WO2010150395A1 - 固定子構造及び固定子製造方法 - Google Patents
固定子構造及び固定子製造方法 Download PDFInfo
- Publication number
- WO2010150395A1 WO2010150395A1 PCT/JP2009/061700 JP2009061700W WO2010150395A1 WO 2010150395 A1 WO2010150395 A1 WO 2010150395A1 JP 2009061700 W JP2009061700 W JP 2009061700W WO 2010150395 A1 WO2010150395 A1 WO 2010150395A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coil
- bus bar
- terminal portion
- stator
- coil terminal
- Prior art date
Links
Images





















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/522—Fastening salient pole windings or connections thereto applicable to stators only for generally annular cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
- H02K15/0068—Connecting winding sections; Forming leads; Connecting leads to terminals
- H02K15/0081—Connecting winding sections; Forming leads; Connecting leads to terminals for form-wound windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/325—Windings characterised by the shape, form or construction of the insulation for windings on salient poles, such as claw-shaped poles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Definitions
- the present invention relates to a structure of a stator bus bar used in an electric motor and a method of manufacturing the same, and realizes shortening of a coil end.
- Patent Document 1 discloses a welding structure for a bus bar and a welding method thereof.
- the wire terminal having a circular cross section drawn to the coil end is provided at the end of the coil wound around the core structure.
- the bus bar that engages with the wire terminal is provided with a slit at the tip, and the coil forms an electric circuit of the rotating electrical machine by engaging the slit with the wire terminal. After the wire terminal is inserted into the slit of the bus bar, it is welded and engaged with the bus bar.
- Patent Document 2 discloses a technique related to a method for connecting to a terminal.
- a plurality of U-shaped coils are inserted into the stator core, and a notched bus bar plate is joined to a cylindrical terminal portion formed at the coil end of the U-shaped coil, thereby forming an electric circuit of the coil. Joining is performed by TIG welding or the like.
- Patent Literature 1 and Patent Literature 2 are considered to have the following problems.
- the conductors used in Patent Document 1 and Patent Document 2 are all provided with an insulation coating, and realize insulation from the stator core.
- As the insulating coating material enamel coating, insulating resin materials such as polyurethane and polyimide amide are conceivable.
- these insulating coatings are damaged by heat generated by welding. In order to avoid this, the current situation is that a lead wire having a certain length is drawn out from the coil end portion and welded. However, this causes a problem that the coil end portion becomes large.
- In-vehicle drive motors and the like are particularly required to be miniaturized because they are arranged in the engine room.
- a hybrid car needs to be downsized because both the engine and the drive motor need to be housed in the engine room.
- the shortening of the coil end is essential for miniaturization of the motor. For this reason, development of a technique for shortening the coil end is awaited.
- an object of the present invention is to provide a stator structure or a stator manufacturing method capable of shortening a coil end in order to solve such a problem.
- a stator structure has the following characteristics. (1) In a stator structure including a coil disposed on a stator core and at least an end surface of the stator core and a mold portion using an insulating resin covering the coil, the stator structure is formed at an end of the coil.
- the bus bar is joined to the coil terminal portion, and the bus bar is disposed so that the wide surface of the bus bar and the end surface of the mold portion face each other.
- the mold part is formed using a high thermal conductive resin material, and the surface of the bus bar terminal part formed at both ends of the bus bar is at least the coil terminal part.
- the surface of the mold part is in surface contact in the vicinity of the engaging part.
- the mold part is formed using a high thermal conductive resin material, the coil terminal part is formed by being bent toward the coil side, and the surface of the coil terminal part is formed. And the surface of the mold part are in surface contact.
- the bus bar terminal portion of the bus bar is provided with a slit hole that engages with the coil terminal portion of the coil. A coil terminal portion is inserted.
- a surface of a bus bar body part connecting the bus bar terminal parts formed at both ends of the bus bar, and a surface of the mold part Are in surface contact.
- a stator manufacturing method has the following characteristics. (6)
- a stator manufacturing method in which a coil is inserted into a stator core and the stator core is resin-molded together with the coil to form a mold portion, and formed in the end of the coil.
- the coil terminal part is bent to the mold part side, the surface of the coil terminal part and the surface of the mold part are surface-bonded using an adhesive, and the coil disposed in the stator core
- the stator is formed by joining the coil terminal portion of the first coil and one end of the bus bar, and joining the coil terminal portion of the second coil to the other end of the bus bar. To do.
- a stator manufacturing method of forming a stator by inserting a coil into a stator core and resin-molding the stator core together with the coil to form a stator part of the surface of the mold part
- an adhesive is applied to an adhesive surface portion formed around the coil terminal portion formed at the end portion of the coil, and a bus bar to be joined to the coil terminal portion is disposed on the end surface of the mold portion.
- the surface of the bus bar terminal portion formed at both ends of the bus bar and the bonding surface portion are bonded, and the stator is formed by bonding the coil terminal portion and the bus bar terminal portion.
- a stator manufacturing method in which a coil is inserted into a stator core and the stator core is resin-molded together with the coil to form a mold portion, and formed into an end of the coil.
- the coil terminal portion is bent to the coil side, and the coil and the stator core are resin-molded, so that one surface of the coil terminal portion facing the coil side is buried in the mold portion, and the coil terminal
- the mold part is formed so that the other surface of the part protrudes outward from the mold part, and the coil terminal part of the first coil and one end of the bus bar are joined to the coil disposed in the stator core.
- the said stator is formed by joining the said coil terminal part of a 2nd coil, and the other end of the said bus bar.
- the aspect described in (1) above is a stator structure including a coil disposed in a stator core and a mold portion using an insulating resin that covers at least the end face of the stator core and the coil.
- a bus bar joined to the coil terminal portion formed at the end portion is provided, and the bus bar is arranged so that the wide surface of the bus bar and the end surface of the mold portion face each other.
- the bus bar for connecting the coil terminal portion is arranged so that the surface of the mold part formed at the coil end of the stator faces the wide surface of the bus bar, thereby shortening the coil end of the stator. It is possible. As shown in the problem, in the prior art, the coil terminal portion is drawn out to the coil end portion to a certain length, and the wide end surface of the bus bar is joined to stand against the end surface of the stator, so that the coil end portion becomes large. There's a problem.
- the bus bar is constituted by a conductor having a rectangular cross section, for example, the bus bar is referred to as a wide side of the bus bar.
- the wide surface of the bus bar is disposed so as to face the end surface of the mold portion, that is, the end surface of the stator. If the bus bar is arranged so that the wide surface of the bus bar lies on the end surface of the stator and the bus bar and the coil terminal portion are joined, the coil end of the stator can be shortened by at least the width of the bus bar. Therefore, it is possible to contribute to downsizing of the stator.
- the aspect as described in said (2) is the stator structure as described in (1).
- WHEREIN The mold part is formed using the high heat conductive resin material, The surface of the bus bar terminal part formed in the both ends of a bus bar Is in surface contact with the surface of the mold portion at least in the vicinity of the engaging portion with the coil terminal portion.
- a high thermal conductivity resin material is used so that the outer surface of the bus bar terminal portion and the outer surface of the mold portion are in surface contact with each other. Heat generated when joining the parts can be released to the mold part.
- the bus bar terminal portion and the coil terminal portion are joined by, for example, arc welding, but there is a problem that heat is generated during welding as shown in the problem, and the insulating film covering the coil is damaged.
- heat generated during welding is quickly transmitted to the mold portion side and diffused inside the mold portion. As a result, the peak temperature during bonding can be reduced.
- the mold part is formed using a high thermal conductive resin material, and the coil terminal part is formed by bending to the coil side.
- the surface of the coil terminal part and the surface of the mold part are in surface contact.
- Aspect (3) differs from aspect (2) in that the coil terminal portion, not the bus bar terminal portion, is in surface contact with the surface of the mold part.
- the bus bar terminal part comes into contact with the mold part through the coil terminal part, and is the same in terms of increasing the part that can make surface contact with the mold part and contribute to heat dissipation generated in the coil terminal part at the time of joining. It is.
- the heat generated during the joining of the bus bar terminal part and the coil terminal part for example, welding, can be efficiently released to the mold part. It becomes possible. Since the coil terminal portion is joined to the bus bar terminal portion while being bent to the mold portion side, the coil end can be shortened, contributing to the miniaturization of the stator.
- the aspect as described in said (4) is a stator structure as described in (1) or (2),
- the bus bar terminal part of a bus bar is provided with the slit hole engaged with the coil terminal part of a coil, A coil terminal portion is inserted into the slit hole.
- the slit hole provided in the bus bar terminal portion is inserted into the coil terminal portion, so that positioning of the bus bar is facilitated. Therefore, a jig is used to join the coil terminal portion and the bus bar terminal portion. Even if it is not, joining becomes possible. For this reason, it contributes to cost reduction. Moreover, when joining a coil terminal part and a bus bar terminal part by welding, there also exists a merit that a bus bar terminal part itself becomes a protection of the spark etc. which generate
- the aspect described in the above (5) is the surface of the busbar body portion that connects the busbar terminal portions formed at both ends of the busbar in the stator structure according to any one of (1) to (4). And the surface of the mold part are in surface contact.
- the aspect described in (6) above is a stator manufacturing method in which a stator is formed by inserting a coil into a stator core and forming a mold portion by resin-molding the stator core together with the coil.
- the coil terminal part formed at the end is bent to the mold part side, the surface of the coil terminal part and the surface of the mold part are surface-bonded using an adhesive, and the coil disposed on the stator core
- the stator is formed by joining the coil terminal portion of the first coil and one end of the bus bar, and joining the coil terminal portion of the second coil to the other end of the bus bar.
