the first composition and the third composition are mixed as much as possible just before the chemical mechanical polishing is performed and used in a short time after mixing.
- the time from mixing to chemical mechanical polishing is preferably 1 second to 7 days later, more preferably 1 second to 1 hour later. Further, since it is not preferable in terms of quality to mix and use an old mixed solution and a new mixed solution, it is desirable to perform line mixing or batch mixing.
- aqueous dispersion for chemical mechanical polishing 4.1.1. Preparation of Colloidal Silica Water Dispersion No. 3 water glass (silica concentration: 24% by mass) was diluted with water to obtain a diluted sodium silicate aqueous solution having a silica concentration of 3.0% by mass. This diluted sodium silicate aqueous solution was passed through a hydrogen-type cation exchange resin layer to obtain a pH 3.1 active silicic acid aqueous solution from which most of the sodium ions were removed. Thereafter, 10% by weight aqueous potassium hydroxide solution was immediately added with stirring to adjust the pH to 7.2, followed by further heating and boiling for 3 hours. To the resulting aqueous solution, 10 times the amount of the active silicic acid aqueous solution whose pH was previously adjusted to 7.2 was added little by little to grow colloidal silica.
- aqueous dispersion containing the colloidal silica was concentrated under reduced pressure to obtain an aqueous colloidal silica dispersion having a silica concentration of 32.0% by mass and a pH of 9.8.
- This colloidal silica aqueous dispersion was passed again through the hydrogen-type cation exchange resin layer to remove most of the sodium, and then added with a 10% by mass potassium hydroxide aqueous solution to obtain a silica particle concentration of 28.0% by mass, A colloidal silica aqueous dispersion (a) having a pH of 10.0 was obtained.
- the average particle size calculated from the specific surface area measured using the BET method was 45 nm.
- the value obtained by measuring the colloidal silica recovered by concentrating and drying the silica particle dispersion was used.
- a flow-type specific surface area automatic measuring device manufactured by Shimadzu Corporation, “micrometrics FlowSorb II 2300” was used.
- colloidal silica aqueous dispersion having an average particle diameter of 80 nm calculated from the specific surface area measured using the BET method by the same method as described above while controlling the heat aging time, the type and amount of the basic compound, etc. (B) was obtained.
- aqueous dispersion for chemical mechanical polishing 50 parts by mass of ion-exchanged water, colloidal silica aqueous dispersion (a) equivalent to 3 parts by mass in terms of silica, colloidal silica water equivalent to 3 parts by mass in terms of silica Dispersion (b), 0.006 parts by mass of potassium ferrate, and 0.1 parts by mass of maleic acid were placed in a polyethylene bottle and stirred for 15 minutes. At this time, potassium ferrate was prepared using “Ferrator” which is an iron acid production machine manufactured by Ferrate Treatment Technologies.
- ion-exchanged water was added to a polyethylene bottle so that the total amount of all components was 100 parts by mass, and then filtered with a filter having a pore size of 1 ⁇ m to obtain a chemical mechanical polishing aqueous dispersion A. .
- polishing rate evaluation of copper film A polishing pad (Applied Materials, model “Mirra”) is equipped with a porous polyurethane polishing pad (Rodel Nitta, product number “IC1000”) and polishing compositions A to A While supplying any one of L, the following polishing rate measurement substrate was polished for 30 seconds under the following polishing conditions, and the polishing rate was calculated by the following method.
- polishing composition supply rate in this case refers to a value obtained by assigning the total supply amount of all the supply liquids per unit time.
- C Calculation method of polishing rate The film thickness before and after the polishing process was measured by using an electrically conductive film thickness measuring instrument (manufactured by KLA-Tencor Corporation, model “Omnimap RS75”), and the film thickness decreased by polishing. The polishing rate was calculated from the polishing time. The results are also shown in Table 1.
- the polishing rate for the copper film is preferably 50 nm / min or more under the above conditions.
- “ ⁇ ” is shown in the evaluation column in Table 1.
- the polishing rate for the copper film was less than 50 nm / min, it was indicated as “x” in the column of evaluation in the table because it could not be applied to an actual device.
- the polishing process was performed in the same manner as the polishing conditions in “4.2.1.1. Evaluation of polishing rate of copper film” except that the polishing time was 1 minute. The flatness and the presence or absence of defects were evaluated. The results are also shown in Table 1.
- (1) Patterned substrate An 8-inch wafer on which a 400 nm PETEOS film is formed is processed into a “SEMATECH 854” pattern to form a groove pattern having a depth of 400 nm, and then a 25 nm Ti / TiN film is further laminated. A test substrate on which a copper film was laminated (manufactured by SEMATECH INTERNIONAL) was used.
- a copper wiring width (line, L) / insulating film width is used using a high resolution profiler (model “HRP240ETCH” manufactured by KLA Tencor).
- the dishing amount (nm) in the copper wiring part having (space, S) of 100 ⁇ m / 100 ⁇ m was measured. It can be determined that the dishing amount is preferably 0 to 100 nm, more preferably 0 to 90 nm, and particularly preferably 0 to 60 nm.
- “ ⁇ ” was written in the evaluation column in Table 1.
- “x” is written in the evaluation column in the table, indicating that adaptation to an actual device is impossible.
- an area of 60 mm from the center of a polished 8-inch wafer is irradiated with 8 kiloeV X-rays, and the concentration and amount are estimated from the type and intensity of the element from the wavelength of fluorescent X-rays generated from the area. be able to.
- an iron-based compound is contained as an additive, the above-mentioned detected concentration was obtained from the intensity of the fluorescent X-ray at 0.3 nm that appears specifically when iron was present.
- the results are also shown in Table 1.
- the amount of residual iron is preferably 0.2 ⁇ 10 10 atoms / cm 2 or less in view of device performance. In this case, “ ⁇ ” was written in the evaluation column in the table. Further, if it exceeds 0.20 ⁇ 10 10 atoms / cm 2, as the application to an actual device is impossible, it indicated as " ⁇ " in the column of evaluation in the table.
- Supply rate of chemical mechanical polishing aqueous dispersion 120 mL / min
- the supply rate of chemical mechanical polishing aqueous dispersion in this case refers to a value obtained by assigning the total supply amount of all supply liquids per unit time.
- C Calculation method of polishing rate The film thickness before and after the polishing process was measured by using an electrically conductive film thickness measuring instrument (manufactured by KLA-Tencor Corporation, model “Omnimap RS75”), and the film thickness decreased by polishing. The polishing rate was calculated from the polishing time. The results are also shown in Table 2.
- the polishing rate for the tungsten film is preferably 40 nm / min or more under the above conditions.
- “ ⁇ ” is shown in the evaluation column in Table 1. Further, it is more preferably 100 nm / min or more. In this case, “ ⁇ ” is shown in the evaluation column in Table 1.
- the polishing rate for the tungsten film was less than 40 nm / min, it was indicated as “x” in the column of evaluation in the table, indicating that it could not be applied to an actual device.
- a test substrate manufactured by SEMATECH INTERNATIONAL
- a tungsten film was laminated was used.
- the dishing amount (nm) in the tungsten wiring portion having (space, S) of 100 ⁇ m / 100 ⁇ m was measured. It can be determined that the dishing amount is preferably 0 to 100 nm, more preferably 0 to 90 nm, and particularly preferably 0 to 60 nm.
- the chemical mechanical polishing aqueous dispersions of Examples 6 to 7 correspond to compositions obtained by further adding malonic acid and glycine to Example 1. Even when the chemical mechanical polishing aqueous dispersions of Examples 6 to 7 were used, almost the same performance as Example 1 could be obtained.
- the chemical mechanical polishing aqueous dispersions of Examples 8 to 9 correspond to compositions obtained by further adding hydrogen peroxide or ammonium persulfate as the oxidizing agent to Example 1.
- the polishing rate for the copper film could be further increased as compared with Example 1.
- the chemical mechanical polishing aqueous dispersions of Comparative Examples 1 and 2 correspond to compositions in which ferric nitrate is added instead of potassium ferrate.
- the ferric nitrate content in the chemical mechanical polishing aqueous dispersion of Comparative Example 1 was 0.006 parts by mass equivalent to the potassium ferrate content in the chemical mechanical polishing aqueous dispersion of Example 1. .
- the polishing rate for the copper film was 20 nm / min, and a sufficient polishing rate could not be obtained.
- the ferric nitrate content in the chemical mechanical polishing aqueous dispersion of Comparative Example 2 was 6 parts by mass, a sufficient polishing rate for the copper film was obtained, but residual contamination of iron occurred.
- the chemical mechanical polishing aqueous dispersions of Examples 15 to 16 correspond to compositions obtained by further adding malonic acid and glycine to Example 10. Even when the chemical mechanical polishing aqueous dispersions of Examples 15 to 16 were used, almost the same performance as Example 10 could be obtained.
- the chemical mechanical polishing aqueous dispersion of Example 17 corresponds to a composition in which ammonium persulfate is added as an oxidizing agent. From the result of Example 17, it was estimated that the improvement of the polishing rate for the tungsten film was smaller than that in the case where an equivalent amount of hydrogen peroxide was added, but it was found that application to an actual device is possible.
- the chemical mechanical polishing aqueous dispersions of Comparative Examples 4 to 5 correspond to compositions in which ferric nitrate is added instead of potassium ferrate.
- the ferric nitrate content in the chemical mechanical polishing aqueous dispersion of Comparative Example 4 was 0.006 parts by mass equivalent to the potassium ferrate content in the chemical mechanical polishing aqueous dispersion of Example 10. .
- the polishing rate for the tungsten film was 30 nm / min, and a sufficient polishing rate could not be obtained.
- the ferric nitrate content in the chemical mechanical polishing aqueous dispersion of Comparative Example 5 was 6 parts by mass, a sufficient polishing rate for the tungsten film was obtained, but residual contamination of iron occurred.
- the chemical mechanical polishing aqueous dispersion of Comparative Example 7 corresponds to a composition in which only hydrogen peroxide which is a general oxidizing agent is added without adding potassium ferrate.
- the polishing rate for the tungsten film was 30 nm / min, and a sufficient polishing rate could not be obtained.