- the coil terminal portion and the mold portion are bonded to each other with an adhesive, it is difficult to form an air layer or the like, and heat is transferred quickly. If a resin having high thermal conductivity is used for the mold part, the peak temperature of the heat generated at the time of joining the coil terminal part and the bus bar terminal part is more effectively reduced. Since the peak temperature can be lowered, it is possible to prevent damage to the insulating film covering the coil due to heat. In addition, since the coil terminal portion is bent and then joined to the bus bar, the coil end of the stator can be shortened, contributing to downsizing of the stator.
- the aspect described in (7) is a method for manufacturing a stator in which a stator is formed by inserting a coil into a stator core and resin-molding the stator core together with the coil to form a mold portion. Apply adhesive to the part of the surface of the part that is formed around the coil terminal part that is formed at the end of the coil, and apply a bus bar that joins the coil terminal part to the end face of the mold part. By providing, the surface of the bus bar terminal part formed at both ends of the bus bar and the adhesive surface part are bonded, and the coil terminal part and the bus bar terminal part are joined to form a stator.
- the bus bar terminal portion and the bonding surface portion are surface bonded. For this reason, it becomes possible to reduce the peak temperature of the heat
- the peak temperature By reducing the peak temperature, the length of the coil terminal portion can be shortened, and as a result, the coil end of the stator can be shortened.
- the aspect described in (8) is a stator manufacturing method in which a stator is formed by inserting a coil into a stator core and forming a mold part by resin molding the stator core together with the coil.
- the coil terminal portion formed at the end is bent to the coil side, and the coil and the stator core are resin-molded, so that one surface of the coil terminal portion facing the coil side is buried in the mold portion, and the coil terminal portion
- the mold part is formed so that the other surface protrudes outside the mold part, and the coil terminal part of the first coil and one end of the bus bar are joined among the coils arranged in the stator core, and the coil of the second coil
- the stator is formed by joining the terminal portion and the other end of the bus bar.
- the aspect described in (8) is that the procedure for forming the mold part is after the coil terminal part is bent, so that the coil terminal part and the mold are formed.
- the process of bonding the surfaces of the parts is not necessary. For this reason, it becomes possible to reduce cost rather than the stator formed in aspect (6).
- the mold portion is formed after the coil terminal portion is bent, it is difficult to form a gap between the coil terminal portion and the mold portion. As a result, it is expected that the heat dissipation efficiency is increased and the peak temperature of heat generated when the coil terminal portion and the bus bar are joined is reduced.
- FIG. 1 It is a perspective view of a stator of a 1st embodiment.
- A It is a perspective view of the split type stator core of 1st Embodiment.
- B It is a perspective view of the state which has arrange
- C It is a perspective view of the state which arranged the coil in the split type stator core of 1st Embodiment.
- D It is a perspective view of the state which resin-molded the coil part of the split type stator core of 1st Embodiment. It is a perspective view which shows a mode that the terminal of a coil is connected with a connecting wire of 1st Embodiment.
- FIG. 1 shows a perspective view of the stator.
- the stator 10 is a split-type stator, and includes a split-type stator unit 18, an outer ring 15 provided on the outer periphery thereof, and a bus bar holder 16.
- FIG. 2A is a perspective view of the split stator core.
- FIG. 2B is a perspective view showing a state where the insulator is arranged on the split stator core.
- FIG. 2 (c) is a perspective view showing a state in which the coil is arranged on the split stator core.
- FIG. 2D is a perspective view showing a state where the coil portion of the split stator core is resin-molded.
- the split stator core 11 is formed by laminating pressed electromagnetic steel sheets. Teeth portion 11a is formed in stator core 11, and insulator 12 is inserted.
- the insulator 12 includes a flat base portion 12 a, an outer peripheral portion 12 b formed in a shape along the outer periphery of the tooth portion 11 a, and a support column 12 c that supports the inner peripheral surface of the coil 13.
- the coil 13 is inserted, and the coil 13 is arranged as shown in FIG.
- the coil 13 is obtained by bending a flat conductor edgewise, and includes a first coil terminal portion 13a and a second coil terminal portion 13b for connection to a bus bar 25 described later.
- the outer peripheral portion of the coil 13 is resin-molded. This is shown in FIG. 2 (d).
- a resin mold portion 14 is formed on the outer peripheral surface of the coil 13.
- the divided stator units 18 formed in this way are arranged in a cylindrical shape.
- 18 divided stator units 18 are arranged.
- positions so that the inner periphery of the outer ring 15 heated previously may correspond to the outer periphery of the split-type stator unit 18, and the outer ring 15 is cooled.
- the bus bar holder 16 is disposed at the end of the stator 10.
- the first coil terminal portion 13 a and the second coil terminal portion 13 b provided in the coil 13 are connected to form the U phase, the V phase, and the W phase of the stator 10.
- the stator 10 in the state shown in FIG. 1 is formed.
- FIG. 3 is a perspective view showing a state in which the coil terminals are connected by connection wires.
- the split stator unit 18 is referred to as a first unit 18a, a second unit 18b, a third unit 18c, and a fourth unit 18d for convenience. Further, since the stator 10 is partially extracted, the outer ring 15 is omitted.
- the bus bar 25 is a wire for electrically connecting the first coil terminal portion 13a and the second coil terminal portion 13b protruding from the split stator unit 18, and is insulated around a metal bus bar having good conductivity such as copper. It has been coated.
- a first bus bar terminal portion 25a and a second bus bar terminal portion 25b are provided at both ends of the bus bar 25, and the first bus bar terminal portion 25a and the second bus bar terminal portion 25b are not provided with an insulating coating.
- a portion between the first bus bar terminal portion 25a and the second bus bar terminal portion 25b is referred to as a bus bar body portion 25c for convenience.
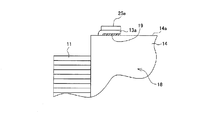
- FIG. 4 the side view explaining the junction part of a bus bar terminal part and a coil terminal part is shown.
- FIG. 5 is a top view for explaining a joint portion between the bus bar terminal portion and the coil terminal portion.
- the bus bar 25 is disposed on the end surface 14a which is the upper surface of the stator 10, as shown in FIG. 4, the bus bar 25 is around the first coil terminal portion 13a, and the first bus bar terminal portion 25a is in contact with the end surface 14a.
- Adhesive 19 is applied. With the adhesive 19 applied, the bus bar 25 is arranged as shown in FIG. At this time, it is necessary to position the bus bar 25 with a jig (not shown).
- FIG. 6 the side view explaining the mode of joining of a bus bar terminal part and a coil terminal part is shown.
- the joining of the bus bar 25 and the first coil terminal portion 13a or the second coil terminal portion 13b of the coil 13 is electrically connected using welding.
- the first coil terminal portion 13a and the first bus bar terminal portion 25a are arranged so that the wide surface 25A is in contact with the end surface 14a, and therefore the side surface 25B and the surface of the first coil terminal portion 13a. Will be joined.
- a torch 30 is used for welding. And it welds using the welding jig 35 at the time of welding. Although the welding jig 35 is not shown, a hole 35a is provided at a position corresponding to an upper portion of the position where the first bus bar terminal portion 25a and the second bus bar terminal portion 25b of the disk-shaped plate are arranged. The first coil terminal portion 13a and the first bus bar terminal portion 25a are welded by the torch 30 through the hole 35a. In addition, although welding with the 1st coil terminal part 13a and the 1st bus bar terminal part 25a is as above-mentioned, welding with the 2nd coil terminal part 13b and the 2nd bus bar terminal part 25b is performed similarly. Although not described, the bus bar 25 is held by a jig (not shown) during welding.
- the first coil terminal portion 13a protruding from the first unit 18a is the first bus bar terminal portion 25a
- the second coil terminal portion 13b protruding from the fourth unit 18d is the second bus bar terminal portion. 25b.
- the joining is performed by welding using a torch 30 as shown in FIG.
- the bus bar 25 connects the split stator units 18 to each other.
- the divided stator units 18 arranged in the stator 10 are all electrically connected by the bus bar 25.
- FIG. 7 the side view about the process after bus bar terminal part welding is shown.
- insulation is ensured by potting the insulating material 40 with a potting machine (not shown) as shown in FIG.
- the insulating material 40 is an insulating resin material, and the insulating material 40 in a molten state is dropped onto the first bus bar terminal portion 25a using a potting machine. Then, by heating the insulating material 40, it is made to adapt so that the whole terminal part may be covered, and protection is completed. As a result, as shown in FIG. 7, the welded portion between the first bus bar terminal portion 25a and the first coil terminal portion 13a can be protected.
- the insulating material 40 When potting the insulating material 40, it is preferable to use a masking jig having the same shape as the welding jig 35 because there is no fear that the insulating material 40 hangs down on unnecessary portions. Further, the insulating material 40 similarly insulates the joint portion between the second coil terminal portion 13b and the second bus bar terminal portion 25b.
- a method of insulating using the insulating sheet 45 is also conceivable.
- FIG. 8 the side view of another Example about the process after bus bar terminal part welding is shown.
- the insulating sheet 45 is a sheet coated with a thermosetting insulating resin.
- the insulating sheet 45 is disposed so as to cover the first coil terminal portion 13a and the first bus bar terminal portion 25a, and is subjected to heat treatment. By heating, the insulating sheet 45 is hardened and the joint portion of the first coil terminal portion 13a and the first bus bar terminal portion 25a is insulated. Note that the insulating sheet 45 similarly insulates the joint portion between the second coil terminal portion 13b and the second bus bar terminal portion 25b.
- the stator 10 of 1st Embodiment is the said structure, and there exists an effect
- the coil end of the stator 10 can be shortened.
- the stator 10 according to the first embodiment includes a coil 13 disposed in a stator core 11 and a stator including a resin mold portion 14 using an insulating resin that covers at least the end face of the stator core 11 and the coil 13.
- the structure includes a bus bar 25 joined to a first coil terminal portion 13a (second coil terminal portion 13b) formed at an end of the coil 13, and the bus bar 25 includes a wide surface 25A of the bus bar 25 and a resin mold portion. 14 is arranged to face the end face 14a of
- the bus bar 25 for connecting the first coil terminal portion 13a (second coil terminal portion 13b) includes an end surface 14a of the resin mold portion 14 formed at the coil end of the stator 10 and a wide surface 25A of the bus bar 25.
- the coil end of the stator 10 can be shortened.
- the wide surface 25A of the bus bar 25 is disposed so as to face the end surface 14a as shown in FIG.
- the height of the coil end is required by the width of the wide surface 25A.
- the wide surface 25A is disposed so as to face the end surface 14a, and the coil end can be shortened.
- the first coil terminal portion 13a and the first bus bar terminal portion 25a, or the second coil terminal portion 13b and the second bus bar terminal portion 25b As shown in FIGS. It is also possible to save the insulating material 40 and the insulating sheet 45 that are insulated after bonding. Further, since the length of the first coil terminal portion 13a can be shortened, the conductor used for the coil 13 can be saved. Therefore, it contributes to cost reduction of the stator 10.
- the resin mold portion 14 is formed using a high thermal conductive resin material, and the first bus bar terminal portion 25a (second bus bar terminal portion 25b) formed at both ends of the bus bar 25.
- the surface is in surface contact with the end surface 14a of the resin mold portion 14 at least in the vicinity of the engaging portion with the first coil terminal portion 13a (second coil terminal portion 13b).
- FIG. 9 is a graph showing the relationship between the temperature of the terminal portion during bonding and the elapsed time.
- the vertical axis indicates the temperature at the terminal portion.
- the horizontal axis indicates the elapsed time t.
- welding of the first coil terminal portion 13a and the first bus bar terminal portion 25a is started, and the state after welding is also shown.
- the conventional terminal temperature T1 indicates the temperature of the first coil terminal portion 13a in the prior art.
- This 1st Example terminal temperature T2 has shown the temperature of the 1st coil terminal part 13a of 1st Embodiment.
- the peak at the time of joining is obtained.
- the temperature increases as shown in FIG. This is because the first coil terminal portion 13a and the first bus bar terminal portion 25a protrude in the axial direction of the stator 10, and heat is released to the root side of the first coil terminal portion 13a and the first bus bar terminal portion 25a. Rely on heat transfer and heat transfer to the surrounding air.
- the cross-sectional areas of the first coil terminal portion 13a and the first bus bar terminal portion 25a are insufficient to transfer heat during welding, and heat transfer to air is more efficient than heat transfer between solids. Is bad.
- the first embodiment terminal temperature T2 since the first coil terminal portion 13a and the end surface 14a are in surface contact, it is possible to quickly release the heat generated by welding to the end surface 14a. Since the resin mold part 14 has a relatively large heat capacity and uses a resin having high heat transfer properties, it is possible to reduce the peak temperature generated during welding as shown in FIG. According to the applicant's investigation, it is known that the peak temperature is about twice as large between the conventional terminal temperature T1 and the first embodiment terminal temperature T2.
- the peak temperature is lowered to the heat-resistant temperature of the insulating material 40, and damage due to heat of the insulating material 40 is less likely to occur during welding. Moreover, it becomes difficult to produce the damage by heat also about the insulation coating of the 1st coil terminal part 13a.
- the first coil terminal portion 13a protrudes from the end surface 14a of the resin mold portion 14 by an amount that can be welded to the first bus bar terminal portion 25a. That is, if the 1st coil terminal part 13a protrudes only the height substantially the same as the width
- the length of the first coil terminal portion 13a can be shortened. This is because it is not necessary to lengthen the first coil terminal portion 13a in order to avoid heat damage to the insulation coating of the coil 13 at the time of welding shown in the problem. That is, since the 1st coil terminal part 13a can be shortened, it becomes possible to reduce material cost. In addition, since it is possible to reduce the portion to be coated after welding, the material can be reduced even when the insulating material 40 or the insulating sheet 45 is used for coating. That is, the cost of the stator 10 can be reduced.
- the second embodiment has substantially the same configuration as the first embodiment, but the configuration is different in that the bus bar body 25c of the bus bar 25 is bonded to the end surface 14a.
- the adhesive 19 is also used between the end surface 14a and the surface where the bus bar body 25c of the bus bar 25 is in contact with the end surface 14a. That is, one side of the bus bar 25 is almost entirely bonded to the end surface 14 a of the resin mold part 14. Then, in the state shown in FIG. 2, the bus bar 25 is bonded to the end surface 14 a of the resin mold portion 14 using the adhesive 19. At this time, it is preferable that there is no gap between the surface of the bus bar body 25c and the end surface 14a.
- 2nd Embodiment is the said structure, there exists an effect
- the heat generated at the time of welding between the first coil terminal portion 13a and the first bus bar terminal portion 25a can be dissipated to the resin mold portion 14 side even if the heat escapes to the bus bar 25.
- FIG. 10 the relationship between the temperature of the terminal part at the time of joining and elapsed time t of a 2nd embodiment is shown on a graph.
- the vertical and horizontal axes are the same as in FIG. 9, and the conventional terminal temperature T1 indicates the temperature of the first coil terminal portion 13a in the prior art.
- the first example terminal temperature T2 indicates the temperature of the first coil terminal portion 13a of the first embodiment.
- this 2nd Example terminal temperature T3 has shown the temperature of the 1st coil terminal part 13a of 2nd Embodiment.
- the peak temperature of the second embodiment terminal temperature T3 is about half that of the first embodiment terminal temperature T2. This is because not only the first bus bar terminal portion 25a and the second bus bar terminal portion 25b of the bus bar 25 but also the bus bar body portion 25c is joined to the end surface 14a on the surface, and the heat dissipation is more than that of the stator 10 of the first embodiment. It is because it has also improved.
- the heat applied to the first bus bar terminal portion 25a causes the wide surface 25A and the end surface 14a to be surface-bonded by the adhesive 19 as shown in FIG.
- the third embodiment is substantially the same as the configuration of the first embodiment, but differs in the shape of the first bus bar terminal portion 25a and the length of the first coil terminal portion 13a. This will be described below.
- FIG. 11 the side view explaining the junction part of a bus bar terminal part and a coil terminal part of 3rd Embodiment is shown.
- FIG. 12 is a top view for explaining a joint portion between the bus bar terminal portion and the coil terminal portion.
- the third embodiment differs from the first embodiment in that a slit hole 25d is provided in the first bus bar terminal portion 25a of the bus bar 25.
- the slit hole 25d is a hole that penetrates the first bus bar terminal portion 25a, and is sized to fit the first coil terminal portion 13a.
- the dimensions of the first coil terminal portion 13a and the slit hole 25d are preferably determined strictly if positioning accuracy is required. However, since they are finally welded, there is no problem even if they are set relatively loosely. Should be determined by design specifications.
- the bus bar 25 is provided in the stator 10 by inserting the first coil terminal portion 13a and the second coil terminal portion 13b into the slit hole 25d.
- the first coil terminal portion 13 a and the second coil terminal portion 13 b are set to protrude by a protruding dimension A from the width of the side surface 25 ⁇ / b> B of the bus bar 25.
- the protruding dimension A is set to about 2 mm. Then, after being arranged as shown in FIGS.
- stator 10 according to the third embodiment has the above-described configuration, the following effects and advantages can be obtained.
- the stator 10 of the third embodiment is engaged with the first coil terminal portion 13a (second coil terminal portion 13b) of the coil 13 in the first bus bar terminal portion 25a (second bus bar terminal portion 25b) of the bus bar 25.
- a slit hole 25d is provided, and the first coil terminal portion 13a (second coil terminal portion 13b) is inserted into the slit hole 25d.
- the bus bar 25 is positioned on the end surface 14a by inserting the first coil terminal portion 13a and the second coil terminal portion 13b into the slit hole 25d. For this reason, there is a merit that positioning is not necessary when welding and a positioning jig is not required.
- the shape of the slit hole 25d may not be a configuration that penetrates the bus bar 25 squarely as shown in FIG.
- a shape that is notched in a U-shape and has an opening on both ends of the bus bar 25 a shape that has an opening on the inner peripheral side or outer peripheral side of the stator 10, or the first bus bar terminal portion
- the shape may be such that the opening of 25a faces the outer peripheral side of the stator 10, and the opening of the second bus bar terminal portion 25b faces the inner peripheral side of the stator 10.
- the bus bar 25 covers the periphery of the first coil terminal portion 13a or the second coil terminal portion 13b. Since the end face 14a is not exposed to the torch 30 side even when welding with the torch 30 in the form as shown in FIG. 6, it is possible to protect the end face 14a from directly generated sparks and heat. is there. Since the resin mold part 14 is made of resin, it is not preferable to be directly exposed to sparks or heat.
- the first bus bar terminal portion 25a is bonded to the end surface 14a with the adhesive 19, the heat at the time of welding diffuses quickly inside the resin mold portion 14 as in the first embodiment.
- melting part 13aa is formed in the front-end
- the second coil terminal portion 13b the force with which the bus bar 25 is held by the stator 10 can be improved.
- the stator 10 of the fourth embodiment includes the first embodiment, the shape of the first coil terminal portion 13a or the second coil terminal portion 13b, and the first coil terminal portion 13a or the second coil terminal portion 13b and the bus bar 25.
- the welding method is different. This will be described below.
- FIG. 14 the side view explaining the junction part of a bus bar terminal part and a coil terminal part of 4th Embodiment is shown.
- FIG. 15 the side view explaining the mode of welding with a bus-bar terminal part and a coil terminal part is shown.
- FIG. 16 is a top view for explaining a joint portion between the bus bar terminal portion and the coil terminal portion.