- the polishing composition according to the present invention includes Cu, Al, Ti, TiN, Ta, TaN, V, Mo, Ru, Zr, Mn, Ni, Fe, Ag, Mg, Mn, or Si, It is expected to be effective for polishing a laminated structure including a layer made of any of the above elements or compounds, or a structure having substantially no barrier metal.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
本発明に係る化学機械研磨用水系分散体は、砥粒と、鉄酸イオン(FeO4
2-)と、分散媒と、を含有することを特徴とする。
Description
本発明は、化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キットに関する。
近年、半導体装置の高精細化に伴い、半導体装置内に形成される配線の微細化が進んでいる。これに伴い、配線層を化学機械研磨(以下、「CMP」ともいう)により平坦化する手法が用いられている。たとえば特表2002-518845号公報では、半導体基板上の酸化シリコン等の絶縁膜に設けられた微細な溝や孔に、アルミニウム、銅、タングステン等の導電体金属をスパッタリング、メッキ等の方法により堆積させた後、余剰に積層された金属膜をCMPにより除去し、微細な溝や孔の部分にのみ金属を残すダマシンプロセスが提案されている。
半導体装置をCuダマシン法で製造する場合、バリアメタル膜上の銅膜を研磨により除去する工程(第1研磨工程)と、その後バリアメタル膜を研磨により除去し必要に応じて銅膜および層間絶縁膜をさらに研磨して平坦化する工程(第2研磨工程)と、を組み合わせた二段階研磨を実施することが一般的である。
第1研磨工程では高速で銅膜を研磨する特性が要求されるが、第1研磨工程の終了時(バリアメタル膜等の他種材料膜が露出した時点)において、銅膜に対する高研磨速度を維持しながら銅膜のディッシング等を抑制することは困難である。さらに第2研磨工程では、銅膜だけではなくバリアメタル膜等の他種材料膜が露出した半導体基板面(被研磨面)を高速に研磨する特性を維持したまま、銅膜のディッシング等を抑制することは困難である。
被研磨面を高速に研磨するためには、研磨する際の印加圧力を上げて被研磨面にかかる摩擦力を大きくすればよい。しかしながら、かかる場合には研磨速度の向上に伴い被研磨面のディッシング等の平滑性も悪化してしまうという問題があった。逆に、被研磨面のディッシング等の平滑性を向上させるためには、研磨する際の印加圧力を下げればよいが、被研磨面の研磨速度が著しく低下するという問題があった。このため、研磨特性改善のための研磨方法からのアプローチは限界に達している。
これらの問題を解決すべく、様々な組成の化学機械研磨用水系分散体が提案されている。たとえば国際公開第2007/116770号パンフレットには、研磨用組成物に水溶性高分子を含有させることにより、研磨速度を維持したまま、銅膜のディッシングを抑制する技術について開示されている。しかし、更なる微細化が要求されている現在では不十分である。
また、研磨速度とディッシングを改善する方法の一つとして、研磨用組成物に金属を含有する強力な酸化剤を添加する方法がある。たとえば特開平11-116948号公報には、研磨用組成物に硝酸鉄等を添加する技術について開示されている。しかしながら、研磨工程終了後の被研磨面表面の金属イオンによる汚染を抑制することは解決困難な課題であった。
一方、配線間を上下縦方向に電気的に接合するヴィアホールには、埋め込み性に優れたタングステンが使用される。タングステン膜研磨用の化学機械研磨用水系分散体には強力な酸化作用が必要であり、たとえば特表2005-518091号公報では、過酸化水素等の酸化剤、硝酸鉄等の鉄触媒、およびシリカ等の砥粒を含有する研磨用組成物に関する技術が提案されている。さらにタングステン膜を研磨するために使用される化学機械研磨用水系分散体には、より大きな研磨速度を有し、かつ被研磨面上に残留する金属汚染を極力少なくする特性が要求されており、これらの特性をバランス良く達成するために、たとえば特開2007-19093号公報や特表2008-503875号公報では、研磨用組成物に水溶性重合体を添加する技術が検討されている。
しかしながら、前述したような従来のタングステン膜研磨用の化学機械研磨用水系分散体では、タングステン膜に対する高研磨速度と、研磨工程終了時における被研磨面上に残留する金属汚染の低減と、を両立させることに限界があった。すなわち、前述したように従来の技術ではタングステン膜に対する高研磨速度を実現するために、多量の硝酸鉄等の鉄触媒を含有する化学機械研磨用水系分散体を用いてタングステン膜の表面を酸化させる手法が採られている。ところが、かかる化学機械研磨用水系分散体を用いた場合には、研磨工程終了時において被研磨面上に多量の鉄イオンが残留してしまうため、被研磨面上から鉄イオンを完全に除去することが非常に困難であるという問題があった。
本発明に係る幾つかの態様は、前記課題を解決することで、金属膜に対する高研磨速度と被研磨面における高平坦性とを両立し、かつ研磨工程終了時における被研磨面上の金属汚染を低減可能な化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キットを提供するものである。
本発明は前述の課題の少なくとも一部を解決するためになされたものであり、以下の態様または適用例として実現することができる。
[適用例1]
本発明に係る化学機械研磨用水系分散体の一態様は、
砥粒と、
鉄酸イオン(FeO4 2-)と、
分散媒と、
を含有することを特徴とする。
本発明に係る化学機械研磨用水系分散体の一態様は、
砥粒と、
鉄酸イオン(FeO4 2-)と、
分散媒と、
を含有することを特徴とする。
[適用例2]
適用例1の化学機械研磨用水系分散体において、
前記鉄酸イオン(FeO4 2-)の濃度が、10-6mol/L以上10-2mol/L以下であることができる。
適用例1の化学機械研磨用水系分散体において、
前記鉄酸イオン(FeO4 2-)の濃度が、10-6mol/L以上10-2mol/L以下であることができる。
[適用例3]
適用例1または適用例2の化学機械研磨用水系分散体において、
前記砥粒が、コロイダルシリカであることができる。
適用例1または適用例2の化学機械研磨用水系分散体において、
前記砥粒が、コロイダルシリカであることができる。
[適用例4]
適用例1ないし適用例3のいずれか一例の化学機械研磨用水系分散体において、
過酸化水素、過硫酸カリウムおよび過硫酸アンモニウムから選択される少なくとも1種をさらに含有することができる。
適用例1ないし適用例3のいずれか一例の化学機械研磨用水系分散体において、
過酸化水素、過硫酸カリウムおよび過硫酸アンモニウムから選択される少なくとも1種をさらに含有することができる。
[適用例5]
適用例1ないし適用例4のいずれか一例の化学機械研磨用水系分散体は、銅膜またはタングステン膜を含む半導体基板の研磨に用いることができる。
適用例1ないし適用例4のいずれか一例の化学機械研磨用水系分散体は、銅膜またはタングステン膜を含む半導体基板の研磨に用いることができる。
[適用例6]
適用例1ないし適用例5のいずれか一例の化学機械研磨用水系分散体は、砥粒と、鉄酸塩と、分散媒と、を混合して作製されることができる。
適用例1ないし適用例5のいずれか一例の化学機械研磨用水系分散体は、砥粒と、鉄酸塩と、分散媒と、を混合して作製されることができる。
[適用例7]
本発明に係る化学機械研磨用水系分散体調製用キットは、
適用例1ないし適用例6のいずれか一例の化学機械研磨用水系分散体を調製するためのキットであって、
鉄酸イオンおよび水を含有する第1組成物と、
砥粒および分散媒を含有する第2組成物と、
を含むことを特徴とする。
本発明に係る化学機械研磨用水系分散体調製用キットは、
適用例1ないし適用例6のいずれか一例の化学機械研磨用水系分散体を調製するためのキットであって、
鉄酸イオンおよび水を含有する第1組成物と、
砥粒および分散媒を含有する第2組成物と、
を含むことを特徴とする。
[適用例8]
適用例7の化学機械研磨用水系分散体調製用キットにおいて、
過酸化水素、過硫酸カリウムおよび過硫酸アンモニウムから選択される少なくとも1種、ならびに水を含有する第3組成物をさらに含むことができる。
適用例7の化学機械研磨用水系分散体調製用キットにおいて、
過酸化水素、過硫酸カリウムおよび過硫酸アンモニウムから選択される少なくとも1種、ならびに水を含有する第3組成物をさらに含むことができる。
[適用例9]
本発明に係る化学機械研磨方法は、
適用例1ないし適用例6のいずれか一例の化学機械研磨用水系分散体を用いて、銅膜またはタングステン膜を含む半導体基板を研磨することを特徴とする。
本発明に係る化学機械研磨方法は、
適用例1ないし適用例6のいずれか一例の化学機械研磨用水系分散体を用いて、銅膜またはタングステン膜を含む半導体基板を研磨することを特徴とする。
本発明に係る化学機械研磨用水系分散体によれば、一般的に使用されてきた過酸化水素等よりも高い酸化力を示す鉄酸イオン(FeO4
2-)を含有することにより、金属膜に対する高研磨速度と被研磨面における高平坦性とを両立させることができる。また、従来、鉄イオンを含有する化学機械研磨用水系分散体で問題となる被研磨面の金属汚染を大幅に低減することができる。
本発明に係る化学機械研磨用水系分散体調製用キットによれば、化学的に不安定な鉄酸イオン(FeO4
2-)を他の成分と分離して保管しておくことで、鉄酸イオン(FeO4
2-)の分解を抑制することができる。使用する直前に第1組成物と第2組成物と第3組成物とを混合して化学機械研磨用水系分散体を調製すれば、化学機械研磨用水系分散体の性能を最大限に発揮させることができる。
本発明に係る化学機械研磨方法によれば、半導体基板に形成された金属膜に対する研磨速度を従来よりも大幅に向上させることができる。また、被研磨面の金属汚染を大幅に低減させることができる。
以下、本発明に係る好適な実施形態について詳細に説明する。なお、本発明は、下記の実施形態に限定されるものではなく、本発明の要旨を変更しない範囲において実施される各種の変型例も含む。
1.化学機械研磨用水系分散体
本発明の一実施形態に係る化学機械研磨用水系分散体は、砥粒と、鉄酸イオン(FeO4 2-)と、分散媒と、を含有することを特徴とする。以下、本実施の形態に係る化学機械研磨用水系分散体に含まれる各成分について詳細に説明する。
本発明の一実施形態に係る化学機械研磨用水系分散体は、砥粒と、鉄酸イオン(FeO4 2-)と、分散媒と、を含有することを特徴とする。以下、本実施の形態に係る化学機械研磨用水系分散体に含まれる各成分について詳細に説明する。
1.1.砥粒
本実施の形態に係る化学機械研磨用水系分散体は、砥粒を含有する。砥粒としては、金属膜を機械的に研磨する作用を有するものであれば特に限定されないが、たとえばコロイダルシリカ、ヒュームドシリカ、セリア、アルミナ、ジルコニア、酸化チタン等が挙げられる。これらの中でも、スクラッチ(研磨傷)を低減する観点から、コロイダルシリカが好ましい。コロイダルシリカは、たとえば特開2003-109921号公報等に記載されているような公知の方法で製造されたものを使用することができる。
本実施の形態に係る化学機械研磨用水系分散体は、砥粒を含有する。砥粒としては、金属膜を機械的に研磨する作用を有するものであれば特に限定されないが、たとえばコロイダルシリカ、ヒュームドシリカ、セリア、アルミナ、ジルコニア、酸化チタン等が挙げられる。これらの中でも、スクラッチ(研磨傷)を低減する観点から、コロイダルシリカが好ましい。コロイダルシリカは、たとえば特開2003-109921号公報等に記載されているような公知の方法で製造されたものを使用することができる。
砥粒の平均粒子径は、好ましくは5nm以上1000nm以下であり、より好ましくは10nm以上700nm以下であり、特に好ましくは15nm以上500nm以下である。砥粒の平均粒子径が前記範囲にあれば、金属膜に対する研磨において十分な研磨速度を得ることができると共に、ディッシングの発生を低減させることができる。また、化学機械研磨用水系分散体の保存安定性の観点からは、砥粒の沈降・分離が発生しにくい安定な化学機械研磨用水系分散体を得ることができる。砥粒の平均粒子径は、動的光散乱法を測定原理として算出された平均粒子径を適用することができる。測定装置としては、たとえば粒子径分布測定装置(株式会社堀場製作所製、形式「LB550」)等が挙げられる。
なお、コロイダルシリカの平均粒子径を測定する場合には、前記の動的光散乱法を測定原理とする粒子径分布測定装置により測定した平均粒子径に代えて、BET法を用いて測定した比表面積から算出される平均粒子径を適用することができる。測定装置としては、流動式比表面積自動測定装置(株式会社島津製作所製、「micrometrics FlowSorb II 2300」)等が挙げられる。
以下に、コロイダルシリカの比表面積から平均粒子径を算出する方法について説明する。コロイダルシリカの形状を真球状であると仮定し、粒子の直径をd(nm)、比重をρ(g/cm3)とすると、粒子n個の表面積Aは、A=nπd2となる。粒子n個の質量Nは、N=ρnπd3/6となる。比表面積Sは、粉体の単位質量当たりの全構成粒子の表面積で表される。そうすると、粒子n個の比表面積Sは、S=A/N=6/ρdとなる。この式に、シリカ粒子の比重ρ=2.2を代入し、単位を換算すると、下記式(1)を導き出すことができる。
平均粒子径(nm)=2727/S(m2/g)…(1)
したがって、BET法を用いて測定した比表面積の値を上記式(1)に代入することにより、コロイダルシリカの平均粒子径を求めることができる。
平均粒子径(nm)=2727/S(m2/g)…(1)
したがって、BET法を用いて測定した比表面積の値を上記式(1)に代入することにより、コロイダルシリカの平均粒子径を求めることができる。
砥粒の含有量は、化学機械研磨用水系分散体の全質量に対して、好ましくは0.01質量%以上20質量%以下であり、より好ましくは0.1質量%以上10質量%以下であり、特に好ましくは0.1質量%以上6質量%以下である。
1.2.鉄酸イオン(FeO4
2-)
本実施の形態に係る化学機械研磨用水系分散体は、鉄酸イオン(FeO4 2-)を含有する。一般的な化学機械研磨用水系分散体では、酸化剤として過酸化水素や過硫酸アンモニウム等の過硫酸塩(ペルオキソ二硫酸塩)が用いられる。過硫酸塩は、化学機械研磨用水系分散体のpHを酸性とすることでペルオキソ二硫酸と同等の酸化作用を示すことが知られている。これらの標準電極に対する酸化還元電位は、それぞれ過酸化水素:1.8V、過硫酸塩(ペルオキソ二硫酸塩):2.0Vである。これに対して、鉄の酸化数がVI価である鉄酸イオンの標準水素電極に対する酸化還元電位は、2.2Vと高い値を示す。鉄酸イオンは、このような高い酸化還元電位を有することにより、金属膜の表面を強力に酸化させて、金属膜に対する研磨速度を大幅に向上させることができる。
本実施の形態に係る化学機械研磨用水系分散体は、鉄酸イオン(FeO4 2-)を含有する。一般的な化学機械研磨用水系分散体では、酸化剤として過酸化水素や過硫酸アンモニウム等の過硫酸塩(ペルオキソ二硫酸塩)が用いられる。過硫酸塩は、化学機械研磨用水系分散体のpHを酸性とすることでペルオキソ二硫酸と同等の酸化作用を示すことが知られている。これらの標準電極に対する酸化還元電位は、それぞれ過酸化水素:1.8V、過硫酸塩(ペルオキソ二硫酸塩):2.0Vである。これに対して、鉄の酸化数がVI価である鉄酸イオンの標準水素電極に対する酸化還元電位は、2.2Vと高い値を示す。鉄酸イオンは、このような高い酸化還元電位を有することにより、金属膜の表面を強力に酸化させて、金属膜に対する研磨速度を大幅に向上させることができる。
鉄酸イオンは、鉄酸カリウム、鉄酸バリウム、鉄酸ナトリウムおよび鉄酸アンモニウム等の鉄酸塩から選択される少なくとも1種を水等の分散媒に溶解させることにより生成する。これらの中でも、半導体装置への残留汚染性および水に対する溶解性の観点から、鉄酸カリウムを用いることが好ましい。
鉄酸イオンを用いることにより、従来鉄イオンを含有するスラリーで問題であった、研磨後における被研磨面の鉄イオンの残留汚染を大幅に低減することが可能となる。
前述したように、鉄酸イオンは、高い酸化還元電位を有するため、少量の添加で効率的に金属膜の表面を酸化することができる。より詳しくは、化学機械研磨用水系分散体中の鉄酸イオンの濃度が、10-6mol/L以上10-2mol/L以下であることが好ましく、10-5mol/L以上10-4mol/L以下であることがより好ましい。鉄酸イオンの濃度が前記範囲にあると、金属膜に対する十分な研磨速度を達成することができると共に、鉄酸イオン由来の残留物の発生を低減させることができる。
鉄酸イオンは、強い反応性を有するために化学的に不安定であり、中性から酸性条件下では銅やタングステン等の金属を強力に酸化することができる反面、化学機械研磨用水系分散体としては不安定である。したがって、化学機械研磨用水系分散体を調製する際、研磨直前に必要な量の鉄酸塩を添加して混合することが、安定した研磨特性を発現させることができ好ましい。なお、鉄酸イオンは、光により分解する性質を有するので、化学機械研磨用水系分散体を保管する場合には遮光することが好ましい。
1.3.分散媒
本実施の形態に係る化学機械研磨用水系分散体は、分散媒を含有する。分散媒としては、水、水およびアルコールの混合媒体、水および水との相溶性を有する有機溶媒を含む混合媒体等が挙げられる。これらの中でも、水、水およびアルコールの混合媒体を用いることが好ましく、水を用いることがより好ましい。
本実施の形態に係る化学機械研磨用水系分散体は、分散媒を含有する。分散媒としては、水、水およびアルコールの混合媒体、水および水との相溶性を有する有機溶媒を含む混合媒体等が挙げられる。これらの中でも、水、水およびアルコールの混合媒体を用いることが好ましく、水を用いることがより好ましい。
1.4.その他の添加剤
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて酸化剤、水溶性重合体、界面活性剤、アミノ酸、錯形成剤、pH調整剤等の添加剤を添加してもよい。以下、各添加剤について説明する。
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて酸化剤、水溶性重合体、界面活性剤、アミノ酸、錯形成剤、pH調整剤等の添加剤を添加してもよい。以下、各添加剤について説明する。
1.4.1.酸化剤
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて酸化剤を添加してもよい。酸化剤には、金属膜の表面を酸化し研磨液成分との錯化反応を促すことにより、金属膜の表面に脆弱な改質層を作り出し研磨しやすくする効果がある。なお、前述した鉄酸イオンも酸化剤としての機能を有するが、本発明において、「酸化剤」とは、鉄酸イオン以外の成分のことをいう。
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて酸化剤を添加してもよい。酸化剤には、金属膜の表面を酸化し研磨液成分との錯化反応を促すことにより、金属膜の表面に脆弱な改質層を作り出し研磨しやすくする効果がある。なお、前述した鉄酸イオンも酸化剤としての機能を有するが、本発明において、「酸化剤」とは、鉄酸イオン以外の成分のことをいう。
酸化剤としては、たとえば過硫酸アンモニウム、過硫酸カリウム、過酸化水素、硝酸第二鉄、硝酸二アンモニウムセリウム、硫酸鉄、次亜塩素酸、オゾン、過ヨウ素酸カリウムおよび過酢酸等が挙げられる。これらの酸化剤は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。また、これらの酸化剤のうち、酸化力、保護膜との相性および取扱いやすさ等を考慮すると、過硫酸アンモニウム、過硫酸カリウムおよび過酸化水素から選択される少なくとも1種が好ましい。
特にタングステン膜用の化学機械研磨用水系分散体の場合には、過酸化水素および過硫酸アンモニウムから選択される少なくとも1種(以下、「特定酸化剤」ともいう)を含有することが好ましい。化学機械研磨用水系分散体中に過硫酸アンモニウムを添加した場合には、該水系分散体中の水の一部が過硫酸アンモニウムにより酸化されることで過酸化水素を発生するものと考えられる。その結果、当量の過酸化水素を直接添加した場合に比べて効果は弱くなるが、過酸化水素を添加した場合と同様の作用効果が期待できる。
タングステン膜用の化学機械研磨用水系分散体の場合には、鉄酸イオンと特定酸化剤とを併用することで、下記式(2)で示されるような反応が促進されると考えられる。
W+K2FeO4+H2O2→FeWO4+2KOH …(2)
このような反応によって、タングステン膜の表面が酸化され、脆弱な改質層をタングステン膜の表面に作り出すことにより、タングステン膜を研磨しやすくする効果があるものと考えられる。以上のように、鉄酸イオンと特定酸化剤とを併用することによる相乗効果によって、それらを単独で使用した場合と比べてタングステン膜に対する研磨速度を大幅に向上させることが可能となる。
W+K2FeO4+H2O2→FeWO4+2KOH …(2)
このような反応によって、タングステン膜の表面が酸化され、脆弱な改質層をタングステン膜の表面に作り出すことにより、タングステン膜を研磨しやすくする効果があるものと考えられる。以上のように、鉄酸イオンと特定酸化剤とを併用することによる相乗効果によって、それらを単独で使用した場合と比べてタングステン膜に対する研磨速度を大幅に向上させることが可能となる。
酸化剤の含有量は、化学機械研磨用水系分散体の全質量に対して、好ましくは0.01質量%以上10質量%以下、より好ましくは0.1質量%以上3質量%以下、特に好ましくは0.5質量%以上1.5質量%以下である。酸化剤の含有量が前記範囲の場合には、前記式(2)で示される反応をより促進させることができるため好ましい。
1.4.2.水溶性重合体
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて水溶性重合体を添加してもよい。水溶性重合体には、被研磨面の表面に吸着し被膜を形成することでディッシング等の発生を抑制し、被研磨面の平坦性をより一層高める効果がある。特に被研磨面にタングステン膜が含まれる場合には、凹凸を有するタングステン膜の表面に容易に吸着して保護膜を形成し、タングステン膜の研磨をコントロールする作用効果がある。すなわち、適量の水溶性重合体を使用することでタングステン膜の凹部を保護しながら凸部の研磨を進行させて、初期段差を解消させることができる。
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて水溶性重合体を添加してもよい。水溶性重合体には、被研磨面の表面に吸着し被膜を形成することでディッシング等の発生を抑制し、被研磨面の平坦性をより一層高める効果がある。特に被研磨面にタングステン膜が含まれる場合には、凹凸を有するタングステン膜の表面に容易に吸着して保護膜を形成し、タングステン膜の研磨をコントロールする作用効果がある。すなわち、適量の水溶性重合体を使用することでタングステン膜の凹部を保護しながら凸部の研磨を進行させて、初期段差を解消させることができる。
水溶性重合体としては、特に制限されず、アニオン性重合体、カチオン性重合体、ノニオン性重合体等が挙げられる。アニオン性重合体としては、たとえばポリアクリル酸、ポリメタクリル酸、ポリスチレンスルホン酸、およびこれらの塩等が挙げられる。カチオン性重合体としては、たとえばポリアルキレンイミン、ポリビニルピロリドン、ポリビニルアミン、ポリビニルピリジン、ポリアリルアミン、ポリビニルピペラジン、ポリリジン、ポリビニルイミダゾール等が挙げられる。これらのカチオン性ポリマーの中でも、好ましくはポリアルキレンイミンであり、より好ましくはポリエチレンイミンである。ノニオン性重合体としては、たとえばポリエチレンオキシド、ポリプロピレンオキシド、ポリビニルアルコール、ポリアクリルアミド等が挙げられる。これらの水溶性重合体は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
水溶性重合体の数平均分子量は、好ましくは200以上100万以下、より好ましくは1万以上10万以下である。本発明において「数平均分子量」とは、プルラン換算の値であり、ゲルパーミエーションクロマトグラフィー(カラム型番「Shodex Asahipak GF-710HQ+GF-510HQ+GF-310HQ」昭和電工株式会社製、溶離液「0.2Mモノエタノールアミン水溶液」)にて測定することができる。
水溶性重合体の含有量は、化学機械研磨用水系分散体の全質量に対して、好ましくは0.01質量%以上5質量%以下、より好ましくは0.1質量%以上1質量%以下である。水溶性重合体の数平均分子量および含有量が前記範囲にあると、被研磨面にタングステン膜が含まれる場合、タングステン膜の表面に形成された保護膜によって研磨摩擦を適度に低減させることができるので、タングステン膜の平坦性をより一層向上できる。
1.4.3.界面活性剤
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて界面活性剤を添加してもよい。界面活性剤には、化学機械研磨用水系分散体に適度な粘性を付与する効果がある。化学機械研磨用水系分散体の粘度は、25℃において0.5mPa・s以上10mPa・s未満となるように調製することが好ましい。化学機械研磨用水系分散体に適度な粘性を付与することで、研磨パッドへの押し付け圧を効率的かつ均一に被研磨面へ伝達することができるようになり、特に被研磨面の平坦性を改善することができる。
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて界面活性剤を添加してもよい。界面活性剤には、化学機械研磨用水系分散体に適度な粘性を付与する効果がある。化学機械研磨用水系分散体の粘度は、25℃において0.5mPa・s以上10mPa・s未満となるように調製することが好ましい。化学機械研磨用水系分散体に適度な粘性を付与することで、研磨パッドへの押し付け圧を効率的かつ均一に被研磨面へ伝達することができるようになり、特に被研磨面の平坦性を改善することができる。