- the first coil terminal portion 13a and the second coil terminal portion 13b of the coil 13 of the fourth embodiment are configured such that after the coil 13 is inserted into the stator core 11 and the resin mold portion 14 is formed, the first coil terminal portion 13a is formed. And the 2nd coil terminal part 13b is bent so that the end surface of the resin mold part 14 may be contacted. As shown in FIG. 14, the first coil terminal portion 13 a is bent so as to be in contact with the end surface 14 a of the resin mold portion 14. At this time, an adhesive 19 is applied to the end surface 14a of the resin mold portion 14 at a portion that contacts the first coil terminal portion 13a.
- the 1st coil terminal part 13a when the 1st coil terminal part 13a is bent, it adhere
- the first bus bar terminal portion 25a is provided with a welding hole 25aa at the center.
- the torch 30 is used so that the circumference
- welding is performed using a welding jig 35.
- the welding jig 35 is provided with a punching hole 35a at a position corresponding to the upper part of the position where the first bus bar terminal portion 25a and the second bus bar terminal portion 25b of the disk-shaped plate are arranged.
- the first coil terminal portion 13 a and the first bus bar terminal portion 25 a are welded by the torch 30 through the torch 30.
- FIG. 17 is a top view for explaining another example of the joint portion between the bus bar terminal portion and the coil terminal portion.
- positions the 1st coil terminal part 13a and the 1st bus bar terminal part 25a by shifting as shown in FIG. 17 without providing the welding hole 25aa in the 1st bus bar terminal part 25a is also considered. Since it is necessary to arrange a welding jig 35 used to prevent heat and sparks generated during welding from directly scattering to the resin mold portion 14 and the stator core 11, the torch 30 is provided with the stator 10. It is necessary to access from the axial direction.
- the first coil terminal portion 13a protruding from the first unit 18a is joined to the first bus bar terminal portion 25a, and the second coil terminal portion 13b protruding from the fourth unit 18d is joined to the second bus bar terminal portion 25b.
- the joined state is substantially the same as that in FIG. 3 of the first embodiment.
- the joining is performed by welding using a torch 30 as shown in FIG.
- the bus bar 25 connects the split stator units 18 to each other.
- all the split stator units 18 arranged in the stator 10 are electrically connected by the bus bar 25.
- FIG. 18 the side view about the process after bus bar terminal part welding is shown.
- the first coil terminal portion 13a welded to the first bus bar terminal portion 25a ensures insulation by potting the insulating material 40 with a potting machine (not shown) as shown in FIG.
- the insulating material 40 is an insulating resin material, and the insulating material 40 in a molten state is dropped onto the first bus bar terminal portion 25a using a potting machine. Thereafter, by heating the insulating material 40, the insulation is made to cover the entire terminal portion and the protection is completed.
- the welded portion between the first bus bar terminal portion 25a and the first coil terminal portion 13a can be protected.
- the insulating material 40 When potting the insulating material 40, it is preferable to use a masking jig having the same shape as the welding jig 35 because there is no fear that the insulating material 40 hangs down on unnecessary portions. Further, the insulating material 40 similarly insulates the joint portion between the second coil terminal portion 13b and the second bus bar terminal portion 25b.
- a method of insulating using the insulating sheet 45 is also conceivable.
- FIG. 19 the side view of another Example about the process after bus bar terminal part welding is shown.
- the insulating sheet 45 is a sheet on which a thermosetting insulating resin is applied, and the insulating sheet 45 is disposed so as to cover the first bus bar terminal portion 25a and is subjected to heat treatment. By heating, the insulating sheet 45 is hardened and the joint portion of the first coil terminal portion 13a and the first bus bar terminal portion 25a is insulated. Note that the insulating sheet 45 similarly insulates the joint portion between the second coil terminal portion 13b and the second bus bar terminal portion 25b.
- the stator 10 of 4th Embodiment is the said structure, and there exists an effect
- the resin mold portion 14 is formed using a high thermal conductive resin material, and the first coil terminal portion 13a (second coil terminal portion 13b) is bent toward the coil 13 side.
- the surface of the first coil terminal portion 13a (second coil terminal portion 13b) and the end surface 14a of the resin mold portion 14 are in surface contact with each other.
- the first coil terminal portion 13a In joining the first coil terminal portion 13a and the first bus bar terminal portion 25a, the first coil terminal portion 13a is in contact with the end surface 14a of the resin mold portion 14, so that welding heat H is applied during welding as shown in FIG. Spreads quickly. Since the first coil terminal portion 13a is in surface contact with the end surface 14a and the adhesive 19 is used, there is almost no air gap between the first coil terminal portion 13a and the end surface 14a. For this reason, it can be said that it is in the state excellent in thermal conductivity. For this reason, it becomes possible to reduce peak temperature as shown in FIG.
- the peak temperature is lowered to the heat-resistant temperature of the insulating material 40, and damage due to heat of the insulating material 40 is less likely to occur during welding.
- the first coil terminal portion 13a is bent, the length of the coil end of the stator 10 can be shortened as compared with the prior art. As a result, the length of the first coil terminal portion 13a can be shortened. This is because it is not necessary to lengthen the first coil terminal portion 13a in order to avoid heat damage to the insulation coating of the coil 13 at the time of welding shown in the problem.
- the 1st coil terminal part 13a can be shortened, it becomes possible to reduce material cost.
- the material can be reduced even when the insulating material 40 or the insulating sheet 45 is used for coating. That is, the cost of the stator 10 can be reduced.
- FIG. 20 is a side view showing a state where the coil terminal portion provided in the coil of the fifth embodiment is bent.
- FIG. 21 is a side view showing a state where the coil terminal portion has been bent.
- FIG. 22 is a partial cross-sectional view of the stator in which the coil is resin-molded. The coil 13 of the third embodiment is inserted into a tooth portion (not shown) formed in the stator core 11 and then bends the first coil terminal portion 13a as shown in FIG. Similarly, the second coil terminal portion 13b is also bent.
- the resin mold part 14 is formed using an insulating resin material, as shown in FIG. At this time, a part of the first coil terminal portion 13 a protrudes from the surface of the end surface 14 a, that is, the surface facing the coil 13 side of the first coil terminal portion 13 a is buried in the resin mold portion 14. Thus, the resin mold part 14 is formed. Therefore, the surface of the first coil terminal portion 13 a on the coil 13 side is in surface contact with the resin mold portion 14.
- stator 10 Since the stator 10 according to the fifth embodiment has the above-described configuration, the following effects and advantages are achieved. First, there is a point that it is not necessary to use the adhesive 19.
- a stator 13 is formed by inserting a coil 13 into a stator core 11 and resin-molding the stator core 11 together with the coil 13 to form a resin mold portion 14.
- the first coil terminal portion 13a (second coil terminal portion 13b) provided at the end portion of the coil 13 is bent toward the coil 13 side, and the coil 13 and the stator core 11 are resin-molded.
- a resin mold portion 14 is formed so as to protrude outward from 14, and, among the coils 13 disposed on the stator core 11, the first coil terminal portion 13a of the first unit 18a and the bus It engages the end of the 25, by engaging the other end of the second coil terminal portions 13b and the bus bar 25 of the fourth unit 18 d, and forms a stator 10.
- the first coil terminal portion 13a and the first bus bar terminal portion 25a, and the second coil terminal portion 13b and the second bus bar terminal portion 25b are bonded to each other without using the adhesive 19. Can be secured. Moreover, since the contact area of the 1st coil terminal part 13a and the resin mold part 14 can be increased slightly, the thermal radiation efficiency can also be improved rather than 1st Embodiment.
- the invention has been described according to the present embodiment, the invention is not limited to the embodiment, and by appropriately changing a part of the configuration without departing from the spirit of the invention. It can also be implemented.
- the coil 13 shown in the first to fifth embodiments has been described as being formed by winding a rectangular conductor, it may be a coil having a circular cross section.
- the split stator core 11 is used, the present invention can be applied even if it is not split.