界面活性剤としては、特に制限されず、アニオン性界面活性剤、カチオン性界面活性剤、非イオン性界面活性剤等が挙げられる。アニオン性界面活性剤としては、たとえば脂肪酸石鹸、アルキルエーテルカルボン酸塩等のカルボン酸塩;アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、α-オレフィンスルホン酸塩等のスルホン酸塩;高級アルコール硫酸エステル塩、アルキルエーテル硫酸塩、ポリオキシエチレンアルキルフェニルエーテル硫酸塩等の硫酸エステル塩;アルキルリン酸エステル等のリン酸エステル塩;パーフルオロアルキル化合物等の含フッ素系界面活性剤等が挙げられる。カチオン性界面活性剤としては、たとえば脂肪族アミン塩、脂肪族アンモニウム塩等が挙げられる。非イオン性界面活性剤としては、たとえばアセチレングリコール、アセチレングリコールエチレンオキサイド付加物、アセチレンアルコール等の三重結合を有する非イオン性界面活性剤;ポリエチレングリコール型界面活性剤等が挙げられる。また、ポリビニルアルコール、シクロデキストリン、ポリビニルメチルエーテル、ヒドロキシエチルセルロース等を用いることもできる。前記例示した界面活性剤の中でも、第1研磨工程においてタングステン膜に対する平坦性を保持しながら研磨する観点から、アルキルベンゼンスルホン酸塩が好ましく、ドデシルベンゼンスルホン酸カリウム、ドデシルベンゼンスルホン酸アンモニウムがより好ましい。これらの界面活性剤は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
界面活性剤の含有量は、化学機械研磨用水系分散体の全質量に対して、好ましくは0.001質量%以上5質量%以下、より好ましくは0.01質量%以上0.5質量%以下、特に好ましくは0.05質量%以上0.2質量%以下である。界面活性剤の含有量が前記範囲にあると、被研磨面におけるディッシングの発生を抑制しながら研磨することができるので、被研磨面の平坦性をより一層向上させることができる。
1.4.4.アミノ酸
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じてアミノ酸を添加してもよい。アミノ酸は、銅イオンと配位結合を形成しやすい性質を有している。そのため、被研磨面に銅膜が含まれる場合には、アミノ酸が銅膜の表面で配位結合を形成する。この作用により、銅膜の表面荒れを抑制しながら被研磨面の高平坦性を確保することができる。以上のように、アミノ酸は銅膜および銅イオンとの親和性に優れているため、銅膜に対する研磨速度を向上させることができると共に、銅膜の研磨により化学機械研磨用水系分散体中へ溶出した銅イオンと配位結合を形成することにより銅の析出を抑制することができる。化学機械研磨用水系分散体中の銅の析出を抑制することで、銅膜上のスクラッチ等の研磨欠陥の発生を抑制することができる。
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じてアミノ酸を添加してもよい。アミノ酸は、銅イオンと配位結合を形成しやすい性質を有している。そのため、被研磨面に銅膜が含まれる場合には、アミノ酸が銅膜の表面で配位結合を形成する。この作用により、銅膜の表面荒れを抑制しながら被研磨面の高平坦性を確保することができる。以上のように、アミノ酸は銅膜および銅イオンとの親和性に優れているため、銅膜に対する研磨速度を向上させることができると共に、銅膜の研磨により化学機械研磨用水系分散体中へ溶出した銅イオンと配位結合を形成することにより銅の析出を抑制することができる。化学機械研磨用水系分散体中の銅の析出を抑制することで、銅膜上のスクラッチ等の研磨欠陥の発生を抑制することができる。
アミノ酸としては、例えば、アラニン、アルギニン、アスパラギン、アスパラギン酸、システイン、グルタミン、グルタミン酸、グリシン、ヒスチジン、イソロイシン、ロイシン、リシン、メチオニン、フェニルアラニン、プロリン、セリン、トレオニン、トリプトファン、チロシン、パリン等が挙げられる。これらのアミノ酸は、1種単独で用いることができるが、2種以上を組み合わせて用いることもできる。
本実施の形態に係る化学機械研磨用水系分散体は、前記例示したアミノ酸の中でも、グリシン、アラニンおよびグルタミンから選択される少なくとも1種を含有することが好ましい。グリシン、アラニンおよびグルタミンは、銅イオンと配位結合を形成する作用が前記例示したアミノ酸の中でもより強いため、銅膜に対する研磨速度を大きくする効果がより高いからである。これらの中でも、このような効果が高いグリシンを含有することが特に好ましい。
アミノ酸の含有量は、化学機械研磨用水系分散体の全質量に対して、好ましくは0.5質量%以上10質量%以下、より好ましくは1質量%以上6質量%以下、特に好ましくは2質量%以上4質量%以下である。
1.4.5.錯形成剤
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて錯形成剤を添加してもよい。錯形成剤は、タングステンと水不溶性錯体を形成し、被研磨面の表面を保護する作用効果を有する。この作用効果により、タングステン膜の凹部を保護しながら凸部の研磨を進行させて、初期段差を解消させることができる。ここで、「水不溶性」とは、実質的に水に溶解しないことを意味し、酸化剤と共存した状態でのウェットエッチング速度が3nm/分未満であれば水難溶性も含まれる。
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じて錯形成剤を添加してもよい。錯形成剤は、タングステンと水不溶性錯体を形成し、被研磨面の表面を保護する作用効果を有する。この作用効果により、タングステン膜の凹部を保護しながら凸部の研磨を進行させて、初期段差を解消させることができる。ここで、「水不溶性」とは、実質的に水に溶解しないことを意味し、酸化剤と共存した状態でのウェットエッチング速度が3nm/分未満であれば水難溶性も含まれる。
錯形成剤は、構造中に少なくとも複素環を有する化合物であることが好ましく、構造中に窒素原子を有する複素五員環および複素六員環から選択される少なくとも1種の複素環を1個以上有する化合物であることがより好ましい。前記複素環としては、たとえばピロール構造、イミダゾール構造、トリアゾール構造等の複素五員環;ピリジン構造、ピリミジン構造、ピリダジン構造、ピラジン構造等の複素六員環等が挙げられる。
かかる複素環は、縮合環を形成していてもよい。このような複素環としては、たとえばインドール構造、イソインドール構造、ベンゾイミダゾール構造、ベンゾトリアゾール構造、キノリン構造、イソキノリン構造、キナゾリン構造、シンノリン構造、フタラジン構造、キノキサリン構造、アクリジン構造等が挙げられる。
これらの複素環を有する化合物の中でも、ピリジン構造、キノリン構造、ベンゾイミダゾール構造、ベンゾトリアゾール構造を有する化合物であることが好ましい。より具体的には、キノリン酸、キナルジン酸、ベンゾイミダゾール、ベンゾトリアゾールが好ましく、キノリン酸、キナルジン酸がより好ましい。これらの錯形成剤は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
錯形成剤の含有量は、化学機械研磨用水系分散体の全質量に対して、好ましくは0.01質量%以上10質量%以下であり、より好ましくは0.02質量%以上5質量%以下であり、特に好ましくは0.1質量%以上2質量%以下である。錯形成剤の含有量が前記範囲にあると、タングステン膜の初期段差を解消しながら研磨することができるので、被研磨面の平坦性をより一層向上させることができる。
1.4.6.pH調整剤
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じてpH調整剤を添加してもよい。pH調整剤としては、たとえば水酸化カリウム、エチレンジアミン、TMAH(テトラメチルアンモニウムハイドロオキサイド)等の塩基性塩;フタル酸、マレイン酸、クエン酸等の有機酸およびその塩;硝酸、塩酸、硫酸等の無機酸およびその塩等が挙げられる。
本実施の形態に係る化学機械研磨用水系分散体は、さらに必要に応じてpH調整剤を添加してもよい。pH調整剤としては、たとえば水酸化カリウム、エチレンジアミン、TMAH(テトラメチルアンモニウムハイドロオキサイド)等の塩基性塩;フタル酸、マレイン酸、クエン酸等の有機酸およびその塩;硝酸、塩酸、硫酸等の無機酸およびその塩等が挙げられる。
特に前記例示した2個以上のカルボキシル基を有するpH調整剤は、配線金属だけでなく、バリアメタル膜に使用される安定な多価イオンを生成する金属種に対しても高い配位能力を有するため、配線金属やバリアメタル膜の研磨により発生する多価イオンを安定化し、金属塩の析出を低減することができる。これにより、被研磨面の表面荒れを抑制し高度な平坦性が得られると共に、スクラッチ等の表面欠陥の発生を低減させることができる。
1.5.pH
本実施形態に係る化学機械研磨用水系分散体のpHは、特に制限されないが、好ましくは1以上10以下である。本実施の形態に係る化学機械研磨用水系分散体の使用時においては、pHが1以上6以下であることが好ましい。特にタングステン膜用の化学機械研磨用水系分散体のpHが前記範囲にあると、化学機械研磨用水系分散体とタングステン膜との反応性が良好になり、さらに鉄酸イオンが最適な酸化力を示すことができるため好ましい。一方、本実施の形態に係る化学機械研磨用水系分散体を保管しておく場合には、pHが7以上10以下であることが好ましい。化学機械研磨用水系分散体のpHが前記範囲の塩基性であると、鉄酸イオンの分解を抑制でき、化学機械研磨用水系分散体の保存安定性を高めることができるため好ましい。
本実施形態に係る化学機械研磨用水系分散体のpHは、特に制限されないが、好ましくは1以上10以下である。本実施の形態に係る化学機械研磨用水系分散体の使用時においては、pHが1以上6以下であることが好ましい。特にタングステン膜用の化学機械研磨用水系分散体のpHが前記範囲にあると、化学機械研磨用水系分散体とタングステン膜との反応性が良好になり、さらに鉄酸イオンが最適な酸化力を示すことができるため好ましい。一方、本実施の形態に係る化学機械研磨用水系分散体を保管しておく場合には、pHが7以上10以下であることが好ましい。化学機械研磨用水系分散体のpHが前記範囲の塩基性であると、鉄酸イオンの分解を抑制でき、化学機械研磨用水系分散体の保存安定性を高めることができるため好ましい。
1.6.用途
本実施の形態に係る化学機械研磨用水系分散体の用途の一つとしては、半導体装置の配線を形成する銅膜を研磨するための研磨材としての用途が挙げられる。具体的には、Cuダマシン配線を形成する際の研磨材として使用することができる。研磨によってCuダマシン配線を形成する工程は、主として銅膜の除去を行う第1研磨工程と、主として銅膜の下部に形成された導電性バリアメタル膜を除去する第2研磨工程と、からなるが、当該化学機械研磨用水系分散体は第1研磨工程に用いると効果的である。なお、本実施の形態に係る化学機械研磨用水系分散体は、金属膜に対する高研磨速度と高平坦性を両立させることが可能なため、第2研磨工程に用いることもできる。
本実施の形態に係る化学機械研磨用水系分散体の用途の一つとしては、半導体装置の配線を形成する銅膜を研磨するための研磨材としての用途が挙げられる。具体的には、Cuダマシン配線を形成する際の研磨材として使用することができる。研磨によってCuダマシン配線を形成する工程は、主として銅膜の除去を行う第1研磨工程と、主として銅膜の下部に形成された導電性バリアメタル膜を除去する第2研磨工程と、からなるが、当該化学機械研磨用水系分散体は第1研磨工程に用いると効果的である。なお、本実施の形態に係る化学機械研磨用水系分散体は、金属膜に対する高研磨速度と高平坦性を両立させることが可能なため、第2研磨工程に用いることもできる。
また、第1研磨工程は、堆積させた銅膜をバリアメタル膜が露出する直前まで高速で研磨する工程(バルク研磨工程)と、バルク研磨工程において残留した銅膜をバリアメタル膜が露出するまで研磨する工程(ファイン研磨工程)と、に分けて実施されることがある。本実施の形態に係る化学機械研磨用水系分散体は、平坦性を維持しながら配線材料たる銅膜を高速で研磨することができるため、バルク研磨工程に用いると効果的である。
本実施の形態に係る化学機械研磨用水系分散体のもう一つの用途としては、半導体装置の配線を形成するタングステン膜を研磨するための研磨材としての用途が挙げられる。具体的には、ヴィア接続用タングステンプラグを形成する際の化学機械研磨工程に使用することができる。
被処理体としては、ヴィアホールを有する絶縁膜と、前記絶縁膜上にバリアメタル膜を介して設けられたタングステン膜と、を含む被処理体等が挙げられる。かかる被処理体の化学機械研磨工程は、主としてタングステン膜を除去する第1研磨工程と、主としてその下部に形成されたタングステン膜、バリアメタル膜および絶縁膜を同時に研磨する第2研磨工程と、からなるが、本実施の形態に係る化学機械研磨用水系分散体は、タングステン膜に対する高研磨速度を有する観点から第1研磨工程に用いると効果的である。なお、本実施の形態に係る化学機械研磨用水系分散体は、タングステン膜および酸化シリコン膜に対する非選択的研磨性を有するため、第2研磨工程に用いてもよい。