- first coil terminal portion 13a and the second coil terminal portion 13b of the coil 13 are welded with respect to the bus bar 25, but other joining methods such as brazing or electron beam welding may be used. Absent.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Windings For Motors And Generators (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Description
平角導体を用いると、導体断面積を増やし、占積率を向上させることが可能となる。導体断面積が増えれば、抵抗を減らしてモータの発熱を抑えることができる。反面、巻回し難いというデメリットがある。
そして、平角導体を用いたコイルにしても、円形断面の導線を用いたコイルにしても、コイルエンドでバスバと接続する必要がある。そのため、コイルエンドでの導体とバスバの接続方法も色々と検討されている。
コイルエンドに引き出された断面円形のワイヤ端末は、コア構成体に巻回されているコイルの端部に設けられている。このワイヤ端末と係合するバスバは先端にスリットが設けられ、スリットとワイヤ端末が係合することで、コイルが回転電機の電気回路を形成する。ワイヤ端末はバスバのスリットに挿入された後、溶接されてバスバと係合する。
複数のU字コイルを固定子コアに挿入し、U字コイルのコイルエンドに形成された円筒状の端子部に、切り込みを入れたバスバプレートを接合することで、コイルの電気回路を形成する。接合はTIG溶接等によって行われる。
特許文献1及び特許文献2に用いられている導線は、いずれも絶縁被覆が施されており、固定子コアとの絶縁を実現している。絶縁被覆材としては、エナメル被覆やポリウレタンやポリイミドアミド等の絶縁樹脂材料が考えられる。しかし、コイル端子部での溶接を行う場合、溶接により発生する熱によって、これらの絶縁被覆を損傷するケースがある。
これを避ける為に、コイルエンド部に一定の長さの導線を引き出しておいて、溶接しているのが現状である。
しかし、この為にコイルエンド部が大きくなってしまうという問題が発生する。
そして、コイルエンドの短縮は、モータの小型化の為には必須である。このため、コイルエンド短縮の為の技術の開発が待たれている。
(1)固定子コアに配設されたコイルと、少なくとも前記固定子コアの端面及び前記コイルを覆う絶縁性の樹脂を用いたモールド部分を備える固定子構造において、前記コイルの端部に形成されたコイル端子部と接合されるバスバを備え、前記バスバは、前記バスバの幅広面と、前記モールド部分の端面とが対向するよう配置されることを特徴とする。
(6)固定子コアにコイルを挿入し、前記固定子コアを前記コイルと共に樹脂モールドすることでモールド部分を形成して固定子を形成する固定子製造方法において、前記コイルの端部に形成されたコイル端子部を、前記モールド部分側に折り曲げ、前記コイル端子部の表面と前記モールド部分の表面とを、接着剤を用いて面接着し、前記固定子コアに配設された前記コイルのうち、第1コイルの前記コイル端子部とバスバの一端とを接合し、第2コイルの前記コイル端子部とを前記バスバの他端とを接合することで、前記固定子を形成することを特徴とする。
上記(1)に記載される態様は、固定子コアに配設されたコイルと、少なくとも固定子コアの端面及びコイルを覆う絶縁性の樹脂を用いたモールド部分を備える固定子構造において、コイルの端部に形成されたコイル端子部と接合されるバスバを備え、バスバは、バスバの幅広面と、モールド部分の端面とが対向するよう配置されるものである。
課題に示した通り、従来技術ではコイル端子部をコイルエンド部に一定の長さ引き出し、バスバの幅広面が固定子の端面に対して立つように接合されることで、コイルエンド部が大きくなる問題がある。ここで、バスバの幅広面と称しているのは、バスバが例えば矩形断面の導体で構成されているとすると、バスバの断面のうち長辺で構成される面のことである。
したがって、固定子の小型化に貢献することが可能となる。
バスバ端子部とコイル端子部とは、例えばアーク溶接などによって接合されるが、課題に示した通り溶接する際に熱が発生し、コイルを被覆する絶縁皮膜を損傷するという問題がある。
しかし、バスバ端子部がモールド部分と面接触するよう接合されていることで、溶接時に発生する熱は速やかにモールド部分側に伝わり、モールド部内部に拡散する。この結果、接合時のピーク温度を低減することが可能となる。
これはすなわち、コイルに設けられた絶縁被覆の熱による損傷、及びモールド部分の熱による損傷を防ぐ為に所定の長さ設けられていたコイル端子部の長さの短縮を実現することが可能となる。
したがって、コイル端子部の長さを最適化することが可能であり、固定子のコストダウンに貢献することができる。
バスバ端子部がコイル端子部を介して、モールド部分と面接触することで、バスバ端子部とコイル端子部との接合、例えば溶接などの際に発生する熱をモールド部分に効率的に逃がすことが可能となる。
コイル端子部はモールド部分側に折り曲げられた状態で、バスバ端子部との接合が行われる為、コイルエンドの短縮が可能となり、固定子の小型化に寄与する。
また、コイル端子部とバスバ端子部との接合を溶接によって行う場合、バスバ端子部自体が溶接時に発生する火花等の保護になるというメリットもある。
バスバ胴体部の表面もモールド部分の表面と面接触している為、バスバ端子部とあわせて、バスバの片面ほぼ全体をモールド部分の端面に接触させていることとなる。このため、放熱面積を大幅に増やすことが可能であり、放熱効率も向上する。
したがって、固定子の放熱効率の向上に寄与する。
上記(6)に記載される態様は、固定子コアにコイルを挿入し、固定子コアをコイルと共に樹脂モールドすることでモールド部分を形成して固定子を形成する固定子製造方法において、コイルの端部に形成されたコイル端子部を、モールド部分側に折り曲げ、コイル端子部の表面とモールド部分の表面とを、接着剤を用いて面接着し、固定子コアに配設されたコイルのうち、第1コイルのコイル端子部とバスバの一端とを接合し、第2コイルのコイル端子部とをバスバの他端とを接合することで、固定子を形成するものである。
このため、溶接による熱の影響を緩和しコイル端子部において溶接時に発生するピーク温度を下げることが可能となる。
ピーク温度を下げることが可能となることで、コイルを被覆している絶縁皮膜の熱による損傷を防ぐことが可能となる。また、コイル端子部を折り曲げた後にバスバと接合する為、固定子のコイルエンドの短縮を図ることができ、固定子の小型化に寄与する。
ピーク温度が低減することで、コイル端子部の長さを短縮可能であり、その結果、固定子のコイルエンドの短縮が可能となる。
また、モールド部分をコイル端子部の折り曲げより後に形成するため、コイル端子部を折り曲げ部分とモールド部分との隙間ができにくくなる。この結果、放熱効率が高まり、コイル端子部とバスバとの接合時に発生する熱のピーク温度の低減することが期待される。
(第1実施形態)
図1に、固定子の斜視図を示す。なお、説明の都合上、分割型固定子ユニットの形状を簡略化しており、接続線を接続する前の状態を示している。
固定子10は、分割型の固定子であり、分割型固定子ユニット18とその外周に設けられたアウターリング15、及びバスバホルダ16とを備えている。
図2(a)に、分割型固定子コアの斜視図を示す。図2(b)に、分割型固定子コアにインシュレータを配置した状態の斜視図を示す。図2(c)に、分割型固定子コアにコイルを配置した状態の斜視図を示す。また、図2(d)に、分割型固定子コアのコイル部分を樹脂モールドした状態の斜視図を示す。
分割型の固定子コア11は、プレスした電磁鋼板を積層して形成されている。固定子コア11にはティース部11aが形成されており、インシュレータ12が挿入される。インシュレータ12は、平板状のベース部12aと、ティース部11aの外周に沿った形状に形成された外周部12bと、コイル13の内周面を支持する支持柱12cを備えている。
コイル13は平角導体がエッジワイズ曲げされたものであり、後述するバスバ25と接続する為の第1コイル端子部13a及び第2コイル端子部13bを備えている。
固定子コア11にインシュレータ12及びコイル13が備えられた状態で、コイル13の外周部分を樹脂モールドする。その様子は図2(d)に示されている。樹脂モールド部14がコイル13の外周面に形成されている。
この状態で、予め加熱したアウターリング15の内周が分割型固定子ユニット18の外周に対応するように配置し、アウターリング15を冷却する。アウターリング15が加熱されることで、アウターリング15の内径が拡大し、冷却されることでアウターリング15の内径が縮小するので、分割型固定子ユニット18の外周に対して締まりバメして保持されることになる。
こうしてアウターリング15によって分割型固定子ユニット18は円形に保持される。その後、バスバホルダ16が固定子10の端部に配置される。この後、コイル13に備えられた第1コイル端子部13a及び第2コイル端子部13bを接続して、固定子10のU相、V相、W相を形成する。こうして、図1に示される状態の固定子10は形成される。
バスバ25は、分割型固定子ユニット18から突出する第1コイル端子部13a及び第2コイル端子部13bを電気的に接続する線であり、銅等の導電性の良い金属製バスバの周囲に絶縁被覆を施したものである。バスバ25の両端には第1バスバ端子部25a及び第2バスバ端子部25bが設けられており、この第1バスバ端子部25a及び第2バスバ端子部25bには絶縁被覆が施されていない。なお、第1バスバ端子部25aと第2バスバ端子部25bの間の部分を、便宜的にバスバ胴体部25cとする。
図5に、バスバ端子部とコイル端子部の接合部分について説明する上面視図を示す。
バスバ25は固定子10の上面である端面14aに配置されるにあたって、図4に示すように第1コイル端子部13aの周囲であって、第1バスバ端子部25aが端面14aに当接する部分に接着剤19が塗布される。
接着剤19が塗布された状態で、バスバ25を図3に示すような状態に配置する。この際には、バスバ25を図示しない治具によって位置決めする必要がある。
図6に、バスバ端子部とコイル端子部との接合の様子について説明する側面図を示す。
バスバ25とコイル13の第1コイル端子部13aまたは第2コイル端子部13bとの接合は、溶接を用いて電気的に接続される。
第1コイル端子部13aと第1バスバ端子部25aの接合は、図4に示すように幅広面25A側が端面14aと当接するように配置されるため、側面25Bと第1コイル端子部13aの表面とが接合されることとなる。
なお、第1コイル端子部13aと第1バスバ端子部25aとの溶接は上記の通りであるが、第2コイル端子部13bと第2バスバ端子部25bとの溶接も同様に行われる。
また、説明を省略しているが、溶接時にはバスバ25は図示しない治具によって保持されている。
こうして、バスバ25は、分割型固定子ユニット18同士を接続する。なお、図3では省略しているが、固定子10に配置される分割型固定子ユニット18は、全てバスバ25で電気的に接続される。
第1バスバ端子部25aと第1コイル端子部13aとを溶接した後は、図7に示すように絶縁材40を図示しないポッティング機でポッティングすることで、絶縁を確保する。
絶縁材40は絶縁性の樹脂材料であり、ポッティング機を用いて溶融状態の絶縁材40を第1バスバ端子部25a上に滴下する。その後、絶縁材40を加熱することで、端子部全体を覆うように馴染ませて保護を完了させる。この結果、図7に示すように、第1バスバ端子部25aと第1コイル端子部13aとの溶接部分を保護することが可能となる。
なお、絶縁材40をポッティングするにあたり、溶接治具35と同様の形状のマスキング治具を用いると、不要な部分に絶縁材40が垂れる心配が無く、好ましい。