2.化学機械研磨方法
本実施の形態に係る化学機械研磨方法は、前述した本発明に係る化学機械研磨用水系分散体を用いて銅膜またはタングステン膜を含む半導体基板(ウエハなど)を研磨することを特徴とする。以下、本実施の形態に係る化学機械研磨方法の第1の具体例および第2の具体例について、図面を用いて詳細に説明する。
本実施の形態に係る化学機械研磨方法は、前述した本発明に係る化学機械研磨用水系分散体を用いて銅膜またはタングステン膜を含む半導体基板(ウエハなど)を研磨することを特徴とする。以下、本実施の形態に係る化学機械研磨方法の第1の具体例および第2の具体例について、図面を用いて詳細に説明する。
2.1.第1の具体例
2.1.1.被処理体
図1は、第1の具体例に係る化学機械研磨方法の使用に適した被処理体を模式的に示した断面図である。被処理体100は、以下の工程(1)ないし(4)を経ることにより形成される。
2.1.1.被処理体
図1は、第1の具体例に係る化学機械研磨方法の使用に適した被処理体を模式的に示した断面図である。被処理体100は、以下の工程(1)ないし(4)を経ることにより形成される。
(1)まず、図1に示すように、基体10を用意する。基体10は、たとえばシリコン基板とその上に形成された酸化シリコン膜とから構成されていてもよい。さらに、基体10には、(図示しない)トランジスタ等の機能デバイスが形成されていてもよい。次に、基体10の上に、CVD法または熱酸化法を用いて絶縁膜である酸化シリコン膜12を形成させる。
(2)次に、酸化シリコン膜12をパターニングする。得られたパターンをマスクとして、フォトリソグラフィー法により酸化シリコン膜12に配線用溝14を形成させる。
(3)次に、スパッタを適用して酸化シリコン膜12の表面および内壁面にバリアメタル膜16を形成させる。銅膜と酸化シリコン膜12との電気的接触はあまり良好でないが、バリアメタル膜16を介在させることで良好な電気的接触を実現している。バリアメタル膜16の材料としては、タンタル、窒化タンタル、チタン、窒化チタン等が挙げられる。
(4)次に、CVD法を適用して銅膜18を形成させる。銅膜18を形成する銅は、純銅だけでなく、銅-シリコン、銅-アルミニウム等の銅を95重量%以上含有する合金を含む。
2.1.2.研磨方法
2.1.2.1.第1研磨工程
図2は、第1の具体例の第1研磨工程終了時での被処理体を模式的に示した断面図である。図2に示すように、第1研磨工程は、前述した本発明に係る化学機械研磨用水系分散体を用いてバリアメタル膜16が露出するまで銅膜18を研磨する工程である。本工程によれば、前述した化学機械研磨用水系分散体を用いることで、被処理体100の金属汚染を低減させると共に、銅膜18に対する高研磨速度と被研磨面における高平坦性とを両立させることができる。
2.1.2.1.第1研磨工程
図2は、第1の具体例の第1研磨工程終了時での被処理体を模式的に示した断面図である。図2に示すように、第1研磨工程は、前述した本発明に係る化学機械研磨用水系分散体を用いてバリアメタル膜16が露出するまで銅膜18を研磨する工程である。本工程によれば、前述した化学機械研磨用水系分散体を用いることで、被処理体100の金属汚染を低減させると共に、銅膜18に対する高研磨速度と被研磨面における高平坦性とを両立させることができる。
2.1.2.2.第2研磨工程
図3は、第1の具体例の第2研磨工程終了時での被処理体を模式的に示した断面図である。図3に示すように、第2研磨工程は、化学機械研磨用水系分散体を用いて酸化シリコン膜12が露出するまでバリアメタル膜16および銅膜18を研磨する工程である。なお、前述した本発明に係る化学機械研磨用水系分散体は、金属膜に対する高研磨速度と高平坦性を両立させることが可能なため、第2研磨工程に用いてもよい。
図3は、第1の具体例の第2研磨工程終了時での被処理体を模式的に示した断面図である。図3に示すように、第2研磨工程は、化学機械研磨用水系分散体を用いて酸化シリコン膜12が露出するまでバリアメタル膜16および銅膜18を研磨する工程である。なお、前述した本発明に係る化学機械研磨用水系分散体は、金属膜に対する高研磨速度と高平坦性を両立させることが可能なため、第2研磨工程に用いてもよい。
2.2.第2の具体例
2.2.1.被処理体
図4は、第2の具体例に係る化学機械研磨方法の使用に適した被処理体を模式的に示した断面図である。被処理体200は、以下の工程(1)ないし(4)を経ることにより形成される。
2.2.1.被処理体
図4は、第2の具体例に係る化学機械研磨方法の使用に適した被処理体を模式的に示した断面図である。被処理体200は、以下の工程(1)ないし(4)を経ることにより形成される。
(1)まず、図4に示すように、基体11を用意する。基体11は、たとえばシリコン基板とその上に形成された酸化シリコン膜とから構成されていてもよい。さらに、基体11には、(図示しない)トランジスタ等の機能デバイスが形成されていてもよい。次に、基体11の上に、CVD法または熱酸化法を用いて絶縁膜である酸化シリコン膜13を形成させる。
(2)次に、酸化シリコン膜13をパターニングする。得られたパターンをマスクとして、フォトリソグラフィー法により酸化シリコン膜13にヴィアホール15を形成させる。
(3)次に、スパッタを適用して酸化シリコン膜13の表面および内壁面にバリアメタル膜17を形成させる。タングステン膜と酸化シリコン膜13との電気的接触はあまり良好でないが、バリアメタル膜17を介在させることで良好な電気的接触を実現している。バリアメタル膜17の材料としては、タンタル、窒化タンタル、チタン、窒化チタン等が挙げられる。
(4)次に、CVD法を適用してタングステン膜19を形成させる。
2.2.2.化学機械研磨方法
2.2.2.1.第1研磨工程
図5は、第2の具体例の第1研磨工程終了時での被処理体を模式的に示した断面図である。図5に示すように、第1研磨工程は、前述した本発明に係る化学機械研磨用水系分散体を用いてバリアメタル膜17が露出するまでタングステン膜19を研磨する工程である。本工程によれば、前述した本発明に係る化学機械研磨用水系分散体を用いることで、被処理体200の金属汚染を抑制すると共に、タングステン膜19に対する高研磨速度と被研磨面における高平坦性とを両立させることができる。
2.2.2.1.第1研磨工程
図5は、第2の具体例の第1研磨工程終了時での被処理体を模式的に示した断面図である。図5に示すように、第1研磨工程は、前述した本発明に係る化学機械研磨用水系分散体を用いてバリアメタル膜17が露出するまでタングステン膜19を研磨する工程である。本工程によれば、前述した本発明に係る化学機械研磨用水系分散体を用いることで、被処理体200の金属汚染を抑制すると共に、タングステン膜19に対する高研磨速度と被研磨面における高平坦性とを両立させることができる。
2.2.2.2.第2研磨工程
図6は、第2の具体例の第2研磨工程終了時での被処理体を模式的に示した断面図である。図6に示すように、第2研磨工程は、化学機械研磨用水系分散体を用いて酸化シリコン膜13が露出するまでバリアメタル膜17およびタングステン膜19を研磨する工程である。なお、前述した本発明に係る化学機械研磨用水系分散体は、タングステン膜および酸化シリコン膜に対する非選択的研磨性を有するため、第2研磨工程に用いてもよい。本発明に係る化学機械研磨用水系分散体を第2研磨工程に用いることで、極めて平坦性に優れた仕上げ面を得ることができる。
図6は、第2の具体例の第2研磨工程終了時での被処理体を模式的に示した断面図である。図6に示すように、第2研磨工程は、化学機械研磨用水系分散体を用いて酸化シリコン膜13が露出するまでバリアメタル膜17およびタングステン膜19を研磨する工程である。なお、前述した本発明に係る化学機械研磨用水系分散体は、タングステン膜および酸化シリコン膜に対する非選択的研磨性を有するため、第2研磨工程に用いてもよい。本発明に係る化学機械研磨用水系分散体を第2研磨工程に用いることで、極めて平坦性に優れた仕上げ面を得ることができる。
2.3.化学機械研磨装置
前述した第1研磨工程および第2研磨工程には、例えば図7に示すような研磨装置300を用いることができる。図7は、研磨装置300を模式的に示した斜視図である。各研磨工程は、スラリー供給ノズル42からスラリー(化学機械研磨用水系分散体)44を供給し、かつ研磨布46が貼付されたターンテーブル48を回転させながら、半導体基板50を保持したキャリアーヘッド52を当接させることにより行う。なお、図7には、水供給ノズル54およびドレッサー56も併せて示してある。
前述した第1研磨工程および第2研磨工程には、例えば図7に示すような研磨装置300を用いることができる。図7は、研磨装置300を模式的に示した斜視図である。各研磨工程は、スラリー供給ノズル42からスラリー(化学機械研磨用水系分散体)44を供給し、かつ研磨布46が貼付されたターンテーブル48を回転させながら、半導体基板50を保持したキャリアーヘッド52を当接させることにより行う。なお、図7には、水供給ノズル54およびドレッサー56も併せて示してある。
キャリアーヘッド52の研磨荷重は、0.7~70psiの範囲内で選択することができ、好ましくは2.1~35psiである。また、ターンテーブル48およびキャリアーヘッド52の回転数は10~400rpmの範囲内で適宜選択することができ、好ましくは30~150rpmである。スラリー供給ノズル42から供給されるスラリー(研磨用組成物)44の流量は、10~1,000mL/分の範囲内で選択することができ、好ましくは50~400mL/分である。
市販の研磨装置として、たとえば荏原製作所社製、形式「EPO-112」、「EPO-222」;ラップマスターSFT社製、型式「LGP-510」、「LGP-552」;アプライドマテリアル社製、型式「Mirra」、「Reflexion」等が挙げられる。
3.化学機械研磨用水系分散体調製用キット
本実施の形態に係る化学機械研磨用水系分散体は、純水に砥粒、鉄酸イオンを形成する化合物、およびその他の添加剤を直接添加して混合・撹拌することにより調製することができる。このようにして得られた化学機械研磨用水系分散体をそのまま使用してもよいが、各成分を高濃度で含有する(濃縮された)化学機械研磨用水系分散体を調製し、使用時に所望の濃度に希釈して使用してもよい。
本実施の形態に係る化学機械研磨用水系分散体は、純水に砥粒、鉄酸イオンを形成する化合物、およびその他の添加剤を直接添加して混合・撹拌することにより調製することができる。このようにして得られた化学機械研磨用水系分散体をそのまま使用してもよいが、各成分を高濃度で含有する(濃縮された)化学機械研磨用水系分散体を調製し、使用時に所望の濃度に希釈して使用してもよい。
また、上記成分のいずれかを含む複数の液(たとえば2つまたは3つの液)を調製し、これらを使用時に混合して使用するキットとすることもできる。上記成分のいずれかを含む複数の液に分けておくことで、貯蔵安定性を向上させることができる。この場合、複数の液を混合して化学機械研磨用水系分散体を調製した後、これを化学機械研磨装置に供給してもよいし、複数の液を個別に化学機械研磨装置に供給して定盤上で化学機械研磨用水系分散体を調製してもよい。
以下、本発明に係る化学機械研磨用水系分散体調製用キットとして、最も好ましい実施の形態について説明する。
本発明の一実施の形態に係る化学機械研磨用水系分散体調製用キットは、前述した化学機械研磨用水系分散体を調製するためのキットであって、鉄酸イオン(FeO4
2-)および水を含有する第1組成物と、砥粒および分散媒を含有する第2組成物と、を含むことを特徴とする。
第1組成物は、鉄酸カリウム、鉄酸バリウム、鉄酸ナトリウムおよび鉄酸アンモニウム等の鉄酸塩から選択される少なくとも1種を水に溶解させることにより調製することができる。第1組成物中に含有される鉄酸イオンは、中性から酸性条件下では特に不安定である。そのため、第1組成物のpHは、7以上10以下であることが好ましく、8以上10以下であることがより好ましい。また、鉄酸イオンは光により分解する性質を有するので、第1組成物を保管する場合には遮光性の容器等に入れて保管することが好ましい。なお、第1組成物には、鉄酸イオンと他の成分との反応や鉄酸イオンの分解を防ぐ観点から、その他の添加剤を添加しないことが望ましい。
第2組成物は、分散媒中に砥粒を添加することにより調製することができる。第2組成物には、砥粒の分散安定性を損なわない範囲でその他の添加剤を添加してもよい。
かかる化学機械研磨用水系分散体調製用キットによれば、化学的に不安定な鉄酸イオン(FeO4
2-)を他の成分と分離して保管しておくことで、鉄酸イオン(FeO4
2-)の分解を抑制することができる。使用する直前に第1組成物と第2組成物とを混合して化学機械研磨用水系分散体を調製すれば、化学機械研磨用水系分散体の性能を最大限に発揮することができる。
また、本実施の形態に係る化学機械研磨用水系分散体調製用キットには、過酸化水素、過硫酸カリウムおよび過硫酸アンモニウムから選択される少なくとも1種を水に溶解させることにより調製された第3組成物を含めてもよい。なお、第3組成物には、酸化剤と他の成分との反応や酸化剤の分解を防ぐ観点から、その他の添加剤を添加しないことが望ましい。
なお、第1組成物と第3組成物とは、できる限り化学機械研磨を実施する直前に混合し、かつ混合後短時間で使用することが好ましい。混合してから化学機械研磨を実施するまでの時間は、好ましくは1秒後から7日後、より好ましくは1秒後から1時間後である。また、古い混合液と新しい混合液とを混合して使用することは品質上好ましくないので、ライン混合またはバッチ混合することが望ましい。
4.実施例
以下、本発明を実施例により説明するが、本発明はこれらの実施例により何ら限定されるものではない。
以下、本発明を実施例により説明するが、本発明はこれらの実施例により何ら限定されるものではない。
4.1.化学機械研磨用水系分散体の調製
4.1.1.コロイダルシリカ水分散体の調製
3号水硝子(シリカ濃度24質量%)を水で希釈し、シリカ濃度3.0質量%の希釈ケイ酸ナトリウム水溶液を得た。この希釈ケイ酸ナトリウム水溶液を、水素型陽イオン交換樹脂層を通過させ、ナトリウムイオンの大部分を除去したpH3.1の活性ケイ酸水溶液を得た。その後、すぐに撹拌下10質量%水酸化カリウム水溶液を加えてpHを7.2に調整し、さらに続けて加熱し沸騰させて3時間熱熟成した。得られた水溶液に、先にpHを7.2に調整した活性ケイ酸水溶液の10倍量を少量ずつ添加し、コロイダルシリカを成長させた。
4.1.1.コロイダルシリカ水分散体の調製
3号水硝子(シリカ濃度24質量%)を水で希釈し、シリカ濃度3.0質量%の希釈ケイ酸ナトリウム水溶液を得た。この希釈ケイ酸ナトリウム水溶液を、水素型陽イオン交換樹脂層を通過させ、ナトリウムイオンの大部分を除去したpH3.1の活性ケイ酸水溶液を得た。その後、すぐに撹拌下10質量%水酸化カリウム水溶液を加えてpHを7.2に調整し、さらに続けて加熱し沸騰させて3時間熱熟成した。得られた水溶液に、先にpHを7.2に調整した活性ケイ酸水溶液の10倍量を少量ずつ添加し、コロイダルシリカを成長させた。
次に、前記コロイダルシリカを含有する分散体水溶液を減圧濃縮し、シリカ濃度:32.0質量%、pH:9.8であるコロイダルシリカ水分散体を得た。このコロイダルシリカ水分散体を、再度水素型陽イオン交換樹脂層を通過させ、ナトリウムの大部分を除去した後、10質量%の水酸化カリウム水溶液を加え、シリカ粒子濃度:28.0質量%、pH:10.0であるコロイダルシリカ水分散体(a)を得た。
BET法を用いて測定した比表面積から算出した平均粒子径は、45nmであった。なお、BET法によるコロイダルシリカ粒子の表面積測定では、シリカ粒子分散体を濃縮・乾固して回収されたコロイダルシリカを測定した値を用いた。なお、比表面積の測定には、流動式比表面積自動測定装置(株式会社島津製作所製、「micrometrics FlowSorb II 2300」を使用した。
さらに、熱熟成の時間、塩基性化合物の種類および添加量などをコントロールしながら上記と同様の方法により、BET法を用いて測定した比表面積から算出した平均粒子径が80nmのコロイダルシリカ水分散体(b)を得た。
4.1.2.化学機械研磨用水系分散体の調製
イオン交換水50質量部、シリカに換算して3質量部に相当するコロイダルシリカ水分散体(a)、シリカに換算して3質量部に相当するコロイダルシリカ水分散体(b)、鉄酸カリウム0.006質量部、マレイン酸0.1質量部をポリエチレン製の瓶に入れて15分間撹拌した。この際、鉄酸カリウムは、Ferrate Treatment Technologies社製の鉄酸製造機である「Ferrator」を用いて準備した。最後に、全成分の合計量が100質量部となるようにイオン交換水をポリエチレン製の瓶に加えた後、孔径1μmのフィルターで濾過することにより、化学機械研磨用水系分散体Aを得た。
イオン交換水50質量部、シリカに換算して3質量部に相当するコロイダルシリカ水分散体(a)、シリカに換算して3質量部に相当するコロイダルシリカ水分散体(b)、鉄酸カリウム0.006質量部、マレイン酸0.1質量部をポリエチレン製の瓶に入れて15分間撹拌した。この際、鉄酸カリウムは、Ferrate Treatment Technologies社製の鉄酸製造機である「Ferrator」を用いて準備した。最後に、全成分の合計量が100質量部となるようにイオン交換水をポリエチレン製の瓶に加えた後、孔径1μmのフィルターで濾過することにより、化学機械研磨用水系分散体Aを得た。
また、鉄酸カリウムを表1に示す成分・添加量に変更し、添加剤の種類を表1に示す成分・添加量に変更したこと以外は、化学機械研磨用水系分散体Aの調製方法と同様にして化学機械研磨用水系分散体B~Xを得た。
4.2.化学機械研磨用水系分散体の評価試験
4.2.1.銅膜における評価試験
4.2.1.1.銅膜の研磨速度評価
研磨装置(アプライド・マテリアルズ社製、型式「Mirra」)に多孔質ポリウレタン製研磨パッド(ロデール・ニッタ社製、品番「IC1000」)を装着し、研磨用組成物A~Lのいずれか1種を供給しつつ、下記の研磨速度測定用基板につき、下記の研磨条件にて30秒間研磨処理を行い、下記の手法によって研磨速度を算出した。
(a)研磨速度測定用基板
・8インチ熱酸化膜付きシリコン基板上に膜厚15,000Åの銅膜が設けられたもの。
(b)研磨条件
・キャリアーヘッド回転数:100rpm
・ターンテーブル回転数:100rpm
・キャリアーヘッド荷重:3.5psi
・研磨用組成物の供給速度:200mL/分
この場合における研磨用組成物の供給速度とは、全供給液の供給量の合計を単位時間当たりで割り付けた値をいう。
(c)研磨速度の算出方法
電気伝導式膜厚測定器(ケーエルエー・テンコール社製、形式「オムニマップRS75」)を用いて、研磨処理前後の膜厚を測定し、研磨されて減少した膜厚と研磨時間とから研磨速度を算出した。この結果を表1に併せて示す。
銅膜に対する研磨速度は、以上の条件において50nm/分以上であることが好ましく、この場合には表1中の評価の欄に「○」と表記した。また、銅膜に対する研磨速度が50nm/分未満である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
4.2.1.銅膜における評価試験
4.2.1.1.銅膜の研磨速度評価
研磨装置(アプライド・マテリアルズ社製、型式「Mirra」)に多孔質ポリウレタン製研磨パッド(ロデール・ニッタ社製、品番「IC1000」)を装着し、研磨用組成物A~Lのいずれか1種を供給しつつ、下記の研磨速度測定用基板につき、下記の研磨条件にて30秒間研磨処理を行い、下記の手法によって研磨速度を算出した。
(a)研磨速度測定用基板
・8インチ熱酸化膜付きシリコン基板上に膜厚15,000Åの銅膜が設けられたもの。
(b)研磨条件
・キャリアーヘッド回転数:100rpm
・ターンテーブル回転数:100rpm
・キャリアーヘッド荷重:3.5psi
・研磨用組成物の供給速度:200mL/分
この場合における研磨用組成物の供給速度とは、全供給液の供給量の合計を単位時間当たりで割り付けた値をいう。
(c)研磨速度の算出方法
電気伝導式膜厚測定器(ケーエルエー・テンコール社製、形式「オムニマップRS75」)を用いて、研磨処理前後の膜厚を測定し、研磨されて減少した膜厚と研磨時間とから研磨速度を算出した。この結果を表1に併せて示す。
銅膜に対する研磨速度は、以上の条件において50nm/分以上であることが好ましく、この場合には表1中の評価の欄に「○」と表記した。また、銅膜に対する研磨速度が50nm/分未満である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
4.2.1.2.パターン付きウエハの平坦性評価
配線パターンとなる溝が形成されたパターンウエハの化学機械研磨では、局所的に過剰に研磨される箇所が発生することが知られている。これは、化学機械研磨前のパターンウエハ表面には配線パターンとなる溝を反映した凹凸が金属膜の表面に形成されており、化学機械研磨を行う場合にパターン密度に応じて局所的に高い圧力がかかり、その部分の研磨速度が速くなるためである。このため、半導体基板に模したパターンウエハを研磨して評価することにより、本実施例に係る化学機械研磨用水系分散体の実際に使用する状態における研磨特性を確認した。
配線パターンとなる溝が形成されたパターンウエハの化学機械研磨では、局所的に過剰に研磨される箇所が発生することが知られている。これは、化学機械研磨前のパターンウエハ表面には配線パターンとなる溝を反映した凹凸が金属膜の表面に形成されており、化学機械研磨を行う場合にパターン密度に応じて局所的に高い圧力がかかり、その部分の研磨速度が速くなるためである。このため、半導体基板に模したパターンウエハを研磨して評価することにより、本実施例に係る化学機械研磨用水系分散体の実際に使用する状態における研磨特性を確認した。
下記のパターン付きウエハにつき、研磨時間を1分としたこと以外は、前記「4.2.1.1.銅膜の研磨速度評価」における研磨条件と同様に研磨処理を行い、下記の手法によって平坦性および欠陥の有無を評価した。その結果を表1に併せて示す。
(1)パターン付き基板
400nmのPETEOS膜が成膜された8inchウエハを、「SEMATECH854」パターンに加工して深さ400nmの溝パターンを形成後、25nmのTi/TiN膜を積層し、さらに600nmの銅膜を積層したテスト用の基板(SEMATECH INTERNATIONAL社製)を用いた。
(2)平坦性評価
研磨処理工程後のパターン付きウエハの被研磨面につき、高解像度プロファイラー(KLAテンコール社製、形式「HRP240ETCH」)を用いて、銅配線幅(ライン、L)/絶縁膜幅(スペース、S)がそれぞれ100μm/100μmの銅配線部分におけるディッシング量(nm)を測定した。ディッシング量は、0~100nmであることが好ましいと判断でき、0~90nmであることがより好ましく、特に好ましくは0~60nmである。
ディッシング量が0~100nmである場合には表1中の評価の欄に「○」と表記した。また、ディッシング量が100nm以上である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
(1)パターン付き基板
400nmのPETEOS膜が成膜された8inchウエハを、「SEMATECH854」パターンに加工して深さ400nmの溝パターンを形成後、25nmのTi/TiN膜を積層し、さらに600nmの銅膜を積層したテスト用の基板(SEMATECH INTERNATIONAL社製)を用いた。
(2)平坦性評価
研磨処理工程後のパターン付きウエハの被研磨面につき、高解像度プロファイラー(KLAテンコール社製、形式「HRP240ETCH」)を用いて、銅配線幅(ライン、L)/絶縁膜幅(スペース、S)がそれぞれ100μm/100μmの銅配線部分におけるディッシング量(nm)を測定した。ディッシング量は、0~100nmであることが好ましいと判断でき、0~90nmであることがより好ましく、特に好ましくは0~60nmである。
ディッシング量が0~100nmである場合には表1中の評価の欄に「○」と表記した。また、ディッシング量が100nm以上である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
4.2.1.3.銅膜の残留鉄量評価
前記「4.2.1.1.銅膜の研磨速度評価」における(a)研磨速度測定基板および(b)研磨条件を同様に用いて研磨を行い、下記のようにして銅膜の残留鉄量を評価した。残留鉄量は、全反射蛍光X線分析装置(リガク社製、「TXRF V300」)を用いて、被研磨面の表面分析を行った。具体的には、研磨した8インチウェハの中心から60mmの部位に8キロeVのX線を照射して、その部位から発生した蛍光X線の波長から元素の種類および強度から濃度・量を見積もることができる。鉄系の化合物を添加剤として含有しているので鉄存在時に特異的に現れる0.3nmの蛍光X線の強度から前記の検出濃度が得られた。この結果を表1に併せて示す。残留鉄量は、0.2×1010atoms/cm2以下であることがデバイスの性能上好ましい。この場合には表中の評価の欄に「○」と表記した。また、0.20×1010atoms/cm2を超える場合には、実デバイスへの適用が不可であるとして、表中の評価の欄に「×」と表記した。
前記「4.2.1.1.銅膜の研磨速度評価」における(a)研磨速度測定基板および(b)研磨条件を同様に用いて研磨を行い、下記のようにして銅膜の残留鉄量を評価した。残留鉄量は、全反射蛍光X線分析装置(リガク社製、「TXRF V300」)を用いて、被研磨面の表面分析を行った。具体的には、研磨した8インチウェハの中心から60mmの部位に8キロeVのX線を照射して、その部位から発生した蛍光X線の波長から元素の種類および強度から濃度・量を見積もることができる。鉄系の化合物を添加剤として含有しているので鉄存在時に特異的に現れる0.3nmの蛍光X線の強度から前記の検出濃度が得られた。この結果を表1に併せて示す。残留鉄量は、0.2×1010atoms/cm2以下であることがデバイスの性能上好ましい。この場合には表中の評価の欄に「○」と表記した。また、0.20×1010atoms/cm2を超える場合には、実デバイスへの適用が不可であるとして、表中の評価の欄に「×」と表記した。