また、第2コイル端子部13bと第2バスバ端子部25bとの接合部分についても同様に絶縁材40によって絶縁する。
図8に、バスバ端子部溶接後の処理についての別の実施例の側面図を示す。
絶縁材40を用いる以外にも、図8に示すように絶縁シート45を用いて絶縁する方法が考えられる。絶縁シート45は熱硬化性の絶縁性樹脂が内側に塗布されたシートであり、第1コイル端子部13aと第1バスバ端子部25aを覆うように絶縁シート45を配置し、加熱処理をする。加熱することで絶縁シート45が硬化して第1コイル端子部13a及び第1バスバ端子部25aの接合部分は絶縁される。
なお、第2コイル端子部13bと第2バスバ端子部25bとの接合部分についても同様に絶縁シート45によって絶縁する。
まず、固定子10のコイルエンドを短縮可能な点が挙げられる。
第1実施形態の固定子10は、固定子コア11に配設されたコイル13と、少なくとも固定子コア11の端面及びコイル13を覆う絶縁性の樹脂を用いた樹脂モールド部14を備える固定子構造において、コイル13の端部に形成された第1コイル端子部13a(第2コイル端子部13b)と接合されるバスバ25を備え、バスバ25は、バスバ25の幅広面25Aと、樹脂モールド部14の端面14aと対向して配置されるものである
これは、図4等に示すように、バスバ25の幅広面25Aが端面14aと対向するように配置されているためである。
従来技術に示されるように、端面14aと側面25Bが対向するように配置されると、幅広面25Aの幅分だけコイルエンドの高さが必要となる。しかしながら、第1実施形態では、幅広面25Aを端面14aと対向するように配置し、コイルエンドの短縮を可能としている。
また、第1コイル端子部13aの長さも短縮可能である為、コイル13に用いる導体の節約が可能となる。
したがって、固定子10のコストダウンに貢献する。
第1実施形態の固定子10は、樹脂モールド部14が高熱伝導性樹脂材料を用いて形成され、バスバ25の両端部に形成された第1バスバ端子部25a(第2バスバ端子部25b)の表面は、少なくとも第1コイル端子部13a(第2コイル端子部13b)との係合部付近にて、樹脂モールド部14の端面14aと面接触しているものである。
図9に、接合時の端子部の温度と経過時間との関係をグラフにして示す。
縦軸は端子部における温度を示す。また、横軸は経過時間tを示している。なお、経過時間0から第1コイル端子部13aと第1バスバ端子部25aとの溶接を始め、溶接後の様子も合わせて示している。
従来端子温度T1は、従来技術における第1コイル端子部13aの温度を示している。本第1実施例端子温度T2は、第1実施形態の第1コイル端子部13aの温度を示している。
これは、第1コイル端子部13aと第1バスバ端子部25aが固定子10の軸方向に突出しており、熱の放出は第1コイル端子部13a及び第1バスバ端子部25aの根本側への熱伝達及び周囲への空気への熱伝達に頼っている。
しかしながら、第1コイル端子部13a及び第1バスバ端子部25aそれぞれの断面積は、溶接時の熱を伝達するには不十分であり、空気への熱伝達は固体間の熱伝達に比べて効率が悪い。
出願人の調査によれば、従来端子温度T1と第1実施例端子温度T2ではピーク温度は2倍程度の開きがあることがわかっている。
また、第1コイル端子部13aは樹脂モールド部14の端面14aより、第1バスバ端子部25aと溶接可能な分だけ突出していれば足りる。すなわち、側面25Bの幅とほぼ同じ高さだけ第1コイル端子部13aが突出していれば、第1コイル端子部13aと第1バスバ端子部25aとの溶接が可能である。これは第2コイル端子部13bにおいても同じである。
この結果、第1コイル端子部13aの長さを短縮することが可能である。これは、課題に示した溶接時におけるコイル13の絶縁被覆への熱のダメージを避ける為に第1コイル端子部13aを長くとる必要が無くなる為である。
つまり、第1コイル端子部13aを短縮できるために材料費を削減することが可能となる。また、溶接後に被覆する部分についても少なくする事が可能となる為、絶縁材40や絶縁シート45を用いて被覆する場合にもその材料を削減することができる。
すなわち固定子10のコストダウンに貢献することができる。
(第2実施形態)
第2実施形態は、第1実施形態とほぼ同じ構成であるが、バスバ25のバスバ胴体部25cを端面14aに接着する点で構成が異なる。以下に、その効果を説明する。
第2実施形態の構成については、バスバ25のバスバ胴体部25cが端面14aに接する面と、端面14aとの間にも接着剤19を用いる。すなわちバスバ25の片面は樹脂モールド部14の端面14aに対してほぼ全面接着されることになる。
そして、図2に示す状態で、バスバ25を樹脂モールド部14の端面14aに接着剤19を用いて接着する。この際、バスバ胴体部25cの表面と端面14aとの間には、空隙がないことが好ましい。
まず、第1コイル端子部13aと第1バスバ端子部25aとの溶接時に発生する熱が、バスバ25に逃げる分についても樹脂モールド部14側に放熱することが可能となる点が挙げられる。
図10に、第2実施形態の、接合時の端子部の温度と経過時間tとの関係をグラフに示す。
縦軸、横軸は図9と同様であり、従来端子温度T1は、従来技術における第1コイル端子部13aの温度を示している。また、本第1実施例端子温度T2は、第1実施形態の第1コイル端子部13aの温度を示している。そして、本第2実施例端子温度T3は、第2実施形態の第1コイル端子部13aの温度を示している。
第1コイル端子部13aと第1バスバ端子部25aを溶接する場合、図6に示すように第1バスバ端子部25aに加えられる熱は、幅広面25Aと端面14aが接着剤19によって面接合することで、樹脂モールド部14に熱が直接伝達されるだけでなく、第1バスバ端子部25aからバスバ25に熱伝達される分に関しても樹脂モールド部14に熱伝達される。無論、第2バスバ端子部25bとの溶接時にも同様のことがいえる。
したがって、溶接時に発生する熱の放熱面積が増え、樹脂モールド部14の熱容量が十分であるため、溶接時のピーク温度を下げることが可能となる
(第3実施形態)
第3実施形態は、第1実施形態の構成とほぼ同じであるが、第1バスバ端子部25aの形状と第1コイル端子部13aの長さについて異なる。以下に説明する。
図11に、第3実施形態の、バスバ端子部とコイル端子部の接合部分について説明する側面図を示す。
図12に、バスバ端子部とコイル端子部の接合部分について説明する上面視図を示す。
第3実施形態と第1実施形態とでは、バスバ25の第1バスバ端子部25aにスリット孔25dが設けられている点で異なる。
スリット孔25dは、第1バスバ端子部25aを貫通する孔であり、第1コイル端子部13aが嵌合する寸法で空けられている。
バスバ25は、第1コイル端子部13a及び第2コイル端子部13bをスリット孔25dに挿入することで、固定子10に備えられる。
ここで、図11に示すように、第1コイル端子部13a及び第2コイル端子部13bは、バスバ25の側面25Bの幅よりも突出寸法Aだけ突出するように設定されている。突出寸法Aは2mm程度に設定されている。
そして、図11、図12に示すように配置された後、図示しないトーチ30により溶接されると、図13に示すように第1コイル端子部13aの先端が溶融して溶融部13aaを形成する。図13では省略して書いているが、実際には溶接されるので溶融部13aaは第1バスバ端子部25aの表面と溶け合う状態となる。
まず、バスバ25の位置決めが容易になる点が挙げられる。
第3実施形態の固定子10は、バスバ25の第1バスバ端子部25a(第2バスバ端子部25b)には、コイル13の第1コイル端子部13a(第2コイル端子部13b)と係合するスリット孔25dが設けられ、スリット孔25dに第1コイル端子部13a(第2コイル端子部13b)が挿入されるものである。
このため、溶接する際に位置決めが必要なくなり、位置決め治具が不要となる等のメリットがある。
位置決めを目的とするのであれば、スリット孔25dの形状は、図12に示すようにバスバ25を四角に貫通する構成でなくても良い。例えばコの字に切り欠き、バスバ25の両端部側に開口部があるような形状や、固定子10の内周側、或いは外周側に開口部があるような形状、または第1バスバ端子部25aの開口部が固定子10の外周側、第2バスバ端子部25bの開口部が固定子10の内周側に向くような形状でも良い。
溶接を行う場合は、第1コイル端子部13aまたは第2コイル端子部13bの突出部に対して行われる為、バスバ25が第1コイル端子部13aまたは第2コイル端子部13bの周囲を覆うような形状である為に、図6に示すような形でトーチ30によって溶接した場合にも端面14aがトーチ30側に露出しないので、直接発生する火花や熱から端面14aを保護する事が可能である。樹脂モールド部14は樹脂製である為、火花や熱に直接曝されることは好ましくない。
また、溶接後に第1コイル端子部13aの先端に溶融部13aaが形成される。この為、バスバ25が第1コイル端子部13aから抜けにくくなる。第2コイル端子部13bに関しても同様である。
このように固定子10にバスバ25が保持される力を向上させることができる。
(第4実施形態)
第4実施形態の固定子10は、第1実施形態と第1コイル端子部13aまたは第2コイル端子部13bの形状、及び第1コイル端子部13aまたは第2コイル端子部13bとバスバ25との溶接方法が異なる。以下に説明する。
図14に、第4実施形態の、バスバ端子部とコイル端子部の接合部分について説明する側面図を示す。
図15に、バスバ端子部とコイル端子部との溶接の様子について説明する側面図を示す。
図16に、バスバ端子部とコイル端子部の接合部分について説明する上面視図を示す。
第1コイル端子部13aは、図14に示されるように、樹脂モールド部14の端面14aに接するように折り曲げられる。
この際に、樹脂モールド部14の端面14aには第1コイル端子部13aと当接する部分に接着剤19が塗布されている。この為、第1コイル端子部13aを曲げた際に、接着剤19によって、樹脂モールド部14の端面14aと隙間無く接着される。端面14aと第1コイル端子部13aの表面との間には空隙がないことが望ましく、接着剤19は熱伝導性の高い接着剤を用いられることが好ましい。
なお、第1コイル端子部13aと第1バスバ端子部25aとの溶接は上記の通りであるが、第2コイル端子部13bと第2バスバ端子部25bとの溶接も同様に行われる。
また、説明を省略しているが、溶接時にはバスバ25は図示しない治具によって保持されている。
なお、第1バスバ端子部25aに溶接孔25aaを設けず、図17に示すように第1コイル端子部13aと第1バスバ端子部25aをずらして配置する方法も考えられる。溶接の際に発生する熱や火花が直接的に樹脂モールド部14や固定子コア11に飛散することを防止する為に用いる溶接治具35を配置する必要がある為、トーチ30は固定子10の軸方向からアクセスする必要がある。このため、固定子10の軸方向上空から見て、第1コイル端子部13aと第1バスバ端子部25aの両方の面が見えるように第1バスバ端子部25aの形状を決定してやれば良い。無論、図16及び図17以外の形状であっても良い。
こうして、バスバ25は、分割型固定子ユニット18同士を接続する。なお、図示はしないが固定子10に配置される分割型固定子ユニット18は、全てバスバ25で電気的に接続される。
第1バスバ端子部25aを溶接した第1コイル端子部13aは、図18に示すように絶縁材40を図示しないポッティング機でポッティングすることで、絶縁を確保する。
絶縁材40は絶縁性の樹脂材料であり、ポッティング機を用いて溶融状態の絶縁材40を第1バスバ端子部25a上に滴下する。その後、絶縁材40を加熱することで、端子部全体を覆う様に馴染ませて保護を完了させる。この結果、図18に示すように、第1バスバ端子部25aと第1コイル端子部13aとの溶接部分を保護することが可能となる。
なお、絶縁材40をポッティングするにあたり、溶接治具35と同様の形状のマスキング治具を用いると、不要な部分に絶縁材40が垂れる心配が無く、好ましい。