4.2.2.タングステン膜における評価試験
4.2.2.1.タングステン膜の研磨速度評価
化学機械研磨装置(アプライド・マテリアルズ社製、型式「Mirra」)に多孔質ポリウレタン製研磨パッド(ロデール・ニッタ社製、品番「IC1000」)を装着し、化学機械研磨用水系分散体M~Xのいずれか1種を供給しつつ、下記の研磨速度測定用基板につき、下記の研磨条件にて30秒間研磨処理を行い、下記の手法によって研磨速度を算出した。
(a)研磨速度測定用基板
・8インチ熱酸化膜付きシリコン基板上に膜厚8,000Åのタングステン膜が設けられたもの。
(b)研磨条件
・キャリアーヘッド回転数:80rpm
・ターンテーブル回転数:80rpm
・キャリアーヘッド荷重:3.5psi
・化学機械研磨用水系分散体の供給速度:120mL/分
この場合における化学機械研磨用水系分散体の供給速度とは、全供給液の供給量の合計を単位時間当たりで割り付けた値をいう。
(c)研磨速度の算出方法
電気伝導式膜厚測定器(ケーエルエー・テンコール社製、形式「オムニマップRS75」)を用いて、研磨処理前後の膜厚を測定し、研磨されて減少した膜厚と研磨時間とから研磨速度を算出した。この結果を表2に併せて示す。
タングステン膜に対する研磨速度は、以上の条件において40nm/分以上であることが好ましく、この場合には表1中の評価の欄に「○」と表記した。さらに、100nm/分以上であることがより好ましく、この場合には表1中の評価の欄に「◎」と表記した。一方、タングステン膜に対する研磨速度が40nm/分未満である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
4.2.2.1.タングステン膜の研磨速度評価
化学機械研磨装置(アプライド・マテリアルズ社製、型式「Mirra」)に多孔質ポリウレタン製研磨パッド(ロデール・ニッタ社製、品番「IC1000」)を装着し、化学機械研磨用水系分散体M~Xのいずれか1種を供給しつつ、下記の研磨速度測定用基板につき、下記の研磨条件にて30秒間研磨処理を行い、下記の手法によって研磨速度を算出した。
(a)研磨速度測定用基板
・8インチ熱酸化膜付きシリコン基板上に膜厚8,000Åのタングステン膜が設けられたもの。
(b)研磨条件
・キャリアーヘッド回転数:80rpm
・ターンテーブル回転数:80rpm
・キャリアーヘッド荷重:3.5psi
・化学機械研磨用水系分散体の供給速度:120mL/分
この場合における化学機械研磨用水系分散体の供給速度とは、全供給液の供給量の合計を単位時間当たりで割り付けた値をいう。
(c)研磨速度の算出方法
電気伝導式膜厚測定器(ケーエルエー・テンコール社製、形式「オムニマップRS75」)を用いて、研磨処理前後の膜厚を測定し、研磨されて減少した膜厚と研磨時間とから研磨速度を算出した。この結果を表2に併せて示す。
タングステン膜に対する研磨速度は、以上の条件において40nm/分以上であることが好ましく、この場合には表1中の評価の欄に「○」と表記した。さらに、100nm/分以上であることがより好ましく、この場合には表1中の評価の欄に「◎」と表記した。一方、タングステン膜に対する研磨速度が40nm/分未満である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
4.2.2.2.パターン付きウエハの平坦性評価
下記のパターン付きウエハにつき、研磨時間を1分としたこと以外は、前記「4.2.2.1.タングステン膜の研磨速度評価」における研磨条件と同様に研磨処理を行い、下記の手法によって平坦性および欠陥の有無を評価した。その結果を表2に併せて示す。
(1)パターン付き基板
400nmのPETEOS膜が成膜された8inchウエハを、「SEMATECH854」パターンに加工して深さ400nmの溝パターンを形成後、25nmのTi/TiN膜を積層し、さらに600nmのタングステン膜を積層したテスト用の基板(SEMATECH INTERNATIONAL製)を用いた。
(2)平坦性評価
研磨処理工程後のパターン付きウエハの被研磨面につき、高解像度プロファイラー(KLAテンコール社製、形式「HRP240ETCH」)を用いて、タングステン配線幅(ライン、L)/絶縁膜幅(スペース、S)がそれぞれ100μm/100μmのタングステン配線部分におけるディッシング量(nm)を測定した。ディッシング量は、0~100nmであることが好ましいと判断でき、0~90nmであることがより好ましく、0~60nmであることが特に好ましい。ディッシング量が0~100nmである場合には表1中の評価の欄に「○」と表記した。また、平坦性100nm以上である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
下記のパターン付きウエハにつき、研磨時間を1分としたこと以外は、前記「4.2.2.1.タングステン膜の研磨速度評価」における研磨条件と同様に研磨処理を行い、下記の手法によって平坦性および欠陥の有無を評価した。その結果を表2に併せて示す。
(1)パターン付き基板
400nmのPETEOS膜が成膜された8inchウエハを、「SEMATECH854」パターンに加工して深さ400nmの溝パターンを形成後、25nmのTi/TiN膜を積層し、さらに600nmのタングステン膜を積層したテスト用の基板(SEMATECH INTERNATIONAL製)を用いた。
(2)平坦性評価
研磨処理工程後のパターン付きウエハの被研磨面につき、高解像度プロファイラー(KLAテンコール社製、形式「HRP240ETCH」)を用いて、タングステン配線幅(ライン、L)/絶縁膜幅(スペース、S)がそれぞれ100μm/100μmのタングステン配線部分におけるディッシング量(nm)を測定した。ディッシング量は、0~100nmであることが好ましいと判断でき、0~90nmであることがより好ましく、0~60nmであることが特に好ましい。ディッシング量が0~100nmである場合には表1中の評価の欄に「○」と表記した。また、平坦性100nm以上である場合には、実デバイスへの適応が不可であるとして、表中の評価の欄に「×」と表記した。
4.2.3.タングステン膜の残留鉄量評価
前記「4.2.2.1.タングステン膜の研磨速度評価」における(a)研磨速度測定基板および(b)研磨条件を同様に用いて研磨を行い、前記「4.2.1.3.銅膜の残留鉄量評価」と同様にしてタングステン膜の残留鉄量を評価した。
前記「4.2.2.1.タングステン膜の研磨速度評価」における(a)研磨速度測定基板および(b)研磨条件を同様に用いて研磨を行い、前記「4.2.1.3.銅膜の残留鉄量評価」と同様にしてタングステン膜の残留鉄量を評価した。

4.3.評価結果
4.3.1.銅膜における評価結果
実施例1~5の化学機械研磨用水系分散体を用いた場合には、銅膜の研磨において高研磨速度が達成されると共に、残留鉄分が十分少ない被研磨面を得ることができた。なお、実施例1~5の結果より、鉄酸イオン濃度が大きくなるにつれて、銅膜に対する研磨速度が大きくなることが判明した。
4.3.1.銅膜における評価結果
実施例1~5の化学機械研磨用水系分散体を用いた場合には、銅膜の研磨において高研磨速度が達成されると共に、残留鉄分が十分少ない被研磨面を得ることができた。なお、実施例1~5の結果より、鉄酸イオン濃度が大きくなるにつれて、銅膜に対する研磨速度が大きくなることが判明した。
実施例6~7の化学機械研磨用水系分散体は、実施例1にマロン酸やグリシンをさらに添加した組成に該当する。実施例6~7の化学機械研磨用水系分散体を用いた場合においても、実施例1とほぼ同等の性能を得ることができた。
実施例8~9の化学機械研磨用水系分散体は、実施例1に酸化剤として過酸化水素や過硫酸アンモニウムをさらに添加した組成に該当する。実施例8~9の化学機械研磨用水系分散体を用いた場合には、実施例1よりも銅膜に対する研磨速度をさらに大きくすることができた。
比較例1~2の化学機械研磨用水系分散体は、鉄酸カリウムに代えて硝酸第二鉄を添加した組成に該当する。比較例1の化学機械研磨用水系分散体における硝酸第二鉄の含有量は、実施例1の化学機械研磨用水系分散体における鉄酸カリウムの含有量と同等の0.006質量部であった。しかしながら、硝酸第二鉄では、銅膜に対する研磨速度が20nm/分となり十分な研磨速度が得られなかった。一方、比較例2の化学機械研磨用水系分散体における硝酸第二鉄の含有量は6質量部であったため、銅膜に対する十分な研磨速度が得られたものの、鉄分の残留汚染が発生した。
比較例3の化学機械研磨用水系分散体は、鉄酸カリウムや硝酸第二鉄を添加しなかったため、銅膜に対する十分な研磨速度が得られなかった。
4.3.2.タングステン膜における評価結果
実施例10~14の化学機械研磨用水系分散体を用いた場合には、タングステン膜の研磨において高研磨速度が達成されると共に、残留鉄分が十分少ない被研磨面を得ることができた。なお、実施例10~14の結果より、鉄酸イオン濃度が大きくなるにつれて、タングステン膜に対する研磨速度が大きくなることが判明した。
実施例10~14の化学機械研磨用水系分散体を用いた場合には、タングステン膜の研磨において高研磨速度が達成されると共に、残留鉄分が十分少ない被研磨面を得ることができた。なお、実施例10~14の結果より、鉄酸イオン濃度が大きくなるにつれて、タングステン膜に対する研磨速度が大きくなることが判明した。
実施例15~16の化学機械研磨用水系分散体は、実施例10にマロン酸やグリシンをさらに添加した組成に該当する。実施例15~16の化学機械研磨用水系分散体を用いた場合においても、実施例10とほぼ同等の性能を得ることができた。
実施例17の化学機械研磨用水系分散体は、酸化剤として過硫酸アンモニウムを添加した組成に該当する。実施例17の結果から、当量の過酸化水素を添加した場合に比べてタングステン膜に対する研磨速度の向上が小さくなることが推測されたが、実デバイスへの適用は可能であることが判明した。
比較例4~5の化学機械研磨用水系分散体は、鉄酸カリウムに代えて硝酸第二鉄を添加した組成に該当する。比較例4の化学機械研磨用水系分散体における硝酸第二鉄の含有量は、実施例10の化学機械研磨用水系分散体における鉄酸カリウムの含有量と同等の0.006質量部であった。しかしながら、硝酸第二鉄では、タングステン膜に対する研磨速度が30nm/分となり十分な研磨速度が得られなかった。一方、比較例5の化学機械研磨用水系分散体における硝酸第二鉄の含有量は6質量部であったため、タングステン膜に対する十分な研磨速度が得られたものの、鉄分の残留汚染が発生した。
比較例6の化学機械研磨用水系分散体は、鉄酸カリウムや硝酸第二鉄を添加しなかったため、タングステン膜に対する十分な研磨速度が得られなかった。
比較例7の化学機械研磨用水系分散体は、鉄酸カリウムを添加せずに、一般的な酸化剤である過酸化水素のみを添加した組成に該当する。この場合には、タングステン膜に対する研磨速度が30nm/分となり十分な研磨速度が得られなかった。
なお、本発明に係る研磨用組成物は、Cu、Al、Ti、TiN、Ta、TaN、V、Mo、Ru、Zr、Mn、Ni、Fe、Ag、Mg、MnまたはSiからなる層、これらの元素または化合物からなる層を含む積層構造、あるいは実質的にバリアメタルが存在しないような構造の研磨に対しても有効であると期待される。
10・11…基体、12・13…酸化シリコン膜、14…配線用溝、15…ヴィアホール、16・17…バリアメタル膜、18…銅膜、19…タングステン膜、42…スラリー供給ノズル、44…スラリー(研磨用組成物)、46…研磨布、48…ターンテーブル、50…半導体基板、52…キャリアーヘッド、54…水供給ノズル、56…ドレッサー、100・200…被処理体、300…化学機械研磨装置
Claims (9)
- 砥粒と、
鉄酸イオン(FeO4 2-)と、
分散媒と、
を含有する、化学機械研磨用水系分散体。 - 請求項1において、
前記鉄酸イオン(FeO4 2-)の濃度が、10-6mol/L以上10-2mol/L以下である、化学機械研磨用水系分散体。 - 請求項1または請求項2において、
前記砥粒が、コロイダルシリカである、化学機械研磨用水系分散体。 - 請求項1ないし請求項3のいずれか一項において、
過酸化水素、過硫酸カリウムおよび過硫酸アンモニウムから選択される少なくとも1種をさらに含有する、化学機械研磨用水系分散体。 - 銅膜またはタングステン膜を含む半導体基板の研磨に用いられる、請求項1ないし請求項4のいずれか一項に記載の化学機械研磨用水系分散体。
- 砥粒と、鉄酸塩と、分散媒と、を混合して作製される、請求項1ないし請求項5のいずれか一項に記載の化学機械研磨用水系分散体。
- 請求項1ないし請求項6のいずれか一項に記載の化学機械研磨用水系分散体を調製するためのキットであって、
鉄酸イオンおよび水を含有する第1組成物と、
砥粒および分散媒を含有する第2組成物と、
を含む、化学機械研磨用水系分散体調製用キット。 - 請求項7において、
過酸化水素、過硫酸カリウムおよび過硫酸アンモニウムから選択される少なくとも1種、ならびに水を含有する第3組成物をさらに含む、化学機械研磨用水系分散体調製用キット。 - 請求項1ないし請求項6のいずれか一項に記載の化学機械研磨用水系分散体を用いて、銅膜またはタングステン膜を含む半導体基板を研磨する、化学機械研磨方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011551821A JPWO2011093195A1 (ja) | 2010-01-27 | 2011-01-20 | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キット |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-015101 | 2010-01-27 | ||
| JP2010-015102 | 2010-01-27 | ||
| JP2010015101 | 2010-01-27 | ||
| JP2010015102 | 2010-01-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011093195A1 true WO2011093195A1 (ja) | 2011-08-04 |
Family
ID=44319184
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/050917 WO2011093195A1 (ja) | 2010-01-27 | 2011-01-20 | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キット |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2011093195A1 (ja) |
| TW (1) | TW201139633A (ja) |
| WO (1) | WO2011093195A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013094906A (ja) * | 2011-11-01 | 2013-05-20 | Kao Corp | 研磨液組成物 |
| JP2016167580A (ja) * | 2015-02-12 | 2016-09-15 | エア プロダクツ アンド ケミカルズ インコーポレイテッドAir Products And Chemicals Incorporated | タングステンケミカルメカニカル研磨におけるディッシング低減 |
| WO2016170942A1 (ja) * | 2015-04-22 | 2016-10-27 | Jsr株式会社 | 化学機械研磨用処理組成物、化学機械研磨方法および洗浄方法 |
| US20230027829A1 (en) * | 2019-12-19 | 2023-01-26 | Anji Microelectronics Technology (Shanghai) Co., Ltd | Chemical mechanical polishing solution |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9752057B2 (en) | 2014-02-05 | 2017-09-05 | Cabot Microelectronics Corporation | CMP method for suppression of titanium nitride and titanium/titanium nitride removal |
| US10077381B2 (en) * | 2015-07-20 | 2018-09-18 | Kctech Co., Ltd. | Polishing slurry composition |
| CN111748285A (zh) * | 2020-06-22 | 2020-10-09 | 宁波日晟新材料有限公司 | 一种含高铁酸盐的碳化硅抛光液及其制备方法和应用 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007520871A (ja) * | 2003-06-06 | 2007-07-26 | アプライド マテリアルズ インコーポレイテッド | 研磨用組成物及び導電性材料研磨方法 |
| JP2009503908A (ja) * | 2005-08-04 | 2009-01-29 | アプライド マテリアルズ インコーポレイテッド | 基板を研磨するための方法及び組成物 |
| WO2009111001A2 (en) * | 2008-03-05 | 2009-09-11 | Cabot Microelectronics Corporation | Silicon carbide polishing method utilizing water-soluble oxidizers |
-
2011
- 2011-01-20 WO PCT/JP2011/050917 patent/WO2011093195A1/ja active Application Filing
- 2011-01-20 JP JP2011551821A patent/JPWO2011093195A1/ja active Pending
- 2011-01-26 TW TW100102875A patent/TW201139633A/zh unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007520871A (ja) * | 2003-06-06 | 2007-07-26 | アプライド マテリアルズ インコーポレイテッド | 研磨用組成物及び導電性材料研磨方法 |
| JP2009503908A (ja) * | 2005-08-04 | 2009-01-29 | アプライド マテリアルズ インコーポレイテッド | 基板を研磨するための方法及び組成物 |
| WO2009111001A2 (en) * | 2008-03-05 | 2009-09-11 | Cabot Microelectronics Corporation | Silicon carbide polishing method utilizing water-soluble oxidizers |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013094906A (ja) * | 2011-11-01 | 2013-05-20 | Kao Corp | 研磨液組成物 |
| JP2016167580A (ja) * | 2015-02-12 | 2016-09-15 | エア プロダクツ アンド ケミカルズ インコーポレイテッドAir Products And Chemicals Incorporated | タングステンケミカルメカニカル研磨におけるディッシング低減 |
| US10570313B2 (en) | 2015-02-12 | 2020-02-25 | Versum Materials Us, Llc | Dishing reducing in tungsten chemical mechanical polishing |
| WO2016170942A1 (ja) * | 2015-04-22 | 2016-10-27 | Jsr株式会社 | 化学機械研磨用処理組成物、化学機械研磨方法および洗浄方法 |
| KR101731523B1 (ko) | 2015-04-22 | 2017-04-28 | 제이에스알 가부시끼가이샤 | 화학 기계 연마용 처리 조성물, 화학 기계 연마 방법 및 세정 방법 |
| US10507563B2 (en) | 2015-04-22 | 2019-12-17 | Jsr Corporation | Treatment composition for chemical mechanical polishing, chemical mechanical polishing method, and cleaning method |
| US20230027829A1 (en) * | 2019-12-19 | 2023-01-26 | Anji Microelectronics Technology (Shanghai) Co., Ltd | Chemical mechanical polishing solution |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011093195A1 (ja) | 2013-06-06 |
| TW201139633A (en) | 2011-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5472585B2 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法 | |
| JP5361306B2 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法 | |
| WO2009104517A1 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法 | |
| TWI452099B (zh) | 含金屬基材的化學機械平坦化的方法及組合物 | |
| WO2009104465A1 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法 | |
| JPWO2007116770A1 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法、ならびに化学機械研磨用水系分散体を調製するためのキット | |
| WO2011093195A1 (ja) | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キット | |
| JP5333744B2 (ja) | 化学機械研磨用水系分散体、化学機械研磨方法および化学機械研磨用水系分散体の製造方法 | |
| JP2017061612A (ja) | 化学機械研磨用組成物および化学機械研磨方法 | |
| JP2010041027A (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP2009147278A (ja) | 化学機械研磨用水系分散体、該分散体を調製するためのキット、および化学機械研磨用水系分散体の調製方法 | |
| JP5813921B2 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法 | |
| JP5344136B2 (ja) | 化学機械研磨用水系分散体、および該分散体の調製方法、ならびに半導体装置の化学機械研磨方法 | |
| JP5413571B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP5333743B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP2010028079A (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP5333740B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP2010034497A (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP2010258418A (ja) | 化学機械研磨用水系分散体調製用キットおよび化学機械研磨用水系分散体の調製方法 | |
| JP5333742B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP5413569B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP2010028078A (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP5813922B2 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法 | |
| KR101279970B1 (ko) | 금속 배선 연마용 cmp 슬러리 조성물 | |
| JP5413570B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11736909 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011551821 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11736909 Country of ref document: EP Kind code of ref document: A1 |