また、第2コイル端子部13bと第2バスバ端子部25bとの接合部分についても同様に絶縁材40によって絶縁する。
図19に、バスバ端子部溶接後の処理についての別の実施例の側面図を示す。
絶縁材40を用いる以外にも、図19に示すように絶縁シート45を用いて絶縁する方法が考えられる。絶縁シート45は熱硬化性の絶縁性樹脂が内側に塗布されたシートであり、第1バスバ端子部25aを覆うように絶縁シート45を配置し、加熱処理をする。加熱することで絶縁シート45が硬化して第1コイル端子部13a及び第1バスバ端子部25aの接合部分は絶縁される。
なお、第2コイル端子部13bと第2バスバ端子部25bとの接合部分についても同様に絶縁シート45によって絶縁する。
まず、コイル端子部とバスバ端子部との溶接の際に発生する熱を、効率的に拡散させることが可能になる点が挙げられる。
第4実施形態の固定子10の構造は、樹脂モールド部14は高熱伝導性樹脂材料を用いて形成され、第1コイル端子部13a(第2コイル端子部13b)は、コイル13側に折り曲げて形成され、第1コイル端子部13a(第2コイル端子部13b)の表面と樹脂モールド部14の端面14aとが面接触しているものである。
第1コイル端子部13aは端面14aに面接触し、接着剤19を用いていることで第1コイル端子部13aと端面14aの間に空隙も殆ど存在しない。このため、熱伝導性に優れる状態であるといえる。このため、図9に示すようなピーク温度を低下させることが可能となる。
また、第1コイル端子部13aは折り曲げられるので、固定子10のコイルエンドの長さを、従来技術よりも短縮することが可能となる。
この結果、第1コイル端子部13aの長さを短縮することが可能である。これは、課題に示した溶接時におけるコイル13の絶縁被覆への熱のダメージを避ける為に第1コイル端子部13aを長くとる必要が無くなる為である。
つまり、第1コイル端子部13aを短縮できるために材料費を削減することが可能となる。また、溶接後に被覆する部分についても少なくする事が可能となる為、絶縁材40や絶縁シート45を用いて被覆する場合にもその材料を削減することができる。
すなわち固定子10のコストダウンに貢献することができる。
(第5実施形態)
第5実施形態は、第1実施形態とほぼ同じ構成であるが、接着剤19を用いない点と、第1コイル端子部13aの曲げ手順が異なる。以下に説明する。
図20に、第5実施形態のコイルに備えるコイル端子部を曲げる様子を側面図に示す。
図21に、コイル端子部を曲げ終わった状態を側面図に示す。
図22に、コイルを樹脂モールドした状態の固定子の部分断面図を示す。
第3実施形態のコイル13は、固定子コア11に形成される図示しないティース部に挿入された後、図20に示すように第1コイル端子部13aを曲げる。また、同様に第2コイル端子部13bも曲げる。
この際に、端面14aの表面に第1コイル端子部13aの一部が突出するように、すなわち第1コイル端子部13aのコイル13側に向いている面は樹脂モールド部14の内部に埋没するように樹脂モールド部14を形成する。したがって、第1コイル端子部13aのコイル13側にある面は、樹脂モールド部14と面接触していることになる。
まず、接着剤19を用いる必要がない点が挙げられる。
第5実施形態の固定子10は、固定子コア11にコイル13を挿入し、固定子コア11をコイル13と共に樹脂モールドすることで樹脂モールド部14を形成して固定子10を形成する固定子製造方法において、コイル13の端部に有する第1コイル端子部13a(第2コイル端子部13b)を、コイル13側に折り曲げ、コイル13と固定子コア11とを樹脂モールドすることで、第1コイル端子部13a(第2コイル端子部13b)のコイル13側に向いた一面が樹脂モールド部14に埋没し、第1コイル端子部13a(第2コイル端子部13b)の他面が樹脂モールド部14より外側に突出するよう樹脂モールド部14が形成され、固定子コア11に配設されたコイル13のうち、第1ユニット18aの第1コイル端子部13aとバスバ25の一端とを係合し、第4ユニット18dの第2コイル端子部13bとバスバ25の他端とを係合することで、固定子10を形成するものである。
また、若干ではあるが第1コイル端子部13aと樹脂モールド部14との接触面積を増やすことが可能であるので、放熱効率も第1実施形態よりも向上させることが可能となる。
例えば、第1実施形態乃至第5実施形態に示したコイル13は平角導体を巻回して形成するものとして説明しているが、円形断面のコイルであっても良い。また、分割式の固定子コア11を用いているが、分割式でなくても本発明は適用可能である。
11 固定子コア
11a ティース部
12 インシュレータ
13 コイル
13a 第1コイル端子部
13b 第2コイル端子部
14 樹脂モールド部
15 アウターリング
16 バスバホルダ
18 分割型固定子ユニット
25 バスバ
25a 第1バスバ端子部
25b 第2バスバ端子部
25c バスバ胴体部
Claims (8)
- 固定子コアに配設されたコイルと、少なくとも前記固定子コアの端面及び前記コイルを覆う絶縁性の樹脂を用いたモールド部分を備える固定子構造において、
前記コイルの端部に形成されたコイル端子部と接合されるバスバを備え、
前記バスバは、前記バスバの幅広面と、前記モールド部分の端面とが対向するよう配置されることを特徴とする固定子構造。 - 請求項1に記載の固定子構造において、
前記モールド部分は高熱伝導性樹脂材料を用いて形成され、
前記バスバの両端部に形成されたバスバ端子部の表面は、少なくとも前記コイル端子部との係合部付近にて、前記モールド部分の表面と面接触していることを特徴とする固定子構造。 - 請求項1に記載の固定子構造において、
前記モールド部分は高熱伝導性樹脂材料を用いて形成され、
前記コイル端子部は、前記コイル側に折り曲げて形成され、前記コイル端子部の表面と前記モールド部分の表面とが面接触していることを特徴とする固定子構造。 - 請求項1または請求項2に記載の固定子構造において、
前記バスバの前記バスバ端子部には、前記コイルの前記コイル端子部と係合するスリット孔が設けられ、
前記スリット孔に前記コイル端子部が挿入されることを特徴とする固定子構造。 - 請求項1乃至請求項4のいずれか1つに記載の固定子構造において、
前記バスバの両端に形成された前記バスバ端子部を繋ぐバスバ胴体部の表面と、前記モールド部分の表面とが面接触することを特徴とする固定子構造。 - 固定子コアにコイルを挿入し、前記固定子コアを前記コイルと共に樹脂モールドすることでモールド部分を形成して固定子を形成する固定子製造方法において、
前記コイルの端部に形成されたコイル端子部を、前記モールド部分側に折り曲げ、
前記コイル端子部の表面と前記モールド部分の表面とを、接着剤を用いて面接着し、
前記固定子コアに配設された前記コイルのうち、第1コイルの前記コイル端子部とバスバの一端とを接合し、第2コイルの前記コイル端子部とを前記バスバの他端とを接合することで、前記固定子を形成することを特徴とする固定子製造方法。 - 固定子コアにコイルを挿入し、前記固定子コアを前記コイルと共に樹脂モールドすることでモールド部分を形成して固定子を形成する固定子製造方法において、
前記モールド部分の表面の一部であって前記コイルの端部に形成されたコイル端子部の周囲に形成される接着面部に、接着剤を塗布し、
前記コイル端子部と接合するバスバを前記モールド部分の端面に配設することで、前記バスバの両端部に形成されたバスバ端子部の表面と前記接着面部とが接着し、
前記コイル端子部と前記バスバ端子部とを接合することで、前記固定子を形成することを特徴とする固定子製造方法。 - 固定子コアにコイルを挿入し、前記固定子コアを前記コイルと共に樹脂モールドすることでモールド部分を形成して固定子を形成する固定子製造方法において、
前記コイルの端部に形成されたコイル端子部を、前記コイル側に折り曲げ、
前記コイルと前記固定子コアとを樹脂モールドすることで、前記コイル端子部の前記コイル側に向いた一面が前記モールド部分に埋没し、前記コイル端子部の他面が前記モールド部分より外側に突出するよう前記モールド部分が形成され、
前記固定子コアに配設された前記コイルのうち、第1コイルの前記コイル端子部とバスバの一端とを接合し、第2コイルの前記コイル端子部と前記バスバの他端とを接合することで、前記固定子を形成することを特徴とする固定子製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/061700 WO2010150395A1 (ja) | 2009-06-26 | 2009-06-26 | 固定子構造及び固定子製造方法 |
| EP09846527.1A EP2448095B1 (en) | 2009-06-26 | 2009-06-26 | Stator structure and stator manufacturing method |
| CN200980159631.5A CN102449888B (zh) | 2009-06-26 | 2009-06-26 | 定子构造及定子制造方法 |
| US13/380,370 US8933602B2 (en) | 2009-06-26 | 2009-06-26 | Stator structure and stator manufacturing method |
| JP2010550939A JP5093366B2 (ja) | 2009-06-26 | 2009-06-26 | 固定子構造及び固定子製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/061700 WO2010150395A1 (ja) | 2009-06-26 | 2009-06-26 | 固定子構造及び固定子製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010150395A1 true WO2010150395A1 (ja) | 2010-12-29 |
Family
ID=43386188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/061700 WO2010150395A1 (ja) | 2009-06-26 | 2009-06-26 | 固定子構造及び固定子製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8933602B2 (ja) |
| EP (1) | EP2448095B1 (ja) |
| JP (1) | JP5093366B2 (ja) |
| CN (1) | CN102449888B (ja) |
| WO (1) | WO2010150395A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014007176A1 (ja) * | 2012-07-03 | 2014-01-09 | アイシン・エィ・ダブリュ株式会社 | ステータ |
| JP2019115170A (ja) * | 2017-12-22 | 2019-07-11 | アイシン・エィ・ダブリュ株式会社 | ステータおよびステータの製造方法 |
| JP2020171095A (ja) * | 2019-04-02 | 2020-10-15 | 株式会社Ihi | ステータ |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5997589B2 (ja) | 2012-11-15 | 2016-09-28 | 山洋電気株式会社 | 分割コア型モータ、および分割コア型モータの電機子の製造方法 |
| JP6060017B2 (ja) * | 2013-03-29 | 2017-01-11 | アイシン・エィ・ダブリュ株式会社 | 回転電機用のステータの製造方法 |
| JP2015019539A (ja) * | 2013-07-12 | 2015-01-29 | アイシン・エィ・ダブリュ株式会社 | ステータ並びにステータの製造方法 |
| KR101993624B1 (ko) * | 2015-08-10 | 2019-06-27 | 니혼 덴산 가부시키가이샤 | 모터 |
| CN109952695B (zh) * | 2016-11-08 | 2021-05-11 | 杜邦帝人先进纸(日本)有限公司 | 绝缘部件及其制造方法 |
| DE102018214081A1 (de) * | 2018-08-21 | 2020-02-27 | Bayerische Motoren Werke Aktiengesellschaft | Stator für eine elektrische Maschine |
| JP7250615B2 (ja) * | 2019-05-21 | 2023-04-03 | 三菱重工サーマルシステムズ株式会社 | 電動モータ制御装置の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001103700A (ja) * | 1999-09-30 | 2001-04-13 | Toyota Motor Corp | 電動機のステーター |
| JP2006246594A (ja) * | 2005-03-02 | 2006-09-14 | Toyota Motor Corp | 回転電機の配線部材 |
| JP2008278704A (ja) * | 2007-05-02 | 2008-11-13 | Sumitomo Electric Ind Ltd | 回転電機用ステータ、そのコイル端末とバスバー用端子との接続構造及びその接続方法 |
| JP2009072055A (ja) * | 2007-08-21 | 2009-04-02 | Toyota Motor Corp | 分割固定子、モータ、及び分割固定子製造方法 |
| JP2009089456A (ja) * | 2007-09-27 | 2009-04-23 | Toyota Motor Corp | 固定子構造 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4111315B2 (ja) | 2002-07-31 | 2008-07-02 | 株式会社ジェイテクト | バスバーの溶接構造及びその溶接方法 |
| US7692356B2 (en) * | 2003-06-20 | 2010-04-06 | Siemens Aktiengesellschaft | Electric machine with a circuit support |
| JP2006180615A (ja) * | 2004-12-22 | 2006-07-06 | Sumitomo Electric Ind Ltd | 回転電機のステータ |
| JP4710047B2 (ja) * | 2005-10-14 | 2011-06-29 | 康雄 飯島 | バリアブルリラクタンス型角度検出器 |
| JP2007318885A (ja) * | 2006-05-25 | 2007-12-06 | Mabuchi Motor Co Ltd | ブラシレスモータ |
| US7723879B2 (en) * | 2006-12-12 | 2010-05-25 | Nidec Corporation | Motor having multiple busbar plates and wire for the same |
| JP2008148481A (ja) | 2006-12-12 | 2008-06-26 | Nippon Densan Corp | 導線、電機子およびモータ、並びに、端子への導線接続方法 |
| US7936100B2 (en) * | 2007-04-02 | 2011-05-03 | Hitachi, Ltd. | Stator for rotating machine and rotating machine using the same |
| JP2008312290A (ja) * | 2007-06-12 | 2008-12-25 | Toyota Motor Corp | 回転電機 |
| WO2011155059A1 (ja) | 2010-06-11 | 2011-12-15 | トヨタ自動車株式会社 | 固定子および固定子の製造方法 |
-
2009
- 2009-06-26 WO PCT/JP2009/061700 patent/WO2010150395A1/ja active Application Filing
- 2009-06-26 US US13/380,370 patent/US8933602B2/en active Active
- 2009-06-26 EP EP09846527.1A patent/EP2448095B1/en not_active Not-in-force
- 2009-06-26 JP JP2010550939A patent/JP5093366B2/ja not_active Expired - Fee Related
- 2009-06-26 CN CN200980159631.5A patent/CN102449888B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001103700A (ja) * | 1999-09-30 | 2001-04-13 | Toyota Motor Corp | 電動機のステーター |
| JP2006246594A (ja) * | 2005-03-02 | 2006-09-14 | Toyota Motor Corp | 回転電機の配線部材 |
| JP2008278704A (ja) * | 2007-05-02 | 2008-11-13 | Sumitomo Electric Ind Ltd | 回転電機用ステータ、そのコイル端末とバスバー用端子との接続構造及びその接続方法 |
| JP2009072055A (ja) * | 2007-08-21 | 2009-04-02 | Toyota Motor Corp | 分割固定子、モータ、及び分割固定子製造方法 |
| JP2009089456A (ja) * | 2007-09-27 | 2009-04-23 | Toyota Motor Corp | 固定子構造 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014007176A1 (ja) * | 2012-07-03 | 2014-01-09 | アイシン・エィ・ダブリュ株式会社 | ステータ |
| JP2014011937A (ja) * | 2012-07-03 | 2014-01-20 | Aisin Aw Co Ltd | ステータ |
| JP2019115170A (ja) * | 2017-12-22 | 2019-07-11 | アイシン・エィ・ダブリュ株式会社 | ステータおよびステータの製造方法 |
| JP7031291B2 (ja) | 2017-12-22 | 2022-03-08 | 株式会社アイシン | ステータおよびステータの製造方法 |
| JP2020171095A (ja) * | 2019-04-02 | 2020-10-15 | 株式会社Ihi | ステータ |
| JP7222293B2 (ja) | 2019-04-02 | 2023-02-15 | 株式会社Ihi | ステータ |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2448095A4 (en) | 2017-06-28 |
| JPWO2010150395A1 (ja) | 2012-12-06 |
| US20120091840A1 (en) | 2012-04-19 |
| EP2448095B1 (en) | 2019-02-27 |
| CN102449888A (zh) | 2012-05-09 |
| CN102449888B (zh) | 2014-12-17 |
| EP2448095A1 (en) | 2012-05-02 |
| JP5093366B2 (ja) | 2012-12-12 |
| US8933602B2 (en) | 2015-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5093366B2 (ja) | 固定子構造及び固定子製造方法 | |
| US7511394B2 (en) | Rotational electric machine stator and manufacturing method therefor | |
| JP5505077B2 (ja) | 固定子製造方法 | |
| JP3578142B2 (ja) | 接続構造とその接続方法及びそれを用いた回転電機並びに交流発電機 | |
| JP6673518B1 (ja) | 配電部材 | |
| KR20110021834A (ko) | 전기 기기용 코일 및 코일 제조 방법 | |
| EP3214732B1 (en) | Stator for rotary electric machine | |
| JP5229384B2 (ja) | 固定子および固定子の製造方法 | |
| WO2015093182A1 (ja) | 回転電機 | |
| JP2010142075A (ja) | 固定子構造及び固定子製造方法 | |
| JP2010074958A (ja) | モータの製造方法及びモータ | |
| JP6139742B1 (ja) | 給電部の接続方法 | |
| JP7205505B2 (ja) | 配電部材 | |
| JP4650284B2 (ja) | リードフレーム及びそれを用いた配電部品 | |
| JP7263982B2 (ja) | 回転電機用配線部材、回転電機用配線部材の固定構造、及び回転電機 | |
| US10348175B2 (en) | Rotor, manufacturing method of the rotor, and DC motor | |
| CN112352370A (zh) | 旋转电机的定子、旋转电机以及旋转电机的定子的制造方法 | |
| JP7503378B2 (ja) | モータ | |
| JP2010136486A (ja) | 固定子構造、及び固定子製造方法 | |
| JP2023173225A (ja) | 回転電機用ステータの製造方法及び回転電機用ステータ | |
| JP4646667B2 (ja) | 配線付き導電板の製造方法 | |
| JP2019016527A (ja) | 導電端子 | |
| JP2024142507A (ja) | ステータの製造方法 | |
| JP2020181762A (ja) | ステータユニット、回転電機、及び、ステータユニットの製造方法 | |
| JP2005093146A (ja) | 導体同士を結線する接続構造体及び接続方法とそれを用いた回転電機並び交流発電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980159631.5 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2010550939 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09846527 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009846527 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13380370 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |