WO2009151145A1 - Novel polyamide resin composition and polyamide resin-containing product - Google Patents
Novel polyamide resin composition and polyamide resin-containing product Download PDFInfo
- Publication number
- WO2009151145A1 WO2009151145A1 PCT/JP2009/060979 JP2009060979W WO2009151145A1 WO 2009151145 A1 WO2009151145 A1 WO 2009151145A1 JP 2009060979 W JP2009060979 W JP 2009060979W WO 2009151145 A1 WO2009151145 A1 WO 2009151145A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide resin
- parts
- polyamide
- mass
- resin composition
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/26—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids
- C08G69/265—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids from at least two different diamines or at least two different dicarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/346—Clay
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0016—Plasticisers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
Definitions
- Crystalline polyamides such as Nylon 6 and Nylon 6 6 are widely used as textiles for clothing, industrial materials, or general-purpose engineering plastics because of their excellent characteristics and ease of melt molding.
- problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water have also been pointed out, leading to polyamides with better dimensional stability and chemical resistance. The demand is growing.
- polyamide resins using oxalic acid as the dicarboxylic acid component are This is called a lyxamide resin, and it is known that it has a higher melting point and lower water absorption than other polyamide resins with the same amino group concentration (Japanese Patent Laid-Open No. 2 0 0 6 — 5 7 0 3 3 ) It is expected to be used in fields where conventional polyamides are difficult to use, where changes in physical properties due to water absorption have been a problem.
- polyoxamide resins have been proposed that use various aliphatic straight-chain diamines as the diamine component.
- a polyoxamide resin using 1,6-hexanediamine as the diamine component has a melting point (about 3 20) at the thermal decomposition temperature (1% weight loss temperature in nitrogen; about 3 10). ) Since it is higher (SW Shalaby., J. Polym. Sci., 11, 1 (1973)), melt polymerization and melt molding were difficult and could not withstand practical use.
- ⁇ ⁇ 92 Polyoxamide resin (hereinafter abbreviated as ⁇ ⁇ 92), which has 1,9-nonanediamine as the diminant component, is manufactured by L. Franco et al. The structure is disclosed (L. Franco et al., Macromolecules., 31, 3912 (1988)). ⁇ ⁇ 9 2 obtained here is a polymer with an intrinsic viscosity of 0.997 dL / g and a melting point of 2 46, but only a low molecular weight product that can not be molded into a tough molded product has been obtained. Absent. In addition, Japanese Patent Publication No.
- 5 — 5 0 6 4 6 6 discloses a PA having an intrinsic viscosity of 0.99 dL / g and a melting point of 2 4 8 when dibutyl oxalate is used as the dicarboxylic acid ester. 9 2 has been shown to be manufactured (Special Table 5-5 500 6 6 6). In this case as well, there is a problem that only a low molecular weight body capable of forming a tough molded body can be obtained.
- the present invention is an alternative to the conventional polyamide 6, 11 1, 12, etc., and has a particularly low water absorption while maintaining the excellent properties of the conventional polyamide resin.
- various types of polyamide resins and polyamide resin compositions are used to develop various types of polyamide resins and polyamide resin compositions. We have eagerly studied to develop products suitable for the application.
- the dicarboxylic acid component is oxalic acid
- the diamine component is 1,9-nonanediamine and 2-methyl-1-, 8-octanediamine
- PA 9 2 C can be polymerized with low water absorption, has a sufficiently large difference between the melting point and thermal decomposition temperature, has excellent melt moldability, and has various properties such as chemical resistance and hydrolysis resistance. It was found that it is an excellent polyamide resin (WO 2 0 0 8 0 7 2 7 5 4).
- the dicarboxylic acid component is oxalic acid
- the diamine component is a mixture of 1,9-nonanediamine and 2_methyl-1,1,8-octanediamine (hereinafter referred to as “C9 diamine mixture”).
- C6 jamin 1, 6 —hexanediamine
- PA 9 2/62 T Polyamide resin
- PA 9 2 C high molecular weight is possible, melting point and thermal decomposition The difference in temperature is sufficiently large and melt moldability is excellent, and further, chemical resistance, flexibility, and water resistance are reduced compared to conventional polyamides without impairing the low water absorption seen in linear polyoxide resins.
- This new polyamide resin (PA 9 2/6 2 T) has a higher melting point, bending elastic modulus, deflection temperature under load, etc. than PA 9 2 C. It has also been found that, while its mechanical properties are superior and cost-effective, the melting temperature range is within an acceptable range and low water absorption is not substantially lost.
- these novel polyamide resins PA 9 2 C and PA 9 2/62 T can be used to solve various problems that are problems in the prior art. I found out that I can do it. Specifically, polyamide resin PA 9 2 C or PA 9 2/62 T added with a plasticizer, reinforcing fiber, conductivity-imparting agent, layered silicate, impact modifier, heat resistance agent, release agent.
- Resin molding composition and polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T Iramments, films, metal coating materials, binder moldings, molded articles with liquid or vapor barrier properties, fuel tanks, fuel tubes, joints for fuel piping, quick connectors, engine cooling water system parts, vehicle interior parts, Products such as vehicle exterior parts, vehicle engine room parts, cable housing, molded parts that come into direct contact with biodiesel, etc. are provided.
- the carboxylic acid component consists of oxalic acid
- the diamine component consists of 1,9-nonanediamine and 2-methyl-1,8-octanediamine, and 1,9-nonanediamine and 2_methyl 1,8—polyamide resin having a molar ratio of octanediamine of 1: 9 9 to 99: 1, or
- Carboxylic acid component is composed of oxalic acid
- diamine component is a mixture of 1,9 —nonanediamine and 2 —methyl — 1,8 —octanediamine (hereinafter referred to as “C9 diamine mixture”).
- C9 diamine mixture 1, 6—hexadamine
- the molar ratio of the C9 jamin mixture to the C6 jamin is from 1: 9 9 to 99: 1 Polyamide resin
- At least one additive selected from the group consisting of plasticizers, reinforcing fibers, conductivity-imparting agents, layered silicates, impact modifiers, heat-resistant agents and mold release agents
- a polyamide resin composition comprising:
- Polyamide resin (A) has a relative viscosity (7? R) of 1.8 to 8 measured at 25 using 96% sulfuric acid as a solvent and a polyamide resin solution with a concentration of 1.0 g / d 1. 6. Polyamide tree according to (1) above, which is 0 Fat composition.
- Polyamide resin (A 1) is composed of a diamine component having a molar ratio of 1,9-nonanediamine and 2-methyl-1,8-octanediamine of 5:95 to 95: 5. (1)-The polyamide resin composition as described in any one of (3).
- Polyamide resin (A 2) has a molar ratio of C 9 -diamine mixture to C 6 -diamine of 5.1: 9 4. 9 to 80: 20, in the above (1) to (4) The polyamide resin composition according to any one of the above.
- the polyamide resin (A 2) is a polyamide resin according to the above (5), wherein the molar ratio of the C 9 jam mixture to the C 6 jam is 10:90 to 70:30. Composition.
- the content of the layered silicate is 0.05 to 10 parts by mass with respect to 100 parts by mass of the polyamide resin, according to any one of the above (1) to (6).
- Polyamide resin composition is 0.05 to 10 parts by mass with respect to 100 parts by mass of the polyamide resin, according to any one of the above (1) to (6).
- the layered silicate is aluminum silicate phyllosilicate or magnesium silicate phyllosilicate, according to any one of (1) to (6) and (10) to (11) Polyamide resin composition.
- the release agent is a polyalkylene glycol end-modified product, phosphoric acid ester or phosphorous acid ester, higher fatty acid monoester, higher fatty acid or metal salt thereof, ethylene bisamide compound, low molecular weight polyethylene
- Injection molding materials injection molded products, hollow molded parts, filaments, films, metal coating materials, polyimide resin molded parts with liquid or vapor barrier properties, fuel tank parts, fuel tubes, fuel piping joints Hands, quick connectors, fuel piping parts, engine cooling water system parts, Products selected from vehicle components, vehicle interior components, vehicle exterior components, vehicle engine compartment components, cable housings, and molded components that are in direct contact with biodiesel.
- V r The relative viscosity (V r) of the polyamide resin measured at 25 using 96% sulfuric acid as a solvent and a polyamide resin solution with a degree of 1.0 g / d 1 is 1.8 to 6
- thermogravimetric analysis measured at a heating rate of 10 minutes in a nitrogen atmosphere and a differential measurement measured at a heating rate of 10 / min in a nitrogen atmosphere.
- the molar ratio of 1,9-nonanediamine to 2-methyl-1,8-octanediamine is 5:95 to 95: 5, any one of (18) to (20) above Product.
- the polyamide resin (A 2> has a molar ratio of the C 9 -diamine mixture to the C 6 -diamine of 5.1: 9 4.9 to 80:20, the above (1 8) to (2 The polyamide resin composition according to any one of 1).
- the polyamide resin composition (A 2) is a polyamide resin composition according to the above (2 2), wherein the molar ratio of the C 9 diamine mixture to the C 6 diamine is from 10:90 to 70:30. object.
- the product is a hollow molded part and is layered inside the polyamide resin (A)
- the product is a metal coating material for coating a metal pipe for automobile,
- Said product is a fuel tank components, amino end group concentration of the polyamide-de resin is 1. 5 X 1 0- 5 eg ⁇ l. 0 X 1 0 _ 4 ei Z g, said (1 8) The product according to any one of to (2 3).
- the product is a fuel tube, and the fuel tube includes a plasticizer for the polyamide resin layer, a fluororesin, a polyethylene resin, a polyamide 11 resin, and a polyamide 12 resin.
- a multilayer tube comprising a resin layer selected from the resins comprising the above (18)
- the product is a joint, and the joint material is polyamide composed of 50 to 99 parts by weight of the polyamide resin (A) and other polyamide resin and / or other thermoplastic resin 1 to 50 parts by weight.
- joint material further includes a conductive filler.
- joint material further includes a reinforcing material and a conductive filler in a weight ratio of 1: 3 to 3: 1.
- the quick connector is a fuel pipe component joined to the polyamide resin tube by a welding method selected from spin welding, vibration welding, laser welding, and ultrasonic welding. (18) to (23) The product according to any one of 1.
- the product is an engine cooling water system component, and the polyamide resin (A) includes 5 to 150 parts by mass of an inorganic filler (C) with respect to 100 parts by mass of the polyamide resin (A). Any one of 1 8) to (2 3) Product described in.
- the inorganic filler (C) is a glass fiber, the product according to the above (4 3)
- the product is a cable housing, and the polyamide resin (A) contains a conductivity-imparting material (D) and an impact modifier (E), according to any one of the above (18) to (23) Product.
- Impact modifier (E) Force and density 0.89-9.94 gZcc LLDPE is an acid-modified ethylene copolymer obtained by modifying with acid anhydride, (46) to (48) The product according to any one of (1).
- the cable housing is made of polyamide resin (A) 65 to 75% by weight, carbon fiber 3 to 15% by weight as conductivity imparting material (D) and bonbon 2 to 10% by weight, impact improvement
- the material (E) is composed of a polyamide resin composition containing 10 to 20% by weight, the above (4 6) to (49 ) Product described in any one of the paragraphs Brief description of drawings
- Figure 2 is a cross-sectional view of the fuel tank.
- Figure 3 is a cross-sectional view of a resin-coated metal tube.
- Fig. 4 is a schematic cross-sectional view of a resin-bonded magnet.
- FIG. 5 is a cross-sectional view of the multilayer tube.
- Figure 6 is a cross-sectional view of the quick connector.
- FIG. 7 is a perspective view showing a sample for measuring the releasability of the resin composition and the deformation of the molded body.
- FIG. 8 is a diagram for explaining the measurement of the warpage of the injection molded article.
- Polyamide resin PA 9 2 C has low water absorption, chemical resistance, flexibility, hydrolysis resistance, high molecular weight, moldable temperature range of 50 or more, and even 60 It is a resin that is wide and excellent in melt moldability.
- Component of polyamide resin PA 9 2 C is a resin that is wide and excellent in melt moldability.
- shinomic acid diester is used, and there is no particular limitation as long as it has reactivity with an amino group. Dimethyl oxalate, Diethyl oxalate, oxalic acid ⁇ mono (or i —) propyl, oxalic acid di n _ (or i mono, or ti) butyl and other aliphatic monovalent oxalic acid diesters, oxalic acid dihexyl Oxalic acid ester of alicyclic alcohol
- 1,9-nonanediamine and 2-methyl-1,8-octanediamine use a mixture of 1,9-nonanediamine and 2-methyl-1,8-octanediamine.
- 1,9-nonanediamine component and 2_methyl_1,8-octanediamine component The mole ratio of 1: 9 9-9 9: 1 is preferred ⁇ 5: 9 5-9 5 • 5, more preferably 5: 9 5-40: 60: 60: 4 0 to 9 5 • 5, especially 5: 9 5 to 30: 70 or 70: 0 90: 10 1, 9-nonanediamine and 2-methyl-18 monooctanediamine are copolymerized in the above specified amounts to provide a wide moldable temperature range, excellent melt moldability, low water absorption, chemical resistance, and resistance. Hydrolyzable, transparent Polyamides with excellent lightness can be obtained.
- the polyamide resin PA 92C used in the present invention can be produced by any method known as a method for producing a polyamide. According to the study by the present inventors, it is possible to protect diamine and oxalate ester by polycondensation reaction in batch or continuous manner.
- Pre-polycondensation step First, the inside of the reactor is purged with nitrogen, and then diamine (diamin component) and oxalic acid diester (oxalic acid source) are mixed. When mixing, a solvent in which both diamine and oxalic acid diester are soluble may be used. Solvents in which both the diamine component and the oxalic acid source are soluble are not particularly limited, but toluene, xylene, trichlorodiethylbenzene, phenol, trifluoroethanol, etc. can be used, and in particular, toluene is preferably used. be able to.
- the temperature inside the reactor charged in this way is increased under normal pressure while stirring and / or nitrogen publishing.
- the reaction temperature is preferably controlled so that the final temperature reached is 80 1 5 0, preferably in the range of 1 0 0 1 4 0. Reaction time at the final temperature reached is 3-6 hours
- the preferred final pressure for vacuum polymerization is less than 0.1 M P 3
- the raw oxalic acid diester is charged into the container.
- the container is not particularly limited as long as it can withstand the temperature and pressure of the polycondensation reaction to be performed later. After that, the temperature of the container is raised to a temperature at which it is mixed with the starting jam, and then the jam is injected to start the polycondensation reaction.
- the temperature at which the raw materials are mixed is a temperature not lower than the melting point of the oxalic acid diester and diamine and lower than the boiling point of the raw material, and if the polyoxide produced by the polycondensation reaction of oxalic acid diester and diamine does not thermally decompose. Not limited to.
- a mixture of 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine, and the molar ratio of 1,9-nonanediamine to 2_methyl_1,8-octanediamine is 1: 9 9
- the mixing temperature is preferably 15 to 240.
- the molar ratio of 1,9-nonanediamine to 2_methyl-1,8-year-old kutandiamin is 5:95 to 90:10: liquid at room temperature or warmed to about 40 It is more preferable because it liquefies only by being easily handled.
- the charge ratio of oxalic acid diester to diane is from 0.8 to 1.2 (molar ratio), preferably 0.91 to 1 in the above diamine diester Z
- the temperature inside the container is raised to a temperature not lower than the melting point of the polycarbonate resin and not thermally decomposed.
- 1, 9-nonanediamine and 2-methyl-1,8-octanediamine are used.
- a polyoxamide resin made from diamine and dibutyl oxalate having a molar ratio of 1,9-nonanediamine to 2-methyl-1,8-octanediamine of 85: 1o, h h, t Since it is 2 3 5, it is preferable to raise the temperature from 2 4 to 2 80 X: (the pressure is from 2 MPa to 4 MPa).
- the polycondensation reaction While distilling off the alcohol produced, the polycondensation reaction is carried out under a normal nitrogen flow or under reduced pressure as necessary.
- the polycondensation reaction is continued under an atmospheric pressure of nitrogen or reduced pressure as necessary.
- the preferred final pressure when performing vacuum polymerization is
- the temperature is preferably from 2400 to 2800.
- the alcohol is cooled with a water-cooled condenser and liquefied for recovery.
- the molecular weight of the polyamide resin PA 92 C used in the present invention is not particularly limited, but a 96% concentrated sulfuric acid solution containing 96% concentrated sulfuric acid as a solvent and a polyamide resin concentration of 1.0 g / d 1.
- the relative viscosity? R measured at 25 is in the range of 1.8 to 6.0. Preferably between 2.0 and 5.5 Yes, 2.5 to 4.5 is particularly preferred. If the force is lower than 1.8, the molded product becomes brittle and the physical properties deteriorate. On the other hand, if r? R is higher than 6.0, the melt viscosity becomes high and the molding processability deteriorates.
- Polyamide resin PA 9 2 C used in the present invention uses oxalic acid as the carboxylic acid component, and copolymerizes 1,9-nonanediamine and 2 monomethyl-1,8-octanediamine as the diamine component. Compared with a polyamide composed of oxalic acid and 1,9-nonanediamine, it is possible to increase the relative viscosity, that is, increase the molecular weight.
- the moldable temperature range represented by the difference (T d – Tm) between the 1% weight loss temperature (hereinafter abbreviated as T d) and the melting point (hereinafter abbreviated as T m), which is a substantial pyrolysis index, is Expanded compared to polyamides consisting of oxalic acid and 1,9-nonanediamine, preferably 50 or more, more preferably 60 or more, and even 80 or more It is.
- the polyamide resin used in the present invention is characterized in that Td is preferably 2 80 or more, more preferably 3 00 or more, and further preferably 3 20 ⁇ or more, and has high heat resistance. To do.
- Polyamide resin PA 9 2 Z 6 2 T like PA 9 2 C, has low water absorption, chemical resistance, flexibility, hydrolysis resistance, high molecular weight, and molding temperature Wide range, excellent melt formability, higher melting point than PA 9 2 C, better mechanical properties such as flexural modulus, deflection temperature under load, etc. However, it is advantageous in that the melting temperature range is within the allowable range, and the low water absorption is not substantially lost.
- Polyamide PA 9 2/62 T used in the present invention is a dicarboxylic acid compound.
- the component is oxalic acid
- the diminant component consists of 1,9-nonanediamine and 2-methyl-1,8-octanediamine (C9 diamine mixture) and 1,6-hexanehexane, C9 diamine mixture and 1 , 6 — Hexadiamine is a polyamide resin which is a diammine mixture having a molar ratio of 1:99 to 99: 1.
- oxalic acid diesters are used, and these are not particularly limited as long as they have reactivity with an amino group.
- examples thereof include oxalic acid esters of alicyclic alcohols and oxalic acid diesters of aromatic alcohols such as diphenyl oxalate.
- oxalic acid diesters of aliphatic monohydric alcohols having more than 3 carbon atoms oxalic acid diesters of alicyclic alcohols, and oxalic acid diesters of aromatic alcohols are preferred, among which dibutyl oxalate and diphenyl oxalate Is particularly preferred.
- the molar ratio of the 1,9-nonanediamine component to the 2-methyl-1,8-octanediamine component in the C 9 diamine mixture used in the polyamide resin PA 9 2/6 2 T of the present invention is generally 1 : 9 9-9 9: 1, preferably 5: 95-95: 5, more preferably 5: 95- 40: 60 or 60: 40-95: 5, especially 5 : 9 5 to 3 0: 7 0 or 7 0: 3 0 to 9 0: 10
- the moldable temperature range is wide, and melt moldability is excellent.
- polyamides with excellent water absorption, chemical resistance, hydrolysis resistance, and transparency can be obtained.
- PA 9 2/62 T of the present invention as a diminant component, 1 is added to the above C 9 diamine mixture (a mixture of 1,9-nonanediamine and 2_methyl-1-1,8-octanediamine).
- 6 A mixture of hexane diamine is used.
- the molar ratio of the C 9 diamine mixture to 1,6-hexanediamine is from 1:99 to 99: 1.
- oxalic acid is used as the dicarboxylic acid component and C 9 diamine mixture is used as the diamine component.
- the melting point of the polyamide resin is increased and the mechanical properties are particularly improved.
- the molar ratio of the C 9 diamine mixture to 1, 6-hexane diamine is preferably 5.1: 9 4. 9-9 9: 1, more preferably 10: 90-99: 1, More preferably, it is 20: 80-99: 1.
- the change to the melting point appears clearly by copolymerization of 1,6-hexanediamine in a molar ratio of 1-9 99 or more with respect to the C 9 diamine mixture, and the melting point of the resin If the increasing force 1, 6-hexanediamine is within 9 91 in molar ratio, melt formability is acceptable. In addition, if 1,6-hexanediamine is within 80/20 in molar ratio, the melting point of the polyamide resin is 30 or less and the polymerization and molding process (melt moldability) are easier. If it is within 70 0 30, the melting point is 2 80 t: it is more preferable because the melt moldability becomes easier.
- the polyamide resin PA 9 2/62 T used in the present invention can be produced by any method known as a method for producing a polyamide. You can. According to the study by the present inventors, it can be obtained by subjecting diamine and oxalate diester to a polycondensation reaction in a batch or continuous manner. Specifically, it is preferable to carry out in the order of (i) pre-polycondensation step and (ii) post-polycondensation step as shown in the following operations.
- the charging ratio of the oxalic acid diester to the above-mentioned diamine is from 0.8 to 1.5 (molar ratio), preferably from 0.91 to 1.1 (molar ratio), It is preferably 0.99 to 1.01 (molar ratio).
- the temperature inside the reactor charged in this way is increased under normal pressure while stirring and / or nitrogen publishing.
- the reaction temperature is preferably controlled so that the final reached temperature is in the range of 80 to 150, preferably in the range of 100 to 140. Reaction time at the final temperature reached is 3-6 hours
- (ii) Post-polycondensation step In order to further increase the molecular weight, the temperature of the polymer produced in the pre-polycondensation step is gradually raised in the reactor under normal pressure. In the temperature raising process, from the final ultimate temperature of the pre-polycondensation step, that is, from 80 to 1550, finally from 220 to more than 30, preferably from 230 to more than 2800, Preferably, the temperature ranges from 2 40 to 2 70 and to the following temperature range. 1-8 hours, including heating time, preferred It is preferable to carry out the reaction by holding for 26 hours. Furthermore, in the post-polymerization step, polymerization can be performed under reduced pressure as necessary.
- the raw oxalic acid diester is charged into the container.
- the container is not particularly limited as long as it can withstand the temperature and pressure of the polycondensation reaction to be performed later. After that, the container is raised to a temperature at which the vessel is mixed with the raw material jam, and then the diene is injected to start the polycondensation reaction.
- the temperature is not particularly limited as long as the temperature is lower than the boiling point and the small oxide produced by the polycondensation reaction of oxalic acid diester and diane is not thermally decomposed. For example, 1 9 -nonanediamine 2 -methyl-1,
- C 9 jamming (1, 9-nonane jamming and
- Dioxalic acid The charge ratio of ester to diamine is oxalic acid diester Z above diamine, 0.8 to 1.2 (molar ratio), preferably 0.91 to 1.09 (molar ratio), more preferably 0. 9 8 to 1.0 2 (molar ratio).
- the temperature inside the container is raised to a temperature not lower than the melting point of the polyoxide resin and not higher than the temperature at which it does not decompose.
- it consists of C 9 diamine (a mixture of 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine) and 1,6 hexanediamine, and C 9 diamine (1,9-nonane).
- Polyamide resin PA 9 2 Z 6 2 T used in the present invention uses oxalic acid as the carboxylic acid component, and copolymerizes 1,9-nonanediamine and 2-methyl-1,8-octanediamine as the diamine component. Compared to polyamides composed of oxalic acid and 1,9-nonanediamine, it is possible to increase the relative viscosity, that is, increase the molecular weight.
- the polyamide resin PA 9 2/62 T used in the present invention uses oxalic acid as the carboxylic acid component, and 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine as the diminant component.
- Copolymerization of 1,6-hexamethylenediamine increases the melting point of the resin compared to polyamides consisting of oxalic acid and 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine. It is possible.
- the polyamide resins PA 92 C and PA 92/62 T used in the present invention can contain other dicarboxylic acid components as long as the effects of the present invention are not impaired.
- Other dicarboxylic acid components other than succinic acid include malonic acid, dimethylmalonic acid, succinic acid, glutaric acid, adipic acid, 2-methyladipic acid, trimethyladipic acid, pimelic acid, 2, 2-dimethyldal Aliphatic acid, 3, 3 — Aliphatic dicarboxylic acids such as jetyl succinic acid, azeleic acid, sebacic acid, suberic acid, 1,3-cyclopentane dicarboxylic acid, 1,4-cyclohexanedicarboxylic acid, etc.
- 6 2 T can contain other diamine components as long as the effects of the present invention are not impaired.
- 1, 9 Non-diamine and other diamine components other than 2-methyl-1,8-octanediamine include ethylene-diamine, propylene-diamine, 1,4-one-butanediamine, 1,8-one-octanediamine, 1, 1 0 —decane amine, 1, 1 2 —do, decane amine, 3 —methyl 1, 2, 5 —pentamine, 2, 2, 4 1 trimethyl 1, 6 —hexane, 2, Aliphatic amines such as 4,4-limethyl 1,6_hexanediamine, 5-methyl-1,9-nonanediamine, and fats such as cyclohexanediamine, methylcyclohexanediamine, and isophoronediamine Cyclic diamine, p_phenylenediamine, m-phenylenediamine, p-xylenediamine, m-dried diamine, 4,
- Part of the polyamide resins PA 9 2 C and PA 9 2/62 T used in the present invention are within the range that does not impair the effects of the present invention, other polyoxides, aromatic polyamides, aliphatic polyamides. It is possible to substitute with polyamides such as alicyclic polyamides.
- thermoplastic resin such as polyvinyl chloride, polyurethane, polyester, ABS resin, acid-modified polyethylene, acid-modified polypropylene, or other thermoplastic resin, or an elastomer.
- the amount of the resin to be replaced is preferably 50% by mass or less of the entire resin.
- polyamide resins P A 92 C and P A 92/62 T of the present invention can be partially replaced with other polymer components as long as the effects of the present invention are not impaired.
- Other polymer components include, for example, other polyamides such as polyoxides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, and polymers other than polyamides, such as heat.
- Plastic polymer, Elastomer are examples of polyamides such as polyoxides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, and polymers other than polyamides, such as heat.
- Plastic polymer, Elastomer such as polyoxides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, and polymers other than polyamides, such as heat.
- the method for adding the other polymer and the additive is not particularly limited as long as each of them can be dispersed in the polyamide resin. Can be added to amide resins.
- the other polymer and additive can be added immediately after the post polycondensation step of the polyamide resin. 1. 4 Polyamide Other resins that can be mixed with PA 9 2 C or PA 9 2 6 2 T
- the polyamide P A 92 C or PA 92/62 T of the present invention is a homopolymer of polyamide P A 92 C or PA 92/2/62 T or a mixture thereof.
- polyamide resin PA 9 2 C or PA 9 2/6 2 is also used in various polyamide resin compositions and product resins or resin compositions provided by the present invention described below in the present specification.
- Other polyamide resins or other thermoplastic resins can be added to T as necessary.
- polyamide resins that can be preferably used in combination with polyamide PA 9 2 C or PA 9 2/62 T include, for example, other polyamides such as polyoxides and aromatic polyamides. Aliphatic polyamides, alicyclic polyamides, and the like, and polymers other than polyamides such as thermoplastic polymers and elastomers.
- polyamides include polyethylene adipamide (Nylon 26), polytetramethylene adipamide (Nylon 46), polyhexamethylene adipamide (Nylon 66), poly Oxamethylene azepam (nylon 6 9), polyhexamethylene sebamide (nylon 6 10), polyhexamethylene decamide (nylon 6 1 1), polyhexamethylene dodecamide (nai Ron 6 1 2), Poly-Proamide (Nylon 6), Polydecanamide (Nylon 1 1), Polydodecanamide (Nylon 1 2), Polyhexamethylene Terephthalamide (Nylon 6 T), Polyto Xamethyleneisophthalamide (nylon 61), polynonamethylene dodecamide (nylon 9 1 2), polydecamethylene dodecamide ( Lee Ron 1 2 1 2), Polymetaxylylene adipamide (Nylon MXD 6), Polytrimethylhexamethylene terephthalamide (TMHT), Polybis (4-aminocyclohexyl) Methane
- Nylon 6, Nylon 11, Nylon 12, Nylon 61, Nylon 61, or a copolymer thereof is preferably used for improving moldability and adhesion.
- thermoplastic resins include high-density polyethylene (HDPE), low-density polyethylene (LDPE), ultrahigh molecular weight polyethylene (UHMWP E), isoactic polypropylene, and ethylene propylene copolymer (EPR).
- HDPE high-density polyethylene
- LDPE low-density polyethylene
- UHMWP E ultrahigh molecular weight polyethylene
- EPR ethylene propylene copolymer
- Polyester resins such as aromatic polyesters such as polymers, polyarylate ⁇ (PAR), polybutylene naphthalate (PBN), liquid crystal polyester, polyoxyalkylene diimide polybutyrate terephthalate copolymer, poly Acetal (POM), Polyphenylene Oxide (PPO), Polyphenylene Sulfide (PPS)
- PES Polyether resins such as polysulfone (PSF) and polyether-terketone (PEEK), polyacrylonitrile (PAN), polychlorinated nitrile, acrylonitrile / styrene Polymer (AS), nylon styrene copolymer, acrylonitrile / vadagen / styrene copolymer (ABS), nylon styren
- the plasticizer-containing polyamide resin composition of the present invention contains other polyamide resin and / or other thermoplastic resin together with the polyamide resin PA 9 2 C or PA 9 2/62 T
- the blending amount thereof Is not limited, and ranges from 5 to 99 parts by mass of polyamide resin PA 9 2 C or PA 9 2/62 T and 1 to 95 parts by mass of other polyamide resins and / or other thermoplastic resins
- Polyamide resin PA 9 2 C or PA 9 2/6 2 T 30 to 99 parts by mass, other polyamide resin and Z or other thermoplastic resin 1 to 70 More preferably, it consists of 1 part by mass of other polyamide resins and / or other thermoplastic resins.
- the effect of the present invention is not impaired in the composition containing the polyamide resins PA 9 2 C and PA 9 2/62 T or the polyamide resins PA 9 2 C and PA 9 2/6 2 T of the present invention.
- other additives can be added.
- the PA 9 2 C and PA 9 2 Z 6 2 T resin compositions added with plasticizers, conductivity-imparting agents, reinforcing fibers, layered silicates, impact modifiers, and heat-resistant agents are important for the present invention. This will be described in detail below.
- an unprecedented unique polyamide resin composition can be provided by adding various additives to the above-mentioned polyamide resins PA92C and PA92 / 62T. Next, the polyamide resin composition containing these additives according to the type of the additive will be described.
- the present inventors have no plasticizer bleeding out by using the polyamide resin PA 9 2 C or PA 9 2/62 T.
- it has a high molecular weight, has a large difference between the melting point and the thermal decomposition temperature, has excellent melt moldability, and is more resistant to conventional polyamides without impairing the low water absorption observed in linear polyoxamide resins. It has been found that a plasticizer-containing polyamide resin composition having excellent chemical properties, flexibility and hydrolysis resistance can be obtained.
- the polyamide resin PA 9 2 Z 6 2 T has a higher melting point, better mechanical properties such as flexural modulus and deflection temperature under load than PA 9 2 C, and is cost effective.
- the reduction of the melting temperature range is within an allowable range, and that the low water absorption is not substantially lost.
- the plasticizer used in the present invention may be any plasticizer known to be used in polyamide resins, but is preferably one or more compounds selected from esters and alkylamides.
- Esters referred to in the plasticizer of the present invention include fuuric acid esters, fatty acid esters, polyhydric alcohol esters, phosphoric acid esters, trimellitic acid esters, and hydroxybenzoic acid esters. It is kind. Specific examples of fumaric acid esters include dimethyl furate, dimethyl phthalate, dibutyl furate, diheptyl phthalate, di-2-ethylhexyl furate, and di-n-octyl phthalate.
- fatty acid esters include dimethyl adipate, dibutyl adipate, diisobutyl adipate, dibutyl diglycol adipate, di-2-ethylhexyl adipate, di-n-octyl adipate, diisodecyl adipate, adipic acid Diisononyl, di-dipic acid di-n-mixed alkyl ester, dimethyl sebacate, dibutyl sebacate, di-2-ethylhexyl sebacate, di-2-ethylhexyl azelate, di-2-ethylhexyl mixed acid ester, Dibasic saturated sulfonic acid esters such as bis-2-decylhexyl dodecanoate, dibutyl fumarate, bis-2-methylpropyl fumarate, bis-2-ethylhexyl fumarate, dimethyl maleate, malein Jety
- polyhydric alcohol esters include 2,2,4_trimethyl-1,3-pentenediol monoisopropylate, 2,2,4_trimethyl—1,3—pen Didiol diisobutylene ⁇ , diethylene glycol dibenzoate ⁇ , triethylene glycol diol 2-ethylbutyrate, pen erythritol monooleate, pen ⁇ ⁇ erythritol monostearate ⁇ , pen tub Erythryl monoalkyl ether, behenic acid monoglyceride, 2-ethylhexyl triglyceride, glycerin triacetate and glycerin
- One example is rib chillers.
- phosphoric acid esters include trimethyl phosphate, trityl phosphate, triptyl phosphate, trityl phosphate 2-ethylhexyl, tributoxyl phosphate, triphenyl phosphate, n-dioctyl diphenyl phosphate, phosphate Examples include cresyl diphenyl, tricresyl phosphate, trixylenyl phosphate, and 2-ethylhexyl diphenyl phosphate.
- trimellitic acid esters include tributyl trimellitic acid trimethyltrimellitic acid, trimethyltrimethyl acid 2-triethylhexyl, trimethyltrimethyl acid tri-n- And trimethylone tritylate, triisononyl trimellitic acid, triisodecyl trimellitic acid, and trimethyl trimethyl acid mixed alcohol ester.
- hydroxybenzoic acid esters include o—or p—ethyl hexyl oxybenzoate, o—or p—hydroxydecyl hexyl benzoate, o—or p—ethyl decyl oxybenzoate, o — or p — octyloctyl hydroxybenzoate, o — or p — decyldodecyl hydroxybenzoate, o — or p — hydroxymethyl benzoate, o — or p — hydroxypropyl benzoate, o — or p -Hexyl hydroxybenzoate, o- or p-hydroxybenzoic acid n--octyl, o-or p-decyl hydroxybenzoate and o- or p-dodecyl hydroxybenzoate.
- the alkylamides are toluenesulfonic acid alkylamides and benzenesulfonic acid alkylamides.
- Specific examples of toluene sulfonic acid alkylamides include N_ethyl_o_toluenesulfonic acid butylamide, N-ethyl-p-toluenesulfonic acid butyramide, N-ethyl-o-toluenesulfonic acid 2-ethyl ether And N-ethyl _ p-toluenesulfonic acid 2-ethyl hexylamide.
- Benzenesulfonic acid alkylamide Specific examples of such compounds include benzene sulfonic acid propyl amide, benzene sulfonic acid butyl amide, benzene sulfonic acid 2_ethyl hexyl amide and the like.
- the plasticizers listed above may be used alone or in appropriate combination of two or more.
- butyl esters such as dibutyl phthalate, diisodecyl phthalate, di-2-butylhexyl butyrate, ethyl hexyl p-hydroxybenzoate, p-hydroxyl Hydroxybenzoates such as hexyldecyl benzoate, alkyl amides such as butyl benzene sulfonate and 2-ethylhexyl benzene sulfonate are preferably used.
- Polyamide resin PA 9 2 C or PA 9 2/6 2 T used in the present invention has excellent characteristics possessed by polyamide resin PA 9 2 C or PA 9 2/6 2 T even when a plasticizer is added. (Low water absorption, chemical resistance, flexibility, hydrolytic resistance, wide moldable temperature range, mechanical strength, etc.) are basically kept as they are or relatively. Regarding the moldable temperature range, the polyamide resin is generally more flexible by adding a plasticizer, and the melting temperature is lowered because the melting point is lowered, but the polyamide resin is PA 9 2 C or PA 9 Compared with conventional PA 9 2 2/6 2 T, the wide moldable temperature range characteristics are maintained even when the plasticizer is retained.
- the plasticity measured at a heating rate of 10 / min under a nitrogen atmosphere was obtained.
- ⁇ 1% weight loss temperature in a gravimetric analysis of a polyamide resin without a plasticizer and differential running calorimetry of a polyamide resin composition containing a plasticizer measured at a heating rate of 10 minutes in a nitrogen atmosphere The temperature difference from the melting point measured by the above is preferably 50 or more, more preferably 60 or more, and further 90 or more.
- the polyamide F resin PA 9 2 C or PA 9 2/62 T of the present invention has the advantage that it can be molded without pre-dough by adding a plasticizer.
- Stabilizers such as copper compounds, pigments, dyes, colorants, UV absorbers, light stabilizers, antioxidants, weathering agents, UV absorbers, antistatic agents, flame retardants, lubricants, crystallization accelerators, Various additives such as reinforcing fibers such as glass fibers, layered silicates, reinforcing particles, fillers, lubricants, and foaming agents can be added.
- the method of adding the additive is not particularly limited as long as each of the additives can be dispersed in the polyamide resin, and the additive is added to the polyamide resin at any time without impairing the effect thereof. be able to.
- these additives can be added during the polycondensation reaction of the polyamide resin, immediately after the post-polycondensation step, or after that.
- additives including a plasticizer
- a plasticizer can be arbitrarily added to all the polyamide resin compositions and polyamide resin products of the present invention described in this specification. The same applies to the timing of additive addition.
- the method for obtaining the polyamide resin composition of the present invention is not particularly limited, and various known methods can be used.
- poly Predetermined amounts of amide, plasticizer and various additives are mixed in advance using a low-speed rotary mixer such as a V-type blender or tumbler, or a constrained rotary mixer such as a Henschel mixer. After melt-kneading with a screw extruder etc. and pelletizing, or pre-mixing a specified amount of polyamide, plasticizer and various additives using a constrained rotary mixer such as a low-speed rotary mixer or Henschel mixer A method of directly obtaining a molded product of a composition by using an injection molding machine or an extrusion molding machine can be applied.
- polyamide resin composition As a method for molding the polyamide resin composition, all known molding processing methods applicable to the polyamide such as injection, extrusion, blow, hollow, press, roll, foaming, vacuum / pressure air, and stretching can be used.
- the plasticizer-containing polyamide resin composition of the present invention can be used to obtain molded articles such as tubes, filaments, sheets, films, and fibers by the molding method as described above.
- the plasticizer-containing polyamide resin composition of the present invention can also be used as a coating material, but as a molded product, a molding material such as an industrial material, an industrial material, or a household product, particularly an automobile member, an optical device member, an electric Electronics
- Suitable for a wide range of applications such as information / communication-related equipment, precision equipment, civil engineering / building supplies, medical supplies, and household goods.
- information / communication-related equipment such as sports shoes materials, ski surface materials, mechanical gears, electrical precision equipment gears, connectors, seals, automotive moldings, sealing materials, various tubes' hoses
- the plasticizer-containing polyamide resin composition of the present invention has low water absorption, excellent melt moldability, excellent moldability, no plasticizer bleeding, and excellent impact resistance. Hydrolysis resistance and hydrolysis Excellent physical property retention after treatment, and excellent chemical resistance.
- the plasticizer-containing polyamide resin composition of the present invention preferably has a tensile elongation at break of 90% or more, and more preferably about 100%.
- the plasticizer-containing polyamide resin composition of the present invention has low water absorption, chemical resistance, flexibility, hydrolysis resistance, high molecular weight, and a moldable temperature range of 50 or more, Furthermore, it is a resin composition with a wide range of 60 or more, excellent melt moldability, and no plasticizer bleedout, and is widely used as a molding material for industrial materials, industrial materials, household products, etc. can do.
- the present invention has a high molecular weight while being excellent in mechanical properties and chemical resistance by blending reinforcing fibers with polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T. Therefore, the difference between the melting point and the thermal decomposition temperature is large, the melt moldability is excellent, and the hydrolysis resistance, etc. is improved compared to conventional polyamides without impairing the low water absorption observed in linear polyoxide resins.
- the present invention also provides an excellent polyamide resin composition.
- the present invention is characterized in that a reinforcing fiber is blended with the polyamide resin PA 9 2 C or PA 9 2/62 T.
- a reinforcing fiber is blended with the polyamide resin PA 9 2 C or PA 9 2/62 T.
- examples thereof include inorganic fibers such as glass fibers, carbon fibers, metal fibers, and mineral fibers, and organic fibers such as polyamide fibers that are tougher than polyamide resins.
- the glass fiber is not particularly limited.
- the glass fiber diameter is not limited, but is preferably 5 to 15 m.
- the fiber length may be a short fiber or a long fiber depending on the application, but 5 to; L 2 O O O ⁇ m is preferable.
- the mixing ratio of the glass fiber is preferably 2 to 40 parts by mass, more preferably 2 to 38 parts by mass, and more preferably 3 to 35 parts by mass with respect to 100 parts by mass of the whole resin. If the amount of glass fiber is too small, the improvement in rigidity and creep resistance will be low, and there is a risk of poor bonding with tubes. On the other hand, when the amount of the glass fiber is increased, the fluidity of the composition is deteriorated, which may cause a short shot or the surface condition.
- the carbon fiber is not particularly limited, such as pitch-based or PAN-based, but PAN-based carbon fiber is preferable in terms of properties such as physical properties and conductivity.
- the carbon fiber diameter is not limited, but is preferably 5 to: I 5 m. Fine carbon fibers can also be used.
- the blending ratio of the carbon fibers is preferably 2 to 40 parts by weight, more preferably 2 to 38 parts by weight, and more preferably 3 to 35 parts by weight with respect to 100 parts by weight of the whole resin. If the amount of carbon fiber is small, the improvement in rigidity, creep resistance, and conductivity may be lowered, so 5 parts by mass or more is preferable. On the other hand, if the amount of carbon fiber exceeds 40 parts by mass, This is not preferable because the fluidity of the liquid becomes poor, which may cause a short shot or the surface condition.
- the polyamide resin used in the present invention has excellent mechanical strength, chemical resistance, low water absorption, hydrolysis resistance, and the like, and has a wide moldable temperature range and excellent melt moldability. Even when reinforcing fibers are blended, they are basically maintained as they are, and certain characteristics such as mechanical strength and heat resistance are significantly improved by blending the reinforcing fibers.
- the polyamide resin of the present invention has PA 92 C or PA 92/62 T force, but is mixed with other polyamide resin or other thermoplastic resin as long as the effects of the present invention are not impaired. It is also possible to do.
- Other polyamide resins or other thermoplastic resins that can be blended are as described above in 1.4.
- the polyamide resin and the reinforcing fiber are blended in advance, or the reinforcing fiber is put in the middle of the molding machine, injection, extrusion, hollow, press, roll, foaming Any known molding process that can be applied to the polyamide resin composition, such as vacuum, pressure, and stretching, can be used. By these molding processes, films, sheets, molded articles, fibers, and the like can be processed.
- Molded articles using the fiber-reinforced polyamide resin composition of the present invention are useful in various applications because of their excellent characteristics, and various molded articles in which molded articles of the polyamide resin composition have been conventionally used, Sheet, Fi Lum, pipes, tubes, monofilaments, fibers, containers, etc.
- Automotive parts, computers and related equipment, optical equipment parts, electrical-electronic equipment, information, communication equipment, precision equipment, civil engineering, building supplies, medical supplies, homes Can be used for a wide range of applications such as goods. In particular, because it is reinforced, it is useful for applications such as automobiles and electrical / electronic equipment.
- Fig. 1 schematically shows the structure of the fiber-reinforced polyamide resin composition.
- 1 is a polyamide resin and 2 is a reinforcing fiber.
- the present invention has a high molecular weight and a difference between the melting point and the thermal decomposition temperature by adding a conductivity-imparting agent to the polyamide resin PA 9 2 C or PA 9 2/62 T.
- a conductivity-imparting agent to the polyamide resin PA 9 2 C or PA 9 2/62 T.
- the conductivity-imparting agent used in the present invention is not particularly limited as long as it can be imparted with conductivity by being blended with polyamide resin.
- the conductivity imparting agent is not particularly limited as long as it can impart conductivity, and examples thereof include carbon black, carbon fiber, and metal fiber, and carbon black and carbon fiber are particularly preferably used.
- the carbon black that can be used in the present invention includes all carbon blacks that are generally used for imparting electrical conductivity.
- Preferred carbon blacks include acetylene black obtained by incomplete combustion of acetylene gas, Ketjen black, oil black, naphthenic black, thermal black, lamp black, channel black, roll black, disc black, etc. Power ⁇ It is not limited to these. Among these, acetylene black and furnace black (Ketjen black) are particularly preferably used.
- Carbon black is produced in various carbon powders with different characteristics such as particle size, surface area, DBP oil absorption, and ash content.
- the carbon black has no particular limitation, but preferably has a good chain structure and a high aggregation density.
- a large amount of carbon black is not preferable in terms of impact resistance, and from the viewpoint of obtaining excellent electrical conductivity with a smaller amount, the average particle size is preferably 50 nm or less, and 5 to 10 nm. More preferably, it is more preferably 10 to 7 O nm, and the surface area (BET method) is preferably 10 m 2 or more, and preferably 300 m 2 Zg or more.
- DBP Dynamic Hydrocarbonate
- Oil absorption is preferably 5 O ml Z l 0 0 0 g or more, more preferably 1 0 O ml Z 1 0 0 g, 3 0 0 ml Z 1 0 0 g
- the ash content is preferably 0.5% by weight or less, and more preferably 0.3% by weight or less.
- the DBP oil absorption here is a value measured by the method defined in ASTM D-2 4 14. Carbon black preferably has a volatile content of less than 1.0% by weight.
- the blending ratio of carbon black is preferably 2 to 50 parts by mass with respect to 100 parts by mass of the whole resin. If the blending ratio of the carbon black is less than 2 parts by mass, it is not preferable because sufficient conductivity cannot be obtained, and if the blending ratio exceeds 50 parts by mass, the melt viscosity is high and the fluidity is lowered, so that moldability is improved. Is not preferred because it is significantly impaired. 2 to 15 parts by mass are preferred.
- pitch-based and PAN-based carbon fibers are used without limitation, but PAN-based carbon fibers are more preferable in view of properties such as physical properties and conductivity.
- the carbon fiber length may be a short fiber as long as 100 O mm depending on the application, but the fiber length before kneading is preferably 0.1 to 12 mm, and preferably 1 to 8 mm. Is particularly preferred.
- the fiber diameter of the carbon fibers is preferably 5 to 15 but fine carbon fibers can also be used.
- the blending ratio of the carbon fibers is preferably 2 to 40 parts by mass with respect to 100 parts by mass of the whole resin. When the blending ratio exceeds 40 parts by mass, the rigidity is high and the impact resistance is inferior, and the smoothness of the surface of the molded product is poor and the slidability may be lowered.
- the blending ratio of carbon fiber is preferably 3 parts by mass or more, more preferably 5 parts by mass or more, and further preferably 7 parts by mass or more. Yes. If the blending ratio is low, the electrical conductivity is lowered and it is easy to be charged with static electricity.
- the conductivity required for the polyamide resin composition of the present invention may vary depending on the application, and is not particularly limited.
- the conductivity of polyamide resin is
- conductivity-imparting agent for example, it can be reduced to about 10 12 to 10 1 Q cm or less, but depending on the application, the properties and bands required for polyamide resin products It may be determined from the balance of the purpose of preventing electricity. In general, conductivity of about 10 3 to 10 6 Q cm is considered to be one preferable range.
- reinforcing fibers may be blended in the polyamide resin composition of the present invention.
- the reinforcing fiber to be blended is not particularly limited, and examples thereof include inorganic fibers such as glass fiber, carbon fiber, metal fiber, and mineral fiber, and organic fibers such as polyamide fiber that is tougher than polyamide resin.
- the effect of improving the physical properties such as the strength and creep resistance of the composition is remarkable by adding reinforcing fibers.
- Glass fiber and carbon fiber are particularly preferred.
- Use of carbon fiber has the effect of imparting antistatic performance. As for carbon fibers, those described above can be used.
- the glass fiber is not particularly limited.
- the glass fiber diameter is not limited, but is preferably 5 to 15 m.
- the fiber length may be short fiber or long fiber depending on the application, but 5 to 100 m is preferred.
- the polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resins or other thermoplastic resins should be mixed within a range not impairing the effects of the present invention. Is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described above in 1.4.
- the polyamide resin PA 92 C used in the present invention is preferably contained in an amount of 50% by mass or more of the resin component.
- additives may be added to the polyamide resin composition of the present invention as required (as described above).
- the polyamide resin and the conductivity-imparting agent are blended in advance, or the conductivity-imparting agent is introduced in the middle of the molding machine, injection, extrusion, hollow, All known molding methods that can be applied to polyamide resin compositions such as press, roll, foaming, vacuum / compressed air, stretching, etc. are possible, and they can be processed into films, sheets, molded products, fibers, etc. by these molding methods. Can do.
- Molded articles using the conductive polyamide resin composition of the present invention include various molded articles, sheets, films, pipes, tubes, monofilaments that have conventionally been used in molded polyamide resin compositions. Used in a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information / communication equipment, precision equipment, civil engineering / building supplies, medical supplies, household goods, etc. it can. Especially, cars Useful for applications such as electrical and electronic equipment.
- the conductive polyamide resin composition of the present invention has low water absorption
- the present invention uses a polyamide resin PA 9 2 C or PA 9 2 6 2 T, and has high mechanical strength, heat resistance, and barrier property against liquid or vapor, Compared with conventional nylon 6-based resin compositions, it has excellent water absorption, chemical resistance, hydrolysis resistance, etc., and is a polyamide resin system that uses 1,9-nonanediamine alone as a diminant component.
- the moldable temperature range is wider than that of the resin composition, and the melt moldability is excellent.
- a polyamide resin composition that can be produced is provided.
- the polyamide resin composition of the present invention contains a layered silicate dispersed in a polyamide resin P A 92 C or PA 92 2 62 T.
- Layered silicate is a component that imparts mechanical properties and heat resistance to a polymer material.
- the layered silicate is preferably one in which each layer maintains a distance of about 18 A or more and is uniformly dispersed when dispersed in the polyamide resin.
- Examples of the raw material of the layered silicate include a layered fluorosilicate mineral composed of a layer of magnesium silicate or aluminum silicate, that is, an aluminum silicate phyllosilicate or a magnesium silicate phyllosilicate. Can do. Specific examples include smectite clay minerals such as montmorillonite, saponite, bidelite, nontronite, hectrite, and stevensite, vermiculite, and halloysite. These may be natural or synthesized.
- the layered silicate is preferably pulverized using a mixer, a ball mill, a vibration mill, a pin mill, a jet mill, a beating machine, or the like, and has a desired shape and size in advance.
- Examples of the method for uniformly dispersing the layered silicate in the polyamide resin include the following methods.
- the raw material of the layered silicate is a multi-layered clay mineral
- the layered silicate is ionized with hydrochloric acid, etc., and there is a swelling agent such as 1,9-nonanediamine and 2-methyl-1,8-octanediamine.
- a polyamide raw material can be introduced between the layers, and the raw materials can be polymerized between the layers.
- a polymer compound may be used as a swelling agent, and the layers may be spread in advance to about 100 A or more, melted and mixed with the polyamide resin, and each layer may be dispersed in the polyamide resin.
- the amount of the layered silicate in the resin composition of the present invention is not particularly limited as long as the mechanical properties and heat resistance of the resin composition of the present invention are improved. Preferably, it is 0.05 to: 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass with respect to 100 parts by mass of the resin. .
- the ratio of the layered silicate decreases, the mechanical strength and heat resistance tend to be reduced.
- the ratio increases, the physical properties of the resin composition, particularly the fluidity and impact strength, tend to decrease.
- the layered silicate added as necessary in various polyamide resin compositions and products described below in this specification is the above-mentioned layered silicate.
- a part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired.
- polystyrene resin such as polyethylene glycol dimethacrylate copolymer
- polyamides such as polyamide, aromatic polyamido, aliphatic polyamido, alicyclic polyamido, etc.
- polymers other than polyamido such as thermoplastic polymers and elastomers. It is done.
- substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
- additives may be added to the polyamide resin composition of the present invention as necessary (as described above).
- the method for producing the resin composition of the present invention is not particularly limited as long as the layered silicate can be uniformly dispersed in the polyamide resin.
- the layered silicate is ionized with hydrochloric acid or the like, and a swelling agent such as 1, Add 9-nonanediamine and 2-methyl-1,8-octanediamine to widen the space between each layer of layered silicate beforehand.
- a polyamide raw material is introduced between the layers, and further The raw material can be polymerized between the layers.
- an organic compound may be used as a swelling agent, and the layers may be preliminarily spread to about 100 A or more and melt-mixed with the polyamide resin to disperse each layer in the polyamide resin.
- the polyamide resin composition of the present invention can be formed into a molded product by, for example, extrusion molding, blow molding, compression molding, injection molding or the like.
- Molded articles molded from the resin composition of the present invention are automobile parts, industrial materials, industrial materials, electrical and electronic parts, machine parts, office equipment parts, household goods, containers, sheets, films, fibers, and any other It can be a variety of molded products of application and shape. More specifically, tubes or hoses for automobile fuel piping, automobile raje overnight hoses, brake hoses, air conditioner hoses, wires covering materials, optical fiber covering materials, hoses, agricultural films, Lining, interior materials for buildings (wallpaper, etc.), films such as laminating steel sheets, sheets, automobile raje overnight tanks, chemical bottles, chemical tanks, bags, chemical containers, tanks such as gasoline tanks, tire tires Inner liner, tank valve
- the resin composition containing the polyamide resin and the layered silicate of the present invention has high mechanical strength, heat resistance, and liquid or vapor barrier properties, and compared with the conventional nylon 6-based resin composition. Excellent in low water absorption, chemical resistance, hydrolysis resistance, etc., and has a wider moldable temperature range than a polyamide resin-based resin composition that uses 1,9_nonanediamine alone as a diminant component. It is possible to produce a tough molded body that is excellent in moldability and can be increased in molecular weight.
- Parts used under harsh conditions such as power tools, general industrial parts, machine parts, electronic parts, automotive interior and exterior parts, engine room parts, automotive electrical parts, etc. have low water absorption, chemical resistance and resistance. In addition to being excellent in hydrolyzability and the like, high impact resistance is demanded (for example, Japanese Patent Application Laid-Open No. 2 0 00-1 2 9 1 2 2).
- the present invention has a high impact resistance by adding an impact modifier to the polyamide resin PA 9 2 C or PA 9 2/62 T, and the conventional nylon. Compared to Ron 6 and Nylon 66-based compositions, it is superior in low water absorption, chemical resistance, hydrolysis resistance, etc., and from a polyamide resin composition using 1,9-nonanediamine alone as a diminant component.
- the present invention provides a polyamide resin composition having a wide moldable temperature range and excellent melt moldability, and capable of producing a tough molded body capable of increasing the molecular weight.
- the impact modifier is a component that improves the impact resistance of the polyamide resin.
- the impact modifier is not particularly limited as long as it improves the impact resistance of the polyamide resin.
- an elastomer is used. Can be mentioned. It is preferable that the elastomer has a flexural modulus measured in accordance with AS TM D—790, which is not more than 500 MPa. If the flexural modulus exceeds this value, the impact improvement effect may be insufficient.
- Impact modifiers include: (Ethylene and Z or propylene) ⁇ ⁇ -olefin copolymers, (Ethylene and or propylene) ⁇ ( ⁇ ,) 8-Unsaturated carboxylic acids and soot or unsaturated carboxylic acids Ester) -based copolymers, ionomer polymers, aromatic vinyl compounds / conjugate compound-based block copolymers, and these can be used alone or in combination.
- the polymer is ethylene and / or ⁇ pyrene and 3 or more ash atoms ⁇ ⁇
- This is a polymer copolymerized with olefin, and olefins with one or more ash ⁇ 3 are as follows: propylene, 1-butene, 1-pentene, 1 hexene, 1-heptene, 1-octene, 1 , 1-decene, 1
- the above-mentioned (ethylene and / or propylene) ⁇ (;, 6-unsaturated power rubonic acid and Z or unsaturated carboxylic acid ester) copolymer is ethylene and Z or propylene and ⁇ ,; 8-unsaturated carbon
- a polymer obtained by copolymerizing an acid and ⁇ or an unsaturated carboxylic acid ester monomer, and j8 —unsaturated carboxylic acid monomer includes acrylic acid and maleic acid, ⁇ ,] 6-As unsaturated carboxylic acid ester monomers, these unsaturated carboxylic acid methyl ester, ethyl ester, propyl ester, butyl ester, pentyl ester, hexyl ester, heptyl ester, octyl ester, nonyl ester Decyl ester, etc., or a mixture thereof.
- the ionomer polymer mentioned above is one in which at least a part of carboxyl groups of olefin and a, iS-unsaturated rubonic acid copolymer are ionized by neutralization of metal ions.
- Ethylene is preferably used as the olefin, and acrylic acid and maleic acid are preferably used as the ⁇ , / 3_unsaturated carboxylic acid, but are limited to those exemplified here. Instead, an unsaturated carboxylic acid ester monomer may be copolymerized.
- the metal ions are alkali metals such as Li, Na, ⁇ , Mg, Ca, Sr, Ba, etc., earth metals, Al, Sn, Sb, Ti , M n, F e, N i, C u, Z n, C d etc. can be mentioned.
- An aromatic vinyl compound / conjugated gen compound block copolymer is a block copolymer comprising an aromatic vinyl compound polymer block and a conjugated gen polymer block force.
- a block copolymer having at least one coalescence block and at least one conjugate polymer block is used. Further, in the above block copolymer, the unsaturated bond in the conjugation polymer block may be hydrogenated.
- the aromatic vinyl compound polymer block is a polymer block mainly composed of structural units derived from an aromatic vinyl compound.
- aromatic vinyl compounds include styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, 2,4-dimethylstyrene, 2, 6-dimethylstyrene, vinyl Naphthenol, vinylanthracene, 4-propyl styrene, 4-cyclohexyl styrene, 4- dodecyl styrene, 2-ethyl benzyl styrene, 4- (butyl butyl) styrene, aromatic Vinyl compound polymer block is ⁇ *
- the aromatic vinyl compound-based polymer block may optionally have a structural unit composed of a small amount of other unsaturated monomer.
- Conjugated polymer block consists of 1, 3-bugen, black ⁇ prene, isoprene, 2, 3-dimethyl-1,3-buchen, 1 3 pentene, 4 1 methyl -1, 3 —
- conjugated gen compounds such as pen phenogen, 1, 3 — hexagen, etc.
- a hydrogenated aromatic vinyl compound conjugated gen block copolymer Some or all of the unsaturated bonds in the conjugated gen-based polymer block are saturated by hydrogenation. It is a bond.
- the distribution in the polymer block mainly composed of conjugated gen may be random, tapered, partially blocky, or any combination thereof.
- the molecular structure of the aromatic pinyl compound conjugated gen block copolymer and its hydrogenated product may be any of linear, branched, radial, or any combination thereof.
- the aromatic vinyl compound Z conjugated gen block copolymer and / or its hydrogen additive one aromatic vinyl compound polymer block and one conjugated gen polymer block are linear.
- One or more of these copolymers and their hydrogenated additives are preferably used.
- ethylene and / or propylene ⁇ ⁇ -olefin copolymers
- ethylene and ⁇ or propylene ⁇ (a, j3-unsaturated carboxylic acids and / or unsaturated carboxylic esters )
- block copolymer of a copolymer an ionomer polymer, an aromatic vinyl compound and a conjugation compound, a polymer modified with a carboxylic acid and / or a derivative thereof is preferably used. By modifying with such components, functional groups having affinity for the polyamide resin are included in the molecule.
- the amount of the impact modifier (B) is not particularly limited as long as the impact resistance of the polyamide resin (A) is improved.
- the polyamide resin The amount of the impact modifier (B) with respect to (A) 100 parts by mass is preferably 10 to 100 parts by mass.
- the amount of the impact modifier (B) decreases, the impact resistance does not improve.
- the impact modifier (B) increases, the effect of the wide moldable temperature range of the polyamide resin composition is not recognized.
- polyamide resin (A) to 100 parts by mass The amount of the impact modifier (B) is preferably 10 to 50 parts by mass, and more preferably 10 to 30 parts by mass.
- the polyamide resin composition of the present invention may further contain the following components as optional components in addition to the polyamide resin PA 9 2 C or PA 9 26 2 T and the impact modifier. .
- Polyamide resin P A 92 C or PA 92/62 T used in the present invention can be partially substituted with other polymer components as long as the effects of the present invention are not impaired.
- the other polymers are as described in 1.4 above.
- substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
- additives can be added to the polyamide resin composition of the present invention within a range not impairing the effects of the present invention (as described above, a copper-containing compound is preferable as the heat-resistant agent, Copper halides such as copper iodide and copper bromide are particularly preferred
- the amount of the same compound added is 10 to 10 as the copper content in the polyamide resin composition of the present invention.
- An addition amount of 0 ppm is preferable
- an alkyl halogen compound is further added as a heat-resistant auxiliary agent.
- a phenolic antioxidant can be added to the polyamide resin composition of the present invention.
- the antioxidant and the heat-resistant agent can be used in combination.
- phenolic oxidizers include: ⁇ Reethylene glycol • Bis [3— (3 — t-butyl-5-methyl-4-hydroxyphenyl) propionate ⁇ ⁇ ], 1, 6 — hexanediol 'bis [3 —
- Phosphorus antioxidant adjuvants include, for example, tris (2,4-di-tert-butylphenyl) phosphide, 2 _ [[2,4,8,10-tetrakis (1,1-dimethyl) Dibenzo [d, f] [1,3,2] dioxaphosphine 6-yl] oxy] ⁇ N, N-bis [2 _ [[2,4,8,1 0 Trakis (1, 1-dimethylethyl) dibenzo [d, f] [1,
- Zeo-based antioxidant adjuvants include 2,2-thiodiethylene bis [3— (3,5-di-t-butyl-4-hydroxyphenyl) pionate], tetrakis [methylene-13_ ( Dodecylthio) pionate] methane and the like.
- the method for adding the other polymer and the additive is not particularly limited as long as each of them can be dispersed in the polyamide resin, and at any point that does not impair the effect, Can be added to amide resins.
- the other polymer and additive can be added immediately after the post polycondensation step of the polyamide resin.
- the production method of the polyamide resin composition of the present invention is not particularly limited, and the polyamide resin (A) and the impact modifier (B) are melt-kneaded by a single-screw, twin-screw or multi-screw extruder.
- other kneaders can be used.
- the above other polymers and additives may be added during the melt kneading of the polyamide resin (A) and the impact modifier (B).
- the polyamide resin composition of the present invention can be molded into various shaped bodies by known molding methods such as injection molding, extrusion molding, blow molding, vacuum molding, press molding and the like. Especially in the fields of injection molding and blow molding It is for.
- the polyamide resin preferably forms a matrix phase.
- the heat resistance and mechanical properties are excellent.
- the polyamide resin forms a discontinuous phase the mechanical properties and heat resistance of the resulting resin composition tend to be low. is there.
- the polyamide resin composition of the present invention has a wide moldable temperature range.
- automobile-related parts in particular, interior / exterior parts, engine room parts, automobile electrical parts, etc., and electrical / electronic parts / power tools.
- machine parts such as industrial parts, gears and cams.
- the polyamide resin composition of the present invention is not particularly limited.
- a gear, a cam, a slider, a lever, an arm, a clutch, a felt clutch, an idler gear, a pulley, a mouth ring, a roller, a key for example, a gear, a cam, a slider, a lever, an arm, a clutch, a felt clutch, an idler gear, a pulley, a mouth ring, a roller, a key.
- Mechanical parts such as stems, key cups, shutters, reels, shafts, joints, shafts, bearings and guides, outsert molded resin parts, insert molded resin parts, chassis, tray , Side plates, printers and parts for office automation equipment represented by copiers, video tape recorders, digital video cameras, cameras and cameras or video represented by digital cameras Equipment parts, cassette player, CD player, music player such as DVD player, CD—ROM, CD-R, DVD-R ⁇ M, optical disk drive such as DVD—R, other optical disk drives, Automotive parts such as gasoline tanks, fuel pump modules, valves, gasoline tank flanges, etc., door parts such as door locks, door handles, window regulators, and grills.
- Suitable for seat belt peripheral parts such as parts, slip belts for seat belts and press potan.
- it can be suitably used as industrial parts such as toys, fasteners, chains, conveyors, buckles, sports equipment, vending machines, furniture, musical instruments, and housing equipment.
- the polyamide resin composition comprising the polyamide resin of the present invention and an impact modifier has high impact resistance and is low compared to conventional nylon 6 and nylon 66 compositions. Excellent water absorption, chemical resistance, hydrolysis resistance, etc., and has a wider moldable temperature range and excellent melt moldability than a polyamide resin composition using 1,9-nonanediamine alone as a diminant component. Furthermore, it is possible to produce a tough molded body capable of increasing the molecular weight.
- the moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature is low water absorption.
- any one that can be used as a heat-resistance improving agent for polyamide can be used, and organic or inorganic heat-resistant agents can be used according to the purpose.
- Examples of the organic heat-resistant dragon of the heat-resistant agent used in the present invention include hindered phenol-based, hindered dominated-based, phosphorus-based, sulfur-based, benzotriazole-based, and the like. Screw [2-[3-
- inorganic heat-resistant agent used in the present invention is a metal compound (salt) belonging to Group I transition series elements, such as halides, sulfates, and acetates of this metal.
- Salt a metal compound belonging to Group I transition series elements, such as halides, sulfates, and acetates of this metal.
- Salicylate nicochi ⁇
- the amount of the heat-resistant agent used in the present invention is preferably in the range of 0.01 to 3.0 parts by mass, more preferably 0 to 100 parts by mass of the polyamide resin used in the present invention. Within the range of 0 1 to 2.0 parts by mass.
- the blending amount is 0.01 parts by mass or more, the effect of improving heat resistance is particularly good.
- the blending amount is 3.0 parts by mass or less, the heat-resisting agent-containing resin composition and the molded product formed therefrom are used. The effect of adding a heat-resistant agent can be sufficiently obtained while avoiding the occurrence of coloring and bubbling.
- various additives can be combined as needed in addition to the polyamide resin and the heat-resistant agent, and these can be combined during or after the polyamide polycondensation reaction ( As mentioned above) .
- the present invention also provides a molded article formed from the heat-resisting agent-containing resin composition of the present invention described above.
- Molding methods from resin compositions containing heat-resistant agents into molded products include injection, extrusion, hollow, press, roll, foaming, vacuum * pressure All known molding methods applicable to polyamide such as empty and stretched can be used, and by these molding methods, a molded product such as a film, a sheet, a molded product, and a fiber can be processed.
- predetermined amounts of polyamide resin, heat-resistant agent and various additives used as needed are mixed into a low-speed rotary mixer such as a V-type renderer or tumbler or a high-speed rotary mixer such as a Henschel mixer. After mixing in advance, a method of directly molding a molded product using an injection molding machine or an extrusion molding machine can be applied.
- a low-speed rotary mixer such as a V-type renderer or tumbler
- a high-speed rotary mixer such as a Henschel mixer.
- Molded articles obtained by the present invention are molded articles such as various extruded molded articles, various injection molded articles, sheets, films, pipes, tubes, monofilaments, fibers, containers, etc. for which polyamide molded articles have been conventionally used. It can be used for a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information / communication equipment, precision equipment, civil engineering / building supplies, medical supplies, and household goods. It can be suitably used for various automotive parts and electrical / electronic parts that require heat resistance.
- the heat-resistant agent-containing resin composition of the present invention has low water absorption, it has a wide moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature, and is excellent in melt moldability, excellent in chemical resistance and hydrolysis resistance. Furthermore, because of its excellent heat resistance, it is widely used as a molding material for industrial materials, industrial materials, household products, etc., especially for various automotive parts, electrical and electronic parts that require heat resistance. can do.
- the present invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T in combination with a release agent, so that the melting point and the thermal decomposition temperature are reduced while having low water absorption
- the temperature range that can be estimated from the difference in temperature is as wide as 50 or more, for example, excellent in melt moldability, excellent in chemical resistance and hydrolysis resistance, and good sliding property between the mold and the molded product during molding and / or short.
- a polyamide resin composition capable of achieving molding time.
- the mold release agent used in the present invention imparts excellent moldability to the polyamide resin, in particular, good slippage between the mold and the molded product during molding, and no or short molding time.
- mold release agents include polyalkylene glycol end-modified products, phosphate esters or phosphite esters, higher fatty acid monoesters, higher fatty acids or metal salts thereof, ethylene bisamide compounds, and low molecular weight polyethylene. And compounds such as magnesium silicate and substituted benzylidene sorbitols. These can be used alone or in combination of two or more.
- the compounding amount of the release agent is within the range of 0.001 to 5 parts by mass, and further 0.05 to 3 parts by mass with respect to 100 parts by mass of the above-mentioned polyamide resin used in the present invention. Is preferred.
- the blending amount is 0.01 part by mass or more, and further 0.05 part by mass or more, the moldability improving effect is particularly good, and when it is 5 parts by mass or less, and further 3 parts by mass or less, the moldability While the improvement effect can be obtained sufficiently, the physical properties of the molded product are unlikely to deteriorate.
- polyalkylene glycol end-modified products examples include polyethylene glycol end-modified products, and polypropylene glycol. And the like.
- the terminal modification is preferably performed with an amino group, a carboxy group or a methyl group. As a more specific example, the following formula:
- X represents NH 2 , or COOH, or H
- R represents a linear or branched alkylene group having 1 to 10 carbon atoms
- n represents 4 to 1 200 Number
- X represents NH 2 , CO OH, or H
- R represents a linear or branched alkylene group having 1 to 10 carbon atoms
- n is a number from 1 to 20 0.
- the blending amount of the terminal modified product of polyalkylene glycol is preferably 0.001 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin.
- the blended amount of the terminal modified product of polyalkylene glycol is not less than 0.01 part by mass, the effect of shortening the molding time by shortening the cooling time during molding is particularly good.
- the blending amount exceeds 5 parts by mass, the effect of shortening the molding time is not greatly improved, but the mechanical properties of the molded product tend to be lowered.
- phosphate esters examples include the following formula:
- n 1 or 2
- R is an alkyl group having 1 to 10 carbon atoms
- R includes an ethyl group, Examples thereof include a butyl group, an octyl group, and an ethylhexyl group.
- phosphites examples include the following formula:
- R is hydrogen, or an alkyl group having 10 to 25 carbon atoms, more preferably 12 to 20 carbon atoms, or a phenyl group, or a part of these groups is substituted with a hydrocarbon group. Represents a group
- R includes an decyl group, a lauryl group, a tridecyl group, a stearyl group, an aryl group such as an oleyl group; an aromatic group such as a phenyl group or a biphenyl group; an ethyl group, a propyl group, a t-butyl group, or a nonyl group.
- An aromatic group having a substituent such as
- phosphoric esters and phosphites include di (2-ethylhexyl) phosphate, tridecyl phosphite, tris (tridecyl) phosphite, tristearyl phosphate.
- Aliphatic phosphites such as salmon and aromatic phosphites such as aliphatic phosphite esters, triphenyl phosphites, and diphenyl monodecyl phosphites.
- the blending amount of the phosphoric acid ester and the phosphorous acid ester is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin. .
- the above-mentioned blending amount of phosphoric acid ester and phosphorous acid ester is not less than 0.1 part by mass, the slippage between the mold and the molded product during molding is particularly good and the molding cycle time is reduced. The shortening effect is particularly good.
- the blending amount is 5 parts by mass or less, the compatibility between the phosphoric acid ester and the phosphorous acid ester and the polyamide resin is good, and the occurrence of silver (silver mark) on the surface of the molding or the molding Mechanical properties are unlikely to deteriorate.
- Preferred higher fatty acid monoesters include the following formula: RCO— O— R 2
- R 1 and R 2 each independently represents an alkyl group having 8 to 32 carbon atoms, preferably 10 to 30 carbon atoms
- an ester compound of a higher fatty acid and a higher aliphatic monohydric alcohol can be used.
- R 1 and R 2 in the above formula include aliphatic groups such as a decyl group, a lauryl group, a ridylyl group, a stearyl group, and an oleyl group.
- Examples of the higher fatty acid include myristic acid, palmitic acid, behenic acid, oleic acid, and aragic acid.
- Examples of higher aliphatic alcohols include myristyl alcohol, behenyl alcohol, oleyl alcohol, stearyl alcohol, and hexyldecyl alcohol.
- higher fatty acid monoesters include higher fatty acid monoalkyl esters such as myristyl myristate, stearyl stearate, behenyl behenate, oleyl oleate, myristate. Hexyldecyl and the like can be mentioned.
- the blending amount of the higher fatty acid monoesters is preferably from 0.01 to 5 parts by weight, more preferably from 0.05 to 3 parts by weight, based on 100 parts by weight of the polyamide resin.
- the amount of the higher fatty acid monoester is 0.01 part by mass or more, the slip property between the mold and the molded product during molding is particularly good.
- the amount is 5 parts by mass or less, the higher fatty acid monoester
- the compatibility between the resin and the polyamide resin is good, and it is difficult for silver to form on the surface of the molded product and to reduce the mechanical properties of the molded product.
- preferred higher fatty acids or salts thereof include:
- n 9 to 25, preferably 11 to 20 and X represents H or a metal of Groups 1 to 1 II of the Periodic Table
- higher fatty acids examples include stearic acid, palmitic acid, oleic acid, aragidic acid, and behenic acid.
- higher fatty acid metal salts include zinc stearate, lithium stearate, calcium stearate, and aluminum palmitate.
- the compounding amount of the higher fatty acid and its metal salt is polyamide resin. 0.01-5 mass parts is preferable with respect to mass parts, and 0.05-5 mass parts is more preferable.
- the slip property between the mold and the molded product at the time of molding is particularly good. Good compatibility between the esters and the polyamide resin, and it is difficult for silver to form on the surface of the molded product and mechanical properties of the molded product, especially elongation at break at break and impact strength.
- Examples of preferred ethylene bisamide compounds include the following formula: CH 3 (CH 2 ) m CONH (CH 2 ) 2 NH C 0 (CH 2 ) n CH 3 (wherein m and n are each independently 9 to 2 5, preferably a number between 10 and 20)
- ethylene bisamide compound More specific examples of the ethylene bisamide compound include ethylene bisstearyl amide and ethylene bispalmityl amide.
- the blending amount of the ethylene bisamide compound is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin.
- the blending amount of the ethylene bisamide compound is not less than 0.01 parts by mass, the slip property between the mold and the molded product during molding is particularly good.
- the amount exceeds 5 parts by mass molding While the time shortening effect is not greatly improved, the surface appearance and mechanical properties of the molded product tend to decrease.
- Preferable low molecular weight polyethylene includes those having a molecular weight in the range of 500 to 500, more preferably those having a molecular weight in the range of 100 to 300.
- the blending amount of the low molecular weight polyethylene is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin.
- the blending amount of the low molecular weight polyethylene is not less than 0.01 part by mass, the slip property between the mold and the molded product during molding is particularly good.
- the blending amount is 5 parts by mass or less, the compatibility between the low molecular weight polyethylene and the polyamide resin is good, and the occurrence of silver on the surface of the molding and the deterioration of the mechanical properties of the molding are unlikely to occur. .
- Examples of preferable magnesium silicate include those having an average particle diameter of 1 to 1 O ⁇ m. When the average particle size is 1 m or more, white unevenness on the surface of the molded product hardly occurs. When the average particle size is ⁇ ⁇ ⁇ or less, the mechanical properties of the molded product, in particular, the elongation at break and the impact strength. Is difficult to decrease. For the purpose of improving the adhesion to the polyamide resin, surface treatment with magnesium silicate may be performed on magnesium silicate.
- the compounding amount of magnesium silicate is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin.
- the above-mentioned amount of magnesium silicate is not less than 0.01 parts by mass, the effect of improving the moldability is particularly good.
- the blending amount is 5 parts by mass or less, the mechanical properties of the molded product, particularly elongation at break at break and impact strength are hardly lowered.
- Examples of preferable substituted benzylidene sorbitols include substituted benzylidene sorbitols synthesized by dehydration condensation of sorbitol and substituted benzaldehyde under an acid catalyst. Replacement vanes The condensation ratio of aldehyde to sorbitol is preferably 1 mol or 2 mol per 1 mol of sorbitol. Therefore, these substituted benzylidene sorbitols have the following formula:
- R 1 represents H, a hydroxyl group, a halogen, or an alkyl group having 1 to 20 carbon atoms
- scales 2 and 3 each independently represent H, a hydroxyl group, a halogen, or an alkyl group having 1 to 20 carbon atoms
- substituted benzylidene sorbitols include 1, 3-benzylidene sorbitol, 1, 3, 2, 4, dibenzylidene sorbitol, 1, 3-mono (p-hydroxybenzylidene) sorbitol, 1, 3, 2, 4 — Di (p — Hydroxy. Benzylidene) sorbitol, 1, 3 — Mono (p — Black benzylidene) sorbitol, 1, 3, 2, 4 — Di (p — Black mouth benzylidene) Sorbitol, 1, 3-Mono (m_2 ⁇ benzylidene) sorbitol, 1, 3, 2
- the amount of the substituted benzylidene sorbitols is preferably 0.001 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin.
- o ⁇ 3 3 ⁇ 4 part is more preferable.
- Substituted benzylidene sorbitols When the above compounding amount is 0.01 parts by mass or more, the effect of shortening the molding time by shortening the cooling time during molding is particularly good. If the blending amount exceeds 5 parts by mass, the effect of shortening the molding time is not greatly improved.
- the polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T.
- other polyamide resins or other thermoplastic resins can be used as long as the effects of the present invention are not impaired.
- polyamide resins or other thermoplastic resins that can be blended 1.
- additives can be added to the polyamide resin composition of the present invention as required (as described above).
- the layered silicic acid optionally added may be a component that imparts excellent mechanical properties and heat resistance to the pad resin.
- the layered silicate and its addition method are as described above.
- the amount of the layered silicate is not particularly limited as long as the effect of improving the mechanical strength and heat resistance is obtained. Preferably, it is 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass relative to 100 parts by mass of the amide resin. .
- the proportion of layered silicate is lowered, the improvement in mechanical strength and heat resistance tends to be reduced.
- the proportion is increased, the fluidity of the resin composition and the physical properties of the obtained molded product, particularly the impact strength is lowered. Tend.
- the present invention also provides a molded article formed from the above-described polyamide resin composition of the present invention.
- a molding method from the polyamide resin composition to the molded product all known molding processing methods applicable to the polyamide such as injection, extrusion, hollow, press, roll, foaming, vacuum 'vacuum, drawing, etc. can be used. Yes, by these molding methods, it can be processed into molded products such as films, sheets, molded products, and fibers.
- a predetermined amount of a polyamide resin, a release agent and various additives to be used as needed is mixed with a high-speed rotary mixer such as a V-type renderer or a tumbler or a Henschel mixer. It is possible to apply a method of directly molding a molded article using an injection molding machine or an extrusion molding machine after mixing in advance using a machine.
- Molded articles obtained by the present invention are molded articles such as various extruded molded articles, various injection molded articles, sheets, films, pipes, tubes, monofilaments, fibers, containers, etc. for which polyamide molded articles have been conventionally used. It can be suitably used for a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information, communication equipment, precision equipment, civil engineering, building supplies, medical supplies, and household goods.
- the polyamide resin composition of the present invention has a wide moldable temperature range that can be estimated from the difference between the melting point and the thermal decomposition temperature while having low water absorption, and melt moldability. Excellent in chemical resistance and hydrolysis resistance, as well as good slip between the mold and the molded product and Z or short molding time at the time of molding, so it can mold industrial materials, industrial materials, household products, etc. Can be used widely as a material.
- Crystalline polyamides are preferably crystallized sufficiently to exhibit their properties, but crystalline polyamides such as Nylon 6 and Nylon 6 6 generally have a low crystallization rate and are molded. Depending on the conditions, there is a problem that the crystallization of the polyamide during molding is insufficient, the crystallization of the polyamide occurs after molding, and the dimensional stability is poor. Therefore, there is a need for a polyamide resin having a high crystallization rate and excellent dimensional stability even when molded under various molding conditions, and a molded body produced using the polyamide resin.
- the present invention has less warpage and superior dimensional stability, chemical resistance and water resistance compared to injection molding materials such as nylon 6. It is an injection molding material with excellent decomposability, and has a wider moldable temperature range and better melt moldability than materials using 1,9-nonanediamine alone as the jamin component, and has a higher molecular weight. Provided is an injection molding material capable of producing a tough and strong injection molded body.
- injection molding material refers to the production of an injection molded body. Means a material to do.
- the injection molding material of the present invention may further contain the following components as optional components in addition to the polyamide resin P A 92 2 C or P A 9 26 2 T.
- polyamide resins P A 92 C and P A 92/62 T used in the present invention can be partially substituted with other polymer components as long as the effects of the present invention are not impaired.
- Other polymer components are as described above in 1.4.
- other polyamides such as polyoxides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, etc.
- polymers other than polyamides such as thermoplastic polymers and elastomers can be mentioned.
- substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
- injection molding material (polyamide resin composition) of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
- the injection molding material of the present invention can produce an injection molded article with less warpage and excellent dimensional stability with only the above-mentioned polyamide resin. However, in applications where high-precision dimensional stability is required.
- the injection molding material of the present invention can further contain a layered silicate.
- the injection molding material of the present invention can improve the rigidity, weather resistance, Z or heat resistance, and barrier properties against liquids or vapors.
- the layered silicate and its addition method are as described above.
- the amount of the layered silicate is not particularly limited as long as the effect of the layered silicate is exhibited, but is preferably 0 with respect to 100 parts by mass of the polyamide resin. It is 0.5 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. If the ratio of layered silicate is low, the effect of layered silicate will not be exhibited, and if the ratio is high, the melt viscosity will be extremely high, resulting in deterioration of molding processability and impact resistance. Tend to.
- the injection-molded body of the present invention can be produced by molding an injection molding material in combination with not only injection molding but also extrusion molding, blow molding, compression molding, injection molding, and the like.
- the injection molded body is not particularly limited, but is a molded body that is required to have low warpage and excellent dimensional stability, for example, a component having a complicated shape, for example, an oil tank for a two-wheeled or four-wheeled vehicle, an intake system. Examples of components suitable for the manufacture of parts, and their integrated parts, electrical component cases, and other containers.
- the injection-molded body includes a welding and joining member.
- the injection-molded body includes, for example, intake system parts such as an automobile interior hold for which high strength and durability are required, a cylinder head cover, an interior joint 2 Intake system module parts integrating hold and air cleaner, cooling system parts such as water inlet and water outlet, fuel system parts such as fuel injection and fuel delivery pipes, Oy Containers such as water tanks and electrical component cases such as switches.
- the injection molding material of the present invention is an injection molding material with less warpage, superior dimensional stability, excellent chemical resistance and hydrolysis resistance compared to injection molding materials such as Nylon 6. Compared to materials using 1,9-nonanediamine as a component, it is possible to produce a tough molded body with a wider moldable temperature range and better melt moldability, and further capable of higher molecular weight.
- Crystalline polyamides are widely used as materials for hollow molded parts such as bottles, tanks, air ducts and hollow pipes because of their excellent characteristics and ease of melt molding (for example, 3 — 2 4 1 5 5)), however, on the other hand, problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water have also been pointed out. There is a growing demand for excellent polyamides.
- the present invention uses PA 9 2 C or PA 9 2/62 T so that it has the same hollow moldability as compared with the conventional hollow molded parts using Nylon 6. It has low water absorption, chemical resistance, hydrolysis resistance, etc., and has a wider moldable temperature range than a hollow molded part that uses 1,9-nonanediamine alone as a diminant component. In addition, it provides high-molecular-weight and tough hollow molded parts.
- the hollow molded part of the present invention is produced using a polyamide resin (A) and preferably a layered silicate (B).
- hollow molded part means a part manufactured by hollow molding.
- Hollow molding includes rotational molding, slush molding, sheet blow molding, injection blow molding, etc. Be turned.
- the hollow molded part of the present invention is a part or product molded by hollow molding, for example, various tanks such as fuel tanks, for example, gasoline tanks, oil tanks, other tanks, agricultural chemical bottles, and drinking water bottles. It can be used for various machines such as air ducts, internal clearances and automobiles, as well as automobile intake / exhaust parts, air boilers, fenders, bumpers, etc. Hollow molded parts include fuel delivery pipes, throttle bodies, resonators, air cleaner boxes, suspension boots, air cleaners, air cleaners, resonance evenings, fuel rails, hose joints. Can be mentioned.
- the hollow molded part of the present invention is characterized by using PA 9 2 C or PA 9 2/62 T, and it is preferable that the layered silicate further contains a layered silicate. It is a component that imparts viscosity when manufacturing molded parts.
- the layered silicate and its addition method are as described above.
- the amount of the layered silicate is not particularly limited as long as the effect of the layered silicate is exhibited, but is preferably from 0.05 to 100 parts by mass of the polyamide resin. It is 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass.
- the proportion of layered silicate is low, the effect of layered silicate is not exhibited, and when the proportion is high, the melt viscosity becomes extremely high and the moldability tends to deteriorate or the impact resistance tends to decrease. . (4) Other polymers
- a part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired.
- other polymer components described above in 1.4 include, for example, other polyamides such as polyoxamides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, and the like. Examples thereof include polymers other than glass, for example, thermoplastic polymers and elastomers.
- substitution ratio by the other polymer is not particularly limited as long as the effect of the present invention is not impaired, but is preferably less than 50% by mass, more preferably 30% by mass or less. is there.
- hollow molded part of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
- Fig. 2 shows a cross-sectional view of a fuel tank as an example of a hollow molded product.
- the hollow molded part of the present invention has equivalent hollow moldability compared to the conventional hollow molded part using Nylon 6, and has low water absorption, chemical resistance, hydrolysis resistance, etc. It is a hollow molded part that is superior and has a wider moldable temperature range and better melt moldability than a hollow molded part that uses 1,9-nonanediamine alone as the jam component, and is tough with a high molecular weight.
- Polyamide resins are widely used as fibers for clothing and industrial materials because of their excellent properties and ease of melt molding. Particularly in the case of filament cocoons, good physical strength and elongation are required. Ma In addition, these polyamide resins have been pointed out to have problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water. Polyamide resins with superior dimensional stability and chemical resistance are also pointed out. The demand for is increasing.
- polyamide resin composition for filaments examples include, for example, JP-A-3 1 8 1 3 6 4, Polyamide resin (A) 100 parts by weight and layered silicate (B) 0.0 5 to 3
- a polyamide resin composition for filaments comprising 0 part by weight has been proposed.
- this technique has a problem that it is difficult to achieve both low water absorption, chemical resistance, hydrolysis resistance, molding processability, physical strength and elongation.
- the present invention uses a polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T, is excellent in mechanical strength and elongation, and has low water absorption while being melted.
- a high molecular weight can be obtained by polymerization, and a moldable temperature range that is estimated from the difference between the melting point and the thermal decomposition temperature is wide, and it has excellent melt moldability, and provides a film with excellent chemical resistance and hydrolysis resistance.
- the polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resins or other thermoplastic resins should be mixed within a range not impairing the effects of the present invention. Is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described in 1.4 above.
- a layered silicate As the reinforcing agent, for example, a layered silicate can be preferably used.
- the layered silicate imparts excellent mechanical strength obtained by good rigidity, high elasticity, high pulling force, etc., and excellent texture without impairing the elongation of the filament of the present invention. Can do.
- the layered silicate and its addition method are as described above.
- the amount of the layered silicate is not particularly limited as long as the effect of improving mechanical strength and texture is obtained, but with respect to 100 parts by mass of the polyamide resin used in the present invention.
- the amount is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass.
- the ratio of the layered silicate is lowered, the improvement effect tends to be reduced.
- the ratio is increased, the fluidity of the resin composition and the physical properties of the obtained molded product, particularly, the impact strength tends to be lowered.
- the filament of the present invention can be used as various monofilaments and multifilaments, and can be used for brush prestle, fishing line, hook-and-loop fasteners, tire cords, clothing filaments, artificial turf. And carpets, seats for automobile seats, fishnets, ropes, sills, thread for filters, filaments for lawn mowers, toothbrushes, and floor mats for automobiles.
- the method for forming the filament of the present invention is not limited to these methods.
- the raw material composition containing a polyamide resin is melted with a melt extruder such as a single screw, and the discharge amount is set. It can be produced by extruding the melt from a spinneret through a gear pump that is controlled quantitatively, and taking it out at a predetermined take-up speed while cooling with air or water.
- the filament thus obtained may be further stretched at various magnifications depending on the application. Also, melt spinning and drawing May be performed simultaneously.
- the filament may be monofilament or multifilament, and may be twisted or untwisted.
- the filament cross-section may be circular, or it may be an irregular cross-section such as a hollow or star shape.
- the present invention has excellent barrier properties against liquids, vapors and Z or gas, and particularly excellent in gas barrier properties under high humidity. It is possible to increase the molecular weight by melt polymerization while having low water absorption, and the moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature is as wide as, for example, 50 or more, and it has excellent melt moldability. It was found that a polyamide film excellent in heat resistance and hydrolysis resistance can be obtained.
- the polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resin or other thermoplastic resin is mixed within a range not impairing the effects of the present invention. It is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described in 1.4 above.
- various additives can be combined as needed in addition to the above-mentioned polyamide resin, and these can be combined during or after the polyamide polycondensation reaction ( As mentioned above) .
- the layered silicate and its addition method are as described above.
- the amount of the layered silicate is not particularly limited as long as the effect of improving the mechanical strength, heat resistance, and barrier properties is obtained, but with respect to 100 parts by mass of the polyamide resin used in the present invention.
- the amount is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass.
- the ratio of the layered silicate decreases, the improvement effect tends to decrease.
- the ratio increases, the fluidity of the resin composition and the physical properties of the obtained molded product, particularly the impact strength, tend to decrease. is there.
- the polyamide film of the present invention may be a stretched film or an unstretched film, and can be molded using any molding method known in the field of polyamide films.
- a predetermined amount of polyamide resin and various other components used as necessary are melt-kneaded with an extruder, the kneaded product is extruded into a film form from a T die, and a casting roll surface
- An unstretched film can be formed by applying a T-die method in which the film cast above is cooled or a tubular method in which the kneaded product is extruded from a ring die into a cylindrical shape and then air-cooled or water-cooled.
- the stretched film can be formed by a method of stretching the unstretched film uniaxially or biaxially and heat-setting as necessary below the melting point of the polymer constituting the unstretched film.
- the polyamide film of the present invention is one layer of a multilayer film. You may use as what comprises the above.
- the layers other than the polyimide film of the present invention include, for example, polyolefin films made of low density polyethylene, high density polyethylene, polypropylene, and the like, polyester films, copolymers made of ethylene-vinyl acetate copolymer, and the like. Polymer film, ionomer resin film, etc. can be used according to the purpose.
- the laminated film can be formed using a known method such as an adhesion method or a coextrusion method.
- the bonding method the polyimide film of the present invention and one or more other films may be bonded with an adhesive.
- the co-extrusion method the raw material polymer melts of the polyamide film of the present invention and one or more other films are melt-coextruded from a multilayer die through an adhesive resin as necessary. That's fine.
- the polyamide film of the present invention can be suitably used for applications such as industrial materials, industrial materials, and household goods, and more specifically for food packaging, particularly for applications where the contents are liquid, such as for retort. It can also be used to impart antifungal effects.
- the polyamide film of the present invention has an excellent barrier property against liquids, vapors, Z or gas, and has a low water absorption, but can be made to have a high molecular weight by melt polymerization, and from the difference between the melting point and the thermal decomposition temperature.
- Barrier film used in applications such as industrial materials, industrial materials, and household goods, such as food packaging, because it has a wide range of moldable temperatures, excellent melt moldability, and excellent chemical and hydrolysis resistance. Can be used widely.
- polyamide resin is applied to metal substrates. Adhesion is required. In addition, problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water have been pointed out in these polyamide resins. Polyamide resins with superior dimensional stability and chemical resistance are also pointed out. There is a growing demand for
- a technique for providing a polyamide resin excellent in adhesion to a metal substrate is disclosed in, for example, Japanese Patent Application Laid-Open No. 2000-034 265.
- this technology there are problems that water absorption of the polyamide resin tends to cause changes in physical properties, generation of wrinkles on the metal base material, and deterioration in adhesion between the metal base material and the metal coating material during long-term use.
- the metal coating material of the present invention When the metal coating material of the present invention is formed on a metal substrate without using a primer, for example, the metal coating material preferably further contains an adhesion improver.
- an adhesion improver conventionally known ones can be used, and examples thereof include thermoplastic elastomers, particularly epoxidized styrene elastomers, modified polyolefins, and silane coupling agents.
- conjugation compound examples include butadiene, iso
- the molecular structure of the block copolymer is preferably linear.
- the styrenic compound (A) and the conjugated diene compound (B) may have a structure such as A_B—A, B_A—B_A, A—B_A_B—A, or the like.
- a monoconjugated gen compound block copolymer is preferred.
- the block copolymer may have a multifunctional coupling agent residue at the molecular end.
- the manufacturing method of the block copolymer may be any manufacturing method as long as the block copolymer having the above-described structure is obtained.
- Japanese Patent Publication No. 4 0-2 3 7 9 8 Japanese Patent Publication No. 4 3-1 7 9 7 9, Japanese Patent Publication No. 4 6-3 2 4 1 5, Japanese Patent Publication No. 5 6-2 8 9 2 5
- Japanese Patent Publication No. 4 0-2 3 7 9 8 Japanese Patent Publication No. 4 3-1 7 9 7 9, Japanese Patent Publication No. 4 6-3 2 4 1 5, Japanese Patent Publication No. 5 6-2 8 9 2 5
- the method described in 1) it is possible to produce a styrene compound monoconjugate compound block copolymer in an inert solvent using a lithium catalyst or the like.
- Japanese Patent Publication No. 4 2-87 0 4 Japanese Examined Publication No. 4 3-6 6 3 6, or Japanese Patent Publication No.
- the Hyde port Paokisai earths peroxide Hydrogen evening one shear Ribuchiru Hachii Doropa one Okisai de, cumene Hachii de port C 0 one Okisai de like.
- “peracids” include performic acid, peracetic acid, perbenzoic acid, trifluoroperacetic acid, and the like. Of these, peracetic acid is preferred because it is industrially produced in large quantities, can be obtained at low cost, and has high stability.
- the amount of epoxidizing agent used is not strictly limited and can be changed depending on the individual epoxidizing agent used, the desired degree of epoxidation, and the properties of the individual block copolymers used.
- a catalyst as necessary in the conversion.
- an alkali such as sodium carbonate or an acid such as sulfuric acid can be used as a catalyst.
- Catalytic effect can be obtained by using in combination with each of sodium butylhydroxide.
- peracetic acid is preferably 0 to 70. This is because decomposition of peracetic acid occurs when it exceeds 7 O t :. No special operation of the reaction mixture is required, for example, the raw material mixture may be stirred for 2 to 10 hours.
- the reaction temperature of the epoxidation can be changed according to the reactivity of the epoxidizing agent used according to a conventional method.
- Isolation of the epoxidized styrenic thermoplastic elastomer obtained is, for example, by precipitation with a poor solvent, epoxidized styrenic thermoplastic elastomer is poured into hot water with stirring, and the solvent is distilled off. It can be carried out by a method, a method in which the solvent is directly dried by heating and / or depressurization. Moreover, when it finally uses in a solution form, it can also be used without isolation.
- the blending amount of the epoxidized styrenic thermoplastic elastomer is preferably 3 to 30 parts by weight, more preferably 3 to 28 parts by weight, and 3 to 25 parts by weight with respect to 100 parts by weight of the polyamide resin. Part is particularly preferred.
- the amount is 3 parts by mass or more, the adhesion between the metal substrate and the metal coating is particularly good, and when the amount is 30 parts by mass or less, the mechanical properties and surface properties of the polyamide resin are present. Is hard to be damaged.
- a silane coupling agent chemically bonds an organic functional group having affinity or reactivity to an organic resin to a hydrolyzable silyl group having affinity or reactivity to an inorganic material.
- This is a silane compound having the structure described above.
- the hydrolyzable group bonded to silicon include an alkoxy group, a halogen, and an acetonitrile group, and usually an alkoxy group, particularly a methoxy group and an ethoxy group are preferably used.
- the number of hydrolyzable groups attached to one key atom is selected between 1 and 3.
- organic functional group examples include an amino group, an epoxy group, a vinyl group, a strong propyl group, a mercapto group, a group, a rogen group, a methyloxy group, and an isocyanate group. It is an amino group or an epoxy group.
- silane-powered adhesives i such as ⁇ -aminoethyl trioxysilane, ⁇ -aminopropyl bilioxysilane, single aminobutyl triethyloxysilane, ⁇ -aminoprobitrite methoxysilane, Ryoaminopropylene silane, xyaminopropyl methylne xysilane, Nylamino propylmethyl jetoxy silane, N — ⁇ — (Aminoethyl) Ichien amiaminopropyl xysilane, ⁇ -j8- (Anoethyl)-Amino-propyl dimethyloxysilane, N _ ⁇ -(Aminoethyl)-Amino-propylene oxysilane, uraido-dope pitrimethysilan, __ureidopropylene ⁇ -Silane, ⁇ -Family
- Epoxy group-containing silanes such as ethitriethoxysilane, vinyl group-containing silanes such as vinyltrimethylsilane, vinyl-trioxysilane, vinylmethyldimethoxysilane; Lupoxyl thiol oxysilane, ⁇ -Carboxycylphenylbis (2 — methoxyxoxy) silane, ⁇ — ⁇ — ( ⁇ — carboxymethylaminoethyl) monoaminopropyl trimethoxysilane and other silanes containing loxyxyl groups Mercaptopropyl, trimethoxysilane, ⁇ -mercaptopropyl lyeoxysilane, mercaptopropylmethyldimethoxysilane, mercaptopropylmethyl methoxysilane, etc.
- the amount of the silane coupling agent is preferably 0.11 to 0.00 parts by weight, more preferably 0.11 to 0.3 parts by weight, with respect to 100 parts by weight of the above-mentioned polyamide resin. In the case of 0.5 parts by mass or more, the adhesion of the metal coating material to the metal substrate is particularly good.
- the metal coating material of the present invention can be applied to a wide range of metal substrates such as non-ferrous metals such as aluminum and iron.
- Applications of metal coating materials include anti-corrosion coating for general industrial fluid metal pipes, steel pipes for fuel, oil and brake fluids for automobiles, anti-corrosion coating for metal pipes such as aluminum pipes, metal wire
- it can be used for coating of water tanks such as coatings and aquarium tanks, and is particularly preferred for metal pipes for automobiles.
- Figure 3 shows a cross-sectional view of an example of resin coating on a metal tube.
- 3 1 is a metal tube and 3 2 is a coating resin.
- the method of coating the metal substrate with the metal coating material of the present invention is not limited to these methods.
- a polyamide resin composition that is already in a molten state such as a steel pipe coating by extrusion, is used as an adherend.
- a method for coating a metal substrate, such as powder coating, a metal substrate that is an adherend is heated, and the solid polyamide resin composition is melted by the heat to form a metal substrate. Examples thereof include a coating method, and a method in which a metal substrate and a solid state polyimide resin composition in contact with each other are heated and coated.
- the metal substrate Prior to coating with the metal coating material of the present invention, the metal substrate may be subjected to primer treatment using a conventionally known primer for metal.
- the temperature of the polyamide resin composition is preferably maintained at a temperature that does not alter the polyamide resin composition.
- the metal coating material of the present invention has low water absorption, it can be polymerized by melt polymerization, has a wide moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature, and has excellent melt moldability and chemical resistance. Because of its excellent hydrolysis resistance, it can be used for general industrial fluid metal pipes, steel pipes for automobile fuel, oil, brake fluid, etc. It can be widely used as a metal coating material in metal coating applications such as coatings for water tanks and water tanks.
- Polyamide resin is a binder resin for resin compositions containing inorganic particles such as metals and inorganic compounds because of its excellent properties and ease of melt molding. Is also preferably used.
- Japanese Patent Application Laid-Open No. 2000-1 640 039 proposes a thermoplastic resin composition comprising an inorganic powder having a specific gravity of less than 10; an inorganic powder having a specific gravity of 10 or more; and a thermoplastic resin. Has been.
- the polyamide resin has problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and degradation in hot water, and there is a need for polyamides that solve these problems. It is growing.
- Japanese Patent Application Laid-Open No. 6-122-186 describes a metal powder, a metal oxide powder or an inorganic compound having a specific gravity of 4 or more, a polyamide resin and a phenol resin.
- a high specific gravity plastic composition is proposed.
- the present invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T as a binder resin for organic particles, so that the binder resin has a high molecular weight by melt polymerization while having low water absorption.
- a moldable temperature range estimated by the difference between the melting point and the thermal decomposition temperature is as wide as, for example, 50 or more, excellent in melt moldability, and excellent in chemical resistance and hydrolysis resistance. provide.
- Examples of the inorganic particles that can be used in the present invention include particles of metals, metal oxides, inorganic compounds, and the like, which can be appropriately selected depending on the application. Specifically, for example, metals such as tungsten, iron, zinc, tin, lead and copper, metal alloys such as tungsten copper and tungsten silver, metal oxides such as iron oxide and zinc oxide, and sulfides such as molybdenum sulfide And particles.
- metals such as tungsten, iron, zinc, tin, lead and copper
- metal alloys such as tungsten copper and tungsten silver
- metal oxides such as iron oxide and zinc oxide
- sulfides such as molybdenum sulfide And particles.
- the inorganic particles may be used alone or in combination of two or more, and may be subjected to surface treatment.
- Examples of the surface treatment include surface treatment with a titanate-based coating agent and surface treatment with a silane-based surface treatment agent.
- the surface treatment with a titanate coupling agent for example, the known method described in the above-mentioned Japanese Patent Laid-Open No. 2-255570, and for the surface treatment with a silane-based surface treatment agent, for example, A known method described in 0 — 1 5 8 5 0 7 can be adopted.
- the mass ratio of the polyamide resin and the inorganic particles described above is
- Polyamide resin Z inorganic particles can be in the range of 50 Z 50 to 5Z 95, more preferably in the range of 20/80 to 5Z 95. In this case, high specific gravity, magnetized It is possible to more easily provide the characteristics such as.
- the polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resins or other thermoplastic resins are mixed within a range not impairing the effects of the present invention. It is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described in 1.4 above.
- various additives can be combined as necessary, and these can be combined during or after the polyamide polycondensation reaction (as described above).
- a lubricant component such as a metal stearate.
- a predetermined amount of polyamide resin, inorganic particles, and various additives used as needed may be added to a V-type renderer, a tumbler. It is possible to apply a method of directly molding a molded product using an injection molding machine or an extrusion molding machine after mixing in advance using a low-speed rotary mixer such as — or a high-speed rotary mixer such as a Henschel mixer.
- Molded articles obtained by the present invention are molded articles such as various extruded molded articles, various injection molded articles, sheets, films, pipes, tubes, monofilaments, fibers, containers, etc. for which polyamide molded articles have been conventionally used. It can be used for a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information / communication equipment, precision equipment, civil engineering / building supplies, medical supplies, and household goods, among which resin It can be suitably used for applications such as magnets and high specific gravity molded products.
- Figure 4 shows a cross section of a resin-bonded magnet as an example.
- 4 1 is magnetic particles and 4 2 is a binder resin.
- the polyamide resin composition of the present invention contains magnetic particles, electrical and electronic parts such as stepping motors, HDD spindles, optical drive motors, air conditioner fan motors, copiers, etc. It can be used for developing rollers, cleaning rollers, and magnetic rollers such as transport rollers in electrophotographic developing devices such as nylon and printers.
- the polyamide resin composition and molded product of the present invention contain inorganic particles and have a low water absorption, but can be made to have a high molecular weight by melt polymerization and can be estimated from the difference between the melting point and the thermal decomposition temperature. Is widely melted Excellent moldability, chemical resistance and hydrolysis resistance.
- the polyamide resin composition of the present invention is a resin composition in which a specific polyamide resin is used as a binder resin and inorganic particles are combined.
- molded parts include moisture, alcohol, fluorocarbons, such as hydro mouth fluorocarbons, fuel, liquids such as gasoline, or steam. Barrier property against is required.
- Nylon 6 has the property of permeating moisture, alcohol, fluorocarbon, gasoline, etc., it has excellent liquid or vapor barrier properties to impart liquid or vapor barrier properties to molded parts. It is essential to use a layered silicate together (for example, JP-A-2-69 5 62).
- the invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T as a molded part, so that compared with a molded part using conventional nylon 6, Polyamide resin molded parts with excellent liquid or vapor barrier properties, excellent water absorption, chemical resistance, hydrolysis resistance, etc., and 1, 9-nonanediamine as a single component
- it provides a molded resin part that has a wider moldable temperature range, excellent melt moldability, and is tough with high molecular weight.
- the polyamide resin is produced from the above polyamide resin, but the polyamide resin molded part may contain the following components as optional components in addition to the polyamide resin.
- a part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired.
- Examples of other polymers that can be blended as needed include those described above in 1.4.
- polyimide resin molded part having liquid or vapor barrier properties of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
- the layered silicate and its addition method are as described above.
- the polyimide resin molded part having a liquid or vapor barrier property of the present invention can be molded by, for example, extrusion molding, blow molding, compression molding, injection molding or the like.
- the polyimide resin molded part having a liquid or vapor barrier property of the present invention can be applied to various applications that require a liquid or vapor barrier property.
- Polyamide resin molded part having liquid or vapor barrier properties of the present invention Compared to conventional molded parts using Nylon 6, it has excellent liquid or vapor barrier properties, low water absorption, chemical resistance, hydrolysis resistance, etc. 1 , 9-Nonandamin is a polyamide resin molded part with a wider moldable temperature range and superior melt moldability, and a high molecular weight toughness compared to a polyamide resin molded part using a single nonanediamine.
- the present invention has excellent fuel permeation resistance, low water absorption, high molecular weight by melt polymerization, melting point
- a fuel tank component that has a wide range of moldable temperature estimated from the difference between the thermal decomposition temperature and the thermal decomposition temperature, such as 50 or more, excellent melt moldability, and excellent chemical resistance and hydrolysis resistance.
- polyamide resin PA 9 2 C or PA 9 2/62 T used in the present invention can be partially substituted with another polymer component as long as the effects of the present invention are not impaired.
- examples of other polymers that can be blended as needed include those described in 1.4 above.
- various additives can be combined as necessary, and these can be combined during or after the polyamide polycondensation reaction (as described above).
- additives include fuel permeation improvers, fillers, reinforcing fibers
- Examples of the fuel permeation improver include layered silicate.
- the layered silicate and its addition method are as described above.
- the amount of the layered silicate is not particularly limited as long as the effect of improving the mechanical strength, heat resistance and fuel permeability is obtained, but 100 parts by mass of the polyamide resin used in the present invention. On the other hand, it is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass.
- the proportion of layered silicate decreases, the mechanical strength, heat resistance and fuel permeation resistance tend to decrease, and when the proportion increases, the fluidity of the resin composition and the physical properties of the resulting molded product Especially, the impact strength tends to be low.
- the fuel tank parts of the present invention have high fuel permeation resistance and low water absorption, and can be increased in molecular weight by melt polymerization. Excellent moldability, chemical resistance and hydrolysis resistance, so it can be used widely as fuel tank parts attached to fuel tanks.
- polyamide resin has been pointed out as problems such as changes in physical properties due to water absorption, acid, high temperature alcohol, deterioration in hot water, etc., and more fuel resistance and dimensional stability. There is also a demand for polyamides with excellent chemical and chemical resistance.
- the polyamide resin layer of the present invention has high fuel impermeability even when it does not contain a layered silicate, but the fuel impermeability can be further improved by including the layered silicate.
- the layered silicate and its addition method are as described above.
- the compounding amount of the layered silicate is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin. If the amount is less than 0.05 parts by mass, the fuel permeation suppressing effect is not sufficient. If the amount exceeds 10 parts by mass, molding may be difficult, and impact strength and flexibility may be reduced.
- a plasticizer is preferably combined with the polyamide resin used in the fuel tube of the present invention.
- the plasticizer is as described in 2.1 (2) above.
- an ester of butyl benzene sulfonate, p-hydroxybenzoic acid and a linear or branched alcohol having 6 to 21 carbon atoms. (For example, 2_ethylhexyl, p-hydroxybenzoate) can be used.
- the blending amount of the plasticizer is preferably 0 to 30 parts by mass with respect to 100 parts by mass of the polyamide resin.
- the amount of the plasticizer exceeds 30 parts by mass, the breaking pressure of the tube is lowered, and there is a possibility that a problem of bleed out may occur.
- Polyamide resin used in the present invention PA 9 2 C or PA 9 2/6 2 T may be partially substituted with another polymer component as long as the effects of the present invention are not impaired.
- Examples of other polymers that can be blended as necessary include those described in 1.4.
- the fuel tube of the present invention includes the above-mentioned polyamide resin layer, and can be used as a single-layer tube, but is laminated with a layer other than the above composition layer (hereinafter referred to as another resin layer). It is preferable to use it as a multilayer tube. Multi-layer tubes are often used in practical automotive fuel tubes.
- a layer composed of a fluororesin, a high density polyethylene resin, a polyamide 11 resin, or a resin obtained by blending the above plasticizer with a polyamide 12 resin is preferable.
- the layer that is the main skeleton of the outermost layer or other layers includes a novel polyamide resin (PA 9 2) provided by the present invention, or a polyamide 11 resin, a polyamide 12 resin, or this It is preferable to use a material added with a plasticizer.
- fluororesin examples include polytetrafluoroethylene (P TE F), polyvinylidene fluoride (P V D F), and polyvinyl fluoride (P V F). Further, it may be a resin partially containing chlorine such as polychlorofluoroethylene (PCTFE), or a copolymer with ethylene or the like.
- PCTFE polychlorofluoroethylene
- high-density polyethylene resin those having an average molecular weight of about 200,000 to 300,000 are preferable in consideration of gas resistance.
- High-density polyethylene resin has a low temperature embrittlement temperature of 180 or less, and low temperature impact resistance. Excellent.
- the other resin layer may be provided via an adhesive layer when the adhesiveness with the composition layer is poor. Further, the other resin layer does not have to be a single layer, and may be a laminate of several layers.
- the thickness of the polyamide resin layer of the present invention is preferably 20 to 80% of the wall thickness of the tube.
- the fuel impermeability of the tube may be insufficient.
- the upper limit is not limited, in order to satisfy many required characteristics required for fuel tubes at the same time
- the outer diameter of the multilayer fuel tube for automobiles can be designed in consideration of the flow rate of fuel gasoline, and the wall thickness is the thickness that does not increase the permeability of gasoline and can maintain the normal tube breaking pressure. Yes, the tube can be designed to be thin enough to maintain flexibility with a good degree of ease of tube assembly and vibration resistance during use, but the outer diameter is 4 ⁇ ! ⁇ 1
- the wall thickness is 0.5 mn! ⁇ 2mm force is preferred.
- the fuel tube of the present invention preferably contains from 30 to 30% by weight of the composition of the layer containing at least one layer of conductive force bon black.
- Examples of the conductive carbon black include acetylene black and ketchen black. Among them, the carbon black has a good chain structure.
- Figure 5 shows an example of a multilayer tube in cross section.
- 5 1 to 5 3 are resin layers constituting the multilayer tube.
- extrusion molding is preferably used, and as a method for producing a multilayer fuel tube, for example, The molten resin extruded from the number of extruders corresponding to the number of constituent layers or the number of materials is introduced into one multi-layer tube die, and each layer is bonded in the die or immediately after exiting the die.
- Examples thereof include a method of producing in the same manner as ordinary tube forming, and a method of once forming a single-layer tube and then coating other layers on the outside or inside of the tube.
- the fuel tube of the present invention has excellent fuel impermeability and fuel resistance, and
- a fuel tube that includes a polyamide resin layer with a plateau width of 50 or more, excellent melt moldability, low water absorption, chemical resistance, and hydrolysis resistance. Is done.
- This resin tube has excellent barrier properties against gasoline and is lighter than a rubber tube.
- a connector has been developed in the United States that can quickly join resin tubes and metal tubes. Adopted as an excellent system.
- This connector is called Quick: ⁇ Neck, a plastic eight-fusing female type quick neck that removably engages the end of a metal or plastic male tube (for example, see Japanese Patent Application Laid-Open No. 11-29 4 6 7 6).
- the opposite ends of the female housing have a plurality of axially spaced jaws formed on the outer peripheral surface, and the system is formed by a Nin resin or plastic tube press-fitted over them. It is joined.
- Resin tubes have been used because of their excellent mechanical properties and chemical resistance, but they do not satisfy the hydrocarbon permeation prevention performance. Therefore, it has been proposed to use a multilayer tube in which a resin with good fuel barrier properties, such as EVOH, PBT, or fluorine resin, is arranged as a barrier layer (for example, JP 7-0 0 7 7 3). (See No. 9).
- a resin with good fuel barrier properties such as EVOH, PBT, or fluorine resin
- the permeation from the piping can be significantly lower than the upper limit of future hydrocarbon evaporation.
- Nylon 12 and Nylon 6 6 resins are widely used for quick connectors.
- the anti-permeability performance of the material itself increases the thickness of the quick connectors and reduces the number of arrangements. Control of transpiration due to may be required to meet stricter regulations in the future.
- fuel permeation tends to increase due to a substantial rise in temperature.
- the applicant of the present application should provide a fuel pipe joint that can reduce the amount of fuel permeated through the wall and has excellent rigidity and barrier properties even at high temperatures.
- % Of terephthalic acid, and 60 to 100 mol% of the diamine component consists of a diamine component selected from 1,9-nonanediamine and 2-methyl-1,8-octanediamine.
- a joint for fuel piping made of the following polyamide (PA 9 TA) is disclosed (Japanese Patent Laid-Open No.
- the present invention has a low fuel wall permeation amount, excellent rigidity and barrier properties at high temperature, and excellent low water absorption, chemical resistance, hydrolysis resistance, and mechanical properties.
- the present invention provides a fuel pipe joint that has a wider moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature and that is superior in melt moldability, particularly for fuel pipes used in automobiles.
- the present invention provides a fuel pipe joint in which the joint material is made of polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T.
- the joint material consists of polyamide resin PA 9 2 C or PA 9 2/62 T with 50 to 99 parts by weight, other polyamide resin and Z or other thermoplastic resin 1 to 5
- a polyamide resin composition composed of 0 part by weight may also be used.
- Polyamide PA 92 C or PA 92/62 T used for the joint material in the present invention may be a homopolymer of the aforementioned polyamide PA 92 C or PA 92/62 T. It may be a mixture with other polyamide resins or other thermoplastic resins.
- polyamide resins or other thermoplastic resins that can be blended with polyamide P A 92 C or PA 92/2/62 T are as described in 1.4 above.
- the joint of the present invention is produced with a polyamide resin PA 9 2 C or PA 9 2/62 T and a polyamide resin composition comprising other polyamide resin and Z or other thermoplastic resin
- the blending amount is from polyamide resin PA 9 2 C or PA 9 2/62 T to 50 to 99 parts by mass, other polyamide resin and Z or other thermoplastic resin 1 to 50 parts by mass.
- a polyamide resin composition comprising a polyamide resin PA 92 C or PA 92/2/62 T, another polyamide resin, and Z or another thermoplastic resin is preferably used. If the polyamide resin P A 92 C or PA 92/62 T is less than 50 parts by mass, the desired effect of the present invention may not be obtained. If the amount of other polyamide resin and Z or other thermoplastic resin is less than 1 part by mass, the effect of blending these resins cannot be obtained.
- Reinforcing materials include glass fibers, carbon fibers, fibrous inorganic materials such as wollastonite and calcium titanate whisker, and aramid fibers.
- Inorganic fillers such as machine fiber, montmorillonite, talc, my strength, calcium carbonate, silica, clay, kaolin, glass powder, and glass beads are used.
- the fiber diameter is 0.01 to 20 ⁇ , preferably 0.03 to 15 m, and the fiber cut length is 0.5 to LO mm, preferably 0. 7-5 mm.
- glass fiber has a high reinforcing effect and is preferably used.
- the creep resistance of the fastening part is high and deformation does not occur, and permanent sealing becomes possible.
- the amount of reinforcing material used is 5 to 65% by weight, preferably 10 to 60% by weight, and more preferably 10 to 50% by weight in the polyamide resin or composition. If it is less than 5% by weight, the mechanical strength of the polyamide is not sufficiently satisfied. 6 If it is more than 5% by weight, the mechanical strength is sufficiently satisfied, but the moldability and surface condition are deteriorated, which is not preferable.
- a conductive filler to the polyamide resin or composition used in the joint material of the present invention.
- Conductivity means that, for example, when a flammable fluid such as gasoline continuously contacts an insulator such as resin, static electricity can accumulate and sparks can be generated, which can ignite the fuel. However, the electrical characteristics do not accumulate this static electricity. As a result, it is possible to prevent the occurrence of sparks due to static electricity generated when transporting fluids such as fuel.
- the conductive filler referred to in the present invention includes all fillers added for imparting conductive performance to the resin, and examples thereof include granular, flaky and fibrous fillers.
- the granular filler carbon black, kraftite, etc. can be suitably used.
- the flaky filler aluminum flakes, nickel flakes, nickel co-magnification force and the like can be suitably used.
- fibrous fillers are carbon nanotubes, carbon nanofibers, carbon fibers, carbon-coated ceramic fibers, Chikuni ponskers, aluminum fibers, copper fibers, brass fibers, and stainless steel fibers. Among these, carbon black can be preferably used.
- the carbon black that can be used is as described above in 2.3 (1).
- These conductive fillers may be surface-treated with a surface treatment agent such as a titanium base, aluminum, or silane. It is also possible to use a granulated product to improve melt-kneading performance.
- the compounding amount of the conductive filler varies depending on the type of conductive filler used, so it cannot be specified unconditionally, but from the viewpoint of the balance between conductivity, fluidity, mechanical strength, etc.
- such a conductive filler has a volume resistance of 10 9 ⁇ ⁇ cm or less, particularly a molded product obtained by melt-extruding a polyamide resin composition blended with it in order to obtain sufficient antistatic performance. It is preferable to add an amount of about 10 6 ⁇ ⁇ cm or less.
- the blending of the above conductive filler tends to deteriorate strength and fluidity. Therefore, if the target conductivity level is obtained, it is desirable that the amount of the conductive filler is as small as possible.
- the reinforcing material and the conductive filler are blended at a weight ratio of 1: 3 to 3: 1. And are preferred.
- the polyamide used in the joint material of the present invention includes an antioxidant, a heat stabilizer, an ultraviolet absorber, a light stabilizer, a lubricant, an inorganic fine particle, an antistatic agent, and a flame retardant as necessary. Crystallization accelerators, plasticizers, impact modifiers, etc. may be added.
- the joint material of the present invention may be produced by any method known as an injection molding method or other method for producing a resin joint.
- Specific examples of the fuel pipe joint of the present invention include a fuel pipe quick connector in which a cylindrical main body is formed of the joint material.
- Figure 6 shows a cross section of a typical quick connector 61.
- the quick connector 61 shown in the figure connects the end of the steel tube 6 2 and the end of the plastic tube 6 3 to each other.
- Steel tube 2 is removably engaged with flange-shaped part 6 4 away from the end of connector 2 and connector 1 retainer 6 5, and fuel is sealed by rows of O-rings 6 6 To do.
- one end of the connector forms an elongated nipple 6 7 having a plurality of jaws 6 8 protruding in the radial direction.
- the end of the plastic tube 6 3 is tightly fitted to the outer surface of the nipple 6 7, and the fuel is sealed by mechanical joining with the jaw portion 6 8 and a ring 6 9 provided between the tube and the nipple. .
- each part such as a cylindrical main body retainer and a ring is assembled by injection molding and then assembled in a predetermined place.
- the quick connector is an assembly that is engaged with the resin tube. It is assembled into a brie and used as fuel piping parts.
- the quick connector and the resin tube may be mechanically joined by fitting, but are preferably joined by a welding method such as spin welding, vibration welding, laser welding, or ultrasonic welding. This can improve hermeticity
- the resin tube may have a corrugated region in the middle.
- a corrugated region is a region in which an appropriate region in the middle of the tube body is formed into a corrugated shape, a bellows shape, an ardion shape, a Lugion shape, or the like.
- the resin tube preferably has a multilayer structure including a rear layer in addition to a poly layer such as Nylon 11 and Nylon 12 ⁇ PB
- T PBN, fluororesin, PA92, clay with nano-dispersed nylon, EVOH, etc.
- PBN PBN
- fluororesin PA92
- clay with nano-dispersed nylon EVOH, etc.
- EVOH EVOH
- a structure in which a conductor is included in the innermost layer is preferable for preventing damage due to static electricity.
- All or a part of the outer circumference of the above resin tube is made of epoxy rubber, NBR, NBR in consideration of wear with other parts and flame resistance.
- a protective member can be provided.
- the protective member may be a sponge-like porous body by a known method. By using a porous body, a light-weight protective part with excellent heat insulation can be formed. In addition, material costs can be reduced. Alternatively, the strength may be improved by adding glass fiber or the like.
- the shape of the protective member is not particularly limited, but is usually a block-like member having a cylindrical member or a recess for receiving a multilayer tube.
- the multilayer tube can be inserted later into a cylindrical member prepared in advance, or the cylindrical member can be coated and extruded onto the multilayer tube to adhere both together.
- the adhesive is applied to the inner surface of the protective member or the concave surface as necessary, and the multilayer tube is inserted or fitted into the inner surface, and the multilayer tube and the protective member are brought into close contact with each other. Form a structured structure.
- the quick connector according to the present invention is excellent in characteristics such as resistance to creep deformation because it is combined with airtightness improving technology such as O-ring and welding, so that the amount of permeation of the fuel / gasoline mixed fuel and the like is small. Can be. Therefore, it is useful as an excellent fuel line system that can flexibly respond to strict fuel emission regulations in combination with a multilayer tube with excellent barrier properties.
- the fuel pipe joint of the present invention has low fuel wall permeation, excellent rigidity and barrier properties at high temperatures, and low water absorption, chemical resistance, hydrolysis resistance, and mechanical properties.
- the moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature is wider, and it can be more excellent in melt moldability.
- R i / JP 2l ⁇ ii »/ U 6UlT / 3 Suitable for use
- the present invention provides a conventional nylon 66-based composition using an engine cooling water system component using polyamide resin PA 92 C or PA 92/62 T. Compared to the above, it has low water absorption, excellent dimensional stability, excellent chemical resistance, hydrolysis resistance, impact strength, etc., reduced material properties, especially less stress cracking, and as a jamming component
- Engine cooling water system that can produce a tough molded body that has a wider moldable temperature range, better melt moldability, and higher molecular weight than a polyamide resin composition that uses 1,9-nonanediamine alone Polyamide resin composition for parts and engine cooling water molded from the composition Provide system parts.
- the engine cooling water system component of the present invention is characterized by using polyamide resin PA 9 2 C or PA 9 2/62 T, but the polyamide resin PA 9 2 C or PA 9 2/62 T It is preferably made of a polyamide resin composition containing an inorganic filler.
- Inorganic fillers are pre-treated with coupling agents such as isocyanate compounds, acrylic compounds, organosilane compounds, organic titanate compounds, organoborane compounds, and epoxy compounds. It is preferable in terms of obtaining superior mechanical strength.
- glass fiber or talc is preferable, and glass fiber is more preferable.
- the fibrous filler the fiber diameter is 0.01 to 20 u rn, preferably 0.03 to L5 m, and the fiber cut length is 0.5 to LO mm, preferably 0. 7-5 mm.
- additives can be added to the polyamide resin composition of the present invention as long as the effects of the present invention are not impaired (as described above).
- examples of the heat-resistant agent include hindered phenols, phosphates, thioethers, copper halides, etc., and these can be used alone or in combination.
- mold release agent examples include fatty acid metal salts, fatty acid amides and various types of auxiliaries, which can be used alone or in combination.
- the method for producing the polyamide resin composition for engine cooling water system parts of the present invention is not particularly limited.
- it is generally used as a single-screw or twin-screw extruder, a Banbury mixer, a kneader, or a mixing roll.
- a known melt kneader is used.
- the engine cooling water system parts of the present invention can be produced by, for example, extrusion molding, blow molding, compression molding, injection of the above-mentioned pellets of the polyamide resin composition for engine cooling water system parts by a molding method commonly used in the industry. It can be produced by molding by a method such as molding.
- the engine cooling water system parts of the present invention include a Raje evening core, a Raje evening tank part such as a top and base of a Raje evening tank, a coolant reserve tank, a war evening pipe, a war evening pump housing, a u ⁇ Parts used in contact with cooling water in the engine room, such as pump impellers, war evening jacket spacers, valves, and thermostats.
- the polyamide resin composition of the present invention can be suitably used for engine cooling water system parts, but other members that require similar functions, for example, hot water pipes for floor heating, water sprinkling pipes for melting road snow, and the like. It can also be suitably used for resin parts.
- the polyimide resin composition for engine cooling water system containing the polyamide resin of the present invention and an inorganic filler is low in water absorption and excellent in dimensional stability as compared with conventional nylon 66-based compositions. Excellent resistance to chemicals, P ⁇ P, hydrolysis resistance, impact strength, etc. Deterioration of material properties, especially less stress cracking, and polyamide resin using 1,9-nonanediamine alone Wide moldable temperature range than composition ⁇ Excellent melt moldability o
- Crystalline polyamides are: Regis evening braid ', Washer' le ha 'one, Wind regire overnight handle, Wind regile overnight handle knob, Passing lie treva, Sun visor bracket Widely used as vehicle interior parts such as firewood
- Nylon 6 has low weather resistance and chemical resistance, and water absorption High in dimensional stability, and when placed under high temperature and high humidity conditions, there is a large decrease in rigidity and dimensional change due to high water absorption, and it is not always satisfactory as a material for interior parts. is not. Therefore, in order to use it as a material for vehicle interior parts, it is essential to use layered silicate together (for example, 2-2 0 8 3 5 7).
- the present invention uses conventional nylon 6 and nylon 66 by using polyamide resin PA 9 2 C or PA 9 2/62 T as a vehicle interior part. Compared to interior parts, it has superior weather resistance, low water absorption, excellent dimensional stability, excellent chemical resistance and hydrolysis resistance, and vehicle interior using 1,9-nonanediamine as a single component We will provide vehicle interior parts that have a wider moldable temperature range than parts and are excellent in melt moldability, and that are high molecular weight and tough.
- vehicle interior part loro means a part used for vehicle interior.
- Vehicles are white cars, for example, passenger cars
- Buses, trucks, special automobiles for example, hakuyu, road lorry, snow vehicles, fork riffs, hoy cranes, special purpose vehicles, eg ambulances, fire trucks, television relay cars
- the power including the freezer is not limited to these.
- vehicle interior parts include, for example, register blades, washer levers, windshield handles, wind regulation knobs, and so on. Shearing levers, visor brackets, seals, instrument panels, console boxes, gear boxes, steering wheels, steering wheels, rims, rails, rails, etc. , Seat belt anchors, Electric seat parts, Sheet
- the vehicle interior part of the present invention includes the above-described polyamide resin, but the vehicle interior part can further include the following components as optional components in addition to the above-mentioned polyamide resin.
- a part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired.
- Other polymers that can be blended as needed are described above in 1.4.
- substitution ratio by the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
- polyamide or “polyamide resin” simply refers to the polyamide resin P A 92 C or P A 92/2/62 T.
- the in-vehicle component of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
- an ultraviolet absorber for example, T i n u V i n 3 2 7
- the trade name of the light stabilizer is, for example, TinuVin 1 2 3 (Ciba Specialty Chemicals Co., Ltd., hindered amine)
- the light stabilizer is usually used at a ratio of 0.015 parts by mass with respect to 100 parts by mass of the resin.
- the vehicle interior parts of the present invention are low in water absorption and excellent in dimensional stability with only the above-mentioned polyamide resin, but in applications where lower water absorption and dimensional stability are required, layered silicate is used as the above-mentioned polyamide resin. Can be added.
- the layered silicate and its addition method are as described above.
- the amount of the layered silicate is the amount that the effect of the layered silicate is exhibited. As long as it is not particularly limited, it is preferably 0.05 to 10 parts by weight, more preferably 0.05 to 8 parts by weight with respect to 100 parts by weight of the polyamide resin. Particularly preferred is 0.05 to 5 parts by mass. If the proportion of layered silicate is low, the effect of layered silicate is not exhibited, and if the proportion is high, the melt viscosity becomes extremely high, and the moldability tends to deteriorate or impact resistance tends to decrease. .
- Crystalline polyamides such as Nylon 6 and Nylon 6 6 are not only used for apparel, industrial materials, or general-purpose engineering plastics because of their excellent properties and ease of melt molding. It is widely used as a material for vehicle exterior parts such as motors, lamp housings, front grilles, mudguards, side bumpers, bumpers and fenders.
- Nylon 6 has high water absorption, low chemical resistance, and dimensional stability. When used under conditions where excessive external force or heat is applied, the rigidity due to high water absorption is low. In order to use it as a material for vehicle exterior parts, it is indispensable to use a layered silicate together (for example, Japanese Patent Laid-Open No. 2-229885).
- vehicle exterior part means a part used for the exterior of a vehicle.
- vehicles include automobiles, such as passenger cars, buses, trucks, motorcycles, special automobiles, such as tractors, mouth-drawers, snow vehicles, forklifts, wheel cleans, special-purpose cars. Examples include, but are not limited to, ambulances, fire engines, television relay cars, refrigerated cars, and motorbikes.
- vehicle exterior parts include moldings, lamp housings, front grills, mudguards, side bumpers, bumpers, fenders, bonnets, sunroof parts, automobile body reinforcement parts, bonnets, rear gates, exterior clips , Outer panels, various spoilers, under covers, air dams, etc., but are not limited thereto.
- substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
- the vehicle exterior part of the present invention has low water absorption and excellent dimensional stability only with the above-mentioned polyamide resin.
- layered silicate is added to the above-mentioned polyamide silicate. It can be added to the resin.
- the amount of the layered silicate is not particularly limited as long as the effect of the layered silicate is exhibited, but is preferably 0.0 with respect to 100 parts by mass of the polyamide resin. 5 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass.
- the ratio of layered silicate is lowered, the effect of layered silicate is not exhibited.
- the ratio is increased, not only the melt viscosity is remarkably increased but also the impact strength tends to be lowered.
- vehicle exterior component of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
- the vehicle exterior part of the present invention has low water absorption, excellent dimensional stability, excellent chemical resistance and hydrolysis resistance, as compared with conventional vehicle exterior parts using Nylon 6 or Nylon 66. Compared to vehicle exterior parts that use 1,9-nonanediamine alone as the jamming component, it is possible to produce a tougher part that has a wider moldable temperature range, better melt moldability, and higher molecular weight.
- Polyamide resin is widely used as a starting material for injection molding of automobile parts due to its excellent mechanical properties and ease of melt molding. However, when used as an automotive engine compartment part, it has high rigidity and special characteristics. In addition, for the purpose of high rigidity at high temperatures, it has been proposed to reinforce polyamide resin with glass fiber (Japanese Laid-Open Patent Application No. 2-2410 160).
- the polyamide resin when used as an engine compartment component, the polyamide resin has problems such as changes in physical properties due to water absorption, deterioration due to acid, high-temperature alcohol, fuel, and hot water, as well as low warpage and heat resistance. Although it is desirable that the chemical properties and chemical resistance (including anti-freezing agents) are further improved, there have been few attempts to improve the polyamide resin itself.
- the present invention provides a polyamide resin PA 9 2
- the interior of the automobile engine room has excellent resistance to hydrolysis.
- the components in the automobile engine compartment of the present invention include an internal hold, an air cleaner, a resonator, a fuel rail, a throttle body and a valve, an air flow overnight, an EGR section, a harness connector, an engine cover, U-head force bar, timing belt (chain cover), timing chain (belt) tensioner and guide, alterne overnight bar, taste ⁇ review evening cover, brake master Oil pump
- Oil filter Oil filter, Engine mount, Paper carrier, Power steering oil reservoir, Fuels ⁇ Reiner, Raje evening tank, Switch boot, Lamp cover, Neck cover, Rubber hook , Suspension bush, Suspension upper mount, Suspension bush J Sub stabilizer, Bush, Steering rack boot, Steering rack fish, U The bar tank cap, Plug cord cap, Molded packing, Battery There is a terminal force bar.
- the automotive engine compartment component of the present invention is preferably a polyamide.
- the fibrous reinforcement to the resin PA 9 2 C or PA 9 2/62 T, the mechanical properties (particularly rigidity) and heat resistance can be improved.
- fibrous reinforcing materials include fibrous inorganic fillers such as glass fibers, carbon fibers, and wollastonites, and ceramic swiss strength such as silicon nitride and potassium titanate.
- the shape of the fiber is not particularly limited.
- the fiber diameter is preferably 2 to 20 m, more preferably 4 to 15.
- the aspect ratio (fiber length fiber diameter) is preferably 4 to 70 in the molded body, and more preferably 5 to 50. If the fiber diameter is too small, it is difficult to produce. If the fiber diameter is too large, the mechanical properties of the molded article, particularly impact resistance, may be reduced. Also, if the aspect ratio is small, the reinforcing effect is low, and if it is too large, warpage during molding increases, which is not preferable.
- Wollastonite is preferred to have an aspect ratio of 3 to 70, and silicon nitride and calcium titanate preferably have a fiber diameter of 0.1 to 3;
- the blending amount of the fibrous reinforcing material is preferably 150 parts by mass or less, more preferably 100 parts by mass or less with respect to 100 parts by mass of the polyamide resin. If the amount is too large, the fluidity of the composition will decrease, making it difficult for the surface of the molded product to become slippery or causing warpage.
- the lower limit of the amount of the fibrous reinforcing material is not limited, but in order to obtain excellent mechanical properties and thermal properties by blending the fibrous reinforcing material, 3 parts by mass or more is preferable, and 20 parts by mass or more Is more preferable.
- the polyamide resin assembly for automotive engine compartment parts according to the present invention is also provided.
- the composition can preferably include a layered silicate. By including a layered silicate, it is possible to impart excellent rigidity and dimensional stability to automotive engine room component materials.
- the blending amount of the layered silicate is preferably 30 parts by mass or less with respect to 100 parts by mass of the resin. Part is more preferable, and Q 0.05 to 5 parts by mass is more preferable. If the blending amount exceeds 30 parts by mass, molding may become difficult, and impact strength and flexibility may be reduced. If the amount is less than 0.5 parts by mass, sufficient effects may not be obtained.
- a part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired.
- Examples of other polymers that can be blended as needed include those described above in 1.4.
- additives may be added to the polyamide resin composition obtained according to the present invention as necessary (as described above).
- the method for producing the parts in the automobile engine room from the polyamide resin or the resin composition in the present invention is not limited to a specific method, but as a specific and efficient example, the raw material polyamide resin or it and other raw materials are used.
- the method include supplying the mixture to a generally known melt mixer such as a single or twin screw extruder, a Banbury mixer, a mixer, a mixing roll, and the like.
- melt mixer such as a single or twin screw extruder, a Banbury mixer, a mixer, a mixing roll, and the like.
- there is no particular restriction on the mixing order of the raw materials there is no particular restriction on the mixing order of the raw materials.
- Melt-kneading method blending some raw materials, then melt-kneading by the above method and blending the remaining raw materials and melt-kneading, or blending some raw materials and then using a single or twin screw extruder Any method such as a method of mixing the remaining raw materials using a side feeder during melt kneading may be used.
- the injection molding machine is used to injection-mold the polyamide resin composition, or the press molding machine. Can be used for press molding.
- the automotive engine compartment component of the present invention uses a novel polyamide resin, has low water absorption, suppresses changes in physical properties due to water absorption, deterioration in hot water, etc., and increases the molecular weight by melt polymerization. It has a wide moldable temperature range of 50 or more, excellent melt moldability, and excellent low warpage, heat resistance, chemical resistance, and hydrolysis resistance. In addition, it is possible to further improve mechanical properties, dimensional stability, heat resistance, and the like by blending fibrous reinforcing material, layered silicate, etc. with polyamide resin.
- Various assembly devices, etc. are designed to perform predetermined work in the work unit while moving the work unit in any direction.
- the work unit is assembled with various elements such as a camera, a solenoid, a camera, and a light source, and these elements are connected to cables such as a power supply cable, a signal cable, and an optical cable. These cables are long, and the cables are held in the cable housing so that they can freely follow the movement of the work unit (see, for example, Japanese Patent Laid-Open No.
- a material having electrical conductivity for example, a resin composition in which a polyimide resin is blended with polyimide resin is proposed (see, for example, Japanese Patent Publication No. Hei 1 355018).
- This material has improved conductivity, but has the drawback that rigidity is poor in impact resistance, and a cable housing excellent in slidability and rigidity and excellent in conductivity is desired.
- this polyamide material has problems such as changes in physical properties due to water absorption, deterioration in acid, high-temperature alcohol, and hot water, and there is a demand for a polyamide with superior dimensional stability and chemical resistance. is there.
- a cable housing excellent in slidability, mechanical strength, conductivity, low water absorption, molding processability, chemical resistance, etc.
- a cable housing characterized by using PA resin PA 9 2 C or PA 9 2/6 2 T.
- the cable housing of the present invention comprises a polyamide resin composition containing a polyamide resin (A), a conductivity imparting material (B), and an impact modifier (C).
- the conductivity imparting material ( B) is carbon fiber and Z or carbon black.
- Preferred polyamide resin composition is: polyamide resin (A) 65 to 75% by weight, carbon fiber 3 to 15% by weight as conductivity imparting material (B) and carbon black 2 to 10% by weight, Impact modifier (C) 10 to 20% by weight.
- the polyamide PA 92 C or PA 92/62 T used in the cable housing in the present invention may be a polyamide PA 92 C or PA 92/62 T homopolymer. It may be a mixture with other polyamide resin or other thermoplastic resin.
- polyamide resins or other thermoplastic resins may be those previously described in 1.4.
- Nylon 6, Nylon 11, Nylon 12, Nylon 61, Nylon 61, or a copolymer thereof is preferably used for improving moldability and adhesion.
- Polyamide resin PA 9 2 C constituting the cable housing of the present invention may be a single resin or a polyamide resin partially substituted with another polyamide resin and / or another thermoplastic resin.
- the resin replacing the polyamide resin PA 92 C is preferably 50% by mass or less of the total resin. If the polyamide resin P A 92 C is less than 50% by mass, the desired effect of the present invention may not be obtained.
- the blending ratio of the polyamide resin used in the present invention is based on the entire resin composition. On the other hand, 65 to 75% by weight is preferable. If the blending ratio of the polyamide resin is less than 65% by weight, it is not preferable because the toughness is lowered and deformation or fracture occurs. On the other hand, if it exceeds 75% by weight, the impact resistance is not preferred because the slidability is lowered.
- the polyamide resin composition of the present invention preferably contains a conductive agent for the purpose of preventing electrification.
- the conductivity-imparting material is not limited as long as it can impart conductivity, but carbon fiber and carbon black are preferably used. Carbon fibers such as pitch and PAN are not particularly limited. Force used PAN-based carbon fiber is preferred in view of properties such as physical properties and conductivity.
- the carbon fiber preferably has a fiber length before kneading of 0.1 to 12 mm, particularly preferably 1 to 8 mm. The fiber diameter of the carbon fiber is preferably 5 to 15 m.
- the blending ratio of the carbon fiber is preferably 2 to 40% by weight, more preferably 3 to 35% by weight, and still more preferably 3 to 15% by weight with respect to the entire resin composition. If the blending ratio of carbon fiber is less than 2% by weight, it is not preferable because the conductivity is lowered and it is easy to be charged with static electricity, and dust is attached to the product, causing problems in precision products.
- the blending ratio is 40% by weight. Exceeding this is not preferable because it has high rigidity and inferior impact resistance, and the smoothness of the surface of the molded product is poor and the slidability is lowered.
- the carbon black that can be used in the present invention is as described above in 2.3 (2).
- the blending ratio of carbon black is preferably 2 to 40% by weight, more preferably 2 to 30% by weight, and still more preferably 3 to 10% by weight with respect to the entire resin composition. 2% by weight of carbon black If the ratio is less than 40% by weight, it is not preferable because sufficient conductivity cannot be obtained. If the blending ratio exceeds 40% by weight, the melt viscosity is high, the fluidity is lowered, and the moldability is remarkably impaired.
- the polyamide resin composition constituting the cable octacing of the present invention further includes an impact improving material.
- the preferred impact modifier in the present invention is an acid-modified ethylene i zt coalescence.
- the acid-modified ethylene copolymer is a copolymer of ethylene and a 1-year-old olefin having 3 or more carbon atoms (hereinafter referred to as “unmodified ethylene copolymer”).
- the above-mentioned unmodified ethylene copolymer is composed of, for example, a thiodara-nitrate catalyst, in particular, a vanadium compound such as oxyvanadium trichloride and vanadium tetrachloride and an organoaluminum compound. As mentioned above, it is preferably obtained by copolymerizing 80 to 95 mol% of ethylene and usually 50 mol% or less, preferably 20 to 5 mol% of ⁇ -olefin having 3 or more carbon atoms.
- Examples of ⁇ -aged olefins having 3 or more carbon atoms include propylene, butene-1, hexene-1, decene-1, 4-methylbutene-1, 4-methylpentene-1, and the like.
- L L D is used.
- the ⁇ , ⁇ -unsaturated carboxylic acid (hereinafter referred to as “unsaturated carboxylic acid”) to be subjected to Darraf polymerization to the above-mentioned unmodified ethene is methacrylic acid, ethacrylic acid, anhydride of Esters etc. It is done. Of these, maleic anhydride is preferred.
- the graft amount of the unsaturated carboxylic acid is usually from 0.05 to 1: 1.5% by weight, preferably from 0.1 to :! It is in the range of% by weight.
- the amount of the unsaturated carboxylic acid is less than 0.05% by weight, the effect of improving the slidability is reduced because the compatibility with the polyamide is deteriorated, and the amount of the unsaturated carboxylic acid is 1. If it exceeds 5% by weight, the reaction with the terminal amino group of the polyamide is excessive and the melt viscosity becomes high, or the gelling process is severely impaired due to gelation, which is not preferable.
- Graft polymerization is carried out by adding an unsaturated carboxylic acid to an unmodified ethylene copolymer according to a conventional method, and melt-kneading usually at 150 to 300.
- an organic peroxide such as' -bis-t-butyloxy-p-diisopropylbenzene may be used for efficient polymerization.
- the amount of organic peroxide used in this case is usually in the range of 0.001 to 0.05% by weight with respect to the unmodified ethylene copolymer.
- the density of the acid-modified ethylene copolymer used in the present invention is preferably 0.89 to 0.94 g Zcc, particularly preferably 0.91 to 0.94 gZcc. If the density is less than 0.89 g / cc, the elastic modulus will decrease, so the joints such as the joint will be easily deformed, and if the density does not exceed 0.94 g Zcc, This is not preferable because the impact resistance is lowered and the joints such as the squeezed part are destroyed.
- the blending ratio of the acid-modified ethylene copolymer used in the present invention is preferably 10 to 20% by weight with respect to the entire resin composition.
- the blending ratio of the acid-modified ethylene copolymer is less than 10% by weight, the effect of improving the slidability is reduced, and dust due to friction is generated, causing a defect in precision products.
- it exceeds 20% by weight the elastic modulus will decrease. This is not preferable because a joint portion such as a mating portion is easily deformed.
- the polyamide resin composition used in the present invention can contain a reinforcing material such as glass fiber.
- a dispersant can be used for the purpose of dispersing the conductivity imparting material, the impact improving material, the reinforcing material, and the like.
- various other additives may be added to the polyamide resin composition used in the present invention as necessary, and these are added when the resin composition is melt-kneaded or melt-molded (described above). As of) .
- the production method of the polyamide resin composition used in the present invention is not limited to a specific method, but as a specific and efficient example, a raw material mixture is converted into a single-screw or twin-screw extruder, a Banbury-mixer, a kneader, Examples thereof include a method of supplying and kneading to a generally known melt mixer such as a mixing roll.
- the order of mixing the raw materials is not particularly limited, and all the raw materials are mixed and then melt-kneaded by the above method, and some raw materials are mixed and then the remaining raw materials are mixed by the above method.
- Any method may be used, such as a method of melt kneading, or a method of mixing a part of raw materials and mixing the remaining raw materials using a single feeder during melt kneading with a single or twin screw extruder. Good.
- the method of molding the cable housing from the polyamide resin composition there is no particular limitation on the method of molding the cable housing from the polyamide resin composition, and the polyamide resin composition is injection molded using an injection molding machine, or press molded using a press molding machine. be able to.
- a polyamide resin (PA 92 C) (A) is added to a conductivity imparting material (B) such as carbon fiber and / or carbon black, an acid.
- a polyamide resin composition containing an impact modifier (C) such as a modified ethylene copolymer, it has excellent slidability, mechanical strength, and electrical conductivity, as well as low water absorption and moldability.
- a cable housing with excellent chemical resistance can be obtained.
- the volume resistivity of the polyamide resin composition in the present invention is desirably 1 ⁇ 10 4 ( ⁇ cm) or less.
- the volume resistivity of the polyamide resin composition was measured by the method of AS TMD 2 57.
- the flexural modulus of the polyamide resin composition is preferably 6. OGPa or more, more preferably 6.4 GPa or more.
- the cable housing of the present invention has excellent slidability and rigidity, In addition, it has excellent electrical conductivity and is suitably used for precision machine manufacturing equipment such as semiconductor factories.
- Nylon 1 1 and Nylon 1 2 in particular have the basic performance required for fuel component applications that are oil resistant and fuel permeation-proof. And fuel oil tanks, fuel pipes, fuel transfer units, fuel pump modules, valves and other molded parts that come into contact with fuel.
- Biodiesel fuel is a fuel consisting of vegetable oils such as rapeseed oil, sunflower oil, soybean oil and corn oil, and fatty acid methyl esters obtained by esterifying these waste edible oils with crude oil and then separating and removing glycerin.
- Biodiesel fuel is generally this fatty acid methyl Esters are used in a mixture with diesel oil in a certain ratio.
- the resistance of polyamid resin to biodiesel fuel is considered to be different from the resistance of gasoline and light oil to conventional fuels, and those with conventional fuel resistance are not necessarily resistant to biodiesel fuel.
- polyamide resins used in fuel parts also have problems such as changes in physical properties due to water absorption, deterioration in acid and high-temperature alcohol, and better dimensional stability. There is a demand for polyamide.
- the present invention uses a polyamide resin PA 92C or PA 92/2/62 T, which is excellent in biodiesel fuel resistance and low in linear polyoxide resin.
- Polyamide resin molded parts that are in direct contact with biodiesel fuel with excellent hydrolysis resistance, high molecular weight, large difference between melting point and thermal decomposition temperature without impairing water absorption I will provide a.
- the layered silicate itself and the method for adding it are as described above.
- the compounding amount of the layered silicate is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin. If it is less than 5 parts by mass, the fuel permeation inhibiting effect is — — Not enough, and if it exceeds 10 parts by mass, molding may become difficult, and impact strength and flexibility may be reduced.
- the preferred plasticizer for use in the polyamide resin P A 9 2 C or P A 9 2/6 2 T is as described above.
- the blending amount of the plasticizer is preferably 0 to 30 parts by mass with respect to 100 parts by mass of the polyamide resin. If it exceeds 30 parts by mass, there is a possibility of a bridle.
- a part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired.
- Examples of other polymers that can be blended as needed include those described above in 1.4.
- additives may be added to the molded part having excellent biodiesel fuel resistance according to the present invention as required (as described above).
- a polyamide resin or a polyamide resin composition containing various compounding ingredients and additives is injected, extruded, hollow, pressed, or All known molding methods applicable to polyamide, such as glass, foam, vacuum / pressure air, and stretching, are possible. By these molding methods, films, sheets, molded articles, fibers, and the like can be processed.
- the molded parts excellent in biodiesel fuel resistance obtained by the present invention can be used for any of various molded parts in which conventional polyamide resin fuel parts have been used.
- Examples of the molded member that comes into contact with the biodiesel fuel include a fuel tank, a fuel tube, a fuel pipe, a fuel transfer unit, a fuel pump module, and a valve.
- a polyamide resin having excellent biodiesel fuel resistance, low water absorption, excellent hydrolysis resistance, a wide moldable temperature range, and excellent directing property to biodiesel fuel. Formed parts are provided.
- Ti r was measured at 25 using a Ostwald viscometer with a 96% sulfuric acid solution of polyamide (concentration: 1. O g / dl).
- Tm and Tc of the plasticizer-containing sample and the sample not containing the plasticizer were measured in a nitrogen atmosphere using PYRI IS Diamond DSC manufactured by Perkin ELMer.
- the temperature is increased from 3 0 to 2 7 0 at a rate of 1 0 / min (referred to as a temperature rising fast run), held at 2 7 0 for 3 minutes, and then — 1 0 0 until 1 0 no minute
- the temperature was lowered at a rate of 5 ° C. (referred to as a “decreased ground ⁇ run”), and then the temperature was raised at a rate of 10 ° CZ up to 2700 (referred to as a temperature rise second run).
- the endothermic peak temperature of the temperature rising fasttran from the DSC chart obtained, and for the sample not containing the plasticizer, the endothermic peak temperature of the temperature rising second run, respectively.
- Td was measured by thermogravimetric analysis (TGA) using THE RMOGR AV IMM ETRIC A NA L YZ ERT GA- 50 manufactured by Shimadzu Corporation. The temperature was increased from room temperature to 50 ° C. under a nitrogen stream of 20 ml / min at a rate of temperature increase of 10 minutes, and T d was measured.
- TGA thermogravimetric analysis
- Melt viscosity is TI, Ainstrument, Japan
- a 25 mm cone plate was attached to the viscoelasticity measuring device AR ES, and the measurement was performed in nitrogen at 25 ° C. and at a shear rate of 0.1 Is- 1 .
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Disclosed is a polyamide resin composition containing a polyamide resin wherein the dicarboxylic acid component is composed of oxalic acid and the diamine component is composed of 1,9-nonanediamine and 2-methyl-1,8-octanediamine with the molar ratio between 1,9-nonanediamine and 2-methyl-1,8-octanediamine being from 1:99 to 99:1, or alternatively a polyamide resin wherein the dicarboxylic acid component is composed of oxalic acid and the diamine component is composed of 1,9-nonanediamine and 2-methyl-1,8-octanediamine (hereinafter referred to as "C9 diamine mixture") and 1,6-hexanediamine (hereinafter referred to as "C6 diamine") with the molar ratio between the C9 diamine mixture and the C6 diamine being from 1:99 to 99:1, and various additives.
Description
明 細 書 発明の名称 Description Title of Invention
新規なポリァミ ド樹脂組成物及びポリアミ ド樹脂含有製品 技術分野 New polyamide resin composition and product containing polyamide resin Technical Field
本発明は、 新規なポリアミ ド樹脂組成物及びそのようなポリアミ ド樹脂組成物を用いた製品に関する。 詳しく は、 成形可能温度幅が 広く、 成形加工性に優れ、 かつ低吸水性、 耐薬品性、 耐加水分解性 などにも優れたポリアミ ド樹脂と、 可塑剤、 補強繊維、 導電性付与 剤、 層状珪酸塩、 衝撃改良剤、 耐熱剤、 離型剤を含むポリアミ ド樹 脂組成物、 及び、 上記のポリ アミ ド樹脂を用いた射出成形体、 中空 成形品、 フィ ラメン ト、 フィルム、 金属被覆材料、 バイ ンダ成形体 、 液体又は蒸気バリア性を有する成形品、 燃料タンク、 燃料チュー ブ、 燃料配管用継手、 クイ ックコネクター、 エンジン冷却水系部品 、 車両用内装部品、 車両用外装部品、 車両エンジンルーム部品、 ケ 一ブルハウジング、 バイオディーゼルと直接接触する成形部材など の製品に関する。 背景技術 The present invention relates to a novel polyamide resin composition and a product using such a polyamide resin composition. Specifically, a polyamide resin with a wide range of moldable temperatures, excellent molding processability, low water absorption, chemical resistance, and hydrolysis resistance, and plasticizers, reinforcing fibers, conductivity-imparting agents, Polyamide resin composition containing layered silicate, impact modifier, heat resistance agent, release agent, and injection-molded article, hollow molded article, filament, film, metal coating using the above-mentioned polyamide resin Material, Binder molded body, Molded product with liquid or vapor barrier property, Fuel tank, Fuel tube, Fuel piping joint, Quick connector, Engine cooling water system parts, Vehicle interior parts, Vehicle exterior parts, Vehicle engine room It relates to products such as parts, cable housing, and molded parts that come into direct contact with biodiesel. Background art
ナイ ロン 6、 ナイ ロン 6 6などに代表される結晶性ポリアミ ドは 、 その優れた特性と溶融成形の容易さから、 衣料用、 産業資材用繊 維、 あるいは汎用のエンジニアリ ングプラスチックとして広く用い られているが、 一方では吸水による物性変化、 酸、 高温のアルコー ル、 熱水中での劣化などの問題点も指摘されており、 より寸法安定 性、 耐薬品性に優れたポリ アミ ドへの要求が高まっている。 Crystalline polyamides such as Nylon 6 and Nylon 6 6 are widely used as textiles for clothing, industrial materials, or general-purpose engineering plastics because of their excellent characteristics and ease of melt molding. On the other hand, problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water have also been pointed out, leading to polyamides with better dimensional stability and chemical resistance. The demand is growing.
一方、 ジカルボン酸成分として蓚酸を用いるポリ アミ ド樹脂はポ
リオキサミ ド樹脂と呼ばれ、 同じアミノ基濃度の他のポリアミ ド樹 脂と比較して融点が高いこと、 吸水率が低いことが知られ (特開 2 0 0 6 — 5 7 0 3 3号公報) 、 吸水による物性変化が問題となって いた従来のポリアミ ドが使用困難な分野での活用が期待される。 On the other hand, polyamide resins using oxalic acid as the dicarboxylic acid component are This is called a lyxamide resin, and it is known that it has a higher melting point and lower water absorption than other polyamide resins with the same amino group concentration (Japanese Patent Laid-Open No. 2 0 0 6 — 5 7 0 3 3 ) It is expected to be used in fields where conventional polyamides are difficult to use, where changes in physical properties due to water absorption have been a problem.
これまでに、 ジァミ ン成分として種々の脂肪族直鎖ジァミ ンを用 いたポリオキサミ ド樹脂が提案されている。 しかしながら、 例えば 、 ジァミ ン成分として 1 , 6 —へキサンジァミ ンを用いたポリオキ サミ ド樹脂は融点 (約 3 2 0で) が熱分解温度 (窒素中の 1 %重量 減少温度 ; 約 3 1 0で) より高いため (S. W. Shalaby. , J. Polym . Sci. , 11, 1 (1973) ) 、 溶融重合、 溶融成形が困難であり実用に 耐えうるものではなかった。 So far, polyoxamide resins have been proposed that use various aliphatic straight-chain diamines as the diamine component. However, for example, a polyoxamide resin using 1,6-hexanediamine as the diamine component has a melting point (about 3 20) at the thermal decomposition temperature (1% weight loss temperature in nitrogen; about 3 10). ) Since it is higher (SW Shalaby., J. Polym. Sci., 11, 1 (1973)), melt polymerization and melt molding were difficult and could not withstand practical use.
ジァミ ン成分が 1 , 9 —ノナンジァミ ンであるポリオキサミ ド樹 脂 (以後、 Ρ Α 9 2 と略称する) については、 L. Francoらが蓚酸 源として蓚酸ジェチルを用いた場合の製造法とその結晶構造を開示 している ( L. Franco et al. , Macromolecules. , 31, 3912 (1988) ) 。 ここで得られる Ρ Α 9 2 は固有粘度が 0. 9 7 d L/g、 融点 が 2 4 6でのポリマーであるが、 強靭な成形体が成形出来ない程度 の低分子量体しか得られていない。 また、 特表平 5 — 5 0 6 4 6 6 号公報には、 ジカルボン酸エステルとして蓚酸ジブチルを用いた場 合について、 固有粘度が 0. 9 9 d L/g、 融点が 2 4 8 の P A 9 2 を製造したことが示されている (特表平 5 — 5 0 6 4 6 6号公 報) 。 この場合も強靱な成形体が成形出来ない程度の低分子量体し か得られていないという問題点がある。 Polyoxamide resin (hereinafter abbreviated as Ρ Α 92), which has 1,9-nonanediamine as the diminant component, is manufactured by L. Franco et al. The structure is disclosed (L. Franco et al., Macromolecules., 31, 3912 (1988)). Ρ Α 9 2 obtained here is a polymer with an intrinsic viscosity of 0.997 dL / g and a melting point of 2 46, but only a low molecular weight product that can not be molded into a tough molded product has been obtained. Absent. In addition, Japanese Patent Publication No. 5 — 5 0 6 4 6 6 discloses a PA having an intrinsic viscosity of 0.99 dL / g and a melting point of 2 4 8 when dibutyl oxalate is used as the dicarboxylic acid ester. 9 2 has been shown to be manufactured (Special Table 5-5 500 6 6 6). In this case as well, there is a problem that only a low molecular weight body capable of forming a tough molded body can be obtained.
先行文献においてはジァミ ン成分として 1 , 9 —ノナンジァミ ン 及び 2 —メチルー 1 , 8 —オクタンジァミ ンの 2種のジアミ ンを特 定の比率で用いたポリオキサミ ド樹脂の具体的な開示はない。 In the prior literature, there is no specific disclosure of a polyoxamide resin using two kinds of diamines of 1,9-nonanediamine and 2-methyl-1,8-octanediamine as specific components.
そこで、 本発明は、 従来の P A 9 2 と比較して十分な高分子量化
が達成され、 融点と熱分解温度の差から見積もられる成形可能温度 幅が広く、 溶融成形性に優れ、 さ らに、 脂肪族直鎖ポリオキサミ ド 樹脂に見られる低吸水性を損なう ことなく、 従来の脂肪族ポリアミ ド樹脂に比較して、 耐薬品性、 耐加水分解性などに優れたポリアミ ド樹脂を提供し、 さ らに、 そのポリ アミ ド樹脂の耐衝撃性、 機械的 強度、 耐燃料性、 耐薬品性、 導電性、 液体又は蒸気に対するバリヤ 性などのさ らなる向上を図ること、 また、 そのポリアミ ド樹脂を用 いた射出成形体、 中空成形品、 フィ ラメン ト、 フィルム、 金属被覆 材料、 バインダ成形体、 液体又は蒸気バリア性を有する成形品、 燃 料タンク、 燃料チューブ、 燃料配管用継手、 クイ ックコネクター、 エンジン冷却水系部品、 車両用内装部品、 車両用外装部品、 車両ェ ンジンルーム部品、 ケーブルハウジング、 バイオディーゼルと直接 接触する成形部材などを提供することを目的とするものである。 発明の概要 Therefore, the present invention has a sufficiently high molecular weight compared to the conventional PA 92. With a wide moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature, excellent melt moldability, and without sacrificing the low water absorption found in aliphatic linear polyoxide resins Compared to other aliphatic polyamide resins, we provide a polyamide resin with superior chemical resistance, hydrolysis resistance, etc., and the impact resistance, mechanical strength, fuel resistance of the polyamide resin , Chemical resistance, electrical conductivity, barrier properties against liquids or vapors, and injection molded products, hollow molded products, filaments, films, metal coatings using the polyamide resin Materials, Binder molded products, Molded products with liquid or vapor barrier properties, Fuel tanks, Fuel tubes, Fuel pipe joints, Quick connectors, Engine cooling water system parts, Vehicle interior parts Is for exterior vehicle parts, vehicle E Njinrumu parts, cable housing, to provide a like molding member in direct contact with the biodiesel purposes. Summary of the Invention
そこで、 本発明は、 上記目的を達成するために、 従来のポリアミ ド 6、 1 1 、 1 2等に代わるものとして、 従来のポリアミ ド樹脂の 優れた特性を保持しながら特に低吸水性が高い実用性に優れるとと もにその他の特性も優れる新規なポリ アミ ド樹脂及びポリ アミ ド樹 脂組成物を開発するとともに、 そのようなポリアミ ド樹脂及びポリ アミ ド樹脂組成物を用いて各種の用途に適合した製品を開発するこ とに鋭意検討した。 Therefore, in order to achieve the above object, the present invention is an alternative to the conventional polyamide 6, 11 1, 12, etc., and has a particularly low water absorption while maintaining the excellent properties of the conventional polyamide resin. In addition to developing new polyamide resins and polyamide resin compositions that have excellent practicality and other characteristics, various types of polyamide resins and polyamide resin compositions are used to develop various types of polyamide resins and polyamide resin compositions. We have eagerly studied to develop products suitable for the application.
そして、 本発明者らは、 鋭意検討を重ねた結果、 ジカルボン酸成 分が蓚酸であり、 ジァミ ン成分が 1 , 9 —ノナンジァミ ン及び 2 — メチル一 1 , 8 —オクタンジァミ ンからなり、 かつ 1 , 9 ーノナン ジァミ ンと 2 —メチル— 1, 8 —オクタンジァミ ンのモル比が 6 : 9 4〜 9 9 : 1であるポリアミ ド樹脂 (以下において 「 P A 9 2 C
」 ともいう。 ) によれば、 低吸水性でありながら、 高分子化が可能 であり、 融点と熱分解温度の差が充分に大きく溶融成形性に優れ、 しかも耐薬品性、 耐加水分解性などの諸特性に優れるポリアミ ド樹 脂であることを見出した (WO 2 0 0 8 0 7 2 7 5 4 ) 。 As a result of intensive investigations, the present inventors have found that the dicarboxylic acid component is oxalic acid, the diamine component is 1,9-nonanediamine and 2-methyl-1-, 8-octanediamine, and 1 , 9-nonanediamine and 2-methyl-1,8-octanediamine in a molar ratio of 6:94 to 9-9: 1 (hereinafter referred to as “PA 9 2 C”) Also called. ) Can be polymerized with low water absorption, has a sufficiently large difference between the melting point and thermal decomposition temperature, has excellent melt moldability, and has various properties such as chemical resistance and hydrolysis resistance. It was found that it is an excellent polyamide resin (WO 2 0 0 8 0 7 2 7 5 4).
本発明者らは、 さ らに、 ジカルボン酸成分が蓚酸であり、 ジアミ ン成分が 1, 9 ーノナンジァミ ンと 2 _メチル一 1 , 8 —オクタン ジァミ ンの混合物 (以下において 「C 9ジァミ ン混合物」 ともいう 。 ) 及び 1 , 6 —へキサンジァミ ン (以下において 「C 6ジァミ ン 」 ともいう。 ) からなり、 かつ C 9ジァミ ン混合物と C 6ジァミ ン のモル比が 1 : 9 9〜 9 9 : 1であるポリアミ ド樹脂 (以下におい て 「P A 9 2 / 6 2 T」 ともいう。 ) 力 、 ポリアミ ド樹脂 P A 9 2 Cと同様に、 高分子量化が可能であり、 融点と熱分解温度の差が充 分に大きく溶融成形性に優れ、 さ らに直鎖ポリオキサミ ド樹脂に見 られる低吸水性を損なう ことなく、 従来のポリアミ ドに比較して耐 薬品性、 柔軟性ならびに耐加水分解性に優れる可塑剤含有ポリ アミ ド樹脂組成物が得られるのみならず、 この新規なポリアミ ド樹脂 ( P A 9 2 / 6 2 T) は、 P A 9 2 Cと比べて、 融点がより高く、 曲 げ弾性率、 荷重たわみ温度などの力学的特性がより優れ、 コス ト的 にも有利でありながら、 溶融温度幅の減少は許容範囲内であり、 低 吸水性は実質的に失われないという特長を有することも見出した。 Further, the present inventors have further found that the dicarboxylic acid component is oxalic acid, and the diamine component is a mixture of 1,9-nonanediamine and 2_methyl-1,1,8-octanediamine (hereinafter referred to as “C9 diamine mixture”). ) And 1, 6 —hexanediamine (hereinafter also referred to as “C6 jamin”), and the molar ratio of the C9 jamin mixture to the C6 jamin is 1: 9 9-9 9: 1 Polyamide resin (hereinafter also referred to as “PA 9 2/62 T”) Force, Polyamide resin Like PA 9 2 C, high molecular weight is possible, melting point and thermal decomposition The difference in temperature is sufficiently large and melt moldability is excellent, and further, chemical resistance, flexibility, and water resistance are reduced compared to conventional polyamides without impairing the low water absorption seen in linear polyoxide resins. Plasticizer-containing polymer with excellent degradability This new polyamide resin (PA 9 2/6 2 T) has a higher melting point, bending elastic modulus, deflection temperature under load, etc. than PA 9 2 C. It has also been found that, while its mechanical properties are superior and cost-effective, the melting temperature range is within an acceptable range and low water absorption is not substantially lost.
こう して、 本発明によれば、 これらの新規なポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tを用いて、 従来技術において課題とさ れている様々な課題を解決することができることを見出した。 具体 的には、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tに可塑剤 、 補強繊維、 導電性付与剤、 層状珪酸塩、 衝撃改良剤、 耐熱剤、 離 型剤を添加したポリアミ ド樹脂組成物、 及び、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 Tを用いた射出成形体、 中空成形品、 フ
イ ラメン ト、 フィルム、 金属被覆材料、 バイ ンダ成形体、 液体又は 蒸気バリア性を有する成形品、 燃料タンク、 燃料チューブ、 燃料配 管用継手、 クイ ックコネクター、 エンジン冷却水系部品、 車両用内 装部品、 車両用外装部品、 車両エンジンルーム部品、 ケーブルハウ ジング、 バイオディ一ゼルと直接接触する成形部材などの製品が提 供される。 Thus, according to the present invention, these novel polyamide resins PA 9 2 C and PA 9 2/62 T can be used to solve various problems that are problems in the prior art. I found out that I can do it. Specifically, polyamide resin PA 9 2 C or PA 9 2/62 T added with a plasticizer, reinforcing fiber, conductivity-imparting agent, layered silicate, impact modifier, heat resistance agent, release agent. Resin molding composition, and polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T Iramments, films, metal coating materials, binder moldings, molded articles with liquid or vapor barrier properties, fuel tanks, fuel tubes, joints for fuel piping, quick connectors, engine cooling water system parts, vehicle interior parts, Products such as vehicle exterior parts, vehicle engine room parts, cable housing, molded parts that come into direct contact with biodiesel, etc. are provided.
具体的には、 下記を提供する。 Specifically, the following are provided.
( 1 ) (1)
(A) ( A 1 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1, 9 —ノナンジァミ ン及び 2—メチルー 1 , 8 —オクタンジアミ ンからなり、 かつ 1 , 9 —ノナンジァミ ンと 2 _メチル一 1 , 8 — オクタンジァミ ンのモル比が 1 : 9 9〜 9 9 : 1であるポリアミ ド 樹脂、 又は、 (A) (A 1) The carboxylic acid component consists of oxalic acid, the diamine component consists of 1,9-nonanediamine and 2-methyl-1,8-octanediamine, and 1,9-nonanediamine and 2_methyl 1,8—polyamide resin having a molar ratio of octanediamine of 1: 9 9 to 99: 1, or
( A 2 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1 , 9 —ノナンジァミ ンと 2 —メチル _ 1, 8 —オクタンジァミ ンの混 合物 (以下、 「C 9ジァミ ン混合物」 という。 ) 及び 1 , 6—へキ サンジァミ ン (以下、 「C 6ジァミ ン」 という。 ) からなり、 C 9 ジァミ ン混合物と C 6ジァミ ンのモル比が 1 : 9 9〜 9 9 : 1であ るポリ アミ ド樹脂、 及び (A 2) Carboxylic acid component is composed of oxalic acid, and diamine component is a mixture of 1,9 —nonanediamine and 2 —methyl — 1,8 —octanediamine (hereinafter referred to as “C9 diamine mixture”). And 1, 6—hexadamine (hereinafter referred to as “C6 jamin”), the molar ratio of the C9 jamin mixture to the C6 jamin is from 1: 9 9 to 99: 1 Polyamide resin, and
(B) 可塑剤、 補強繊維、 導電性付与剤、 層状珪酸塩、 衝撃改良 剤、 耐熱剤及び離型剤からなる群から選択された少なく とも 1種の 添加剤 (B) At least one additive selected from the group consisting of plasticizers, reinforcing fibers, conductivity-imparting agents, layered silicates, impact modifiers, heat-resistant agents and mold release agents
を含むポリァミ ド樹脂組成物。 A polyamide resin composition comprising:
( 2 ) (2)
ポリアミ ド樹脂 (A) は、 9 6 %硫酸を溶媒とし、 濃度が 1. 0 g/d 1 のポリアミ ド樹脂溶液を用いて 2 5 で測定した相対粘度 ( 7? r ) が 1. 8〜 6. 0である、 上記 ( 1 ) 記載のポリ アミ ド樹
脂組成物。 Polyamide resin (A) has a relative viscosity (7? R) of 1.8 to 8 measured at 25 using 96% sulfuric acid as a solvent and a polyamide resin solution with a concentration of 1.0 g / d 1. 6. Polyamide tree according to (1) above, which is 0 Fat composition.
( 3 ) (3)
ポリアミ ド樹脂 (A) は、 窒素雰囲気下、 1 0 分の昇温速度 で測定した熱重量分析における 1 %重量減少温度と窒素雰囲気下、 1 0で Z分の昇温速度で測定した示差走査熱量法により測定した融 点との温度差が 5 0で以上である、 上記 ( 1 ) または ( 2 ) に記載 のポリ アミ ド樹脂組成物。 Polyamide resin (A) is a differential scan measured at 1% weight loss temperature in a thermogravimetric analysis measured at a heating rate of 10 minutes in a nitrogen atmosphere and at a heating rate of Z at 10 in a nitrogen atmosphere. The polyamide resin composition according to (1) or (2) above, wherein the temperature difference from the melting point measured by a calorimetric method is 50 or more.
( 4 ) ( Four )
ポリアミ ド樹脂 (A 1 ) は、 1, 9 —ノナンジァミ ンと 2 —メチ ル— 1 , 8 —オクタンジァミ ンのモル比が 5 : 9 5〜 9 5 : 5であ るジァミ ン成分からなる、 上記 ( 1 ) 〜 ( 3 ) のいずれか 1項に記 載のポリアミ ド樹脂組成物。 Polyamide resin (A 1) is composed of a diamine component having a molar ratio of 1,9-nonanediamine and 2-methyl-1,8-octanediamine of 5:95 to 95: 5. (1)-The polyamide resin composition as described in any one of (3).
( 5 ) ( Five )
ポリ アミ ド樹脂(A 2 )は、 C 9ジァミ ン混合物と C 6ジァミ ンの モル比が 5. 1 : 9 4. 9〜 8 0 : 2 0である、 上記 ( 1 ) 〜 ( 4 ) のいずれか 1項に記載のポリアミ ド樹脂組成物。 Polyamide resin (A 2) has a molar ratio of C 9 -diamine mixture to C 6 -diamine of 5.1: 9 4. 9 to 80: 20, in the above (1) to (4) The polyamide resin composition according to any one of the above.
( 6 ) (6)
ポリ アミ ド樹脂(A 2 )は、 C 9ジァミ ン混合物と C 6ジァミ ンの モル比が 1 0 : 9 0〜 7 0 : 3 0である、 上記 ( 5 ) に記載のポリ ァミ ド樹脂組成物。 The polyamide resin (A 2) is a polyamide resin according to the above (5), wherein the molar ratio of the C 9 jam mixture to the C 6 jam is 10:90 to 70:30. Composition.
( 7 ) (7)
前記可塑剤が、 ポリアミ ド樹脂 (A) 1 0 0重量部に対し 1〜 3 0重量部で含まれる、 上記 ( 1 ) 〜 ( 6 ) のいずれか 1項に記載の ポリアミ ド樹脂組成物。 The polyamide resin composition according to any one of (1) to (6), wherein the plasticizer is contained in an amount of 1 to 30 parts by weight with respect to 100 parts by weight of the polyamide resin (A).
( 8 ) (8)
前記補強繊維がガラス繊維及び 又は炭素繊維である、 上記 ( 1 ) 〜 ( 6 ) のいずれか 1項に記載のポリアミ ド樹脂組成物。
前記導電性付与剤がカーボンブラック及び Z又は炭素繊維である 、 上記 ( 1 ) 〜 ( 6 ) のいずれか 1項に記載のポリアミ ド樹脂組成 物。 The polyamide resin composition according to any one of (1) to (6), wherein the reinforcing fibers are glass fibers and / or carbon fibers. The polyamide resin composition according to any one of (1) to (6), wherein the conductivity-imparting agent is carbon black and Z or carbon fiber.
( 1 0 ) ( Ten )
前記層状珪酸塩の含有量が、 前記ポリアミ ド樹脂 1 0 0質量部に 対して 0. 0 5〜 : 1 0質量部である、 上記 ( 1 ) 〜 ( 6 ) のいずれ か 1項に記載のポリァミ ド樹脂組成物。 The content of the layered silicate is 0.05 to 10 parts by mass with respect to 100 parts by mass of the polyamide resin, according to any one of the above (1) to (6). Polyamide resin composition.
( 1 1 ) (1 1)
前記層状珪酸塩の 5 0質量%以上が、 前記ポリアミ ド樹脂中で単 層に分散している、 上記 ( 1 0 ) に記載のポリアミ ド樹脂組成物。 ( 1 2 ) The polyamide resin composition according to (10), wherein 50% by mass or more of the layered silicate is dispersed in a single layer in the polyamide resin. (1 2)
前記層状珪酸塩が、 珪酸アルミニウム質フィ 口珪酸塩又は珪酸マ グネシゥム質フイ ロ珪酸塩である、 上記 ( 1 ) 〜 ( 6 ) 及び ( 1 0 ) 〜 ( 1 1 ) のいずれか 1項に記載のポリアミ ド樹脂組成物。 The layered silicate is aluminum silicate phyllosilicate or magnesium silicate phyllosilicate, according to any one of (1) to (6) and (10) to (11) Polyamide resin composition.
( 1 3 ) ( 13 )
前記衝撃改良材が、 ポリアミ ド樹脂 ( A) 1 0 0質量部に対して 1 0〜 1 0 0質量部で含まれる、 上記 ( 1 ) 〜 ( 6 ) のいずれか 1 項に記載のポリアミ ド樹脂組成物。 The polyamide according to any one of (1) to (6) above, wherein the impact modifier is contained at 10 to 100 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Resin composition.
( 1 4 ) ( 14 )
前記耐熱剤が、 ポリアミ ド樹脂 (A) 1 0 0質量部に対して 0. 0 1〜 3. 0質量部の範囲内で配合されてなる、 上記 ( 1 ) 〜 ( 6 ) のいずれか 1項に記載の樹脂組成物。 Any one of the above (1) to (6), wherein the heat-resistant agent is blended within a range of 0.01 to 3.0 parts by mass with respect to 100 parts by mass of the polyamide resin (A). The resin composition according to item.
( 1 5 ) (1 5)
前記離型剤が、 ポリアミ ド樹脂 (A) 1 0 0質量部に対し 0. 0 1〜 5質量部の範囲内で配合されてなる、 上記 ( 1 ) 〜 ( 6 ) のい ずれか 1項に記載のポリ ァミ ド樹脂組成物。
( 1 6 ) Any one of the above (1) to (6), wherein the release agent is blended within a range of 0.01 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin (A). The polyimide resin composition as described in 1. above. (1 6)
前記離型剤が、 ポリアルキレングリ コールの末端変性物、 リ ン酸 エステル類又は亜リ ン酸エステル類、 高級脂肪酸モノエステル類、 高級脂肪酸又はその金属塩、 エチレンビスアミ ド化合物、 低分子量 ポリエチレン、 珪酸マグネシウム及び置換べンジリデンソルビ トー ル類からなる群から選択される 1種又は 2種以上の化合物である、 上記 ( 1 ) 〜 ( 6 ) 及び ( 1 5 ) のいずれか 1項に記載のポリ アミ ド樹脂組成物。 The release agent is a polyalkylene glycol end-modified product, phosphoric acid ester or phosphorous acid ester, higher fatty acid monoester, higher fatty acid or metal salt thereof, ethylene bisamide compound, low molecular weight polyethylene The polycrystal according to any one of (1) to (6) and (15) above, which is one or more compounds selected from the group consisting of magnesium silicate and substituted benzylidene sorbitols Amide resin composition.
( 1 7 ) (1 7)
上記 ( 1 ) 〜 ( 1 6 ) のいずれか 1項に記載のポリ ァミ ド樹脂組 成物から形成された成形物。 A molded article formed from the polyamide resin composition according to any one of (1) to (16) above.
( 1 8 ) (1 8)
( A) ( A 1 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1 , 9 ーノナンジァミ ン及び 2—メチルー 1, 8 —オクタンジアミ ンからなり、 かつ 1, 9ーノナンジァミ ンと 2 —メチル一 1, 8 _ オクタンジァミ ンのモル比が 1 : 9 9〜 9 9 : 1であるポリアミ ド 樹脂 (以下、 「 P A 9 2 C」 という。 ) 、 又は、 (A) (A 1) The carboxylic acid component is composed of oxalic acid, the diamine component is composed of 1,9-nonanediamine and 2-methyl-1,8-octanediamine, and 1,9-nonanediamine and 2-methyl-1,1, Polyamide resin (hereinafter referred to as “PA 9 2 C”) having a molar ratio of 8_octanediamine of 1:99 to 99: 1: 1, or
( A 2 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1 , 9 —ノナンジァミ ンと 2 —メチル一 1 , 8 —オクタンジァミ ンの混合 物 (以下、 「C 9ジァミン混合物」 という。 ) 及び 1 , 6 —へキサ ンジァミ ン (以下、 「C 6ジァミ ン」 という。 ) からなり、 C 9ジ ァミ ン混合物と C 6ジァミ ンのモル比が 1 : 9 9〜 9 9 : 1である ポリアミ ド樹脂 (以下、 「P A 9 2 Z 6 2 T」 という。 ) (A 2) The carboxylic acid component consists of oxalic acid, and the diamine component is a mixture of 1,9-nonanediamine and 2—methyl-1,1,8—octanediamine (hereinafter referred to as “C9 diamine mixture”) and 1 , 6 — Hexadiamine (hereinafter referred to as “C 6 diamine”), and the molar ratio of the C 9 diamine mixture to the C 6 diamine is 1: 9 9-9 9: 1 Resin (hereinafter referred to as “PA 9 2 Z 6 2 T”)
を含む、 射出成形材料、 射出成形品、 中空成形部品、 フィ ラメン ト 、 フィルム、 金属被覆材料、 液体又は蒸気バリア性を有するポリア ミ ド樹脂成形部品、 燃料タンク部品、 燃料チューブ、 燃料配管用継 手、 クイ ックコネクター、 燃料配管部品、 エンジン冷却水系部品、
車両用部品、 車両内装部品、 車両外装部品、 車両エンジンルーム部 品、 ケーブルハウジング、 バイオディーゼルと直接接触する成形部 材から選ばれた製品。 Injection molding materials, injection molded products, hollow molded parts, filaments, films, metal coating materials, polyimide resin molded parts with liquid or vapor barrier properties, fuel tank parts, fuel tubes, fuel piping joints Hands, quick connectors, fuel piping parts, engine cooling water system parts, Products selected from vehicle components, vehicle interior components, vehicle exterior components, vehicle engine compartment components, cable housings, and molded components that are in direct contact with biodiesel.
( 1 9 ) (1 9)
前記ポリアミ ド樹脂の、 9 6 %硫酸を溶媒とし、 度が 1 . 0 g /d 1 のポリアミ ド樹脂溶液を用いて 2 5でで測定した相対粘度 ( V r ) が、 1. 8〜 6. 0である、 上記 ( 1 8 ) に記載の製品。 ( 2 0 ) The relative viscosity (V r) of the polyamide resin measured at 25 using 96% sulfuric acid as a solvent and a polyamide resin solution with a degree of 1.0 g / d 1 is 1.8 to 6 The product as described in (18) above, which is 0. (2 0)
前記ポリアミ ド樹脂の、 窒素雰囲気下において 1 0 分の昇温 速度で測定した熱重量分析における 1 %重量減少温度と、 窒素雰囲 気下において 1 0で/分の昇温速度で測定した示差走査熱量法によ り測定した融点との温度差が、 5 0で以上である、 上記 ( 1 8 ) 又 は ( 1 9 ) に記載の製品。 1% weight loss temperature in thermogravimetric analysis measured at a heating rate of 10 minutes in a nitrogen atmosphere and a differential measurement measured at a heating rate of 10 / min in a nitrogen atmosphere. The product as described in (18) or (19) above, wherein the temperature difference from the melting point measured by scanning calorimetry is 50 or more.
( 2 1 ) ( twenty one )
1, 9 —ノナンジァミ ンと 2 —メチルー 1, 8—オクタンジアミ ンとのモル比が 5 : 9 5〜 9 5 : 5である、 上記 ( 1 8 ) 〜 ( 2 0 ) のいずれか 1項に記載の製品。 The molar ratio of 1,9-nonanediamine to 2-methyl-1,8-octanediamine is 5:95 to 95: 5, any one of (18) to (20) above Product.
( 2 2 ) ( twenty two )
前記ポリ アミ ド樹脂(A 2 >は、 C 9 ジァミ ン混合物と C 6ジァミ ンのモル比が 5. 1 : 9 4. 9〜 8 0 : 2 0である、 上記 ( 1 8 ) 〜 ( 2 1 ) のいずれか 1項に記載のポリァミ ド樹脂組成物。 The polyamide resin (A 2> has a molar ratio of the C 9 -diamine mixture to the C 6 -diamine of 5.1: 9 4.9 to 80:20, the above (1 8) to (2 The polyamide resin composition according to any one of 1).
( 2 3 ) ( twenty three )
前記ポリアミ ド樹脂(A 2 )は、 C 9ジァミ ン混合物と C 6ジァミ ンのモル比が 1 0 : 9 0〜 7 0 : 3 0である、 上記 ( 2 2 ) に記載 のポリアミ ド樹脂組成物。 The polyamide resin composition (A 2) is a polyamide resin composition according to the above (2 2), wherein the molar ratio of the C 9 diamine mixture to the C 6 diamine is from 10:90 to 70:30. object.
( 2 4 ) ( twenty four )
前記製品が中空成形部品であり、 ポリ アミ ド樹脂 (A) 内に層状
珪酸塩 (B) を分散して含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。 The product is a hollow molded part and is layered inside the polyamide resin (A) The product according to any one of the above (1 8) to (2 3), which contains the silicate (B) in a dispersed state.
( 2 5 ) ( twenty five )
前記層状珪酸塩 (B) の含有量が、 ポリアミ ド樹脂 (A) 1 0 0 質量部に対して 0. 0 5〜 1 0質量部である、 上記 ( 2 4 ) に記載 の製品。 The product according to (24) above, wherein the content of the layered silicate (B) is 0.05 to 10 parts by mass with respect to 100 parts by mass of the polyamide resin (A).
( 2 6 ) (2 6)
前記層状珪酸塩の 5 0質量%以上が、 ポリアミ ド樹脂 (A) 中で 単層に分散している、 上記 ( 2 4 ) 又は ( 2 5 ) に記載の中空成形 Ρ ο The hollow molding according to (24) or (25), wherein 50% by mass or more of the layered silicate is dispersed in a single layer in the polyamide resin (A).
( 2 7 ) (2 7)
前記製品が金属被覆材であり、 ポリアミ ド樹脂 (Α) が熱可塑性 エラス トマ一を更に含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項 に記載の製品。 The product according to any one of (18) to (23) above, wherein the product is a metal coating material, and the polyamide resin (Α) further contains a thermoplastic elastomer.
( 2 8 ) (2 8)
前記製品が金属被覆材であり、 ポリアミ ド樹脂 (Α) がスチレン 系化合物を主体とする重合体ブロックと共役ジェン化合物又はその 部分水添物を主体とする重合体ブロックとからなるブロック共重合 体の、 共役ジェン化合物に由来する二重結合をエポキシ化したェポ キシ化スチレン系熱可塑性エラス トマ一を更に含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。 A block copolymer in which the product is a metal coating material, and the polyamide resin (Α) is composed of a polymer block mainly composed of a styrene compound and a polymer block mainly composed of a conjugated compound compound or a partially hydrogenated product thereof. The product according to any one of the above (18) to (23), further comprising an epoxidized styrene thermoplastic elastomer obtained by epoxidizing a double bond derived from a conjugated-gen compound.
( 2 9 ) (2 9)
前記製品が金属被覆材であり、 ポリ アミ ド樹脂 (Α) がシラン力 ップリ ング剤を更に含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項 に記載の製品。 The product according to any one of (18) to (23) above, wherein the product is a metal coating material, and the polyamide resin (Α) further contains a silane force printing agent.
( 3 0 ) (3 0)
前記製品が自動車用金属管を被覆する金属被覆材である、 上記 (
1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。 The product is a metal coating material for coating a metal pipe for automobile, The product according to any one of 1 8) to (2 3).
( 3 1 ) (3 1)
前記製品が燃料タンク部品である、 前記ポリアミ ド樹脂のアミ ノ 末端基濃度が、 1 . 5 X 1 0— 5 e g〜 l . 0 X 1 0 _4 e i Z g である、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。Said product is a fuel tank components, amino end group concentration of the polyamide-de resin is 1. 5 X 1 0- 5 eg~ l. 0 X 1 0 _ 4 ei Z g, said (1 8) The product according to any one of to (2 3).
( 3 2 ) (3 2)
前記製品が燃料チューブであり 、 BIJ"記ポリ アミ ド樹脂の層が層状 ケィ酸塩を含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の 制 口 The product according to any one of (18) to (23) above, wherein the product is a fuel tube, and the polyamide resin layer of BIJ "contains a layered silicate.
( 3 3 ) (3 3)
前記製品が燃料チューブであり 、 刖記燃料チューブが、 前記ポリ アミ ド樹脂の層と、 フッ素樹脂、 同 ¾、度ポリエチレン樹脂、 ポリア ミ ド 1 1樹脂及び 又はポリァミ ド 1 2樹脂に可塑剤を含む樹脂か ら選択された樹脂の層とを含む多層チユ ーブである、 上記 ( 1 8 ) The product is a fuel tube, and the fuel tube includes a plasticizer for the polyamide resin layer, a fluororesin, a polyethylene resin, a polyamide 11 resin, and a polyamide 12 resin. A multilayer tube comprising a resin layer selected from the resins comprising the above (18)
〜 ( 2 3 ) のいずれか 1項に記載の製 Π ~ (2 3)
PO o PO o
( 3 4 ) (3 4)
前記製品が継手であり、 継手材料が、 前記ポリアミ ド樹脂 (A) 5 0〜 9 9重量部と、 他のポリアミ ド樹脂および または他の熱可 塑性樹脂 1〜 5 0重量部からなるポリァミ ド樹脂組成物よりなる、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。 The product is a joint, and the joint material is polyamide composed of 50 to 99 parts by weight of the polyamide resin (A) and other polyamide resin and / or other thermoplastic resin 1 to 50 parts by weight. The product according to any one of (18) to (23), comprising a resin composition.
( 3 5 ) (3 5)
前記継手の前記ポリァミ ド樹脂又は前記ポリァミ ド樹脂組成物が さ らに強化材を含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記 載の製品。 The product according to any one of (18) to (23), wherein the polyamide resin or the polyamide resin composition of the joint further contains a reinforcing material.
( 3 6 ) (3 6)
前記継手材料が、 さ らに導電性フィ ラーを含む、 上記 ( 3 4 ) 又 は ( 3 5 ) に記載の燃料配管用継手。
( 3 7 ) The joint for fuel piping according to (34) or (35), wherein the joint material further includes a conductive filler. (3 7)
前記継手材料が、 さらに強化材と導電性フィ ラーを重量比で 1 : 3〜 3 : 1の割合で含む、 上記 ( 3 4 ) に記載の燃料配管用継手。 ( 3 8 ) The joint for fuel piping according to (34), wherein the joint material further includes a reinforcing material and a conductive filler in a weight ratio of 1: 3 to 3: 1. (3 8)
前記製品が、 筒状本体部が前記継手材料により形成されてなる燃 料配管用クイ ックコネクターである、 上記 ( 1 8 ) 〜 ( 2 3 ) のい ずれか 1項に記載の製品。 The product according to any one of (18) to (23) above, wherein the product is a fuel pipe quick connector in which a cylindrical main body is formed of the joint material.
( 3 9 ) (3 9)
燃料配管用クイ ックコネクターのシール材として〇— リ ングが使 用されている、 上記 ( 3 8 ) 記載の製品。 The product described in (38) above, in which a ring is used as a seal material for the quick connector for fuel piping.
( 4 0 ) (4 0)
前記クイ ックコネクターが、 スピン溶着、 振動溶着、 レーザー溶 着、 超音波溶着から選ばれる溶着方法によりポリアミ ド樹脂チュー ブと接合されてなる燃料配管部品である、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。 The quick connector is a fuel pipe component joined to the polyamide resin tube by a welding method selected from spin welding, vibration welding, laser welding, and ultrasonic welding. (18) to (23) The product according to any one of 1.
( 4 1 ) (4 1)
前記製品が燃料配管部品であり、 前記ポリアミ ド樹脂チューブが バリア層を含む多層チューブである、 上記 ( 1 8 ) 〜 ( 2 3 ) のい ずれか 1項に記載の製品。 The product according to any one of (18) to (23), wherein the product is a fuel pipe component, and the polyamide resin tube is a multilayer tube including a barrier layer.
( 4 2 ) (4 2)
前記製品がエンジン冷却水系部品であり、 ポリアミ ド樹脂 (A) 及び無機充填材 (C) を含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。 The product according to any one of (18) to (23), wherein the product is an engine cooling water system component and includes a polyamide resin (A) and an inorganic filler (C).
( 4 3 ) (4 3)
前記製品がエンジン冷却水系部品であり、 ポリアミ ド樹脂 (A) が、 ポリアミ ド樹脂 ( A) 1 0 0質量部に対して無機充填材 (C ) 5〜 1 5 0質量部を含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項
に記載の製品。 The product is an engine cooling water system component, and the polyamide resin (A) includes 5 to 150 parts by mass of an inorganic filler (C) with respect to 100 parts by mass of the polyamide resin (A). Any one of 1 8) to (2 3) Product described in.
( 4 4 ) (4 4)
無機充填材 (C) がガラス繊維である、 上記 ( 4 3 ) に記載の製 The inorganic filler (C) is a glass fiber, the product according to the above (4 3)
PP o PP o
( 4 5 ) (4 5)
前記製品が自動車エンジンルーム内部品であり、 前記ポリアミ ド 樹脂に繊維状強化材を含む、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1 項に記載の製品。 The product according to any one of (18) to (23), wherein the product is an automobile engine compartment component, and the polyamide resin includes a fibrous reinforcing material.
( 4 6 ) (4 6)
前記製品がケーブルハウジングであり、 ポリアミ ド樹脂 (A) が 導電性付与材 (D) 及び衝撃改良材 (E) を含有する、 上記 ( 1 8 ) 〜 ( 2 3 ) のいずれか 1項に記載の製品。 The product is a cable housing, and the polyamide resin (A) contains a conductivity-imparting material (D) and an impact modifier (E), according to any one of the above (18) to (23) Product.
( 4 7 ) (4 7)
導電性付与材 (D) が炭素繊維及び Z又はカーボンブラックであ る、 上記 ( 4 6 ) に記載の製品。 The product according to (46) above, wherein the conductivity imparting material (D) is carbon fiber and Z or carbon black.
( 4 8 ) (4 8)
力一ボンブラックがケッチェンブラックである、 上記 ( 4 7 ) に 記載の製品。 The product described in (47) above, wherein the bonbon black is ketjen black.
( 4 9 ) (4 9)
衝撃改良材 (E ) 力 、 密度 0. 8 9〜0. 94 gZc cの L L D P Eを酸無水物で変性して得られた酸変性エチレン共重合体である 、 上記 ( 4 6 ) 〜 ( 4 8 ) のいずれか 1項に記載の製品。 Impact modifier (E) Force and density 0.89-9.94 gZcc LLDPE is an acid-modified ethylene copolymer obtained by modifying with acid anhydride, (46) to (48) The product according to any one of (1).
( 5 0 ) (5 0)
前記ケーブルハウジングが、 ポリアミ ド樹脂 (A) 6 5〜 7 5重 量%、 導電性付与材 (D) として炭素繊維 3〜 1 5重量%及び力一 ボンブラック 2〜 1 0重量%、 衝撃改良材 (E) 1 0〜 2 0重量% を含有するポリ アミ ド樹脂組成物からなる、 上記 ( 4 6 ) 〜 ( 4 9
) のいずれか 1項に記載の製品 図面の簡単な説明 The cable housing is made of polyamide resin (A) 65 to 75% by weight, carbon fiber 3 to 15% by weight as conductivity imparting material (D) and bonbon 2 to 10% by weight, impact improvement The material (E) is composed of a polyamide resin composition containing 10 to 20% by weight, the above (4 6) to (49 ) Product described in any one of the paragraphs Brief description of drawings
図 1 は、 補強繊維などの充填剤を含有するポリアミ ド樹脂組成物 の模式的な組織を断面で示す。 Fig. 1 shows a schematic structure of a polyamide resin composition containing fillers such as reinforcing fibers in cross section.
図 2は、 燃料タンクの横断面図である。 Figure 2 is a cross-sectional view of the fuel tank.
図 3は、 樹脂被覆した金属管の横断面図である。 Figure 3 is a cross-sectional view of a resin-coated metal tube.
図 4は、 樹脂結合磁石の模式的な組織断面図である。 Fig. 4 is a schematic cross-sectional view of a resin-bonded magnet.
図 5は、 多層チューブの横断面図である。 FIG. 5 is a cross-sectional view of the multilayer tube.
図 6は、 クイックコネクターの横断面図である。 Figure 6 is a cross-sectional view of the quick connector.
図 7は、 樹脂組成物の離型性及び成形体の変形を測定するサンプ ルを示す斜視図である。 FIG. 7 is a perspective view showing a sample for measuring the releasability of the resin composition and the deformation of the molded body.
図 8は、 射出成形体の反りの測定を説明する図である。 発明を実施するための形態 FIG. 8 is a diagram for explaining the measurement of the warpage of the injection molded article. BEST MODE FOR CARRYING OUT THE INVENTION
1. ポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 T 1. Polyamide resin P A 9 2 C and P A 9 2/6 2 T
本発明は、 新規なポリァミ ド樹脂?八 9 2 じ及び 八 9 2 6 2 T及びその新規なポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 T を含むポリアミ ド樹脂組成物を用いて、 従来技術において解決され ていなかった各種の課題を解決するものである。 そこで、 最初にこ れらの新規なポリアミ ド樹脂について説明する。 Is the present invention a novel polyimide resin? 8 9 2 and 8 9 2 6 2 T and its novel polyamide resin PA 9 2 C and PA 9 2/6 2 T using various polyamide resin compositions that have not been solved in the prior art It solves the problem. Therefore, first, these novel polyamide resins will be described.
1. 1 ポリアミ ド樹脂 P A 9 2 C 1.1 Polyamide resin P A 9 2 C
ポリアミ ド樹脂 P A 9 2 Cは、 低吸水性、 耐薬品性、 柔軟性、 耐 加水分解性に優れ、 かつ高分子量化が可能であり、 成形可能温度幅 が 5 0で以上、 さらには 6 0で以上と広く、 溶融成形性に優れた樹 脂である。
( 1 ) ポリァミ ド樹脂 P A 9 2 Cの構成成分 Polyamide resin PA 9 2 C has low water absorption, chemical resistance, flexibility, hydrolysis resistance, high molecular weight, moldable temperature range of 50 or more, and even 60 It is a resin that is wide and excellent in melt moldability. (1) Component of polyamide resin PA 9 2 C
本発明に用いるポリアミ ド P A 9 2 Cは、 ジカルボン酸成分が蓚 酸であり、 ジァミ ン成分が 1 , 9 —ノナンジァミ ン及び 2 _メチル 一 1, 8 -ォクタンジァミ ンからなり、 かつ 1 , 9 ーノナンジアミ ンと 2 —メチル— 1, 8 —オクタンジァミ ンのモル比が 1 : 9 9〜 Polyamide PA 92 C used in the present invention has a dicarboxylic acid component consisting of oxalic acid, a diminine component consisting of 1,9-nonanediamine and 2_methyl-1,8-octanediamine, and 1,9-nonanediamine. And the molar ratio of 2-methyl-1,8-octanediamine is 1: 9 9 ~
9 9 : 1 であるジァミ ン混合物であるポリア ド樹脂である 9 9: 1 Polyamide resin that is a mixture of james
本発明に用いるポリアミ ド P A 9 2 Cの製: に用いられる蓚酸源 としては、 篠酸ジエステルが用いられ、 これらはァミノ基との反応 性を有するものであれば特に制限はなく、 蓚酸ジメチル 、 蓚酸ジェ チル、 蓚酸ン π 一 (または i — ) プロピル、 蓚酸ジ n _ (または i 一、 または t 一 ) ブチル等の脂肪族 1価アル 一ルの蓚酸ジエステ ル、 蓚酸ジシク口へキシル等の脂環式アルコ一ルの蓚酸ジェステル As the oxalic acid source used in the preparation of polyamide PA 92 C used in the present invention, shinomic acid diester is used, and there is no particular limitation as long as it has reactivity with an amino group. Dimethyl oxalate, Diethyl oxalate, oxalic acid π mono (or i —) propyl, oxalic acid di n _ (or i mono, or ti) butyl and other aliphatic monovalent oxalic acid diesters, oxalic acid dihexyl Oxalic acid ester of alicyclic alcohol
、 蓚酸ジフ X二ル等の芳香族アルコールの蓚酸ジエステル等が挙げ られる。 And oxalic acid diesters of aromatic alcohols such as dithioxyl oxalate.
上記の蓚酸ジエステルの中でも炭素原子数が 3 を超える脂肪族 1 価アルコールの蓚酸ジエステル、 脂環式アル 一ルの蓚酸ジエステ ル、 芳香族アルコールの蓚酸ジエステルが好まし <、 その中でも蓚 酸ジブチル及び蓚酸ジフエ二ルが特に好ましい Among the above oxalic acid diesters, oxalic acid diesters of aliphatic monohydric alcohols having more than 3 carbon atoms, alicyclic allyl oxalic acid diesters, and aromatic alcohol oxalic acid diesters are preferred, among which dibutyl oxalate and Diphenyl oxalate is particularly preferred
ジァミ ン成分と しては 1 , 9 —ノナンジァ - ンと 2 ーメチルー 1 , 8 —オクタンジァミンの混合物を用いる さらに、 1, 9 ーノナ ンジァミ ン成分と 2 _メチル _ 1, 8 —ォク夕ンジァミ ン成分のモ ル比は、 1 : 9 9〜 9 9 : 1 であり、 好まし < は 5 : 9 5〜 9 5 • 5、 より好ましくは 5 : 9 5〜4 0 : 6 0 は 6 0 : 4 0〜 9 5 • 5、 特に 5 : 9 5〜 3 0 : 7 0又は 7 0 : 0 9 0 : 1 0である 。 1 , 9 —ノナンジァミ ン及び 2 —メチル 1 8 一オクタンジァ ミ ンを上記の特定量共重合することにより、 成形可能温度幅が広く 、 溶融成形性に優れ、 かつ低吸水性、 耐薬品性、 耐加水分解性、 透
明性などにも優れたポリ アミ ドが得られる。 As the diamine component, use a mixture of 1,9-nonanediamine and 2-methyl-1,8-octanediamine. In addition, 1,9-nonanediamine component and 2_methyl_1,8-octanediamine component The mole ratio of 1: 9 9-9 9: 1 is preferred <5: 9 5-9 5 • 5, more preferably 5: 9 5-40: 60: 60: 4 0 to 9 5 • 5, especially 5: 9 5 to 30: 70 or 70: 0 90: 10 1, 9-nonanediamine and 2-methyl-18 monooctanediamine are copolymerized in the above specified amounts to provide a wide moldable temperature range, excellent melt moldability, low water absorption, chemical resistance, and resistance. Hydrolyzable, transparent Polyamides with excellent lightness can be obtained.
( 2 ) ポリアミ ド樹脂 P A 9 2 Cの製造 (2) Manufacture of polyamide resin P A 9 2 C
本発明に用いるポリアミ ド樹脂 P A 9 2 Cは、 ポリ アミ を製造 する方法として知られている任意の方法を用いて製造する とがで きる。 本発明者らの研究によれば、 ジァミ ン及び蓚酸ジェステルを バッチ式又は連続式で重縮合反応させることにより ί守る とができ The polyamide resin PA 92C used in the present invention can be produced by any method known as a method for producing a polyamide. According to the study by the present inventors, it is possible to protect diamine and oxalate ester by polycondensation reaction in batch or continuous manner.
,- る。 具体的には、 以下の操作で示されるような、 ( 1 ) HU重縮合ェ 程、 (i i ) 後重縮合工程の順で行うのが好ましい ,- Specifically, it is preferable to carry out in the order of (1) HU polycondensation step and (i i) post-polycondensation step as shown in the following operations.
( i ) 前重縮合工程 : まず反応器内を窒素置換した後、 ジァミ ン (ジァミ ン成分) 及び蓚酸ジエステル (蓚酸源) を混合する。 混合 する場合にジァミ ン及び蓚酸ジエステルが共に可溶な溶媒を用いて も良い。 ジァミ ン成分及び蓚酸源が共に可溶な溶媒としては、 特に 制限されないが、 トルエン、 キシレン、 トリクロ口ベンゼン、 フエ ノール、 ト リ フルォロエタノールなどを用いることができ、 特に ト ルェンを好ましく用いることができる。 例えば、 ジァミ ンを溶解し た トルエン溶液を 5 0 .に加熱した後、 これに対して蓚酸ジエステ ルを加える。 このとき、 蓚酸ジエステルと上記ジァミ ンの仕込み比 は、 蓚酸ジエステル Z上記ジァミ ンで、 0 . 8 1 . 5 (モル比) 、 好ましく は 0 . 9 1 〜 : L . 1 (モル比) 、 更に好ましく は 0 . 9 9〜 : 1 . 0 1 (モル比) である。 (i) Pre-polycondensation step: First, the inside of the reactor is purged with nitrogen, and then diamine (diamin component) and oxalic acid diester (oxalic acid source) are mixed. When mixing, a solvent in which both diamine and oxalic acid diester are soluble may be used. Solvents in which both the diamine component and the oxalic acid source are soluble are not particularly limited, but toluene, xylene, trichlorodiethylbenzene, phenol, trifluoroethanol, etc. can be used, and in particular, toluene is preferably used. be able to. For example, after heating a toluene solution in which diamine is dissolved to 50 °, oxalic acid diester is added thereto. At this time, the charging ratio of the oxalic acid diester to the above-mentioned diamine is oxalic acid diester Z in the above-mentioned diamine, 0.81.5 (molar ratio), preferably 0.91 to: L.1 (molar ratio), Preferably 0.99-: 1.01 (molar ratio).
このように仕込んだ反応器内を攪拌及び 又は窒素パブリ ングし ながら、 常圧下で昇温する。 反応温度は、 最終到達温度が 8 0 1 5 0で、 好ましくは 1 0 0 1 4 0 の範囲になるように制御する のが好ましい。 最終到達温度での反応時間は 3時間〜 6時間である The temperature inside the reactor charged in this way is increased under normal pressure while stirring and / or nitrogen publishing. The reaction temperature is preferably controlled so that the final temperature reached is 80 1 5 0, preferably in the range of 1 0 0 1 4 0. Reaction time at the final temperature reached is 3-6 hours
( i i ) 後重縮合工程 : 更に高分子量化を図るために、 前重縮合ェ 程で生成した重合物を常圧下において反応器内で徐々に昇温する。
昇温過程において前重縮合工程の最終到 温度、 すなわち 8 0〜 1(ii) Post-polycondensation step: In order to further increase the molecular weight, the temperature of the polymer produced in the pre-polycondensation step is gradually raised in the reactor under normal pressure. Final temperature of pre-polycondensation step in temperature rising process, that is, 80 ~ 1
5 0 t:から 、 最終的に 2 2 0で以上 3 0 0で以下、 好ましく は 2 3From 5 0 t: finally 2 2 0 or more and 3 0 0 or less, preferably 2 3
0 以上 2 8 0で以下、 更に好ましく は 2 4 0で以上 2 7 0 以下 の温度範囲にまで到達させる。 昇温時間を含めて 1〜 8時間 、 好ま しく は 2 〜 6時間保持して反応を行う ことが好ましい。 さらに後重 合工程において、 必要に応じて減圧下での重合を行う こともできるThe temperature ranges from 0 to 2 80 and below, more preferably from 2 40 to 2 7 0 and below. It is preferable to carry out the reaction for 1 to 8 hours including the temperature raising time, preferably 2 to 6 hours. Furthermore, in the post-polymerization step, it is possible to carry out polymerization under reduced pressure as necessary.
。 減圧重合を行う場合の好ましい最終到達圧力は 0 . I M P 3未満. The preferred final pressure for vacuum polymerization is less than 0.1 M P 3
〜: 1 3 . 3 P aである。 ~: 13.3 Pa.
本発明に用いるポリアミ ド樹脂 P A 9 2 Cの製造方法の具体的例 を説明する。 A specific example of the method for producing the polyamide resin PA 92 C used in the present invention will be described.
まず原料の蓚酸ジエステルを容器内に仕込む。 容器は、 後に行う 重縮合反応の温度および圧力に耐え得るものであれば、 特に制限さ れない。 その後、 容器を原料のジァミ ンと混合する温度まで昇温さ せ、 次いでジァミ ンを注入し重縮合反応を開始させる。 原料を混合 する温度は、 原料の蓚酸ジエステルおよびジァミ ンの融点以上、 沸 点未満の温度であり、 かつシユウ酸ジエステルとジァミ ンの重縮合 反応によって生じるポリオキサミ ドが熱分解しない温度であれば特 に制限されない。 例えば、 1 , 9 —ノナンジァミ ンと 2 —メチル一 1 , 8 —オクタンジァミンの混合物からなり、 かつ 1 , 9 —ノナン ジァミ ンと 2 _メチル _ 1, 8 —オクタンジァミ ンのモル比が 1 : 9 9〜 9 9 : 1 であるジァミ ンとシユウ酸ジブチルを原料とするポ リオキサミ ド樹脂の場合、 上記混合温度は 1 5 から 2 4 0でが好 ましい。 また、 1 , 9 —ノナンジァミ ンと 2 _メチル一 1, 8 —才 クタンジァミ ンのモル比は、 5 : 9 5〜 9 0 : 1 0 の場合、 常温で 液状か又は 4 0で程度に加温するだけで液化するので取り扱いやす いためより好ましい。 混合温度が縮合反応によって生成するアルコ ールの沸点以上の場合、 アルコールを留去、 凝縮する装置を備えた
容器を用いるのが望ましい。 また、 縮合反応によって生成するアル コール存在下で加圧重合する場合には、 耐圧容器を用いる。 シユウ 酸ジエステルとジァ ンの仕込み比は、 シユウ酸ジエステル Z上記 ジァミ ンで、 0 . 8 〜 1 . 2 (モル比) 、 好ましくは 0 . 9 1 〜 1First, the raw oxalic acid diester is charged into the container. The container is not particularly limited as long as it can withstand the temperature and pressure of the polycondensation reaction to be performed later. After that, the temperature of the container is raised to a temperature at which it is mixed with the starting jam, and then the jam is injected to start the polycondensation reaction. The temperature at which the raw materials are mixed is a temperature not lower than the melting point of the oxalic acid diester and diamine and lower than the boiling point of the raw material, and if the polyoxide produced by the polycondensation reaction of oxalic acid diester and diamine does not thermally decompose. Not limited to. For example, a mixture of 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine, and the molar ratio of 1,9-nonanediamine to 2_methyl_1,8-octanediamine is 1: 9 9 In the case of polyoxamide resin starting from diamine and dibutyl oxalate, which are up to 9 9: 1, the mixing temperature is preferably 15 to 240. In addition, the molar ratio of 1,9-nonanediamine to 2_methyl-1,8-year-old kutandiamin is 5:95 to 90:10: liquid at room temperature or warmed to about 40 It is more preferable because it liquefies only by being easily handled. When the mixing temperature is higher than the boiling point of the alcohol produced by the condensation reaction It is desirable to use a container. In addition, when pressure polymerization is performed in the presence of alcohol produced by the condensation reaction, a pressure vessel is used. The charge ratio of oxalic acid diester to diane is from 0.8 to 1.2 (molar ratio), preferably 0.91 to 1 in the above diamine diester Z
. 0 9 (モル比) 、 更に好ましく は 0 . 9 8 〜 1 . 0 2 (モル比) である。 0.99 (molar ratio), more preferably 0.98 to 1.02 (molar ratio).
次に、 容器内をポ •Jォキサミ ド樹脂の融点以上かつ熱分解しない 温度以下に昇温する 例えば、 1 , 9 —ノナンジァミ ンと 2 ーメチ ル一 1 , 8 _ォク夕ンジァミ ンからなり、 かつ 1 , 9 ーノナンジァ ミ ンと 2 —メチルー 1 , 8 —オクタンジァミ ンのモル比が 8 5 : 1 oであるジァミ ンとシュゥ酸ジブチルを原料とするポリオキサミ ド 樹脂の場合 、 h ハ、ヽ tよ 2 3 5でであることから 2 4 から 2 8 0 X: に昇温するのが好ましい (圧力は、 2 M P a〜 4 M P a ) 。 生成し たアルコールを留去しながら、 必要に応じて常圧窒素気流下もしく は減圧下において継 feeして重縮合反応を行う。 耐圧容器内で原料を fit.合し、 縮合反応によ て生成するアルコール存在下で加圧重合す る場合は、 まず生成したアルコールを留去しながら放圧する。 その 後 、 必要に応じて常圧窒素気流下もしく は減圧下において継続して 重縮合反応を行う。 減圧重合を行う場合の好ましい最終到達圧力は Next, the temperature inside the container is raised to a temperature not lower than the melting point of the polycarbonate resin and not thermally decomposed. For example, 1, 9-nonanediamine and 2-methyl-1,8-octanediamine are used. In the case of a polyoxamide resin made from diamine and dibutyl oxalate having a molar ratio of 1,9-nonanediamine to 2-methyl-1,8-octanediamine of 85: 1o, h h, t Since it is 2 3 5, it is preferable to raise the temperature from 2 4 to 2 80 X: (the pressure is from 2 MPa to 4 MPa). While distilling off the alcohol produced, the polycondensation reaction is carried out under a normal nitrogen flow or under reduced pressure as necessary. When fitting the raw materials in a pressure vessel and polymerizing under pressure in the presence of the alcohol produced by the condensation reaction, first release the pressure while distilling off the produced alcohol. After that, the polycondensation reaction is continued under an atmospheric pressure of nitrogen or reduced pressure as necessary. The preferred final pressure when performing vacuum polymerization is
7 6 0 〜 0 . 1 T o r rである。 温度は、 2 4 0 〜 2 8 0でが好ま しい。 また、 アルコールは水冷コンデンサで冷却して液化し、 回収 する。 7 6 0 to 0.1 Torr. The temperature is preferably from 2400 to 2800. The alcohol is cooled with a water-cooled condenser and liquefied for recovery.
( 3 ) ポリアミ ド樹脂 P A 9 2 Cの性状及び物性 (3) Properties and properties of polyamide resin P A 9 2 C
本発明に用いるポリ アミ ド樹脂 P A 9 2 Cの分子量に特別の制限 はないが、 9 6 %濃硫酸を溶媒とし、 ポリアミ ド樹脂濃度が 1 . 0 g /d 1 の 9 6 %濃硫酸溶液を用い、 2 5でで測定した相対粘度 ? r が 1 . 8 〜 6 . 0の範囲内である。 好ましく は 2 . 0 〜 5 . 5で
あり、 2. 5〜 4. 5が特に好ましい。 r力 1 . 8より低いと成 形物が脆くなり物性が低下する。 一方、 r? rが 6. 0より高いと溶 融粘度が高くなり、 成形加工性が悪くなる。 The molecular weight of the polyamide resin PA 92 C used in the present invention is not particularly limited, but a 96% concentrated sulfuric acid solution containing 96% concentrated sulfuric acid as a solvent and a polyamide resin concentration of 1.0 g / d 1. The relative viscosity? R measured at 25 is in the range of 1.8 to 6.0. Preferably between 2.0 and 5.5 Yes, 2.5 to 4.5 is particularly preferred. If the force is lower than 1.8, the molded product becomes brittle and the physical properties deteriorate. On the other hand, if r? R is higher than 6.0, the melt viscosity becomes high and the molding processability deteriorates.
本発明に用いるポリアミ ド樹脂 P A 9 2 Cは、 カルボン酸成分と して蓚酸を用い、 ジァミ ン成分として 1, 9 —ノナンジァミ ンと 2 一メチル— 1 , 8 —オクタンジァミ ンを共重合することで、 蓚酸と 1, 9 ーノナンジァミ ンからなるポリアミ ドと比べて、 上記相対粘 度を増加させること、 すなわち分子量を増加させることが可能であ る。 また、 実質的な熱分解の指標である 1 %重量減少温度 (以下、 T d と略す) と融点 (以下、 Tmと略す) の差 (T d— Tm) で表 される成形可能温度範囲が、 蓚酸と 1, 9 ーノナンジァミ ンからな るポリアミ ドと比べて拡大し、 好ましく は 5 0で以上、 より好まし く は 6 0 以上であることができ、 さ らには 8 0で以上も可能であ る。 本発明に用いるポリアミ ド樹脂は、 T dが好ましく は 2 8 0で 以上、 より好ましく は 3 0 0で以上、 さらに好ましく は 3 2 0 ^以 上であり、 高い耐熱性を有することを特徴とする。 Polyamide resin PA 9 2 C used in the present invention uses oxalic acid as the carboxylic acid component, and copolymerizes 1,9-nonanediamine and 2 monomethyl-1,8-octanediamine as the diamine component. Compared with a polyamide composed of oxalic acid and 1,9-nonanediamine, it is possible to increase the relative viscosity, that is, increase the molecular weight. In addition, the moldable temperature range represented by the difference (T d – Tm) between the 1% weight loss temperature (hereinafter abbreviated as T d) and the melting point (hereinafter abbreviated as T m), which is a substantial pyrolysis index, is Expanded compared to polyamides consisting of oxalic acid and 1,9-nonanediamine, preferably 50 or more, more preferably 60 or more, and even 80 or more It is. The polyamide resin used in the present invention is characterized in that Td is preferably 2 80 or more, more preferably 3 00 or more, and further preferably 3 20 ^ or more, and has high heat resistance. To do.
1 . 2 ポリアミ ド樹脂 P A 9 2 / 6 2 T 1.2 Polyamide resin P A 9 2/6 2 T
ポリアミ ド樹脂 P A 9 2 Z 6 2 Tは、 P A 9 2 Cと同様に、 低吸 水性、 耐薬品性、 柔軟性、 耐加水分解性に優れ、 かつ高分子量化が 可能であり、 成形可能温度幅が広く、 溶融成形性に優れているとと もに、 P A 9 2 Cと比べて、 融点がより高く、 曲げ弾性率、 荷重た わみ温度などの力学的特性がより優れ、 コス ト的にも有利でありな がら、 溶融温度幅の減少は許容範囲内であり、 低吸水性は実質的に 失われないという特長を有する。 Polyamide resin PA 9 2 Z 6 2 T, like PA 9 2 C, has low water absorption, chemical resistance, flexibility, hydrolysis resistance, high molecular weight, and molding temperature Wide range, excellent melt formability, higher melting point than PA 9 2 C, better mechanical properties such as flexural modulus, deflection temperature under load, etc. However, it is advantageous in that the melting temperature range is within the allowable range, and the low water absorption is not substantially lost.
( 1 ) ポリ アミ ド樹脂 P A 9 2 / 6 2 Tの構成成分 (1) Polyamide resin Component of P A 9 2/6 2 T
本発明に用いるポリアミ ド P A 9 2 / 6 2 Tは、 ジカルボン酸成
分が蓚酸であり、 ジァミ ン成分が 1 , 9 ーノナンジァミンと 2 —メ チルー 1, 8 —オクタンジァミ ン (C 9ジァミ ン混合物) 及び 1, 6 —へキサンジァミ ンからなり、 C 9ジァミ ン混合物と 1 , 6 —へ キサンジァミ ンのモル比が 1 : 9 9〜 9 9 : 1であるジァミ ン混合 物であるポリアミ ド樹脂である。 Polyamide PA 9 2/62 T used in the present invention is a dicarboxylic acid compound. The component is oxalic acid, and the diminant component consists of 1,9-nonanediamine and 2-methyl-1,8-octanediamine (C9 diamine mixture) and 1,6-hexanehexane, C9 diamine mixture and 1 , 6 — Hexadiamine is a polyamide resin which is a diammine mixture having a molar ratio of 1:99 to 99: 1.
本発明に用いるポリアミ ド P A 9 2 / 6 2 Tの製造に用いられる 蓚酸源としては、 蓚酸ジエステルが用いられ、 これらはァミノ基と の反応性を有するものであれば特に制限はなく、 蓚酸ジメチル、 蓚 酸ジェチル、 蓚酸ジ n— (または i 一) プロピル、 蓚酸ジ n— (ま たは i 一、 または t 一) ブチル等の脂肪族 1価アルコールの蓚酸ジ エステル、 蓚酸ジシクロへキシル等の脂環式アルコールの蓚酸ジェ ステル、 蓚酸ジフエ二ル等の芳香族アルコールの蓚酸ジエステル等 が挙げられる。 As the oxalic acid source used in the production of the polyamide PA 92/2/62 T used in the present invention, oxalic acid diesters are used, and these are not particularly limited as long as they have reactivity with an amino group. Dimethyl oxalate , Diethyl oxalate, di-n-oxalate (or i-one) propyl, di-n-oxalate (or i-one or t-one) aliphatic monohydric alcohol such as butyl diester, dicyclohexyl oxalate, etc. Examples thereof include oxalic acid esters of alicyclic alcohols and oxalic acid diesters of aromatic alcohols such as diphenyl oxalate.
上記の蓚酸ジエステルの中でも炭素原子数が 3を超える脂肪族 1 価アルコールの蓚酸ジエステル、 脂環式アルコールの蓚酸ジエステ ル、 芳香族アルコールの蓚酸ジエステルが好ましく、 その中でも蓚 酸ジブチル及び蓚酸ジフエ二ルが特に好ましい。 Of the above oxalic acid diesters, oxalic acid diesters of aliphatic monohydric alcohols having more than 3 carbon atoms, oxalic acid diesters of alicyclic alcohols, and oxalic acid diesters of aromatic alcohols are preferred, among which dibutyl oxalate and diphenyl oxalate Is particularly preferred.
本発明のポリアミ ド樹脂 P A 9 2 / 6 2 Tに用いる C 9ジァミ ン 混合物における 1, 9—ノナンジァミ ン成分と 2 —メチル— 1 , 8 —オクタンジァミ ン成分のモル比は、 一般的には 1 : 9 9〜 9 9 : 1であり、 好ましく は 5 : 9 5〜 9 5 : 5、 より好ましく は 5 : 9 5〜 4 0 : 6 0又は 6 0 : 4 0〜 9 5 : 5、 特に 5 : 9 5〜 3 0 : 7 0又は 7 0 : 3 0〜 9 0 : 1 0である。 1 , 9ーノナンジァミ ン 、 2 _メチル _ 1 , 8—オクタンジァミ ン及び 1 , 6—へキサンジ アミ ンを上記の特定量共重合することにより、 成形可能温度幅が広 く、 溶融成形性に優れ、 かつ低吸水性、 耐薬品性、 耐加水分解性、 透明性などにも優れたポリアミ ドが得られる。
本発明のポリアミ ド樹脂 P A 9 2 / 6 2 Tにおいては、 ジァミ ン 成分として、 上記 C 9ジァミ ン混合物 ( 1 , 9—ノナンジァミ ンと 2 _メチル一 1 , 8 —オクタンジァミ ンの混合物) に 1, 6 —へキ サンジァミ ンを混合したものを用いる。 C 9ジァミ ン混合物と 1 , 6—へキサンジァミ ンのモル比は、 1 : 9 9〜 9 9 : 1である。 C 9ジァミ ン混合物に対して 1 , 6 —へキサンジァミ ンをモル比で 1 Z 9 9以上混合することにより、 ジカルボン酸成分として蓚酸、 ジ ァミ ン成分として C 9ジァミ ン混合物からなるポリ アミ ド樹脂 ( P A 9 2 C) の上記の優れた効果を実質的に保持しながら (特に溶融 成形性、 低吸水性を損なう ことなく) 、 ポリアミ ド樹脂の融点が上 昇し特に力学的物性を向上させることができる。 C 9ジァミ ン混合 物と 1 , 6 —へキサンジァミ ンのモル比は、 好ましく は 5. 1 : 9 4. 9〜 9 9 : 1、 より好ましく は 1 0 : 9 0〜 9 9 : 1、 さ らに 好ましく は 2 0 : 8 0〜 9 9 : 1である。 特に 3 0 : 7 0〜 9 8 : 2、 さ らに 3 0 : 7 0〜 9 0 : 1 0 (さ らに 3 0 : 7 0〜 7 0 : 3 0 ) であることが好ましい。 本ポリアミ ド樹脂においては、 C 9ジ ァミ ン混合物に対して 1 , 6 —へキサンジァミ ンをモル比で 1ノ 9 9以上共重合することによって融点への変化は明瞭に現れ、 樹脂の 融点は上昇する力 1 , 6 —へキサンジァミ ンがモル比で 9 9 1 以内であれば溶融成形性は許容できるものが得られる。 また、 1 , 6 —へキサンジァミ ンがモル比で 8 0 / 2 0以内であればポリアミ ド樹脂の融点は 3 0 0で以下となり、 重合及び成形加工 (溶融成形 性) がより容易であり、 7 0 3 0以内であれば融点が 2 8 0 t:以 下になつて、 溶融成形性がより容易となるのでより好ましい。 The molar ratio of the 1,9-nonanediamine component to the 2-methyl-1,8-octanediamine component in the C 9 diamine mixture used in the polyamide resin PA 9 2/6 2 T of the present invention is generally 1 : 9 9-9 9: 1, preferably 5: 95-95: 5, more preferably 5: 95- 40: 60 or 60: 40-95: 5, especially 5 : 9 5 to 3 0: 7 0 or 7 0: 3 0 to 9 0: 10 By copolymerizing 1,9-nonanediamine, 2_methyl_1,8-octanediamine and 1,6-hexanediamine in the above specific amounts, the moldable temperature range is wide, and melt moldability is excellent. Polyamides with excellent water absorption, chemical resistance, hydrolysis resistance, and transparency can be obtained. In the polyamide resin PA 9 2/62 T of the present invention, as a diminant component, 1 is added to the above C 9 diamine mixture (a mixture of 1,9-nonanediamine and 2_methyl-1-1,8-octanediamine). , 6 — A mixture of hexane diamine is used. The molar ratio of the C 9 diamine mixture to 1,6-hexanediamine is from 1:99 to 99: 1. By mixing 1, 6-hexanediamine in a molar ratio of 1 Z 99 or more with respect to the C 9 diamine mixture, oxalic acid is used as the dicarboxylic acid component and C 9 diamine mixture is used as the diamine component. While maintaining the above-mentioned excellent effects of the polyamide resin (PA 9 2 C) (especially without impairing melt moldability and low water absorption), the melting point of the polyamide resin is increased and the mechanical properties are particularly improved. Can be improved. The molar ratio of the C 9 diamine mixture to 1, 6-hexane diamine is preferably 5.1: 9 4. 9-9 9: 1, more preferably 10: 90-99: 1, More preferably, it is 20: 80-99: 1. In particular, it is preferably 30:70 to 98: 2 and further 30:70 to 90:10 (further 30:70 to 70:30). In this polyamide resin, the change to the melting point appears clearly by copolymerization of 1,6-hexanediamine in a molar ratio of 1-9 99 or more with respect to the C 9 diamine mixture, and the melting point of the resin If the increasing force 1, 6-hexanediamine is within 9 91 in molar ratio, melt formability is acceptable. In addition, if 1,6-hexanediamine is within 80/20 in molar ratio, the melting point of the polyamide resin is 30 or less and the polymerization and molding process (melt moldability) are easier. If it is within 70 0 30, the melting point is 2 80 t: it is more preferable because the melt moldability becomes easier.
( 2 ) ポリアミ ド樹脂 P A 9 2 / 6 2 Tの製造 (2) Manufacture of polyamide resin P A 9 2/6 2 T
本発明に用いるポリアミ ド樹脂 P A 9 2 / 6 2 Tは、 ポリアミ ド を製造する方法として知られている任意の方法を用いて製造するこ
とができる。 本発明者らの研究によれば、 ジァミ ン及び蓚酸ジエス テルをバッチ式又は連続式で重縮合反応させることにより得ること ができる。 具体的には、 以下の操作で示されるような、 ( i ) 前重 縮合ェ程、 (i i ) 後重縮合工程の順で行うのが好ましい。 The polyamide resin PA 9 2/62 T used in the present invention can be produced by any method known as a method for producing a polyamide. You can. According to the study by the present inventors, it can be obtained by subjecting diamine and oxalate diester to a polycondensation reaction in a batch or continuous manner. Specifically, it is preferable to carry out in the order of (i) pre-polycondensation step and (ii) post-polycondensation step as shown in the following operations.
( i ) '前重縮合工程 : まず反応器内を窒素置換した後、 ジァ ン (i) 'Pre-polycondensation step: First, the inside of the reactor is purged with nitrogen,
(ジァミ ン成分) 及び蓚酸ジエステル (蓚酸源) を混合する。 混 A α する場合にジアミ ン及び蓚酸ジエステルが ±ヽbに可溶な溶媒を用いて も良い 。 ジァミ ン成分及び蓚酸源が共に可溶な溶媒としては、 特に 制限されないが、 トルエン、 キシレン、 卜 ク口 □ベンゼン、 フェ ノール 、 卜 リ フルォロェ夕ノールなどを用いることができ、 特に 卜 ルェンを好ましく用いることができる。 例えば、 ンアミ ンを溶解し た トルエン溶液を 5 0でに加熱した後、 これに対して蓚酸ジエステ ルを加える。 このとき、 蓚酸ジエステルと上記ジァミ ンの仕込み比 は、 蓚酸ジエステル 上記ジァミ ンで、 0 . 8 〜 1 . 5 (モル比) 、 好ましく は 0 . 9 1〜 : 1 . 1 (モル比) 、 更に好ましく は 0 . 9 9 〜 1 . 0 1 (モル比) である。 (Diamine component) and oxalic acid diester (oxalic acid source) are mixed. In the case of mixing Aα, a solvent in which diamine and oxalic acid diester are soluble in ± ヽ b may be used. Solvents in which both the diamine component and the oxalic acid source are soluble are not particularly limited, but toluene, xylene, □ □ benzene, phenol, 卜 fluorene alcohol, etc. can be used. Can be used. For example, after heating a toluene solution in which amine is dissolved at 50 ° C., oxalic acid diester is added thereto. At this time, the charging ratio of the oxalic acid diester to the above-mentioned diamine is from 0.8 to 1.5 (molar ratio), preferably from 0.91 to 1.1 (molar ratio), It is preferably 0.99 to 1.01 (molar ratio).
このよう に仕込んだ反応器内を攪拌及び 又は窒素パブリ ングし ながら、 常圧下で昇温する。 反応温度は、 最終到達温度が 8 0 〜 1 5 0で、 好ましくは 1 0 0 〜 1 4 0での範囲になるように制御する のが好ましい。 最終到達温度での反応時間は 3時間〜 6時間である The temperature inside the reactor charged in this way is increased under normal pressure while stirring and / or nitrogen publishing. The reaction temperature is preferably controlled so that the final reached temperature is in the range of 80 to 150, preferably in the range of 100 to 140. Reaction time at the final temperature reached is 3-6 hours
( i i ) 後重縮合工程 : 更に高分子量化を図るために、 前重縮合ェ 程で生成した重合物を常圧下において反応器内で徐々に昇温する。 昇温過程において前重縮合工程の最終到達温度、 すなわち 8 0 〜 1 5 0でから、 最終的に 2 2 0で以上 3 0 0 以下、 好ましく は 2 3 0で以上 2 8 0で以下、 更に好ましく は 2 4 0で以上 2 7 0で以下 の温度範囲にまで到達させる。 昇温時間を含めて 1 〜 8時間、 好ま
しく は 2 6時間保持して反応を行う ことが好ましい。 さ らに後重 合工程において 必要に応じて減圧下での重合を行う ともでさる(ii) Post-polycondensation step: In order to further increase the molecular weight, the temperature of the polymer produced in the pre-polycondensation step is gradually raised in the reactor under normal pressure. In the temperature raising process, from the final ultimate temperature of the pre-polycondensation step, that is, from 80 to 1550, finally from 220 to more than 30, preferably from 230 to more than 2800, Preferably, the temperature ranges from 2 40 to 2 70 and to the following temperature range. 1-8 hours, including heating time, preferred It is preferable to carry out the reaction by holding for 26 hours. Furthermore, in the post-polymerization step, polymerization can be performed under reduced pressure as necessary.
。 減圧重合を行う場合の好ましい最終到達圧力は 0 . 1 M P a 满 1 3 . 3 P aでめる。 . A preferable final pressure in the case of carrying out the vacuum polymerization is 0.1 M Pa 满 13.3 Pa.
本発明に用いるポリアミ ド樹脂 P A 9 2 / 6 2 Tの製造方法の具 体的例を説明する Specific examples of the method for producing the polyamide resin PA 92/62 T used in the present invention will be described.
まず原料の蓚酸ジエステルを容器内に仕込む。 容器は 、 後に行う 重縮合反応の温度および圧力に耐え得るものであれば 特に制限さ れない。 その後 容器を原料のジァミ ンと混合する温度まで昇 Ϊ皿 ± せ、 次いでジァ ンを注入し重縮合反応を開始させる 原料を <m口 する温度は 、 原料の蓚酸ジェステルおよびジァ ンの融点以上、 沸 点未満の温度であり、 かつ蓚酸ジエステルとジァ ンの重縮合反応 によって生しる小リオキサ ドが熱分解しない 度であれば特に制 限されない 。 例えば、 1 9 ーノナンジァミ ン 2 ーメチルー 1 , First, the raw oxalic acid diester is charged into the container. The container is not particularly limited as long as it can withstand the temperature and pressure of the polycondensation reaction to be performed later. After that, the container is raised to a temperature at which the vessel is mixed with the raw material jam, and then the diene is injected to start the polycondensation reaction. As described above, the temperature is not particularly limited as long as the temperature is lower than the boiling point and the small oxide produced by the polycondensation reaction of oxalic acid diester and diane is not thermally decomposed. For example, 1 9 -nonanediamine 2 -methyl-1,
8 _ォク夕ンジァミ ン、 1 6 一へキサンジァ二 ンの混合物からな り、 かつじ 9 ジァミ ン ( 1 9 —ノナンジアミ ンと 2 —メチル— 1 8 —ォクタンジァミ ンの混合物) と 1 6 _へキサンジアミ ンの モル比が 1 : 9 9 9 9 : 1 であるジァミ ンと蓚酸ジブチルを原料 とするポリォキサミ ド樹脂の ½ In.、 上 L?比 ?皿度は 1 5 t:から 3 0It consists of a mixture of 8 _octanediamine, 1 6 monohexanediamine, and 1 _9 diamine (a mixture of 1 9 —nonanediamine and 2 —methyl— 1 8 —octanediamine) and 1 6 _ ½ In. Of the polyxamide resin starting from diamine and dibutyl oxalate, whose molar ratio of xanthadiamine is 1: 9 99 9: 1, upper L? Ratio? The dishing degree is from 15 to 30
0 が好ましい。 また、 C 9 ジァミ ン ( 1 , 9 ―ノナンジァミ ンと0 is preferred. Also, C 9 jamming (1, 9-nonane jamming and
2 一メチル - 1 , 8 —ォク夕ンジァミ ンの混合物 ) と 1 6 —へキ サンジアミ ンのモル比は、 約 5 : 9 5 9 0 : 1 0の場合、 常温で 液状か又は 5 0で程度に加温するだけで液化するので取り扱いやす いためより好ましい。 混合温度が縮合反応によって生成するアルコ ールの沸点以上の場合、 アルコールを留去、 凝縮する装置を備えた 容器を用いるのが望ましい。 また、 縮合反応によって生成するアル コール存在下で加圧重合する場合には、 耐圧容器を用いる。 蓚酸ジ
エステルとジァミ ンの仕込み比は、 蓚酸ジエステル Z上記ジァミン で、 0. 8〜 : 1. 2 (モル比) 、 好ましくは 0. 9 1〜 : 1. 0 9 ( モル比) 、 更に好ましく は 0. 9 8〜 1. 0 2 (モル比) である。 次に、 容器内をポリオキサミ ド樹脂の融点以上かつ熱分解しない 温度以下に昇温する。 例えば、 C 9ジァミ ン ( 1 , 9 —ノナンジァ ミ ンと 2—メチル一 1 , 8 —オクタンジァミ ンの混合物) と 1, 6 一へキサンジァミ ンからなり、 かつ C 9ジァミ ン ( 1, 9—ノナン ジァミ ンと 2 _メチル _ 1, 8 —オクタンジァミ ンの混合物) と 1 , 6 —へキサンジァミ ンのモル比が 5 0 : 5 0であり、 さ らに 1, 9 —ノナンジァミ ンと 2 —メチル一 1, 8 —オクタンジァミ ンのモ ル比が 5 0 : 5 0であるジァミ ンと蓚酸ジブチルを原料とするポリ ォキサミ ド樹脂の場合、 融点は 2 6 1 であることから 2 7 0でか ら 3 0 0でに昇温するのが好ましい (圧力は、 2 M P a〜4 M P a ) 。 生成したアルコールを留去しながら、 必要に応じて常圧窒素気 流下もしく は減圧下において継続して重縮合反応を行う。 耐圧容器 内で原料を混合し、 縮合反応によって生成するアルコール存在下で 加圧重合する場合は、 まず生成したアルコールを留去しながら放圧 する。 その後、 必要に応じて常圧窒素気流下もしく は減圧下におい て継続して重縮合反応を行う。 減圧重合を行う場合の好ましい最終 到達圧力は 7 6 0〜 0. l T o r rである。 温度は、 2 7 0〜 3 0 0でが好ましい。 また、 アルコールは水冷コンデンサで冷却して液 化し、 回収する。 2 Monomethyl-1, 8 —Octodiamine mixture) and 1 6 —Hexanediamine in a molar ratio of about 5: 9 5 90:10, liquid at room temperature or 50 Since it liquefies only by heating to a certain degree, it is more preferable because it is easy to handle. When the mixing temperature is higher than the boiling point of the alcohol produced by the condensation reaction, it is desirable to use a container equipped with a device for distilling off the alcohol and condensing. In addition, when pressure polymerization is performed in the presence of alcohol produced by the condensation reaction, a pressure vessel is used. Dioxalic acid The charge ratio of ester to diamine is oxalic acid diester Z above diamine, 0.8 to 1.2 (molar ratio), preferably 0.91 to 1.09 (molar ratio), more preferably 0. 9 8 to 1.0 2 (molar ratio). Next, the temperature inside the container is raised to a temperature not lower than the melting point of the polyoxide resin and not higher than the temperature at which it does not decompose. For example, it consists of C 9 diamine (a mixture of 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine) and 1,6 hexanediamine, and C 9 diamine (1,9-nonane). Diamine and 2_methyl_1,8—octanediamine) and 1,6—hexanediamine in a molar ratio of 50:50, and 1,9—nonanediamine and 2—methyl 1, 8-In the case of a polyamidamide resin made from diamine and dibutyl oxalate, where the mole ratio of octanediamine is 50:50, the melting point is 2 61 and 2 0 It is preferable to raise the temperature to 0 0 (the pressure is 2 MPa to 4 MPa). While distilling off the alcohol produced, the polycondensation reaction is continued under normal pressure nitrogen flow or reduced pressure as necessary. When mixing raw materials in a pressure-resistant vessel and performing pressure polymerization in the presence of alcohol produced by a condensation reaction, first release the pressure while distilling off the produced alcohol. Thereafter, the polycondensation reaction is continued under an atmospheric pressure of nitrogen or reduced pressure as necessary. A preferable final ultimate pressure in the case of carrying out the vacuum polymerization is 7 60 to 0.1 Torr. The temperature is preferably from 2700 to 300. The alcohol is cooled with a water-cooled condenser, liquefied and recovered.
( 3 ) ポリ アミ ド樹脂 P A 9 2 Z 6 2 Tの性状及び物性 (3) Properties and properties of polyamide resin P A 9 2 Z 6 2 T
本発明に用いるポリアミ ド樹脂 P A 9 2 / 6 2 Tの分子量に特別 の制限はないが、 9 6 %濃硫酸を溶媒とし、 ポリ アミ ド樹脂濃度が 1. 0 /01 1 の 9 6 %濃硫酸溶液を用ぃ、 2 5でで測定した相対 粘度 r? rが 1. 8〜 6. 0の範囲内である。 好ましく は 2. 0〜 5
. 5であり、 2. 5〜 4. 5が特に好ましい。 7? r力 1. 8より低 いと成形物が脆くなり物性が低下する。 一方、 ?7 1"が 6. 0より高 いと溶融粘度が高くなり、 成形加工性が悪くなる。 There is no particular restriction on the molecular weight of the polyamide resin PA 92/2/62 T used in the present invention, but 96% concentrated sulfuric acid is used as a solvent, and the polyamide resin concentration is 1.0% / 01/96. Using a sulfuric acid solution, the relative viscosity r? Measured in 25 is in the range of 1.8 to 6.0. Preferably 2. 0-5 .5, and 2.5 to 4.5 is particularly preferred. If the force is lower than 1.8, the molded product becomes brittle and the physical properties deteriorate. on the other hand, ? If 7 "is higher than 6.0, the melt viscosity will increase and the moldability will deteriorate.
本発明に用いるポリアミ ド樹脂 P A 9 2 Z 6 2 Tは、 カルボン酸 成分として蓚酸を用い、 ジァミ ン成分として 1 , 9 ーノナンジアミ ンと 2 —メチルー 1 , 8 —オクタンジァミ ンを共重合することで、 蓚酸と 1, 9 —ノナンジァミ ンからなるポリアミ ドと比べて、 上記 相対粘度を増加させること、 すなわち分子量を増加させることが可 能である。 また、 本発明に用いるポリアミ ド樹脂 P A 9 2 / 6 2 T は、 カルボン酸成分として蓚酸を用い、 ジァミ ン成分として 1, 9 ーノナンジァミ ンと 2—メチル一 1 , 8 —オクタンジァミ ンにさ ら に 1, 6—へキサメチレンジァミ ンを共重合することで、 蓚酸と 1 , 9 ーノナンジァミ ン及び 2 —メチル一 1 , 8 —オクタンジァミ ン からなるポリアミ ドと比べて、 樹脂の融点を上昇させることが可能 である。 Polyamide resin PA 9 2 Z 6 2 T used in the present invention uses oxalic acid as the carboxylic acid component, and copolymerizes 1,9-nonanediamine and 2-methyl-1,8-octanediamine as the diamine component. Compared to polyamides composed of oxalic acid and 1,9-nonanediamine, it is possible to increase the relative viscosity, that is, increase the molecular weight. In addition, the polyamide resin PA 9 2/62 T used in the present invention uses oxalic acid as the carboxylic acid component, and 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine as the diminant component. Copolymerization of 1,6-hexamethylenediamine increases the melting point of the resin compared to polyamides consisting of oxalic acid and 1,9-nonanediamine and 2-methyl-1,1,8-octanediamine. It is possible.
1. 3 ポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tに配合 できる他の成分 1.3 Other components that can be added to P A 9 2 C and P A 9 2/6 2 T
本発明に用いるポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 T には、 本発明の効果を損なわない範囲で他のジカルボン酸成分を含 む事が出来る。 蓚酸以外の他のジカルボン酸成分としては、 マロン 酸、 ジメチルマロン酸、 コハク酸、 グルタル酸、 アジピン酸、 2 — メチルアジピン酸、 ト リ メチルアジピン酸、 ピメ リ ン酸、 2 , 2 - ジメチルダル夕ル酸、 3 , 3 —ジェチルコハク酸、 ァゼライ ン酸、 セバシン酸、 スベリ ン酸などの脂肪族ジカルボン酸、 また、 1, 3 —シクロペン夕ンジカルボン酸、 1, 4—シクロへキサンジカルボ ン酸などの脂環式ジカルボン酸、 さ らにテレフタル酸、 イソフ夕ル
酸、 2, 6 —ナフ夕レンジカルボン酸、 2, 7 —ナフ夕レンジカル ボン酸 、 1 , 4 一ナフ夕レンジカルボン酸、 1 , 4 一フエ二レンシ ォキシン酢酸、 1 , 3 _フエ二レンジォキシジ酢酸、 ジ安息香酸、The polyamide resins PA 92 C and PA 92/62 T used in the present invention can contain other dicarboxylic acid components as long as the effects of the present invention are not impaired. Other dicarboxylic acid components other than succinic acid include malonic acid, dimethylmalonic acid, succinic acid, glutaric acid, adipic acid, 2-methyladipic acid, trimethyladipic acid, pimelic acid, 2, 2-dimethyldal Aliphatic acid, 3, 3 — Aliphatic dicarboxylic acids such as jetyl succinic acid, azeleic acid, sebacic acid, suberic acid, 1,3-cyclopentane dicarboxylic acid, 1,4-cyclohexanedicarboxylic acid, etc. Alicyclic dicarboxylic acids, terephthalic acid, isofurazole Acid, 2, 6-naphthenic dicarboxylic acid, 2, 7-naphthalene dicarboxylic acid, 1,4 mononaphthalenedicarboxylic acid, 1,4 monophenoxyxin acetic acid, 1,3 _didienedioxydiacetic acid Dibenzoic acid,
4 , 4 ―ォキシジ安息香酸、 ジフエニルメタン— 4, 4 ' ージカ ルポン酸 、 ジフエニルスルホン _ 4, 4 ' —ジカルボン酸、 4, 4 ビフ Xニルジカルボン酸などの芳香族ジカルボン酸などを単独 で、 あるいはこれらの任意の混合物を重縮合反応時に添加すること もでさる o さ らに、 ト リ メ リ ッ ト酸、 ト リ メシン酸、 ピロメ リ ッ 卜 酸などの多価カルボン酸を溶融成形が可能な範囲内で用いることち できる o 酸以外の他のジカルボン酸成分の配合量は全ジカルボン 酸成分を基準に 5モル%以下が好ましレ 4, 4-Oxydibenzoic acid, diphenylmethane-4,4'-dicarboxylic acid, diphenylsulfone_4,4'-dicarboxylic acid, aromatic dicarboxylic acid such as 4,4 bif Xyldicarboxylic acid, etc. These optional mixtures can be added during the polycondensation reaction.o Furthermore, polycarboxylic acids such as trimellitic acid, trimesic acid, and pyromellitic acid can be melt-molded. O The amount of other dicarboxylic acid components other than acids can be 5 mol% or less based on the total dicarboxylic acid components.
また、 本発明に用いるポリ アミ ド樹脂 P A 9 2 C及び P A 9 2 / Further, the polyamide resins P A 9 2 C and P A 9 2 /
6 2 Tには本発明の効果を損なわない範囲で、 他のジアミ ン成分を 含む事が出来る 。 1 , 9 —ノナンジァミ ン及び 2 一メチル 1 , 8 一オクタンジァミ ン以外の他のジアミ ン成分としては、 ェチレンジ ァミ ン、 プロピレンジァミ ン、 1, 4 一ブタンジァミ ン、 1 , 8 一 オクタンジアミ ン、 1, 1 0 —デカンンァミ ン、 1 , 1 2 ― ド、デカ ンジァミ ン、 3 —メチル一 1, 5 —ぺン夕ンジァミ ン、 2 , 2 , 4 一 ト リ メチルー 1 , 6 —へキサンジァミ ン、 2 , 4 , 4 - リ メチ ルー 1 , 6 _へキサンジァミ ン、 5 —メチルー 1 , 9 ーノナンジァ ミ ンなどの脂肪族ジァミ ン、 さ らにシクロへキサンジァミ ン、 メチ ルシクロへキサンジァミ ン、 ィソホロンジァミ ンなどの脂環式ジァ ミ ン、 さ らに p _フエ二レンジァミ ン、 m—フエ二レンジアミ ン、 p —キシレンジァミ ン 、 m—干シレンジァミ ン、 4, 4 ' ージアミ ノジフエニルメタン、 4 , 4 ' ―ジァミノジフエニルスルホン、 46 2 T can contain other diamine components as long as the effects of the present invention are not impaired. 1, 9 —Non-diamine and other diamine components other than 2-methyl-1,8-octanediamine include ethylene-diamine, propylene-diamine, 1,4-one-butanediamine, 1,8-one-octanediamine, 1, 1 0 —decane amine, 1, 1 2 —do, decane amine, 3 —methyl 1, 2, 5 —pentamine, 2, 2, 4 1 trimethyl 1, 6 —hexane, 2, Aliphatic amines such as 4,4-limethyl 1,6_hexanediamine, 5-methyl-1,9-nonanediamine, and fats such as cyclohexanediamine, methylcyclohexanediamine, and isophoronediamine Cyclic diamine, p_phenylenediamine, m-phenylenediamine, p-xylenediamine, m-dried diamine, 4,4'-diamineaminophenyl 4, 4 ′-diaminodiphenyl sulfone, 4
, 4 ' —ジアミ ノジフェニルェ一テルなどの芳香族ジアミ ンなどを 単独で、 あるいはこれらの任意の混合物を重縮合反応時に添加する
こともできる。 1, 9 —ノナンジァミ ン及び 2 _メチル _ 1, 8 — オクタンジァミ ン以外の他のジァミ ン成分の配合量は全ジァミ ン成 分を基準に 5モル%以下が好ましい。 , 4 '— Aromatic diamines such as diaminodiphenyl ether alone or in any mixture of these are added during the polycondensation reaction You can also. 1,9-Nonanediamine and 2_Methyl_1,8-Other diamine components other than octanediamine are preferably 5 mol% or less based on the total diammin component.
本発明に用いるポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 T の一部は、 本発明の効果を損なわない範囲で、 他のポリオキサミ ド や、 芳香族ポリアミ ド、 脂肪族ポリ アミ ド、 脂環式ポリアミ ドなど ポリアミ ド類で置換することが可能である。 Part of the polyamide resins PA 9 2 C and PA 9 2/62 T used in the present invention are within the range that does not impair the effects of the present invention, other polyoxides, aromatic polyamides, aliphatic polyamides. It is possible to substitute with polyamides such as alicyclic polyamides.
また、 ポリアミ ド樹脂以外の、 ポリ塩化ビニル、 ポリ ウレタン、 ポリエステル、 A B S樹脂、 酸変性ポリエチレン、 酸変性ポリプロ ピレンなどのポリオレフイ ンなどの熱可塑性樹脂、 あるいはエラス トマ一などによって置換することができる。 In addition to the polyamide resin, it can be replaced by a thermoplastic resin such as polyvinyl chloride, polyurethane, polyester, ABS resin, acid-modified polyethylene, acid-modified polypropylene, or other thermoplastic resin, or an elastomer.
本発明で用いるポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 T の一部を他の樹脂で置換する場合、 置換する樹脂の量は樹脂全体の 5 0質量%以下であることが好ましい。 When a part of the polyamide resins PA 9 2 C and PA 9 2/62 T used in the present invention is replaced with another resin, the amount of the resin to be replaced is preferably 50% by mass or less of the entire resin. .
本発明のポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tは、 本 発明の効果を損なわない範囲で、 その一部を他のポリマー成分で置 換されうる。 他のポリマー成分としては、 例えば、 他のポリ アミ ド 類、 例えば、 ポリオキサミ ド、 芳香族ポリ アミ ド、 脂肪族ポリアミ ド、 脂環式ポリアミ ド等、 並びにポリアミ ド以外のポリマー、 例え ば、 熱可塑性ポリマー、 エラス トマ一が挙げられる。 The polyamide resins P A 92 C and P A 92/62 T of the present invention can be partially replaced with other polymer components as long as the effects of the present invention are not impaired. Other polymer components include, for example, other polyamides such as polyoxides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, and polymers other than polyamides, such as heat. Plastic polymer, Elastomer.
上記他のポリマー及び添加剤の添加方法は、 それぞれを上記ポリ アミ ド樹脂に分散させることができる方法であれば、 特に制限され るものではなく、 その効果を損なわない任意の時点において、 上記 ポリ アミ ド樹脂に添加することができる。 例えば、 上記他のポリマ 一及び添加剤を、 上記ポリアミ ド樹脂の後重縮合工程の直後に添加 することができる。
1. 4 ポリアミ ド P A 9 2 C又は P A 9 2 6 2 Tに混合でき るその他の樹脂 The method for adding the other polymer and the additive is not particularly limited as long as each of them can be dispersed in the polyamide resin. Can be added to amide resins. For example, the other polymer and additive can be added immediately after the post polycondensation step of the polyamide resin. 1. 4 Polyamide Other resins that can be mixed with PA 9 2 C or PA 9 2 6 2 T
本発明のポリアミ ド P A 9 2 C又は P A 9 2 / 6 2 Tは、 ポリア ミ ド P A 9 2 C又は P A 9 2 / 6 2 Tの単独重合体又はその混合物 である。 The polyamide P A 92 C or PA 92/62 T of the present invention is a homopolymer of polyamide P A 92 C or PA 92/2/62 T or a mixture thereof.
しかしながら、 必要に応じて、 他のポリアミ ド樹脂またはその他 の熱可塑性樹脂との混合物として用いることができる。 本明細書に おいて以下に説明される本発明が提供する各種のポリアミ ド樹脂組 成物及び製品の樹脂又は樹脂組成物においても、 ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tに他のポリアミ ド樹脂またはその他 の熱可塑性樹脂を必要に応じて配合することができる。 However, if necessary, it can be used as a mixture with other polyamide resins or other thermoplastic resins. The polyamide resin PA 9 2 C or PA 9 2/6 2 is also used in various polyamide resin compositions and product resins or resin compositions provided by the present invention described below in the present specification. Other polyamide resins or other thermoplastic resins can be added to T as necessary.
ポリ アミ ド P A 9 2 C又は P A 9 2 / 6 2 Tと配合して好ましく 用いることができる他のポリアミ ド樹脂としては、 例えば、 他のポ リアミ ド類、 例えば、 ポリオキサミ ド、 芳香族ポリアミ ド、 脂肪族 ポリアミ ド、 脂環式ポリアミ ド等、 並びにポリアミ ド以外のポリマ ―、 例えば、 熱可塑性ポリマー、 エラス トマ一が挙げられる。 Other polyamide resins that can be preferably used in combination with polyamide PA 9 2 C or PA 9 2/62 T include, for example, other polyamides such as polyoxides and aromatic polyamides. Aliphatic polyamides, alicyclic polyamides, and the like, and polymers other than polyamides such as thermoplastic polymers and elastomers.
ポリ アミ ドの具体例としては、 ポリエチレンアジパミ ド (ナイ 口 ン 2 6 ) 、 ポリテ トラメチレンアジパミ ド (ナイ ロン 4 6 ) 、 ポリ へキサメチレンアジパミ ド (ナイ ロン 6 6 ) 、 ポリへキサメチレン ァゼパミ ド (ナイ ロン 6 9 ) 、 ポリへキサメチレンセバカミ ド (ナ ィ ロン 6 1 0 ) 、 ポリへキサメチレンゥンデカミ ド (ナイ ロン 6 1 1 ) 、 ポリへキサメチレン ドデカミ ド (ナイ ロン 6 1 2 ) 、 ポリ力 プロアミ ド (ナイ ロン 6 ) 、 ポリ ゥンデカンアミ ド (ナイ ロン 1 1 ) 、 ポリ ドデカンアミ ド (ナイ ロン 1 2 ) 、 ポリへキサメチレンテ レフタルアミ ド (ナイ ロン 6 T) 、 ポリへキサメチレンイソフ夕ル アミ ド (ナイ ロン 6 1 ) 、 ポリ ノナメチレン ドデカミ ド (ナイ ロン 9 1 2 ) 、 ポリ ドデカメチレン ドデカミ ド (ナイ ロン 1 2 1 2 ) 、
ポリ メタキシリ レンアジパミ ド (ナイ ロン M X D 6 ) 、 ポリ ト リメ チルへキサメチレンテレフ夕ラミ ド (TMHT) 、 ポリ ビス ( 4— アミ ノシクロへキシル) メタン ドデカミ ド (ナイ ロン P A C M 1 2 ) 、 ポリ ビス ( 3 —メチル一 4 _アミ ノシクロへキシル) メタン ド デカミ ド (ナイ ロンジメチル P A C M 1 2 ) 、 ポリ ゥンデカメチレ ンテレフダラミ ド (ナイ ロン 1 1 T) 等、 またはこれらの共重合体 を挙げることができる。 Specific examples of polyamides include polyethylene adipamide (Nylon 26), polytetramethylene adipamide (Nylon 46), polyhexamethylene adipamide (Nylon 66), poly Oxamethylene azepam (nylon 6 9), polyhexamethylene sebamide (nylon 6 10), polyhexamethylene decamide (nylon 6 1 1), polyhexamethylene dodecamide (nai Ron 6 1 2), Poly-Proamide (Nylon 6), Polydecanamide (Nylon 1 1), Polydodecanamide (Nylon 1 2), Polyhexamethylene Terephthalamide (Nylon 6 T), Polyto Xamethyleneisophthalamide (nylon 61), polynonamethylene dodecamide (nylon 9 1 2), polydecamethylene dodecamide ( Lee Ron 1 2 1 2), Polymetaxylylene adipamide (Nylon MXD 6), Polytrimethylhexamethylene terephthalamide (TMHT), Polybis (4-aminocyclohexyl) Methane Dodecamide (Nylon PACM 1 2), Polybis ( 3—Methyl-4-amino-cyclohexyl) methane dodecamide (Nylon dimethyl PACM 1 2), polydecamethylene terephthalamide (Nylon 11 T), or a copolymer thereof.
特に、 ナイ ロン 6、 ナイ ロン 1 1、 ナイ ロン 1 2、 ナイ ロン 6 1 0、 ナイ ロン 6 1 2またはそれらの共重合物は成形性、 接着性改良 のために好適に使用される。 In particular, Nylon 6, Nylon 11, Nylon 12, Nylon 61, Nylon 61, or a copolymer thereof is preferably used for improving moldability and adhesion.
その他の熱可塑性樹脂の具体例としては、 高密度ポリエチレン ( HD P E ) 、 低密度ポリエチレン (L D P E) 、 超高分子量ポリエ チレン (UHMWP E) 、 アイソ夕クチックポリ プロピレン、 ェチ レンプロピレン共重合体 (E P R) 樹脂、 等のポリオレフイ ン系樹 脂、 ポリ ブチレンテレフ夕レー ト ( P B T) 、 ポリエチレンテレフ 夕レー ト ( P E T) 、 ポリエチレンイソフ夕レ一 卜 ( P E I ) 、 ポ リエステル共重合体、 P E TZ P E I 共重合体、 ポリアリ レー 卜 ( P A R) 、 ポリブチレンナフタレー ト ( P B N) 、 液晶ポリエステ ル、 ポリオキシアルキレンジイ ミ ド酸 ポリブチレ— トテレフタレ - ト共重合体等の芳香族ポリエステルなどのポリエステル系樹脂、 ポリ アセ夕一ル ( P OM) 、 ポリ フエ二レンォキシ ド ( P P O) 、 ポリ フエ二レンスルフイ ド (P P S ) 、 ポリサルフォン ( P S F) 、 ポリエ—テルエ—テルケ トン ( P E E K) 等のポリエーテル系樹 脂、 ポリ アク リ ロニト リル (P AN) 、 ポリ メ夕ク リ ロ二 ト リル、 アク リ ロニ ト リル/スチレン共重合体 (A S ) 、 メ夕ク リ ロ二 ト リ ル スチレン共重合体、 ァク リ ロニ 卜 リル · ブダジェン · スチレン 共重合体 (A B S ) 、 メ夕ク リ ロ二 ト リル Zスチレン /ブタジエン
共重合体等のポリ二 ト リル系樹脂、 ポリ メ夕ク リル酸メチル ( P M MA) 、 ポリ メ夕ク リル酸ェチル等のポリ メタク リ レー ト系樹脂、 酢酸ビニル (E VA) 、 ポリ塩化ピニリデン ( P VD C) 、 ポリ塩 化ビニル ( P V C) 、 塩化ビニル Z塩化ビニリデン共重合体、 塩化 ビニリデン Zメチルァク リ レー ト共重合体等のポリ ビニル系樹脂、 酢酸セルロース、 酢酸酪酸セルロース等のセルロース系樹脂、 ポリ フッ化ビニリデン ( P V D F ) 、 ポリ フッ化ビニル ( P V F ) 、 ポ リクロルフルォロエチレン ( P C T F E) 、 テ トラフルォロェチレ ン Zエチレン共重合体 (E T F E) 等のフッ素系樹脂、 ポリカーボ ネー ト ( P C) 等のカーボネー ト系樹脂、 芳香族ポリイ ミ ド ( P I ) 等のイミ ド系樹脂などを挙げることができる。 Specific examples of other thermoplastic resins include high-density polyethylene (HDPE), low-density polyethylene (LDPE), ultrahigh molecular weight polyethylene (UHMWP E), isoactic polypropylene, and ethylene propylene copolymer (EPR). ) Resin, Polyolefin resin, Polybutylene terephthalate (PBT), Polyethylene terephthalate (PET), Polyethylene isophthalate (PEI), Polyester copolymer, PE TZ PEI Polyester resins such as aromatic polyesters such as polymers, polyarylate 卜 (PAR), polybutylene naphthalate (PBN), liquid crystal polyester, polyoxyalkylene diimide polybutyrate terephthalate copolymer, poly Acetal (POM), Polyphenylene Oxide (PPO), Polyphenylene Sulfide (PPS) Polyether resins such as polysulfone (PSF) and polyether-terketone (PEEK), polyacrylonitrile (PAN), polychlorinated nitrile, acrylonitrile / styrene Polymer (AS), nylon styrene copolymer, acrylonitrile / vadagen / styrene copolymer (ABS), nylon styrene / styrene Polynitrile resins such as copolymers, polymethacrylate resins such as polymethyl methacrylate (PMMA), polyethyl methacrylate, etc., vinyl acetate (EVA), polychlorinated Polyvinyl resins such as vinylidene (PVD C), polyvinyl chloride (PVC), vinyl chloride Z vinylidene chloride copolymer, vinylidene chloride Z methylacrylate copolymer, cellulose such as cellulose acetate, cellulose acetate butyrate Fluoropolymers such as PVC resins, Polyvinylidene Fluoride (PVDF), Polyvinyl Fluoride (PVF), Polyfluoroethylene (PCTFE), Tetrafluoroethylene Z Ethylene Copolymer (ETFE), Polycarbonate Examples thereof include carbonate resins such as neat (PC) and imide resins such as aromatic polyimide (PI).
本発明の可塑剤含有ポリ アミ ド樹脂組成物が、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tとともに、 他のポリアミ ド樹脂及び 又は他の熱可塑性樹脂を含む場合、 その配合量は限定されず、 ポ リアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを 5〜 9 9質量部と 、 他のポリアミ ド樹脂及び 又は他の熱可塑性樹脂 1〜 9 5質量部 の範囲内であることができるが、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを 3 0〜 9 9質量部と、 他のポリアミ ド樹脂及び Z 又は他の熱可塑性樹脂 1〜 7 0質量部からなることがより好ましく 、 他のポリアミ ド樹脂及び 又は他の熱可塑性樹脂 1〜 5 0質量部 からなることがより好ましい。 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tが 5 0質量部より被いと、 本発明の所望の効果がより 有効に得られるからである。 他のポリ アミ ド樹脂及び/又は他の熱 可塑性樹脂が 1質量部より少ないと、 これらの樹脂を配合する効果 が得られない。 When the plasticizer-containing polyamide resin composition of the present invention contains other polyamide resin and / or other thermoplastic resin together with the polyamide resin PA 9 2 C or PA 9 2/62 T, the blending amount thereof Is not limited, and ranges from 5 to 99 parts by mass of polyamide resin PA 9 2 C or PA 9 2/62 T and 1 to 95 parts by mass of other polyamide resins and / or other thermoplastic resins Polyamide resin PA 9 2 C or PA 9 2/6 2 T 30 to 99 parts by mass, other polyamide resin and Z or other thermoplastic resin 1 to 70 More preferably, it consists of 1 part by mass of other polyamide resins and / or other thermoplastic resins. This is because when the polyamide resin P A 9 2 C or P A 9 2/6 2 T is covered by 50 parts by mass, the desired effect of the present invention can be obtained more effectively. If the amount of other polyamide resin and / or other thermoplastic resin is less than 1 part by mass, the effect of blending these resins cannot be obtained.
1. 5 添加剤
本発明のポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tあるい はポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tを含む組成物に は、 本発明の効果を損なわない範囲において、 他の添加剤を添加す ることができる。 特に、 可塑剤、 導電性付与剤、 補強繊維、 層状珪 酸塩、 衝撃改良材、 耐熱剤を添加した P A 9 2 C及び P A 9 2 Z 6 2 T樹脂組成物については、 本件発明の重要な態様であり、 以下に おいて詳述する。 そのほか、 一般的には、 例えば、 顔料、 染料、 着 色剤、 耐熱剤、 酸化防止剤、 耐候剤、 紫外線吸収剤、 光安定化剤、 滑剤、 結晶核剤、 結晶化促進剤、 離型剤、 帯電防止剤、 可塑剤、 充 填剤、 銅化合物等の安定剤、 帯電防止剤、 難燃 、 ガラス繊維、 潤 滑剤、 フィ ラー、 層状珪酸塩、 補強繊維等を挙げることができる。 1.5 Additives The effect of the present invention is not impaired in the composition containing the polyamide resins PA 9 2 C and PA 9 2/62 T or the polyamide resins PA 9 2 C and PA 9 2/6 2 T of the present invention. In the range, other additives can be added. In particular, the PA 9 2 C and PA 9 2 Z 6 2 T resin compositions added with plasticizers, conductivity-imparting agents, reinforcing fibers, layered silicates, impact modifiers, and heat-resistant agents are important for the present invention. This will be described in detail below. In addition, in general, for example, pigments, dyes, colorants, heat-resistant agents, antioxidants, weathering agents, ultraviolet absorbers, light stabilizers, lubricants, crystal nucleating agents, crystallization accelerators, mold release agents Antistatic agents, plasticizers, fillers, stabilizers such as copper compounds, antistatic agents, flame retardants, glass fibers, lubricants, fillers, layered silicates, reinforcing fibers, and the like.
これらの各種の添加剤は、 ポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tを用いることを特徴とする以下で説明するポリアミ ド樹 脂組成物のいずれにおいても必要に応じて添加することができる。 These various additives are added as needed in any of the polyamide resin compositions described below, characterized by the use of polyamide resins PA 92 C and PA 92/62 T. be able to.
本明細書において説明する各種のポリ アミ ド樹脂組成物及び製品 の樹脂又は樹脂組成物においても、 必要に応じて配合することがで さる。 Various polyamide resin compositions and product resins or resin compositions described in the present specification can be blended as necessary.
2 · ポリアミ ド樹脂組成物 2 · Polyamide resin composition
本発明によれば、 上記のポリアミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tに各種の添加剤を添加することで、 従来にない特異なポリ アミ ド樹脂組成物が提供される。 次に、 添加剤の種類に応じて、 そ れらの添加剤を含むポリアミ ド樹脂組成物について説明する。 According to the present invention, an unprecedented unique polyamide resin composition can be provided by adding various additives to the above-mentioned polyamide resins PA92C and PA92 / 62T. Next, the polyamide resin composition containing these additives according to the type of the additive will be described.
2 · 1 可塑剤含有ポリアミ ド樹脂組成物 (可塑剤) 2.1 Plasticizer-containing polyamide resin composition (plasticizer)
ポリ アミ ドなどの樹脂の柔軟性、 耐衝撃性を高度に改良するため には可塑剤の添加量を多くする必要があるが、 可塑剤のブリー ドア
ゥ ト等の問題が指摘されており、 可塑剤のブリー ドアウ トがない可 塑剤含有樹脂組成物及び成形物への要求が高まっている。 To improve the flexibility and impact resistance of resins such as polyamide, it is necessary to increase the amount of plasticizer. Problems such as auto are pointed out, and there is an increasing demand for plasticizer-containing resin compositions and molded products that do not have plasticizer bleeding out.
本発明者らは、 上記の課題を解決するために鋭意検討を重ねた結 果、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを用いること により、 可塑剤のブリー ドアウ トがなく、 しかも高分子量で、 融点 と熱分解温度の差が大きく溶融成形性に優れ、 さ らに直鎖ポリオキ サミ ド樹脂に見られる低吸水性を損なう ことなく、 従来のポリアミ ドに比較して耐薬品性、 柔軟性ならびに耐加水分解性に優れる可塑 剤含有ポリアミ ド樹脂組成物が得られることを見出した。 As a result of intensive studies to solve the above problems, the present inventors have no plasticizer bleeding out by using the polyamide resin PA 9 2 C or PA 9 2/62 T. In addition, it has a high molecular weight, has a large difference between the melting point and the thermal decomposition temperature, has excellent melt moldability, and is more resistant to conventional polyamides without impairing the low water absorption observed in linear polyoxamide resins. It has been found that a plasticizer-containing polyamide resin composition having excellent chemical properties, flexibility and hydrolysis resistance can be obtained.
さ らに、 ポリアミ ド樹脂 P A 9 2 Z 6 2 Tは、 P A 9 2 Cと比べ て、 融点がより高く、 曲げ弾性率、 荷重たわみ温度などの力学的特 性がより優れ、 コス ト的にも有利でありながら、 溶融温度幅の減少 は許容範囲内であり、 低吸水性は実質的に失われないという特長を 有することを見出した。 In addition, the polyamide resin PA 9 2 Z 6 2 T has a higher melting point, better mechanical properties such as flexural modulus and deflection temperature under load than PA 9 2 C, and is cost effective. However, it has been found that the reduction of the melting temperature range is within an allowable range, and that the low water absorption is not substantially lost.
( 1 ) ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2/6 2 T
前述のとおり。 必要に応じて配合できる他のポリマーについても 同じ。 As mentioned above. The same is true for other polymers that can be blended as needed.
( 2 ) 可塑剤 (2) Plasticizer
本発明で用いる可塑剤は、 ポリアミ ド樹脂に用いることが公知の 可塑剤のいずれでもよいが、 エステル類及びアルキルアミ ド類から 選ばれた 1種類以上の化合物であることが好ましい。 The plasticizer used in the present invention may be any plasticizer known to be used in polyamide resins, but is preferably one or more compounds selected from esters and alkylamides.
本発明の可塑剤で言うエステル類とは、 フ夕ル酸エステル類、 脂 肪酸エステル類、 多価アルコールエステル類、 燐酸エステル類、 ト リ メ リ ッ ト酸エステル類及びヒ ドロキシ安息香酸エステル類である 。 フ夕ル酸エステル類の具体例としては、 フ夕ル酸ジメチル、 フタ ル酸ジェチル、 フ夕ル酸ジブチル、 フタル酸ジヘプチル、 フ夕ル酸 ジ 2 —ェチルへキシル、 フタル酸ジ n —ォクチル、 フタル酸ジイソ
デシル、 フタル酸ジト リデシル、 フ夕ル酸ジシクロへキシル、 フタ ル酸ブチルベンジル、 フタル酸ジイソノニル、 ェチルフタリルェチ ルグリコ レー ト、 ブチルフタリルブチルダリ コ レー ト、 フタル酸ジ ゥンデシル及びテトラヒ ドロフタル酸ジ 2 —ェチルへキシルなどが 挙げられる。 Esters referred to in the plasticizer of the present invention include fuuric acid esters, fatty acid esters, polyhydric alcohol esters, phosphoric acid esters, trimellitic acid esters, and hydroxybenzoic acid esters. It is kind. Specific examples of fumaric acid esters include dimethyl furate, dimethyl phthalate, dibutyl furate, diheptyl phthalate, di-2-ethylhexyl furate, and di-n-octyl phthalate. , Diisophthalate Decyl, ditridecyl phthalate, dicyclohexyl phthalate, butyl benzyl phthalate, diisononyl phthalate, ethyl phthalyl ethyl glycolate, butyl phthalyl butyl acrylate, diundecyl phthalate and tetrahydrophthal Examples include di-2-ethylhexyl acid.
脂肪酸エステル類の具体例としては、 アジピン酸ジメチル、 アジ ピン酸ジブチル、 アジピン酸ジイソブチル、 アジピン酸ジブチルジ グリ コール、 アジピン酸ジ 2 —ェチルへキシル、 アジピン酸ジ n— ォクチル、 アジピン酸ジイソデシル、 アジピン酸ジイソノニル、 ァ ジピン酸ジ n —混合アルキルエステル、 セバシン酸ジメチル、 セバ シン酸ジブチル、 セバシン酸ジ 2 _ェチルへキシル、 ァゼライ ン酸 ジ 2 —ェチルへキシル、 ジ 2 —ェチルへキシル混合酸エステル、 ド デカニ酸ビス 2 —ェチルへキシルなどの二塩基性飽和力ルポン酸ェ ステル、 フマル酸ジブチル、 フマル酸ビス 2 _メチルプロピル、 フ マル酸ビス 2 —ェチルへキシル、 マレイ ン酸ジメチル、 マレイ ン酸 ジェチル、 マレイ ン酸ジブチル、 マレイ ン酸ビス 2 —ェチルへキシ ルなどの二塩基性不飽和カルボン酸エステル、 ォレイ ン酸プチル、 ォレイ ン酸ィゾブチル、 リ シノール酸ァセチルブチル、 ァセチルク ェン酸ト リ ブチル及び酢酸 2 —ェチルへキシルなどが挙げられる。 多価アルコールエステル類の具体例としては、 2, 2, 4 _ ト リ メチル一 1 , 3 _ペン夕ンジオールモノイソプチレー ト、 2, 2 , 4 _ ト リ メチル— 1 , 3 —ペン夕ンジオールジイソプチレー 卜、 ジ エチレングリ コールジベンゾェ一 卜、 トリエチレングリ コ一ルジ 2 ーェチルブチラー ト、 ペン夕エリスリ トールモノォレエー ト、 ペン 夕エリスリ 卜ールモノステアレー 卜、 ペン夕エリスリ 卜一ル卜 リア ルキルエステル、 ベへニン酸モノグリセライ ド、 2 —ェチルへキシ ルト リ グリセライ ド、 グリセリ ン ト リ アセテー ト及びグリセリ ン ト
リブチラ一 卜などが挙げられる。 Specific examples of fatty acid esters include dimethyl adipate, dibutyl adipate, diisobutyl adipate, dibutyl diglycol adipate, di-2-ethylhexyl adipate, di-n-octyl adipate, diisodecyl adipate, adipic acid Diisononyl, di-dipic acid di-n-mixed alkyl ester, dimethyl sebacate, dibutyl sebacate, di-2-ethylhexyl sebacate, di-2-ethylhexyl azelate, di-2-ethylhexyl mixed acid ester, Dibasic saturated sulfonic acid esters such as bis-2-decylhexyl dodecanoate, dibutyl fumarate, bis-2-methylpropyl fumarate, bis-2-ethylhexyl fumarate, dimethyl maleate, malein Jetyl acid, dibutyl maleate, bis maleate 2 Dibasic unsaturated carboxylic acid esters such as carboxymethyl Le to Echiru, Orei phosphate heptyl, Orei phosphate Izobuchiru, Li Shinoru acid Asechirubuchiru, Asechiruku E emissions Sainte-butyl acetate and 2 - Echiru like hexyl and the like to. Specific examples of polyhydric alcohol esters include 2,2,4_trimethyl-1,3-pentenediol monoisopropylate, 2,2,4_trimethyl—1,3—pen Didiol diisobutylene 卜, diethylene glycol dibenzoate 卜, triethylene glycol diol 2-ethylbutyrate, pen erythritol monooleate, pen エ リ erythritol monostearate 卜, pen tub Erythryl monoalkyl ether, behenic acid monoglyceride, 2-ethylhexyl triglyceride, glycerin triacetate and glycerin One example is rib chillers.
燐酸エステル類の具体例としては、 燐酸ト リ メチル、 燐酸 ト リェ チル、 燐酸ト リプチル、 燐酸ト リ 2 —ェチルへキシル、 燐酸ト リ ブ トキシェチル、 燐酸 ト リ フエニル、 燐酸 n —才クチルジフエニル、 燐酸クレジルジフエニル、 燐酸ト リク レジル、 燐酸ト リキシレニル 及び燐酸 2 —ェチルへキシルジフエニルなどが挙げられる。 Specific examples of phosphoric acid esters include trimethyl phosphate, trityl phosphate, triptyl phosphate, trityl phosphate 2-ethylhexyl, tributoxyl phosphate, triphenyl phosphate, n-dioctyl diphenyl phosphate, phosphate Examples include cresyl diphenyl, tricresyl phosphate, trixylenyl phosphate, and 2-ethylhexyl diphenyl phosphate.
ト リ メ リ ツ ト酸エステル類の具体例としては、 ト リメ リ ッ ト酸ト リ ブチル、 ト リメ リ ッ ト酸ト リ 2 —ェチルへキシル、 ト リ メ リ ッ ト 酸 ト リ n —才クチル、 ト リ メ リ ッ ト酸ト リイソノニル、 ト リ メ リ ッ ト酸ト リイソデシル及びト リ メ リ ッ ト酸ト リ混合アルコールエステ ルなどが挙げられる。 Specific examples of trimellitic acid esters include tributyl trimellitic acid trimethyltrimellitic acid, trimethyltrimethyl acid 2-triethylhexyl, trimethyltrimethyl acid tri-n- And trimethylone tritylate, triisononyl trimellitic acid, triisodecyl trimellitic acid, and trimethyl trimethyl acid mixed alcohol ester.
ヒ ドロキシ安息香酸エステル類の具体例としては、 o —又は p— ヒ ドロキシ安息香酸ェチルへキシル、 o —又は p —ヒ ドロキシ安息 香酸へキシルデシル、 o —又は p —ヒ ドロキシ安息香酸ェチルデシ ル、 o —又は p —ヒ ドロキシ安息香酸ォクチルォクチル、 o —又は p —ヒ ドロキシ安息香酸デシルドデシル、 o —又は p —ヒ ドロキシ 安息香酸メチル、 o —又は p —ヒ ドロキシ安息香酸プチル、 o —又 は p —ヒ ドロキシ安息香酸へキシル、 o —又は p —ヒ ドロキシ安息 香酸 n —才クチル、 o —又は p —ヒ ドロキシ安息香酸デシル及び o 一又は p —ヒ ドロキシ安息香酸 ドデシルなどが挙げられる。 Specific examples of hydroxybenzoic acid esters include o—or p—ethyl hexyl oxybenzoate, o—or p—hydroxydecyl hexyl benzoate, o—or p—ethyl decyl oxybenzoate, o — or p — octyloctyl hydroxybenzoate, o — or p — decyldodecyl hydroxybenzoate, o — or p — hydroxymethyl benzoate, o — or p — hydroxypropyl benzoate, o — or p -Hexyl hydroxybenzoate, o- or p-hydroxybenzoic acid n--octyl, o-or p-decyl hydroxybenzoate and o- or p-dodecyl hydroxybenzoate.
又、 アルキルアミ ド類は、 トルエンスルホン酸アルキルアミ ド類 やベンゼンスルホン酸アルキルアミ ド類である。 トルエンスルホン 酸アルキルアミ ド類の具体例としては、 N _ェチル _ o _ トルエン スルホン酸ブチルアミ ド、 N—ェチルー p — トルエンスルホン酸ブ チルアミ ド、 N—ェチルー o — トルエンスルホン酸 2 —ェチルへキ シルアミ ド、 N—ェチル _ p — トルエンスルホン酸 2 —ェチルへキ シルアミ ドなどが挙げられる。 ベンゼンスルホン酸アルキルアミ ド
類の具体例と しては、 ベンゼンスルホン酸プロピルアミ ド、 ベンゼ ンスルホン酸ブチルアミ ド、 ベンゼンスルホン酸 2 _ェチルへキシ ルアミ ドなどが挙げられる。 以上に挙げた可塑剤は単独で使用して も良く、 2種類以上を適宜組合せて使用しても良い。 The alkylamides are toluenesulfonic acid alkylamides and benzenesulfonic acid alkylamides. Specific examples of toluene sulfonic acid alkylamides include N_ethyl_o_toluenesulfonic acid butylamide, N-ethyl-p-toluenesulfonic acid butyramide, N-ethyl-o-toluenesulfonic acid 2-ethyl ether And N-ethyl _ p-toluenesulfonic acid 2-ethyl hexylamide. Benzenesulfonic acid alkylamide Specific examples of such compounds include benzene sulfonic acid propyl amide, benzene sulfonic acid butyl amide, benzene sulfonic acid 2_ethyl hexyl amide and the like. The plasticizers listed above may be used alone or in appropriate combination of two or more.
これらの可塑剤の中で、 フタル酸ジブチル、 フタル酸ジイソデシ ル、 ブ夕ル酸ジ 2 —ェチルへキシルなどのフ夕ル酸エステル類、 p ーヒ ドロキシ安息香酸ェチルへキシル、 p—ヒ ドロキシ安息香酸へ キシルデシルなどのヒ ドロキシ安息香酸エステル類、 ベンゼンスル ホン酸ブチルアミ ド、 ベンゼンスルホン酸 2 _ェチルへキシルアミ ドなどのアルキルアミ ド類が好ましく使用される。 Among these plasticizers, butyl esters such as dibutyl phthalate, diisodecyl phthalate, di-2-butylhexyl butyrate, ethyl hexyl p-hydroxybenzoate, p-hydroxyl Hydroxybenzoates such as hexyldecyl benzoate, alkyl amides such as butyl benzene sulfonate and 2-ethylhexyl benzene sulfonate are preferably used.
可塑剤の配合割合は、 ボリアミ ド樹脂 1 0 0質量部に対して 1〜 3 0質量部であり、 好ましく は、 1〜 2 5質量部であり、 より好ま しく は、 5〜 2 5質量部である。 可塑剤の配合割合が 1質量部より 少ない場合、 柔軟性付与に対する効果が見られず、 一方、 可塑剤の 配合割合が 3 0質量部より多い場合、 可塑剤のブリー ドアウ トが生 じるからである。 The blending ratio of the plasticizer is 1 to 30 parts by mass with respect to 100 parts by mass of the polyamide resin, preferably 1 to 25 parts by mass, and more preferably 5 to 25 parts by mass. It is. When the blending ratio of the plasticizer is less than 1 part by mass, there is no effect on imparting flexibility. On the other hand, when the blending ratio of the plasticizer is more than 30 parts by mass, a plasticizer breed-out occurs. It is.
本発明に用いるポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 T は、 可塑剤を添加しても、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tの有する優れた特性 (低吸水性、 耐薬品性、 柔軟性、 耐加 水分解性、 広い成形可能温度幅、 機械的強度等) を基本的にそのま まあるいは相対的に保持している。 成形可能温度幅に関しては、 ポ リアミ ド樹脂は可塑剤を添加することで一般的により柔軟になり、 融点が低下するので成形可能温度は低くなるが、 ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tが従来の P A 9 2 に比べて有する広 い成形可能温度幅の特性は可塑剤を保持した場合にも維持される。 その結果、 .本発明のポリ アミ ド樹脂に可塑剤を含むポリアミ ド樹脂 組成物では、 窒素雰囲気下、 1 0で/分の昇温速度で測定した可塑
剤を含まないポリアミ ド樹脂の ^重量分析における 1 %重量減少温 度と窒 雰囲気下、 1 0で 分の昇温速度で測定した可塑剤を含む ポリ ァ ド樹脂組成物の示差走查熱量法により測定した融点との温 度差は 好ましく は 5 0 以上 、 より好ましくは 6 0 以上、 さ ら には 9 0で以上であることがでさる。 しかも、 本発明のポリァミ F 樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは可塑剤を添加してプリ ド ァゥ 卜なく成形できる利点がある。 Polyamide resin PA 9 2 C or PA 9 2/6 2 T used in the present invention has excellent characteristics possessed by polyamide resin PA 9 2 C or PA 9 2/6 2 T even when a plasticizer is added. (Low water absorption, chemical resistance, flexibility, hydrolytic resistance, wide moldable temperature range, mechanical strength, etc.) are basically kept as they are or relatively. Regarding the moldable temperature range, the polyamide resin is generally more flexible by adding a plasticizer, and the melting temperature is lowered because the melting point is lowered, but the polyamide resin is PA 9 2 C or PA 9 Compared with conventional PA 9 2 2/6 2 T, the wide moldable temperature range characteristics are maintained even when the plasticizer is retained. As a result, in the polyamide resin composition containing a plasticizer in the polyamide resin of the present invention, the plasticity measured at a heating rate of 10 / min under a nitrogen atmosphere was obtained. ^ 1% weight loss temperature in a gravimetric analysis of a polyamide resin without a plasticizer and differential running calorimetry of a polyamide resin composition containing a plasticizer measured at a heating rate of 10 minutes in a nitrogen atmosphere The temperature difference from the melting point measured by the above is preferably 50 or more, more preferably 60 or more, and further 90 or more. Moreover, the polyamide F resin PA 9 2 C or PA 9 2/62 T of the present invention has the advantage that it can be molded without pre-dough by adding a plasticizer.
( 3 ) その他の添加剤 (3) Other additives
また 本発明に用いるポリ アミ ド樹脂組成物には、 必要に応じて In addition, the polyamide resin composition used in the present invention includes, as necessary,
、 銅化合物などの安定剤、 顔料、 染料、 着色剤、 紫外線吸収剤、 光 安定化剤、 酸化防止剤、 耐候剤、 紫外線吸収剤、 帯電防止剤、 難燃 剤、 滑剤、 結晶化促進剤、 ガラス繊維などの補強繊維、 層状珪酸塩 、 補強粒子、 フイ ラ一、 潤滑剤、 発泡剤などの各種の添加剤を添加 することができる。 , Stabilizers such as copper compounds, pigments, dyes, colorants, UV absorbers, light stabilizers, antioxidants, weathering agents, UV absorbers, antistatic agents, flame retardants, lubricants, crystallization accelerators, Various additives such as reinforcing fibers such as glass fibers, layered silicates, reinforcing particles, fillers, lubricants, and foaming agents can be added.
上記添加剤の添加方法は、 それぞれを上記ポリアミ ド樹脂に分散 させることができる方法であれば、 特に制限されるものではなく、 その効果を損なわない任意の時点において、 上記ポリアミ ド樹脂に 添加することができる。 例えば、 これらの添加剤は、 ポリアミ ド樹 脂の重縮合反応時、 後重縮合工程の直後、 またはその後に添加する こともできる The method of adding the additive is not particularly limited as long as each of the additives can be dispersed in the polyamide resin, and the additive is added to the polyamide resin at any time without impairing the effect thereof. be able to. For example, these additives can be added during the polycondensation reaction of the polyamide resin, immediately after the post-polycondensation step, or after that.
なお、 上記した添加剤 (可塑剤を含む。 ) は、 本明細書において 説明する本発明のポリアミ ド樹脂組成物及びポリァミ ド樹脂製品の すべてにおいても、 任意に添加できるものである 。 添加剤の添加時 期について 同様である。 The above-mentioned additives (including a plasticizer) can be arbitrarily added to all the polyamide resin compositions and polyamide resin products of the present invention described in this specification. The same applies to the timing of additive addition.
( 4 ) ポリ アミ ド樹脂組成物の成形加工 (4) Molding of polyamide resin composition
本発明のポリアミ ド樹脂組成物を得る方法は特に制限されるもの ではなく、 公知の種々の方法を用いることができる。 例えば、 ポリ
アミ ドと可塑剤及び各種の添加剤の所定量を、 V型プレンダー、 夕 ンブラーなどの低速回転混合機やヘンシェルミキサーなどの拘束回 転混合機を用いてあらかじめ混合した後、 一軸押出機、 二軸押出機 などで溶融混練後ペレツ ト化する方法や、 ポリアミ ドと可塑剤及び 各種の添加剤の所定量を、 低速回転混合機やヘンシェルミキサーな どの拘束回転混合機を用いてあらかじめ混合した後、 射出成形機や 押出成形機を用いて直接、 組成物の成形品を得る方法が適用できる The method for obtaining the polyamide resin composition of the present invention is not particularly limited, and various known methods can be used. For example, poly Predetermined amounts of amide, plasticizer and various additives are mixed in advance using a low-speed rotary mixer such as a V-type blender or tumbler, or a constrained rotary mixer such as a Henschel mixer. After melt-kneading with a screw extruder etc. and pelletizing, or pre-mixing a specified amount of polyamide, plasticizer and various additives using a constrained rotary mixer such as a low-speed rotary mixer or Henschel mixer A method of directly obtaining a molded product of a composition by using an injection molding machine or an extrusion molding machine can be applied.
ポリアミ ド樹脂組成物の成形方法としては、 射出、 押出、 ブロー 、 中空、 プレス、 ロール、 発泡、 真空 · 圧空、 延伸などポリアミ ド に適用できる公知の成形加工法はすべて可能である。 As a method for molding the polyamide resin composition, all known molding processing methods applicable to the polyamide such as injection, extrusion, blow, hollow, press, roll, foaming, vacuum / pressure air, and stretching can be used.
本発明の可塑剤含有ポリ アミ ド樹脂組成物は、 上記のような成形 方法により、 チューブ、 フィ ラメン ト、 シー ト、 フィルム、 繊維な どの成形物を得ることが出来る。 The plasticizer-containing polyamide resin composition of the present invention can be used to obtain molded articles such as tubes, filaments, sheets, films, and fibers by the molding method as described above.
( 5 ) ポリアミ ド樹脂組成物の用途 (5) Use of polyamide resin composition
本発明の可塑剤含有ポリアミ ド樹脂組成物は、 被覆材料としても 使用できるが、 成形物として、 産業資材、 工業材料、 家庭用品など の成形材料、 と りわけ自動車部材、 光学機器部材、 電気 · 電子機器 The plasticizer-containing polyamide resin composition of the present invention can also be used as a coating material, but as a molded product, a molding material such as an industrial material, an industrial material, or a household product, particularly an automobile member, an optical device member, an electric Electronics
、 情報 · 通信関連機器、 精密機器、 土木 · 建築用品、 医療用品、 家 庭用品など広範な用途に好適に使用できる。 たとえば、 スポーツ シューズ材、 スキー板の表面材、 機械 · 電気精密機器のギア · コネ クタ · シール、 自動車用モール、 シール材、 各種チューブ ' ホース Suitable for a wide range of applications such as information / communication-related equipment, precision equipment, civil engineering / building supplies, medical supplies, and household goods. For example, sports shoes materials, ski surface materials, mechanical gears, electrical precision equipment gears, connectors, seals, automotive moldings, sealing materials, various tubes' hoses
、 シー ト、 フィルム、 モノ フィ ラメン ト、 自動車用ミ ラ一ブーツ、 等速ジョイ ン トブーツなど。 Sheet, film, monofilament, mirror boots for automobiles, constant velocity joint boots, etc.
本発明の可塑剤含有ポリ アミ ド樹脂組成物は、 低吸水性であり、 溶融成形性に優れ、 成形加工性に優れ、 しかも可塑剤のブリー ドア ゥ トがなく、 かつ、 耐衝撃性に優れ、 耐加水分解性および加水分解
処理後の物性保持性に優れ、 耐薬品性にも優れている。 The plasticizer-containing polyamide resin composition of the present invention has low water absorption, excellent melt moldability, excellent moldability, no plasticizer bleeding, and excellent impact resistance. Hydrolysis resistance and hydrolysis Excellent physical property retention after treatment, and excellent chemical resistance.
本発明の可塑剤含有ポリアミ ド樹脂組成物は、 引張破断伸びの保 持率が 9 0 %以上、 さ らに 1 0 0 %程度が好ましい。 The plasticizer-containing polyamide resin composition of the present invention preferably has a tensile elongation at break of 90% or more, and more preferably about 100%.
本発明の可塑剤含有ポリアミ ド樹脂組成物は、 低吸水性、 耐薬品 性、 柔軟性、 耐加水分解性に優れ、 かつ高分子量化が可能であり、 成形可能温度幅が 5 0で以上、 さ らには 6 0 以上と広く、 溶融成 形性に優れ、 しかも可塑剤のブリー ドアウ トがない樹脂組成物であ り、 産業資材、 工業材料、 家庭用品などの成形材料として広範に使 用することができる。 The plasticizer-containing polyamide resin composition of the present invention has low water absorption, chemical resistance, flexibility, hydrolysis resistance, high molecular weight, and a moldable temperature range of 50 or more, Furthermore, it is a resin composition with a wide range of 60 or more, excellent melt moldability, and no plasticizer bleedout, and is widely used as a molding material for industrial materials, industrial materials, household products, etc. can do.
2. 2 補強繊維含有ポリアミ ド樹脂組成物 (補強繊維) 2.2 Reinforcing fiber-containing polyamide resin composition (reinforcing fiber)
ポリアミ ド樹脂を用いた部品の使用条件が厳しい用途では、 用途 によるが、 たとえば、 機械的強度、 耐燃料性 (耐ガソリ ン性、 耐サ ワーガソリ ン性など) 、 耐薬品性 (耐凍結防止剤性のほか各種薬品 に対する抵抗性) などを改善することに要求がある (たとえば、 特 許 3 0 3 6 6 6 6号明細書) 。 In applications where the usage conditions of parts using polyamide resin are severe, depending on the application, for example, mechanical strength, fuel resistance (gasoline resistance, sour gasoline resistance, etc.), chemical resistance (anti-freezing agent) (For example, Patent No. 3 0 3 6 6 6 6).
本発明は、 上記の課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 Tに補強繊維を配合することにより、 機械 的物性、 耐薬品性に優れながら、 高分子量で、 融点と熱分解温度の 差が大きく溶融成形性に優れ、 さ らに直鎖ポリオキサミ ド樹脂に見 られる低吸水性を損なう ことなく、 従来のポリアミ ドに比較して耐 加水分解性などにも優れるポリアミ ド樹脂組成物を提供する。 In order to solve the above-mentioned problems, the present invention has a high molecular weight while being excellent in mechanical properties and chemical resistance by blending reinforcing fibers with polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T. Therefore, the difference between the melting point and the thermal decomposition temperature is large, the melt moldability is excellent, and the hydrolysis resistance, etc. is improved compared to conventional polyamides without impairing the low water absorption observed in linear polyoxide resins. The present invention also provides an excellent polyamide resin composition.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9.2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9.2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 補強繊維 (2) Reinforcing fiber
本発明は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tに補 強繊維を配合することを特徴とするが、 その補強繊維としては、 格
別に限定されず、 ガラス繊維、 炭素繊維、 金属繊維、 鉱物繊維など の無機繊維、 ポリアミ ド樹脂より強靭なァラミ ド繊維などの有機繊 維を挙げることができる。 補強繊維を配合することで、 組成物の強 度、 耐ク リープ性などの物性が改良される効果が顕著である。 特に ガラス繊維と炭素繊維が好ましい。 The present invention is characterized in that a reinforcing fiber is blended with the polyamide resin PA 9 2 C or PA 9 2/62 T. Without limitation, examples thereof include inorganic fibers such as glass fibers, carbon fibers, metal fibers, and mineral fibers, and organic fibers such as polyamide fibers that are tougher than polyamide resins. By blending the reinforcing fibers, the effect of improving the physical properties such as strength and creep resistance of the composition is remarkable. In particular, glass fiber and carbon fiber are preferable.
ガラス繊維も、 特に制限されない。 ガラス繊維径も限定されない が、 5〜 1 5 mのものが好ましい。 The glass fiber is not particularly limited. The glass fiber diameter is not limited, but is preferably 5 to 15 m.
繊維長は、 用途により短繊維のもののほか、 長繊維でもよいが、 5〜 ; L O O O ^ mが好ましい。 The fiber length may be a short fiber or a long fiber depending on the application, but 5 to; L 2 O O O ^ m is preferable.
ガラス繊維の配合割合は、 樹脂全体 1 0 0質量部に対して 2〜 4 0質量部が好適であり、 2〜 3 8質量部がより好ましく、 3〜 3 5 質量部が好ましい。 ガラス繊維の配合量が少ないと、 剛性、 耐ク リ —プ性の改善が低くなり、 またチューブなどとの結合が悪くなるお それがある。 一方、 ガラス繊維の配合量が多くなると、 組成物の流 動性が悪くなり、 ショー トショ ッ トの原因になったり表面状態が悪 くなる恐れがある。 The mixing ratio of the glass fiber is preferably 2 to 40 parts by mass, more preferably 2 to 38 parts by mass, and more preferably 3 to 35 parts by mass with respect to 100 parts by mass of the whole resin. If the amount of glass fiber is too small, the improvement in rigidity and creep resistance will be low, and there is a risk of poor bonding with tubes. On the other hand, when the amount of the glass fiber is increased, the fluidity of the composition is deteriorated, which may cause a short shot or the surface condition.
炭素繊維も、 ピッチ系、 P AN系など、 特に制限されないが、 物 性、 導電性などの性能から P AN系の炭素繊維が好ましい。 炭素繊 維径も限定されないが、 5〜 : I 5 mのものが好ましい。 また微細 炭素繊維も用いることができる。 The carbon fiber is not particularly limited, such as pitch-based or PAN-based, but PAN-based carbon fiber is preferable in terms of properties such as physical properties and conductivity. The carbon fiber diameter is not limited, but is preferably 5 to: I 5 m. Fine carbon fibers can also be used.
炭素繊維の繊維長は、 用途により短繊維のもののほか、 長繊維で もよいカ^ 5〜 1 0 0 0 mが好ましい。 The fiber length of the carbon fiber is preferably 5 to 100 m which may be a long fiber in addition to that of a short fiber depending on the application.
炭素繊維の配合割合は、 樹脂全体 1 0 0質量部に対して 2〜 4 0 質量部が好適であり、 2〜 3 8質量部がより好ましく、 3〜 3 5質 量部が好ましい。 炭素繊維の配合量が少ないと、 剛性、 耐ク リープ 性、 導電性の改善が低くなるおそれがあるので、 5質量部以上が好 ましい。 一方、 炭素繊維の配合量が 4 0質量部を超えると、 組成物
の流動性が悪くなり、 ショー トショ ッ トの原因になったり表面状態 が悪くなる恐れがあるので好ましくない。 The blending ratio of the carbon fibers is preferably 2 to 40 parts by weight, more preferably 2 to 38 parts by weight, and more preferably 3 to 35 parts by weight with respect to 100 parts by weight of the whole resin. If the amount of carbon fiber is small, the improvement in rigidity, creep resistance, and conductivity may be lowered, so 5 parts by mass or more is preferable. On the other hand, if the amount of carbon fiber exceeds 40 parts by mass, This is not preferable because the fluidity of the liquid becomes poor, which may cause a short shot or the surface condition.
本発明に用いるポリアミ ド樹脂が有する、 機械的強度、 耐薬品性 、 低吸水性、 耐加水分解性などに優れ、 かつ成形可能温度幅が広く 、 溶融成形性に優れた特性は、 ポリアミ ドに補強繊維を配合した場 合にも、 基本的にそのまま保持されるとともに、 補強繊維の配合に より機械的強度や耐熱性などの一定の特性が顕著に向上する。 The polyamide resin used in the present invention has excellent mechanical strength, chemical resistance, low water absorption, hydrolysis resistance, and the like, and has a wide moldable temperature range and excellent melt moldability. Even when reinforcing fibers are blended, they are basically maintained as they are, and certain characteristics such as mechanical strength and heat resistance are significantly improved by blending the reinforcing fibers.
( 3 ) その他のポリマー (3) Other polymers
本発明のポリアミ ド樹脂は P A 9 2 C又は P A 9 2 / 6 2 T力、ら なるが、 本発明の効果を損なわない範囲で、 他のポリアミ ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である。 配合でき る他のポリアミ ド樹脂またはその他の熱可塑性樹脂については 1 . 4で前述したとおりである。 The polyamide resin of the present invention has PA 92 C or PA 92/62 T force, but is mixed with other polyamide resin or other thermoplastic resin as long as the effects of the present invention are not impaired. It is also possible to do. Other polyamide resins or other thermoplastic resins that can be blended are as described above in 1.4.
( 4 ) その他の添加剤 (4) Other additives
本発明のポリアミ ド樹脂組成物には必要に応じて、 各種の添加剤 を添加することもできる (前述のとおり) 。 Various additives may be added to the polyamide resin composition of the present invention as necessary (as described above).
( 5 ) ポリアミ ド樹脂組成物の成形加工 (5) Molding of polyamide resin composition
本発明のポリアミ ド樹脂組成物の成形方法としては、 ポリアミ ド 樹脂と補強繊維を予めブレン ドし、 あるいは成形機の途中で補強繊 維を投入する、 射出、 押出、 中空、 プレス、 ロール、 発泡、 真空 · 圧空、 延伸などポリ アミ ド樹脂組成物に適用できる公知の成形加工 法はすべて可能であり、 これらの成形法によってフィルム、 シー ト 、 成形品、 繊維などに加工することができる。 As the method for molding the polyamide resin composition of the present invention, the polyamide resin and the reinforcing fiber are blended in advance, or the reinforcing fiber is put in the middle of the molding machine, injection, extrusion, hollow, press, roll, foaming Any known molding process that can be applied to the polyamide resin composition, such as vacuum, pressure, and stretching, can be used. By these molding processes, films, sheets, molded articles, fibers, and the like can be processed.
( 6 ) ポリアミ ド成形物の用途 (6) Applications of polyamide moldings
本発明の繊維補強ポリアミ ド樹脂組成物を用いた成形物は、 その 優れた特性のゆえに様々な用途において有用であり、 従来ポリ アミ ド樹脂組成物の成形物が用いられてきた各種成形品、 シー ト、 フィ
ルム、 パイプ、 チューブ、 モノ フィ ラメン ト、 繊維、 容器等として 自動車部材、 コンピューター及び関連機器、 光学機器部材、 電気 - 電子機器、 情報 , 通信機器、 精密機器、 土木 , 建築用品、 医療用品 、 家庭用品など広範な用途に使用できる。 とりわけ、 補強されてい るので自動車、 電気 · 電子機器などの用途に有用である。 Molded articles using the fiber-reinforced polyamide resin composition of the present invention are useful in various applications because of their excellent characteristics, and various molded articles in which molded articles of the polyamide resin composition have been conventionally used, Sheet, Fi Lum, pipes, tubes, monofilaments, fibers, containers, etc. Automotive parts, computers and related equipment, optical equipment parts, electrical-electronic equipment, information, communication equipment, precision equipment, civil engineering, building supplies, medical supplies, homes Can be used for a wide range of applications such as goods. In particular, because it is reinforced, it is useful for applications such as automobiles and electrical / electronic equipment.
図 1 に、 繊維補強ポリ アミ ド樹脂組成物の組織を模式的に示す。 図において、 1 はポリアミ ド樹脂、 2は補強繊維である。 Fig. 1 schematically shows the structure of the fiber-reinforced polyamide resin composition. In the figure, 1 is a polyamide resin and 2 is a reinforcing fiber.
本発明のポリアミ ド樹脂組成物は、 機械的物性、 耐薬品性に優れ ながら、 低吸水性で、 溶融重合による高分子量化が可能であり、 成 形可能温度幅が 5 0 以上と広く、 溶融成形性に優れ、 さ らに耐加 水分解性にも優れており、 産業資材、 工業材料、 家庭用品などの成 形材料として広範に使用することができる。 本発明のポリアミ ド樹 脂組成物の耐薬品性は耐凍結防止剤性においても優れ、 また耐燃料 性はガソリ ンのみならずサワーガソリ ンなどにも優れることができ る。 The polyamide resin composition of the present invention is excellent in mechanical properties and chemical resistance, has low water absorption, can have a high molecular weight by melt polymerization, has a wide temperature range of formation of 50 or more, and melts. Excellent moldability and hydrolytic resistance, and can be used widely as a molding material for industrial materials, industrial materials and household products. The chemical resistance of the polyamide resin composition of the present invention is excellent in anti-freezing resistance, and the fuel resistance is excellent not only in gasoline but also in sour gas.
2. 3 導電性ポリ アミ ド樹脂組成物 (導電性付与剤) 2.3 Conductive polyamide resin composition (conductivity imparting agent)
ポリアミ ド樹脂を用いた部品の用途では、 帯電防止などの目的で 導電性に対する要求がある (たとえば、 特許 3 0 3 6 6 6 6号明細 書) 。 In applications of parts using polyamide resin, there is a demand for conductivity for the purpose of preventing static charge (for example, Patent No. 3 036 6 6 6).
本発明は、 上記の課題を解決するため、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tに導電性付与剤を配合することにより、 高 分子量で、 融点と熱分解温度の差が大きく溶融成形性に優れ、 さ ら に直鎖ポリオキサミ ド樹脂に見られる低吸水性を損なう ことなく、 従来のポリ アミ ドに比較して耐薬品性、 耐加水分解性、 機械的特性 などに優れる導電性ポリ アミ ド樹脂を提供する。 In order to solve the above-mentioned problems, the present invention has a high molecular weight and a difference between the melting point and the thermal decomposition temperature by adding a conductivity-imparting agent to the polyamide resin PA 9 2 C or PA 9 2/62 T. Large, excellent in melt moldability, and superior in chemical resistance, hydrolysis resistance, mechanical properties, etc., compared to conventional polyamides, without compromising the low water absorption seen in linear polyoxide resins A conductive polyamide resin is provided.
( 1 ) ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T
前述のとおり。 (1) Polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T As mentioned above.
( 2 ) 導電性付与剤 (2) Conductivity imparting agent
本発明に用いる導電性付与剤は、 特に限定されず、 ポリアミ ド樹 脂に配合して導電性を付与できるものであればよい。 The conductivity-imparting agent used in the present invention is not particularly limited as long as it can be imparted with conductivity by being blended with polyamide resin.
導電性付与剤としては、 導電性を付与できればよく、 限定されな いが、 カーボンブラック、 炭素繊維、 金属繊維などが挙げられ、 と りわけカーボンブラック、 炭素繊維が好ましく用いられる。 The conductivity imparting agent is not particularly limited as long as it can impart conductivity, and examples thereof include carbon black, carbon fiber, and metal fiber, and carbon black and carbon fiber are particularly preferably used.
本発明で用いることができるカーボンブラックとしては、 導電性 付与に一般的に使用されているカーボンブラックがすべて包含され 、 好ましいカーボンブラックとしては、 アセチレンガスを不完全燃 焼して得られるアセチレンブラックや、 原油を原料にファーネス式 不完全燃焼によって製造されるケッチェンブラック、 オイルブラッ ク、 ナフ夕リ ンブラック、 サーマルブラック、 ランプブラック、 チ ヤ ンネル.ブラック、 ロールブラック、 ディスクブラック等が挙げら れる力^ これらに限定されるものではない。 これらの中でもァセチ レンブラック、 ファーネスブラック (ケッチェンブラック) が特に 好適に用いられる。 The carbon black that can be used in the present invention includes all carbon blacks that are generally used for imparting electrical conductivity. Preferred carbon blacks include acetylene black obtained by incomplete combustion of acetylene gas, Ketjen black, oil black, naphthenic black, thermal black, lamp black, channel black, roll black, disc black, etc. Power ^ It is not limited to these. Among these, acetylene black and furnace black (Ketjen black) are particularly preferably used.
また、 カーボンブラックは、 その粒子径、 表面積、 D B P吸油量 、 灰分等の特性の異なる種々のカーボン粉末が製造されている。 該 カーボンブラックの特性に制限は無いが、 良好な鎖状構造を有し、 凝集密度の大きいものが好ましい。 カーボンブラックの多量配合は 耐衝撃性の面で好ましくなく、 より少量で優れた電気伝導度を得る 観点から、 平均粒径は 5 0 0 n m以下であることが好ましく、 5〜 1 0 O n mであることがより好ましく、 1 0〜 7 O n mであること がさ らに好ましく、 また表面積 (B E T法) は 1 0 m2 以上で あることが好ましく、 3 0 0 m2 Zg以上であることがより好まし く、 5 0 0〜 1 5 0 0 m2 Zgであることがさ らに好ましく、 更に
D B P (ジブチルフ夕レー ト) 吸油量は 5 O m l Z l 0 0 g以上で あることが好ましく、 1 0 O m l Z l 0 0 gであることがより好ま しく、 3 0 0 m l Z l O O g以上であることがさ らに好ましい。 ま た灰分は 0. 5重量%以下であることが好ましく、 0. 3重量%以 下であることがさ らに好ましい。 ここでいう D B P吸油量は、 A S T M D— 2 4 1 4に定められた方法で測定した値である。 また、 カーボンブラックは、 揮発分含量が 1. 0重量%未満であることが より好ましい。 Carbon black is produced in various carbon powders with different characteristics such as particle size, surface area, DBP oil absorption, and ash content. The carbon black has no particular limitation, but preferably has a good chain structure and a high aggregation density. A large amount of carbon black is not preferable in terms of impact resistance, and from the viewpoint of obtaining excellent electrical conductivity with a smaller amount, the average particle size is preferably 50 nm or less, and 5 to 10 nm. More preferably, it is more preferably 10 to 7 O nm, and the surface area (BET method) is preferably 10 m 2 or more, and preferably 300 m 2 Zg or more. more rather preferred, preferably in the is et be 5 0 0~ 1 5 0 0 m 2 Zg, further DBP (Dibutyl Flate) Oil absorption is preferably 5 O ml Z l 0 0 0 g or more, more preferably 1 0 O ml Z 1 0 0 g, 3 0 0 ml Z 1 0 0 g The above is more preferable. Further, the ash content is preferably 0.5% by weight or less, and more preferably 0.3% by weight or less. The DBP oil absorption here is a value measured by the method defined in ASTM D-2 4 14. Carbon black preferably has a volatile content of less than 1.0% by weight.
カーボンブラックの配合割合は、 樹脂全体 1 0 0質量部に対して 、 2〜 5 0質量部が好ましい。 カーボンブラックの配合割合が 2質 量部未満になると十分な導電性が得られないため好ましくなく、 配 合割合が 5 0質量部を超えると、 溶融粘性が高く流動性が低下し成 型加工性が著しく損なわれるため好ましくない。 2〜 1 5質量部が 好ましい。 The blending ratio of carbon black is preferably 2 to 50 parts by mass with respect to 100 parts by mass of the whole resin. If the blending ratio of the carbon black is less than 2 parts by mass, it is not preferable because sufficient conductivity cannot be obtained, and if the blending ratio exceeds 50 parts by mass, the melt viscosity is high and the fluidity is lowered, so that moldability is improved. Is not preferred because it is significantly impaired. 2 to 15 parts by mass are preferred.
炭素繊維としては、 ピッチ系、 P AN系などの炭素繊維が制限な く用いられるが、 物性 · 導電性などの性能から P A N系の炭素繊維 のほうが好ましい。 As the carbon fiber, pitch-based and PAN-based carbon fibers are used without limitation, but PAN-based carbon fibers are more preferable in view of properties such as physical properties and conductivity.
炭素繊維長は、 用途により短繊維のもののほか、 1 0 0 O mmに 及ぶ長繊維でもよいが、 混練前の繊維長が 0. 1〜 1 2 mmのもの が好ましく、 1〜 8 m mのものが特に好ましい。 The carbon fiber length may be a short fiber as long as 100 O mm depending on the application, but the fiber length before kneading is preferably 0.1 to 12 mm, and preferably 1 to 8 mm. Is particularly preferred.
また、 炭素繊維の繊維径は、 5〜 1 5 のものが好ましいが、 微細炭素繊維も用いることができる。 The fiber diameter of the carbon fibers is preferably 5 to 15 but fine carbon fibers can also be used.
炭素繊維の配合割合は、 樹脂全体 1 0 0質量部に対して、 2〜 4 0質量部が好ましい。 配合割合が 4 0質量部を超えると、 剛性が高 く耐衝撃性が劣るとともに、 成形品表面の平滑性が悪く摺動性が低 下するおそれがある。 炭素繊維の配合割合は、 3質量部以上が好ま しく、 5質量部以上がより好ましく、 7質量部以上がさ らに好まし
い。 配合割合が少ないと、 導電性が低下し静電気を帯び易くなり、 ホコ リや粉塵が付着し精密製品に不具合を生じる恐れがある。 The blending ratio of the carbon fibers is preferably 2 to 40 parts by mass with respect to 100 parts by mass of the whole resin. When the blending ratio exceeds 40 parts by mass, the rigidity is high and the impact resistance is inferior, and the smoothness of the surface of the molded product is poor and the slidability may be lowered. The blending ratio of carbon fiber is preferably 3 parts by mass or more, more preferably 5 parts by mass or more, and further preferably 7 parts by mass or more. Yes. If the blending ratio is low, the electrical conductivity is lowered and it is easy to be charged with static electricity.
本発明のポリアミ ド樹脂組成物に求められる導電性は、 用途に応 じて異なってよく、 特に限定されない。 ポリアミ ド樹脂の導電率が The conductivity required for the polyamide resin composition of the present invention may vary depending on the application, and is not particularly limited. The conductivity of polyamide resin is
1 0 1 5 Q c m程度である。 導電性付与剤を配合することで、 たとえ ば、 1 0 1 2 〜 1 0 1 Q c m程度あるいはそれ以下にすることがで きるが、 用途に応じて、 ポリアミ ド樹脂製品に求められる物性と帯 電防止の目的のバランスから決定すればよい。 一般的には 1 0 3 〜 1 0 6 Q c m程度の導電性は 1 つの好ましい範囲であると考えられ る。 It is about 1 0 1 5 Q cm. By adding a conductivity-imparting agent, for example, it can be reduced to about 10 12 to 10 1 Q cm or less, but depending on the application, the properties and bands required for polyamide resin products It may be determined from the balance of the purpose of preventing electricity. In general, conductivity of about 10 3 to 10 6 Q cm is considered to be one preferable range.
( 3 ) 補強繊維 (3) Reinforcing fiber
また、 本発明のポリアミ ド樹脂組成物には、 補強繊維を配合して もよい。 配合する補強繊維は、 格別に限定されないが、 ガラス繊維 、 炭素繊維、 金属繊維、 鉱物繊維などの無機繊維、 ポリアミ ド樹脂 より強靭なァラミ ド繊維などの有機繊維を挙げることができる。 補 強繊維を配合することで、 組成物の強度、 耐ク リープ性などの物性 が改良される効果が顕著である。 特にガラス繊維と炭素繊維が好ま しい。 炭素繊維を用いると、 帯電防止性能を付与できる効果がある 。 炭素繊維については、 先に説明したものを使用できる。 Further, reinforcing fibers may be blended in the polyamide resin composition of the present invention. The reinforcing fiber to be blended is not particularly limited, and examples thereof include inorganic fibers such as glass fiber, carbon fiber, metal fiber, and mineral fiber, and organic fibers such as polyamide fiber that is tougher than polyamide resin. The effect of improving the physical properties such as the strength and creep resistance of the composition is remarkable by adding reinforcing fibers. Glass fiber and carbon fiber are particularly preferred. Use of carbon fiber has the effect of imparting antistatic performance. As for carbon fibers, those described above can be used.
ガラス繊維も、 特に制限されない。 ガラス繊維径も限定されない が、 5〜 1 5 mのものが好ましい。 繊維長は、 用途により短繊維 のもののほか、 長繊維でもよいが、 5〜 1 0 0 0 mが好ましい。 The glass fiber is not particularly limited. The glass fiber diameter is not limited, but is preferably 5 to 15 m. The fiber length may be short fiber or long fiber depending on the application, but 5 to 100 m is preferred.
ガラス繊維の配合割合は、 樹脂全体 1 0 0質量部に対して、 2〜 4 0質量部が好ましい。 2〜 3 5質量部より好ましく、 3〜 3 3質 量部がさ らに好ましい。 ガラス繊維の配合量が少ないと、 剛性、 耐 ク リープ性の改善が低くなり、 またチューブなどとの結合が悪くな るおそれがある。 一方、 ガラス繊維の配合量が多くなると、 組成物
の流動性が悪くなり、 ショー トショ ッ 卜の原因になったり表面状態 が悪くなる恐れがある。 The blending ratio of the glass fibers is preferably 2 to 40 parts by mass with respect to 100 parts by mass of the whole resin. 2 to 35 parts by mass are more preferable, and 3 to 3 3 parts by mass are more preferable. If the blended amount of glass fiber is small, the improvement in rigidity and creep resistance is lowered, and there is a possibility that the bonding with a tube or the like is deteriorated. On the other hand, if the amount of glass fiber increases, The fluidity of the liquid may deteriorate, causing short shots and the surface condition.
( 4 ) その他のポリマー (4) Other polymers
本発明のポリアミ ド樹脂は P A 9 2 C又は P A 9 2 / 6 2 Tから なるが、 本発明の効果を損なわない範囲で、 他のポリアミ ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である。 配合でき る他のポリ アミ ド樹脂またはその他の熱可塑性樹脂については 1 . 4で前述したとおりである。 The polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resins or other thermoplastic resins should be mixed within a range not impairing the effects of the present invention. Is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described above in 1.4.
しかし、 本発明に用いるポリアミ ド樹脂 P A 9 2 Cは樹脂成分の 5 0質量%以上含まれることが好ましい。 However, the polyamide resin PA 92 C used in the present invention is preferably contained in an amount of 50% by mass or more of the resin component.
( 5 ) その他の添加剤 (5) Other additives
さ らに、 本発明のポリアミ ド樹脂組成物には必要に応じて、 その 他の添加剤を添加することもできる (前述のとおり) 。 Furthermore, other additives may be added to the polyamide resin composition of the present invention as required (as described above).
( 6 ) ポリアミ ド樹脂組成物の成形加工 (6) Molding of polyamide resin composition
本発明のポリアミ ド樹脂組成物の成形方法としては、 ポリ アミ ド 樹脂と導電性付与剤を予めブレン ドし、 あるいは成形機の途中で導 電性付与剤を投入する、 射出、 押出、 中空、 プレス、 ロール、 発泡 、 真空 · 圧空、 延伸などポリアミ ド樹脂組成物に適用できる公知の 成形加工法はすべて可能であり、 これらの成形法によってフィルム 、 シー ト、 成形品、 繊維などに加工することができる。 As the molding method of the polyamide resin composition of the present invention, the polyamide resin and the conductivity-imparting agent are blended in advance, or the conductivity-imparting agent is introduced in the middle of the molding machine, injection, extrusion, hollow, All known molding methods that can be applied to polyamide resin compositions such as press, roll, foaming, vacuum / compressed air, stretching, etc. are possible, and they can be processed into films, sheets, molded products, fibers, etc. by these molding methods. Can do.
( 7 ) ポリアミ ド成形物の用途 (7) Use of polyamide moldings
本発明の導電性ポリ アミ ド樹脂組成物を用いた成形物は、 従来ポ リ アミ ド樹脂組成物の成形物が用いられてきた各種成形品、 シ一 ト 、 フィルム、 パイプ、 チューブ、 モノ フィ ラメン ト、 繊維、 容器等 として自動車部材、 コンピューター及び関連機器、 光学機器部材、 電気 · 電子機器、 情報 · 通信機器、 精密機器、 土木 · 建築用品、 医 療用品、 家庭用品など広範な用途に使用できる。 と りわけ、 自動車
、 電気 · 電子機器などの用途に有用である。 Molded articles using the conductive polyamide resin composition of the present invention include various molded articles, sheets, films, pipes, tubes, monofilaments that have conventionally been used in molded polyamide resin compositions. Used in a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information / communication equipment, precision equipment, civil engineering / building supplies, medical supplies, household goods, etc. it can. Especially, cars Useful for applications such as electrical and electronic equipment.
本発明の導電性ポリァミ ド樹脂組成物は、 低吸水性でありながら The conductive polyamide resin composition of the present invention has low water absorption,
、 溶融重合による高分子量化が可能であり、 成形可能温度幅が 5 0 以上と広く、 溶融成形性に優れ、 かつ導電性に優れ、 さらに耐薬 品性、 耐加水分解性にも優れており、 産業資材、 工業材料、 家庭用 品などの成形材料として広範に使用することができる。 High molecular weight by melt polymerization is possible, the wide temperature range of molding is as wide as 50 or more, excellent melt moldability, excellent electrical conductivity, and excellent chemical resistance and hydrolysis resistance. It can be widely used as a molding material for industrial materials, industrial materials, and household products.
2 . 4 層状珪酸塩含有ポリ アミ ド樹脂組成物 (層状珪酸塩) 結晶性ポリアミ ドに層状珪酸塩を分散させ、 樹脂組成物化するこ とにより、 結晶性ポリアミ ドの機械強度、 耐熱性、 及び液体又は蒸 気に対するバリア性を向上できることが知られている (例えば、 特 開昭 6 2 — 7 4 9 5 7号公報)。 2.4 Layered Silicate-containing Polyamide Resin Composition (Layered Silicate) By dispersing layered silicate in crystalline polyamide and making it into a resin composition, the mechanical strength, heat resistance, and It is known that the barrier property against liquid or steam can be improved (for example, Japanese Patent Publication No. 6 2-7 4 9 5 7).
特開昭 6 2 — 7 4 9 5 7号公報では、 結晶性ポリアミ ドとしてナ ィ ロン 6 を用いた樹脂組成物の例が開示され、 さ らに第 2表では、 これらの樹脂組成物は、 元のナイ ロン 6 と比較して、 引張り強さ及 び引張り弾性率等の機械強度、 並びに耐熱性が向上することが開示 されている。 しかし、 特開昭 6 2 — 7 4 9 5 7号公報に開示される 樹脂組成物は、 ナイ ロン 6 に起因する吸水性の高さ、 さ らに耐薬品 性ゃ耐加水分解性の低さ等の問題があり、 これらを改良することが 望まれている。 Japanese Patent Application Laid-Open No. Sho 6 2-7 4 9 5 7 discloses an example of a resin composition using nylon 6 as a crystalline polyamide. Further, in Table 2, these resin compositions are disclosed. It is disclosed that mechanical strength such as tensile strength and tensile elastic modulus and heat resistance are improved as compared with the original nylon 6. However, the resin composition disclosed in Japanese Patent Application Laid-Open No. 6 2-7 4 9 5 7 has high water absorption due to Nylon 6, and also has low chemical resistance and low hydrolysis resistance. It is desirable to improve these problems.
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 6 2 Tを用いることで、 高い機械的強度、 耐熱性 、 及び液体又は蒸気に対するバリア性を有し、 そして従来のナイ 口 ン 6 系樹脂組成物と比較して低吸水性、 耐薬品性及び耐加水分解性 等に優れ、 そしてジァミ ン成分として 1 , 9 ーノナンジァミ ン単体 を用いたポリアミ ド樹脂系の樹脂組成物より も成形可能温度幅が広 く溶融成形性に優れ、 さ らに高分子量化が可能で強靭な成形体を製
造することができるポリアミ ド樹脂組成物を提供する。 In order to solve the above problems, the present invention uses a polyamide resin PA 9 2 C or PA 9 2 6 2 T, and has high mechanical strength, heat resistance, and barrier property against liquid or vapor, Compared with conventional nylon 6-based resin compositions, it has excellent water absorption, chemical resistance, hydrolysis resistance, etc., and is a polyamide resin system that uses 1,9-nonanediamine alone as a diminant component. The moldable temperature range is wider than that of the resin composition, and the melt moldability is excellent. A polyamide resin composition that can be produced is provided.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2/6 2 T
前述のとおり。 As mentioned above.
( 2 ) 層状珪酸塩 (2) Layered silicate
本発明のポリアミ ド樹脂組成物は、 ポリアミ ド樹脂 P A 9 2 C又 は P A 9 2ノ 6 2 T内に層状珪酸塩を分散して含む。 The polyamide resin composition of the present invention contains a layered silicate dispersed in a polyamide resin P A 92 C or PA 92 2 62 T.
層状珪酸塩は、 高分子材料に機械的特性及び耐熱性を付与する成 分である。 Layered silicate is a component that imparts mechanical properties and heat resistance to a polymer material.
層状珪酸塩は、 一辺の長さが 0 . 0 0 2〜 1 mで、 厚さが 6 The layered silicate has a side length of 0.0 2 to 1 m and a thickness of 6
2 O Aである平板状のものを用いることが好ましい。 また、 上記層 状珪酸塩は、 ポリアミ ド樹脂中に分散した際に 、 各層が約 1 8 A以 上の層間距離を保ち 、 均一に分散されるものであることが好ましい It is preferable to use a flat plate that is 2 O A. In addition, the layered silicate is preferably one in which each layer maintains a distance of about 18 A or more and is uniformly dispersed when dispersed in the polyamide resin.
ここで、 「層間距離」 とは、 平板状をなす層状珪酸塩の各 心の 間の距離をいい、 「均一に分散する」 とは、 各層が主にランダムな 状態で存在し、 層状珪酸塩の 5 0質量%以上、 好ましく は 7 0質量 %以上が、 複層物を形成することなく単層に分散していることをい う ものとする。 Here, “interlaminar distance” refers to the distance between the cores of the flat layered silicate, and “uniformly distributed” means that each layer exists mainly in a random state, and the layered silicate 50% by mass or more, preferably 70% by mass or more of the above is dispersed in a single layer without forming a multi-layered product.
上記層状珪酸塩の原料と しては、 珪酸マグネシウム又は珪酸アル ミニゥムの層から構成される層状フイ ロ珪酸鉱物、 すなわち、 珪酸 アルミニウム質フィ 口珪酸塩又は珪酸マグネシウム質フィ 口珪酸塩 を例示することができる。 具体的には、 モンモリ ロナイ ト、 サポナ イ ト、 バイデライ ト、 ノ ン トロナイ ト、 ヘク トライ ト、 スティ ブン サイ ト等のスメク夕イ ト系粘土鉱物やバーミキユライ ト、 ハロイサ イ ト等を例示することができ、 これらは天然のものであっても、 合 成されたものであってもよい。 Examples of the raw material of the layered silicate include a layered fluorosilicate mineral composed of a layer of magnesium silicate or aluminum silicate, that is, an aluminum silicate phyllosilicate or a magnesium silicate phyllosilicate. Can do. Specific examples include smectite clay minerals such as montmorillonite, saponite, bidelite, nontronite, hectrite, and stevensite, vermiculite, and halloysite. These may be natural or synthesized.
また、 上記層状珪酸塩をポリアミ ド樹脂に分散させるために、 通
常、 膨潤化剤が用いられる。 当該膨潤化剤は、 粘土鉱物の層間を拡 げる役割と、 粘土鉱物に層間ポリマーを取り込む力を与える役割と を有するものである。 上記膨潤化剤としては、 本発明の場合には、In order to disperse the layered silicate in the polyamide resin, Usually, a swelling agent is used. The swelling agent has a role of expanding the interlayer of the clay mineral and a role of giving the clay mineral the ability to take in the interlayer polymer. As the swelling agent, in the case of the present invention,
1, 9 —ノナンジァミ ン及び 2 —メチル一 1, 8 —オクタンジアミ ンを用いることが好ましい。 It is preferable to use 1,9-nonanediamine and 2-methyl-1,8-octanediamine.
なお、 上記層状珪酸塩は、 ミキサー、 ボールミル、 振動ミル、 ピ ンミル、 ジェッ トミル、 叩解機等を用いて粉砕し、 予め所望の形状 及びサイズのものとしておく ことが好ましい。 The layered silicate is preferably pulverized using a mixer, a ball mill, a vibration mill, a pin mill, a jet mill, a beating machine, or the like, and has a desired shape and size in advance.
層状珪酸塩をポリアミ ド樹脂中に均一に分散させる方法としては 例えば以下の方法を例示できる。 層状珪酸塩の原料が多層状粘土鉱 物である場合、 層状珪酸塩を塩酸等によりイオン化し、 ここに膨潤 化剤、 例えば、 1, 9 —ノナンジァミ ン及び 2 —メチル— 1, 8 — オクタンジァミ ンを添加して、 予め層状珪酸塩の各層の間隔を広げ る。 次いで、 当該層の間にポリ アミ ド原料を導入し、 更に当該層の 間で上記原料を重合させることができる。 Examples of the method for uniformly dispersing the layered silicate in the polyamide resin include the following methods. When the raw material of the layered silicate is a multi-layered clay mineral, the layered silicate is ionized with hydrochloric acid, etc., and there is a swelling agent such as 1,9-nonanediamine and 2-methyl-1,8-octanediamine. To increase the spacing between the layers of the layered silicate in advance. Next, a polyamide raw material can be introduced between the layers, and the raw materials can be polymerized between the layers.
また、 膨潤化剤として高分子化合物を用いて層間を約 1 0 0 A以 上に予め広げ、 これをポリアミ ド樹脂と溶融混合して、 各層をポリ アミ ド樹脂に分散させてもよい。 Alternatively, a polymer compound may be used as a swelling agent, and the layers may be spread in advance to about 100 A or more, melted and mixed with the polyamide resin, and each layer may be dispersed in the polyamide resin.
本発明の樹脂組成物中の上記層状珪酸塩の量は、 本発明の樹脂組 成物の機械的特性及び耐熱性が向上する量であれば、 特に制限され るものではないが、 上記ポリアミ ド樹脂 1 0 0質量部に対して、 好 ましく は 0 . 0 5〜 : 1 0質量部、 より好ましくは 0 . 0 5〜 8質量 部、 特に好ましく は 0 . 0 5〜 5質量部である。 層状珪酸塩の割合 が低くなると、 機械強度及び耐熱性の向上が小さくなる傾向があり 、 上記割合が高くなると、 樹脂組成物の物性、 特に流動性や衝撃強 度が低下する傾向がある。 The amount of the layered silicate in the resin composition of the present invention is not particularly limited as long as the mechanical properties and heat resistance of the resin composition of the present invention are improved. Preferably, it is 0.05 to: 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass with respect to 100 parts by mass of the resin. . When the ratio of the layered silicate decreases, the mechanical strength and heat resistance tend to be reduced. When the ratio increases, the physical properties of the resin composition, particularly the fluidity and impact strength, tend to decrease.
本発明の樹脂組成物は、 上記ポリアミ ド及び層状珪酸塩以外に、
任意成分として、 さ らに以下の成分を含むことができる。 The resin composition of the present invention includes, in addition to the polyamide and layered silicate, As optional components, the following components may be further included.
なお、 本明細書で以下に説明する各種のポリアミ ド樹脂組成物及 び製品において必要に応じて添加される層状珪酸塩は、 上記の層状 珪酸塩である。 The layered silicate added as necessary in various polyamide resin compositions and products described below in this specification is the above-mentioned layered silicate.
( 3 ) 他のポリマー (3) Other polymers
本発明に用いられるポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 A part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired.
そのような他のポリマー成分については、 1 . 4において前述し た。 例えば、 他のポリアミ ド類、 例えば、 ポリォキサミ ド、 芳香族 ポリ アミ ド、 脂肪族ポリアミ ド、 脂環式ポリアミ ド等、 並びにポリ アミ ド以外のポリマー、 例えば、 熱可塑性ポリマー、 エラス 卜マー が挙げられる。 Such other polymer components are described above in 1.4. For example, other polyamides such as polyamide, aromatic polyamido, aliphatic polyamido, alicyclic polyamido, etc., and polymers other than polyamido such as thermoplastic polymers and elastomers. It is done.
上記他のポリマーによる置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましく は 5 0質量%未 満であり、 より好ましく は 3 0質量%以下である。 The substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
( 4 ) 添加剤 (4) Additive
本発明のポリアミ ド樹脂組成物には必要に応じて、 各種の添加剤 を添加することもできる (前述のとおり) 。 Various additives may be added to the polyamide resin composition of the present invention as necessary (as described above).
( 5 ) 樹脂組成物の製法 (5) Manufacturing method of resin composition
本発明の樹脂組成物の製造方法は、 上述のポリアミ ド樹脂に上記 層状珪酸塩が均一に分散し得る限り、 特に制限はない。 例えば、 層 状珪酸塩の原料が多層状粘土鉱物である場合には、 特許文献 1 に開 示されるように、 層状珪酸塩を塩酸等によりイオン化し、 ここに膨 潤化剤、 例えば、 1 , 9 —ノナンジァミ ン及び 2 —メチルー 1 , 8 一オクタンジァミ ンを添加して、 あらかじめ層状珪酸塩の各層の間 隔を広げる。 次いで、 当該層の間にポリアミ ド原料を導入し、 さら
に当該層の間で上記原料を重合させることができる。 The method for producing the resin composition of the present invention is not particularly limited as long as the layered silicate can be uniformly dispersed in the polyamide resin. For example, when the raw material of the layered silicate is a multilayered clay mineral, as disclosed in Patent Document 1, the layered silicate is ionized with hydrochloric acid or the like, and a swelling agent such as 1, Add 9-nonanediamine and 2-methyl-1,8-octanediamine to widen the space between each layer of layered silicate beforehand. Next, a polyamide raw material is introduced between the layers, and further The raw material can be polymerized between the layers.
また、 膨潤化剤として有機化合物を用いて層間を約 1 0 0 A以上 に予め広げ、 これをポリアミ ド樹脂と溶融混合して、 各層をポリ ア ミ ド樹脂に分散させてもよい。 Alternatively, an organic compound may be used as a swelling agent, and the layers may be preliminarily spread to about 100 A or more and melt-mixed with the polyamide resin to disperse each layer in the polyamide resin.
本発明のポリアミ ド樹脂組成物は、 例えば、 押出成形、 ブロー成 形、 圧縮成形、 射出成形等により成形品にすることができる。 The polyamide resin composition of the present invention can be formed into a molded product by, for example, extrusion molding, blow molding, compression molding, injection molding or the like.
( 6 ) 樹脂組成物の用途 (6) Use of resin composition
本発明の樹脂組成物から成形させる成形品は、 自動車部品、 工業 材料、 産業資材、 電気電子部品、 機械部品、 事務機器用部品、 家庭 用品、 容器、 シー ト、 フィルム、 繊維、 その他の任意の用途及び形 状の各種成形品であることができる。 より具体的には、 自動車燃料 配管用チューブ又はホース、 自動車ラジェ一夕一ホース、 ブレーキ ホース、 エアコンホース、 電線被覆材、 光ファイバ一被覆材等のチ ユ ーブ、 ホース類、 農業用フィルム、 ライニング、 建築用内装材 ( 壁紙等) 、 ラミネー ト鋼板等のフィルム、 シー ト類、 自動車ラジェ 一夕一タンク、 薬液ボ トル、 薬液タンク、 バック、 薬液容器、 ガソ リ ンタンク等のタンク類、 タイヤイ ンナーライナ—、 タンクバルブ Molded articles molded from the resin composition of the present invention are automobile parts, industrial materials, industrial materials, electrical and electronic parts, machine parts, office equipment parts, household goods, containers, sheets, films, fibers, and any other It can be a variety of molded products of application and shape. More specifically, tubes or hoses for automobile fuel piping, automobile raje overnight hoses, brake hoses, air conditioner hoses, wires covering materials, optical fiber covering materials, hoses, agricultural films, Lining, interior materials for buildings (wallpaper, etc.), films such as laminating steel sheets, sheets, automobile raje overnight tanks, chemical bottles, chemical tanks, bags, chemical containers, tanks such as gasoline tanks, tire tires Inner liner, tank valve
、 フューエルデリバリーパイプ、 クイ ックコネクター、 E G R部品 であることができる。 Can be a fuel delivery pipe, a quick connector, an EGR component.
本発明のポリアミ ド樹脂及び層状珪酸塩を含む樹脂組成物は、 高 い機械的強度、 耐熱性、 及び液体又は蒸気バリア性を有し、 そして 従来のナイ ロン 6系樹脂組成物と比較して低吸水性、 耐薬品性及び 耐加水分解性等に優れ、 そしてジァミ ン成分として 1 , 9 _ノナン ジァミ ン単体を用いたポリアミ ド樹脂系の樹脂組成物より も成形可 能温度幅が広く溶融成形性に優れ、 さ らに高分子量化が可能で強靱 な成形体を製造することができる。
2. 5 耐衝撃性ポリアミ ド樹脂組成物 (衝撃改良材) The resin composition containing the polyamide resin and the layered silicate of the present invention has high mechanical strength, heat resistance, and liquid or vapor barrier properties, and compared with the conventional nylon 6-based resin composition. Excellent in low water absorption, chemical resistance, hydrolysis resistance, etc., and has a wider moldable temperature range than a polyamide resin-based resin composition that uses 1,9_nonanediamine alone as a diminant component. It is possible to produce a tough molded body that is excellent in moldability and can be increased in molecular weight. 2.5 Impact resistant polyamide resin composition (impact modifier)
電動工具、 一般工業部品、 機械部品、 電子部品、 自動車内外部品 、 エンジンルーム内部品、 自動車電装部品等の過酷な条件の下で使 用される部品には、 低吸水性、 耐薬品性及び耐加水分解性等に優れ ることに加えて、 高い耐衝撃性が求められている (例えば、 特開 2 0 0 0 - 1 2 9 1 2 2号公報) 。 Parts used under harsh conditions such as power tools, general industrial parts, machine parts, electronic parts, automotive interior and exterior parts, engine room parts, automotive electrical parts, etc. have low water absorption, chemical resistance and resistance. In addition to being excellent in hydrolyzability and the like, high impact resistance is demanded (for example, Japanese Patent Application Laid-Open No. 2 0 00-1 2 9 1 2 2).
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tに衝撃性改良材を添加することで、 高い耐 衝撃性を有し、 そして従来のナイ ロン 6及びナイ ロン 6 6系組成物 と比較して低吸水性、 耐薬品性及び耐加水分解性等に優れ、 そして ジァミ ン成分として 1 , 9 ーノナンジァミ ン単独を用いたポリアミ ド樹脂組成物より も成形可能温度幅が広く溶融成形性に優れ、 さ ら に高分子量化が可能で強靭な成形体を製造することができるポリア ミ ド樹脂組成物を提供する。 In order to solve the above problems, the present invention has a high impact resistance by adding an impact modifier to the polyamide resin PA 9 2 C or PA 9 2/62 T, and the conventional nylon. Compared to Ron 6 and Nylon 66-based compositions, it is superior in low water absorption, chemical resistance, hydrolysis resistance, etc., and from a polyamide resin composition using 1,9-nonanediamine alone as a diminant component. In addition, the present invention provides a polyamide resin composition having a wide moldable temperature range and excellent melt moldability, and capable of producing a tough molded body capable of increasing the molecular weight.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 衝撃改良材 (2) Impact modifier
本発明のポリアミ ド樹脂組成物は、 ポリアミ ド樹脂 P A 9 2 C又 と P A 9 2 / 6 2 Tと衝撃改良材を含む。 The polyamide resin composition of the present invention comprises a polyamide resin PA92C or PA92 / 62T and an impact modifier.
衝撃改良材は、 ポリアミ ド樹脂の耐衝撃性を改良する成分である 衝撃改良材としては、 ポリ アミ ド樹脂の耐衝撃性を改良するもの であれば特に制限されないが、 例えば、 エラス トマ一を挙げること ができる。 当該エラス トマ一としては、 A S TM D— 7 9 0に準 拠して測定した曲げ弾性率が 5 0 0 M P a以下であることが好まし い。 曲げ弾性率がこの値を超えると、 衝撃改良効果が不十分となる 場合がある。
衝 1撃改良材としては、 (エチレン及び Z又はプロピレン) · α— ォレフィ ン系共重合体、 (エチレン及び 又はプロピレン) · ( α , )8 —不飽く和カルボン酸及び Ζ又は不飽和カルボン酸エステル) 系 共重合体、 アイオノマ ー重合体、 芳香族ビニル化合物 · 共役ジェン 化合物系ブロック共重合体を挙げることができ、 これらを単独又は 混合して使用する事ができる。 The impact modifier is a component that improves the impact resistance of the polyamide resin. The impact modifier is not particularly limited as long as it improves the impact resistance of the polyamide resin. For example, an elastomer is used. Can be mentioned. It is preferable that the elastomer has a flexural modulus measured in accordance with AS TM D—790, which is not more than 500 MPa. If the flexural modulus exceeds this value, the impact improvement effect may be insufficient. Impact modifiers include: (Ethylene and Z or propylene) · α-olefin copolymers, (Ethylene and or propylene) · (α,) 8-Unsaturated carboxylic acids and soot or unsaturated carboxylic acids Ester) -based copolymers, ionomer polymers, aromatic vinyl compounds / conjugate compound-based block copolymers, and these can be used alone or in combination.
上記の (ェチレン及び 又はプロピレン) 一才レフィ ン 32. itヽ 重合体とは 、 ェチレン及び 又はプ □ピレンと灰素数 3以上の ― ヽ The above (Ethylene and / or Propylene) 1-year-old refin 32. it ヽ The polymer is ethylene and / or □ pyrene and 3 or more ash atoms ― ヽ
ォレフィ ノを共重合した重合体であり 、 灰 ^ 数 3以上の 一ォレフ イ ンとしては、 プロピレン、 1 —ブテン 、 1 ―ぺンテン 、 1 へキ セン、 1 ―ヘプテン、 1 ーォクテン 、 1 一ノネン 、 1 ―デセン 、 1This is a polymer copolymerized with olefin, and olefins with one or more ash ^ 3 are as follows: propylene, 1-butene, 1-pentene, 1 hexene, 1-heptene, 1-octene, 1 , 1-decene, 1
—ゥンデセン、 1 ー ドデセン、 1 — ト リデセン、 1 —テ トラデセン 、 1 —ペン夕デセン、 1 —へキサデセン、 1 _ヘプ夕デセン、 1 — ォク夕デセン、 1 一ノナデセン 、 1 一エイコセン、 3 —メチル _ 1—Undecene, 1-Dodecene, 1 —Tridecene, 1 —Tetradecene, 1 —Pen evening decene, 1 —Hexadecene, 1 _Hep evening decene, 1 —Oku evening desen, 1 Nonadecene, 1 Eikosen, 3 —Methyl _ 1
—ブテン、 4 -メチルー 1 一ブテン、 3 —メチルー 1 一ペンテン、—Butene, 4-Methyl-1 monobutene, 3 —Methyl-1 monopentene,
3 一ェチル一 1 ―ぺンテン、 4 ーメチル— 1 _ペンテン、 4 ーメチ3 1-ethyl 1-pentene, 4-methyl- 1_pentene, 4-methyl
、 ,
キセノ 、 4 , 4 -シメチル — 1 —へキセン、 4 , 4 —ジ メチルー 1 一ぺンテン、 4 一ェチルー 1 一へキセン、 3 —ェチルー Xeno, 4, 4 -Cimethyl — 1 — hexene, 4, 4 — Dimethyl 1 pentene, 4 1 ethyl 1 hexene, 3 — ethyl
1 一へキセン、 9 ―メチルー 1 _ァセン、 1 1 —メチル _ 1 — ドデ セン、 1 2 一ェチル — 1 —テ hラデセン及びこれらの組み合わせが 挙げられる 1 1-hexene, 9-methyl-1_acene, 1 1-methyl _ 1-dodecene, 1 2 1-ethyl-1-theradecene, and combinations thereof
また、 1 , 4 ぺン夕ジェン 、 1 , 4 —へキサジェン、 1 , 5 _ へキサジェン、 1 4 _ォク夕ジェン 、 1 , 5 —ォク夕ジェン、 1 Also, 1, 4 Penn Gen, 1, 4 — Hexagen, 1, 5 _ Hexagen, 1 4 _ Thousand Gen, 1, 5 — Thousand Gen, 1
、 ,
, 6 -ォク夕ジェノ 、 1 , 7 ―ォク夕ジェン、 2 —メチルー 1 , 5 一 へキサジェン 、 6 一メチル ― 1 , 5 — へブタジエン、 7 —メチル , 6-Octogeno, 1,7-Octogen, 2—Methyl-1,5 hexagen, 6 Monomethyl-1,5—Hetbutadiene, 7—Methyl
- 1 , 6 -ォク夕ンェン、 4 ―ェチリデン— 8 —メチル— 1 , 7 — ノナジェン 、 4 , 8 ージメチル - 1 , 4 , 8 —デカ ト リェン (DM
D T ) 、 ジシクロペン夕ジェン、 シクロへキサジェン、 ジシクロォ ク夕ジェン、 メチレンノルボルネン、 5 —ビニルノルボルネン、 5 —ェチリデンー 2 —ノルボルネン、 5 —メチレン一 2 —ノルボルネ ン、 5 —イソプロピリデン一 2 _ノルポルネン、 6 —クロロメチル — 5 —イソプロペンル一 2 —ノルポルネン、 2 , 3 —ジイソプロピ リデン _ 5 _ノルボルネン、 2 —ェチリデン— 3 —イソプロピリデ ン _ 5 _ノルボルネン、 2 _プロぺニルー 2 , 2 —ノルポルナジェ ンなどの非共役ジェンのポリェンを共重合してもよい。 -1, 6-octeneen, 4-ethylidene-8-methyl-1, 7-nonagen, 4, 8-dimethyl-1, 4, 8-decatrylene (DM DT), dicyclopentene, cyclohexagen, dicycloquinene, methylenenorbornene, 5 —vinylnorbornene, 5 —ethylidene 2 —norbornene, 5 —methylene-1-2-norbornene, 5 —isopropylidene-2 _norbornene, 6 —Chloromethyl — 5 —Isopropene 1 —Norbornene, 2, 3 —Diisopropylidene _ 5 _Norbornene, 2 —Ethylidene—3 —Isopropylidene _ 5 _norbornene, 2 _propenyl-2,2 —Norportagen Conjugated polyene may be copolymerized.
上記の (エチレン及び 又はプロピレン) · ( ひ, ;6 —不飽和力 ルボン酸及び Z又は不飽和カルボン酸エステル) 系共重合体とは、 ェチレン及び Z又はプロピレンと α, ;8 —不飽和カルボン酸及び Ζ 又は不飽和カルボン酸エステル単量体を共重合した重合体であり、 , j8 —不飽和カルボン酸単量体とはしては、 アク リル酸、 メ夕ク リル酸が挙げられ、 α , ]6 —不飽和カルボン酸エステル単量体とし ては、 これら不飽和カルボン酸のメチルエステル、 ェチルエステル 、 プロピルエステル、 ブチルエステル、 ペンチルエステル、 へキシ ルエステル、 ヘプチルエステル、 ォクチルエステル、 ノニルエステ ル、 デシルエステル等、 あるいはこれらの混合物が挙げられる。 The above-mentioned (ethylene and / or propylene) · (;, 6-unsaturated power rubonic acid and Z or unsaturated carboxylic acid ester) copolymer is ethylene and Z or propylene and α,; 8-unsaturated carbon A polymer obtained by copolymerizing an acid and Ζ or an unsaturated carboxylic acid ester monomer, and j8 —unsaturated carboxylic acid monomer includes acrylic acid and maleic acid, α,] 6-As unsaturated carboxylic acid ester monomers, these unsaturated carboxylic acid methyl ester, ethyl ester, propyl ester, butyl ester, pentyl ester, hexyl ester, heptyl ester, octyl ester, nonyl ester Decyl ester, etc., or a mixture thereof.
上記のアイオノマー重合体とは、 ォレフィ ンと a , iS —不飽和力 ルボン酸共重合体のカルボキシル基の少なく とも一部が金属イオン の中和によりイオン化されたものである。 ォレフィ ンとしてはェチ レンが好ましく用いられ、 α, /3 _不飽和カルボン酸としてはァク リル酸、 メ夕ク リル酸が好ましく用いられるが、 ここに例示したも のに限定されるものではなく、 不飽和カルボン酸エステル単量体が 共重合されていても構わない。 また、 金属イオンは L i 、 N a , Κ 、 M g 、 C a 、 S r 、 B aなどのアルカ リ金属、 アルカ リ.土類金属 の他、 A l 、 S n、 S b、 T i 、 M n 、 F e 、 N i 、 C u 、 Z n、
C d等を挙げることできる。 The ionomer polymer mentioned above is one in which at least a part of carboxyl groups of olefin and a, iS-unsaturated rubonic acid copolymer are ionized by neutralization of metal ions. Ethylene is preferably used as the olefin, and acrylic acid and maleic acid are preferably used as the α, / 3_unsaturated carboxylic acid, but are limited to those exemplified here. Instead, an unsaturated carboxylic acid ester monomer may be copolymerized. The metal ions are alkali metals such as Li, Na, Κ, Mg, Ca, Sr, Ba, etc., earth metals, Al, Sn, Sb, Ti , M n, F e, N i, C u, Z n, C d etc. can be mentioned.
また、 芳香族ビニル化合物 · 共役ジェン化合物系ブロック共重合 体とは、 芳香族ビニル化合物系重合体ブロックと共役ジェン系重合 体ブロック力、らなるブロック共重合体であり、 芳香族ビニル化合物 系重合体プロックを少なく とも 1個と、 共役ジェン系重合体ブロッ クを少なく とも 1個有するブロック共重合体が用いられる。 また、 上記のブロック共重合体では、 共役ジェン系重合体ブロックにおけ る不飽和結合が水素添加されていてもよい。 An aromatic vinyl compound / conjugated gen compound block copolymer is a block copolymer comprising an aromatic vinyl compound polymer block and a conjugated gen polymer block force. A block copolymer having at least one coalescence block and at least one conjugate polymer block is used. Further, in the above block copolymer, the unsaturated bond in the conjugation polymer block may be hydrogenated.
芳香族ビニル化合物系重合体ブロックは、 芳香族ビニル化合物に 由来する構造単位から主としてなる重合体ブロックである。 その場 合の芳香族ビニル化合物としては、 スチレン、 α —メチルスチレン 、 o —メチルスチレン、 m—メチルスチレン、 p —メチルスチレン 、 2 , 4 —ジメチルスチレン、 2 , 6 —ジメチルスチレン、 ビ一ル ナフ夕レン、 ビ二ルアン トラセン、 4—プロピルスチレン、 4 ―シ クロへキシルスチレン、 4 — ドデシルスチレン、 2 —エヂルー 4 ― ベンジルスチレン、 4 一 (フエニルブチル) スチレンなどを挙げる ことができ、 芳香族ビニル化合物系重合体ブロックは 曰 * The aromatic vinyl compound polymer block is a polymer block mainly composed of structural units derived from an aromatic vinyl compound. In this case, aromatic vinyl compounds include styrene, α-methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, 2,4-dimethylstyrene, 2, 6-dimethylstyrene, vinyl Naphthenol, vinylanthracene, 4-propyl styrene, 4-cyclohexyl styrene, 4- dodecyl styrene, 2-ethyl benzyl styrene, 4- (butyl butyl) styrene, aromatic Vinyl compound polymer block is 曰 *
BU記した単 体の 1種又は 2種以上からなる構造単位を有していることがでさる 。 また、 芳香族ビニル化合物系重合体ブロックは、 場合により少量 の他の不飽和単量体からなる構造単位を有していてもよい。 It must have a structural unit consisting of one or more of the single units listed in BU. In addition, the aromatic vinyl compound-based polymer block may optionally have a structural unit composed of a small amount of other unsaturated monomer.
共役ジェン系重合体ブロックは、 1 , 3 —ブ夕ジェン、 クロ □プ レン、 イソプレン、 2 , 3 —ジメチル一 1 , 3 —ブ夕ンェン、 1 3 一ペン夕ジェン、 4 一メチル一 1 , 3 —ペン夕ジェン、 1 , 3 ― へキサジェンなどの共役ジェン系化合物の 1種又は 2種以上から形 成された重合体ブロックであり、 水素添加した芳香族ビニル化合物 共役ジェンブロック共重合体では、 その共役ジェン系重合体ブロ ックにおける不飽和結合部分の一部又は全部が水素添加により飽和.
結合になっている。 ここで共役ジェンを主体とする重合体ブロック 中の分布は、 ランダム、 テーパー、 一部ブロック状又はこれら任意 の組み合わせであってもよい。 Conjugated polymer block consists of 1, 3-bugen, black □ prene, isoprene, 2, 3-dimethyl-1,3-buchen, 1 3 pentene, 4 1 methyl -1, 3 — A polymer block formed from one or more conjugated gen compounds such as pen phenogen, 1, 3 — hexagen, etc. In a hydrogenated aromatic vinyl compound conjugated gen block copolymer Some or all of the unsaturated bonds in the conjugated gen-based polymer block are saturated by hydrogenation. It is a bond. Here, the distribution in the polymer block mainly composed of conjugated gen may be random, tapered, partially blocky, or any combination thereof.
芳香族ピニル化合物 共役ジェンブロック共重合体及びその水素 添加物の分子構造は、 直鎖状、 分岐状、 放射状、 又はそれら任意の 組み合わせのいずれであってもよい。 そのうちでも、 本発明では芳 香族ビニル化合物 Z共役ジェンブロック共重合体及び 又はその水 素添加物として、 1個の芳香族ビニル化合物重合体ブロックと 1個 の共役ジェン重合体ブロックが直鎖状に結合したジブロック共重合 体、 芳香族ビニル化合物重合体ブロック一共役ジェン重合体ブロッ クー芳香族ビニル化合物重合体ブロックの順に 3つの重合体ブロッ クが直鎖状に結合している ト リブロック共重合体、 及びそれらの水 素添加物の 1種又は 2種以上が好ましく用いられ、 未水添又は水添 スチレン ブタジエン共重合体、 未水添又は水添スチレン Zイソプ レン共重合体未水添又は水添スチレン Zイソプレン スチレン共重 合体、 未水添又は水添スチレン Zブタジエン スチレン共重合体、 未水添又は水添スチレン/ (イソプレン Zブタジエン) Zスチレン 共重合体などが挙げられる。 The molecular structure of the aromatic pinyl compound conjugated gen block copolymer and its hydrogenated product may be any of linear, branched, radial, or any combination thereof. Among them, in the present invention, as the aromatic vinyl compound Z conjugated gen block copolymer and / or its hydrogen additive, one aromatic vinyl compound polymer block and one conjugated gen polymer block are linear. A triblock in which three polymer blocks are bonded in a straight chain in the order of a diblock copolymer bonded to the polymer, an aromatic vinyl compound polymer block, a conjugate polymer block, and an aromatic vinyl compound polymer block. One or more of these copolymers and their hydrogenated additives are preferably used. Unhydrogenated or hydrogenated styrene butadiene copolymer, unhydrogenated or hydrogenated styrene Z isoprene copolymer Hydrogenated or hydrogenated styrene Z isoprene styrene copolymer, unhydrogenated or hydrogenated styrene Z butadiene styrene copolymer, unhydrogenated or hydrogenated styrene / (isoprene Z butane Diene) Z styrene copolymer and the like.
また、 衝撃改良材として用いられる (エチレン及び 又はプロピ レン) · α —ォレフィ ン系共重合体、 (エチレン及び Ζ又はプロピ レン) · ( a , j3 —不飽和カルボン酸及び 又は不飽和カルボン酸 エステル) 系共重合体、 アイオノマー重合体、 芳香族ビニル化合物 と共役ジェン化合物のブロック共重合体は、 カルボン酸及び/又は その誘導体で変性された重合体が好ましく使用される。 このような 成分により変性することにより、 ポリアミ ド樹脂に対して親和性を 有する官能基をその分子中に含むこととなる。 Also used as impact modifiers (ethylene and / or propylene) · α-olefin copolymers, (ethylene and Ζ or propylene) · (a, j3-unsaturated carboxylic acids and / or unsaturated carboxylic esters ) As the block copolymer of a copolymer, an ionomer polymer, an aromatic vinyl compound and a conjugation compound, a polymer modified with a carboxylic acid and / or a derivative thereof is preferably used. By modifying with such components, functional groups having affinity for the polyamide resin are included in the molecule.
ポリアミ ド樹脂に対して親和性を有する官能基としては、 カルボ
ン酸基、 カルボン酸無水物基、 カルボン酸エステル基、 カルボン酸 金属塩基、 カルボン酸イ ミ ド基、 カルボン酸アミ ド基、 エポキシ基 などが挙げられる。 これらの官能基を含む化合物の例として、 ァク リル酸、 メタアク リル酸、 マレイ ン酸、 フマル酸、 ィタコン酸、 ク 口 トン酸、 メチルマレイ ン酸、 メチルフマル酸、 メサコン酸、 シ ト ラコン酸、 グルタコン酸、 シス一 4—シクロへキセン一 1, 2 —ジ カルボン酸、 エン ドビシクロ [ 2. 2. 1 ] — 5—ヘプテン一 2 , 3 —ジカルボン酸及びこれらカルボン酸の金属塩、 マレイ ン酸モノ メチル、 ィタコン酸モノメチル、 アク リル酸メチル、 アク リル酸ェ チル、 アク リル酸プチル、 アク リル酸 2—ェチルへキシル、 ァク リ ル酸ヒ ドロキシェチル、 メ夕ク リル酸メチル、 メ夕ク リル酸 2 _ェ チルへキシル、 メ夕ク リル酸ヒ ドロキシェチル、 メ夕ク リル酸アミ ノエチル、 マレイ ン酸ジメチル、 ィタコン酸ジメチル、 無水マレイ ン酸、 無水ィタコン酸、 無水シ トラコン酸、 エン ドビシクロ一 [ 2 . 2. 1 ] — 5 —ヘプテン— 2 , 3—ジカルボン酸無水物、 マレイ ミ ド、 N—ェチルマレイ ミ ド、 N—ブチルマレイ ミ ド、 N—フエ二 ルマレイミ ド、 アク リルアミ ド、 メ夕ク リルアミ ド、 アク リル酸グ リ シジル、 メ夕ク リル酸グリ シジル、 ェ夕ク リル酸グリ シジル、 ィ タコン酸グリ シジル、 シ トラコン酸グリ シジルなどが挙げられる。 本発明のポリ アミ ド樹脂組成物において、 衝撃改良材 (B) の量 は、 ポリアミ ド樹脂 (A) の耐衝撃性が改良される範囲であれば、 特に制限されないが、 例えば、 ポリアミ ド樹脂 (A) 1 0 0質量部 に対する衝撃改良材 (B) の量は、 好ましく は 1 0〜 1 0 0質量部 である。 衝撃改良材 (B) の量が少なくなると耐衝撃性が向上せず 、 一方衝撃改良材 (B) が多くなると、 ポリアミ ド樹脂組成物の広 い成形可能温度幅の効果が認められなくなる。 耐衝撃性及び成形可 能温度幅の観点から、 ポリアミ ド樹脂 ( A) 1 0 0質量部に対する
衝撃改良材 (B) の量は、 好ましく は、 1 0〜 5 0質量部であり、 より好ましく は 1 0〜 3 0質量部である。 Examples of functional groups having affinity for polyamide resins include carbo Examples thereof include an acid group, a carboxylic acid anhydride group, a carboxylic acid ester group, a carboxylic acid metal base, a carboxylic acid imide group, a carboxylic acid amide group, and an epoxy group. Examples of compounds containing these functional groups include acrylic acid, metaacrylic acid, maleic acid, fumaric acid, itaconic acid, cutotonic acid, methylmaleic acid, methylfumaric acid, mesaconic acid, citraconic acid, Glutaconic acid, cis-1,4-cyclohexene-1,2,2-dicarboxylic acid, endobicyclo [2. 2. 1] —5-heptene-1,2,3-dicarboxylic acid and metal salts of these carboxylic acids, maleic acid Monomethyl, monomethyl itaconate, methyl acrylate, ethyl acrylate, butyl acrylate, 2-ethyl hexyl acrylate, hydroxyhexyl acrylate, methyl methacrylate, methyl methacrylate 2_ethylhexyl laurate, hydroxetyl methacrylate, aminoethyl methacrylate, dimethyl maleate, dimethyl itaconate, maleic anhydride Acid, itaconic anhydride, citraconic anhydride, endobicyclo [2.2.1] — 5 —heptene-2,3-dicarboxylic anhydride, maleimide, N-ethylmaleimide, N-butylmaleimide , N-phenylmaleimide, acrylamide, methacrylylamide, glycidyl acrylate, glycidyl methacrylate, glycidyl acrylate, glycidyl itaconate, citracone Examples include glycidyl acid. In the polyamide resin composition of the present invention, the amount of the impact modifier (B) is not particularly limited as long as the impact resistance of the polyamide resin (A) is improved. For example, the polyamide resin The amount of the impact modifier (B) with respect to (A) 100 parts by mass is preferably 10 to 100 parts by mass. When the amount of the impact modifier (B) decreases, the impact resistance does not improve. On the other hand, when the impact modifier (B) increases, the effect of the wide moldable temperature range of the polyamide resin composition is not recognized. From the viewpoint of impact resistance and moldable temperature range, polyamide resin (A) to 100 parts by mass The amount of the impact modifier (B) is preferably 10 to 50 parts by mass, and more preferably 10 to 30 parts by mass.
本発明のポリ ァミ ド樹脂組成物は、 ポリ アミ ド樹脂 P A 9 2 C又 は P A 9 2 6 2 T及び衝撃改良材以外に、 任意成分として、 以下 の成分をさ らに含むことができる。 The polyamide resin composition of the present invention may further contain the following components as optional components in addition to the polyamide resin PA 9 2 C or PA 9 26 2 T and the impact modifier. .
( 3 ) 他のポリマー (3) Other polymers
本発明に用いられるポリアミ ド榭脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 他のポリマーについては 1. 4で前述した とおりである。 Polyamide resin P A 92 C or PA 92/62 T used in the present invention can be partially substituted with other polymer components as long as the effects of the present invention are not impaired. The other polymers are as described in 1.4 above.
上記他のポリマーによる置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましく は 5 0質量%未 満であり、 より好ましくは 3 0質量%以下である。 The substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
( 4 ) 添加剤 (4) Additive
本発明のポリアミ ド樹脂組成物には、 本発明の効果を損なわない 範囲において、 他の添加剤を添加することができる (前述のとおり その中で、 耐熱剤としては、 銅含有化合物が好ましく、 ヨウ化銅 や臭化銅などのハロゲン化銅が特に好ましい。 上記同含有化合物の 添加量としては、 本発明のポリ アミ ド樹脂組成物中に、 銅含有量と して、 1 0〜 1 0 0 0 p p mとなるような添加量が好ましい。 通常 は、 アルキルハロゲン化合物が、 耐熱補助剤としてさ らに添加され る。 Other additives can be added to the polyamide resin composition of the present invention within a range not impairing the effects of the present invention (as described above, a copper-containing compound is preferable as the heat-resistant agent, Copper halides such as copper iodide and copper bromide are particularly preferred The amount of the same compound added is 10 to 10 as the copper content in the polyamide resin composition of the present invention. An addition amount of 0 ppm is preferable Usually, an alkyl halogen compound is further added as a heat-resistant auxiliary agent.
また、 本発明のポリアミ ド樹脂組成物には、 フエノール系酸化防 止剤を添加することができる。 当該酸化防止剤と、 上記耐熱剤とを 併用することもできる。 In addition, a phenolic antioxidant can be added to the polyamide resin composition of the present invention. The antioxidant and the heat-resistant agent can be used in combination.
フエノール系酸化剤としては、 例えば、 卜 リエチレングリコール
• ビス [ 3— ( 3 — t ―ブチルー 5—メチル— 4—ヒ ドロキシフエ ニル) プロピオネー 卜 ] 、 1 , 6 —へキサンジオール ' ビス [ 3 —Examples of phenolic oxidizers include: 卜 Reethylene glycol • Bis [3— (3 — t-butyl-5-methyl-4-hydroxyphenyl) propionate ネ ー], 1, 6 — hexanediol 'bis [3 —
( 3, 5—ジ— t 一ブチル _ 4—ヒ ドロキシフエニル) プロビオネ 一 卜] 、 ペン夕エリス •Jチルーテトラキス [ 3 — ( 3 , 5—ジ— t(3,5-di-t-butyl--4-hydroxyphenyl) Probione Ichi], Penyu Eris • J Chilu Tetrakis [3 — (3,5-Di-t
—ブチルー 4—ヒ ド キシフエニル) プロピオネー ト] 、 ォク夕デ シルー 3 — ( 3, 5 ―ン一 t —プチルー 4—ヒ ドロキシフエニル) プロピオネー 卜、 3 5 —ジー t —プチルー 4—ヒ ドロキシベンジ ルフォスフォネ一 卜 ―ンェチルエステル、 N, N ' 一 へキサメチレ ンビス ( 3, 5 —ジ ― t —ブチル— 4ーヒ ドロキシ一ヒ ドロシンナ マミ ド) 、 1 , 3 , 5 ― ト リ メチル— 2 , 4 , 6 — 卜 リス ( 3 , 5—Butyl-4-hydroxyphenyl) propionate ”, 夕 デ シ — 3 — (3, 5 ― 1t — Petitlou 4—Hydroxyphenyl) Propione 卜, 3 5 — G t — Petitlou 4— Hydroxybenzil Phosphonone卜 -ethyl ester, N, N'-hexamethylenbis (3,5--di-t-butyl-hydroxy-4-hydroxycinamide), 1,3,5-trimethyl-2,4,6—卜 Squirrel (3, 5
—ジー t 一プチルー 4 ヒ ドロキシベンジル) ベンゼン、 3 , 9 — ビス [ 2 — { 3 - ( 3 t —ブチルー 4—ヒ ドロキシー 5 —メチル フエニル) プロピオ一ル才キン } - 1 , 1 _ジメチルェチル] 一 2— Ee t petit loupe 4-hydroxybenzyl) benzene, 3, 9 — bis [2 — {3-(3 t — butyl 4-hydroxy 5 — methylphenyl) propioline kin}-1, 1 _dimethylethyl ] 1 2
, 4 , 8 , 1 0 —テ 卜ラォキサスピロ [ 5 , 5 ] ゥンデカンなどを 挙げることができ、 中でも、 ペン夕エリスリチル , テ トラキス [ 3 一 ( 3 , 5—ジ— t ―ブチル一 4—ヒ ドロキシフエニル) プロピオ ネ— 卜] 、 N, N ' へキサメチレンビス ( 3, 5 —ジ— t —プチ ルー 4ーヒ ドロキシ ヒ ドロシンナマミ ド) が挙げられる。 , 4, 8, 10 — Tetraoxaspiro [5, 5] Undecane and the like can be mentioned, among others, pen erythrityl, tetrakis [3 1 (3, 5—di-t-butyl 1 4-hydroxyphenyl) ) Propione 卜], N, N 'hexamethylenebis (3,5—di-t—petite 4-hydroxy-hydroxycinnamamide).
フエノール系酸化剤とともに、 リ ン系及び/又はィォゥ系の酸化 防止補助剤を添加する とができる。 リ ン系酸化防止補助剤として は、 例えば、 ト リス ( 2 , 4—ジ一 t _ブチルフエニル) フォスフ アイ 卜、 2 _ [[2 , 4 , 8 , 1 0 —テ トラキス ( 1 , 1 —ジメチル ェテル) ジベンゾ [ d , f ] [ 1 , 3 , 2 ] ジォキサフォスフエビ ン 6—ィル] ォキシ ] ― N, N—ビス [ 2 _ [[2, 4, 8 , 1 0 — テ トラキス ( 1 , 1 ―ンメチルェチル) ジベンゾ [ d , f ] [ 1 , In addition to the phenolic oxidizer, a phosphorus and / or io antioxidant can be added. Phosphorus antioxidant adjuvants include, for example, tris (2,4-di-tert-butylphenyl) phosphide, 2 _ [[2,4,8,10-tetrakis (1,1-dimethyl) Dibenzo [d, f] [1,3,2] dioxaphosphine 6-yl] oxy] ―N, N-bis [2 _ [[2,4,8,1 0 Trakis (1, 1-dimethylethyl) dibenzo [d, f] [1,
3, 2 ] ジォキサフォスフエビン 6 _ィル] ォキシ] ーェチル] ェ 夕ナミ ン、 ビス ( 2 6 ージー t 一ブチル _ 4—メチルフエニル)
ペン夕エリスリ トールジホスフアイ トなどを挙げることができ、 中 でも 2 — [[2 , 4, 8 , 1 0—テ トラキス ( 1, 1 一ジメチルェテ ル) ジベンゾ [ d , f ] [ 1 , 3, 2 ] ジォキサフォスフエビン 6 —ィル] ォキシ] _ Ν, Ν—ビス [ 2 — [[2 , 4 , 8, 1 0 —テト ラキス ( 1 , 1 —ジメチルェチル) ジベンゾ [ d, f ] [ 1, 3 , 2 ] ジォキサフォスフエビン 6—ィル] ォキシ] —ェチル] エタナ ミ ンが挙げられる。 3, 2] Dioxaphosphevin 6_yl] oxy] ethyl] bis-minine, bis (26-di-tert-butyl_4-methylphenyl) Penyu erythritol diphosphite, among others, 2 — [[2, 4, 8, 10-Tetrakis (1, 1 dimethyl dimethyl) dibenzo [d, f] [1, 3 , 2] Dioxaphosphevin 6—yl] oxy] _ Ν, Ν—bis [2 — [[2, 4, 8, 10, 0 — Tetrakis (1, 1 — dimethylethyl) dibenzo [d, f ] [1,3,2] dioxaphosphevin 6-yl] oxy] -ethyl] ethanamine.
ィォゥ系酸化防止補助剤としては、 2 , 2 —チォージエチレンビ ス [ 3 — ( 3 , 5—ジ— t —ブチルー 4ーヒ ドロキシフエニル) プ 口ピオネー ト ] 、 テ トラキス [メチレン一 3 _ ( ドデシルチオ) プ 口ピオネー ト ] メタン等を挙げることができる。 Zeo-based antioxidant adjuvants include 2,2-thiodiethylene bis [3— (3,5-di-t-butyl-4-hydroxyphenyl) pionate], tetrakis [methylene-13_ ( Dodecylthio) pionate] methane and the like.
上記他のポリマー及び添加剤の添加方法は、 それぞれを上記ポリ アミ ド樹脂に分散させることができる方法であれば、 特に制限され るものではなく 、 その効果を損なわない任意の時点において、 上記 ポリ アミ ド樹脂に添加することができる。 例えば、 上記他のポリマ 一及び添加剤を、 上記ポリアミ ド樹脂の後重縮合工程の直後に添加 することができる。 The method for adding the other polymer and the additive is not particularly limited as long as each of them can be dispersed in the polyamide resin, and at any point that does not impair the effect, Can be added to amide resins. For example, the other polymer and additive can be added immediately after the post polycondensation step of the polyamide resin.
( 5 ) ポリ アミ ド樹脂組成物の製法 (5) Production method of polyamide resin composition
本発明のポリ アミ ド樹脂組成物の製法としては、 特に制限されず 、 単軸、 二軸又は多軸の押出機によってポリ アミ ド樹脂 (A) 及び 衝撃改良材 (B) を溶融混練することによって行う ことができ、 さ らに他のニーダ一等を使用することもできる。 さ らに、 上記他のポ リマ一及び添加剤を、 当該ポリアミ ド樹脂 (A) 及び衝撃改良材 ( B ) の溶融混練の際に添加することもできる。 The production method of the polyamide resin composition of the present invention is not particularly limited, and the polyamide resin (A) and the impact modifier (B) are melt-kneaded by a single-screw, twin-screw or multi-screw extruder. In addition, other kneaders can be used. Further, the above other polymers and additives may be added during the melt kneading of the polyamide resin (A) and the impact modifier (B).
本発明のポリ アミ ド樹脂組成物は、 射出成形、 押出成形、 ブロー 成形、 真空成形、 プレス成形等の公知の成形方法によって各種の成 形体に成形することができる。 特に射出成形、 ブロー成形分野に有
用である。 The polyamide resin composition of the present invention can be molded into various shaped bodies by known molding methods such as injection molding, extrusion molding, blow molding, vacuum molding, press molding and the like. Especially in the fields of injection molding and blow molding It is for.
( 6 ) ポリアミ ド樹脂組成物の用途 (6) Use of polyamide resin composition
本発明のポリアミ ド樹脂組成物において、 ポリアミ ド樹脂がマ ト リ ックス相を形成することが好ましい。 ポリアミ ド樹脂が連続相を 形成すると、 耐熱性及び機械的特性が優れ、 一方、 ポリ アミ ド樹脂 が不連続相を形成すると、 得られる樹脂組成物の機械的性質や耐熱 性が低くなる傾向がある。 In the polyamide resin composition of the present invention, the polyamide resin preferably forms a matrix phase. When the polyamide resin forms a continuous phase, the heat resistance and mechanical properties are excellent. On the other hand, when the polyamide resin forms a discontinuous phase, the mechanical properties and heat resistance of the resulting resin composition tend to be low. is there.
本発明のポリ アミ ド樹脂組成物は、 成形可能温度幅が広く、 例え ば、 自動車関連部品、 特に、 内外装部品、 エンジンルーム内部品お よび自動車電装部品等、 また電気、 電子部品、 電動工具、 及び一般 工業部品、 ギヤ、 カム等の機械部品に好適である。 The polyamide resin composition of the present invention has a wide moldable temperature range. For example, automobile-related parts, in particular, interior / exterior parts, engine room parts, automobile electrical parts, etc., and electrical / electronic parts / power tools. Suitable for machine parts such as industrial parts, gears and cams.
さ らに、 本発明のポリアミ ド樹脂組成物は、 例えば、 モー夕一ィ ンシユレ一夕、 コイルポビン等の薄肉の電気用、 電子用部品、 薄肉 部を有する成形品、 例えば、 精密ギアパーツ、 ベアリ ングリテナー ゃリテナーハウジング等に用いることができる。 例えば、 自動車の エンジンルーム内において高温高湿下で使用されるク リ ップ類、 バ ン ド類、 スナップフィ ッ トを必要とする部品、 各種シール材、 ハウ ジング材等が挙げられる。 In addition, the polyamide resin composition of the present invention can be used, for example, for a thin electrical or electronic part such as a coiled pot, a molded product having a thin part, such as a precision gear part, a bearing, etc. Nigoritainers can be used for retainer housings. Examples include clips, bands, parts that require snap fittings, various sealing materials, and housing materials that are used in automobile engine rooms under high temperatures and high humidity.
本発明のポリアミ ド樹脂組成物は、 特に限定されるものではない が、 例えば、 ギア、 カム、 スライダー、 レバー、 アーム、 クラッチ 、 フェルトクラッチ、 アイ ドラギア一、 プーリー、 口一ラー、 コロ 、 キ一ステム、 キー 卜ップ、 シャ ッター、 リール、 シャフ ト、 関節 、 軸、 軸受けおよびガイ ド等に代表される機構部品、 アウ トサー ト 成形の樹脂部品、 イ ンサー ト成形の樹脂部品、 シャーシ、 トレー、 側板、 プリ ン夕一および複写機に代表されるオフィスオー トメーシ ヨ ン機器用部品、 ビデオテープレコーダ一 、 デジタルビデオカメ ラ、 カメラおよびデジタルカメラに代表されるカメラまたはビデオ
機器用部品、 カセッ トプレイヤー、 C Dプレイヤー、 D VDプレイ ヤー等の音楽プレイヤ一、 C D— R OM、 C D - R , D V D - R 〇M、 D VD— Rなどの光ディスク ドライブ、 その他光ディスク ド ライブ、 自動車用の部品としてガソリ ンタンク、 フユエルポンプモ ジュール、 バルブ類、 ガソ リ ンタンクフランジ等に代表される燃料 部品、 ドアロック、 ドアハン ドル、 ウィ ン ドウレギユレ一夕、 スピ 一力一グリル等に代表される ドア部品、 シー トベルト用スリ ップリ ング、 プレスポタン等に代表されるシー トベルト周辺部品に好適で ある。 また、 玩具、 ファスナー、 チェーン、 コンベア、 バックル、 スポーツ用品、 自動販売機、 家具、 楽器および住宅設備機器に代表 される工業部品等として好適に使用できる。 The polyamide resin composition of the present invention is not particularly limited. For example, a gear, a cam, a slider, a lever, an arm, a clutch, a felt clutch, an idler gear, a pulley, a mouth ring, a roller, a key. Mechanical parts such as stems, key cups, shutters, reels, shafts, joints, shafts, bearings and guides, outsert molded resin parts, insert molded resin parts, chassis, tray , Side plates, printers and parts for office automation equipment represented by copiers, video tape recorders, digital video cameras, cameras and cameras or video represented by digital cameras Equipment parts, cassette player, CD player, music player such as DVD player, CD—ROM, CD-R, DVD-R 〇M, optical disk drive such as DVD—R, other optical disk drives, Automotive parts such as gasoline tanks, fuel pump modules, valves, gasoline tank flanges, etc., door parts such as door locks, door handles, window regulators, and grills. Suitable for seat belt peripheral parts such as parts, slip belts for seat belts and press potan. In addition, it can be suitably used as industrial parts such as toys, fasteners, chains, conveyors, buckles, sports equipment, vending machines, furniture, musical instruments, and housing equipment.
本発明のポリアミ ド樹脂と衝撃改良材とを含むポリ アミ ド樹脂組 成物は、 高い耐衝撃性を有し、 そして従来のナイ ロン 6及びナイ 口 ン 6 6系組成物と比較して低吸水性、 耐薬品性及び耐加水分解性等 に優れ、 そしてジァミ ン成分として 1 , 9 —ノナンジァミ ン単独を 用いたポリ アミ ド樹脂組成物より も成形可能温度幅が広く溶融成形 性に優れ、 さ らに高分子量化が可能で強靭な成形体を製造すること ができる。 The polyamide resin composition comprising the polyamide resin of the present invention and an impact modifier has high impact resistance and is low compared to conventional nylon 6 and nylon 66 compositions. Excellent water absorption, chemical resistance, hydrolysis resistance, etc., and has a wider moldable temperature range and excellent melt moldability than a polyamide resin composition using 1,9-nonanediamine alone as a diminant component. Furthermore, it is possible to produce a tough molded body capable of increasing the molecular weight.
2. 6 耐熱性ポリアミ ド樹脂組成物 (耐熱剤) 2.6 Heat-resistant polyamide resin composition (heat-resistant agent)
例えば各種自動車部材、 電気 · 電子部材などの用途においては耐 熱性の改善に対する要求が存在する。 For example, there is a demand for improved heat resistance in applications such as various automobile parts and electrical / electronic parts.
本発明は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tに耐 熱剤を添加することで、 低吸水性でありながら、 融点と熱分解温度 の差から見積もられる成形可能温度幅が広く溶融成形性に優れ、 耐 薬品性、 耐加水分解性に優れ、 更に耐熱性に優れる樹脂組成物を提 供する。
( 1 ) ポリアミ ド樹脂 P A 9 2 C及び P A 9 2 Z 6 2 T In the present invention, by adding a heat-resistant agent to polyamide resin PA 9 2 C or PA 9 2/62 T, the moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature is low water absorption. Provides a resin composition that is widely excellent in melt moldability, excellent in chemical resistance, hydrolysis resistance, and heat resistance. (1) Polyamide resin PA 9 2 C and PA 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 耐熱剤 (2) Heat-resistant agent
耐熱剤としては、 ポリアミ ドの耐熱性向上剤として使用できるも のをいずれも使用でき、 有機系、 無機系の耐熱剤をその目的に応じ て使用できる。 As the heat-resistant agent, any one that can be used as a heat-resistance improving agent for polyamide can be used, and organic or inorganic heat-resistant agents can be used according to the purpose.
本発明で用いる耐熱剤の有機系耐熱剤の龍としては 、 ヒンダ一 ドフエノール系、 ヒンダー ドァミ ン系、 燐系、 硫黄系、 ベンゾ卜 リ ァゾール系などが挙げられ、 具体的には 3 , 9 ―ビス [ 2 - [ 3 - Examples of the organic heat-resistant dragon of the heat-resistant agent used in the present invention include hindered phenol-based, hindered dominated-based, phosphorus-based, sulfur-based, benzotriazole-based, and the like. Screw [2-[3-
( t 一ブチル— 4 —ヒ ドロキシ— 5 ーメチルフェニル) プ口ピオキ シ] 一 1 , 1 —ジメチルェチル] 一 2, 4 , 8 , 1 0 一テ 卜ラオキ サスピ口 ( 5. 5 ) ゥンデカン、 卜リエチレングリ コール一ビス [(t-Butyl-4—Hydroxy-5-methylphenyl) 1-, 1--Dimethylethyl] 1,2,4,8,10 1-Te-Laoxy-Sasphi (5.5) Undecane, Polyethyleneglyce Call ibis [
3 一 ( 3 t 一ブチル 5 メチル 4 ヒ ドロキシフェ一ル) プ □ピオネー 卜、 ぺン夕エリスリチルーテトラキス [ 3 - ( 3 , 5 ン t 一ブチル3 1 (3 t 1 Butyl 5 Methyl 4 Hydroxyphenyl) P □ Pione 卜, Penyu Erythrityl Tetrakis [3-(3, 5 N t 1 Butyl
4 ヒ ドロキシフエニル) プロビオネ一 卜 ] 、 N N ' 一へキサメチ レンビス ( 3 , 5 ジ t 一ブチル 4 ヒ ドロキシ一ヒ ドロキシンナマミ ド-) 、 卜 リス ( 2 , 4ジ t _ブチルフエ二ル) フォスファィ 卜、 卜 リスノニルフエニルフォスフアイ 卜 、 ペンタエ Uスリ 卜 テ 卜ラキ ス ( 3 一ラウリルチオプロピオネー 卜) 、 2 - ( 3, 5 ジ t ーブ チル 2 ヒ ドロキシフエニル) 5 クロ口ベンゾ卜 Uァゾール 、 2 - [4Hydroxyphenyl) Probione 1 卜], NN 'monohexamethylenbis (3,5di-t-butyl 4-hydroxyl-hydroxyxinamide-), 卜 ris (2,4di-t-butylphenyl) Phospho 卜, 卜Lisnonylphenylphosphie 、, Pentae U 卜 卜 卜 卜 3 (3 laurylthiopropionate 卜), 2-(3, 5 Di tert butyl 2 hydroxyphenyl) 5 Black mouth benzo 卜 Uazole, 2 -[
2 —ヒ ドロキシ— 3 , 5 —ビス ( α , a -ジメチルベンンル) フエ ニル] _ 2 Η—ベンゾト リ アゾ一ル 、 コ八ク酸ジメチル 1 ( 2 _ヒ ドロキシェチル) 4 ヒ ドロキシ 2 , 2, 6 , 6テ卜ラメチルピリ ミ ジン重縮合物などが挙げられる。 2 —Hydroxy-3,5 —Bis (α, a-dimethylbenzyl) phenyl] _ 2 Η-benzotriazol, dimethyl octaoctanoate 1 (2_Hydroxychetyl) 4 Hydroxyl 2,2 , 6, 6-tetramethylpyrimidine polycondensate.
本発明で用いる耐熱剤の無機系耐熱剤の種類としては 、 一つとし て、 第 I 族遷移系列元素に属する金属化合物 (塩) であ Ό 、 例えば この金属のハロゲン化物、 硫酸塩、 酢酸塩、 サリチル酸塩、 ニコチ
ヽ One type of inorganic heat-resistant agent used in the present invention is a metal compound (salt) belonging to Group I transition series elements, such as halides, sulfates, and acetates of this metal. , Salicylate, nicochi ヽ
ノ酸塩又はステァリ ン酸塩が挙げられる。 また、 ァリレカ リ金属のハNonate or stearate. In addition, the metallic metal
Pゲン化塩を単独又は上記第 I 族遷移系列元 に属する金属化合物P-genated salt alone or a metal compound belonging to the above group I transition series
(塩) と併用してもよい。 その具体例としては、 ヨウ化力 U ゥム、(Salt) may be used in combination. Specific examples include the iodide power Uum,
3ゥ化ナ ト リ ウム又は臭化力 リゥムである 。 更に 、 メラ S ン 、 ベン グアナミ ン、 ジメチロール尿素又はシァヌール酸などの含窒素化合 物を併用するとより効果的であ Sodium tribromide or bromide power. In addition, it is more effective to use a nitrogen-containing compound such as melason, benganamin, dimethylolurea or cyanuric acid in combination.
本発明で用いる耐熱剤の配合量は、 本発明で用いるポリァミ ド樹 脂 1 0 0質量部に対して 0 . 0 1 〜 3 . 0質量部の範囲内であるこ とが好ましく、 より好ましく は 0 . 0 1 〜 2 . 0質量部の範囲内で ある。 上記配合量が 0 . 0 1質量部以上である場合、 耐熱性の向上 効果が特に良好であり、 3 . 0質量部以下である場合、 耐熱剤含有 樹脂組成物及びそれから形成される成形物の着色やブッの発生を回 避しつつ耐熱剤の添加効果は十分に得ることができる。 The amount of the heat-resistant agent used in the present invention is preferably in the range of 0.01 to 3.0 parts by mass, more preferably 0 to 100 parts by mass of the polyamide resin used in the present invention. Within the range of 0 1 to 2.0 parts by mass. When the blending amount is 0.01 parts by mass or more, the effect of improving heat resistance is particularly good. When the blending amount is 3.0 parts by mass or less, the heat-resisting agent-containing resin composition and the molded product formed therefrom are used. The effect of adding a heat-resistant agent can be sufficiently obtained while avoiding the occurrence of coloring and bubbling.
( 3 ) その他のポリマー (3) Other polymers
本発明のポリアミ ド樹脂は P A 9 2 C又は P A 9 2ノ 6 2 Tから なるが、 本発明の効果を損なわない範囲で、 他のポリア ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である 配合でさ る他のポリ アミ ド樹脂またはその他の熱可塑性樹脂については 1 The polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2 6 2 T, but other polyamide resin or other thermoplastic resin may be mixed within a range not impairing the effects of the present invention. 1 for other polyamide resins or other thermoplastic resins in the formulation
4で前述したとおりである。 As described in Section 4.
( 4 ) その他の含有成分 (4) Other ingredients
本発明においては、 ポリアミ ド樹脂及び耐熱剤に加えて 、 必要に 応じて各種添加剤を組合せることができ、 これらはポリ ァミ ド重縮 合反応時、 又はその後に組合せることができる (前述のとおり) 。 In the present invention, various additives can be combined as needed in addition to the polyamide resin and the heat-resistant agent, and these can be combined during or after the polyamide polycondensation reaction ( As mentioned above) .
( 5 ) 耐熱剤含有樹脂組成物から成形物への成形加工 (5) Molding from heat-resistant agent-containing resin composition to molded product
本発明は、 上述した本発明の耐熱剤含有樹脂組成物から形成され た成形物も提供する。 耐熱剤含有樹脂組成物から成形物への成形方 法としては、 射出、 押出、 中空、 プレス、 ロール、 発泡、 真空 * 圧
空、 延伸などポリ アミ ドに適用できる公知の成形加工法は全て使用 可能であり、 これらの成形法によってフィルム、 シー ト、 成形品、 繊維などの成形物に加工することができる。 The present invention also provides a molded article formed from the heat-resisting agent-containing resin composition of the present invention described above. Molding methods from resin compositions containing heat-resistant agents into molded products include injection, extrusion, hollow, press, roll, foaming, vacuum * pressure All known molding methods applicable to polyamide such as empty and stretched can be used, and by these molding methods, a molded product such as a film, a sheet, a molded product, and a fiber can be processed.
より具体的には、 例えば、 ポリアミ ド樹脂、 耐熱剤及び必要に応 じて用いる各種添加剤の所定量を、 V型プレンダー、 タンブラ一な どの低速回転混合機やヘンシェルミキサーなどの高速回転混合機を 用いてあらかじめ混合した後、 射出成形機や押出成形機を用いて、 成形物を直接成形する方法を適用できる。 More specifically, for example, predetermined amounts of polyamide resin, heat-resistant agent and various additives used as needed are mixed into a low-speed rotary mixer such as a V-type renderer or tumbler or a high-speed rotary mixer such as a Henschel mixer. After mixing in advance, a method of directly molding a molded product using an injection molding machine or an extrusion molding machine can be applied.
( 6 ) 成形物の用途 (6) Use of molded product
本発明によって得られる成形物は、 従来ポリアミ ド成形物が用い られてきた各種押出成形品、 各種射出成形品、 シー ト、 フィルム、 パイプ、 チューブ、 モノ フィ ラメン ト、 繊維、 容器などの成形物と して、 自動車部材、 コンピューター及び関連機器、 光学機器部材、 電気 · 電子機器、 情報 · 通信機器、 精密機器、 土木 · 建築用品、 医 療用品、 家庭用品など広範な用途に使用でき、 中でも、 耐熱性が要 求される各種自動車部材、 電気 · 電子部材などの用途に好適に使用 できる。 Molded articles obtained by the present invention are molded articles such as various extruded molded articles, various injection molded articles, sheets, films, pipes, tubes, monofilaments, fibers, containers, etc. for which polyamide molded articles have been conventionally used. It can be used for a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information / communication equipment, precision equipment, civil engineering / building supplies, medical supplies, and household goods. It can be suitably used for various automotive parts and electrical / electronic parts that require heat resistance.
本発明の耐熱剤含有樹脂組成物は、 低吸水性でありながら、 融点 と熱分解温度の差から見積もられる成形可能温度幅が広く溶融成形 性に優れ、 耐薬品性、 耐加水分解性に優れ、 更に耐熱性にも優れる ため、 産業資材、 工業材料、 家庭用品などの成形材料、 中でも、 耐 熱性が要求される各種自動車部材、 電気 , 電子部材などの用途にお ける成形材料として広範に使用することができる。 Although the heat-resistant agent-containing resin composition of the present invention has low water absorption, it has a wide moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature, and is excellent in melt moldability, excellent in chemical resistance and hydrolysis resistance. Furthermore, because of its excellent heat resistance, it is widely used as a molding material for industrial materials, industrial materials, household products, etc., especially for various automotive parts, electrical and electronic parts that require heat resistance. can do.
2 . 7 離型性に優れるポリアミ ド樹脂組成物 (離型剤) 2.7 Polyamide resin composition with excellent releasability (release agent)
ポリ アミ ド樹脂の成形性の改善、 特に成形時における型と成形物 とのすベり性の改善や成形時間の短縮に対する要求が存在する。
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tと離型剤とを組合せて用いることにより、 低吸水性でありながら融点と熱分解温度の差から見積もられる成形 可能温度幅が例えば 5 0 以上と広く溶融成形性に優れ、 耐薬品性 及び耐加水分解性に優れ、 更に成形時における型と成形物との良好 なすべり性及び 又は短い成形時間も達成できるポリアミ ド樹脂組 成物を提供する。 There is a need to improve the moldability of the polyamide resin, particularly to improve the slip property between the mold and the molded product during molding and to shorten the molding time. In order to solve the above-mentioned problems, the present invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T in combination with a release agent, so that the melting point and the thermal decomposition temperature are reduced while having low water absorption The temperature range that can be estimated from the difference in temperature is as wide as 50 or more, for example, excellent in melt moldability, excellent in chemical resistance and hydrolysis resistance, and good sliding property between the mold and the molded product during molding and / or short. Provided is a polyamide resin composition capable of achieving molding time.
( 1 ) ポリアミ ド樹脂 P A 9 2 C及び P A 9 2 6 2 T (1) Polyamide resin P A 9 2 C and P A 9 2 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 離型剤 (2) Release agent
本発明において用いる離型剤は、 ポリアミ ド樹脂に優れた成形性 、 特に成形時における型と成形物との良好なすべり性、 及びノ又は 短い成形時間を付与するものである。 離型剤としては、 ポリアルキ レングリコールの末端変性物、 リ ン酸エステル類又は亜リ ン酸エス テル類、 高級脂肪酸モノエステル類、 高級脂肪酸又はその金属塩、 エチレンビスアミ ド化合物、 低分子量ポリエチレン、 珪酸マグネシ ゥム及び置換べンジリデンソルビ トール類などの化合物が挙げられ る。 これらは 1種又は 2種以上の組合せで使用できる。 The mold release agent used in the present invention imparts excellent moldability to the polyamide resin, in particular, good slippage between the mold and the molded product during molding, and no or short molding time. Examples of mold release agents include polyalkylene glycol end-modified products, phosphate esters or phosphite esters, higher fatty acid monoesters, higher fatty acids or metal salts thereof, ethylene bisamide compounds, and low molecular weight polyethylene. And compounds such as magnesium silicate and substituted benzylidene sorbitols. These can be used alone or in combination of two or more.
離型剤の配合量は、 本発明において用いる上述のポリ アミ ド樹脂 1 0 0質量部に対して 0. 0 1〜 5質量部、 更に 0. 0 5〜 3質量 部の範囲内であることが好ましい。 該配合量が 0. 0 1質量部以上 、 更に 0. 0 5質量部以上である場合、 成形性改善効果が特に良好 であり、 5質量部以下、 更に 3質量部以下である場合、 成形性改善 効果は十分に得られる一方成形物の物性低下が生じにく い。 以下各 々のより具体的な例について説明する。 The compounding amount of the release agent is within the range of 0.001 to 5 parts by mass, and further 0.05 to 3 parts by mass with respect to 100 parts by mass of the above-mentioned polyamide resin used in the present invention. Is preferred. When the blending amount is 0.01 part by mass or more, and further 0.05 part by mass or more, the moldability improving effect is particularly good, and when it is 5 parts by mass or less, and further 3 parts by mass or less, the moldability While the improvement effect can be obtained sufficiently, the physical properties of the molded product are unlikely to deteriorate. Each more specific example will be described below.
好ましいポリアルキレングリ コールの末端変性物の例としては、 ポリエチレングリ コールの末端変性物、 ポリ プロピレングリ コール
の末端変性物などが挙げられる。 末端変性は、 アミ ノ基、 カルボキ シル基又はメチル基でなされていることが好ましい。 より具体的な 例としては、 下記式 : Examples of preferred polyalkylene glycol end-modified products include polyethylene glycol end-modified products, and polypropylene glycol. And the like. The terminal modification is preferably performed with an amino group, a carboxy group or a methyl group. As a more specific example, the following formula:
X - R , - (〇一 C H2— C H2) „ - O - R 2 - X X-R,-(〇1 CH 2 — CH 2 ) „-O-R 2-X
(式中、 Xは NH2、 又は C〇〇H、 又は Hを表し、 Rは炭素数 1 〜 1 0の直鎖状又は分岐状のアルキレン基を表し、 nは 4〜 1 2 0 0の数である) (In the formula, X represents NH 2 , or COOH, or H, R represents a linear or branched alkylene group having 1 to 10 carbon atoms, and n represents 4 to 1 200 Number)
又は下記式 : Or the following formula:
X - R 3 - (〇— C H2— C ( C H3 ) H) „ - O - R 4 - X X-R 3-(〇— CH 2 — C (CH 3 ) H) „-O-R 4 -X
(式中、 Xは NH2、 又は C O OH、 又は Hを表し、 Rは炭素数 1 〜 1 0の直鎖状又は分岐状のアルキレン基を表し、 nは 1〜 2 0 0 の数である) (In the formula, X represents NH 2 , CO OH, or H, R represents a linear or branched alkylene group having 1 to 10 carbon atoms, and n is a number from 1 to 20 0. )
で表されるものが挙げられる。 The thing represented by is mentioned.
ポリアルキレングリ コールの末端変性物の配合量としては、 ポリ アミ ド樹脂 1 0 0質量部に対して 0. 0 1〜 5質量部が好ましく、 0. 0 5〜 3質量部がより好ましい。 The blending amount of the terminal modified product of polyalkylene glycol is preferably 0.001 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin.
ポリアルキレングリ コールの末端変性物の上記配合量が 0. 0 1 質量部以上である場合、 成形時の冷却時間の短縮による成形時間の 短縮効果が特に良好である。 上記配合量が 5質量部を超えると、 成 形時間の短縮効果が大きく は向上しない一方、 成形物の機械的物性 が低下する傾向がある。 When the blended amount of the terminal modified product of polyalkylene glycol is not less than 0.01 part by mass, the effect of shortening the molding time by shortening the cooling time during molding is particularly good. When the blending amount exceeds 5 parts by mass, the effect of shortening the molding time is not greatly improved, but the mechanical properties of the molded product tend to be lowered.
好ましいリ ン酸エステル類の例としては、 下記式 : Examples of preferred phosphate esters include the following formula:
(R 0) n P O (O H) 3 - n (R 0) n PO (OH) 3-n
(式中、 nは 1又は 2であり、 Rは炭素数 1〜 1 0のアルキル基で ある) (In the formula, n is 1 or 2, and R is an alkyl group having 1 to 10 carbon atoms)
で表されるものが挙げられる。 上記式中、 n = 2である場合の 2個 の R O基は同一でも異なっていてもよい。 Rとしては、 ェチル基、
ブチル基、 ォクチル基、 ェチルへキシル基などが挙げられる。 The thing represented by is mentioned. In the above formula, the two RO groups when n = 2 may be the same or different. R includes an ethyl group, Examples thereof include a butyl group, an octyl group, and an ethylhexyl group.
好ましい亜リ ン酸エステル類の例としては、 下記式 : Examples of preferred phosphites include the following formula:
( R O ) 3 P (R O) 3 P
(式中、 Rは、 水素、 又は炭素数 1 0〜 2 5、 より好ましく は 1 2 〜 2 0のアルキル基、 もしくはフエニル基、 もしく はそれらの基の 一部が炭化水素基で置換されている基を表す) (In the formula, R is hydrogen, or an alkyl group having 10 to 25 carbon atoms, more preferably 12 to 20 carbon atoms, or a phenyl group, or a part of these groups is substituted with a hydrocarbon group. Represents a group)
で表されるものが挙げられる。 上記式中の 3個の R O基は同一でも 異なっていてもよい。 Rとしては、 デシル基、 ラウリル基、 ト リデ シル基、 ステアリル基、 ォレイル基などの脂肪族基 ; フエニル基、 ビフエニル基などの芳香族基 ; ェチル基、 プロピル基、 t 一ブチル 基、 ノニル基などの置換基を有する芳香族基などが挙げられる。 The thing represented by is mentioned. The three R 2 O groups in the above formula may be the same or different. R includes an decyl group, a lauryl group, a tridecyl group, a stearyl group, an aryl group such as an oleyl group; an aromatic group such as a phenyl group or a biphenyl group; an ethyl group, a propyl group, a t-butyl group, or a nonyl group. An aromatic group having a substituent such as
上記のリ ン酸エステル及び亜リ ン酸エステルのより具体的な例と しては、 ジ ( 2 —ェチルへキシル) ホスフェー ト、 ト リデシルホス ファイ ト、 ト リス ( トリデシル) ホスファイ ト、 ト リステアリルホ スフアイ 卜などの脂肪族リ ン酸エステル及び脂肪族亜リ ン酸エステ ル、 ト リ フエニルホスファイ ト、 ジフエニルモノデシルホスフアイ トなどの芳香族亜リ ン酸エステルなどが挙げられる。 More specific examples of the above phosphoric esters and phosphites include di (2-ethylhexyl) phosphate, tridecyl phosphite, tris (tridecyl) phosphite, tristearyl phosphate. Aliphatic phosphites such as salmon and aromatic phosphites such as aliphatic phosphite esters, triphenyl phosphites, and diphenyl monodecyl phosphites.
リ ン酸エステル及び亜リ ン酸エステルの配合量としては、 ポリア ミ ド樹脂 1 0 0質量部に対して 0 . 0 1 〜 5質量部が好ましく、 0 . 0 5〜 3質量部がより好ましい。 リ ン酸エステル及び亜リ ン酸ェ ステルの上記配合量が 0 . 0 1質量部以上である場合、 成形時にお ける型と成形物とのすべり性が特に良好であるとともに成形サイク ル時間の短縮効果が特に良好である。 上記配合量が 5質量部以下で ある場合、 リ ン酸エステル及び亜リ ン酸エステルとポリアミ ド樹脂 との相溶性が良好で、 成形物表面における銀状 (シルバーマーク) の発生や成形物の機械的物性の低下が生じにく い。 The blending amount of the phosphoric acid ester and the phosphorous acid ester is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin. . When the above-mentioned blending amount of phosphoric acid ester and phosphorous acid ester is not less than 0.1 part by mass, the slippage between the mold and the molded product during molding is particularly good and the molding cycle time is reduced. The shortening effect is particularly good. When the blending amount is 5 parts by mass or less, the compatibility between the phosphoric acid ester and the phosphorous acid ester and the polyamide resin is good, and the occurrence of silver (silver mark) on the surface of the molding or the molding Mechanical properties are unlikely to deteriorate.
好ましい高級脂肪酸モノエステル類と しては、 下記式 :
R C O— O— R2 Preferred higher fatty acid monoesters include the following formula: RCO— O— R 2
(式中、 R ,及び R2は各々独立に炭素数 8〜 3 2、 好ましく は 1 0 〜 3 0のアルキル基を表す) (In the formula, R 1 and R 2 each independently represents an alkyl group having 8 to 32 carbon atoms, preferably 10 to 30 carbon atoms)
で表されるもの、 すなわち高級脂肪酸と高級脂肪族 1価アルコール とのエステル化合物が挙げられる。 上記式中の R ,及び R 2としては 、 デシル基、 ラウリル基、 卜 リデシル基、 ステアリル基、 ォレイル 基などの脂肪族基などが挙げられる。 In other words, an ester compound of a higher fatty acid and a higher aliphatic monohydric alcohol can be used. Examples of R 1 and R 2 in the above formula include aliphatic groups such as a decyl group, a lauryl group, a ridylyl group, a stearyl group, and an oleyl group.
また、 上記高級脂肪酸としては、 ミ リスチン酸、 パルミチン酸、 ベへニン酸、 ォレイ ン酸、 ァラギジン酸などが挙げられる。 また、 高級脂肪族アルコールとしては、 ミ リスチルアルコール、 ベへニル アルコール、 ォレイルアルコール、 ステアリルアルコール、 へキシ ルデシルアルコールなどを挙げることができる。 Examples of the higher fatty acid include myristic acid, palmitic acid, behenic acid, oleic acid, and aragic acid. Examples of higher aliphatic alcohols include myristyl alcohol, behenyl alcohol, oleyl alcohol, stearyl alcohol, and hexyldecyl alcohol.
高級脂肪酸モノエステル類のより具体的な例としては、 高級脂肪 酸モノアルキルエステル、 例えばミ リスチン酸ミ リスチル、 ステア リ ン酸ステアリル、 ベへニン酸べへニル、 ォレイ ン酸ォレイル、 ミ リスチン酸へキシルデシルなどが挙げられる。 More specific examples of higher fatty acid monoesters include higher fatty acid monoalkyl esters such as myristyl myristate, stearyl stearate, behenyl behenate, oleyl oleate, myristate. Hexyldecyl and the like can be mentioned.
高級脂肪酸モノエステル類の配合量としては、 ポリ アミ ド樹脂 1 0 0質量部に対して、 0. 0 1〜 5質量部が好ましく、 0. 0 5〜 3質量部がより好ましい。 高級脂肪酸モノエステル類の上記配合量 が 0. 0 1質量部以上である場合、 成形時における型と成形物との すべり性が特に良好であり、 5質量部以下である場合、 高級脂肪酸 モノエステル類とポリ アミ ド樹脂との相溶性が良好で、 成形物表面 における銀状の発生や成形物の機械的物性の低下が生じにく い。 好ましい高級脂肪酸又はその塩の例としては、 下記式 : The blending amount of the higher fatty acid monoesters is preferably from 0.01 to 5 parts by weight, more preferably from 0.05 to 3 parts by weight, based on 100 parts by weight of the polyamide resin. When the amount of the higher fatty acid monoester is 0.01 part by mass or more, the slip property between the mold and the molded product during molding is particularly good. When the amount is 5 parts by mass or less, the higher fatty acid monoester The compatibility between the resin and the polyamide resin is good, and it is difficult for silver to form on the surface of the molded product and to reduce the mechanical properties of the molded product. Examples of preferred higher fatty acids or salts thereof include:
C H3 - (C H2) n - C O O X CH 3- (CH 2 ) n -COOX
(式中、 nは 9〜 2 5、 好ましく は 1 1〜 2 0の数を表し、 Xは H 又は周期律表第 1 〜 1 I I 族の金属を表す)
で表されるものが挙げられる。 (In the formula, n represents 9 to 25, preferably 11 to 20 and X represents H or a metal of Groups 1 to 1 II of the Periodic Table) The thing represented by is mentioned.
高級脂肪酸としては、 ステアリ ン酸、 パルミチン酸、 ォレイ ン酸 、 ァラギジン酸、 ベへニン酸などが挙げられる。 また高級脂肪酸の 金属塩としては、 ステアリ ン酸亜鉛、 ステアリ ン酸リチウム、 ステ アリ ン酸カルシウム、 パルミチン酸アルミニウムなどが挙げられる 高級脂肪酸及びその金属塩の配合量としては、 ポリアミ ド樹脂 1 0 0質量部に対して、 0. 0 1〜 5質量部が好ましく、 0. 0 5〜 3質量部がより好ましい。 高級脂肪酸及びその金属塩の上記配合量 が 0. 0 1質量部以上である場合、 成形時における型と成形物との すべり性が特に良好であり、 5質量部以下である場合、 高級脂肪酸 モノエステル類とポリ アミ ド樹脂との相溶性が良好で、 成形物表面 における銀状の発生や成形物の機械的物性、 特に引張り破断点伸び 、 衝撃強さの低下が生じにく レ Examples of higher fatty acids include stearic acid, palmitic acid, oleic acid, aragidic acid, and behenic acid. Examples of higher fatty acid metal salts include zinc stearate, lithium stearate, calcium stearate, and aluminum palmitate. The compounding amount of the higher fatty acid and its metal salt is polyamide resin. 0.01-5 mass parts is preferable with respect to mass parts, and 0.05-5 mass parts is more preferable. When the blending amount of the higher fatty acid and the metal salt thereof is not less than 0.01 part by mass, the slip property between the mold and the molded product at the time of molding is particularly good. Good compatibility between the esters and the polyamide resin, and it is difficult for silver to form on the surface of the molded product and mechanical properties of the molded product, especially elongation at break at break and impact strength.
好ましいエチレンビスアミ ド化合物の例としては、 下記式 : C H3 ( C H2 ) m C O N H (C H2) 2 NH C〇 (C H2) n C H3 (式中、 m及び nは各々独立に 9〜 2 5、 好ましく は 1 0〜 2 0の 数である) Examples of preferred ethylene bisamide compounds include the following formula: CH 3 (CH 2 ) m CONH (CH 2 ) 2 NH C 0 (CH 2 ) n CH 3 (wherein m and n are each independently 9 to 2 5, preferably a number between 10 and 20)
で表されるものが挙げられる。 The thing represented by is mentioned.
エチレンビスアミ ド化合物のより具体的な例としては、 エチレン ビスステアリルアミ ド、 エチレンビスパルミチルアミ ドなどが挙げ られる。 More specific examples of the ethylene bisamide compound include ethylene bisstearyl amide and ethylene bispalmityl amide.
エチレンビスアミ ド化合物の配合量としては、 ポリアミ ド樹脂 1 0 0質量部に対して 0. 0 1〜 5質量部が好ましく、 0. 0 5〜 3 質量部がより好ましい。 エチレンビスアミ ド化合物の上記配合量が 0. 0 1質量部以上である場合、 成形時における型と成形物とのす ベり性が特に良好である。 上記配合量が 5質量部を超えると、 成形
時間の短縮効果が大きく は向上しない一方、 成形物の表面外観及び 機械的物性が低下する傾向がある。 The blending amount of the ethylene bisamide compound is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin. When the blending amount of the ethylene bisamide compound is not less than 0.01 parts by mass, the slip property between the mold and the molded product during molding is particularly good. When the amount exceeds 5 parts by mass, molding While the time shortening effect is not greatly improved, the surface appearance and mechanical properties of the molded product tend to decrease.
好ましい低分子量ポリエチレンとしては、 分子量が 5 0 0〜 5 0 0 0の範囲内であるものが挙げられ、 分子量が 1 0 0 0〜 3 0 0 0 の範囲のものがより好ましい。 Preferable low molecular weight polyethylene includes those having a molecular weight in the range of 500 to 500, more preferably those having a molecular weight in the range of 100 to 300.
低分子量ポリエチレンの配合量としては、 ポリアミ ド樹脂 1 0 0 質量部に対して 0. 0 1〜 5質量部が好ましく、 0. 0 5〜 3質量 部がより好ましい。 低分子量ポリエチレンの上記配合量が 0. 0 1 質量部以上である場合、 成形時における型と成形物とのすべり性が 特に良好である。 上記配合量が 5質量部以下である場合、 低分子量 ポリエチレンとポリアミ ド樹脂との相溶性が良好で、 成形物表面に おける銀状の発生や成形物の機械的物性の低下が生じにく い。 The blending amount of the low molecular weight polyethylene is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin. When the blending amount of the low molecular weight polyethylene is not less than 0.01 part by mass, the slip property between the mold and the molded product during molding is particularly good. When the blending amount is 5 parts by mass or less, the compatibility between the low molecular weight polyethylene and the polyamide resin is good, and the occurrence of silver on the surface of the molding and the deterioration of the mechanical properties of the molding are unlikely to occur. .
好ましい珪酸マグネシウムの例としては、 平均粒径 1〜 1 O ^ m のものが挙げられる。 平均粒径が 1 m以上である場合、 成形物表 面における白いむらが発生しにく く、 Ι Ο ΓΠ以下である場合、 成 形物の機械的物性、 特に引張り破断点伸び及び衝撃強さが低下しに く い。 ポリアミ ド樹脂との密着性を改良する目的で、 珪酸マグネシ ゥムにアミ ノシランなどによる表面処理を行ってもよい。 Examples of preferable magnesium silicate include those having an average particle diameter of 1 to 1 O ^ m. When the average particle size is 1 m or more, white unevenness on the surface of the molded product hardly occurs. When the average particle size is Π Π ΓΠ or less, the mechanical properties of the molded product, in particular, the elongation at break and the impact strength. Is difficult to decrease. For the purpose of improving the adhesion to the polyamide resin, surface treatment with magnesium silicate may be performed on magnesium silicate.
珪酸マグネシウムの配合量としては、 ポリアミ ド樹脂 1 0 0質量 部に対して 0. 0 1〜 5質量部が好ましく、 0. 0 5〜 3質量部が より好ましい。 珪酸マグネシウムの上記配合量が 0. 0 1質量部以 上である場合、 成形性の向上効果が特に良好である。 上記配合量が 5質量部以下である場合、 成形物の機械的物性、 特に引張り破断点 伸び、 衝撃強さの低下が生じにく い。 The compounding amount of magnesium silicate is preferably 0.01 to 5 parts by mass, more preferably 0.05 to 3 parts by mass with respect to 100 parts by mass of the polyamide resin. When the above-mentioned amount of magnesium silicate is not less than 0.01 parts by mass, the effect of improving the moldability is particularly good. When the blending amount is 5 parts by mass or less, the mechanical properties of the molded product, particularly elongation at break at break and impact strength are hardly lowered.
好ましい置換べンジリデンソルビトール類の例としては、 ソルビ トールと置換べンズアルデヒ ドとの酸触媒下での脱水縮合により合 成される置換べンジリデンソルビ トールが挙げられる。 置換べンズ
アルデヒ ドのソルビ トールへの縮合割合は、 ソルビトール 1 モルに 対して 1 モル又は 2モルが好ましい。 従って、 これらの置換べンジ リデンソルビトール類は、 下記式 : Examples of preferable substituted benzylidene sorbitols include substituted benzylidene sorbitols synthesized by dehydration condensation of sorbitol and substituted benzaldehyde under an acid catalyst. Replacement vanes The condensation ratio of aldehyde to sorbitol is preferably 1 mol or 2 mol per 1 mol of sorbitol. Therefore, these substituted benzylidene sorbitols have the following formula:

(式中、 R ,は、 H又はヒ ドロキシル基又はハロゲン又は炭素数 1 〜 2 0 0のアルキル基を表す) (In the formula, R 1 represents H, a hydroxyl group, a halogen, or an alkyl group having 1 to 20 carbon atoms)
又は、 下記式 : Or the following formula:

(式中、 尺2及び 3は、 各々独立に、 H又はヒ ドロキシル基又はハ ロゲン又は炭素数 1〜 2 0 0のアルキル基を表す) (In the formula, scales 2 and 3 each independently represent H, a hydroxyl group, a halogen, or an alkyl group having 1 to 20 carbon atoms)
で表される。 It is represented by
置換べンジリデンソルビ 卜一ル類としては、 例えば、 1, 3 —ベ ンジリデンソルビ トール、 1 , 3 , 2 , 4 —ジベンジリデンソルビ トール、 1, 3 —モノ ( p —ヒ ドロキシベンジリデン) ソルビ トー ル、 1, 3, 2 , 4 —ジ ( p —ヒ ドロキシ.ベンジリデン) ソルビ ト ール、 1 , 3 —モノ ( p —クロ口べンジリデン) ソルビ トール、 1 , 3 , 2 , 4 —ジ ( p —クロ口べンジリデン) ソルビトール、 1 ,
3 ―モノ ( m _二 卜□ベンジリデン) ソルビ トール、 1 , 3 , 2Examples of substituted benzylidene sorbitols include 1, 3-benzylidene sorbitol, 1, 3, 2, 4, dibenzylidene sorbitol, 1, 3-mono (p-hydroxybenzylidene) sorbitol, 1, 3, 2, 4 — Di (p — Hydroxy. Benzylidene) sorbitol, 1, 3 — Mono (p — Black benzylidene) sorbitol, 1, 3, 2, 4 — Di (p — Black mouth benzylidene) Sorbitol, 1, 3-Mono (m_2 二 benzylidene) sorbitol, 1, 3, 2
4 ―ン ( m一 二 卜 Dベンンリデン) ソルビ トール、 1 , 3 一 ( P ク D ベンジリデン) 2 , 4 一 ( p -ェチルベンジリデン) 一 d ソルビ 卜一ルなどが挙げられる。 4-(m 二 2 卜 D benzylidene) sorbitol, 1, 3 ((P P benzylidene) 2, 4 ((p-ethylbenzylidene) d d sorbide.
置換ベンジリデンソルビトール類の配合量としては 、 ポリァミ 樹脂 1 0 0質量部に対して 0 . 0 1 〜 5質量部が好ましく、 0 . The amount of the substituted benzylidene sorbitols is preferably 0.001 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin.
「 "
o 〜 3 ¾ 部がより好ましい。 置換べンジリデンソルビ 卜ール類 上記配合量が 0 . 0 1質量部以上である場合、 成形時の冷却時間の 短縮による成形時間の短縮効果が特に良好である。 上記配合量が 5 質量部を超えると、 成形時間の短縮効果が大きく は向上しない一方o˜3 ¾ part is more preferable. Substituted benzylidene sorbitols When the above compounding amount is 0.01 parts by mass or more, the effect of shortening the molding time by shortening the cooling time during molding is particularly good. If the blending amount exceeds 5 parts by mass, the effect of shortening the molding time is not greatly improved.
、 成形物の表面に銀状が発生したり、 成形物の機械的物性が低下す る傾向がある。 There is a tendency for silver to be generated on the surface of the molded product or for the mechanical properties of the molded product to be lowered.
( 3 ) その他のポリマー (3) Other polymers
本発明のポリ アミ ド樹脂は P A 9 2 C又は P A 9 2 / 6 2 Tから なるが、 本発明の効果を損なわない範囲で 、 他のポ Uァ ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である 配合でき る他のポリ アミ ド樹脂またはその他の熱可塑性樹脂については 1 . The polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T. However, other polyamide resins or other thermoplastic resins can be used as long as the effects of the present invention are not impaired. For other polyamide resins or other thermoplastic resins that can be blended, 1.
4で前述したとおりである。 As described in Section 4.
( 4 ) その他の含有成分 (4) Other ingredients
本発明のポリ アミ ド樹脂組成物には必要に応じて 、 各種の添加剤 を添加することもできる (前述のとおり) Various additives can be added to the polyamide resin composition of the present invention as required (as described above).
( 5 ) 層状珪酸塩 (5) Layered silicate
ここで、 任意に添加してもよい層状珪酸 ¾.は 、 ポ Uァ ド樹脂に 優れた機械的特性及び耐熱性を付与する成分である。 Here, the layered silicic acid optionally added may be a component that imparts excellent mechanical properties and heat resistance to the pad resin.
層状珪酸塩及びその添加方法については前述したとおりである。 上記層状珪酸塩の量は、 機械的強度及び耐熱性の向上効果が得ら れる量であれば特に制限されるものではないが、 本発明で用いるポ
リアミ ド樹脂 1 0 0質量部に対して、 好ましくは 0 . 0 5〜 1 0質 量部、 より好ましくは 0 . 0 5〜 8質量部、 特に好ましく は 0 . 0 5〜 5質量部である。 層状珪酸塩の割合が低くなると、 機械強度及 び耐熱性の向上が小さくなる傾向があり、 上記割合が高くなると、 樹脂組成物の流動性や得られる成形物の物性、 特に衝撃強度が低く なる傾向がある。 The layered silicate and its addition method are as described above. The amount of the layered silicate is not particularly limited as long as the effect of improving the mechanical strength and heat resistance is obtained. Preferably, it is 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass relative to 100 parts by mass of the amide resin. . When the proportion of layered silicate is lowered, the improvement in mechanical strength and heat resistance tends to be reduced. When the proportion is increased, the fluidity of the resin composition and the physical properties of the obtained molded product, particularly the impact strength is lowered. Tend.
( 6 ) ポリアミ ド樹脂組成物から成形物への成形加工 (6) Molding process from polyamide resin composition to molded product
本発明は、 上述した本発明のポリアミ ド樹脂組成物から形成され た成形物も提供する。 ポリアミ ド樹脂組成物から成形物への成形方 法としては、 射出、 押出、 中空、 プレス、 ロール、 発泡、 真空 ' 圧 空、 延伸などポリアミ ドに適用できる公知の成形加工法は全て使用 可能であり、 これらの成形法によってフィルム、 シー ト、 成形品、 繊維などの成形物に加工することができる。 The present invention also provides a molded article formed from the above-described polyamide resin composition of the present invention. As a molding method from the polyamide resin composition to the molded product, all known molding processing methods applicable to the polyamide such as injection, extrusion, hollow, press, roll, foaming, vacuum 'vacuum, drawing, etc. can be used. Yes, by these molding methods, it can be processed into molded products such as films, sheets, molded products, and fibers.
より具体的には、 例えば、 ポリアミ ド樹脂、 離型剤及び必要に応 じて用いる各種添加剤の所定量を、 V型プレンダー、 タンブラ一な どの低速回転混合機やヘンシェルミキサーなどの高速回転混合機を 用いてあらかじめ混合した後、 射出成形機や押出成形機を用いて、 成形物を直接成形する方法を適用できる。 More specifically, for example, a predetermined amount of a polyamide resin, a release agent and various additives to be used as needed is mixed with a high-speed rotary mixer such as a V-type renderer or a tumbler or a Henschel mixer. It is possible to apply a method of directly molding a molded article using an injection molding machine or an extrusion molding machine after mixing in advance using a machine.
( 7 ) 成形物の用途 (7) Use of molded product
本発明によって得られる成形物は、 従来ポリアミ ド成形物が用い られてきた各種押出成形品、 各種射出成形品、 シー ト、 フィルム、 パイプ、 チューブ、 モノ フィ ラメン ト、 繊維、 容器などの成形物と して、 自動車部材、 コンピューター及び関連機器、 光学機器部材、 電気 · 電子機器、 情報 , 通信機器、 精密機器、 土木 , 建築用品、 医 療用品、 家庭用品など広範な用途に好適に使用できる。 Molded articles obtained by the present invention are molded articles such as various extruded molded articles, various injection molded articles, sheets, films, pipes, tubes, monofilaments, fibers, containers, etc. for which polyamide molded articles have been conventionally used. It can be suitably used for a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information, communication equipment, precision equipment, civil engineering, building supplies, medical supplies, and household goods.
本発明のポリアミ ド樹脂組成物は、 低吸水性でありながら融点と 熱分解温度の差から見積もられる成形可能温度幅が広く溶融成形性
に優れ、 耐薬品性及び耐加水分解性に優れ、 更に成形時における型 と成形物との良好なすべり性及び Z又は短い成形時間を達成できる ため、 産業資材、 工業材料、 家庭用品などの成形材料として広範に 使用することができる。 The polyamide resin composition of the present invention has a wide moldable temperature range that can be estimated from the difference between the melting point and the thermal decomposition temperature while having low water absorption, and melt moldability. Excellent in chemical resistance and hydrolysis resistance, as well as good slip between the mold and the molded product and Z or short molding time at the time of molding, so it can mold industrial materials, industrial materials, household products, etc. Can be used widely as a material.
3. 各種用途製品 3. Various application products
本発明によれば、 P A 9 2 C又は P A 9 2 / 6 2 Tの優れた特性 を利用して各種用途製品が提供される。 According to the present invention, various application products are provided by utilizing the excellent characteristics of P A 9 2 C or P A 9 2/6 2 T.
3. 1 射出成形材料及び射出成形品 3.1 Injection molding materials and injection molded products
結晶性ポリアミ ドは、 その特質を発揮させるためには、 十分に結 晶化させることが好ましいが、 ナイ ロン 6、 ナイ ロン 6 6等の結晶 性ポリアミ ドは、 概して結晶化速度が遅く、 成形条件によっては、 成形時のポリァミ ドの結晶化が不十分であり、 成形後にポリアミ ド の結晶化が生じ、 寸法安定性が劣るといった問題点がある。 従って 、 結晶化速度が速く、 種々の成形条件下で成形させた場合であって も寸法安定性に優れたポリアミ ド樹脂及び当該ポリアミ ド樹脂を用 いて作製した成形体に対する要求がある。 Crystalline polyamides are preferably crystallized sufficiently to exhibit their properties, but crystalline polyamides such as Nylon 6 and Nylon 6 6 generally have a low crystallization rate and are molded. Depending on the conditions, there is a problem that the crystallization of the polyamide during molding is insufficient, the crystallization of the polyamide occurs after molding, and the dimensional stability is poor. Therefore, there is a need for a polyamide resin having a high crystallization rate and excellent dimensional stability even when molded under various molding conditions, and a molded body produced using the polyamide resin.
本発明は、 P A 9 2 C又は P A 9 2 Z 6 2 Tを用いることで、 ナ ィ ロン 6等の射出成形材料と比較して、 そりが少なく寸法安定性に 優れ、 耐薬品性及び耐加水分解性に優れた射出成形材料であり、 そ してジァミ ン成分として 1 , 9 —ノナンジァミ ン単体を用いた材料 より も成形可能温度幅が広く溶融成形性に優れ、 さ らに高分子量化 が可能で強靭な射出成形体を製造することができる射出成形材料を 提供する。 By using PA 9 2 C or PA 9 2 Z 6 2 T, the present invention has less warpage and superior dimensional stability, chemical resistance and water resistance compared to injection molding materials such as nylon 6. It is an injection molding material with excellent decomposability, and has a wider moldable temperature range and better melt moldability than materials using 1,9-nonanediamine alone as the jamin component, and has a higher molecular weight. Provided is an injection molding material capable of producing a tough and strong injection molded body.
( 1 ) 射出成形材料 (1) Injection molding material
本明細書において、 用語 「射出成形材料」 は、 射出成形体を作製
するための材料を意味する。 In this specification, the term “injection molding material” refers to the production of an injection molded body. Means a material to do.
本発明の射出成形材料は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 6 2 T以外に、 任意成分として、 以下の成分をさ らに含むこと ができる。 The injection molding material of the present invention may further contain the following components as optional components in addition to the polyamide resin P A 92 2 C or P A 9 26 2 T.
( 2 ) ポリアミ ド樹脂 P A 9 2 C及び P A 9 2 Z 6 2 T (2) Polyamide resin P A 9 2 C and P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 3 ) 他のポリマー (3) Other polymers
本発明に用いられるポリ アミ ド樹脂 P A 9 2 C及び P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 他のポリマー成分としては、 1. 4に前述 したとおりであるが、 例えば、 他のポリアミ ド類、 例えば、 ポリオ キサミ ド、 芳香族ポリアミ ド、 脂肪族ポリアミ ド、 脂環式ポリ アミ ド等、 並びにポリアミ ド以外のポリマー、 例えば、 熱可塑性ポリマ 一、 エラス トマ一が挙げられる。 The polyamide resins P A 92 C and P A 92/62 T used in the present invention can be partially substituted with other polymer components as long as the effects of the present invention are not impaired. Other polymer components are as described above in 1.4. For example, other polyamides such as polyoxides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, etc. In addition, polymers other than polyamides such as thermoplastic polymers and elastomers can be mentioned.
上記他のポリマーによる置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましく は 5 0質量%未 満であり、 より好ましく は 3 0質量%以下である。 The substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
( 4 ) 添加剤 (4) Additive
また、 本発明の射出成形材料 (ポリアミ ド樹脂組成物) は、 本発 明の効果を損なわない範囲において、 他の添加剤を含むことができ る (前述のとおり) 。 In addition, the injection molding material (polyamide resin composition) of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
( 5 ) 層状珪酸塩 (5) Layered silicate
本発明の射出成形材料は、 上述のポリアミ ド樹脂のみで、 そりが 少なく寸法安定性に優れる射出成形物を作製することができるが、 さ らに高精度の寸法安定性が求められる用途においては、 本発明の 射出成形材料に層状珪酸塩をさ らに含ませることができる。 The injection molding material of the present invention can produce an injection molded article with less warpage and excellent dimensional stability with only the above-mentioned polyamide resin. However, in applications where high-precision dimensional stability is required. The injection molding material of the present invention can further contain a layered silicate.
また、 層状珪酸塩を添加することにより、 本発明の射出成形材料
から作製した射出成形物の剛性、 耐候性及び Z又は耐熱性、 並びに 液体又は蒸気に対するバリア性を向上させることができる。 Moreover, by adding layered silicate, the injection molding material of the present invention Can improve the rigidity, weather resistance, Z or heat resistance, and barrier properties against liquids or vapors.
層状珪酸塩及びその添加方法については前述したとおりである。 上記層状珪酸塩の量は、 当該層状珪酸塩の効果が発揮される量で あれば、 特に制限されるものではないが、 上述のポリアミ ド樹脂 1 0 0質量部に対して、 好ましくは 0 . 0 5〜 1 0質量部、 より好ま しく は 0 . 0 5〜 8質量部、 特に好ましく は 0 . 0 5〜 5質量部で ある。 層状珪酸塩の割合が低くなると、 層状珪酸塩の効果が発揮さ れず、 上記割合が高くなると、 溶融粘度が極端に高くなることによ り、 成形加工性が悪化したり、 耐衝撃性が低下する傾向がある。 The layered silicate and its addition method are as described above. The amount of the layered silicate is not particularly limited as long as the effect of the layered silicate is exhibited, but is preferably 0 with respect to 100 parts by mass of the polyamide resin. It is 0.5 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. If the ratio of layered silicate is low, the effect of layered silicate will not be exhibited, and if the ratio is high, the melt viscosity will be extremely high, resulting in deterioration of molding processability and impact resistance. Tend to.
( 6 ) 射出成形体 (6) Injection molded body
本発明の射出成形体は、 射出成形材料を、 射出成形だけでなく、 例えば、 押出成形、 ブロー成形、 圧縮成形、 射出成形等と組合わせ て成形することにより作製することができる。 The injection-molded body of the present invention can be produced by molding an injection molding material in combination with not only injection molding but also extrusion molding, blow molding, compression molding, injection molding, and the like.
当該射出成形体としては、 特に制限はないが、 そりが少なく寸法 安定性に優れることが求められる成形体、 例えば、 複雑な形状の部 品、 例えば、 二輪及び四輪自動車のオイルタンク、 吸気系部品、 及 びその集積部品、 電装品ケース、 その他容器類等の製造に適した成 形体が挙げられる。 The injection molded body is not particularly limited, but is a molded body that is required to have low warpage and excellent dimensional stability, for example, a component having a complicated shape, for example, an oil tank for a two-wheeled or four-wheeled vehicle, an intake system. Examples of components suitable for the manufacture of parts, and their integrated parts, electrical component cases, and other containers.
なお、 本明細書において、 射出成形体には、 溶着接合用部材も含 まれる。 In the present specification, the injection-molded body includes a welding and joining member.
さ らに具体的には、 上記射出成形体としては、 例えば、 高度の強 度、 耐久性が要求される自動車のイ ンテークマ二ホールド等の吸気 系部品、 シリ ンダーヘッ ドカバ一、 イ ンテ一クマ二ホールド及びェ ァク リーナー等を統合した吸気系モジュール部品、 ウォーターイ ン レッ ト、 ウォーターアウ トレッ ト等の冷却系部品、 フユ一エルイ ン ジェクシヨ ン、 フユ一エルデリバリ一パイプ等の燃料系部品、 オイ
ルタンク等の容器類、 スィ ッチ等の電装品ケース類が挙げられる。 本発明の射出成形材料は、 ナイ ロン 6等の射出成形材料と比較し て、 そりが少なく寸法安定性に優れ、 耐薬品性及び耐加水分解性に 優れた射出成形材料であり、 そしてジァミ ン成分として 1 , 9 —ノ ナンジァミ ン単体を用いた材料より も成形可能温度幅が広く溶融成 形性に優れ、 さ らに高分子量化が可能で強靭な成形体を製造するこ とができる。 More specifically, the injection-molded body includes, for example, intake system parts such as an automobile interior hold for which high strength and durability are required, a cylinder head cover, an interior joint 2 Intake system module parts integrating hold and air cleaner, cooling system parts such as water inlet and water outlet, fuel system parts such as fuel injection and fuel delivery pipes, Oy Containers such as water tanks and electrical component cases such as switches. The injection molding material of the present invention is an injection molding material with less warpage, superior dimensional stability, excellent chemical resistance and hydrolysis resistance compared to injection molding materials such as Nylon 6. Compared to materials using 1,9-nonanediamine as a component, it is possible to produce a tough molded body with a wider moldable temperature range and better melt moldability, and further capable of higher molecular weight.
3 . 2 中空成形部品 3.2 Hollow molded parts
結晶性ポリ アミ ドは、 その優れた特性と溶融成形の容易さから、 中空成形部品、 例えば、 瓶、 タンク、 エア一ダク ト、 中空パイプ等 の材料として広く用いられている (例えば、 特開平 3 — 2 4 1 5 5 号公報) が、 一方では吸水による物性変化、 酸、 高温のアルコール 、 熱水中での劣化などの問題点も指摘されており、 より寸法安定性 、 耐薬品性に優れたポリアミ ドへの要求が高まっている。 Crystalline polyamides are widely used as materials for hollow molded parts such as bottles, tanks, air ducts and hollow pipes because of their excellent characteristics and ease of melt molding (for example, 3 — 2 4 1 5 5)), however, on the other hand, problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water have also been pointed out. There is a growing demand for excellent polyamides.
本発明は、 上記課題を解決するために、 P A 9 2 C又は P A 9 2 / 6 2 Tを用いることで、 従来のナイ ロン 6 を用いた中空成形部品 と比較して、 同等の中空成形性を有し、 低吸水性、 耐薬品性及び耐 加水分解性等に優れ、 そしてジァミ ン成分として 1, 9 ーノナンジ ァミ ン単体を用いた中空成形部品より も成形可能温度幅が広く溶融 成形性に優れ、 さ らに高分子量で強靱な中空成形部品を提供する。 In order to solve the above-mentioned problems, the present invention uses PA 9 2 C or PA 9 2/62 T so that it has the same hollow moldability as compared with the conventional hollow molded parts using Nylon 6. It has low water absorption, chemical resistance, hydrolysis resistance, etc., and has a wider moldable temperature range than a hollow molded part that uses 1,9-nonanediamine alone as a diminant component. In addition, it provides high-molecular-weight and tough hollow molded parts.
( 1 ) 中空成形部品 (1) Hollow molded parts
本発明の中空成形部品は、 ポリアミ ド樹脂 ( A ) 及び好ましく は 層状珪酸塩 ( B ) を用いて作製される。 The hollow molded part of the present invention is produced using a polyamide resin (A) and preferably a layered silicate (B).
本明細書において、 用語 「中空成形部品」 の用語は、 中空成形に より製造された部品を意味する。 中空成形には、 回転成形、 スラッ シュ成形、 シー トブロー成形、 イ ンジェクショ ンブロー成形等が含
まれる。 In this specification, the term “hollow molded part” means a part manufactured by hollow molding. Hollow molding includes rotational molding, slush molding, sheet blow molding, injection blow molding, etc. Be turned.
本発明の中空成形部品は、 中空成形によって成形される部品又は 製品、 例えば、 燃料タンク、 例えば、 ガソ リ ンタンク、 オイルタン ク、 その他のタンク、 農薬ボ トル、 飲料水用ボ トル等の各種ボ トル 、 エアーダク ト、 イ ンテ一クマ二ホールド等各種機械及び自動車の 吸気、 排気系部品、 エアスボイ ラー、 フェンダー、 バンパー等の自 動車外板 · 外装構造部材等の用途に使用することができる。 また、 中空成形部品としては、 フユ一エルデリバリ一パイプ、 スロッ トル ボディ 、 レゾネーター、 エアク リーナボックス、 サスペンショ ンブ ーッ、 エアイ ンテ一クマ二ホールド、 エアク リーナー、 レゾネー夕 一、 フューエルレール、 ホースジョイ ン トを挙げることができる。 The hollow molded part of the present invention is a part or product molded by hollow molding, for example, various tanks such as fuel tanks, for example, gasoline tanks, oil tanks, other tanks, agricultural chemical bottles, and drinking water bottles. It can be used for various machines such as air ducts, internal clearances and automobiles, as well as automobile intake / exhaust parts, air boilers, fenders, bumpers, etc. Hollow molded parts include fuel delivery pipes, throttle bodies, resonators, air cleaner boxes, suspension boots, air cleaners, air cleaners, resonance evenings, fuel rails, hose joints. Can be mentioned.
( 2 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 6 2 T (2) Polyamide resin P A 9 2 C or P A 9 2 6 2 T
前述のとおり。 As mentioned above.
( 3 ) 層状珪酸塩 (3) Layered silicate
本発明の中空成形部品は、 P A 9 2 C又は P A 9 2 / 6 2 Tを用 いることを特徴とするが、 さ らに層状珪酸塩を含むことが好ましい 層状珪酸塩は、 本発明の中空成形部品を製造する際に、 粘性を付 与する成分である。 The hollow molded part of the present invention is characterized by using PA 9 2 C or PA 9 2/62 T, and it is preferable that the layered silicate further contains a layered silicate. It is a component that imparts viscosity when manufacturing molded parts.
層状珪酸塩及びその添加方法は前述したとおりである。 The layered silicate and its addition method are as described above.
層状珪酸塩の量は、 当該層状珪酸塩の効果が発揮される量であれ ば、 特に制限されるものではないが、 ポリアミ ド樹脂 1 0 0質量部 に対して、 好ましく は 0. 0 5〜 1 0質量部、 より好ましく は 0. 0 5〜 8質量部、 特に好ましく は 0. 0 5〜 5質量部である。 層状 珪酸塩の割合が低くなると、 層状珪酸塩の効果が発揮されず、 上記 割合が高くなると、 溶融粘度が極端に高くなり、 成形加工性が悪化 したり、 耐衝撃性が低下する傾向がある。
( 4 ) 他のポリマー The amount of the layered silicate is not particularly limited as long as the effect of the layered silicate is exhibited, but is preferably from 0.05 to 100 parts by mass of the polyamide resin. It is 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. When the proportion of layered silicate is low, the effect of layered silicate is not exhibited, and when the proportion is high, the melt viscosity becomes extremely high and the moldability tends to deteriorate or the impact resistance tends to decrease. . (4) Other polymers
本発明に用いられるポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 他のポリマー成分としては、 1 . 4 に前述 したが、 例えば、 他のポリ アミ ド類、 例えば、 ポリオキサミ ド、 芳 香族ポリアミ ド、 脂肪族ポリアミ ド、 脂環式ポリ アミ ド等、 並びに ポリアミ ド以外のポリマー、 例えば、 熱可塑性ポリマー、 エラス ト マーが挙げられる。 A part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired. Examples of other polymer components described above in 1.4 include, for example, other polyamides such as polyoxamides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, and the like. Examples thereof include polymers other than glass, for example, thermoplastic polymers and elastomers.
上記他のポリマ一による置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましく は 5 0質量%未. 満であり、 より好ましく は 3 0質量%以下である。 The substitution ratio by the other polymer is not particularly limited as long as the effect of the present invention is not impaired, but is preferably less than 50% by mass, more preferably 30% by mass or less. is there.
( δ ) 添加剤 (δ) Additive
また、 本発明の中空成形部品は、 本発明の効果を損なわない範囲 において、 他の添加剤を含むことができる (前述のとおり) 。 Further, the hollow molded part of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
( 6 ) 図 2 に中空成形品の例として燃料タンクの横断面図を示す (6) Fig. 2 shows a cross-sectional view of a fuel tank as an example of a hollow molded product.
( 7 ) 本発明の中空成形部品は、 従来のナイ ロン 6 を用いた中空 成形部品と比較して、 同等の中空成形性を有し、 低吸水性、 耐薬品 性及び耐加水分解性等に優れ、 そしてジァミ ン成分として 1 , 9 — ノナンジァミ ン単体を用いた中空成形部品より も成形可能温度幅が 広く溶融成形性に優れ、 さ らに高分子量で強靭な中空成形部品であ る。 (7) The hollow molded part of the present invention has equivalent hollow moldability compared to the conventional hollow molded part using Nylon 6, and has low water absorption, chemical resistance, hydrolysis resistance, etc. It is a hollow molded part that is superior and has a wider moldable temperature range and better melt moldability than a hollow molded part that uses 1,9-nonanediamine alone as the jam component, and is tough with a high molecular weight.
3 . 3 フィ ラメン 卜 3.3 Filament 卜
ポリアミ ド樹脂は、 その優れた特性と溶融成形の容易さから、 衣 料用や産業資材用繊維として広く用いられている。 特にフィ ラメン 卜用途においては、 良好な物理的強度や伸度が求められている。 ま
た、 これらのポリアミ ド樹脂においては吸水による物性変化、 酸、 高温のアルコール、 熱水中での劣化などの問題点も指摘されており 、 より寸法安定性及び耐薬品性にも優れたポリアミ ドへの要求が高 まっている。 Polyamide resins are widely used as fibers for clothing and industrial materials because of their excellent properties and ease of melt molding. Particularly in the case of filament cocoons, good physical strength and elongation are required. Ma In addition, these polyamide resins have been pointed out to have problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water. Polyamide resins with superior dimensional stability and chemical resistance are also pointed out. The demand for is increasing.
フィ ラメン ト用ポリアミ ド樹脂組成物としては、 例えば特開平 3 一 8 1 3 6 4号公報において、 ポリアミ ド樹脂 (A) 1 0 0重量部 と層状珪酸塩 (B) 0. 0 5〜 3 0重量部とからなるフィ ラメン ト 用ポリアミ ド樹脂組成物が提案されている。 しかしこの技術では、 低吸水性、 耐薬品性、 耐加水分解性及び成形加工性と物理的強度及 び伸度とを両立させることが困難であるという問題がある。 Examples of the polyamide resin composition for filaments include, for example, JP-A-3 1 8 1 3 6 4, Polyamide resin (A) 100 parts by weight and layered silicate (B) 0.0 5 to 3 A polyamide resin composition for filaments comprising 0 part by weight has been proposed. However, this technique has a problem that it is difficult to achieve both low water absorption, chemical resistance, hydrolysis resistance, molding processability, physical strength and elongation.
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 Tを用いて、 機械的強度及び伸度に優れ、 か つ低吸水性でありながら、 溶融重合による高分子量化が可能で、 融 点と熱分解温度の差から見積もられる成形可能温度幅が広く溶融成 形性に優れ、 耐薬品性、 耐加水分解性に優れるフィ ラメン トを提供 する。 In order to solve the above-mentioned problems, the present invention uses a polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T, is excellent in mechanical strength and elongation, and has low water absorption while being melted. A high molecular weight can be obtained by polymerization, and a moldable temperature range that is estimated from the difference between the melting point and the thermal decomposition temperature is wide, and it has excellent melt moldability, and provides a film with excellent chemical resistance and hydrolysis resistance.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) その他のポリマー (2) Other polymers
本発明のポリアミ ド樹脂は P A 9 2 C又は P A 9 2 / 6 2 Tから なるが、 本発明の効果を損なわない範囲で、 他のポリアミ ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である。 配合でき る他のポリアミ ド樹脂またはその他の熱可塑性樹脂については 1. 4で前述したとおりである。 The polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resins or other thermoplastic resins should be mixed within a range not impairing the effects of the present invention. Is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described in 1.4 above.
( 3 ) その他の含有成分 (3) Other ingredients
本発明においては、 上述のポリアミ ド樹脂に加えて、 必要に応じ て各種添加剤を組合せることができ、 これらはポリアミ ド重縮合反
応時、 又はその後に組合せることができる (前述のとおり) 。 In the present invention, in addition to the above-mentioned polyamide resin, various additives can be combined as necessary. Can be combined on time or after (as described above).
補強剤としては、 例えば層状珪酸塩を好ましく使用できる。 ここ で層状珪酸塩は、 本発明のフィ ラメン トの伸度を損なう ことなく、 良好な剛性、 高弾性、 高引き抜き力などにより得られる優れた機械 的強度、 及び優れた風合を付与することができる。 As the reinforcing agent, for example, a layered silicate can be preferably used. Here, the layered silicate imparts excellent mechanical strength obtained by good rigidity, high elasticity, high pulling force, etc., and excellent texture without impairing the elongation of the filament of the present invention. Can do.
層状珪酸塩及びその添加方法は前述したとおりである。 The layered silicate and its addition method are as described above.
上記層状珪酸塩の量は、 機械的強度や風合の向上効果が得られる 量であれば特に制限されるものではないが、 本発明で用いるポリア ミ ド樹脂 1 0 0質量部に対して、 好ましく は 0 . 0 5〜 1 0質量部 、 より好ましく は 0 . 0 5〜 8質量部、 特に好ましく は 0 . 0 5〜 5質量部である。 層状珪酸塩の割合が低くなると、 上記向上効果が 小さくなる傾向があり、 上記割合が高くなると、 樹脂組成物の流動 性や得られる成形物の物性、 特に衝撃強度が低くなる傾向がある。 The amount of the layered silicate is not particularly limited as long as the effect of improving mechanical strength and texture is obtained, but with respect to 100 parts by mass of the polyamide resin used in the present invention. The amount is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. When the ratio of the layered silicate is lowered, the improvement effect tends to be reduced. When the ratio is increased, the fluidity of the resin composition and the physical properties of the obtained molded product, particularly, the impact strength tends to be lowered.
( 4 ) フィ ラメン トの形成 (4) Formation of filament
本発明のフィ ラメン トは、 各種のモノ フィ ラメン ト及びマルチフ イ ラメン トとして用いることができ、 用途としては、 ブラシ用プリ ッスル、 釣糸、 面ファスナー、 タイヤコー ド、 衣料用フィ ラメン ト 、 人工芝、 絨毯、 自動車座席用シー ト、 魚網、 ロープ、 ザイル、 フ ィルター用糸、 芝刈り機用フィ ラメン ト、 歯ブラシ、 自動車用フロ ァマッ トなどが挙げられる。 The filament of the present invention can be used as various monofilaments and multifilaments, and can be used for brush prestle, fishing line, hook-and-loop fasteners, tire cords, clothing filaments, artificial turf. And carpets, seats for automobile seats, fishnets, ropes, sills, thread for filters, filaments for lawn mowers, toothbrushes, and floor mats for automobiles.
本発明のフィ ラメン トを形成する方法としては、 これらに限定す るものではないが、 例えば、 ポリアミ ド樹脂を含む原料組成物を単 軸などの溶融押出機にて溶融状態とし、 吐出量を定量的に制御する ギアポンプなどを介して溶融物を紡糸口金から押出し、 空気又は水 などで冷却しながら、 所定の引取速度で引取ることなどによって製 造することができる。 このようにして得たフィ ラメン トは、 用途に 応じて種々の倍率で更に延伸してもよい。 また、 溶融紡糸と延伸と
を同時に行ってもよい。 The method for forming the filament of the present invention is not limited to these methods. For example, the raw material composition containing a polyamide resin is melted with a melt extruder such as a single screw, and the discharge amount is set. It can be produced by extruding the melt from a spinneret through a gear pump that is controlled quantitatively, and taking it out at a predetermined take-up speed while cooling with air or water. The filament thus obtained may be further stretched at various magnifications depending on the application. Also, melt spinning and drawing May be performed simultaneously.
フィ ラメン トは、 モノフィ ラメン ト、 マルチフィ ラメン トのいず れでもよく、 撚り合せていても撚り合せていなくてもよい。 フイ ラ メン ト断面は、 円形でも、 例えば中空、 星型などの異形断面でもよ い。 The filament may be monofilament or multifilament, and may be twisted or untwisted. The filament cross-section may be circular, or it may be an irregular cross-section such as a hollow or star shape.
本発明のフィ ラメン トは、 良好な機械的強度及び伸度を有し、 か つ低吸水性でありながら、 溶融重合による高分子量化が可能で、 融 点と熱分解温度の差から見積もられる成形可能温度幅が広く溶融成 形性に優れ、 耐薬品性及び耐加水分解性に優れるため、 例えば釣糸 、 歯ブラシ、 面ファスナーなどのモノ フィ ラメン ト、 及びタイヤコ ー ド、 衣料等のマルチフィ ラメン トとして広範に使用するこどがで さる。 The filament of the present invention has good mechanical strength and elongation, and is capable of increasing the molecular weight by melt polymerization while being low in water absorption, and is estimated from the difference between the melting point and the thermal decomposition temperature. Wide moldable temperature range, excellent melt moldability, and excellent chemical and hydrolysis resistance.For example, monofilaments such as fishing lines, toothbrushes, and hook-and-loop fasteners, and multifilaments such as tire cords and clothing. It can be used widely.
3 . 4 ポリアミ ドフィルム 3.4 Polyamide film
ポリアミ ド樹脂は、 溶融成形が容易で透明性、 耐ピンホール性、 ガスバリア性、 耐熱性、 耐油性などにも優れるため、 産業資材、 ェ 業用、 家庭用品の用途、 特に食品包装などに使用されている。 特に 液体バリア性、 蒸気バリァ性及び Z又は気体バリァ性のバリ アフィ ルムの用途では、 該バリアフィルムが接触する液体、 蒸気及び Z又 は気体に対する優れたバリア性が求められている。 また、 ポリ アミ ド樹脂においては吸水による物性変化、 酸、 高温のアルコール、 熱 水中での劣化などの問題点も指摘されており、 成形容易性が損なわ れることなく、 より寸法安定性、 耐薬品性に優れたポリアミ ドへの 要求が高まっている。 Polyamide resin is easy to melt-mold and has excellent transparency, pinhole resistance, gas barrier properties, heat resistance, oil resistance, etc., so it is used for industrial materials, industrial use, household goods, especially food packaging Has been. In particular, in the application of a liquid barrier property, a vapor barrier property, and a Z or gas barrier property film, an excellent barrier property against the liquid, vapor and Z or gas with which the barrier film comes into contact is required. Polyamide resins have also been pointed out with problems such as changes in physical properties due to water absorption, deterioration in acid, high-temperature alcohol, and hot water, and more dimensional stability and chemical resistance without impairing moldability. There is a growing demand for highly flexible polyamides.
液体、 蒸気又は気体へのバリア性を向上させる技術としては、 例 えば特開平 2 — 6 9 5 6 2号公報に、 特定のポリアミ ド樹脂と層状 珪酸塩とからなる液体又は気体バリァ性成形品用材料が、 また特開
平 2 — 1 0 5 8 5 6号公報には、 ポリアミ ド及びそれに均一に分散 されている層状珪酸塩を含有する混合物の成形体であるポリアミ ド フィルムが、 それぞれ提案されている。 しかしこれらの技術でも、 低吸水性、 高分子量化、 耐薬品性、 耐加水分解性及び成形加工性と 、 液体、 蒸気及び Z又は気体へのバリ ア性とを両立させることは困 難であるという問題がある。 As a technique for improving the barrier property against liquid, vapor or gas, for example, Japanese Patent Application Laid-Open No. 2-696556 discloses a liquid or gas barrier molded article comprising a specific polyamide resin and a layered silicate. The material for the Japanese Laid-Open Patent Publication No. 2-10 5 8 5 6 proposes a polyamide film which is a molded body of a mixture containing a polyamide and a layered silicate uniformly dispersed therein. However, even with these technologies, it is difficult to achieve both low water absorption, high molecular weight, chemical resistance, hydrolysis resistance and molding processability, and barrier properties to liquids, vapors and Z or gas. There is a problem.
本発明は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを用 いることにより、 液体、 蒸気及び Z又は気体に対するバリア性に優 れ、 特に高湿度下での気体バリア性に優れ、 かつ低吸水性でありな がら、 溶融重合による高分子量化が可能で、 融点と熱分解温度の差 から見積もられる成形可能温度幅が例えば 5 0 以上と広く溶融成 形性に優れ、 耐薬品性及び耐加水分解性に優れるポリアミ ドフィル ムが得られることを見出した。 By using the polyamide resin PA 9 2 C or PA 9 2/62 T, the present invention has excellent barrier properties against liquids, vapors and Z or gas, and particularly excellent in gas barrier properties under high humidity. It is possible to increase the molecular weight by melt polymerization while having low water absorption, and the moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature is as wide as, for example, 50 or more, and it has excellent melt moldability. It was found that a polyamide film excellent in heat resistance and hydrolysis resistance can be obtained.
( 1 ) ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) その他のポリマー (2) Other polymers
本発明のポリアミ ド樹脂は P A 9 2 C又は P A 9 2 / 6 2 Tから なるが、 本発明の効果を損なわない範囲で、 他のポリ アミ ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である。 配合でき る他のポリ アミ ド樹脂またはその他の熱可塑性樹脂については 1. 4で前述したとおりである。 The polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resin or other thermoplastic resin is mixed within a range not impairing the effects of the present invention. It is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described in 1.4 above.
( 3 ) その他の含有成分 (3) Other ingredients
本発明のポリアミ ドフィルムにおいては、 上述のポリアミ ド樹脂 に加えて、 必要に応じて各種添加剤を組合せることができ、 これら はポリアミ ド重縮合反応時、 又はその後に組合せることができる ( 前述のとおり) 。 In the polyamide film of the present invention, various additives can be combined as needed in addition to the above-mentioned polyamide resin, and these can be combined during or after the polyamide polycondensation reaction ( As mentioned above) .
( 4 ) 層状珪酸塩
上記のバリァ性改良成分としては、 例えば層状珪酸塩が挙げられ る。 層状珪酸塩は、 本発明のポリアミ ドフィルムの機械的強度、 耐 熱性、 液体 (特にアルコール、 水など) 及び気体 (特に酸素ゃガソ リ ンなど) に対するバリ ア性を向上させることができる。 (4) Layered silicate Examples of the barrier property improving component include layered silicate. The layered silicate can improve the mechanical strength, heat resistance, and barrier properties against liquids (especially alcohol and water) and gases (especially oxygen and gasoline) of the polyamide film of the present invention.
層状珪酸塩及びその添加方法は前述したとおりである。 The layered silicate and its addition method are as described above.
上記層状珪酸塩の量は、 機械的強度、 耐熱性及びバリア性の向上 効果が得られる量であれば特に制限されるものではないが、 本発明 で用いるポリアミ ド樹脂 1 0 0質量部に対して、 好ましく は 0 . 0 5〜 1 0質量部、 より好ましくは 0 . 0 5〜 8質量部、 特に好まし く は 0 . 0 5〜 5質量部である。 層状珪酸塩の割合が低くなると、 上記向上効果が小さ くなる傾向があり、 上記割合が高くなると、 樹 脂組成物の流動性や得られる成形物の物性、 特に衝撃強度が低くな る傾向がある。 The amount of the layered silicate is not particularly limited as long as the effect of improving the mechanical strength, heat resistance, and barrier properties is obtained, but with respect to 100 parts by mass of the polyamide resin used in the present invention. The amount is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. When the ratio of the layered silicate decreases, the improvement effect tends to decrease. When the ratio increases, the fluidity of the resin composition and the physical properties of the obtained molded product, particularly the impact strength, tend to decrease. is there.
( 5 ) ポリ アミ ドフィ ルムの成形加工 (5) Polyamide film molding
本発明のポリアミ ドフィルムは延伸フィルムでも未延伸フィルム でもよく、 ポリアミ ドフィルムの分野で公知の任意の成形加工法を 用いて成形できる。 The polyamide film of the present invention may be a stretched film or an unstretched film, and can be molded using any molding method known in the field of polyamide films.
より具体的には、 例えば、 ポリアミ ド樹脂、 及び必要に応じて用 いる各種の他の成分の所定量を押出機で溶融混練し、 混練物を Tダ ィからフィルム状に押出し、 キャスティ ングロール面上にキャステ イ ングしたフィルムを冷却する Tダイ法や、 該混練物をリ ング状ダ ィから筒状に押出した後に空冷又は水冷するチューブラー法などを 適用して未延伸フィルムを成形できる。 また、 該未延伸フィルムを 一軸延伸又は二軸延伸し、 未延伸フィルムを構成するポリマーの融 点以下で必要に応じて熱固定する方法などにより、 延伸フィルムを 成形できる。 More specifically, for example, a predetermined amount of polyamide resin and various other components used as necessary are melt-kneaded with an extruder, the kneaded product is extruded into a film form from a T die, and a casting roll surface An unstretched film can be formed by applying a T-die method in which the film cast above is cooled or a tubular method in which the kneaded product is extruded from a ring die into a cylindrical shape and then air-cooled or water-cooled. Further, the stretched film can be formed by a method of stretching the unstretched film uniaxially or biaxially and heat-setting as necessary below the melting point of the polymer constituting the unstretched film.
本発明のポリ アミ ドフィ ルムは多層の積層フィルムのうちの 1 層
以上を構成するものとして用いてもよい。 この塲合、 本発明のポリ アミ ドフィルム以外の層としては、 例えば、 低密度ポリエチレン、 高密度ポリエチレン、 ポリ プロピレンなどからなるポリオレフィ ン フィルム、 ポリエステルフィルム、 エチレン—酢酸ビニル共重合体 などからなる共重合体フィルム、 アイオノマー樹脂フィルムなどを 目的に応じて採用できる。 The polyamide film of the present invention is one layer of a multilayer film. You may use as what comprises the above. Examples of the layers other than the polyimide film of the present invention include, for example, polyolefin films made of low density polyethylene, high density polyethylene, polypropylene, and the like, polyester films, copolymers made of ethylene-vinyl acetate copolymer, and the like. Polymer film, ionomer resin film, etc. can be used according to the purpose.
積層フィルムは、 接着法、 共押出法などの公知の方法を用いて成 形できる。 接着法においては、 本発明のポリアミ ドフィルムと 1 層 以上の他のフィルムとを接着剤で接着すればよい。 また共押出法に おいては、 本発明のポリアミ ドフィルム及び 1 層以上の他のフィル ムのそれぞれの原料ポリマー溶融物を、 必要に応じて接着性樹脂を 介して多層口金から溶融共押出しすればよい。 The laminated film can be formed using a known method such as an adhesion method or a coextrusion method. In the bonding method, the polyimide film of the present invention and one or more other films may be bonded with an adhesive. In the co-extrusion method, the raw material polymer melts of the polyamide film of the present invention and one or more other films are melt-coextruded from a multilayer die through an adhesive resin as necessary. That's fine.
( 6 ) ポリアミ ドフィルムの用途 (6) Use of polyamide film
本発明のポリアミ ドフィルムは、 産業資材、 工業材料、 家庭用品 などの用途、 より具体的には、 食品包装、 特にレ トルト用など内容 物が液体の用途に対して好適に使用でき、 金属被覆に用いて防鲭効 果などを付与することもできる。 The polyamide film of the present invention can be suitably used for applications such as industrial materials, industrial materials, and household goods, and more specifically for food packaging, particularly for applications where the contents are liquid, such as for retort. It can also be used to impart antifungal effects.
本発明のポリアミ ドフィルムは、 液体、 蒸気及び Z又は気体に対 するバリ ア性に優れ、 かつ低吸水性でありながら、 溶融重合による 高分子量化が可能で、 融点と熱分解温度の差から見積もられる成形 可能温度幅が広く溶融成形性に優れ、 耐薬品性及び耐加水分解性に 優れるため、 産業資材、 工業材料、 家庭用品などの用途、 例えば食 品包装用などの用途で用いるバリアフィ ルムとして広範に使用する ことができる。 The polyamide film of the present invention has an excellent barrier property against liquids, vapors, Z or gas, and has a low water absorption, but can be made to have a high molecular weight by melt polymerization, and from the difference between the melting point and the thermal decomposition temperature. Barrier film used in applications such as industrial materials, industrial materials, and household goods, such as food packaging, because it has a wide range of moldable temperatures, excellent melt moldability, and excellent chemical and hydrolysis resistance. Can be used widely.
3 . 5 金属被覆材料 3.5 Metal coating materials
金属基材の被覆用途においては、 ポリ アミ ド樹脂の金属基材への
接着性が求められている。 また、 これらのポリアミ ド樹脂において は吸水による物性変化、 酸、 高温のアルコール、 熱水中での劣化な どの問題点も指摘されており、 より寸法安定性及び耐薬品性にも優 れたポリアミ ドへの要求が高まっている。 For metal substrate coating applications, polyamide resin is applied to metal substrates. Adhesion is required. In addition, problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water have been pointed out in these polyamide resins. Polyamide resins with superior dimensional stability and chemical resistance are also pointed out. There is a growing demand for
金属基材への接着性に優れるポリアミ ド樹脂を提供するための技 術が例えば特開 2 0 0 4— 3 4 6 2 5 5号公報に開示されている。 しかしこの技術では、 ポリアミ ド樹脂の吸水によって、 物性変化、 金属基材の鲭発生、 長期使用における金属基材と金属被覆材との間 の接着性低下などが生じやすいという問題がある。 A technique for providing a polyamide resin excellent in adhesion to a metal substrate is disclosed in, for example, Japanese Patent Application Laid-Open No. 2000-034 265. However, with this technology, there are problems that water absorption of the polyamide resin tends to cause changes in physical properties, generation of wrinkles on the metal base material, and deterioration in adhesion between the metal base material and the metal coating material during long-term use.
本発明は、 上記の課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを用いることにより、 低吸水性で金属基 材の鲭の発生及び長期使用時の金属基材と金属被覆材との間の接着 性低下を抑制でき、 溶融重合による高分子量化が可能で、 融点と熱 分解温度の差で見積もられる成形可能温度幅が例えば 5 0で以上と 広く溶融成形性に優れ、 耐薬品性及び耐加水分解性に優れる金属被 覆材を提供する。 In order to solve the above-mentioned problems, the present invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T to reduce the occurrence of flaws in the metal base material and reduce the metal during long-term use. It can suppress a decrease in adhesion between the base material and the metal coating material, can increase the molecular weight by melt polymerization, and can be widely melted at a moldable temperature range estimated by the difference between the melting point and the thermal decomposition temperature, for example, 50 or more. Provide a metal covering material that is excellent in formability and excellent in chemical resistance and hydrolysis resistance.
( 1 ) ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) その他のポリマー (2) Other polymers
本発明のポリアミ ド樹脂は P A 9 2 C又は P A 9 2 / 6 2 Tから なるが、 本発明の効果を損なわない範囲で、 他のポリアミ ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である。 配合でき る他のポリ アミ ド樹脂またはその他の熱可塑性樹脂については 1. 4で前述したとおりである。 The polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resins or other thermoplastic resins should be mixed within a range not impairing the effects of the present invention. Is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described in 1.4 above.
( 3 ) その他の含有成分 (3) Other ingredients
本発明においては、 上述のポリアミ ド樹脂に加えて、 必要に応じ て各種添加剤を組合せることができ、 これらはポリ アミ ド重縮合反
応時、 又はその後に組合せることができる (前述のとおり) 。 In the present invention, in addition to the above-mentioned polyamide resin, various additives can be combined as necessary. Can be combined on time or later (as described above).
( 4 ) 接着性改良剤 (4) Adhesion improver
本発明の金属被覆材を金属基材上に例えばプライマーを介さずに 形成する場合、 金属被覆材は接着性改良剤を更に含むことが好まし い。 接着性改良剤としては従来公知のものを使用でき、 例えば熱可 塑性エラス トマ一、 特にエポキシ化スチレン系エラス トマ一、 変性 ポリオレフィ ンなど、 更にシランカップリ ング剤などが挙げられる When the metal coating material of the present invention is formed on a metal substrate without using a primer, for example, the metal coating material preferably further contains an adhesion improver. As the adhesion improver, conventionally known ones can be used, and examples thereof include thermoplastic elastomers, particularly epoxidized styrene elastomers, modified polyolefins, and silane coupling agents.
( a ) 上記のエポキシ化スチレン系エラス 卜 一としては 、 例え ば前述の特開 2 0 0 4 - 3 4 6 2 5 5号公報に記載されるような、 スチレン系化合物を主体とする重合体プロックと 、 共役ジェン化合 物又はその部分水添物を主体とする重合体ブ Pックとからなるブロ ック共重合体の、 共役ジェン化合物に由来する二重結合をエポキシ 化したエポキシ化スチレン系熱可塑性エラス トマ一 (以下、 単にェ ポキシ化スチレン系熱可塑性エラス トマ一というときは特記しない 限り上述のものを指す) などが挙げられる。 (a) As the epoxidized styrene-based elastomer, for example, a polymer mainly composed of a styrene-based compound as described in the above-mentioned Japanese Patent Application Laid-Open No. 2000-043 Epoxidized styrene obtained by epoxidizing a double bond derived from a conjugated-gen compound of a block copolymer consisting of a block and a polymer block mainly composed of a conjugated-gen compound or a partially hydrogenated product thereof Thermoplastic elastomers (hereinafter simply referred to as epoxy-styrene thermoplastic elastomers, unless otherwise specified).
上記スチレン系化合物としては、 例えば、 スチレン、 α —メチル スチレン、 ビニルトルエン、 Ρ ―第 3級プチルスチレン、 ジピニル ヽ Examples of the styrene compound include styrene, α-methyl styrene, vinyl toluene, Ρ-tertiary butyl styrene, dipinyl ヽ
ベンゼン、 Ρ —メチルスチレノ 、 1 , 1 —ジフエニルスチレン、 ビ 二ルナフタレン、 ビニルアン 卜ラセンなどから選択される 1種又は1 type selected from benzene, Ρ-methylstyreno, 1, 1-diphenylstyrene, vinyl naphthalene, vinylan
2種以上を例示でき、 中でもスチレンが好ましい 2 or more types can be exemplified, among which styrene is preferred
また上記共役ジェン化合物としては、 例えば、 ブタジエン、 イソ Examples of the conjugation compound include butadiene, iso
、 ,
プレン、 1 , 3 —ペン夕ジェノ 、 2 , 3 —ジメチル _ 1 , 3 —ブ夕 ジェン、 ピペリ レン、 3 —ブチル ― 1 , 3 —ォク夕ジェン、 フエ二 ルー 1 , 3 —ブ夕ジェンなどから選択される 1種又は 2種以上を例 示でき、 中でもブ夕ジェン、 ィソプレン及びこれらの組み合わせが 好ましい。
上記ブロック共重合体における上記スチレン系化合物由来の構成 単位の含有量は、 5〜 7 0質量%であることが好ましく、 より好ま しく は 1 0〜 6 0質量%である。 また、 上記ブロック共重合体の重 量平均分子量は、 5, 0 0 0〜 6 0 0 , 0 0 0であることが好まし く、 より好ましくは 1 0 , 0 0 0〜 5 0 0 , 0 0 0の範囲であり、 分子量分布 [重量平均分子量 (Mw) と数平均分子量 (M n ) との 比 (MwZM n ) ] は、 1 0以下であることが好ましい。 Plen, 1, 3—Pen Yugeno, 2, 3—Dimethyl_1,3—Bubeen, Piperylene, 3—Butyl-1,3—Vujen, Hue Lu, 1,3—Bujen 1 type or 2 types or more selected from the above can be exemplified, and among these, bujugen, isoprene and combinations thereof are preferable. The content of the structural unit derived from the styrenic compound in the block copolymer is preferably 5 to 70% by mass, and more preferably 10 to 60% by mass. The weight average molecular weight of the block copolymer is preferably from 5, 00 to 60,000, more preferably from 1, 0, 0 0 to 5 0 0, 0. The molecular weight distribution [ratio of weight average molecular weight (Mw) to number average molecular weight (M n) (MwZM n)] is preferably 10 or less.
上記ブロック共重合体の分子構造は、 直鎖状であることが好まし い。 また上記スチレン系化合物 (A) と上記共役ジェン化合物 (B ) とが、 例えば A _ B— A、 B _ A— B _ A、 A— B _ A_ B— A などの構造をとるスチレン系化合物一共役ジェン化合物ブロック共 重合体が好ましい。 また上記ブロック共重合体は、 分子末端に多官 能のカツプリ ング剤残基を有していてもよい。 The molecular structure of the block copolymer is preferably linear. The styrenic compound (A) and the conjugated diene compound (B) may have a structure such as A_B—A, B_A—B_A, A—B_A_B—A, or the like. A monoconjugated gen compound block copolymer is preferred. The block copolymer may have a multifunctional coupling agent residue at the molecular end.
上記ブロック共重合体の製造方法は、 上述のような構造を有する ものが得られればどのような製造方法でもよい。 例えば、 特公昭 4 0 — 2 3 7 9 8号、 特公昭 4 3 — 1 7 9 7 9号、 特公昭 4 6 — 3 2 4 1 5号、 特公昭 5 6 - 2 8 9 2 5号公報に記載された方法により 、 リチウム触媒等を用いて不活性溶媒中でスチレン系化合物一共役 ジェン化合物ブロック共重合体を製造することができる。 更に、 特 公昭 4 2 — 8 7 0 4号、 特公昭 4 3 — 6 6 3 6号、 又は特開昭 5 9 一 1 3 3 2 0 3号公報に記載された方法により、 不活性溶媒中で水 素添加触媒の存在下に水素添加して、 本発明に供するエポキシ変性 ブロック共重合体の原料である部分的に水素添加したブロック共重 合体を製造することができる。 なお、 水添の程度は、 水添前及び水 添後のブロック共重合体を NMR分析することによって知ることが できる。 水添率は、 未水添 · 未エポキシ化の原料ブロック共重合体 の共役ジェン化合物に由来する二重結合のうち、 水添されたものの
百分率として定義する。 本発明においては、 水添率 0 8 0 %の範 囲であることが好ましく、 特には 1 0 7 0 %の範囲であることが 好ましい。 この範囲で耐熱性、 凝集性に優れたエポキシ化スチレン 系熱可塑性エラス トマ一が得られる。 The manufacturing method of the block copolymer may be any manufacturing method as long as the block copolymer having the above-described structure is obtained. For example, Japanese Patent Publication No. 4 0-2 3 7 9 8, Japanese Patent Publication No. 4 3-1 7 9 7 9, Japanese Patent Publication No. 4 6-3 2 4 1 5, Japanese Patent Publication No. 5 6-2 8 9 2 5 According to the method described in 1), it is possible to produce a styrene compound monoconjugate compound block copolymer in an inert solvent using a lithium catalyst or the like. Furthermore, in an inert solvent, the method described in Japanese Patent Publication No. 4 2-87 0 4, Japanese Examined Publication No. 4 3-6 6 3 6, or Japanese Patent Publication No. 5 9 1 1 3 3 2 0 3 Thus, hydrogenation in the presence of a hydrogenation catalyst can produce a partially hydrogenated block copolymer that is a raw material for the epoxy-modified block copolymer used in the present invention. The degree of hydrogenation can be determined by NMR analysis of the block copolymer before and after hydrogenation. The hydrogenation rate is that of double bonds derived from the conjugate hydrogen compound of the raw block copolymer of non-hydrogenated / non-epoxidized but hydrogenated. Define as a percentage. In the present invention, the hydrogenation rate is preferably in the range of 80%, particularly preferably in the range of 1070%. Within this range, an epoxidized styrene thermoplastic elastomer excellent in heat resistance and cohesiveness can be obtained.
上記ブロック共重合体をエポキシ化することにより、 エポキシ化 スチレン系熱可塑性エラス トマ一を得ることができる。 例えば、 上 記ブロック共重合体を不活性溶媒中でハイ ドロパーォキサイ ド類、 過酸類等のェポキシ化剤と反応させることにより得る とができる 不活性溶媒は、 原料粘度の低下、 エポキシ化剤の希釈による安定 化等の目的で使用し、 例えばへキサン、 シク口へキサン 、 卜ルェン Epoxidized styrenic thermoplastic elastomer can be obtained by epoxidizing the block copolymer. For example, an inert solvent that can be obtained by reacting the above block copolymer with an epoxidizing agent such as hydroperoxides and peracids in an inert solvent is a decrease in the viscosity of the raw material, dilution of the epoxidizing agent. Used for the purpose of stabilization by, for example, hexane, citrus hexane, 卜 ruen
、 ベンゼン、 酢酸ェチル、 四塩化炭素、 クロ口ホルム等を用いる とができる。 , Benzene, ethyl acetate, carbon tetrachloride, black form, etc. can be used.
エポキシ化剤の内、 ハイ ド口パーォキサイ ド類として 、 過酸化水 素、 夕一シヤ リブチル八ィ ドロパ一ォキサイ ド、 クメン八ィ ド口ハ0 一オキサイ ド等が例示できる。 また、 「過酸類」 として、 過ギ酸、 過酢酸、 過安息香酸、 ト リ フルォロ過酢酸等が例示できる。 中でも 、 工業的に大量に製造され、 安価に入手でき、 安定度も高い点で過 酢酸が好ましい。 エポキシ化剤の使用量には厳密な制限がなく、 使 用する個々のエポキシ化剤、 所望されるエポキシ化度、 使用する個 々のブロック共重合体の性状の違いによって変更することができる エポキシ化の際には必要に応じて触媒を用いることがでさる 。 例 えば過酸類の場合、 炭酸ソーダ等のアルカ リや硫酸等の酸を触媒と して用いる とができる。 一方 八ィ ドロパーォキサイ ド類の A口Among the epoxidizing agent, the Hyde port Paokisai earths peroxide Hydrogen, evening one shear Ribuchiru Hachii Doropa one Okisai de, cumene Hachii de port C 0 one Okisai de like. Examples of “peracids” include performic acid, peracetic acid, perbenzoic acid, trifluoroperacetic acid, and the like. Of these, peracetic acid is preferred because it is industrially produced in large quantities, can be obtained at low cost, and has high stability. The amount of epoxidizing agent used is not strictly limited and can be changed depending on the individual epoxidizing agent used, the desired degree of epoxidation, and the properties of the individual block copolymers used. It is possible to use a catalyst as necessary in the conversion. For example, in the case of peracids, an alkali such as sodium carbonate or an acid such as sulfuric acid can be used as a catalyst. On the other hand, A mouth of eight dropper oxides
、 夕ングステン酸と苛性ソーダの混合物を過酸化水素と、 あるいは 有機酸を過酸化水素と、 あるいはモリブデンへキサカルボニルを夕
ーシ.ヤ リブチルハイ ドロパーォキサイ ドとそれぞれ併用して触媒効 果を得ることができる。 A mixture of ungustenoic acid and caustic soda with hydrogen peroxide, or an organic acid with hydrogen peroxide, or molybdenum hexacarbonyl. Catalytic effect can be obtained by using in combination with each of sodium butylhydroxide.
エポキシ化反応の条件には厳密な制限はないが、 例えば、 過酢酸 についていえば 0〜 7 0でが好ましい。 7 O t:を越えると過酢酸の 分解が起こるからである。 反応混合物の特別な操作は必要なく、 例 えば原料の混合物を 2〜 1 0時間攪拌すればよい。 エポキシ化の反 応温度は、 常法に従い、 用いるエポキシ化剤の反応性によって変更 することができる。 The conditions for the epoxidation reaction are not strictly limited. For example, peracetic acid is preferably 0 to 70. This is because decomposition of peracetic acid occurs when it exceeds 7 O t :. No special operation of the reaction mixture is required, for example, the raw material mixture may be stirred for 2 to 10 hours. The reaction temperature of the epoxidation can be changed according to the reactivity of the epoxidizing agent used according to a conventional method.
得られたエポキシ化スチレン系熱可塑性エラス トマ一の単離は、 例えば貧溶媒で沈殿させる方法、 エポキシ化スチレン系熱可塑性ェ ラス トマーを熱水中に攪拌の下で投入し溶媒を蒸留除去する方法、 加熱及び 又は減圧操作によって溶媒を直接乾燥させる方法等で行 う ことができる。 また、 最終的に溶液形態で利用する場合には、 単 離せずに用いることもできる。 Isolation of the epoxidized styrenic thermoplastic elastomer obtained is, for example, by precipitation with a poor solvent, epoxidized styrenic thermoplastic elastomer is poured into hot water with stirring, and the solvent is distilled off. It can be carried out by a method, a method in which the solvent is directly dried by heating and / or depressurization. Moreover, when it finally uses in a solution form, it can also be used without isolation.
エポキシ化スチレン系熱可塑性エラス 卜マーのエポキシ化率は、 1 0〜4 0 %であること、 特には 1 5〜 3 5 %であることが好まし い。 1 0 %よりエポキシ基の量が少ないと本発明の効果が小さくな る傾向があり、 その反面、 4 0 %を越えると、 エポキシ基の反応活 性が高くなりすぎてゲル化し易くなり、 熱安定性が低下する傾向が ある。 また、 特に熱安定性が要求される場合には、 水素添加もェポ キシ化もされずに不飽和のまま残存する共役ジェン化合物に由来す る二重結合が全体の 9 0 %未満であることが好ましく、 特には 4 0 %以下のものが好ましい。 The epoxidation rate of the epoxidized styrenic thermoplastic elastomer is preferably 10 to 40%, more preferably 15 to 35%. If the amount of the epoxy group is less than 10%, the effect of the present invention tends to be reduced. On the other hand, if it exceeds 40%, the reaction activity of the epoxy group becomes too high and gelation tends to occur. There is a tendency for stability to decrease. Also, particularly when thermal stability is required, less than 90% of the total double bonds derived from the conjugate conjugate compound that remains unsaturated without being hydrogenated or epoxidized. Particularly preferred is 40% or less.
エポキシ化スチレン系熱可塑性ェラス hマ一のェポキシ化率は、 未水素添加 · 未エポキシ化の原料ブ □ック it ¾合体の共役ジェン化 合物に由来する二重結合のうち、 ェポキシ化されたものの百分率で あり、 エポキシ当量 (N ) から、 式 : エポキシ化率 = { 1 0 0 0 0
XD + 2 XH X ( 1 0 0 - S ) } / { (N— 1 6 ) X ( 1 0 0 — S ) } で示すことができる (Dは共役ジェン化合物の分子量、 Hは水 添率 (%) 、 Sはスチレン系化合物の含有量 (重量%) を示す) 。 本発明において好ましく使用できるエポキシ化スチレン系熱可塑性 エラス トマ一のエポキシ当量 (N) は、 0. 1規定の臭化水素酸で 滴定し、 式 : エポキシ当量 (N) = 1 0 0 0 0 XW/ ( f X V) ( Wは、 滴定に用いたエポキシ化スチレン系熱可塑性エラス トマ一の 重量 ( g ) 、 Vは、 臭化水素酸の滴定量 (m l ) 、 f は、 臭化水素 酸のファクターを示す) で示すことができる。 Epoxidation rate of epoxidized styrenic thermoplastic elastomers is epoxidized out of double bonds derived from unhydrogenated and non-epoxidized raw material block From the epoxy equivalent (N), the formula: Epoxidation rate = {1 0 0 0 0 XD + 2 XH X (1 0 0-S)} / {(N— 1 6) X (1 0 0 — S)} (D is the molecular weight of the conjugation compound, H is the hydrogenation rate ( %), S indicates the content (% by weight) of the styrenic compound). The epoxy equivalent (N) of the epoxidized styrene thermoplastic elastomer that can be preferably used in the present invention is titrated with 0.1 N hydrobromic acid, and the formula: epoxy equivalent (N) = 1 0 0 0 0 XW / (f XV) (W is the weight of the epoxidized styrene thermoplastic elastomer used for titration (g), V is the titration of hydrobromic acid (ml), f is the hydrobromic acid Factor)).
エポキシ化スチレン系熱可塑性エラス トマ一の配合量は、 ポリア ミ ド樹脂 1 0 0質量部に対して 3〜 3 0質量部が好ましく、 3〜 2 8質量部がより好ましく、 3〜 2 5質量部が特に好ましい。 3質量 部以上の場合には金属基材と金属被覆材との間の接着性が特に良好 であり、 3 0質量部以下の場合、 ポリ アミ ド樹脂が有している機械 的特性や表面特性が損なわれ難い。 The blending amount of the epoxidized styrenic thermoplastic elastomer is preferably 3 to 30 parts by weight, more preferably 3 to 28 parts by weight, and 3 to 25 parts by weight with respect to 100 parts by weight of the polyamide resin. Part is particularly preferred. When the amount is 3 parts by mass or more, the adhesion between the metal substrate and the metal coating is particularly good, and when the amount is 30 parts by mass or less, the mechanical properties and surface properties of the polyamide resin are present. Is hard to be damaged.
( b ) シランカップリ ング剤 (b) Silane coupling agent
一方、 シランカップリ ング剤は、 無機材料に対して親和性又は反 応性を有する加水分解性のシリル基に、 有機樹脂に対して親和性又 は反応性を有する有機官能性基を化学的に結合させた構造を持つシ ラン化合物である。 ケィ素に結合した加水分解性基としては、 アル コキシ基、 ハロゲン、 ァセ トキシ基が挙げられるが、 通常、 アルコ キシ基、 特にメ トキシ基、 エ トキシ基が好ましく用いられる。 1個 のケィ素原子につく加水分解性基の数は、 1 〜 3個の間で選択され る。 有機官能性基としては、 アミ ノ基、 エポキシ基、 ビニル基、 力 ルポキシル基、 メルカプト基、 ノ、ロゲン基、 メ夕ク リ ロキシ基、 ィ ソシァネー ト基等を挙げることができ、 好ましく は、 アミ ノ基又は エポキシ基である。
シラン力ップリ ング剤の i ,、体例としては、 α —アミノエチルト リ ェ 卜キシラン、 α —ァミ ノプ口ビルト リェ 卜キシシラン、 ひ 一アミ ノブチル卜 リエ トキシシラン 、 Ύ — ア ミ ノプロビルト リメ トキシシ ラン、 了 ァミ ノプロピル卜 リエ卜キシシラン、 ァ 一ァミノプロピ ルメチルンメ 卜キシシラン 、 Τーァミ ノプ口ピルメチルジェトキシ シラン、 N — β — (ァミノェチル) 一 了 ―ァミ ノプロピル卜リ メ 卜 キシシラン 、 Ν - j8 - (ァ ノェチル) ― ァ 一ァミ ノプロピルメチ ルジメ 卜キシシラン、 N _ β — (ァミ ノェチル) — ァ —ァミ ノプロ ピルト リェ 卜キシシラン、 Τーゥレイ ドプ口ピルト リ メ トキシシラ ン、 Ύ _ゥレイ ドプロピル リエ 卜キシシラン、 Ν—フエ二ル一 ァ ーァミ ノプ口ピルト リ メ トキシシラン、 Ν —ベンジル一 ァ 一ァミ ノ プ口ピル卜 リ メ トキシシラン 、 Ν —ビニルベンジル一 ァ 一アミノブ 口ビルト Uェ 卜キシシラン等のァミノ基含有シラン類 ; ァ ーグリ シ ドキシプ Pビルト リ メ トキシシラン、 了 グリ シドキシプロピルメ チルジメ 卜キシシラン、 ァ ―グリ ソ ドキンプロピル卜 リエ 卜キシシ ラン、 7" ―グリ シ ドキシプ □ピルメチルンエ トキシシラン、 β — (On the other hand, a silane coupling agent chemically bonds an organic functional group having affinity or reactivity to an organic resin to a hydrolyzable silyl group having affinity or reactivity to an inorganic material. This is a silane compound having the structure described above. Examples of the hydrolyzable group bonded to silicon include an alkoxy group, a halogen, and an acetonitrile group, and usually an alkoxy group, particularly a methoxy group and an ethoxy group are preferably used. The number of hydrolyzable groups attached to one key atom is selected between 1 and 3. Examples of the organic functional group include an amino group, an epoxy group, a vinyl group, a strong propyl group, a mercapto group, a group, a rogen group, a methyloxy group, and an isocyanate group. It is an amino group or an epoxy group. Examples of silane-powered adhesives i, such as α-aminoethyl trioxysilane, α-aminopropyl bilioxysilane, single aminobutyl triethyloxysilane, Ύ-aminoprobitrite methoxysilane, Ryoaminopropylene silane, xyaminopropyl methylne xysilane, Nylamino propylmethyl jetoxy silane, N — β — (Aminoethyl) Ichien amiaminopropyl xysilane, Ν-j8- (Anoethyl)-Amino-propyl dimethyloxysilane, N _ β-(Aminoethyl)-Amino-propylene oxysilane, uraido-dope pitrimethysilan, __ureidopropylene卜 -Silane, 一 -Family-Family No-Pilt Trimethoxy Alanine-containing silanes such as lanthanum, ベ ン ジ ル -benzyl mono-amino pill 卜 methoxysilane, Ν-vinyl benzyl mono-amino bu yl U 卜 xy silane; , Glycidoxypropylmethyldimethyloxysilane, Glysodoquinpropylene, Lixixoxysilane, 7 "Glycidoxip □ Pyrmethylone ethoxysilane, β — (
3 , 4ェポキシシク口へキシル) ェチル卜 リ メ トキシシラン、 13 —3, 4 Epoxy hexyl) Ethyl 卜 methoxysilane, 13 —
( 3 , 4 ―エポキシシク口へキシル) ェチルト リエトキシシラン等 のェポキシ基含有シラン類 , ビニルト リ メ 卜キシシラン、 ビニル卜 リエ トキシシラン、 ビニルメチルジメ トキシシラン等のビニル基含 有シラン類 ; ;6 —力ルポキシェチルト リエ トキシシラン、 β -カル ポキシェチルフエニルビス ( 2 —メ トキシェ トキシ) シラン、 Ν— β — ( Ν —カルボキシルメチルアミノエチル) 一 ァ一ァミノプロピ ルト リ メ トキシシランなどの力ルポキシル基含有シラン類 ; ァ ーメ ルカプトプロビルト リ メ トキシシラン、 τ —メルカプトプロピル卜 リエ トキシシラン、 ァ ーメルカプトプロピルメチルジメ トキシシラ ン、 ァ ーメルカプトプロピルメチルジェ トキシシラン等のメルカプ
卜基含有シラン類 ; Ύ 一クロロプ口ピル卜 リ メ トキシシラン等のハ ロゲン含有シラン類 ; 了 ーメタク リ ロキシプロピルト リ メ 卜キシシ ラン、 r -メ夕ク リ ロキシプ口ピル卜 リエ卜キシシラン 、 7 ーァク リ ロキシプ Pピル卜 リ メ トキシシラン、 ァーメタク IJ πキシプロピ ルメチルジメ 卜キシシラン、 Ύ 一メ夕ク リ ロキシプ口ピルメチルジ ェ 卜キシシラン等の (メ夕) ァク リル基含有シラン類 ; Ύ ―ィソシ ァネー 卜プ □ピル卜 リ メ トキシシラン、 ?■·ーィソシァネ一卜プロピ ル卜 uェ卜キシシラン、 7 一イソシァネー 卜プ口ピルメチルジェ 卜 キシシラン 、 r -ィソシァネ一 卜プロピルメチルジメ 卜キシシラン 等のィソシァネ一ト基含有シラン類等が挙げられる。 (3,4-Epoxy hexyl) Epoxy group-containing silanes such as ethitriethoxysilane, vinyl group-containing silanes such as vinyltrimethylsilane, vinyl-trioxysilane, vinylmethyldimethoxysilane; Lupoxyl thiol oxysilane, β-Carboxycylphenylbis (2 — methoxyxoxy) silane, Ν— β — (Ν — carboxymethylaminoethyl) monoaminopropyl trimethoxysilane and other silanes containing loxyxyl groups Mercaptopropyl, trimethoxysilane, τ-mercaptopropyl lyeoxysilane, mercaptopropylmethyldimethoxysilane, mercaptopropylmethyl methoxysilane, etc. 卜 group-containing silanes; Ύ monochloropropyl pills ハ halogen-containing silanes such as methyl silane; ー -methacryloxypropyl trimethyloxysilane, r-methoxy propyl pills 卜 xysilane, 7 Alkyloxyp P-pyroxime silane, armetak IJ π-xypropylmethyl dimethyl xylan, Ύ One-me yloxy propylmethyl dimethyl silane, etc. (meth) silyl group-containing silanes; □ Pill 卜 Li methoxysilane,? (1) Isopropylene propyl silane, 7- isocyanate, propylmethyl benzene, xysilane, r-isocyanate, propylmethyl dimethyl silane, and the like.
シランカップリ ング剤の量は、 上述のポリアミ ド樹脂 1 0 0質量 部に対し、 0 . 0 1〜 0 . O買直部が好ましく 、 0 . 0 1 〜 0 . 3 質量部がよ Ό好ましい。 0 . 0 1質量部以上の場合には金属被覆材 の金属基材に対する接着性が特に良好であり、 0 . 5質曰-部以下の Α The amount of the silane coupling agent is preferably 0.11 to 0.00 parts by weight, more preferably 0.11 to 0.3 parts by weight, with respect to 100 parts by weight of the above-mentioned polyamide resin. In the case of 0.5 parts by mass or more, the adhesion of the metal coating material to the metal substrate is particularly good.
¾ t& 口 ϊに,はポ Uァミ ド樹脂が有している流動性や表面特性が損なわれ 難い。 ¾ In the t & mouth, the fluidity and surface characteristics of the polyimide resin are not easily lost.
上述のエポキシ化スチレン系熱可塑性エラス 卜マーと上述のシラ ンカップリ ング剤とを併用する場合、 金属基材と本発明の金属被覆 材との接着性が特に良好であり好ましい。 When the above-mentioned epoxidized styrene thermoplastic elastomer and the above-mentioned silane coupling agent are used in combination, the adhesion between the metal substrate and the metal coating material of the present invention is particularly good and preferable.
( 5 ) 金属被覆材の形成 (5) Formation of metal coating
本発明の金属被覆材は、 ァル 一ゥムなどの非鉄金属及び鉄とい つた幅広い金属の基材に対して適用できる。 金属被覆材の用途とし ては、 一般工業用の流体金属配管の防鲭コーティ ング、 自動車用の 燃料 · オイル · ブレーキ液などの鋼管 ' アルミ配管といった金属管 に対する防鲭用コーティ ング 、 金属ワイヤーのコーティ ング、 水槽 タンクなど水回りプレー 卜の 一ティ ングなどが挙げられ、 特に自 動車用金属管に対して好まし < 用できる。
図 3 に金属管に樹脂被覆した例を横断面で示す。 図中、 3 1 が金 属管、 3 2が被覆樹脂である。 The metal coating material of the present invention can be applied to a wide range of metal substrates such as non-ferrous metals such as aluminum and iron. Applications of metal coating materials include anti-corrosion coating for general industrial fluid metal pipes, steel pipes for fuel, oil and brake fluids for automobiles, anti-corrosion coating for metal pipes such as aluminum pipes, metal wire For example, it can be used for coating of water tanks such as coatings and aquarium tanks, and is particularly preferred for metal pipes for automobiles. Figure 3 shows a cross-sectional view of an example of resin coating on a metal tube. In the figure, 3 1 is a metal tube and 3 2 is a coating resin.
本発明の金属被覆材で金属基材を被覆する方法としては、 これら に限定するものではないが、 例えば押出しによる鋼管被覆などのよ うに、 既に溶融状態にあるポリアミ ド樹脂組成物で被着物である金 属基材を被覆する方法、 粉体塗装のように、 被着物である金属基材 を加熱しておき、 その熱により固体状のポリアミ ド樹脂組成物を溶 融させて金属基材を被覆する方法、 及び、 金属基材と固体状態のポ リアミ ド樹脂組成物を接触させたものを共に加熱して被覆する方法 などが挙げられる。 金属基材には本発明の金属被覆材による被覆に 先立って金属用の従来公知のプライマーを用いたプライマー処理を 施してもよい。 The method of coating the metal substrate with the metal coating material of the present invention is not limited to these methods. For example, a polyamide resin composition that is already in a molten state, such as a steel pipe coating by extrusion, is used as an adherend. A method for coating a metal substrate, such as powder coating, a metal substrate that is an adherend is heated, and the solid polyamide resin composition is melted by the heat to form a metal substrate. Examples thereof include a coating method, and a method in which a metal substrate and a solid state polyimide resin composition in contact with each other are heated and coated. Prior to coating with the metal coating material of the present invention, the metal substrate may be subjected to primer treatment using a conventionally known primer for metal.
なお、 金属被覆材の形成時において、 ポリ アミ ド樹脂組成物の温 度は、 該ポリアミ ド樹脂組成物を変質させない温度に維持すること が好ましい。 In forming the metal coating material, the temperature of the polyamide resin composition is preferably maintained at a temperature that does not alter the polyamide resin composition.
本発明の金属被覆材は、 低吸水性でありながら、 溶融重合による 高分子量化が可能で、 融点と熱分解温度の差から見積もられる成形 可能温度幅が広く溶融成形性に優れ、 耐薬品性及び耐加水分解性に 優れるため、 一般工業用の流体金属配管の防鲭コーティ ング、 自動 車用の燃料 · オイル , ブレーキ液などの鋼管 · アルミ配管といった 金属管の防鲭用コーティ ング、 金属ワイヤーのコーティ ング、 水槽 タンクなど水回りプレー トのコーティ ングなどの金属被覆用途にお ける金属被覆材として広範に使用することができる。 Although the metal coating material of the present invention has low water absorption, it can be polymerized by melt polymerization, has a wide moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature, and has excellent melt moldability and chemical resistance. Because of its excellent hydrolysis resistance, it can be used for general industrial fluid metal pipes, steel pipes for automobile fuel, oil, brake fluid, etc. It can be widely used as a metal coating material in metal coating applications such as coatings for water tanks and water tanks.
3 . 6 樹脂結着成形体 (バイ ンダー樹脂) 3.6 Resin binder molding (binder resin)
ポリ アミ ド樹脂は、 その優れた特性と溶融成形の容易さから、 金 属ゃ無機化合物などの無機粒子を含む樹脂組成物のバイ ンダー樹脂
としても好ましく使用されている。 Polyamide resin is a binder resin for resin compositions containing inorganic particles such as metals and inorganic compounds because of its excellent properties and ease of melt molding. Is also preferably used.
特開 2 0 0 4— 3 5 2 7 9 2号公報には、 磁性粉末と特定のポリ アミ ド系エラス トマ一及びポリアミ ドとを含むナイ ロン樹脂組成物 が提案されている。 特開平 2— 2 5 5 7 6 0号公報には、 チタネー ト系カップリ ング剤により表面処理された金属粉とポリアミ ド樹脂 とを含む高比重樹脂組成物が提案されている。 特開平 1 0 — 1 5 8 5 0 7号公報には、 シラン系表面処理剤で処理されたタングステン の金属粉末とポリアミ ド樹脂とを配合してなる高比重樹脂組成物が 提案されている。 特開昭 6 3 — 1 8 3 9 5 5号公報には、 金属粉と ポリアミ ド樹脂とを主成分とし、 ステアリ ン酸金属塩が添加含有さ れている高比重ポリ アミ ド樹脂が提案されている。 特開 2 0 0 1 - 1 6 4 0 3 9号公報には、 比重 1 0未満の無機粉末、 比重 1 0以上 の無機粉末、 熱可塑性樹脂を配合してなる熱可塑性樹脂組成物が提 案されている。 Japanese Patent Application Laid-Open No. 2000-035 52 792 proposes a nylon resin composition containing magnetic powder, a specific polyamide elastomer and a polyamide. Japanese Patent Application Laid-Open No. 2-255570 has proposed a high specific gravity resin composition containing a metal powder surface-treated with a titanate coupling agent and a polyamide resin. Japanese Patent Application Laid-Open No. 10-158585 proposes a high specific gravity resin composition comprising a tungsten metal powder treated with a silane surface treatment agent and a polyamide resin. Japanese Patent Application Laid-Open No. 6 3-1 8 3 9 5 5 proposes a high specific gravity polyamide resin containing metal powder and a polyamide resin as main components and containing a metal stearate. ing. Japanese Patent Application Laid-Open No. 2000-1 640 039 proposes a thermoplastic resin composition comprising an inorganic powder having a specific gravity of less than 10; an inorganic powder having a specific gravity of 10 or more; and a thermoplastic resin. Has been.
しかし、 ポリアミ ド樹脂においては吸水による物性変化、 酸、 高 温のアルコール、 熱水中での劣化などの問題点も指摘されており、 これらの問題点が解決されたポリ アミ ドへの要求が高まっている。 ポリアミ ド樹脂組成物の耐湿性を改善する技術として、 特開平 6 一 1 2 2 8 1 6号公報には、 金属粉末、 金属酸化物粉末又は比重 4 以上の無機化合物、 ポリアミ ド樹脂及びフエノール樹脂より構成さ れる高比重プラスチック組成物が提案されている。 しかしこの技術 にも、 低吸水性で、 高分子量化が可能であり、 成形加工性、 耐薬品 性、 耐加水分解性に優れ、 更に高比重であるポリ アミ ド樹脂を得る ことは困難であるという問題がある。 However, it has been pointed out that the polyamide resin has problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and degradation in hot water, and there is a need for polyamides that solve these problems. It is growing. As a technique for improving the moisture resistance of a polyamide resin composition, Japanese Patent Application Laid-Open No. 6-122-186 describes a metal powder, a metal oxide powder or an inorganic compound having a specific gravity of 4 or more, a polyamide resin and a phenol resin. A high specific gravity plastic composition is proposed. However, it is difficult to obtain a polyamide resin having low water absorption, high molecular weight, excellent molding processability, chemical resistance, hydrolysis resistance, and high specific gravity. There is a problem.
本発明は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを無 機粒子のバイ ンダー樹脂として用いることにより、 バイ ンダー樹脂 が、 低吸水性でありながら、 溶融重合による高分子量化が可能で、
融点と熱分解温度の差で見積もられる成形可能温度幅が例えば 5 0 以上と広く溶融成形性に優れ、 耐薬品性及び耐加水分解性に優れ るポリアミ ド樹脂組成物及び無機粒子含有成形物を提供する。 The present invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T as a binder resin for organic particles, so that the binder resin has a high molecular weight by melt polymerization while having low water absorption. Is possible, A moldable temperature range estimated by the difference between the melting point and the thermal decomposition temperature is as wide as, for example, 50 or more, excellent in melt moldability, and excellent in chemical resistance and hydrolysis resistance. provide.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 無機粒子 (2) Inorganic particles
本発明で使用できる無機粒子としては、 金属、 金属酸化物、 無機 化合物などの粒子が挙げられ、 用途に応じて適宜選択できる。 具体 的には、 例えばタングステン、 鉄、 亜鉛、 錫、 鉛、 銅などの金属、 タングステン銅、 タングステン銀などの金属合金、 酸化鉄、 酸化亜 鉛などの金属酸化物、 更に、 硫化モリブデン等の硫化物、 などの粒 子が挙げられる。 Examples of the inorganic particles that can be used in the present invention include particles of metals, metal oxides, inorganic compounds, and the like, which can be appropriately selected depending on the application. Specifically, for example, metals such as tungsten, iron, zinc, tin, lead and copper, metal alloys such as tungsten copper and tungsten silver, metal oxides such as iron oxide and zinc oxide, and sulfides such as molybdenum sulfide And particles.
例えば、 本発明のポリ アミ ド樹脂組成物を用いた高比重の成形物 の用途においては、 密度が 5 c m 3以上の無機粒子、 例えば夕 ングステン粒子などを好ましく使用できる。 また、 例えば本発明の ポリアミ ド樹脂組成物を用いた樹脂磁石の用途においては、 ノ リ ウ ムフェライ ト、 ス トロンチウムフェライ トなどのフェライ ト、 サマ リ ウムーコバルト系、 ネオジゥム一鉄—ボロン系などの希土類磁性 材料などの磁性粒子を好ましく使用できる。 For example, in the use of a molded article having a high specific gravity using the polyamide resin composition of the present invention, inorganic particles having a density of 5 cm 3 or more, such as evening particles, can be preferably used. In addition, for example, in the application of the resin magnet using the polyamide resin composition of the present invention, ferrite such as normoferrite and strontium ferrite, summary umu cobalt series, neodymium ferrous iron and boron series, etc. Magnetic particles such as rare earth magnetic materials can be preferably used.
無機粒子は 1種でも 2種以上の併用でもよく、 また表面処理など が施されていてもよい。 表面処理としては、 チタネー ト系カツプリ ング剤による表面処理、 シラン系表面処理剤による表面処理などが 挙げられる。 チタネー ト系カップリ ング剤による表面処理について は例えば前述の特開平 2 — 2 5 5 7 6 0号公報に記載される公知の 手法、 シラン系表面処理剤による表面処理については例えば前述の 特開平 1 0 — 1 5 8 5 0 7号公報に記載される公知の方法を採用で さる。
本発明において、 上述のポリアミ ド樹脂と無機粒子との質量比はThe inorganic particles may be used alone or in combination of two or more, and may be subjected to surface treatment. Examples of the surface treatment include surface treatment with a titanate-based coating agent and surface treatment with a silane-based surface treatment agent. Regarding the surface treatment with a titanate coupling agent, for example, the known method described in the above-mentioned Japanese Patent Laid-Open No. 2-255570, and for the surface treatment with a silane-based surface treatment agent, for example, A known method described in 0 — 1 5 8 5 0 7 can be adopted. In the present invention, the mass ratio of the polyamide resin and the inorganic particles described above is
、 ポリアミ ド樹脂 Z無機粒子が 5 0 Z 5 0〜 5Z 9 5、 更に好まし く は 2 0 / 8 0〜 5Z 9 5の範囲内であることができ、 この場合、 高比重化、 磁性化などの特性付与をより簡便に実現できる。 Polyamide resin Z inorganic particles can be in the range of 50 Z 50 to 5Z 95, more preferably in the range of 20/80 to 5Z 95. In this case, high specific gravity, magnetized It is possible to more easily provide the characteristics such as.
( 3 ) その他のポリマー (3) Other polymers
本発明のポリ アミ ド樹脂は P A 9 2 C又は P A 9 2 / 6 2 Tから なるが、 本発明の効果を損なわない範囲で、 他のポリアミ ド樹脂ま たはその他の熱可塑性樹脂を混合することも可能である。 配合でき る他のポリ アミ ド樹脂またはその他の熱可塑性樹脂については 1. 4で前述したとおりである。 The polyamide resin of the present invention is composed of PA 9 2 C or PA 9 2/62 T, but other polyamide resins or other thermoplastic resins are mixed within a range not impairing the effects of the present invention. It is also possible. Other polyamide resins or other thermoplastic resins that can be blended are as described in 1.4 above.
( 4 ) その他の含有成分 (4) Other ingredients
本発明においては、 ポリアミ ド樹脂及び無機粒子に加えて、 必要 に応じて各種添加剤を組合せることができ、 これらはポリアミ ド重 縮合反応時、 又はその後に組合せることができる (前述のとおり) 特に、 無機粒子のポリアミ ド樹脂中での分散性を向上させる目的 で、 例えばステアリ ン酸金属塩などの潤滑剤成分を配合することも 好ましい。 In the present invention, in addition to the polyamide resin and the inorganic particles, various additives can be combined as necessary, and these can be combined during or after the polyamide polycondensation reaction (as described above). In particular, for the purpose of improving the dispersibility of the inorganic particles in the polyamide resin, it is also preferable to add a lubricant component such as a metal stearate.
( 5 ) ポリアミ ド樹脂組成物から成形物への成形加工 (5) Molding process from polyamide resin composition to molded product
本発明は、 上述した本発明のポリアミ ド樹脂組成物から形成され た成形物も提供する。 ポリアミ ド樹脂組成物から成形物への成形方 法としては、 射出、 押出、 中空、 プレス、 ロール、 発泡、 真空 · 圧 空、 延.伸などポリアミ ドに適用できる公知の成形加工法は全て使用 可能であり、 これらの成形法によって成形物に加工することができ る。 The present invention also provides a molded article formed from the above-described polyamide resin composition of the present invention. As the molding method from the polyamide resin composition to the molded product, all known molding processing methods applicable to the polyamide, such as injection, extrusion, hollow, press, roll, foaming, vacuum / vacuum, stretching and stretching, are used. They can be processed into molded products by these molding methods.
より具体的には、 例えば、 ポリアミ ド樹脂、 無機粒子、 及び必要 に応じて用いる各種添加剤の所定量を、 V型プレンダー、 タンブラ
—などの低速回転混合機やヘンシェルミキサーなどの高速回転混合 機を用いてあらかじめ混合した後、 射出成形機や押出成形機を用い て、 成形物を直接成形する方法を適用できる。 More specifically, for example, a predetermined amount of polyamide resin, inorganic particles, and various additives used as needed may be added to a V-type renderer, a tumbler. It is possible to apply a method of directly molding a molded product using an injection molding machine or an extrusion molding machine after mixing in advance using a low-speed rotary mixer such as — or a high-speed rotary mixer such as a Henschel mixer.
( 6 ) 成形物の用途 (6) Use of molded product
本発明によって得られる成形物は、 従来ポリアミ ド成形物が用い られてきた各種押出成形品、 各種射出成形品、 シー ト、 フィルム、 パイプ、 チューブ、 モノ フィ ラメン ト、 繊維、 容器などの成形物と して、 自動車部材、 コンピューター及び関連機器、 光学機器部材、 電気 · 電子機器、 情報 · 通信機器、 精密機器、 土木 · 建築用品、 医 療用品、 家庭用品など広範な用途に使用でき、 中でも樹脂磁石や高 比重成形物などの用途に好適に使用できる。 Molded articles obtained by the present invention are molded articles such as various extruded molded articles, various injection molded articles, sheets, films, pipes, tubes, monofilaments, fibers, containers, etc. for which polyamide molded articles have been conventionally used. It can be used for a wide range of applications such as automobile parts, computers and related equipment, optical equipment parts, electrical / electronic equipment, information / communication equipment, precision equipment, civil engineering / building supplies, medical supplies, and household goods, among which resin It can be suitably used for applications such as magnets and high specific gravity molded products.
図 4に、 例として樹脂結合マグネッ トの断面を示す。 4 1 が磁性 粒子、 4 2がバイ ンダー樹脂である。 Figure 4 shows a cross section of a resin-bonded magnet as an example. 4 1 is magnetic particles and 4 2 is a binder resin.
本発明のポリアミ ド樹脂組成物は、 高比重という特徴を活かす場 合、 振動モーターの振動子や、 釣り用のルアー等多く の産業分野で 広く使用できる。 またモノ フィ ラメン トの形状で防鳥ネッ ト、 養殖 魚網、 定置網等各種網用途、 種々のスポーツ用具などに用いること ができる。 The polyamide resin composition of the present invention can be widely used in many industrial fields such as vibrators for vibration motors and lures for fishing when taking advantage of the high specific gravity. The monofilament shape can be used for various types of nets such as bird nets, aquaculture fish nets, stationary nets, and various sports equipment.
本発明のポリアミ ド樹脂組成物は、 磁性粒子を含む場合、 ステツ ビング · モ一夕や H D Dのスピン ドル · モー夕、 光学ドライブモー 夕一、 エアコンファンモー夕一などの電気電子部品、 複写機ゃファ クシミ リ、 プリ ンタ等の電子写真方式の現像装置には現像ローラ一 やク リーニングローラー、 更には搬送ローラー等のマグネッ トロー ラーに用いることができる。 When the polyamide resin composition of the present invention contains magnetic particles, electrical and electronic parts such as stepping motors, HDD spindles, optical drive motors, air conditioner fan motors, copiers, etc. It can be used for developing rollers, cleaning rollers, and magnetic rollers such as transport rollers in electrophotographic developing devices such as nylon and printers.
本発明のポリアミ ド樹脂組成物及び成形物は、 無機粒子を含み、 かつ低吸水性でありながら、 溶融重合による高分子量化が可能で、 融点と熱分解温度の差から見積もられる成形可能温度幅が広く溶融
成形性に優れ、 耐薬品性及び耐加水分解性に優れる。 The polyamide resin composition and molded product of the present invention contain inorganic particles and have a low water absorption, but can be made to have a high molecular weight by melt polymerization and can be estimated from the difference between the melting point and the thermal decomposition temperature. Is widely melted Excellent moldability, chemical resistance and hydrolysis resistance.
本発明のポリアミ ド樹脂組成物は、 特定のポリアミ ド樹脂をバイ ンダ一樹脂として用い、 無機粒子を組合せた樹脂組成物である。 The polyamide resin composition of the present invention is a resin composition in which a specific polyamide resin is used as a binder resin and inorganic particles are combined.
3 . 7 液体又は蒸気バリヤ性を有する成形部品 3.7 Molded parts with liquid or vapor barrier properties
自動車や電気製品等の分野では、 成形部品には、 寸法安定性、 耐 薬品性等に加え、 水分、 アルコール、 フルォロカーボン、 例えば、 ハイ ド口フルォロカーボン、 燃料、 例えば、 ガソ リ ン等の液体又は 蒸気に対するバリ ア性が求められる。 しかし、 例えば、 ナイ ロン 6 には、 水分、 アルコール、 フルォロカーボン、 ガソリ ン等を透過す る性質があるため、 成形部品に液体又は蒸気バリア性を付与するた めに、 液体又は蒸気バリァ性に優れる層状珪酸塩を併用することが 必須である (例えば、 特開平 2— 6 9 5 6 2号公報) 。 In the field of automobiles and electrical products, in addition to dimensional stability, chemical resistance, etc., molded parts include moisture, alcohol, fluorocarbons, such as hydro mouth fluorocarbons, fuel, liquids such as gasoline, or steam. Barrier property against is required. However, for example, since Nylon 6 has the property of permeating moisture, alcohol, fluorocarbon, gasoline, etc., it has excellent liquid or vapor barrier properties to impart liquid or vapor barrier properties to molded parts. It is essential to use a layered silicate together (for example, JP-A-2-69 5 62).
当技術分野では、 液体又は蒸気に対するバリァ性が高いポリァミ ド樹脂を開発し、 当該ポリアミ ド樹脂を用いて液体又は蒸気バリア 性を有するポリ アミ ド樹脂成形部品を製造することが望まれている 本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを成形部品に用いることにより、 従来のナ ィ ロン 6 を用いた成形部品と比較して、 液体又は蒸気バリァ性に優 れ、 そして低吸水性、 耐薬品性及び耐加水分解性等に優れ、 さ らに ジァミ ン成分として 1 , 9 —ノナンジァミ ン単体を用いたポリ アミ ド樹脂系成形部品より も成形可能温度幅が広く溶融成形性に優れ、 さ らに高分子量で強靱なポリアミ ド樹脂成形部品を提供する。 In this technical field, it is desired to develop a polyamide resin having a high barrier property against liquid or vapor and to produce a polyamide resin molded part having a liquid or vapor barrier property using the polyamide resin. In order to solve the above problems, the invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T as a molded part, so that compared with a molded part using conventional nylon 6, Polyamide resin molded parts with excellent liquid or vapor barrier properties, excellent water absorption, chemical resistance, hydrolysis resistance, etc., and 1, 9-nonanediamine as a single component In addition, it provides a molded resin part that has a wider moldable temperature range, excellent melt moldability, and is tough with high molecular weight.
( 1 ) 液体又は蒸気バリァ性を有するポリァミ ド樹脂成形部品 本明細書において、 用語 「液体又は蒸気バリア性を有するポリア ミ ド樹脂成形部品」 は、 液体又は蒸気に対するバリ ア性を有する、
ポリアミ ド樹脂を用いて成形された部品、 特に射出成形された部品 を意味し、 フィルムやチューブは当該範囲から除かれる。 液体とし ては、 高極性液体、 例えば、 水、 アルコール等、 低極性液体、 例え ば、 燃料、 例えば、 ガソ リ ン、 軽油、 フルォロカーボン等が挙げら れる。 蒸気としては、 上記液体の蒸気が上げられる o (1) Polyamide resin molded part having liquid or vapor barrier property In this specification, the term `` polyamide resin molded part having liquid or vapor barrier property '' has a barrier property against liquid or vapor. It means parts molded with polyamide resin, especially injection molded parts, and films and tubes are excluded from this range. Examples of the liquid include highly polar liquids such as water and alcohol, and low polar liquids such as fuel, such as gasoline, light oil, and fluorocarbon. As the vapor, the above liquid vapor can be raised o
本発明の液体又は蒸気バリア性を有するポリアミ ド樹脂成形部 □ Polyamide resin molded part having liquid or vapor barrier properties of the present invention □
PP PP
は、 上記ポリァミ ド樹脂から作製されるが、 当該ポリアミ ド樹脂成 形部品は、 上記ポリァミ ド樹脂以外に、 任意成分として、 さ らに以 下の成分を含むことがでさる。 The polyamide resin is produced from the above polyamide resin, but the polyamide resin molded part may contain the following components as optional components in addition to the polyamide resin.
( 2 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 T (2) Polyamide resin P A 9 2 C or P A 9 2/6 2 T
前述のとおり。 As mentioned above.
( 3 ) 他のポリマー (3) Other polymers
本発明に用いられるポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 必要に応じて配合できる他のポリマーにつ いては、 1 . 4に前述したものを挙げることができる。 A part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired. Examples of other polymers that can be blended as needed include those described above in 1.4.
上記他のポリマーによる置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましく は 5 0質量%未 満であり、 より好ましく は 3 0質量%以下である。 The substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
( 4 ) 添加剤 (4) Additive
また、 本発明の液体又は蒸気バリア性を有するポリアミ ド樹脂成 形部品は、 本発明の効果を損なわない範囲において、 他の添加剤を 含むことができる (前述のとおり) 。 In addition, the polyimide resin molded part having liquid or vapor barrier properties of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
( 5 ) 層状珪酸塩 (5) Layered silicate
本発明の液体又は蒸気バリア性を有するポリ アミ ド樹脂成形部品 は、 上記ポリアミ ド樹脂を用いることにより高い液体又は蒸気バリ ァ性を有しているが、 当該ポリアミ ド樹脂成形部品に層状珪酸塩を
さ らに含ませて、 本発明のポリアミ ド樹脂成形部品の液体又は蒸気 バリア性をさ らに向上させることができる。 The polyamide resin molded part having a liquid or vapor barrier property of the present invention has a high liquid or vapor barrier property by using the above-mentioned polyamide resin, but the polyamide resin molded component has a layered silicate. The Further, the liquid or vapor barrier property of the polyamide resin molded part of the present invention can be further improved.
層状珪酸塩及びその添加方法は前述したとおりである。 The layered silicate and its addition method are as described above.
上記層状珪酸塩の量は、 当該層状珪酸塩の効果が発揮される量で あれば、 特に制限されるものではないが、 上記ポリアミ ド樹脂 1 0 0質量部に対して、 好ましくは 0 . 0 5〜 1 0質量部、 より好まし く は 0 . 0 5〜 8質量部、 特に好ましく は 0 . 0 5〜 5質量部であ る。 層状珪酸塩の割合が低くなると、 層状珪酸塩の効果が発揮され ず、 上記割合が高くなると、 溶融粘度が極端に高くなり成形性が悪 化したり、 耐衝撃性が低下する傾向がある。 The amount of the layered silicate is not particularly limited as long as the effect of the layered silicate is exhibited, but is preferably 0.0 with respect to 100 parts by mass of the polyamide resin. It is 5 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. If the proportion of layered silicate is low, the effect of layered silicate is not exhibited, and if the proportion is high, the melt viscosity becomes extremely high and the moldability tends to deteriorate or the impact resistance tends to deteriorate.
( 6 ) 成形方法 (6) Molding method
本発明の液体又は蒸気バリァ性を有するポリアミ ド樹脂成形部品 は、 例えば、 押出成形、 ブロー成形、 圧縮成形、 射出成形等により 成形されうる。 The polyimide resin molded part having a liquid or vapor barrier property of the present invention can be molded by, for example, extrusion molding, blow molding, compression molding, injection molding or the like.
( 7 ) 用途 (7) Applications
本発明の液体又は蒸気バリア性を有するポリアミ ド樹脂成形部品 は、 液体又は蒸気のバリア性を必要とする各種用途に適用すること ができる。 The polyimide resin molded part having a liquid or vapor barrier property of the present invention can be applied to various applications that require a liquid or vapor barrier property.
適用可能な用途としては、 例えば、 ガソ リ ンタンク、 アルコール タンク、 フューエルチューブ、 フューエルス 卜レーナ一、 ブレーキ オイルタンク、 クラッチオイルタンク、 パワーステアリ ングオイル タンク、 クーラ一用フルォロカーボンチューブ、 フルォロカーボン タンク、 キヤニス夕一、 エア一ク リーナー、 吸気系部品、 タイヤィ ンナーライナ一、 タンクバルブ、 フューエルデリバリーパイプ、 ク イ ツクコネクター、 E G R部品、 オイルス ト レーナ一等を例示する ことができる。 Applicable applications include, for example, gasoline tanks, alcohol tanks, fuel tubes, fuels and trainers, brake oil tanks, clutch oil tanks, power steering oil tanks, fluorocarbon tubes for coolers, fluorocarbon tanks, Examples include Canon evening, air cleaner, intake system parts, tire inner liner, tank valve, fuel delivery pipe, quick connector, EGR part, oil strainer and the like.
本発明の液体又は蒸気バリア性を有するポリアミ ド樹脂成形部品
は、 従来のナイ ロン 6 を用いた成形部品と比較して、 液体又は蒸気 バリア性に優れ、 そして低吸水性、 耐薬品性及び耐加水分解性等に 優れ、 さ らにジァミ ン成分として 1, 9—ノナンジァミ ン単体を用 いたポリァミ ド樹脂成形部品より も成形可能温度幅が広く溶融成形 性に優れ、 さ らに高分子量で強靭なポリアミ ド樹脂成形部品である Polyamide resin molded part having liquid or vapor barrier properties of the present invention Compared to conventional molded parts using Nylon 6, it has excellent liquid or vapor barrier properties, low water absorption, chemical resistance, hydrolysis resistance, etc. 1 , 9-Nonandamin is a polyamide resin molded part with a wider moldable temperature range and superior melt moldability, and a high molecular weight toughness compared to a polyamide resin molded part using a single nonanediamine.
3. 8 燃料夕ンク部品 3. 8 Fuel parts
耐燃料透過性に優れる部品を提供するための技術として、 例えば 特開 2 0 0 2 - 3 7 0 5 5 1号公報には、 ァミノ末端基濃度〉カル ボキシル末端基濃度である結晶性ポリアミ ド樹脂からなる、 溶着部 の燃料耐性に優れた、 燃料タンク、 燃料ホース及びキヤニス夕一の いずれかに付属する部品が提案されている。 しかしこの技術では、 低吸水性、 耐薬品性、 耐加水分解性及び成形加工性と耐燃料透過性 とを両立させることが困難であるという問題がある。 As a technique for providing a component having excellent fuel permeation resistance, for example, Japanese Patent Application Laid-Open No. 2 0 2-3 7 0 5 5 1 discloses a crystalline polyamide having an amino terminal group concentration> a carboxyl end group concentration. A part made of resin, which has excellent fuel resistance at the weld, and is attached to any one of the fuel tank, fuel hose, and canis has been proposed. However, this technique has the problem that it is difficult to achieve both low water absorption, chemical resistance, hydrolysis resistance, moldability and fuel permeability.
本発明は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを用 いることにより、 耐燃料透過性に優れ、 かつ低吸水性で、 溶融重合 による高分子量化が可能であり、 融点と熱分解温度の差で見積もら れる成形可能温度幅が例えば 5 0 以上と広く溶融成形性に優れ、 耐薬品性及び耐加水分解性に優れる燃料タンク部品を提供する。 By using the polyamide resin PA 9 2 C or PA 9 2/62 T, the present invention has excellent fuel permeation resistance, low water absorption, high molecular weight by melt polymerization, melting point Provided is a fuel tank component that has a wide range of moldable temperature estimated from the difference between the thermal decomposition temperature and the thermal decomposition temperature, such as 50 or more, excellent melt moldability, and excellent chemical resistance and hydrolysis resistance.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
なお、 本発明において用いるポリアミ ド樹脂のァミ ノ末端基濃度 は、 耐燃料透過性及び溶着性が特に良好である点で、 1. 5 X 1 0 "5 e q Z g〜 : L . 0 X 1 0 " 4 e q / gであることが好ましい。 (注 : この要件は、 ここだけでよろしいですか。 一般化した方がよ ろしいでしょ うか) 。 The amino terminal group concentration of the polyamide resin used in the present invention is 1.5 X 1 0 " 5 eq Z g ~: L. 0 X in terms of particularly good fuel permeation resistance and weldability. It is preferably 1 0 " 4 eq / g. (Note: Are you sure this requirement is here only? Should I generalize it?).
( 2 ) 他のポリマー
本発明に用いられるポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 必要に応じて配合できる他のポリマーにつ いては、 1 . 4に前述したものを挙げることができる。 (2) Other polymers The polyamide resin PA 9 2 C or PA 9 2/62 T used in the present invention can be partially substituted with another polymer component as long as the effects of the present invention are not impaired. Examples of other polymers that can be blended as needed include those described in 1.4 above.
( 3 ) その他の含有成分 (3) Other ingredients
本発明においては、 上述のポリアミ ド樹脂に加えて、 必要に応じ て各種添加剤を組合せることができ、 これらはポリアミ ド重縮合反 応時、 又はその後に組合せることができる (前述のとおり) 。 In the present invention, in addition to the above-mentioned polyamide resin, various additives can be combined as necessary, and these can be combined during or after the polyamide polycondensation reaction (as described above). .
各種添加剤としては、 耐燃料透過性改良剤、 フィ ラー、 補強繊維 Various additives include fuel permeation improvers, fillers, reinforcing fibers
( 4 ) 耐燃料透過性改良剤 (4) Fuel permeation improver
耐燃料透過性改良剤としては、 例えば層状珪酸塩が挙げられる。 層状珪酸塩及びその添加方法については前述したとおりである。 上記層状珪酸塩の量は、 機械的強度、 耐熱性及び耐燃料透過性の 向上効果が得られる量であれば特に制限されるものではないが、 本 発明で用いるポリアミ ド樹脂 1 0 0質量部に対して、 好ましく は 0 . 0 5〜 1 0質量部、 より好ましく は 0 . 0 5〜 8質量部、 特に好 ましく は 0 . 0 5〜 5質量部である。 層状珪酸塩の割合が低くなる と、 機械的強度、 耐熱性及び耐燃料透過性の向上が小さくなる傾向 があり、 上記割合が高くなると、 樹脂組成物の流動性や得られる成 形物の物性、 特に衝撃強度が低くなる傾向がある。 Examples of the fuel permeation improver include layered silicate. The layered silicate and its addition method are as described above. The amount of the layered silicate is not particularly limited as long as the effect of improving the mechanical strength, heat resistance and fuel permeability is obtained, but 100 parts by mass of the polyamide resin used in the present invention. On the other hand, it is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. When the proportion of layered silicate decreases, the mechanical strength, heat resistance and fuel permeation resistance tend to decrease, and when the proportion increases, the fluidity of the resin composition and the physical properties of the resulting molded product Especially, the impact strength tends to be low.
( 5 ) 燃料タンク部品の形成 (5) Formation of fuel tank parts
本発明の燃料タンク部品は、 射出、 押出、 中空、 プレス、 ロール 、 発泡、 真空 ' 圧空、 延伸など、 その用途に応じた従来公知の成形 方法を用いて成形し、 振動溶着工法、 ダイスライ ドイ ンジェクショ ン、 ダイ ロータリーイ ンジェクショ ンや二色成形といった射出溶着 工法、 超音波溶着工法、 スピン溶着工法、 熱板溶着工法、 熱線溶着 工法、 レーザー溶着工法、 高周波誘導加熱溶着工法などを用いて対
象物に適用できる。 なお、 燃料タンク部品の形成時において、 ポリ アミ ド樹脂の温度は、 該ポリアミ ド樹脂を変質させない温度に維持 することが好ましい。 The fuel tank component of the present invention is molded using a conventionally known molding method according to its use, such as injection, extrusion, hollow, press, roll, foaming, vacuum 'compressed air, stretching, etc., and vibration welding method, die slide injection method. , Die rotary injection and two-color molding injection welding methods, ultrasonic welding methods, spin welding methods, hot plate welding methods, hot wire welding methods, laser welding methods, high frequency induction heating welding methods, etc. Applicable to figurines. In forming the fuel tank part, the temperature of the polyamide resin is preferably maintained at a temperature that does not alter the polyamide resin.
本発明の燃料タンク部品は、 耐燃料透過性に優れ、 かつ低吸水性 でありながら、 溶融重合による高分子量化が可能で、 融点と熱分解 温度の差から見積もられる成形可能温度幅が広く溶融成形性に優れ 、 耐薬品性及び耐加水分解性に優れるため、 燃料タンクに付属する 燃料タンク部品として広範に使用することができる。 The fuel tank parts of the present invention have high fuel permeation resistance and low water absorption, and can be increased in molecular weight by melt polymerization. Excellent moldability, chemical resistance and hydrolysis resistance, so it can be used widely as fuel tank parts attached to fuel tanks.
3 . 9 燃料チューブ 3.9 Fuel tube
従来の自動車用燃料チューブは金属製であつたが、 燃費向上を目 的として車両重量を軽減するために、 自動車用燃料チューブとして 樹脂製のチューブも実用化されている。 しかし、 自動車用燃料チュ ーブを樹脂製にする場合、 ガソ リ ン、 アルコール Zガソリ ン混合燃 料等の壁面透過性が金属製のものより高いという問題がある。 Conventional automobile fuel tubes are made of metal, but resin tubes have also been put to practical use as automobile fuel tubes in order to reduce vehicle weight for the purpose of improving fuel efficiency. However, when the fuel tube for automobiles is made of resin, there is a problem that the wall permeability of gasoline, alcohol Z gasoline mixed fuel, etc. is higher than that of metal.
自動車用燃料チューブとしてポリアミ ド樹脂製のものが用いられ 、 ポリアミ ド樹脂の燃料透過性を抑制するために、 層状ゲイ酸塩を 含有させることが提案されている (特許第 3 0 6 7 8 9 1号) 。 し かし、 より高い燃料不透過性が求められている。 A tube made of polyamide resin is used as a fuel tube for automobiles, and in order to suppress the fuel permeability of the polyamide resin, it is proposed to contain a layered silicate (Patent No. 3 0 6 7 8 9). No. 1) . However, higher fuel impermeability is required.
また、 自動車用燃料チューブにおいても、 ポリアミ ド樹脂は、 吸 水による物性変化、 酸、 高温のアルコール、 熱水中での劣化などの 問題点も指摘されており、 またより耐燃料性、 寸法安定性、 耐薬品 性に優れたポリ アミ ドへの要求もある。 Also in automobile fuel tubes, polyamide resin has been pointed out as problems such as changes in physical properties due to water absorption, acid, high temperature alcohol, deterioration in hot water, etc., and more fuel resistance and dimensional stability. There is also a demand for polyamides with excellent chemical and chemical resistance.
本発明は、 上記課題を解決するために、 ポリアミ ド P A 9 2 C又 は P A 9 2ノ 6 2 Tの層を含む燃料チューブが、 燃料不透過性、 耐 燃料性が改良され、 高分子量で、 融点と熱分解温度の差が大きく溶 融成形性に優れ、 さ らに低吸水性、 耐薬品性ならびに耐加水分解性
に優れることを見出した。 In order to solve the above problems, the present invention provides a fuel tube containing a polyamide PA 9 2 C or PA 9 2 6 2 T layer, which has improved fuel impermeability and fuel resistance, and has a high molecular weight. The difference between the melting point and the thermal decomposition temperature is large, and the melt moldability is excellent. Furthermore, low water absorption, chemical resistance and hydrolysis resistance It was found to be excellent.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 Z 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 層状ケィ酸塩 (2) Layered silicate
本発明のポリアミ ド樹脂層は、 層状ケィ酸塩を含まなくても高い 燃料不透過性を有しているが、 層状ケィ酸塩を含めて燃料不透過性 を更に向上させることができる。 The polyamide resin layer of the present invention has high fuel impermeability even when it does not contain a layered silicate, but the fuel impermeability can be further improved by including the layered silicate.
層状珪酸塩及びその添加方法は前述したとおりである。 The layered silicate and its addition method are as described above.
層状ケィ酸塩の配合量は、 ポリアミ ド樹脂 1 0 0質量部に対して 、 0. 0 5〜 : I 0質量部が好ましく、 0. 0 5〜 5質量部がより好 ましい。 0. 0 5質量部未満では燃料透過抑制効果が十分でなく、 1 0質量部を超えると、 成形が困難になったり、 衝撃強度や柔軟性 が低下する恐れがある。 The compounding amount of the layered silicate is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin. If the amount is less than 0.05 parts by mass, the fuel permeation suppressing effect is not sufficient. If the amount exceeds 10 parts by mass, molding may be difficult, and impact strength and flexibility may be reduced.
( 3 ) 可塑剤 (3) Plasticizer
本発明の燃料チューブに用いるポリアミ ド樹脂には、 可塑剤を配 合することが好ましい。 A plasticizer is preferably combined with the polyamide resin used in the fuel tube of the present invention.
可塑剤については 2. 1 ( 2 ) で前述したとおりであるが、 たと えば、 ベンゼンスルホン酸ブチルアミ ド、 p—ヒ ドロキシ安息香酸 と炭素数 6〜 2 1の直鎖又は分岐鎖アルコールとのエステル (たと えば、 2 _ェチルへキシル、 p—ヒ ドロキシベンゾェ一 卜) などを 用いることができる。 The plasticizer is as described in 2.1 (2) above. For example, an ester of butyl benzene sulfonate, p-hydroxybenzoic acid and a linear or branched alcohol having 6 to 21 carbon atoms. (For example, 2_ethylhexyl, p-hydroxybenzoate) can be used.
可塑剤の配合量は、 ポリアミ ド樹脂 1 0 0質量部に対して 0〜 3 0質量部が好ましい。 可塑剤の配合量が 3 0質量部を超えると、 チ ユ ーブの破壊圧力が低下し、 またブリー ドアウ トの問題が発生する 恐れがあるので好ましくない。 The blending amount of the plasticizer is preferably 0 to 30 parts by mass with respect to 100 parts by mass of the polyamide resin. When the amount of the plasticizer exceeds 30 parts by mass, the breaking pressure of the tube is lowered, and there is a possibility that a problem of bleed out may occur.
( 4 ) 他のポリマー (4) Other polymers
本発明に用いられるポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6
2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ —成分で置換されうる。 必要に応じて配合できる他のポリマーにつ いては、 1 . 4 に前述したものを挙げることができる。 Polyamide resin used in the present invention PA 9 2 C or PA 9 2/6 2 T may be partially substituted with another polymer component as long as the effects of the present invention are not impaired. Examples of other polymers that can be blended as necessary include those described in 1.4.
( 5 ) その他の添加剤 (5) Other additives
本発明に用いるポリアミ ド樹脂層には、 さ らに必要に応じて、 そ の他の充填材を添加することもできる (前述のとおり) 。 Other fillers can be added to the polyamide resin layer used in the present invention as required (as described above).
( 6 ) 燃料チューブの構成と製造 (6) Structure and manufacture of fuel tube
本発明の燃料チューブは、 上記のポリ アミ ド樹脂層を含むことを 特徴とし、 単層のチューブとして用いることができるが、 上記組成 物層以外の層 (以下、 他の樹脂層という) と積層した多層チューブ として用いることが好ましい。 実用の自動車用燃料チューブでは多 層チューブが多く用いられている。 The fuel tube of the present invention includes the above-mentioned polyamide resin layer, and can be used as a single-layer tube, but is laminated with a layer other than the above composition layer (hereinafter referred to as another resin layer). It is preferable to use it as a multilayer tube. Multi-layer tubes are often used in practical automotive fuel tubes.
本発明の自動車用多層燃料チューブに用いる他の樹脂層としては 、 フッ素樹脂、 高密度ポリエチレン樹脂、 ポリアミ ド 1 1樹脂又は ポリアミ ド 1 2樹脂に上記可塑剤を配合した樹脂からなる層が好ま しい。 最外層又はその他の層の主たる骨格となる層と しては、 本発 明により提供される新規なポリアミ ド樹脂 ( P A 9 2 ) 、 あるいは ポリアミ ド 1 1樹脂、 ポリアミ ド 1 2樹脂、 又はこれに可塑剤を添 加した材料を用いることが好ましい。 As the other resin layer used in the multilayer fuel tube for automobiles of the present invention, a layer composed of a fluororesin, a high density polyethylene resin, a polyamide 11 resin, or a resin obtained by blending the above plasticizer with a polyamide 12 resin is preferable. . The layer that is the main skeleton of the outermost layer or other layers includes a novel polyamide resin (PA 9 2) provided by the present invention, or a polyamide 11 resin, a polyamide 12 resin, or this It is preferable to use a material added with a plasticizer.
フッ素樹脂としては、 ポリテトラフルォロエチレン ( P T E F ) 、 ポリ フッ化ビニリデン ( P V D F ) 、 ポリ フッ化ビニル ( P V F ) 等を挙げることができる。 また、 ポリ クロ口フルォロエチレン ( P C T F E ) のように一部に塩素を含んだ樹脂や、 エチレン等との 共重合体であつてもよい。 Examples of the fluororesin include polytetrafluoroethylene (P TE F), polyvinylidene fluoride (P V D F), and polyvinyl fluoride (P V F). Further, it may be a resin partially containing chlorine such as polychlorofluoroethylene (PCTFE), or a copolymer with ethylene or the like.
高密度ポリエチレン樹脂としては、 耐ガソリ ン性を考慮すると平 均分子量が 2 0万〜 3 0万前後のものが好ましい。 高密度ポリェチ レン樹脂は、 低温脆化温度が一 8 0で以下であり、 耐低温衝撃性が
優れる。 As the high-density polyethylene resin, those having an average molecular weight of about 200,000 to 300,000 are preferable in consideration of gas resistance. High-density polyethylene resin has a low temperature embrittlement temperature of 180 or less, and low temperature impact resistance. Excellent.
また 、 他の樹脂層は 、 上記組成物層との接着性が悪い場合には、 接着層を介して設けてちよい。 また、 他の樹脂層は 、 単一層でなく ともよく、 いくつかの層を重ね合せてたものでもよい。 The other resin layer may be provided via an adhesive layer when the adhesiveness with the composition layer is poor. Further, the other resin layer does not have to be a single layer, and may be a laminate of several layers.
本発明の燃料チューブを多層チューブとする場合 、 本発明のポリ ァミ 樹脂層の厚さは 、 チユーブの肉厚の 2 0〜 8 0 %が好ましく When the fuel tube of the present invention is a multilayer tube, the thickness of the polyamide resin layer of the present invention is preferably 20 to 80% of the wall thickness of the tube.
、 3 0 〜 7 0 %がより好ましい。 2 0 %未満ではチュ―ブの燃料不 透過性が十分でなくなるおそれがある。 上限値は限定されないが、 燃料チューブに求められる多く の要求特性を同時に満たすためには30 to 70% is more preferable. If it is less than 20%, the fuel impermeability of the tube may be insufficient. Although the upper limit is not limited, in order to satisfy many required characteristics required for fuel tubes at the same time
、 7 0 %以下が好ましい。 70% or less is preferable.
自動車用多層燃料チューブの外径は、 燃料ガソリ ンの流量を考慮 して設計でき、 肉厚は、 ガソ リ ン透過性が増大せず、 また通常のチ ユーブの破壊圧力を維持できる厚さであり、 かつチューブの組み付 け作業容易性及び使用時の耐振動性が良好な程度の柔軟性を維持す ることができる薄さで設計することができるが、 外径は、 4 πιπ!〜 1 The outer diameter of the multilayer fuel tube for automobiles can be designed in consideration of the flow rate of fuel gasoline, and the wall thickness is the thickness that does not increase the permeability of gasoline and can maintain the normal tube breaking pressure. Yes, the tube can be designed to be thin enough to maintain flexibility with a good degree of ease of tube assembly and vibration resistance during use, but the outer diameter is 4 πιπ! ~ 1
5 力 好ましく 、 肉厚は、 0 . 5 mn!〜 2 mm力 好ましい。 5 power preferably, the wall thickness is 0.5 mn! ~ 2mm force is preferred.
本発明の燃料チユーブは、 構成する層の少なく とも一層に導電性 力一ボンブラックを、 その層の組成物に対して 3〜 3 0重量 %含有 するものが好ましい。 The fuel tube of the present invention preferably contains from 30 to 30% by weight of the composition of the layer containing at least one layer of conductive force bon black.
導電性カーボンブラックとしては、 アセチレンブラック、 ケッチ ェンブラック等を挙げることができ、 中でも良好な鎖状構造を有し Examples of the conductive carbon black include acetylene black and ketchen black. Among them, the carbon black has a good chain structure.
、 凝集密度が大きいものが好ましい。 Those having a high aggregation density are preferred.
図 5 に、 多層チユーブの例を横断面で示す。 図中の 5 1 〜 5 3 は 多層チューブを構成する樹脂層である。 Figure 5 shows an example of a multilayer tube in cross section. In the figure, 5 1 to 5 3 are resin layers constituting the multilayer tube.
( 7 ) 燃料チューブの製造 (7) Manufacture of fuel tubes
本発明の燃料チユーブを製造する方法としては、 押出成形が好ま しく用いられ、 多層燃料チューブを製造する方法としては、 例えば
、 構成する層の数又は材料の数に対応する数の押出機より押し出さ れた溶融樹脂を、 一つの多層チューブ用ダイスに導入し、 ダイス内 又はダイスを出た直後に各層を接着させ、 その後通常のチューブ成 形と同様にして製造する方法、 また、 一旦単層チュ一ブを成形した 後、 そのチューブの外側又は内側に他の層をコーティ ングする方法 等を挙げるしとができる。 As a method for producing the fuel tube of the present invention, extrusion molding is preferably used, and as a method for producing a multilayer fuel tube, for example, The molten resin extruded from the number of extruders corresponding to the number of constituent layers or the number of materials is introduced into one multi-layer tube die, and each layer is bonded in the die or immediately after exiting the die. Examples thereof include a method of producing in the same manner as ordinary tube forming, and a method of once forming a single-layer tube and then coating other layers on the outside or inside of the tube.
( 8 ) 本発明の燃料チューブの使用 (8) Use of the fuel tube of the present invention
本発明の燃料チューブは、 燃料不透過性、 耐燃料性に優れ、 かつ The fuel tube of the present invention has excellent fuel impermeability and fuel resistance, and
、 溶融重合による高分子量化が可能であり、 成形可能 in曰n.度幅力 5 0 で以上と広 < 、 溶融成形性に優れ、 さ らに低吸水性、 耐薬品性、 耐 加水分解性にも優れているので、 特に自動車用燃料チューブとして 好適に使用される。 , High molecular weight by melt polymerization is possible, moldability in 曰 n. Width power over 50 and wide, excellent melt moldability, low water absorption, chemical resistance, hydrolysis resistance In particular, it is suitably used as a fuel tube for automobiles.
本発明によれば、 燃料不透過性、 耐燃料性に優れ、 かつ、 溶融重 合による高分子量化が可能であり、 成形可能?皿曰度幅が 5 0で以上と 広く、 溶融成形性に優れ、 さ らに低吸水性、 耐薬品性、 耐加水分解 性にも優れたポリ アミ ド樹脂層を含む燃料チュ一ブが提供される。 According to the present invention, it is excellent in fuel impermeability and fuel resistance, can be increased in molecular weight by melt polymerization, and can it be molded? Provides a fuel tube that includes a polyamide resin layer with a plateau width of 50 or more, excellent melt moldability, low water absorption, chemical resistance, and hydrolysis resistance. Is done.
3 . 1 0 燃料配管用継ぎ手、 クイ ックコネク夕一 3. 1 0 Fuel Pipe Fitting, Quick Connect
従来、 自動車用の燃料配管には金属チューブとゴムチューブが組 み合わされて使用されていた。 しかし、 ゴムチューブは自動車用燃 料として使用されているガソリ ン等に対するバ ァ性が十分でなく Traditionally, fuel pipes for automobiles have been combined with metal tubes and rubber tubes. However, the rubber tube has insufficient buffer properties against gasoline etc. used as fuel for automobiles.
、 安全上及び環境上好ましくなく、 また取り极い性が悪かったのでBecause it was unfavorable for safety and environment,
、 近年では上記ゴムチューブの代わりに樹脂チューブが使用されて いる。 In recent years, resin tubes have been used instead of the rubber tubes.
この樹脂チューブはガソリ ンに対するバリア性が優れており、 ゴ ムチューブと比較して軽量となる。 また、 樹脂チューブと金属チュ ーブを迅速に接合できるコネクターが米国で開発され、 取り扱い性
に優れたシステムとして採用が進んでいる。 このコネクタはクイ ッ ク: πネク夕一と呼ばれており、 金属またはプラスチックの雄型チュ 一ブ端部と着脱自由に係合するプラスチック八ゥジングの雌型タイ プクィ ック ネク夕である (例えば 、 特開平 1 1 — 2 9 4 6 7 6号 公報参照 ) 。 雌型ハウジングの向き合った端部は外周面に形成さ れた複数の軸線的に離間したァゴ部を有し、 それらを覆って圧入さ れたナイ □ン樹脂またはプラスチックチユ ーブでシステムが接合さ れている。 This resin tube has excellent barrier properties against gasoline and is lighter than a rubber tube. In addition, a connector has been developed in the United States that can quickly join resin tubes and metal tubes. Adopted as an excellent system. This connector is called Quick: πNeck, a plastic eight-fusing female type quick neck that removably engages the end of a metal or plastic male tube ( For example, see Japanese Patent Application Laid-Open No. 11-29 4 6 7 6). The opposite ends of the female housing have a plurality of axially spaced jaws formed on the outer peripheral surface, and the system is formed by a Nin resin or plastic tube press-fitted over them. It is joined.
また、 米国連邦法は自動車燃料の炭化水素蒸散の減少を指示して おり、 燃料チューブと接合部を含めた咼い透過防止性能が求められ ている In addition, US federal law directs the reduction of hydrocarbon transpiration of automobile fuels, which requires high permeation prevention performance including fuel tubes and joints.
元来 、 樹脂製チューブの中でもナイ □ン 1 1樹脂またはナイ 口ン Originally in resin tubes, N
1 2樹脂製チューブが優れた機械特性と耐薬品性を有することから 使用されてきたが、 炭化水素透過防止性能を満足しない。 したがつ て、 燃料バリァ性の良好な樹脂、 例えば E V O H 、 P B T、 フッソ 樹脂をバリァ層として配置した多層チュ —ブの適用が提案されてき た (例えば、 特表平 7 — 5 0 7 7 3 9号公報参照) 。 1 2 Resin tubes have been used because of their excellent mechanical properties and chemical resistance, but they do not satisfy the hydrocarbon permeation prevention performance. Therefore, it has been proposed to use a multilayer tube in which a resin with good fuel barrier properties, such as EVOH, PBT, or fluorine resin, is arranged as a barrier layer (for example, JP 7-0 0 7 7 3). (See No. 9).
このような高いバリ ア性能を有するチュ一ブを使用することによ り、 配管からの透過は将来の炭化水素蒸散上限値を大幅に下回るこ とが可能になる 。 しカゝし、 クイ ックコネクタ一にはナイ ロン 1 2や ナイ 口ン 6 6樹脂が広く使用されてお Ό 、 その材料自体の透過防止 性能では、 クィ ックコネクターの肉厚の増大や配置数低減等による 蒸散量の抑制が将来の厳しい規制対応に必要とされる可能性がある 。 また、 地球温暖化により、 実質的な気温の上昇により、 燃料透過 量が増大する傾向もある。 By using a tube with such high barrier performance, the permeation from the piping can be significantly lower than the upper limit of future hydrocarbon evaporation. However, Nylon 12 and Nylon 6 6 resins are widely used for quick connectors. The anti-permeability performance of the material itself increases the thickness of the quick connectors and reduces the number of arrangements. Control of transpiration due to may be required to meet stricter regulations in the future. In addition, due to global warming, fuel permeation tends to increase due to a substantial rise in temperature.
このような炭化水素透過防止ニーズに対応するため、 o—リ ング の配置や、 スピン溶着などによるシール性の改良が提案されている
(例えば、 特開 2 0 0 0— 3 1 0 3 8 1公報、 特開 2 0 0 1 — 2 6 3 5 7 0公報参照。 ) 。 しかし、 クイ ックコネクタ筒状母材からの 透過により、 将来の設計に制約を来す可能性がある。 In order to meet such hydrocarbon permeation prevention needs, o-ring placement and improved sealing performance by spin welding have been proposed. (See, for example, Japanese Patent Laid-Open No. 2 00 0-3 1 0 3 8 1 and Japanese Patent Laid-Open No. 2 0 0 1 2 6 3 5 7 0.) However, transmission from the quick connector cylindrical base material may limit future designs.
そこで、 本件出願人は、 燃料の壁面透過量を低減することができ 、 高温でも優れた剛性 · バリァ性を有する燃料配管用継手を提供す ベく、 ジカルボン酸成分の 6 0〜 1 0 0モル%がテレフタル酸であ るジカルボン酸成分と、 ジァミ ン成分の 6 0〜 1 0 0モル%が 1, 9 —ノナンジァミ ン及び 2 —メチルー 1 , 8 —オクタンジァミ ンか ら選ばれるジァミ ン成分とからなるポリアミ ド ( P A 9 TA) より なる燃料配管用継手を開示した (特開 2 0 0 4 _ 1 5 0 5 0 0公報 このポリアミ ド ( P A 9 T A) を用いた燃料配管用継手は、 燃料 の壁面透過量が低く、 高温でも剛性 · バリ ア性が優れているが、 吸 水による物性変化、 酸、 高温のアルコール、 熱水中での劣化などの 問題点があり、 成形可能温度幅が狭く溶融成形性に劣るので、 これ らの特性に優れた燃料配管用継手が求められており、 また燃料の壁 面透過量もより低く、 高温での剛性 · バリア性もより優れたものが 求められている。 Therefore, the applicant of the present application should provide a fuel pipe joint that can reduce the amount of fuel permeated through the wall and has excellent rigidity and barrier properties even at high temperatures. % Of terephthalic acid, and 60 to 100 mol% of the diamine component consists of a diamine component selected from 1,9-nonanediamine and 2-methyl-1,8-octanediamine. A joint for fuel piping made of the following polyamide (PA 9 TA) is disclosed (Japanese Patent Laid-Open No. 20 0 4 _ 1 5 0 5 0 0) Low wall permeation amount and excellent rigidity and barrier properties even at high temperatures, but there are problems such as changes in physical properties due to water absorption, acid, high-temperature alcohol, and deterioration in hot water. Narrow and inferior in melt moldability There is a need for improved fuel pipe joints, lower permeation of fuel wall surfaces, and higher rigidity and barrier properties at high temperatures.
本発明は、 上記課題を解決するために、 燃料の壁面透過量が低く 、 高温での剛性 · バリ ア性に優れ、 しかも低吸水性、 耐薬品性、 耐 加水分解性、 機械的特性に優れ、 融点と熱分解温度の差から見積も られる成形可能温度幅がより広く、 溶融成形性により優れた燃料配 管用継手、 特に自動車用に使用される燃料配管用を提供する。 具体 的には、 本発明は、 継手材料が、 ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 Z 6 2 Tよりなる燃料配管用継手を提供する。 継手材料は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを 5 0〜 9 9重量 部と、 他のポリアミ ド樹脂および Zまたは他の熱可塑性樹脂 1〜 5
0重量部からなるポリアミ ド樹脂組成物でもよい。 In order to solve the above problems, the present invention has a low fuel wall permeation amount, excellent rigidity and barrier properties at high temperature, and excellent low water absorption, chemical resistance, hydrolysis resistance, and mechanical properties. The present invention provides a fuel pipe joint that has a wider moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature and that is superior in melt moldability, particularly for fuel pipes used in automobiles. Specifically, the present invention provides a fuel pipe joint in which the joint material is made of polyamide resin PA 9 2 C or PA 9 2 Z 6 2 T. The joint material consists of polyamide resin PA 9 2 C or PA 9 2/62 T with 50 to 99 parts by weight, other polyamide resin and Z or other thermoplastic resin 1 to 5 A polyamide resin composition composed of 0 part by weight may also be used.
( 1 ) ポリアミ ド樹脂 P A 9 2 Z 6 2 T (1) Polyamide resin P A 9 2 Z 6 2 T
本発明における継手材料に用いられるポリアミ ド P A 9 2 C又は P A 9 2 / 6 2 Tは、 前述したポリアミ ド P A 9 2 C又は P A 9 2 / 6 2 Tの単独重合体であってもよいし、 他のポリ アミ ド樹脂また はその他の熱可塑性樹脂との混合物であってもよい。 Polyamide PA 92 C or PA 92/62 T used for the joint material in the present invention may be a homopolymer of the aforementioned polyamide PA 92 C or PA 92/62 T. It may be a mixture with other polyamide resins or other thermoplastic resins.
( 2 ) その他の樹脂 (2) Other resins
ポリアミ ド P A 9 2 C又は P A 9 2 / 6 2 Tとともに配合できる 他のポリアミ ド樹脂またはその他の熱可塑性樹脂については、 1. 4において前述したとおりである。 Other polyamide resins or other thermoplastic resins that can be blended with polyamide P A 92 C or PA 92/2/62 T are as described in 1.4 above.
本発明の継手をポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 T と、 他のポリ アミ ド樹脂及び Z又は他の熱可塑性樹脂からなるポリ アミ ド樹脂組成物で製造する場合、 その配合量は、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを 5 0〜 9 9質量部と、 他のポリ アミ ド樹脂及び Z又は他の熱可塑性樹脂 1〜 5 0質量部からなる。 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tと、 他のポリアミ ド樹脂及び Z又は他の熱可塑性樹脂からなるポリアミ ド樹脂組成物 として構成することが好ましい。 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tが 5 0質量部より少ないと、 本発明の所望の効果が 得られない場合がある。 他のポリアミ ド樹脂及び Z又は他の熱可塑 性樹脂が 1質量部よ り少ないと、 これらの樹脂を配合する効果が得 られない。 When the joint of the present invention is produced with a polyamide resin PA 9 2 C or PA 9 2/62 T and a polyamide resin composition comprising other polyamide resin and Z or other thermoplastic resin, The blending amount is from polyamide resin PA 9 2 C or PA 9 2/62 T to 50 to 99 parts by mass, other polyamide resin and Z or other thermoplastic resin 1 to 50 parts by mass. Become. A polyamide resin composition comprising a polyamide resin PA 92 C or PA 92/2/62 T, another polyamide resin, and Z or another thermoplastic resin is preferably used. If the polyamide resin P A 92 C or PA 92/62 T is less than 50 parts by mass, the desired effect of the present invention may not be obtained. If the amount of other polyamide resin and Z or other thermoplastic resin is less than 1 part by mass, the effect of blending these resins cannot be obtained.
( 3 ) 強化材 (3) Reinforcement material
本発明の継手材料に用いられるポリアミ ド樹脂または組成物には 、 強化材を添加することが好ましい。 It is preferable to add a reinforcing material to the polyamide resin or composition used in the joint material of the present invention.
強化材としては、 ガラス繊維や炭素繊維、 ワラス トナイ トやチタ ン酸カ リ ウムウイスカ一等の繊維状無機材料、 ァラミ ド繊維等の有
機繊維、 モンモリ ロナイ ト、 タルク、 マイ力、 炭酸カルシウム、 シ リカ、 ク レイ、 カオリ ン、 ガラスパウダー、 ガラスビーズ等の無機 充填材が用いられる。 Reinforcing materials include glass fibers, carbon fibers, fibrous inorganic materials such as wollastonite and calcium titanate whisker, and aramid fibers. Inorganic fillers such as machine fiber, montmorillonite, talc, my strength, calcium carbonate, silica, clay, kaolin, glass powder, and glass beads are used.
繊維状無機材料としては、 繊維径が 0. 0 1〜 2 0 ΓΠ、 好まし く は 0. 0 3〜 1 5 mであり、 繊維カッ ト長は 0. 5〜 : L O mm 、 好ましく は 0. 7〜 5 mmである。 As the fibrous inorganic material, the fiber diameter is 0.01 to 20 ΓΠ, preferably 0.03 to 15 m, and the fiber cut length is 0.5 to LO mm, preferably 0. 7-5 mm.
特にガラス繊維は補強効果が高く、 好適に使用される。 ガラス強 化することにより、 締結部のク リープ耐性が高く変形が発生しなく なり、 永続的なシールが可能となる。 In particular, glass fiber has a high reinforcing effect and is preferably used. By strengthening the glass, the creep resistance of the fastening part is high and deformation does not occur, and permanent sealing becomes possible.
強化材の使用量は、 ポリ アミ ド樹脂または組成物中で、 5〜 6 5 重量%、 好ましくは 1 0〜 6 0重量%、 さ らに好ましく は 1 0〜 5 0重量%である。 5重量%より少ないとポリアミ ドの機械的強度は 充分満足されない。 6 5重量%より多ければ、 機械的強度は充分満 足されるが、 成形性や表面状態が悪くなり好ましくない。 The amount of reinforcing material used is 5 to 65% by weight, preferably 10 to 60% by weight, and more preferably 10 to 50% by weight in the polyamide resin or composition. If it is less than 5% by weight, the mechanical strength of the polyamide is not sufficiently satisfied. 6 If it is more than 5% by weight, the mechanical strength is sufficiently satisfied, but the moldability and surface condition are deteriorated, which is not preferable.
また、 本発明の継手材料に用いられるポリアミ ド樹脂または組成 物には、 導電性フイ ラ一を添加することが好ましい。 導電化された 継手と導電化されたチューブを接合し、 電気運搬回路を形成するこ とにより、 燃料等の流体の搬送時に発生する静電気の散逸が可能に なり、 スパークによる部品の破損や爆発防止が可能となる。 Further, it is preferable to add a conductive filler to the polyamide resin or composition used in the joint material of the present invention. By connecting the conductive joint and the conductive tube to form an electric transportation circuit, it is possible to dissipate static electricity generated when transporting fluids such as fuel, and to prevent damage and explosion of parts due to sparks. Is possible.
導電性とは、 たとえば、 ガソ リ ンのような引火性の流体が樹脂の ような絶縁体に連続的に接触した場合、 静電気が蓄積してスパーク が発生し、 燃料が引火する可能性があるが、 この静電気が蓄積しな い程度の電気特性をいう。 これにより、 燃料等の流体の搬送時に発 生する静電気によるスパークの発生を防止可能になる。 Conductivity means that, for example, when a flammable fluid such as gasoline continuously contacts an insulator such as resin, static electricity can accumulate and sparks can be generated, which can ignite the fuel. However, the electrical characteristics do not accumulate this static electricity. As a result, it is possible to prevent the occurrence of sparks due to static electricity generated when transporting fluids such as fuel.
本発明でいう導電性フィ ラーとは、 樹脂に導電性能を付与するた めに添加されるすべての充填材が包含され、 粒状、 フレーク状及び 繊維状フイ ラ一などが挙げられる。
粒状フィ ラーとしては、 カーボンブラ'ック、 クラファイ ト等が好 適に使用できる。 フレーク状フィ ラーとしては、 アルミ フレーク、 二ッケルフレーク、 ニッケルコ一卜マィ力等が好適に使用できる。 また、 繊維状フィ ラーとしては 、. カーボンナノチューブ、 カーボン ナノ フアイバー、 炭素繊維、 炭素被覆セラミ ツク繊維、 力一ポンゥ ィスカー、 アルミ繊維、 銅繊維 、 黄銅繊維、 ステンレス繊維といつ た金属繊維等が好適に使用できる れらの中では、 カーボンブラ ックが好適に使用できる。 The conductive filler referred to in the present invention includes all fillers added for imparting conductive performance to the resin, and examples thereof include granular, flaky and fibrous fillers. As the granular filler, carbon black, kraftite, etc. can be suitably used. As the flaky filler, aluminum flakes, nickel flakes, nickel co-magnification force and the like can be suitably used. Also suitable as fibrous fillers are carbon nanotubes, carbon nanofibers, carbon fibers, carbon-coated ceramic fibers, Chikuni ponskers, aluminum fibers, copper fibers, brass fibers, and stainless steel fibers. Among these, carbon black can be preferably used.
用いることができるカーボンブラックについては、 2 . 3 ( 1 ) において前述したとおりである The carbon black that can be used is as described above in 2.3 (1).
これら、 導電性フイ ラ一はチタネ一 卜系、 アルミ系、 シラン系な どの表面処理剤で表面処理を施されていても良い。 また溶融混練作 性を向上させるために造粒されたものを用いることも可能である 業 These conductive fillers may be surface-treated with a surface treatment agent such as a titanium base, aluminum, or silane. It is also possible to use a granulated product to improve melt-kneading performance.
o o
導電性フィ ラーの配合量は、 用いる導電性フィ ラーの種類により 異なるため、 一概に規定はできないが 、 導電性と流動性、 機械的強 度などとのバランスの点から、 ポリア -- ド樹脂を含む樹脂全体 1 0 The compounding amount of the conductive filler varies depending on the type of conductive filler used, so it cannot be specified unconditionally, but from the viewpoint of the balance between conductivity, fluidity, mechanical strength, etc. Total resin containing 1 0
0質量部に対して、 一般に 2〜 3 0重 部が好ましく選択される。 またかかる導電性フィ ラーは、 十分な帯電防止性能を得る意味で 、 それを配合したポリ アミ ド樹脂組成物を溶融押出して得られる成 形品の体積抵抗が 1 0 9 Ω · c m以下、 特に 1 0 6 Ω · c m以下 となる程度の量を配合することが好ましい。 但し上記導電性フイ ラ 一の配合は強度、 流動性の悪化を招きやすい。 そのため目標とする 導電レベルが得られれば、 上記導電性フィ ラーの配合量はできるだ け少ない方が望ましい。 In general, 2 to 30 parts by weight are preferably selected with respect to 0 parts by weight. In addition, such a conductive filler has a volume resistance of 10 9 Ω · cm or less, particularly a molded product obtained by melt-extruding a polyamide resin composition blended with it in order to obtain sufficient antistatic performance. It is preferable to add an amount of about 10 6 Ω · cm or less. However, the blending of the above conductive filler tends to deteriorate strength and fluidity. Therefore, if the target conductivity level is obtained, it is desirable that the amount of the conductive filler is as small as possible.
また、 本発明の継手材料に用いられるポリアミ ドには、 上記強化 材と導電性フィ ラーを重量比で 1 : 3〜 3 : 1 の割合で配合するこ
とが好ましい。 In the polyamide used in the joint material of the present invention, the reinforcing material and the conductive filler are blended at a weight ratio of 1: 3 to 3: 1. And are preferred.
さ らに、 本発明の継手材料に用いられるポリアミ ドには、 必要に 応じて、 酸化防止剤、 熱安定剤、 紫外線吸収剤、 光安定化剤、 滑剤 、 無機質微粒子、 帯電防止剤、 難燃剤、 結晶化促進剤、 可塑剤、 衝 撃改良剤等を添加してもよい。 Furthermore, the polyamide used in the joint material of the present invention includes an antioxidant, a heat stabilizer, an ultraviolet absorber, a light stabilizer, a lubricant, an inorganic fine particle, an antistatic agent, and a flame retardant as necessary. Crystallization accelerators, plasticizers, impact modifiers, etc. may be added.
( 4 ) 継手材料の製造 6 (4) Manufacture of joint materials 6
本発明の継手材料の製造は、 射出成形法その他、 樹脂製継手の製 造方法として公知のいずれの方法によってもよい。 The joint material of the present invention may be produced by any method known as an injection molding method or other method for producing a resin joint.
( 5 ) クイ ックコネクター (5) Quick connector
本発明の燃料配管用継手の具体例としては、 上記継手材料により 筒状本体部が形成されてなる燃料配管用クイ ックコネクターが挙げ られる。 Specific examples of the fuel pipe joint of the present invention include a fuel pipe quick connector in which a cylindrical main body is formed of the joint material.
図 6 には、 代表的なクイ ックコネクター 6 1 の断面を示す。 本図 に示すクイ ックコネクター 6 1 は、 スチールチューブ 6 2 の端部と プラスチックチューブ 6 3の端部を相互結合している。 スチールチ ユーブ 2の端部から離れた位置にあるフランジ形状部 6 4 とコネク 夕一 1 のリテ一ナ一 6 5 により着脱可能に係合し、 O—リ ング 6 6 の列によって燃料を封止する。 また、 プラスチックチューブ 6 3 と コネクター 6 1 の接合部では、 コネクタ一端部は径方向へ突出した 複数のあご部 6 8 を有する細長いニップル 6 7 を形成している。 プ ラスチックチューブ 6 3 の端部はニップル 6 7の外面に密着嵌合し 、 あご部 6 8 との機械的な接合とチューブとニップル間に備えた〇 一リ ング 6 9 により燃料を封止する。 Figure 6 shows a cross section of a typical quick connector 61. The quick connector 61 shown in the figure connects the end of the steel tube 6 2 and the end of the plastic tube 6 3 to each other. Steel tube 2 is removably engaged with flange-shaped part 6 4 away from the end of connector 2 and connector 1 retainer 6 5, and fuel is sealed by rows of O-rings 6 6 To do. At the joint between the plastic tube 6 3 and the connector 61, one end of the connector forms an elongated nipple 6 7 having a plurality of jaws 6 8 protruding in the radial direction. The end of the plastic tube 6 3 is tightly fitted to the outer surface of the nipple 6 7, and the fuel is sealed by mechanical joining with the jaw portion 6 8 and a ring 6 9 provided between the tube and the nipple. .
クイ ックコネクタ一の製造法としては、 筒状本体ゃリテーナ一、 〇ー リ ング等各パーツを射出成形などで作成した後、 所定の場所に アッセンブリーして組みたてる方法が挙げられる。 As a method of manufacturing a quick connector, there is a method in which each part such as a cylindrical main body retainer and a ring is assembled by injection molding and then assembled in a predetermined place.
上記クイ ックコネクタ一は樹脂チューブと係合した形のアッセン
ブリーに組みたてられ、 燃料配管部品として用いられる。 The quick connector is an assembly that is engaged with the resin tube. It is assembled into a brie and used as fuel piping parts.
クイ ックコネクタ一と樹脂チューブとは、 嵌合により機械的に接 合してもよいが、 スピン溶着、 振動溶着、 レーザー溶着、 超音波溶 着等の溶着方法により接合することが好ましい。 これにより気密性 を向上させることができる The quick connector and the resin tube may be mechanically joined by fitting, but are preferably joined by a welding method such as spin welding, vibration welding, laser welding, or ultrasonic welding. This can improve hermeticity
また、 挿入後、 オーバ一ラップする部分に十分締めつけ力をかけ られる、 厚肉の樹脂チュ一ブや熱収縮チューブ、 ク ップ等を用い 気密性を向上させることちできる。 In addition, after insertion, it is possible to improve the airtightness by using a thick resin tube, heat shrinkable tube, cup, etc. that can apply sufficient tightening force to the overlapping part.
樹脂チユーブは、 その途中に波形領域を有するものであつてもよ い。 このような波形領域とは 、 チューブ本体途中の適宜の領域を、 波形形状 、 蛇腹形状、 ァ ―ディオン形状、 または ルゲー 卜形状 等に形成した領域である かかる波形の折り 目が複数個環状に配設 されている領域を有する とにより、 その領域において環状の一側 を圧縮し、 他側を外方に伸張することができるので、 応力疲労や層 間の剥離を伴 しとな <容易に任意の角度で曲げることが可能にな ス また 、 樹脂チュ一ブは 、 ナイ ロン 1 1 、 ナイ ロン 1 2等のポリァ 層の他に リ ァ層を含む多層構造をとることが好まし < 、 P B The resin tube may have a corrugated region in the middle. Such a corrugated region is a region in which an appropriate region in the middle of the tube body is formed into a corrugated shape, a bellows shape, an ardion shape, a Lugion shape, or the like. By having an area in place, one side of the ring can be compressed in that area and the other side can be extended outwards, resulting in stress fatigue and delamination between layers. In addition, the resin tube preferably has a multilayer structure including a rear layer in addition to a poly layer such as Nylon 11 and Nylon 12 <PB
T 、 P B N、 フ Vソ樹脂 、 P A 9 2、 ク レーがナノ分散したナイ 口 ン 、 E V〇 Hなどがハ' ァ層を形成する樹脂として使用でき T, PBN, fluororesin, PA92, clay with nano-dispersed nylon, EVOH, etc. can be used as the resin for forming the hard layer.
また、 液体燃料が流動するライ ンでは導 が最内層に含まれて いる構成が静電気による破損防止のため好ましい。 In addition, in a line in which liquid fuel flows, a structure in which a conductor is included in the innermost layer is preferable for preventing damage due to static electricity.
上記樹脂チューブの外周の全部または一部には、 石八ネ 、 他部品 との摩耗、 耐炎性を考慮してェピクロルヒ ド g ンゴム、 N B R、 N All or a part of the outer circumference of the above resin tube is made of epoxy rubber, NBR, NBR in consideration of wear with other parts and flame resistance.
B Rとポリ塩化ビニルの混合物、 クロ口スルホン化ポリェチレンゴ ム 、 塩素化ポリエチレンゴム、 ァク リルゴム ( A C M ) 、 クロロプ レンゴム ( C R ) 、 エチレン一プロピレンゴム ( E P R ) 、 ェチレ
ン一プロピレン一ジェンゴム ( E P D M ) 、 N B Rと E P D Mの混 合物ゴム、 塩化ビニル系、 ォレフィ ン系、 エステル系、 アミ ド系等 の熱可塑性エラス トマ一等から構成されるソ リ ツ ドまたはスポンジ 状の保護部材 (プロテクター) を配設することができる。 保護部材 は既知の手法によりスポンジ状の多孔体としてもよい。 多孔体とす ることにより、 軽量で断熱性に優れた保護部を形成できる。 また、 材料コス トも低減できる。 あるいは、 ガラス繊維などを添加してそ の強度を改善してもよい。 保護部材の形状は特に限定されないが、 通常は、 筒状部材または多層チューブを受け入れる凹部を有するブ ロック状部材である。 筒状部材の場合は、 予め作製した筒状部材に 多層チューブを後で挿入したり、 あるいは多層チューブの上に筒状 部材を被覆押出しして両者を密着して作ることができる。 両者を接 着させるには、 保護部材内面あるいは前記凹面に必要に応じ接着剤 を塗布し、 これに多層チューブを挿入または嵌着し、 両者を密着す ることにより、 多層チューブと保護部材の一体化された構造体を形 成する。 Blends of BR and polyvinyl chloride, sulfonated polyethylene rubber, chlorinated polyethylene rubber, acrylic rubber (ACM), chloroprene rubber (CR), ethylene-propylene rubber (EPR), ethylene Polypropylene rubber (EPDM), NBR / EPDM blend rubber, vinyl chloride, polyolefin, ester, amide thermoplastic, etc. A protective member (protector) can be provided. The protective member may be a sponge-like porous body by a known method. By using a porous body, a light-weight protective part with excellent heat insulation can be formed. In addition, material costs can be reduced. Alternatively, the strength may be improved by adding glass fiber or the like. The shape of the protective member is not particularly limited, but is usually a block-like member having a cylindrical member or a recess for receiving a multilayer tube. In the case of a cylindrical member, the multilayer tube can be inserted later into a cylindrical member prepared in advance, or the cylindrical member can be coated and extruded onto the multilayer tube to adhere both together. In order to attach both, the adhesive is applied to the inner surface of the protective member or the concave surface as necessary, and the multilayer tube is inserted or fitted into the inner surface, and the multilayer tube and the protective member are brought into close contact with each other. Form a structured structure.
本発明におけるクイ ックコネクタ一は、 O —リ ングや溶着等の気 密性向上技術と合わせることにより、 燃料ガソリ ン混合燃料等の壁 面透過量が少なく、 ク リーブ変形耐性等の特性に優れたものとする ことができる。 したがって、 バリ ア性に優れた多層チューブと組み 合わせて、 厳しい燃料放出規制に対して柔軟に対応できる優れた燃 料ライ ンシステムと して有用である。 The quick connector according to the present invention is excellent in characteristics such as resistance to creep deformation because it is combined with airtightness improving technology such as O-ring and welding, so that the amount of permeation of the fuel / gasoline mixed fuel and the like is small. Can be. Therefore, it is useful as an excellent fuel line system that can flexibly respond to strict fuel emission regulations in combination with a multilayer tube with excellent barrier properties.
( 6 ) 本発明の燃料配管用継手は、 燃料の壁面透過量が低く、 高 温での剛性 · バリア性に優れ、 しかも低吸水性、 耐薬品性、 耐加水 分解性、 機械的特性に優れ、 融点と熱分解温度の差から見積もられ る成形可能温度幅がより広く、 溶融成形性により優れることができ る。 特に自動車用に使用される燃料配管用クイ ックコネクターに好
R i/JP 2l} ii» / U 6UlT/ 3 適に使用できる (6) The fuel pipe joint of the present invention has low fuel wall permeation, excellent rigidity and barrier properties at high temperatures, and low water absorption, chemical resistance, hydrolysis resistance, and mechanical properties. The moldable temperature range estimated from the difference between the melting point and the thermal decomposition temperature is wider, and it can be more excellent in melt moldability. Especially suitable for quick connectors for fuel pipes used in automobiles. R i / JP 2l} ii »/ U 6UlT / 3 Suitable for use
3 . 1 1 エンジン冷却水系部品 3.11 Engine cooling water system parts
近年、 自動車部品、 特にエンジンルーム内で使用される樹脂製部 品においては、 エンジン性能の高性能化、 高出力化に伴うエンジン 冷却水の温度上昇やエンジンルーム内の温度上昇と使用環境が過酷 になりつつあり、 さ らに寒冷地域では、 融雪剤として大量の道路凍 結防止剤が散布され、 エンジン部品はこれら薬剤にも晒される環境 下に置かれる。 In recent years, automotive parts, especially plastic parts used in the engine room, have experienced a severe increase in engine cooling water temperature and engine room temperature due to higher engine performance and higher output. In cold regions, a large amount of anti-freezing agents are sprayed as a snow melting agent, and engine parts are placed in an environment where they are also exposed to these agents.
しかし、 上記ポリアミ ド樹脂として、 汎用のナイ ロン 6、 ナイ 口 ン 6 6 を用いた場合には、 特にエンジン冷却水との接触による吸水 とエンジンルーム内の温度上昇によって繰り返される乾燥と湿潤と のサイクルに、 塩化カルシウム、 塩化亜鉛などの金属塩からなる道 路凍結防止剤が作用し、 応力割れが起こ りやすいという問題がある 従って、 このような過酷な使用環境下においても、 低吸水性、 耐 薬品性、 耐加水分解性等に優れるポリアミ ド樹脂に対する要望があ る。 However, when general-purpose nylon 6 and nylon 6 6 are used as the polyamide resin, the water absorption caused by contact with engine cooling water and the repeated drying and wetting caused by the temperature rise in the engine room There is a problem that the road anti-freezing agent consisting of metal salts such as calcium chloride and zinc chloride acts on the cycle, and stress cracking is likely to occur. Therefore, even under such severe use environment, low water absorption, There is a demand for polyamide resins with excellent chemical resistance and hydrolysis resistance.
本発明は、 上記課題を解決するために、 本発明は、 ポリアミ ド樹 脂 P A 9 2 C又は P A 9 2 / 6 2 Tを用いたエンジン冷却水系部品 により、 従来のナイ ロン 6 6系組成物と比較して、 低吸水性で寸法 安定性に優れ、 耐薬品性、 耐加水分解性及び衝撃強度等に優れ、 材 料特性の低下、 特に応力割れが少なく、 そしてジァミ ン成分として In order to solve the above problems, the present invention provides a conventional nylon 66-based composition using an engine cooling water system component using polyamide resin PA 92 C or PA 92/62 T. Compared to the above, it has low water absorption, excellent dimensional stability, excellent chemical resistance, hydrolysis resistance, impact strength, etc., reduced material properties, especially less stress cracking, and as a jamming component
1 , 9 ーノナンジァミ ン単体を用いたポリアミ ド樹脂組成物より も 成形可能温度幅が広く溶融成形性に優れ、 さ らに高分子量化が可能 で強靭な成形体を製造することができるエンジン冷却水系部品用ポ リ アミ ド樹脂組成物及び当該組成物から成形させたエンジン冷却水
系部品を提供する。 Engine cooling water system that can produce a tough molded body that has a wider moldable temperature range, better melt moldability, and higher molecular weight than a polyamide resin composition that uses 1,9-nonanediamine alone Polyamide resin composition for parts and engine cooling water molded from the composition Provide system parts.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 無機充填材 (2) Inorganic filler
本発明のエンジン冷却水系部品は、 ポリアミ ド樹脂 P A 9 2 C又 は P A 9 2 / 6 2 Tを用いることを特徴とするが、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tと無機充填材を含むポリアミ ド樹 脂組成物からなることが好ましい。 The engine cooling water system component of the present invention is characterized by using polyamide resin PA 9 2 C or PA 9 2/62 T, but the polyamide resin PA 9 2 C or PA 9 2/62 T It is preferably made of a polyamide resin composition containing an inorganic filler.
無機充填材は、 ポリ アミ ド樹脂に添加して、 強化材として作用す る無機成分である。 The inorganic filler is an inorganic component that acts as a reinforcing material when added to the polyamide resin.
本発明で用いられる無機充填材としては、 上記特性を向上させる 無機成分であれば、 特に限定されずに用いることができる。 The inorganic filler used in the present invention is not particularly limited as long as it is an inorganic component that improves the above characteristics.
無機充填材の非限定的例としては、 繊維状又は非繊維状のものを 挙げることができ、 その具体例としては、 ガラス繊維、 炭素繊維、 チタン酸カ リ ウムウイスカ、 酸化亜鉛ウイスカ、 硼酸アルミニウム ウイスカ、 ァラミ ド繊維、 アルミナ繊維、 炭化珪素繊維、 セラミ ツ ク繊維、 アスベス ト繊維、 石コゥ繊維、 金属繊維などの繊維状充填 材、 ワラステナイ ト、 ゼォライ ト、 セリサイ ト、 カオリ ン、 マイ力 、 ク レー、 パイ ロフイ ライ ト、 ベン トナイ ト、 モンモリ ロナイ ト、 アスベス ト、 タルク、 アルミ ノシリケ一 ト等の珪酸塩、 .アルミナ、 酸化珪素、 酸化マグネシウム、 酸化ジルコニウム、 酸化チタン、 酸 化鉄などの金属酸化物、 炭酸カルシウム、 炭酸マグネシウム、 ドロ マイ ト等の炭酸塩、 硫酸カルシウム、 硫酸バリ ウム等の硫酸塩、 水 酸化マグネシウム、 水酸化カルシウム、 水酸化アルミニウム等の水 酸化物、 ガラスビーズ、 セラミ ック ビーズ、 窒化ホウ素、 炭化珪素 及びシリカ等の非繊維状充填材が挙げられ、 これらは中空形状であ つてもよく 、 さ らにはこれらを 2種類以上併用することも可能であ
る。 Non-limiting examples of inorganic fillers include fibrous or non-fibrous materials, and specific examples thereof include glass fiber, carbon fiber, calcium titanate whisker, zinc oxide whisker, and aluminum borate whisker. Fiber filler such as aramid fiber, alumina fiber, silicon carbide fiber, ceramic fiber, asbestos fiber, stone coco fiber, metal fiber, warastite, zeolite, sericite, kaolin, my strength, Silicates such as clay, pyrophyllite, bentonite, montmorillonite, asbestos, talc, aluminosilicate, etc. Metals such as alumina, silicon oxide, magnesium oxide, zirconium oxide, titanium oxide, iron oxide, etc. Oxides, carbonates such as calcium carbonate, magnesium carbonate, dolomite, potassium sulfate Non-fibrous fillers such as sulfates such as calcium and barium sulfate, hydroxides such as magnesium hydroxide, calcium hydroxide and aluminum hydroxide, glass beads, ceramic beads, boron nitride, silicon carbide and silica These may be hollow, and two or more of these may be used in combination. The
また、 無機充填材) を、 イソシァネー ト系化合物、 アク リル系化 合物、 有機シラン系化合物、 有機チタネー ト系化合物、 有機ボラン 系化合物、 エポキシ化合物などのカップリ ング剤で予備処理して使 用することは、 より優れた機械的強度を得る意味において好ましい 。 無機充填材の中で、 ガラス繊維又はタルクが好ましく、 ガラス繊 維がさ らに好ましい。 繊維状充填材としては、 繊維径が 0. 0 1〜 2 0 u rn, 好ましくは 0. 0 3〜 : L 5 mであり、 繊維カッ ト長は 0. 5〜 : L O mm、 好ましく は 0. 7〜 5 mmである。 Inorganic fillers) are pre-treated with coupling agents such as isocyanate compounds, acrylic compounds, organosilane compounds, organic titanate compounds, organoborane compounds, and epoxy compounds. It is preferable in terms of obtaining superior mechanical strength. Of the inorganic fillers, glass fiber or talc is preferable, and glass fiber is more preferable. As the fibrous filler, the fiber diameter is 0.01 to 20 u rn, preferably 0.03 to L5 m, and the fiber cut length is 0.5 to LO mm, preferably 0. 7-5 mm.
無機充填材の量は、 上記特性等を向上させることができる量であ れば、 特に制限されないが、 例えば、 ポリアミ ド樹脂 1 0 0質量部 に対し、 5〜 : L 5 0質量部、 好ましくは 1 0〜 1 2 0質量部、 より 好ましく は、 2 5〜 1 0 0質量部である。 無機充填材の量が少なく なると、 ポリアミ ド樹脂の機械的強度が向上せず、 1 5 0質量部よ り多くなると、 成形性や表面状態の問題が生ずる傾向がある。 The amount of the inorganic filler is not particularly limited as long as it can improve the above characteristics and the like. For example, 5 to L 50 parts by mass with respect to 100 parts by mass of the polyamide resin, preferably Is 10 to 120 parts by mass, more preferably 25 to 100 parts by mass. When the amount of the inorganic filler is reduced, the mechanical strength of the polyamide resin is not improved, and when it is more than 150 parts by mass, there is a tendency that problems of moldability and surface condition occur.
( 3 ) 他のポリマー (3) Other polymers
本発明に用いられるポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 他のポリマー成分については、 1. 4で前 述したが、 例えば、 他のポリアミ ド類、 例えば、 ポリオキサミ ド、 芳香族ポリアミ ド、 脂肪族ポリ アミ ド、 脂環式ポリアミ ド等、 並び にポリアミ ド以外のポリマー、 例えば、 熱可塑性ポリマー、 エラス トマ一が挙げられる。 上記熱可塑性ポリマーの例としては、 ポリエ チレン、 ポリプロピレン、 ポリスチレン、 A B S樹脂、 A S樹脂、 アク リル樹脂等の汎用樹脂材料、 ポリカーボネー ト、 ポリ フエニレ ンオキサイ ド、 ポリエチレンテレフ夕レー 卜、 ポリブチレンテレフ 夕レー ト、 ポリ フエ二レンサルファイ ド、 その他高耐熱樹脂が挙げ
られる。 特にポリエチレンやポリプロピレンを併用する場合には無 水マレイ ン酸ゃグリ シジル基含有モノマ一等で変性したものを使用 することが望ましい。 The polyamide resin PA 9 2 C or PA 9 2/62 T used in the present invention can be partially substituted with another polymer component as long as the effects of the present invention are not impaired. The other polymer components have been described in 1.4. For example, other polyamides such as polyoxides, aromatic polyamides, aliphatic polyamides, alicyclic polyamides, and polyamides are listed. Examples of the polymer other than the polymer include thermoplastic polymers and elastomers. Examples of the thermoplastic polymer include general-purpose resin materials such as polyethylene, polypropylene, polystyrene, ABS resin, AS resin, and acrylic resin, polycarbonate, polyphenylene oxide, polyethylene terephthalate, and polybutylene terephthalate. Rate, polyphenylene sulfide, and other high heat resistance resins. It is done. In particular, when polyethylene or polypropylene is used in combination, it is desirable to use water-modified maleic acid modified with glycidyl group-containing monomer.
上記他のポリマーによる置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましく は 5 0質量%未 満であり、 より好ましくは 3 0質量%以下である。 The substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
( 4 ) 添加剤 (4) Additive
本発明のポリアミ ド樹脂組成物には、 本発明の効果を損なわない 範囲において、 他の添加剤を添加することができる (前述のとおり ) 。 Other additives can be added to the polyamide resin composition of the present invention as long as the effects of the present invention are not impaired (as described above).
より具体的には、 耐熱剤としては、 ヒンダー ドフエノール類、 ホ スフアイ ト類、 チォエーテル類、 ハロゲン化銅等が挙げられ、 単独 またはこれらを組み合わせて使用することができる。 More specifically, examples of the heat-resistant agent include hindered phenols, phosphates, thioethers, copper halides, etc., and these can be used alone or in combination.
上記.耐候剤としては、 ヒンダ一 ドアミ ン類ゃサリ シレー ト類が挙 げられ、 単独又はこれらを組み合わせて使用することができる。 上記結晶核剤としては、 タルク、 ク レー等の無機フイ ラ一類や脂 肪酸金属塩等の有機結晶核剤等が挙げられ、 単独又はこれらを組み 合わせて使用することができる。 Examples of the weathering agent include hindered amines and salicylates, which can be used alone or in combination. Examples of the crystal nucleating agent include inorganic fillers such as talc and clay and organic crystal nucleating agents such as fatty acid metal salts, and these can be used alone or in combination.
上記結晶化促進剤としては、 低分子量ポリ アミ ド、 高級脂肪酸類 、 高級脂肪酸エステル類や高級脂肪族アルコール類が挙げられ、 単 独又はこれらを組み合わせて使用することができる。 Examples of the crystallization accelerator include low molecular weight polyamides, higher fatty acids, higher fatty acid esters and higher aliphatic alcohols, which can be used alone or in combination.
上記離型剤としては、 脂肪酸金属塩類、 脂肪酸アミ ド類ゃ各種ヮ ックス類が挙げられ、 単独又はこれらを組み合わせて使用すること ができる。 Examples of the mold release agent include fatty acid metal salts, fatty acid amides and various types of auxiliaries, which can be used alone or in combination.
上記帯電防止剤としては、 脂肪族アルコール類、 脂肪族アルコー ルエステル類や高級脂肪酸エステル類が挙げられ、 単独又はこれら を組み合わせて使用することができる。
上記難燃剤としては、 水酸化マグネシウム等の金属水酸化物、 リ ン、 リ ン酸アンモニゥム、 ポリ リ ン酸アンモニゥム、 メラミ ンシァ ヌ レー ト、 エチレンジメラミ ンジシァヌ レー ト、 硝酸カ リ ウム、 臭 素化エポキシ化合物、 臭素化ポリカーボネー ト化合物、 臭素化ポリ スチレン化合物、 テトラブロモベンジルポリアク リ レー ト、 ト リブ ロモフエノール重縮合物、 ポリプロモビフエニルエーテル類や塩素 系難燃剤が挙げられ、 単独又はこれらを組み合わせて使用すること ができる。 Examples of the antistatic agent include aliphatic alcohols, aliphatic alcohol esters and higher fatty acid esters, which can be used alone or in combination. Examples of the flame retardant include metal hydroxides such as magnesium hydroxide, phosphorus, ammonium phosphate, ammonium polyphosphate, melamine cyanate, ethylene dimethylamine nitrate, calcium nitrate, and odor. Epoxy compounds, Brominated polycarbonate compounds, Brominated polystyrene compounds, Tetrabromobenzyl polyacrylate, Trifluorophenol polycondensates, Polypromobiphenyl ethers and Chlorine flame retardants Or they can be used in combination.
( 5 ) エンジン冷却水系部品の製造方法 (5) Manufacturing method of engine cooling water system parts
本発明のエンジン冷却水系部品用ポリアミ ド樹脂組成物の製造方 法は特に制限されるものではなく、 例えば、 単軸、 2軸の押出機、 バンバリ一ミキサー、 ニーダ一、 及びミキシングロールなど通常公 知の溶融混練機が用いられる。 ポリアミ ド樹脂組成物の原料である ポリアミ ド樹脂及び無機充填材の配合順序としては、 例えば、 ( i ) 2軸押出機を使用して、 全ての原材料を配合後、 溶融混練する方 法、 ( i i ) 一部の原材料を配合後、 溶融混練し、 更に残りの原材 料を配合し溶融混練する方法、 又は ( i i i ) 一部の原材料を配合 後、 溶融混練中にサイ ドフィーダ一を用いて残りの原材料を混合す る方法等、 いずれの方法を用いてもよい。 The method for producing the polyamide resin composition for engine cooling water system parts of the present invention is not particularly limited. For example, it is generally used as a single-screw or twin-screw extruder, a Banbury mixer, a kneader, or a mixing roll. A known melt kneader is used. Examples of the blending order of the polyamide resin and the inorganic filler that are the raw materials of the polyamide resin composition include, for example, (i) a method of melt-kneading after mixing all raw materials using a twin-screw extruder, ( ii) A method in which some raw materials are blended and then melt-kneaded, and the remaining raw materials are further blended and melt-kneaded, or (iii) after blending some raw materials, a side feeder is used during melt-kneading. Any method such as a method of mixing the remaining raw materials may be used.
本発明のエンジン冷却水系部品は、 当業界で通常行われる成形方 法により、 例えば、 上記エンジン冷却水系部品用ポリアミ ド樹脂組 成物のペレッ ト等を、 押出成形、 ブロー成形、 圧縮成形、 射出成形 等の方法により成形することにより製造することができる。 The engine cooling water system parts of the present invention can be produced by, for example, extrusion molding, blow molding, compression molding, injection of the above-mentioned pellets of the polyamide resin composition for engine cooling water system parts by a molding method commonly used in the industry. It can be produced by molding by a method such as molding.
( 6 ) エンジン冷却水系部品 (6) Engine cooling water system parts
本発明のエンジン冷却水系部品は、 ラジェ一夕コア、 ラジェ一夕 タンクの トツプ及びべ一ス等のラジェ一夕タンク部品、 冷却液リザ ーブタンク、 ウォー夕一パイプ、 ウォー夕一ポンプハウジング、 ゥ
ォ一夕一ポンプイ ンペラ、 ウォー夕一ジャケッ トスぺーサ一、 バル ブ、 サーモスタツ 卜ケースなどのエンジンルーム内で冷却水との接 触下で使用される部品である。 The engine cooling water system parts of the present invention include a Raje evening core, a Raje evening tank part such as a top and base of a Raje evening tank, a coolant reserve tank, a war evening pipe, a war evening pump housing, a u 一 Parts used in contact with cooling water in the engine room, such as pump impellers, war evening jacket spacers, valves, and thermostats.
本発明のポリアミ ド樹脂組成物は、 エンジン冷却水系部品に好適 に用いることができるが、 他の同様の機能を要求される部材、 例え ば、 床暖房用温水パイプや道路融雪用散水パイプその他の樹脂部品 にも好適に用いることができる。 The polyamide resin composition of the present invention can be suitably used for engine cooling water system parts, but other members that require similar functions, for example, hot water pipes for floor heating, water sprinkling pipes for melting road snow, and the like. It can also be suitably used for resin parts.
本発明のポリ アミ ド樹脂と無機充填材とを含むエンジン冷却水系 用ポリアミ ド樹脂組成物は、 従来のナイ Pン 6 6系組成物と比 較して、 低吸水性で寸法安定性に優れ 、 耐薬 P αP性、 耐加水分解性及 び衝撃強度等に優れ、 材料特性の低下 、 特に応力割れが少なく、 そ してジァミ ン成分として 1 , 9 ーノナンジァ ン単体を用いたポリ ァミ ド樹脂組成物より も成形可能温度幅が広 <溶融成形性に優れる o The polyimide resin composition for engine cooling water system containing the polyamide resin of the present invention and an inorganic filler is low in water absorption and excellent in dimensional stability as compared with conventional nylon 66-based compositions. Excellent resistance to chemicals, PαP, hydrolysis resistance, impact strength, etc. Deterioration of material properties, especially less stress cracking, and polyamide resin using 1,9-nonanediamine alone Wide moldable temperature range than composition <Excellent melt moldability o
3 . 1 2 車両内装部品 3.1 2 Vehicle interior parts
結晶性ポリアミ ドは、 レジス夕一 · ブレー ド' 、 ウォッシャー ' レ ハ'一 、 ウィ ン ドレギユレ一夕ハン ドル 、 ゥィ ン ド レギユレ一夕ハン ドルのノブ、 パッシングライ トレバ一 、 サンバィザーブラケッ 卜等 の車両内装部品として広く用いられている o Crystalline polyamides are: Regis evening braid ', Washer' le ha 'one, Wind regire overnight handle, Wind regile overnight handle knob, Passing lie treva, Sun visor bracket Widely used as vehicle interior parts such as firewood
車両内装部品としては、 特に、 耐候性、 低吸水性、 耐薬品性、 寸 法安定性等の性能が求められるが、 例えば、 ナイ ロン 6 は、 耐候性 及び耐薬品性が低く 、 そして吸水性が高く 、 寸法安定性に劣り、 高 温及び高湿度の条件下に置かれると、 吸水性の高さに起因する剛性 の低下及び寸法変化が大きく、 内装部品用材料としては必ずしも満 足いく ものではない。 従って、 車両内装部品の材料として用いるた めには、 層状珪酸塩を併用することが必須である (例えば、 特開平
2 - 2 0 8 3 5 7号公報) 。 As vehicle interior parts, performance such as weather resistance, low water absorption, chemical resistance, dimensional stability, etc. are particularly required.For example, Nylon 6 has low weather resistance and chemical resistance, and water absorption High in dimensional stability, and when placed under high temperature and high humidity conditions, there is a large decrease in rigidity and dimensional change due to high water absorption, and it is not always satisfactory as a material for interior parts. is not. Therefore, in order to use it as a material for vehicle interior parts, it is essential to use layered silicate together (for example, 2-2 0 8 3 5 7).
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを車両内装部品に用いることにより、 従来 のナイ ロン 6及びナイ ロン 6 6を用いた車両内装部品と比較して、 耐候性に優れ、 低吸水性で寸法安定性に優れ、 耐薬品性及び耐加水 分解性に優れ、 そしてジァミ ン成分として 1 , 9—ノナンジァミ ン 単体を用いた車両内装部品より も成形可能温度幅が広く溶融成形性 に優れ、 さ らに高分子量で強靭な車両内装部品を提供する。 In order to solve the above problems, the present invention uses conventional nylon 6 and nylon 66 by using polyamide resin PA 9 2 C or PA 9 2/62 T as a vehicle interior part. Compared to interior parts, it has superior weather resistance, low water absorption, excellent dimensional stability, excellent chemical resistance and hydrolysis resistance, and vehicle interior using 1,9-nonanediamine as a single component We will provide vehicle interior parts that have a wider moldable temperature range than parts and are excellent in melt moldability, and that are high molecular weight and tough.
( 1 ) 車両内装部品 (1) Vehicle interior parts
本明細書において、 用語 「車両内装部ロロ」 の用語は、 車両の内装 に用いられる部品を意味する。 車両には 、 白動車、 例えば、 乗用車 In the present specification, the term “vehicle interior part loro” means a part used for vehicle interior. Vehicles are white cars, for example, passenger cars
、 バス、 トラック、 特殊自動車、 例えば 、 hラク夕一、 ロー ドロー ラ一、 雪上車 、 フォーク リ フ 卜、 ホイ一ルク レーン 、 特殊用途自動 車 、 例えば、 救急車、 消防車、 テレビジョ ン中継車 、 冷凍車が含ま れる力 これらに限定されるものではない。 , Buses, trucks, special automobiles, for example, hakuyu, road lorry, snow vehicles, fork riffs, hoy cranes, special purpose vehicles, eg ambulances, fire trucks, television relay cars The power including the freezer is not limited to these.
当該車両内装部品の例としては、 例えば、 レジスター · ブレー ド 、 ウォッシャー ' レバ一、 ウィ ン ドレギユレ一夕ハン ドル、 ウィ ン ドレギュレー夕八ン ドルのノブ、 ノ、。ッシングライ 卜レバー、 サンバ ィザ一ブラケ 、ン 卜 、 イ ンス 卜ルメンタルパネル、 コンソールボック ス、 グ □一ブボックス、 ステァリ ングホイ ―ル、 卜 リム、 シ一 卜 レ ール等のシ一卜部材、 シー トベルトアンカ一 、 電動シー ト部品、 シ ー 卜ヒ ― □ Examples of such vehicle interior parts include, for example, register blades, washer levers, windshield handles, wind regulation knobs, and so on. Shearing levers, visor brackets, seals, instrument panels, console boxes, gear boxes, steering wheels, steering wheels, rims, rails, rails, etc. , Seat belt anchors, Electric seat parts, Sheet
夕部 PP 、 シー ト送風部品、 HVA C B PP , ステアリ ングス イ ッチ部ロロ寺が げられる。 Evening PP, seat ventilation parts, HVA C B PP, and steering switch section Lolo-ji.
本発明の車両内装部品は、 上述のポリアミ ド樹脂を含むが、 当該 車両内装部品は、 上記ポリアミ ド樹脂以外に、 任意成分と して、 さ らに以下の成分を含むことができる。 The vehicle interior part of the present invention includes the above-described polyamide resin, but the vehicle interior part can further include the following components as optional components in addition to the above-mentioned polyamide resin.
( 2 ) ポリアミ ド樹脂 P A 9 2 C又は Ρ Α 9 2 6 2 Τ
前述のとおり。 (2) Polyamide resin PA 9 2 C or Ρ Α 9 2 6 2 Τ As mentioned above.
( 3 ) 他のポリマー (3) Other polymers
本発明に用いられるポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 必要に応じて配合できる他のポリマーにつ いては 1 . 4で前述した。 A part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired. Other polymers that can be blended as needed are described above in 1.4.
上記他のポリマーによる置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましくは 5 0質量%未 満であり、 より好ましく は 3 0質量%以下である。 The substitution ratio by the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
なお、 以下単に、 「ポリアミ ド」 、 又は 「ポリアミ ド樹脂」 と称 する場合には、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tの ことを指すものとする。 In the following, the term “polyamide” or “polyamide resin” simply refers to the polyamide resin P A 92 C or P A 92/2/62 T.
( 4 ) 添加剤 (4) Additive
また、 本発明の車両内 部品は、 本発明の効果を損なわない範囲 において、 他の添加剤を含むことができる (前述のとおり) 。 Further, the in-vehicle component of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
紫外線吸収剤としては、 従来から、 ポリアミ ド樹脂に使用されて いる紫外線吸収剤を用いることができる。 上記紫外線吸収剤として は、 例えば、 ベンゾフエノ ン系、 ベンゾト リ アゾ一ル系、 ト リァゾ ール系、 イ ミダゾ—ル系、 ォキサゾール系、 レゾルシノール系、 サ リ シレー ト系、 シァノアク リ レー ト系、 ト リアジン系、 金属錯塩系 等を挙げることができる。 As the ultraviolet absorber, it is possible to use an ultraviolet absorber conventionally used for polyamide resins. Examples of the ultraviolet absorber include benzophenone, benzotriazole, triazole, imidazole, oxazole, resorcinol, salicylate, cyanoacrylate, Examples include triazines and metal complex salts.
具体的には、 例えば、 2 —ヒ ドロキシー 4 —メ トキシベンゾフエ ノ ン、 2 —ヒ ドロキシ一 4—ォクチルォキシベンゾフエノ ン、 2, 2 , ージヒ ドロキシ一 4 —メ トキシベンゾフエノ ン、 ビス ( 5 —ベ ンゾイリレ一 4 —ヒ ドロキシ一 2 —メ トキシフエ二ル) メタン、 2 , 2, , 4 , 4 ' —テ卜ラヒ ドロキシベンゾフエノ ン、 2 — ( 2 —ヒ ドロキシ— 5 —メチルフエニル) ベンゾト リ アゾール、 2 — 〔 2 —
ヒ ドロキン一 3 — ( 3, 4, 5, 6 —テ トラヒ ドロフタルイ ミ ドメ チル) ― 5 一メチルフエニル〕 ベンゾト リァゾ一ル 、 2 _ ( 3 一 t e r t ブチル— 2 _ヒ ド□キシ ― 5 —メチルフエニル) 一 5 -ク ロロべンゾト リアゾ一ル 、 2 一 ( 2 —ヒ ドロキシ一 5 - t e r t - ォクチルフェニル) ベンゾ卜 リァゾ —ル、 2 — ( 3 , .5 —シ - t e r t 一ブチルー 2 —ヒ ドロキシフェニル) ベンゾ卜 リァゾ一ル、 2 一 ( 3 「 Specifically, for example, 2-hydroxy-4-methoxybenzophenone, 2-hydroxy-4-octylbenzophenone, 2, 2, oxyhydroxy-4-phenoxybenzophenone, Bis (5—Benzylile 4—Hydroxyl 2—Methoxyphenyl) Methane, 2, 2,, 4, 4'—Terrahi droxybenzophenone, 2— (2—Hydroxy—5 —Methylphenyl) benzotriazole, 2 — 〔2 ― Hydroquine 3 — (3, 4, 5, 6 — Tetrahydrodrothiimide methyl) — 5 1-methylphenyl] benzotriazole, 2 _ (3 1 tert butyl — 2 _hydr □ oxy — 5 — methylphenyl) 1-5-chlorobenzotriazol, 2 1 (2-hydroxy-5-tert-octylphenyl) benzoylazol, 2— (3,5—si-tert-butyl-2-hydroxy-2-phenyl ) Benzolazol, 2 1 (3 "
, _ジ _ t e r t 一ぺンチル一 2 —ヒ ドロキシフエニル) ベンゾ リ ァゾ一ル、 2 一 ( 3, o 「 , _ Di _ ter t 1 Pentill 2 —Hydroxyphenyl) Benzo lyazol, 2 1 (3, o “
ー ン ー t e r t 一ブチル - 2 - ヒ ド□キシフエニル) 一 5 -ク□ Πベンゾ卜 リアゾール、 2 一 〔 2 ーヒ ド □キシー 3 , 5 —ビス ( α —ジメチルべンジル) フエ二 ル〕 一 2 H一ベンゾ卜 リ ァゾ —ル 、 2 , 2 ' —メチレンビス 〔 6 ― -Non tert-Butyl-2-Hydroxyphenyl) 1 5-CQ ΠBenzotriazole, 2 1 [2-Hyd □ Xyl-3,5-bis (α-dimethylbenzyl) phenyl] 1 2H monobenzoylazole, 2, 2'-methylenebis [6 ―
( 2 H ―ベンゾ卜 リアゾール - 2 ―ィル) — 4 — ( 1, 1, 3, 3 ーテ 卜ラメチルブチル) フェノ一ル〕 、 2, 2, —メチレンビス 〔(2 H -Benzotriazole-2 -yl) — 4 — (1, 1, 3, 3-Tetramethylbutyl) phenol], 2, 2, — Methylenebis [
4 一 t e r t ーブチルー 6 - ( 2 H —ベンゾト リアゾ一ルー 2 -ィ ル) フェノール〕 、 2 —ェチルへキシル— 3 — 〔 3 — t e r t 一ブ チルー 5 ― ( 5 —ク□□一 2 H一ベンゾ卜 リアゾ一ル— 2 —ィル) 一 4 一ヒ ロキシフエ二ル〕 プ口ピォネー 卜、 ォクチルー 3 一 〔 34 1 tert-Butyl 6-(2 H —Benzotriazol 2 -yl) Phenol], 2 —Ethylhexyl— 3 — [3 — tert 1 Butyl 5 — (5 — Cu □□ 1 2 H 1 Benzo卜 Reazol-2-1) 1 4 1 oxyphenyl] Pioneer 卜, octyl 3 1 [3
- t e r t ーブチルー 5 - ( 5 -クロロ— 2 Η—ベンゾ卜 リ ァゾー ルー 2 ―ィル) _ 4 —ヒ ド□キシフェニル〕 プロピォネー 卜 、 メチ ルー 3 ― C 3 - t e r t -ブチル 5 - ( 5 -ク d ロ ー 2 H一ベン ゾ卜リ ァゾール— 2 —ィル) 一 4 ヒ ドロキシフエニル〕 プ口ピオ ネー 卜 、 3 一 C 3 - t e r t -ブチルー 5 _ ( 5 -ク□□一 2 H - ベンゾ卜 ϋ ァゾ一ルー 2 ーィル) 一 4ーヒ ドロキシフエニル〕 プロ ピオン酸を挙げることができる -tert-Butyl 5-(5 -Chloro-2 Η-benzoyl lysole 2 -yl) _ 4 -Hydoxyphenyl] propionate 卜, methyl 3-C 3-tert -butyl 5-(5- d low 2 H 1 benzazolazole-2 -yl) 1 4 hydroxyphenyl] pione 卜, 3 1 C 3-tert -butyl-5 _ (5-□□ 1 2 H-benzo 卜ϋ azo loupe 2 yl) -4-hydroxyoxyphenyl] can mention propionic acid
紫外線吸収剤の商品名としては 、 例えば、 T i n u V i n 3 2 7 As a trade name of an ultraviolet absorber, for example, T i n u V i n 3 2 7
(チバ • スぺシャルティ • ケミ力ルズ(株)製べンゾトリ ァゾール系(Ciba • Specialty • Benzotriazole series, manufactured by Chemi Force Luz Co., Ltd.
) 、 τ i η u V i n 2 3 4 (チバ • スペシャルティ · ケミカルズ(
株)製べンゾト リアゾ一ル系) 、 S n d u v o r V S U (クラリ アン ト (株)製蓚酸ァニリ ド系) を挙げることがでさ 。 ), Τ i η u V in 2 3 4 (Ciba • Specialty Chemicals ( For example, Benzotriazol series) and Snduvor VSU (Sulfuric acid anilide series manufactured by Clariant Co., Ltd.) can be mentioned.
紫外線吸収剤は、 樹脂 1 0 0質量部に対し、 0 0 1〜 5質量部 の割合で用いられるのが通常である The ultraviolet absorber is usually used at a ratio of 0 1 to 5 parts by mass with respect to 100 parts by mass of the resin.
光安定化剤としては、 ヒンダー ドアミ ン系を挙げることができる Examples of light stabilizers include hindered amines.
。 具体的には、 例えば、 ビス ( 2, 2, 6 , 6 -テ トラメチルー 4 ーピペリジル) セバケ一 卜、 ビス ( 1 , 2 , 2 , 6 , 6 —ペンタメ チルー 4—ピペリジル) 一 2 — ( 3 , 5—ジ— t e r t —ブチルー 4—ヒ ドロキシベンジル) 一 2 —ブチルマロネー 卜 、 ビス ( 1 _ァ ク リ ロイリレー 2, 2 , 6 , 6 —テ 卜ラメチルー 4 ―ピペリ ジル) 一 2 , 2 _ビス ( 3, 5—ジ一 t e r t ーブチルー 4ーヒ ドロキシべ ンジル) マロネー ト、 ビス ( 1, 2 , 2 , 6 , 6 ―ペン夕メチルー 4—ピペリ ジル) デカンジォエー ト 、 ビス ( 2, 2 , 6 , 6 —テト ラメチル - 4 ―ピペリ ジル) サクシネー 卜、 2, 2 , 6 , 6 —テ ト ラメチル一 4 ―ピペリ ジルメ夕ク リ レー 卜、 1 , 2 , 2 , 6 , 6 - ペン夕メチル ― 4ーピペリ ジルメ夕ク リ レー ト、 4一 〔 3 - ( 3 ,. Specifically, for example, bis (2, 2, 6, 6-tetramethyl-4-piperidyl) Sebake Ichigo, bis (1, 2, 2, 6, 6, 6-pentamethyl-4-piperidyl) 1 2 — (3, 5-Di-tert-Butyl-4-Hydroxybenzyl) 1-Butylmalonate 、, Bis (1_Crylo-Relay 2, 2, 6, 6, 6-Tetramethyl-4-piperidyl) 1-2, 2_Bis (3,5-di-tert-butyl-4-hydroxybenzil) Malonate, bis (1, 2, 2, 2, 6, 6-Penyumethyl-4-piperidyl) decandioate, bis (2, 2, 6, 6-Tetramethyl-4-piperidyl) Succine 卜, 2, 2, 6, 6-Tetramethyl 1-4- Piperi zircene chloride, 1, 2, 2, 6, 6, 6-Pen -Piperi Zirme evening rate, 4 1 [3-(3,
5 -ジ ― t e r t 一ブチル— 4ーヒ ドロキシフエ一ル) プロピオ二 ルォキシ 〕 一 1 ― 〔 2 - { 3 - ( 3 , 5—ジ一 t e r t ーブチルー5-di-tert-butyl-1-propyloxyl) propionyloxy] 1- 1- [2- {3-((3,5-di-tert-butyl)
4ーヒ ロキシフェニル) プロピオ二ルォキシ } ェチル〕 _ 2, 24-hydroxyphenyl) propionyloxy} ethyl] _ 2, 2
, 6, 6 ―テ卜ラメチルビペリ ジン 、 2 —メチル ― 2 - ( 2 , 2 ,, 6, 6 ― teramethylbiperidine, 2 — methyl ― 2-(2, 2,
6 , 6 ―テ 卜ラメチル— 4ーピペリ ジル) ァミ ノ ― N - ( 2, 2 ,6, 6 ― tetramethyl-4-piperidyl) amino ― N-(2, 2,
6, 6 ―テ 卜ラメチル— 4ーピペリ ジル) プロピ才ンアミ ド、 テ ト ラキス ( 2, 2 6 , 6 —テ 卜ラメチルー 4ーピぺリ ジル) ― 1,6, 6-Tetramethyl-4-piperidyl) Propiaminamide, Tetrakis (2, 2 6, 6-Tetramethyl 4-piperidyl)-1,
2, 3 4 -ブ夕ンテ トラカルボキシレ一 卜、 テ 卜ラキス ( 1 , 22, 3 4 -Buunte Tracarboxyl 卜, Te Lakis (1, 2
, 2 , 6 , 6 ―ぺン夕メチルー 4—ピぺリ ジル) ― 1 , 2 , 3 , 4, 2, 6, 6-Penyu-methyl 4-piperidyl)-1, 2, 3, 4
、 ,
ーブ夕ノテ 卜ラカルボキシレー 卜、 1, 2, 3 , 4一ブタンテ 卜ラ カルボン酸と 1 , 2 , 2 , 6 , 6 -ペン夕メチル一 4ーピペリ ジノ
ールおよび 1 一 ト リデカノールとの混合エステル化物、 1 , 2, 31-2, 3-, 4-monobutane-tetracarboxylic acid and 1, 2-, 2-, 6-, 6-pentiperidino 1, 1 and 2, mixed ester of tridecanol, 1, 2, 3
, 4 —ブ夕ンテ トラカルボン酸と 2 , 2 , 6, 6 —テトラメチル—, 4 —Buuntante Tracarboxylic acid and 2, 2, 6, 6 —tetramethyl—
4ーピペリ ンノ —ルおよび 1 一 ト リデカノールとの混合エステル化 物、 1 , 2 3 , 4 一ブタンテトラカルボン酸と 1 , 2, 2 , 6 ,Mixed esterified product of 4-piperinanol and 1-tridecanol, 1, 2 3, 4 1-butanetetracarboxylic acid and 1, 2, 2, 6,
6 —ペン夕メチル一 4 —ピベリジノールおよび 3 , 9 —ビス ( 2 _ ヒ ドロキシ ― 1 , 1 —ジメチルェチル) — 2 , 4, 8, 1 0 —テト ラオキサスピ □ 〔 5. 5〕 ゥンデカンとの混合エステル化物、 1 ,6 —Penyumethyl 1 4 —Piberidinol and 3, 9 —Bis (2_Hydroxy — 1, 1 —Dimethylethyl) — 2, 4, 8, 10 0 —Tetraoxaspi □ [5.5] Mixed ester with undecane , 1,
2 , 3 , 4 ブ夕ンテ トラカルボン酸と 2 , 2 , 6 , 6 —テトラメ チル— 4 _ ヒぺリ ジノールおよび 3 , 9 —ビス ( 2 —ヒ ドロキシー2,3,4Buuntetracarboxylic acid and 2,2,6,6—tetramethyl—4_hyperidinol and 3,9—bis (2—hydroxyl
1 , 1 —ジメチルェチル) _ 2, 4 , 8 , 1 0 —テ トラォキサスピ1, 1 — dimethylethyl) _ 2, 4, 8, 1 0 — Tetraxaspi
□ 〔 5. 5 ) ヴンデカンとの混合エステル化物、 ジメチルサクシネ 一 卜と 1 — ( 2 —ヒ ドロキシェチル) 一 4 —ヒ ドロキシ一 2, 2,□ [5.5] Mixed esterified product with vendecane, dimethyl succine and 1 — (2 — Hydrochichetil) 1 4 — Hydroxy 1, 2,
6 , 6 —テ 卜ラメチルビペリ ジンとの重縮合物、 ポリ 〔 ( 6 —モル ホリ ノ ー 1 , 3 , 5 — 卜 リアジン— 2, 4 —ジィル) { ( 2 , 2 ,6, 6 — Polycondensate with tetramethylbiperidine, poly [(6 — morpholino 1, 3, 5 — リ ア lyazine-2, 4 — diyl) {(2, 2,
6 , 6 —テ 卜ラメチル一 4ーピペリ ジル) イ ミ ノ } へキサメチレン6, 6 — tetramethyl 4-piperidyl) imino} hexamethylene
{ ( 2 , 2 6 , 6 —テ トラメチルー 4 —ピペリ ジル) イ ミ ノ } 〕{(2, 2 6, 6-Tetramethyl-4-Piperidyl) imino}]
、 ポリ 〔 { 6 ― ( 1 , 1 , 3, 3 —テ トラメチルブチル) イ ミ ノ ー, Poly [{6 ― (1, 1, 3, 3 —tetramethylbutyl) imino
1 , 3 , 5 ― 卜 リアジン— 2 , 4—ジィル } { ( 2 , 2 , 6 , 6 - テ卜ラメチル ― 4 —ピペリ ジル) イ ミ ノ } へキサメチレン { ( 2 ,1, 3, 5-リ ア lyazine-2, 4-dil} {(2, 2, 6, 6-teramethyl-4-piperidyl) imino} hexamethylene {(2,
2 , 6 , 6 ―テ トラメチルー 4 —ピペリ ジル) イ ミ ノ } 〕 、 N, N2, 6, 6 -tetramethyl-4-piperidyl) imino}], N, N
, 一ビス ( 2 2 , 6 , 6 —テ トラメチルー 4 —ピペリ ジル) へキ サメチレンンァミ ンと 1 , 2 —ジブロモェタンとの重縮合物、 N,, Monobis (2 2, 6, 6 —tetramethyl-4-piperidyl) hexamethyleneamine and 1, 2 —dibromoethane polycondensate, N,
Ν ' , 4 , 7 ―テ 卜ラキス 〔 4, 6 —ビス { N _ブチル _ N _ ( 2Ν ', 4, 7 ― Tetrakis [4, 6 -bis {N _ butyl _ N _ (2
, 2 , 6 , 6 ―テ トラメチルー 4—ピペリ ジル) アミ ノ } - 1 , 3, 2, 6, 6-Tetramethyl-4-piperidyl) amino}-1, 3
, 5 - 卜 リァンン— 2 —ィル〕 — 4, 7 —ジァザデカン— 1 , 1 0 ージァミ ン 、 N , N ' , 4— ト リス 〔 4, 6 —ビス { N—プチル—, 5-卜 Lean — 2 — Gil] — 4, 7 — Diazadecane — 1, 1 0 — Jamin, N, N ', 4 — Tris [4, 6 — Bis {N—Petyl—
Ν— ( 2 , 2 , 6 , 6 —テトラメチル一 4 —ピペリ ジル) アミ ノ }
一 1 , 3 , 5— ト リアジン— 2 —ィル〕 一 4, 7 —ジァザデカン一 1, 1 0—ジァミ ン、 N, N ' , 4 , 7 —テトラキス 〔4, 6 —ビ ス {N—ブチル— N— ( 1, 2 , 2, 6, 6 —ペン夕メチル— 4一 ピペリ ジル) アミ ノ } 一 1 , 3, 5 — ト リアジン一 2—ィル〕 _ 4 , 7 —ジァザデカン一 1 , 1 0 —ジァミ ン、 N, N ' , 4— ト リス 〔 4 , 6 _ビス {N—ブチル— N— ( 1, 2 , 2 , 6 , 6—ペン夕 メチル一 4—ピペリ ジル) アミ ノ } - 1 , 3 , 5 _ ト リ アジン一 2 一ィル〕 _ 4, 7 —ジァザデカン— 1 , 1 0—ジァミ ンが挙げられ る。 Ν— (2,2,6,6—tetramethyl-4-piperidyl) amino} 1, 3, 5-Triazine-2-Gil] 1, 7-Diazadecane 1, 1 0-Damine, N, N ', 4, 7-Tetrakis [4, 6-Bis {N- Butyl — N— (1, 2, 2, 6, 6 — Penyumethyl — 4-piperidyl) amino} 1 1, 3, 5 — Triazine 1 — 2-yl] _ 4, 7 — Diazadecane 1 , 1 0 — Diamine, N, N ', 4— Tris [4, 6 _bis {N—Butyl— N— (1, 2, 2, 6, 6—Pen Yi methyl 4-piperidyl) C} -1,3,5_triazine 1 2)] _ 4,7—Zazadecane—1,10—Jamin.
光安定化剤の商品名としては、 例えば 、 T i n u V i n 1 2 3 ( チバ · スペシャルティ · ケミカルズ(株)製 、 ヒンダ一 ドアミ ン系) The trade name of the light stabilizer is, for example, TinuVin 1 2 3 (Ciba Specialty Chemicals Co., Ltd., hindered amine)
C h i m a s s o r b 9 4 4 (チバ · スぺシャルティ • ケミカルズC h i m a s so r b 9 4 4 (Ciba Specialty • Chemicals
(株)製、 ヒンダ一 ドアミ ン系) 、 C h i m a s s o r b 1 1 9 (チ バ · スペシャルティ • ケミカルズ(株)製 、 ヒンダー ァミ ン系) を 挙げることができる (Corporation, hindered amines), Chima s sorb 1119 (Ciba Specialty • Chemicals, hindered amins)
光安定化剤は、 樹脂 1 0 0質量部に対し 、 0. 0 1 5質量部の 割合で用いられるのが通常である。 The light stabilizer is usually used at a ratio of 0.015 parts by mass with respect to 100 parts by mass of the resin.
( 5 ) 層状珪酸塩 (5) Layered silicate
本発明の車両内装部品は、 上述のポリアミ ド樹脂のみで低吸水性 であり寸法安定性に優れるが、 より低吸水性及び寸法安定性が求め られる用途においては、 層状珪酸塩を上記ポリアミ ド樹脂に添加す ることができる。 The vehicle interior parts of the present invention are low in water absorption and excellent in dimensional stability with only the above-mentioned polyamide resin, but in applications where lower water absorption and dimensional stability are required, layered silicate is used as the above-mentioned polyamide resin. Can be added.
また、 層状珪酸塩を添加することにより、 本発明の車両内装部品 の剛性、 耐候性及び Z又は耐熱性、 並びに液体又は蒸気に対するバ リア性を向上させることができる。 Further, by adding a layered silicate, it is possible to improve the rigidity, weather resistance, Z or heat resistance, and barrier property against liquid or vapor of the vehicle interior part of the present invention.
層状珪酸塩及びその添加方法は前述したとおりである。 The layered silicate and its addition method are as described above.
上記層状珪酸塩の量は、 当該層状珪酸塩の効果が発揮される量で
あれば、 特に制限されるものではないが、 上記ポリアミ ド樹脂 1 0 0質量部に対して、 好ましくは 0 . 0 5〜 1 0質量部、 より好まし く は 0 . 0 5〜 8質量部、 特に好ましく は 0 . 0 5〜 5質量部であ る。 層状珪酸塩の割合が低くなると、 層状珪酸塩の効果が発揮され ず、 上記割合が高くなると、 溶融粘度が極端に高くなり、 成形加工 性が悪化したり、 耐衝撃性が低下する傾向がある。 The amount of the layered silicate is the amount that the effect of the layered silicate is exhibited. As long as it is not particularly limited, it is preferably 0.05 to 10 parts by weight, more preferably 0.05 to 8 parts by weight with respect to 100 parts by weight of the polyamide resin. Particularly preferred is 0.05 to 5 parts by mass. If the proportion of layered silicate is low, the effect of layered silicate is not exhibited, and if the proportion is high, the melt viscosity becomes extremely high, and the moldability tends to deteriorate or impact resistance tends to decrease. .
( 6 ) 車両内装部品の製造 (6) Manufacture of vehicle interior parts
本発明の車両内装部品は、 例えば、 押出成形、 ブロー成形、 圧縮 成形、 射出成形等により成形することができる。 The vehicle interior part of the present invention can be molded by, for example, extrusion molding, blow molding, compression molding, injection molding or the like.
( 7 ) 本発明の車両内装部品は、 従来のナイ ロン 6及びナイ ロン 6 6 を用いた車両内装部品と比較して、 耐候性に優れ、 低吸水性で 寸法安定性に優れ、 耐薬品性及び耐加水分解性に優れ、 そしてジァ ミ ン成分として 1 , 9 ーノナンジァミ ン単体を用いた車両内装部品 より も成形可能温度幅が広く溶融成形性に優れ、 さ らに高分子で強 靭な部品を製造することができる。 (7) The vehicle interior parts of the present invention have superior weather resistance, low water absorption, excellent dimensional stability, and chemical resistance compared to conventional vehicle interior parts using Nylon 6 and Nylon 66. It has excellent hydrolysis resistance, and has a wider moldable temperature range and better melt moldability than a vehicle interior part that uses 1,9-nonanediamine alone as a diamine component. Parts can be manufactured.
3 . 1 3 車両外装部品 3.13 Vehicle exterior parts
ナイ ロン 6、 ナイ ロン 6 6などに代表される結晶性ポリアミ ドは 、 その優れた特性と溶融成形の容易さから、 衣料用、 産業資材用繊 維、 あるいは汎用のエンジニアリ ングプラスチックのみならず、 モ ール、 ランプハウジング、 フロン トグリル、 マッ ドガー ド、 サイ ド バンパー、 バンパー、 フェンダー等の車両外装部品用の材料として 広く用いられている。 Crystalline polyamides such as Nylon 6 and Nylon 6 6 are not only used for apparel, industrial materials, or general-purpose engineering plastics because of their excellent properties and ease of melt molding. It is widely used as a material for vehicle exterior parts such as motors, lamp housings, front grilles, mudguards, side bumpers, bumpers and fenders.
車両外装部品と しては、 特に、 低吸水性、 耐薬品性、 寸法安定性 等の性能が求められるが、 例えば、 ナイ ロン 6 は、 吸水性が高く且 っ耐薬品性が低く、 寸法安定性に劣り、 過度の外力や熱が加えられ るような条件下で使用されると、 吸水性の高さに起因する剛性の低
下及び寸法変化が大きく、 車両外装部品の材料として用いるために は、 層状珪酸塩を併用することが必須である (例えば、 特開平 2 — 2 2 9 8 5 4号公報) 。 For vehicle exterior parts, performance such as low water absorption, chemical resistance, and dimensional stability is particularly required.For example, Nylon 6 has high water absorption, low chemical resistance, and dimensional stability. When used under conditions where excessive external force or heat is applied, the rigidity due to high water absorption is low. In order to use it as a material for vehicle exterior parts, it is indispensable to use a layered silicate together (for example, Japanese Patent Laid-Open No. 2-229885).
当技術分野では、 低吸水性で寸法安定性に優れたポリ アミ ド樹脂 を開発し、 当該ポリアミ ド樹脂を用いて車両外装部品を製造するこ とが望まれている。 In this technical field, it is desired to develop a polyamide resin having low water absorption and excellent dimensional stability, and to manufacture a vehicle exterior part using the polyamide resin.
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを車両外装部品に用いることにより、 従来 のナイ ロン 6又はナイ ロン 6 6 を用いた車両外装部品と比較して、 低吸水性で寸法安定性に優れ、 耐薬品性及び耐加水分解性に優れ、 そしてジァミ ン成分として 1 , 9 —ノナンジァミ ン単体を用いた車 両外装部品より も成形可能温度幅が広く溶融成形性に優れ、 さ らに 高分子量で強靭な車両外装部品を提供する。 In order to solve the above-mentioned problems, the present invention uses a polyamide resin PA 9 2 C or PA 9 2/62 T as a vehicle exterior part, so that a vehicle using conventional nylon 6 or nylon 6 6 is used. Compared to exterior parts, it has low water absorption, excellent dimensional stability, excellent chemical resistance and hydrolysis resistance, and molded from car exterior parts that use 1,9—nonanediamine alone as a jam component. A wide range of possible temperatures, excellent melt moldability, and high-molecular-weight and tough vehicle exterior parts.
( 1 ) 車両外装部品 (1) Vehicle exterior parts
本明細書において、 用語 「車両外装部品」 の用語は、 車両の外装 に用いられる部品を意味する。 当該車両には、 自動車、 例えば、 乗 用車、 バス、 トラック、 自動二輪車、 特殊自動車、 例えば、 トラク ター、 口一 ドロ一ラ一、 雪上車、 フォーク リ フ ト、 ホイールク レー ン、 特殊用途自動車、 例えば、 救急車、 消防車、 テレビジョ ン中継 車、 冷凍車、 原動機付自転車が含まれるが、 これらに限定されるも のではない。 In this specification, the term “vehicle exterior part” means a part used for the exterior of a vehicle. Such vehicles include automobiles, such as passenger cars, buses, trucks, motorcycles, special automobiles, such as tractors, mouth-drawers, snow vehicles, forklifts, wheel cleans, special-purpose cars. Examples include, but are not limited to, ambulances, fire engines, television relay cars, refrigerated cars, and motorbikes.
車両外装部品の例としては、 モール、 ランプハウジング、 フロン トグリル、 マッ ドガー ド、 サイ ドバンパー、 バンパー、 フェンダー 、 ボンネッ ト、 サンルーフ部品、 自動車ボディ補強部品、 ボンネッ ト、 リ アゲー ト、 外装用ク リ ップ、 外板、 各種スポイ ラ、 アンダー カバー、 エアダム等が挙げられるが、 これらに限定されるものでは ない。
( 2 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 6 2 T Examples of vehicle exterior parts include moldings, lamp housings, front grills, mudguards, side bumpers, bumpers, fenders, bonnets, sunroof parts, automobile body reinforcement parts, bonnets, rear gates, exterior clips , Outer panels, various spoilers, under covers, air dams, etc., but are not limited thereto. (2) Polyamide resin PA 9 2 C or PA 9 2 6 2 T
前述のとおり。 As mentioned above.
本発明の車両外装部品には、 ポリ アミ ド樹脂 p A 9 2 C又は P A 9 2 Z 6 2 Tが含まれるが、 当該車両外装部品は、 任意成分として 、 さ らに以下の成分を含むことができる。 The vehicle exterior part of the present invention includes polyamide resin pA 9 2 C or PA 9 2 Z 6 2 T, and the vehicle exterior part further includes the following components as optional components. Can do.
( 3 ) その他のポリマー (3) Other polymers
本発明に用いられるポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 他のポリマー成分については 1. 4で前述 したものを挙げることができる。 A part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired. As for other polymer components, those mentioned above in 1.4 can be mentioned.
上記他のポリマーによる置換割合としては、 本発明の効果を損な わない範囲であれば特に限定されないが、 好ましくは 5 0質量%未 満であり、 より好ましくは 3 0質量%以下である。 The substitution ratio with the other polymer is not particularly limited as long as it does not impair the effects of the present invention, but is preferably less than 50% by mass, more preferably 30% by mass or less.
( 4 ) 層状珪酸塩 (4) Layered silicate
本発明の車両外装部品は、 上述のポリアミ ド樹脂のみで低吸水性 であり寸法安定性に優れるが、 より低吸水性で寸法安定性の高さが 求められる用途では、 層状珪酸塩を上記ポリアミ ド樹脂に添加する ことができる。 The vehicle exterior part of the present invention has low water absorption and excellent dimensional stability only with the above-mentioned polyamide resin. However, in applications where lower water absorption and high dimensional stability are required, layered silicate is added to the above-mentioned polyamide silicate. It can be added to the resin.
層状珪酸塩及びその添加方法については、 前述のとおり。 The layered silicate and its addition method are as described above.
上記層状珪酸塩の量は、 当該層状珪酸塩の効果が発揮される量で あれば、 特に制限されるものではないが、 上記ポリアミ ド樹脂 1 0 0質量部に対して、 好ましく は 0. 0 5〜 1 0質量部、 より好まし く は 0. 0 5〜 8質量部、 特に好ましく は 0. 0 5〜 5質量部であ る。 層状珪酸塩の割合が低くなると、 層状珪酸塩の効果が発揮され ず、 上記割合が高くなると、 溶融粘度が著しく高くなるばかりでな く、 衝撃強度が低下する傾向がある。 The amount of the layered silicate is not particularly limited as long as the effect of the layered silicate is exhibited, but is preferably 0.0 with respect to 100 parts by mass of the polyamide resin. 5 to 10 parts by mass, more preferably 0.05 to 8 parts by mass, and particularly preferably 0.05 to 5 parts by mass. When the ratio of layered silicate is lowered, the effect of layered silicate is not exhibited. When the ratio is increased, not only the melt viscosity is remarkably increased but also the impact strength tends to be lowered.
( 5 ) 紫外線吸収剤、 光安定化剤
3 . 1 2で車両内装部品について前述したものを添加することが できる。 (5) UV absorber, light stabilizer The above-mentioned items for vehicle interior parts in 3.1 2 can be added.
( 6 ) 添加剤 (6) Additive
また、 本発明の車両外装部品は、 本発明の効果を損なわない範囲 において、 他の添加剤を含むことができる (前述のとおり) 。 Further, the vehicle exterior component of the present invention can contain other additives as long as the effects of the present invention are not impaired (as described above).
( 7 ) 車両外装部品の製造 (7) Manufacture of vehicle exterior parts
本発明の車両外装部品は、 例えば、 押出成形、 ブロー成形、 圧縮 成形、 射出成形等により成形することができる。 The vehicle exterior part of the present invention can be molded by, for example, extrusion molding, blow molding, compression molding, injection molding, or the like.
本発明の車両外装部品は、 従来のナイ ロン 6又はナイ ロン 6 6 を 用いた車両外装部品と比較して、 低吸水性で寸法安定性に優れ、 耐 薬品性及び耐加水分解性に優れ、 そしてジァミ ン成分として 1 , 9 ーノナンジァミ ン単体を用いた車両外装部品より も成形可能温度幅 が広く溶融成形性に優れ、 さ らに高分子量で強靭な部品を製造する ことができる。 The vehicle exterior part of the present invention has low water absorption, excellent dimensional stability, excellent chemical resistance and hydrolysis resistance, as compared with conventional vehicle exterior parts using Nylon 6 or Nylon 66. Compared to vehicle exterior parts that use 1,9-nonanediamine alone as the jamming component, it is possible to produce a tougher part that has a wider moldable temperature range, better melt moldability, and higher molecular weight.
3 . 1 4 車両エンジンルーム内部品 3.1 4 Parts in the vehicle engine room
ポリアミ ド樹脂は、 その優れた機械的特性と溶融成形の容易さか ら、 自動車部品の射出成形用の出発材料として広く利用されている が、 自動車エンジンルーム内部品として使用する場合、 高剛性、 特 に高温時における高剛性を目的と して、 ポリアミ ド樹脂をガラス繊 維で強化することが提案されている (特開平 2 _ 2 4 0 1 6 0号公 報など) 。 Polyamide resin is widely used as a starting material for injection molding of automobile parts due to its excellent mechanical properties and ease of melt molding. However, when used as an automotive engine compartment part, it has high rigidity and special characteristics. In addition, for the purpose of high rigidity at high temperatures, it has been proposed to reinforce polyamide resin with glass fiber (Japanese Laid-Open Patent Application No. 2-2410 160).
しかし、 エンジンルーム内部品として使用する場合には、 ポリア ミ ド樹脂は、 吸水による物性変化、 酸、 高温のアルコール、 燃料、 熱水による劣化などの問題点があり、 また、 低そり性、 耐熱性、 耐 薬品性 (耐凍結防止剤を含む) などがさ らに優れることが望まれる が、 従来ポリ アミ ド樹脂自体を改良する試みは殆どないい。
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2However, when used as an engine compartment component, the polyamide resin has problems such as changes in physical properties due to water absorption, deterioration due to acid, high-temperature alcohol, fuel, and hot water, as well as low warpage and heat resistance. Although it is desirable that the chemical properties and chemical resistance (including anti-freezing agents) are further improved, there have been few attempts to improve the polyamide resin itself. In order to solve the above problems, the present invention provides a polyamide resin PA 9 2
C又は P A 9 2 Z 6 2 Tを用いて、 低吸水性で、 吸水による物性変 化、 熱水中での劣化などを抑制するとともに 、 十分な高分子量化が 達成され、 融点と熱分解温度の差から見積ちられる成形可能温度幅 が広く、 溶融成形性に優れ、 さらに、 低そ Ό性、 耐熱性、 耐薬品性Using C or PA 9 2 Z 6 2 T, it has low water absorption, suppresses changes in physical properties due to water absorption, deterioration in hot water, etc., and achieves sufficiently high molecular weight, melting point and thermal decomposition temperature Wide range of moldable temperature estimated from the difference between the two, excellent melt moldability, and low low temperature, heat resistance, and chemical resistance
、 耐加水分解性などにも優れた、 自動車ェンジンルーム内部ロロ 疋 供する。 The interior of the automobile engine room has excellent resistance to hydrolysis.
( 1 ) 自動車エンジンルーム内部品 (1) Automotive engine compartment parts
本発明の自動車エンジンルーム内部品としては、 イ ンテ一クマ二 ホールド、 エアク リーナー、 レゾネーター 、 フューェルレ一ル、 ス ロッ トルボディおよびバルブ、 エアフローメ一夕一、 E G R部 ΡΡ、 ハーネスコネクタ一、 エンジンカバー、 シ U ンダ一へッ ド力バー、 タイミ ングベルト (チェーンカバー) 、 タイ ミ ングチェ一ノヽ (ベル ト) テンショナ一およびガイ ド、 アルタネ一夕一力バー、 テイス 卜 リ ビュー夕一カバ一、 ブレーキマスターシ U ンダ一、 オイルポンプ The components in the automobile engine compartment of the present invention include an internal hold, an air cleaner, a resonator, a fuel rail, a throttle body and a valve, an air flow overnight, an EGR section, a harness connector, an engine cover, U-head force bar, timing belt (chain cover), timing chain (belt) tensioner and guide, alterne overnight bar, taste 卜 review evening cover, brake master Oil pump
、 オイルフィルター、 エンジンマウン ト、 ぺ一パーキヤ二ス夕一、 パワーステアリ ングオイルリザ一バー、 フュ一エルス 卜 レ一ナ一、 ラジェ夕一タンク、 スィ ッチブーツ, ランプ防水カバー, ネク夕 カバー, ラバ一フック, サスペンショ ンブ一ッ, サスペンシヨ ンァ ッパ一マウン ト, サスペンショ ンブッシュ J ス夕ビライザ ―ブッシ ュ, ステアリ ングラックブーツ, ステアリ ングラックフッシュ, U ザ一バータンクキャップ, プラグコー ドキャップ, 成形パッキン, バッテリー端子力バ一などがある。 , Oil filter, Engine mount, Paper carrier, Power steering oil reservoir, Fuels 卜 Reiner, Raje evening tank, Switch boot, Lamp cover, Neck cover, Rubber hook , Suspension bush, Suspension upper mount, Suspension bush J Sub stabilizer, Bush, Steering rack boot, Steering rack fish, U The bar tank cap, Plug cord cap, Molded packing, Battery There is a terminal force bar.
( 2 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 T (2) Polyamide resin P A 9 2 C or P A 9 2/6 2 T
前述のとおり。 As mentioned above.
( 3 ) 繊維状強化材 (3) Fibrous reinforcement
本発明の自動車エンジンルーム内部品は 、 好ましく は、 ポリ アミ
ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tがさ らに繊維状強化材を含 むことにより、 機械的特性 (特に剛性) 及び耐熱性等を向上させる ことができる。 The automotive engine compartment component of the present invention is preferably a polyamide. By adding the fibrous reinforcement to the resin PA 9 2 C or PA 9 2/62 T, the mechanical properties (particularly rigidity) and heat resistance can be improved.
繊維状強化材としては、 ガラス繊維、 炭素繊維、 ウォラス トナイ トなどの繊維状無機充填材、 窒化ケィ素、 チタン酸カリ ウムなどの セラミ ックスゥイス力一などがある。 Examples of fibrous reinforcing materials include fibrous inorganic fillers such as glass fibers, carbon fibers, and wollastonites, and ceramic swiss strength such as silicon nitride and potassium titanate.
繊維の形状は特に限定されないが、 たとえば、 ガラス繊維及び炭 素繊維の場合には、 繊維径が 2〜 2 0 mのものが好ましく、 4〜 1 5 のものがより好ましい。 またアスペク ト比 (繊維長さ 繊 維径) が成形体中において 4〜 7 0 になるものが好ましく、 5〜 5 0 になるものがより好ましい。 繊維径があまり小さいものは製造が 困難であり、 繊維径が大きすぎると、 成形体の機械的性質、 特に耐 衝撃性が低下する恐れがある。 またァスぺク 卜比が小さいと補強効 果が低く、 大きすぎると成形時のそりが大きくなるために好ましく ない。 The shape of the fiber is not particularly limited. For example, in the case of glass fiber and carbon fiber, the fiber diameter is preferably 2 to 20 m, more preferably 4 to 15. Further, the aspect ratio (fiber length fiber diameter) is preferably 4 to 70 in the molded body, and more preferably 5 to 50. If the fiber diameter is too small, it is difficult to produce. If the fiber diameter is too large, the mechanical properties of the molded article, particularly impact resistance, may be reduced. Also, if the aspect ratio is small, the reinforcing effect is low, and if it is too large, warpage during molding increases, which is not preferable.
ウォラス トナイ 卜はァスぺク ト比が 3〜 7 0 に成るものが好まし く、 窒化ケィ素、 チタン酸カ リ ウムは繊維径が 0 . l 〜 3 ;ii mのも のが好ましい。 Wollastonite is preferred to have an aspect ratio of 3 to 70, and silicon nitride and calcium titanate preferably have a fiber diameter of 0.1 to 3;
繊維状補強材の配合量は、 ポリアミ ド樹脂 1 0 0質量部に対して 1 5 0質量部以下が好ましく、 1 0 0質量部以下がより好ましい。 配合量が多すぎると組成物の流動性が低下し、 成形品の表面が滑ら かになりがたい、 あるいはそりが発生しやすい。 繊維状補強材の配 合量の下限は限定されないが、 繊維状補強材を配合して優れた機械 的特性や熱的性質を得るためには 3質量部以上が好ましく、 2 0質 量部以上がより好ましい。 The blending amount of the fibrous reinforcing material is preferably 150 parts by mass or less, more preferably 100 parts by mass or less with respect to 100 parts by mass of the polyamide resin. If the amount is too large, the fluidity of the composition will decrease, making it difficult for the surface of the molded product to become slippery or causing warpage. The lower limit of the amount of the fibrous reinforcing material is not limited, but in order to obtain excellent mechanical properties and thermal properties by blending the fibrous reinforcing material, 3 parts by mass or more is preferable, and 20 parts by mass or more Is more preferable.
( 4 ) 層状ゲイ酸塩 (4) Layered silicate
また、 本発明の自動車エンジンルーム内部品用ポリアミ ド樹脂組
成物には、 好ましく は層状ケィ酸塩を含むことができる。 層状ケィ 酸塩を含むことにより、 自動車エンジンルーム内部品材料に優れた 剛性、 寸法安定性を付与することができる。 The polyamide resin assembly for automotive engine compartment parts according to the present invention is also provided. The composition can preferably include a layered silicate. By including a layered silicate, it is possible to impart excellent rigidity and dimensional stability to automotive engine room component materials.
層状ケィ酸塩自体及びその添加方法については、 前述したとおり 層状ケィ酸塩の配合量は、 樹脂 1 0 0質量部に対して 3 0質量部 以下が好ましく、 0 . 0 5〜 : L 0質量部がより好ましく、 Q . 0 5 〜 5質量部がさ らに好ましい。 配合量が 3 0質量部を超えると、 成 形が困難になったり、 衝撃強度や柔軟性が低下する恐れがある。 0 . 0 5質量部未満では十分な効果が得られないおそれがある。 Regarding the layered silicate itself and the addition method thereof, as described above, the blending amount of the layered silicate is preferably 30 parts by mass or less with respect to 100 parts by mass of the resin. Part is more preferable, and Q 0.05 to 5 parts by mass is more preferable. If the blending amount exceeds 30 parts by mass, molding may become difficult, and impact strength and flexibility may be reduced. If the amount is less than 0.5 parts by mass, sufficient effects may not be obtained.
( 5 ) 他のポリマ一 (5) Other polymers
本発明に用いられるポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 必要に応じて配合できる他のポリマーにつ いては、 1 . 4に前述したものを挙げることができる。 A part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired. Examples of other polymers that can be blended as needed include those described above in 1.4.
( 6 ) その他の添加剤 (6) Other additives
さらに、 本発明により得られるポリアミ ド樹脂組成物には必要に 応じて、 その他の添加剤を添加することもできる (前述のとおり) Furthermore, other additives may be added to the polyamide resin composition obtained according to the present invention as necessary (as described above).
( 7 ) ポリアミ ド樹脂及び組成物の混練及び成形加工 (7) Kneading and molding of polyamide resin and composition
本発明におけるポリ アミ ド樹脂又は樹脂組成物から自動車ェンジ ンルーム内部品の製造方法は、 特定の方法に限定されないが、 具体 的かつ効率的な例として原料のポリアミ ド樹脂又はそれと他の原料 との混合物を単軸あるいは 2軸の押出機、 バンバリ 一ミキサー、 二 一ダー、 ミキシングロールなど通常公知の溶融混合機に供給して混 練する方法などを例として挙げることができる。 また、 原料の混合 順序にも特に制限はなく、 全ての原材料を配合後上記の方法により
溶融混練する方法、 一部の原材料を配合後上記の方法により溶融混 練しさ らに残りの原材料を配合し溶融混練する方法、 あるいは一部 の原材料を配合後単軸あるいは二軸の押出機により溶融混練中にサ ィ ドフィーダ一を用いて残りの原材料を混合する方法など、 いずれ の方法を用いてもよい。 The method for producing the parts in the automobile engine room from the polyamide resin or the resin composition in the present invention is not limited to a specific method, but as a specific and efficient example, the raw material polyamide resin or it and other raw materials are used. Examples of the method include supplying the mixture to a generally known melt mixer such as a single or twin screw extruder, a Banbury mixer, a mixer, a mixing roll, and the like. In addition, there is no particular restriction on the mixing order of the raw materials. Melt-kneading method, blending some raw materials, then melt-kneading by the above method and blending the remaining raw materials and melt-kneading, or blending some raw materials and then using a single or twin screw extruder Any method such as a method of mixing the remaining raw materials using a side feeder during melt kneading may be used.
また、 ポリアミ ド樹脂あるいは樹脂組成物から自動車エンジンル ーム内部品を成形する方法については、 特に制限はなく、 射出成形 機を用いて、 ポリアミ ド樹脂組成物を射出成形するか、 プレス成形 機を用いてプレス成形することができる。 Further, there is no particular limitation on the method for molding the parts in the automobile engine room from the polyamide resin or the resin composition. The injection molding machine is used to injection-mold the polyamide resin composition, or the press molding machine. Can be used for press molding.
( 8 ) 本発明の自動車エンジンルーム内部品は、 新規なポリアミ ド樹脂を用いることにより、 低吸水性で、 吸水による物性変化、 熱 水中での劣化などを抑制するとともに、 溶融重合による高分子量化 が可能であり、 成形可能温度幅が 5 0 以上と広く、 溶融成形性に 優れ、 しかも、 低そり性、 耐熱性、 耐薬品性、 耐加水分解性にも優 れている。 また、 ポリアミ ド樹脂に繊維状強化材、 層状ケィ酸塩な どを配合して、 機械的特性、 寸法安定性、 耐熱性などをさ らに優れ ることができる。 (8) The automotive engine compartment component of the present invention uses a novel polyamide resin, has low water absorption, suppresses changes in physical properties due to water absorption, deterioration in hot water, etc., and increases the molecular weight by melt polymerization. It has a wide moldable temperature range of 50 or more, excellent melt moldability, and excellent low warpage, heat resistance, chemical resistance, and hydrolysis resistance. In addition, it is possible to further improve mechanical properties, dimensional stability, heat resistance, and the like by blending fibrous reinforcing material, layered silicate, etc. with polyamide resin.
3 . 1 5 ケーブルハウジング 3.15 cable housing
各種のアセンブリ装置などは、 作業ュニッ トを任意方向へ移動さ せながら、 作業ユニッ トで所定の作業を行うようになっている。 作 業ユニッ トには、 モー夕、 ソレノイ ド、 カメラ、 光源などの様々な 要素が組み付けられており、 これらの要素には給電ケーブル、 信号 ケーブル、 光ケーブルなどのケーブルが接続されている。 これらの ケーブルは長尺であり、 作業ユニッ トの移動に自由に追従できるよ うに、 ケーブルはケーブルハウジングに保持されている (例えば、 特開 2 0 0 2— 1 1 2 4 4 2号公報参照) 。
このケーブルハウジング用材料としては、 摺動性と剛性が要求さ れるため、 従来ポリアミ ド樹脂にガラス繊維や炭素繊維等の充填材 を配合した樹脂組成物等が使用されていた (例えば、 特開平 1 一 1 1 0 5 5 8号公報及び特開平 3 — 2 6 5 6 4 6号公報参照) 。 Various assembly devices, etc. are designed to perform predetermined work in the work unit while moving the work unit in any direction. The work unit is assembled with various elements such as a camera, a solenoid, a camera, and a light source, and these elements are connected to cables such as a power supply cable, a signal cable, and an optical cable. These cables are long, and the cables are held in the cable housing so that they can freely follow the movement of the work unit (see, for example, Japanese Patent Laid-Open No. 2 0 0 2-1 1 2 4 4 2 ) As this cable housing material, since slidability and rigidity are required, a resin composition or the like in which a filler such as glass fiber or carbon fiber is blended with a polyamide resin has been conventionally used (for example, Japanese Patent Application Laid-Open (JP-A) 1 1 1 1 0 5 5 8 and Japanese Patent Laid-Open No. 3-2 6 5 6 4 6).
しかしながら、 半導体工場等の精密機械製造装置では、 静電気に よるホコ リ付着が問題となっており、 そのため、 高摺動性で、 かつ 導電性を有するケーブルハウジングが要求されている。 However, in precision machine manufacturing equipment such as semiconductor factories, dust adhesion due to static electricity is a problem, and as a result, a highly slidable and conductive cable housing is required.
導電性を有する材料としては、 例えば、 ポリアミ ド樹脂に力一ポ ンブラックを配合した樹脂組成物が提案されている (例えば、 特公 平 1 一 3 5 0 1 8号公報参照) 。 この材料は、 導電性は良くなるが 、 剛性ゃ耐衝撃性が悪くなるという欠点があり、 摺動性、 剛性に優 れ、 導電性に優れたケーブルハウジングが望まれている。 また、 こ のポリアミ ド材料は、 吸水による物性変化、 酸、 高温のアルコール 、 熱水中での劣化などの問題点があり、 より寸法安定性、 耐薬品性 に優れたポリアミ ドへの要求もある。 As a material having electrical conductivity, for example, a resin composition in which a polyimide resin is blended with polyimide resin is proposed (see, for example, Japanese Patent Publication No. Hei 1 355018). This material has improved conductivity, but has the drawback that rigidity is poor in impact resistance, and a cable housing excellent in slidability and rigidity and excellent in conductivity is desired. In addition, this polyamide material has problems such as changes in physical properties due to water absorption, deterioration in acid, high-temperature alcohol, and hot water, and there is a demand for a polyamide with superior dimensional stability and chemical resistance. is there.
そこで、 摺動性、 機械的強度、 導電性に優れるとともに、 低吸水 性、 成形加工性、 耐薬品性等に優れたケーブル八ウジングが望まれ ている。 Therefore, there is a demand for a cable housing that has excellent slidability, mechanical strength, and electrical conductivity, as well as low water absorption, molding processability, and chemical resistance.
本発明は、 前記問題点を解決し、 摺動性、 機械的強度、 導電性に 優れるとともに、 低吸水性、 成形加工性、 耐薬品性等に優れたケー ブルハウジングを提供するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを用いることを特徴とするケーブルハウジングを 提供する。 In order to solve the above-mentioned problems and to provide a cable housing excellent in slidability, mechanical strength, conductivity, low water absorption, molding processability, chemical resistance, etc. Provided is a cable housing characterized by using PA resin PA 9 2 C or PA 9 2/6 2 T.
好ましい態様において、 本発明のケーブルハウジングは、 ポリア ミ ド樹脂 (A ) 、 導電性付与材 ( B ) 、 及び衝撃改良材 ( C ) を含 有するポリ アミ ド樹脂組成物からなる。 In a preferred embodiment, the cable housing of the present invention comprises a polyamide resin composition containing a polyamide resin (A), a conductivity imparting material (B), and an impact modifier (C).
本発明の導電性ケーブルハウジングにおいては、 導電性付与材 (
B) が炭素繊維及び Z又はカーボンブラックであり、 衝撃改良材 (In the conductive cable housing of the present invention, the conductivity imparting material ( B) is carbon fiber and Z or carbon black.
C) 力 ^ 密度 0. 8 9〜 0. 9 4 g Z c cの L L D P Eを酸無水物 で変性して得られた酸変性エチレン共重合体であることが好ましい また、 本発明の導電性ケーブル八ゥジング好ましいポリ アミ ド樹 脂組成は、 ポリアミ ド樹脂 ( A) 6 5〜 7 5重量%、 導電性付与材 ( B ) として炭素繊維 3〜 1 5重量%及びカーボンブラック 2〜 1 0重量%、 衝撃改良材 (C) 1 0〜 2 0重量%でぁる。 C) Force ^ Density 0.8 9 to 0.94 4 g Zcc LLDPE is preferably an acid-modified ethylene copolymer obtained by modification with an acid anhydride. Preferred polyamide resin composition is: polyamide resin (A) 65 to 75% by weight, carbon fiber 3 to 15% by weight as conductivity imparting material (B) and carbon black 2 to 10% by weight, Impact modifier (C) 10 to 20% by weight.
( 1 ) ポリ アミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2/6 2 T
前述のとおり。 As mentioned above.
( 2 ) その他の樹脂 (2) Other resins
また、 本発明におけるケーブルハウジングに用いられるポリアミ ド P A 9 2 C又は P A 9 2 / 6 2 Tは、 ポリアミ ド P A 9 2 C又は P A 9 2 / 6 2 Tの単独重合体であってもよいし、 他のポリ アミ ド 樹脂またはその他の熱可塑性樹脂との混合物であってもよい。 The polyamide PA 92 C or PA 92/62 T used in the cable housing in the present invention may be a polyamide PA 92 C or PA 92/62 T homopolymer. It may be a mixture with other polyamide resin or other thermoplastic resin.
他のポリアミ ド樹脂またはその他の熱可塑性樹脂は、 1. 4で前 述したものでよい。 Other polyamide resins or other thermoplastic resins may be those previously described in 1.4.
特に、 ナイ ロン 6、 ナイ ロン 1 1、 ナイ ロン 1 2、 ナイ ロン 6 1 0、 ナイ ロン 6 1 2またはそれらの共重合物は成形性、 接着性改良 のために好適に使用される。 In particular, Nylon 6, Nylon 11, Nylon 12, Nylon 61, Nylon 61, or a copolymer thereof is preferably used for improving moldability and adhesion.
本発明のケーブルハウジングを構成するポリアミ ド樹脂 P A 9 2 Cは、 単独でも、 他のポリ アミ ド樹脂及び 又は他の熱可塑性樹脂 によって一部を置換したポリ アミ ド樹脂であってもよいが、 ポリ ア ミ ド樹脂 P A 9 2 Cを置換する樹脂は樹脂全体の 5 0質量%以下で あることが好ましい。 ポリアミ ド樹脂 P A 9 2 Cが 5 0質量%より 少ないと、 本発明の所望の効果が得られない場合がある。 Polyamide resin PA 9 2 C constituting the cable housing of the present invention may be a single resin or a polyamide resin partially substituted with another polyamide resin and / or another thermoplastic resin. The resin replacing the polyamide resin PA 92 C is preferably 50% by mass or less of the total resin. If the polyamide resin P A 92 C is less than 50% by mass, the desired effect of the present invention may not be obtained.
本発明で用いるポリアミ ド樹脂の配合割合は、 樹脂組成物全体に
対して、 6 5 〜 7 5重量%が好ましい。 ポリアミ ド樹脂の配合割合 が 6 5重量%未満になると、 靱性が低下し変形や破壊を生じるため 好ましくない。 また、 7 5重量%を超えると耐衝撃ゃ摺動性が低下 するため好ましくない。 The blending ratio of the polyamide resin used in the present invention is based on the entire resin composition. On the other hand, 65 to 75% by weight is preferable. If the blending ratio of the polyamide resin is less than 65% by weight, it is not preferable because the toughness is lowered and deformation or fracture occurs. On the other hand, if it exceeds 75% by weight, the impact resistance is not preferred because the slidability is lowered.
( 3 ) 導電性付与材 (3) Conductivity imparting material
本発明のポリアミ ド樹脂組成物は帯電防止を目的として導電性付 与材を含むことが好ましい。 The polyamide resin composition of the present invention preferably contains a conductive agent for the purpose of preventing electrification.
導電性付与材としては、 導電性を付与できればよく、 限定されな いが、 と りわけ炭素繊維、 カーボンブラックが好ましく用いられる 炭素繊維としては、 ピッチ系、 P A N系などの炭素繊維が制限な く用いられる力 物性 · 導電性などの性能から P A N系の炭素繊維 のほうが好ましい。 炭素繊維は、 混練前の繊維長が 0 . 1 〜 1 2 m mのものが好ましく、 1 〜 8 m mのものが特に好ましい。 また、 炭 素繊維の繊維径は、 5〜 1 5 mのものが好ましい。 The conductivity-imparting material is not limited as long as it can impart conductivity, but carbon fiber and carbon black are preferably used. Carbon fibers such as pitch and PAN are not particularly limited. Force used PAN-based carbon fiber is preferred in view of properties such as physical properties and conductivity. The carbon fiber preferably has a fiber length before kneading of 0.1 to 12 mm, particularly preferably 1 to 8 mm. The fiber diameter of the carbon fiber is preferably 5 to 15 m.
炭素繊維の配合割合は、 樹脂組成物全体に対して、 2 〜 4 0重量 %が好ましく、 3 〜 3 5重量%がより好ましく、 3 〜 1 5重量%が さ らに好ましい。 炭素繊維の配合割合が 2重量%未満になると、 導 電性が低下し静電気を帯び易くなり、 ホコ リゃ粉塵が付着し精密製 品に不具合を生じるため好ましくなく、 配合割合が 4 0重量%を超 えると、 剛性が高く耐衝撃性が劣るとともに、 成形品表面の平滑性 が悪く摺動性が低下するため好ましくない。 The blending ratio of the carbon fiber is preferably 2 to 40% by weight, more preferably 3 to 35% by weight, and still more preferably 3 to 15% by weight with respect to the entire resin composition. If the blending ratio of carbon fiber is less than 2% by weight, it is not preferable because the conductivity is lowered and it is easy to be charged with static electricity, and dust is attached to the product, causing problems in precision products. The blending ratio is 40% by weight. Exceeding this is not preferable because it has high rigidity and inferior impact resistance, and the smoothness of the surface of the molded product is poor and the slidability is lowered.
本発明で用いることができるカーボンブラックは、 2 . 3 ( 2 ) で前述したとおりである。 The carbon black that can be used in the present invention is as described above in 2.3 (2).
カーボンブラックの配合割合は、 樹脂組成物全体に対して、 2 〜 4 0重量%が好ましく、 2 〜 3 0重量%がより好ましく、 3〜 : 1 0 重量%がさ らに好ましい。 カーボンブラックの配合割合が 2重量%
未満になると十分な導電性が得られないため好ましくなく、 配合割 合が 4 0重量%を超えると、 溶融粘性が高く流動性が低下し成型加 ェ性が著しく損なわれるため好ましくない。 The blending ratio of carbon black is preferably 2 to 40% by weight, more preferably 2 to 30% by weight, and still more preferably 3 to 10% by weight with respect to the entire resin composition. 2% by weight of carbon black If the ratio is less than 40% by weight, it is not preferable because sufficient conductivity cannot be obtained. If the blending ratio exceeds 40% by weight, the melt viscosity is high, the fluidity is lowered, and the moldability is remarkably impaired.
( 4 ) 衝撃改良材 (4) Impact modifier
本発明のケーブル八ゥシングを構成するポリァミ ド樹脂組成物は さ らに衝撃改良材を含むことが好ましい。 It is preferable that the polyamide resin composition constituting the cable octacing of the present invention further includes an impact improving material.
衝撃改良材は 2 . 5 ( 2 ) で前述したものを用いることができる 本発明において好ましい衝撃改良材は酸変性ェチレン i zt 合体で ある。 As the impact modifier, those described above in 2.5 (2) can be used. The preferred impact modifier in the present invention is an acid-modified ethylene i zt coalescence.
酸変性エヂレン共重合体は、 ェチレンと炭素数 3以上の 一才レ フィ ンとの共重合体 (以下 「未変性ェチレン共重合体」 という) に The acid-modified ethylene copolymer is a copolymer of ethylene and a 1-year-old olefin having 3 or more carbon atoms (hereinafter referred to as “unmodified ethylene copolymer”).
、 、 )6 —不飽和カルボン酸またはその Π75導体をグラフ 卜重合させ て得られるものである。 ,,) 6—obtained by graphing polymerization of an unsaturated carboxylic acid or its 導体 75 conductor.
上記の未変性ェチレン共重合体は、 例えば、 チ一ダラ一ナツ夕系 触媒、 特に、 ォキシ三塩化バナジウム、 四塩化バナジウムの様なバ ナジゥム化合物と有機アルミニウム化合物を使用し、 通常 5 0モル %以上、 好ましく は 8 0 〜 9 5モル%のエチレンと、 通常 5 0モル %以下、 好ましく は 2 0 〜 5モル%の炭素数 3以上の α—ォレフィ ンとを共重合して得られる。 炭素数 3以上の α—才レフイ ンとして は、 プロピレン、 ブテンー 1 、 へキセン— 1 、 デセン一 1 、 4 —メ チルブテン一 1 、 4 ーメチルペンテン— 1等が挙げられる。 本発明 においては、 L L D 使用される The above-mentioned unmodified ethylene copolymer is composed of, for example, a thiodara-nitrate catalyst, in particular, a vanadium compound such as oxyvanadium trichloride and vanadium tetrachloride and an organoaluminum compound. As mentioned above, it is preferably obtained by copolymerizing 80 to 95 mol% of ethylene and usually 50 mol% or less, preferably 20 to 5 mol% of α-olefin having 3 or more carbon atoms. Examples of α-aged olefins having 3 or more carbon atoms include propylene, butene-1, hexene-1, decene-1, 4-methylbutene-1, 4-methylpentene-1, and the like. In the present invention, L L D is used.
上記の未変性ェチ にダラフ 卜重合させる α 、 β -不 飽和カルボン酸また (以下 「不飽和カルボン酸」 と 称する) と しては、 メ夕ク リル酸 、 エタク リル酸、 の無水物またはエステル等が挙げ
られる。 これらの中では無水マレイ ン酸が好ましい。 The α, β-unsaturated carboxylic acid (hereinafter referred to as “unsaturated carboxylic acid”) to be subjected to Darraf polymerization to the above-mentioned unmodified ethene is methacrylic acid, ethacrylic acid, anhydride of Esters etc. It is done. Of these, maleic anhydride is preferred.
不飽和カルボン酸のグラフ ト量は、 未変性エチレン共重合体に対 し、 通常 0. 0 5〜 : I . 5重量%、 好ましく は 0. 1 〜 :! 重量%の 範囲である。 不飽和カルボン酸の量が 0. 0 5重量%未満の場合は 、 ポリ アミ ドとの相溶性が悪化するために摺動性を改善する効果が 小さくなり、 不飽和カルボン酸の量が 1 . 5重量%を超える場合は 、 ポリアミ ドの末端アミ ノ基との反応が過剰で溶融粘度が高くなつ たり、 ゲル化を生じることにより成形加工性が蓍しく損なわれるた め、 好ましくない。 The graft amount of the unsaturated carboxylic acid is usually from 0.05 to 1: 1.5% by weight, preferably from 0.1 to :! It is in the range of% by weight. When the amount of the unsaturated carboxylic acid is less than 0.05% by weight, the effect of improving the slidability is reduced because the compatibility with the polyamide is deteriorated, and the amount of the unsaturated carboxylic acid is 1. If it exceeds 5% by weight, the reaction with the terminal amino group of the polyamide is excessive and the melt viscosity becomes high, or the gelling process is severely impaired due to gelation, which is not preferable.
グラフ ト重合は、 常法に従って未変性エチレン共重合体に不飽和 カルボン酸を加え、 通常 1 5 0〜 3 0 0 で溶融混練して行う。 グ ラフ ト重合に際しては、 効率よく重合を行うため、 ひ、 ' —ビス - t —ブチルバ一ォキシ一 p —ジイソプロピルベンゼンの様な有機 過酸化物を使用してもよい。 この場合の有機過酸化物の使用量は、 未変性エチレン共重合体に対し通常 0. 0 0 1 〜 0. 0 5重量%の 範囲である。 Graft polymerization is carried out by adding an unsaturated carboxylic acid to an unmodified ethylene copolymer according to a conventional method, and melt-kneading usually at 150 to 300. In the case of graph polymerization, an organic peroxide such as' -bis-t-butyloxy-p-diisopropylbenzene may be used for efficient polymerization. The amount of organic peroxide used in this case is usually in the range of 0.001 to 0.05% by weight with respect to the unmodified ethylene copolymer.
本発明で使用する酸変性エチレン共重合体の密度は、 0. 8 9〜 0. 9 4 g Z c c、 特に 0. 9 1 〜 0. 9 4 g Z c cが好ましい。 密度が 0. 8 9 g / c c未満の場合は、 弾性率が低下するため、 嚙 み合わせ部等の接合部が変形しやすくなり、 密度が 0. 9 4 g Z c c を超える未場合は、 耐衝撃性が低下し、 嚙み合わせ部等の接合部 が破壊するため、 好ましくない。 The density of the acid-modified ethylene copolymer used in the present invention is preferably 0.89 to 0.94 g Zcc, particularly preferably 0.91 to 0.94 gZcc. If the density is less than 0.89 g / cc, the elastic modulus will decrease, so the joints such as the joint will be easily deformed, and if the density does not exceed 0.94 g Zcc, This is not preferable because the impact resistance is lowered and the joints such as the squeezed part are destroyed.
本発明で用いる酸変性エチレン共重合体の配合割合は、 樹脂組成 物全体に対して、 1 0〜 2 0重量%が好ましい。 酸変性エチレン共 重合体の配合割合が 1 0重量%未満になると、 摺動性を改善する効 果が小さくなり、 摩擦による粉塵が発生して精密製品に不具合を生 じる。 また、 2 0重量%を超えると、 弾性率が低下するため、 嚙み
合わせ部等の接合部が変形しやすくなるため好ましくない。 The blending ratio of the acid-modified ethylene copolymer used in the present invention is preferably 10 to 20% by weight with respect to the entire resin composition. When the blending ratio of the acid-modified ethylene copolymer is less than 10% by weight, the effect of improving the slidability is reduced, and dust due to friction is generated, causing a defect in precision products. On the other hand, if it exceeds 20% by weight, the elastic modulus will decrease. This is not preferable because a joint portion such as a mating portion is easily deformed.
( 5 ) その他の成分 (5) Other ingredients
本発明で用いるポリアミ ド樹脂組成物には、 ガラス繊維などの補 強材を含むことができる。 The polyamide resin composition used in the present invention can contain a reinforcing material such as glass fiber.
また、 導電性付与材、 衝撃改良材、 補強材などを分散する目的で 分散剤を使用することができる。 Further, a dispersant can be used for the purpose of dispersing the conductivity imparting material, the impact improving material, the reinforcing material, and the like.
また、 本発明で用いるポリアミ ド樹脂組成物には、 必要に応じて 、 その他各種添加剤を添加してもよく、 これらは樹脂組成物を溶融 混練もしく は溶融成形する際に加えられる (前述のとおり) 。 In addition, various other additives may be added to the polyamide resin composition used in the present invention as necessary, and these are added when the resin composition is melt-kneaded or melt-molded (described above). As of) .
( 6 ) ケーブルハウジングの製造 (6) Manufacture of cable housing
本発明で用いられるポリアミ ド樹脂組成物の製造方法は特定の方 法に限定されないが、 具体的かつ効率的な例として原料の混合物を 単軸あるいは 2軸の押出機、 バンバリ —ミキサー、 ニーダー、 ミキ シングロールなど通常公知の溶融混合機に供給して混練する方法な どを例として挙げることができる。 また、 原料の混合順序にも特に 制限はなく、 全ての原材料を配合後上記の方法により溶融混練する 方法、 一部の原材料を配合後上記の方法により溶融混練しさ らに残 りの原材料を配合し溶融混練する方法、 あるいは一部の原材料を配 合後単軸あるいは二軸の押出機により溶融混練中にサイ ドフィーダ 一を用いて残りの原材料を混合する方法など、 いずれの方法を用い てもよい。 The production method of the polyamide resin composition used in the present invention is not limited to a specific method, but as a specific and efficient example, a raw material mixture is converted into a single-screw or twin-screw extruder, a Banbury-mixer, a kneader, Examples thereof include a method of supplying and kneading to a generally known melt mixer such as a mixing roll. The order of mixing the raw materials is not particularly limited, and all the raw materials are mixed and then melt-kneaded by the above method, and some raw materials are mixed and then the remaining raw materials are mixed by the above method. Any method may be used, such as a method of melt kneading, or a method of mixing a part of raw materials and mixing the remaining raw materials using a single feeder during melt kneading with a single or twin screw extruder. Good.
また、 ポリ アミ ド樹脂組成物からケーブルハウジングを成形する 方法については特に制限はなく、 射出成形機を用いて、 ポリアミ ド 樹脂組成物を射出成形するか、 プレス成形機を用いてプレス成形す ることができる。 In addition, there is no particular limitation on the method of molding the cable housing from the polyamide resin composition, and the polyamide resin composition is injection molded using an injection molding machine, or press molded using a press molding machine. be able to.
本発明においては、 ポリアミ ド樹脂 ( P A 9 2 C ) ( A ) に、 炭 素繊維及び 又はカーボンブラックなどの導電性付与材 ( B ) 、 酸
変性エチレン共重合体などの衝撃改良材 (C) を配合してなるポリ アミ ド樹脂組成物を用いることにより、 摺動性、 機械的強度、 導電 性に優れるとともに、 低吸水性、 成形加工性、 耐薬品性等に優れた ケーブルハウジングが得られる。 In the present invention, a polyamide resin (PA 92 C) (A) is added to a conductivity imparting material (B) such as carbon fiber and / or carbon black, an acid. By using a polyamide resin composition containing an impact modifier (C) such as a modified ethylene copolymer, it has excellent slidability, mechanical strength, and electrical conductivity, as well as low water absorption and moldability. A cable housing with excellent chemical resistance can be obtained.
本発明におけるポリアミ ド樹脂組成物の体積固有抵抗は 1 X 1 0 4 (Ω c m) 以下であることが望ましい。 なお、 ポリアミ ド樹脂 組成物の体積固有抵抗は A S TMD 2 5 7の方法で測定したもので ある。 The volume resistivity of the polyamide resin composition in the present invention is desirably 1 × 10 4 (Ωcm) or less. The volume resistivity of the polyamide resin composition was measured by the method of AS TMD 2 57.
また、 ポリアミ ド樹脂組成物の曲げ弾性率は 6. O G P a以上で あることが好ましく、 6. 4 G P a以上であることがより好ましい 本発明のケーブルハウジングは、 摺動性、 剛性に優れ、 かつ導電 性に優れており、 半導体工場等の精密機械製造装置用に好適に使用 される。 Further, the flexural modulus of the polyamide resin composition is preferably 6. OGPa or more, more preferably 6.4 GPa or more. The cable housing of the present invention has excellent slidability and rigidity, In addition, it has excellent electrical conductivity and is suitably used for precision machine manufacturing equipment such as semiconductor factories.
3. 1 6 バイオディーゼル燃料と直接接触する成形部材 3. 1 6 Molded parts in direct contact with biodiesel fuel
結晶性ポリアミ ドは広く用いられているが、 特にナイ ロン 1 1、 ナイ ロン 1 2は、 耐油性、 燃料透過防止性の燃料部品用途に必要な 基本性能を有しているので、 ガソリ ン燃料や軽油燃料の燃料タンク 、 燃料パイプ、 燃料搬送ユニッ ト、 燃料ポンプモジュール、 バルブ などの燃料と接触する成形部材に使用されている。 Although crystalline polyamides are widely used, Nylon 1 1 and Nylon 1 2 in particular have the basic performance required for fuel component applications that are oil resistant and fuel permeation-proof. And fuel oil tanks, fuel pipes, fuel transfer units, fuel pump modules, valves and other molded parts that come into contact with fuel.
近年、 二酸化炭素の排出量を削減するために、 ガソリ ン燃料に代 えてバイオディーゼル燃料を用いることが検討されている。 バイオ ディーゼル燃料は、 菜種油、 ひまわり油、 大豆油、 コーン油などの 植物油や、 それらの廃食用油を原油としてメタノールでエステル化 してグリセリ ンを分離除去した脂肪酸メチルエステルからなる燃料 である。 バイオディーゼル燃料は、 一般的には、 この脂肪酸メチル
エステルを軽油にある割合で混ぜて用いられる。 In recent years, the use of biodiesel fuel instead of gasoline fuel has been studied to reduce carbon dioxide emissions. Biodiesel fuel is a fuel consisting of vegetable oils such as rapeseed oil, sunflower oil, soybean oil and corn oil, and fatty acid methyl esters obtained by esterifying these waste edible oils with crude oil and then separating and removing glycerin. Biodiesel fuel is generally this fatty acid methyl Esters are used in a mixture with diesel oil in a certain ratio.
しかし、 ポリアミ ド樹脂のバイオディーゼル燃料に対する抵抗性 は、 ガソリ ンや軽油の従来の燃料に対する抵抗性と異なるものと考 えられており、 従来の燃料抵抗性を有するものが必ずしもバイオデ イーゼル燃料に対する抵抗性に優れるとは限らないので、 ポリ アミ ド樹脂のバイオディーゼル燃料に対する抵抗性に優れたポリアミ ド 樹脂で製造した燃料部品に需要がある。 However, the resistance of polyamid resin to biodiesel fuel is considered to be different from the resistance of gasoline and light oil to conventional fuels, and those with conventional fuel resistance are not necessarily resistant to biodiesel fuel. There is a demand for fuel parts made of polyamide resin, which has excellent resistance to biodiesel fuel.
また、 燃料部品に用いられるポリ アミ ド樹脂においても、 耐燃料 性のほかに、 吸水による物性変化、 酸、 高温のアルコール中での劣 化などの問題点もあり、 より寸法安定性に優れたポリアミ ドへの要 求がある。 In addition to the fuel resistance, polyamide resins used in fuel parts also have problems such as changes in physical properties due to water absorption, deterioration in acid and high-temperature alcohol, and better dimensional stability. There is a demand for polyamide.
本発明は、 上記課題を解決するために、 ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tを用いて、 耐バイオディーゼル燃料性に優 れ、 かつ直鎖ポリオキサミ ド樹脂に見られる低吸水性を損なう こと なく、 耐加水分解性に優れ、 しかも、 高分子量で、 融点と熱分解温 度の差が大きく溶融成形性に優れたバイオディーゼル燃料と直接接 触するポリ アミ ド樹脂成形部材を提供する。 In order to solve the above-mentioned problems, the present invention uses a polyamide resin PA 92C or PA 92/2/62 T, which is excellent in biodiesel fuel resistance and low in linear polyoxide resin. Polyamide resin molded parts that are in direct contact with biodiesel fuel with excellent hydrolysis resistance, high molecular weight, large difference between melting point and thermal decomposition temperature without impairing water absorption I will provide a.
( 1 ) ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 6 2 T (1) Polyamide resin P A 9 2 C or P A 9 2 6 2 T
前述のとおり。 As mentioned above.
( 2 ) 層状ケィ酸塩 (2) Layered silicate
本発明の耐バイオディーゼル燃料性に優れる成形部品には、 バイ ォディーゼル燃料透過性を減少させる目的で層状ケィ酸塩を添加す ることが好ましい。 It is preferable to add a layered silicate to the molded part excellent in biodiesel fuel resistance of the present invention for the purpose of reducing biodiesel fuel permeability.
層状ケィ酸塩自体とその添加方法については前述したとおり。 層状ケィ酸塩の配合量は、 ポリアミ ド樹脂 1 0 0質量部に対して 、 0 . 0 5質量部〜 1 0質量部が好ましく、 0 . 0 5質量部〜 5質 量部がより好ましい。 0 . 0 5質量部未満では燃料透過抑制効果が
— — 十分でなく、 1 0質量部を超えると、 成形が困難になったり、 衝撃 強度や柔軟性が低下する恐れがある。 The layered silicate itself and the method for adding it are as described above. The compounding amount of the layered silicate is preferably 0.05 to 10 parts by mass, more preferably 0.05 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin. If it is less than 5 parts by mass, the fuel permeation inhibiting effect is — — Not enough, and if it exceeds 10 parts by mass, molding may become difficult, and impact strength and flexibility may be reduced.
( 3 ) 可塑剤 (3) Plasticizer
本発明の耐バイオデイ一ゼル燃料性に優れる成形部品には、 さ ら に可塑剤を添加することが好ましい。 It is preferable to further add a plasticizer to the molded part excellent in biodiesel fuel resistance of the present invention.
ポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tに用いるのに好 ましい可塑剤については、 前述したとおりである。 The preferred plasticizer for use in the polyamide resin P A 9 2 C or P A 9 2/6 2 T is as described above.
可塑剤の配合量は、 ポリアミ ド樹脂 1 0 0質量部に対して、 0〜 3 0質量部が好ましい。 3 0質量部を超えるときは、 ブリー ドアゥ 卜の可能性がある。 The blending amount of the plasticizer is preferably 0 to 30 parts by mass with respect to 100 parts by mass of the polyamide resin. If it exceeds 30 parts by mass, there is a possibility of a bridle.
( 4 ) 他のポリマー (4) Other polymers
本発明に用いられるポリアミ ド樹脂 P A 9 2 C又は P A 9 2 / 6 2 Tは、 本発明の効果を損なわない範囲で、 その一部を他のポリマ 一成分で置換されうる。 必要に応じて配合できる他のポリマーにつ いては、 1. 4に前述したものを挙げることができる。 A part of the polyamide resin P A 92 C or PA 92/62 T used in the present invention can be substituted with another polymer component as long as the effects of the present invention are not impaired. Examples of other polymers that can be blended as needed include those described above in 1.4.
( 5 ) その他の添加剤 (5) Other additives
さ らに、 本発明の耐バイオディーゼル燃料性に優れる成形部品に は、 必要に応じて、 その他の添加剤を添加することもできる (前述 のとおり) 。 Furthermore, other additives may be added to the molded part having excellent biodiesel fuel resistance according to the present invention as required (as described above).
( 6 ) 成形部品の成形加工 (6) Molding of molded parts
本発明の耐バイオディーゼル燃料性に優れる成形部品の成形方法 としては、 ポリ アミ ド樹脂あるいはそれに各種の配合成分や添加剤 を配合したポリアミ ド樹脂組成物を射出、 押出、 中空、 プレス、 口 ール、 発泡、 真空 · 圧空、 延伸などポリ アミ ドに適用できる公知の 成形加工法はすべて可能であり、 これらの成形法によってフィルム 、 シー ト、 成形品、 繊維などに加工することができる。 As a method for molding a molded part excellent in biodiesel fuel resistance according to the present invention, a polyamide resin or a polyamide resin composition containing various compounding ingredients and additives is injected, extruded, hollow, pressed, or All known molding methods applicable to polyamide, such as glass, foam, vacuum / pressure air, and stretching, are possible. By these molding methods, films, sheets, molded articles, fibers, and the like can be processed.
( 7 ) 耐バイオディ ーゼル燃料性に優れる成形部品の用途
\ リ , 本発明によって得られる耐バイオディーゼル燃料性に優れる成形 部品は、 従来のポリアミ ド樹脂製燃料部品が用いられてきた各種成 形部品のいずれにも用いることが可能である。 バイオディーゼル燃 料と接触する成形部材としては、 たとえば、 燃料タンク、 燃料チュ ーブ、 燃料パイプ、 燃料搬送ユニッ ト、 燃料ポンプモジュール、 バ ルブなどがある。 (7) Use of molded parts with excellent biodiesel fuel resistance The molded parts excellent in biodiesel fuel resistance obtained by the present invention can be used for any of various molded parts in which conventional polyamide resin fuel parts have been used. Examples of the molded member that comes into contact with the biodiesel fuel include a fuel tank, a fuel tube, a fuel pipe, a fuel transfer unit, a fuel pump module, and a valve.
本発明によれば、 耐バイオディーゼル燃料性に優れ、 低吸水性、 耐加水分解性にも優れ、 かつ成形可能温度幅が広く、 成形加工性に 優れたバイオディーゼル燃料と直接接触するポリアミ ド樹脂成形部 材が提供される。
According to the present invention, a polyamide resin having excellent biodiesel fuel resistance, low water absorption, excellent hydrolysis resistance, a wide moldable temperature range, and excellent directing property to biodiesel fuel. Formed parts are provided.
実施例 Example
以下、 実施例および比較例を挙げて本発明を説明するが、 本発明 はこれらの実施例に限定されるものではない。 EXAMPLES Hereinafter, although an Example and a comparative example are given and this invention is demonstrated, this invention is not limited to these Examples.
《 P A 9 2 Cの実施例》 << Example of P A 9 2 C >>
特性値は次のようにして測定した。 The characteristic value was measured as follows.
( 1 ) 相対粘度 ( r? r ) (1) Relative viscosity (r? R)
Ti r はポリアミ ドの 9 6 %硫酸溶液 (濃度 : 1. O g/ d l ) を 使用してォス トワルド型粘度計を用いて 2 5でで測定した。 Ti r was measured at 25 using a Ostwald viscometer with a 96% sulfuric acid solution of polyamide (concentration: 1. O g / dl).
( 2 ) 融点 (Tm) 及び結晶化温度 (T c ) (2) Melting point (Tm) and crystallization temperature (Tc)
可塑剤含有試料および可塑剤を含まない試料の Tm及び T cは、 P e r k i n E Lm e r社製 P Y R I S D i a m o n d D S C 用いて窒素雰囲気下で測定した。 3 0 から 2 7 0でまで 1 0で/ 分の速度で昇温し (昇温ファース トランと呼ぶ) 、 2 7 0でで 3分 保持したのち、 — 1 0 0でまで 1 0でノ分の速度で降温し (降温フ アース 卜ランと呼ぶ) 、 次に 2 7 0でまで 1 0 °CZ分の速度で昇温 した (昇温セカン ドランと呼ぶ) 。 可塑剤含有試料では得られた D S Cチャー トから昇温ファース トランの吸熱ピーク温度を、 可塑剤 を含まない試料では昇温セカン ドランの吸熱ピーク温度をそれぞれ 降温ファース トランの発熱ピーク温度を各試料の結晶化温度とした Tm and Tc of the plasticizer-containing sample and the sample not containing the plasticizer were measured in a nitrogen atmosphere using PYRI IS Diamond DSC manufactured by Perkin ELMer. The temperature is increased from 3 0 to 2 7 0 at a rate of 1 0 / min (referred to as a temperature rising fast run), held at 2 7 0 for 3 minutes, and then — 1 0 0 until 1 0 no minute The temperature was lowered at a rate of 5 ° C. (referred to as a “decreased ground 卜 run”), and then the temperature was raised at a rate of 10 ° CZ up to 2700 (referred to as a temperature rise second run). For samples containing a plasticizer, the endothermic peak temperature of the temperature rising fasttran from the DSC chart obtained, and for the sample not containing the plasticizer, the endothermic peak temperature of the temperature rising second run, respectively. Crystallization temperature
( 3 ) 1 %重量減少温度 (T d ) (3) 1% weight loss temperature (Td)
T dは島津製作所社製 TH E RMO G R AV I M E T R I C A NA L Y Z E R T GA— 5 0を用い、 熱重量分析 (T GA) によ り測定した。 2 0 m l /分の窒素気流下室温から 5 0 0でまで 1 0 分の昇温速度で昇温し、 T dを測定した。 Td was measured by thermogravimetric analysis (TGA) using THE RMOGR AV IMM ETRIC A NA L YZ ERT GA- 50 manufactured by Shimadzu Corporation. The temperature was increased from room temperature to 50 ° C. under a nitrogen stream of 20 ml / min at a rate of temperature increase of 10 minutes, and T d was measured.
( 4 ) 溶融粘度 (4) Melt viscosity
溶融粘度はティ一 · エイ · イ ンスツルメン ト · ジャパン社製溶融
粘弾性測定装置 AR E Sに 2 5 mmのコーン · プレー トを装着させ て、 窒素中、 2 5 0で、 せん断速度 0. I s— 1の条件で測定した。 Melt viscosity is TI, Ainstrument, Japan A 25 mm cone plate was attached to the viscoelasticity measuring device AR ES, and the measurement was performed in nitrogen at 25 ° C. and at a shear rate of 0.1 Is- 1 .
( 5 ) フィルム成形 (5) Film molding
東邦マシナリー社製真空プレス機 TMB— 1 0 を用いてフィ ルム 成形を行った。 5 0 0〜 7 0 0 ? 3の減圧雰囲気下 2 6 0で (ナイ ロン 6 6を用いた場合は 2 9 0 t:、 ナイ ロン 1 2を用いた場合は 2 3 0 ) で 5分間加熱溶融させた後、 1 0 M P aで 1分間プレスを 行いフィルム成形した。 次に減圧雰囲気を常圧まで戻したのち室温 5 M P aで 1分間冷却結晶化させてフィルムを得た。 Film forming was performed using a vacuum press TMB-10 manufactured by Toho Machinery Co., Ltd. Heat for 5 minutes under a reduced pressure atmosphere of 5 0 to 7 0 0? 3 at 2 60 (2 90 t when using Nylon 6 6, 2 30 when using Nylon 1 2) After melting, the film was formed by pressing at 10 MPa for 1 minute. Next, after the reduced-pressure atmosphere was returned to normal pressure, it was cooled and crystallized at room temperature of 5 MPa for 1 minute to obtain a film.
( 6 ) 吸水率 (飽和吸水率) (6) Water absorption (saturated water absorption)
ポリアミ ド樹脂を ( 5 ) の条件で成形したフィルム (寸法 : 2 0 mm X 1 0 mm, 厚さ 0. 2 5 mm ; 重量約 0. 0 5 g ) を 2 3で のイオン交換水に浸漬し、 所定時間ごとにフィルムを取り出し、 フ イルムの重量を測定した。 フィルム重量の増加率が 0. 2 %の範囲 で 3回続いた場合にポリアミ ド樹脂フィルムへの水分の吸収が飽和 に達したと判断して、 水に浸漬する前のフィルムの重量 (X g ) と 飽和に達した時のフィルムの重量 (Y g ) から式 ( 1 ) により飽和 吸水率 (%) を算出した。 Immerse the film (dimensions: 20 mm X 10 mm, thickness 0.25 mm; weight approx. 0.05 g) into the ion-exchanged water in 2 3 after molding the polyamide resin under the conditions of (5) Then, the film was taken out every predetermined time, and the weight of the film was measured. If the rate of increase in the film weight continues three times within the range of 0.2%, it is judged that the moisture absorption into the polyamide resin film has reached saturation, and the weight of the film before soaking in water (X g ) And the weight (Y g) of the film when saturation was reached, the saturated water absorption (%) was calculated by equation (1).
飽和吸水率 (%) = 1 0 0 (Y— X) ZX ( 1 ) Saturated water absorption (%) = 1 0 0 (Y— X) ZX (1)
( 7 ) 耐薬品性 (7) Chemical resistance
本発明で用いるポリアミ ド樹脂の熱プレスフィルムを以下に列挙 する薬品中に 7 日間浸漬した後に、 フィルムの重量残存率 (%) 及 び外観の変化を観測した。 濃塩酸、 6 4 %硫酸、 氷酢酸のそれぞれ の溶液においては 2 3 下で浸漬した試料について試験を行った。 After immersing the polyamide resin hot-pressed film used in the present invention in the chemicals listed below for 7 days, the weight residual ratio (%) and changes in the appearance of the film were observed. In each of concentrated hydrochloric acid, 64% sulfuric acid, and glacial acetic acid solutions, tests were conducted on samples immersed under 2 3.
( 8 ) 耐加水分解性 (8) Resistance to hydrolysis
本発明で用いるポリアミ ド樹脂の熱プレスフィルムをォ一 トク レ ーブに入れ、 水 ( p H= 7 ) 、 0. 5 m o l / l 硫酸 ( p H= l )
、 l m o 1 / 1 水酸化ナトリウム水溶液 ( p H= l 4 ) 中でそれぞ れ 1 2 1 t:、 6 0分間処理した後の重量残存率 (%) 、 及び外観変 化を調べた。 The polyamide resin hot press film used in the present invention is placed in an autoclave, water (pH = 7), 0.5 mol / l sulfuric acid (pH = l). , Lmo 1/1 In sodium hydroxide aqueous solution (pH = l 4), 1 2 1 t: weight residual ratio (%) after 60 minutes treatment, and appearance change were examined.
( 9 ) 機械的物性 (9) Mechanical properties
以下に示す 〔 1〕 〜 〔4〕 の測定は、 下記の試験片を樹脂温度 2 6 0 (ナイロン 6 6を用いた場合は 2 9 0で、 ナイロン 1 2 を用 いた場合は 2 3 0 ) 、 金型温度 8 0 の射出成形により成形し、 これを用いて行った。 成形後直ちに調湿せずに 2 3 で評価したも のを ドライ、 成形後に湿度 6 5 %、 温度 2 3でで調湿した後に 2 3 でで評価したものをウエッ トとして表中に記載した。 The following [1] to [4] are measured using the following test piece with a resin temperature of 2600 (2 90 when using nylon 6 6 and 2 3 0 when using nylon 12) Molding was performed by injection molding at a mold temperature of 80 and using this. Immediately after molding, the one evaluated at 23 without being conditioned is dried, and after molding the humidity at 65% and the temperature is adjusted at 23, and the one evaluated at 23 is listed as a wet weight in the table .
〔 1〕 引張試験 (引張降伏点強度) : A S TM D 6 3 8に記 載の T y p e I の試験片を用いて A S TM D 6 3 8に準拠して測 定した。 [1] Tensile test (tensile yield point strength): Measured in accordance with A S TM D 6 38 using a Typ I test piece described in A S TM D 6 38.
〔 2〕 曲げ試験 (曲げ弾性率) : 試験片寸法 1 2 7 mmx 1 2 . 7 mm X 3. 2 m mの試験.片を用いて A S T M D 7 9 0に準拠 し、 2 3 で測定した。 [2] Bending test (flexural modulus): Test piece dimensions: 1 2 7 mm x 1 2.7 mm x 3.2 mm Test piece was measured according to A S T M D 7 90 using 2 3.
〔 3〕 アイゾッ 卜衝撃強度 : 試験片寸法 1 2 7 mm X 1 2. 7 mm X 3. 2 mmの試験片を用いて A S TM D 2 5 6に準拠し、 2 3でで測定した。 [3] Izod impact strength: Test piece size 1 2 7 mm X 1 2.7 mm X 3.2 mm Using a test piece, it was measured in 23 according to ASTM D 2 56.
〔 4〕 荷重たわみ温度 : 試験片寸法 1 2 7 mmX l 2. 7 mm X 3. 2 mmの試験片を用いて A S TM D 6 4 8に準拠し、 荷重 1. 8 2 M P aで測定した。 [4] Deflection temperature under load: Measured with a test piece size of 1 2 7 mmX l 2.7 mm X 3.2 mm according to AS TM D 6 4 8 and with a load of 1. 8 2 MPa .
( 1 0 ) 加水分解処理後の破断伸び保持率 (1 0) Breaking elongation retention after hydrolysis treatment
射出成形により成形した 1 0 0 mmX 3 0 O X厚さ 2 mmの板か ら J I S 3号ダンベルを用いて切り出した試料を重ならないように 、 容量 5 リ ッ トルのステンレス容器に入れ、 約 2 リ ッ トルの蒸留水 を入れてふたをして密閉状態にした後、 8 0での湯浴中に入れた。
2 0 0 0時間処理後に試験片を取り出し表面の水分を除去した後、 引張試験機のチャックにチャック間距離 5 0 m mではさみ、 5 0 0 mmZminの速度で引張試験を行い、 破断伸びを測定した。 加水分 解処理をしていない試験片の測定を行い、 下記 ( 2 ) 式より破断伸 び保持率を計算した。 Put a sample cut out from a 100 mm x 30 mm OX 2 mm thick plate using injection molding using a JIS No. 3 dumbbell into a stainless steel container with a capacity of 5 liters. A bottle of distilled water was put in and sealed with a lid, and then placed in a hot water bath at 80 ° C. After removing the test piece after 2 00 hours of treatment and removing the moisture on the surface, the chuck of the tensile tester was sandwiched at a distance of 50 mm between the chucks, a tensile test was performed at a speed of 500 mm Zmin, and the elongation at break was measured. did. The specimens not hydrolyzed were measured, and the elongation at break was calculated from the following formula (2).
破断伸び保持率 (%) = 〔 (加水分解処理試料の破断伸び) / (未処理試料の破断伸び) 〕 X 1 0 0 ( 2 ) Breaking elongation retention rate (%) = [(breaking elongation of hydrolyzed sample) / (breaking elongation of untreated sample)] X 1 0 0 (2)
( 1 1 ) 吸水率 (平均吸水率) (1 1) Water absorption (average water absorption)
上記 ( 5 ) の条件で成形したフィルム (寸法 : 2 0 mmX 1 0 m m、 厚さ 0. 2 5 mm ; 質量約 0. 0 5 g ) を 2 3 : 6 5 % RH条 件下におき、 所定時間ごとにフィルムを取り出し、 フィルムの質量 を測定した。 フィルム質量の増加率が 0. 2 %の範囲内で 3回続い た場合にポリ アミ ド樹脂フィルムへの水分の吸収が飽和に達したと 判断して、 上記 2 3 6 5 % RH条件下におく前のフィルムの質量 (X g ) と飽和に達した時のフィルムの質量 (Y g ) から次の式 ( 1 ) により吸水率 (%) を算出した。 Place the film (dimensions: 20 mmX 10 mm, thickness 0.25 mm; mass approx. 0.05 g) under the condition of (5) above under 2 3: 6 5% RH condition, The film was taken out every predetermined time, and the mass of the film was measured. When the rate of increase in the film mass continues three times within the range of 0.2%, it is determined that the moisture absorption into the polyamide resin film has reached saturation, and the above 2 3 6 5% RH conditions are satisfied. The water absorption (%) was calculated by the following equation (1) from the mass (X g) of the film before placing and the mass (Y g) of the film when saturation was reached.
吸水率 (%) = (Y— X) X X 1 0 0 ( 1 ) Water absorption (%) = (Y— X) X X 1 0 0 (1)
( 1 2 ) 耐塩化カルシウム性 (A) (1 2) Calcium chloride resistance (A)
( 5 ) の条件で成形したフィルムを、 2 3での飽和塩化カルシゥ ム水溶液に浸漬した。 一日後、 フィルムの外観を目視で観察し、 ク ラックの有無を評価した。 The film molded under the condition (5) was immersed in the saturated calcium chloride aqueous solution in 23. One day later, the appearance of the film was visually observed to evaluate the presence or absence of cracks.
( 1 3 ) 耐酸化ガソ リ ン性 (1 3) Oxidation resistance to gasoline
6 0 0 m l の トルエンと 6 0 0 m l のイソオクタンの混合溶液に 0. l gの夕ーシャルブチルバ一オキサイ ドと 0. O l gのステア リ ン酸銅を加えた酸化ガソリ ン溶液を 6 0 °Cとし、 その中に 3 0本 の引張試験用試験片を浸潰し、 一週間毎に溶液を替え、 3 0 日間の 物性 (引張強度) 変化を測定した。
( 1 4 ) エタノール蒸気透過係数 Add 60 ml of toluene and 600 ml of isooctane to a mixture of 0.1 g of butyl butyl oxide and 0.ol of copper stearate at 60 ° C. In addition, 30 specimens for tensile testing were crushed, the solution was changed every week, and changes in physical properties (tensile strength) for 30 days were measured. (14) Ethanol vapor permeability coefficient
ステンレス製の容器にエタノールを 5 0 m l 入れ、 ( 5 ) の条件 で成形したフィルムを用いて、 P T F E製のガスケッ トをかませた 容器に蓋をし、 ねじ圧力にて締め付けた。 カップを 6 0 X:恒温槽に 入れ、 槽内は窒素を 5 0 m l Zm i nで流した。 重量の経時変化を 測定し、 時間当たりの重量変化率が安定した時点で、 燃料透過係数 を次式から計算した。 試料の透過面積は 7 8. 5 c m2である。 エタノール透過係数 ( g - mm/m2 - d a y) = [透過重量 ( g ) Xフィ ルム厚さ (mm) ] / [透過面積 (mm2) X日数 ( d a y ) X圧力 ( a t o m) ] 50 ml of ethanol was placed in a stainless steel container, and the container molded with PTFE gasket was covered with a film molded under the conditions of (5) and tightened with screw pressure. The cup was placed in a 60 0 X: constant temperature bath, and nitrogen was flushed at 50 ml Zmin in the bath. The change in weight over time was measured, and when the rate of change in weight per hour stabilized, the fuel permeability coefficient was calculated from the following equation. Permeation area of the sample is 7 8. 5 cm 2. Ethanol permeability coefficient (g-mm / m 2 -day) = [permeation weight (g) X film thickness (mm)] / [permeation area (mm 2 ) X days (day) X pressure (atom)]
( 1 5 ) 〜 ( 4 8 ) その他の測定方法 (15) to (48) Other measurement methods
その他の測定方法は、 以下の実施例等においてはじめて表われる ときに説明し、 その測定方法はそれ以降の実施例等においても同様 である。 ただし、 例えば、 耐塩化カルシウム性のように実施例によ り測定方法が異なるときは、 特記する。 Other measurement methods will be described when they appear for the first time in the following examples, and the measurement methods are the same in the following examples. However, for example, when the measurement method differs depending on the embodiment such as calcium chloride resistance, it is noted.
< P A 9 2 C共通実施例 > <Common example of P A 9 2 C>
[実施例 1 : P A 9 2 C _ 1 ] [Example 1: P A 9 2 C _ 1]
攪拌機、 温度計、 トルクメーター、 圧力計、 ダイアフラムポンプ を直結した原料投入口、 窒素ガス導入口、 放圧口、 圧力調節装置及 びポリマー抜出し口を備えた内容積が 1 5 0 リ ッ トルの圧力容器に シユウ酸ジブチル 2 8. 4 0 k g ( 1 4 0. 4モル) を仕込み、 圧 力容器の内部を純度が 9 9. 9 9 9 9 %の窒素ガスで 0. 5 M P a に加圧した後、 次に常圧まで窒素ガスを放出する操作を 5回繰り返 し、 窒素置換を行った後、 封圧下、 攪拌しながら系内を昇温した。 約 3 0分間かけてシユウ酸ジブチルの温度を 1 0 0でにした後、 1 , 9—ノナンジァミ ン 1 8. 8 9 k g ( 1 1 9. 3モル) と 2 —メ
チル一 1 , 8 —オクタンジァミ ン 3 . 3 4 k g ( 2 1 . 1 モル) の 混合物 ( 1 , 9 —ノナンジァミ ンと 2 —メチルー 1 , 8 —オクタン ジァミ ンのモル比が 8 5 : 1 5 ) をダイアフラムフポンプにより流 速 1 . 4 9 リ ツ トル/分で約 1 7分間かけて反応容器内に供給する と同時に昇温した。 供給直後の圧力容器内の内圧は、 重縮合反応に より生成したブ夕ノールによって 0 . 3 5 M P aまで上昇し、 重縮 合物の温度は約 1 7 0でまで上昇した。 その後、 1時間かけて温度 を 2 3 5でまで昇温した。 その間、 生成したブ夕ノールを放圧口よ り抜き出しながら、 内圧を 0 . 5 M P a に調節した。 重縮合物の温 度が 2 3 5 に達した直後から放圧口よりブ夕ノールを約 2 0分間 かけて抜き出し、 内圧を常圧にした。 常圧にしたところから、 1 . 5 リ ッ トル/分で窒素ガスを流しながら昇温を開始し、 約 1時間か けて重縮合物の温度を 2 6 0でにし、 2 6 0でにおいて 4. 5時間 反応させた。 その後、 攪拌を止めて系内を窒素で I M P aに加圧し て約 1 0分間静置した後、 内圧 0 . 5 M P aまで放圧し、 重縮合物 を圧力容器下部抜出口より紐状に抜き出した。 紐状の重合物は直ち に水冷し、 水冷した紐状の樹脂はペレタイザ一によつてペレツ ト化 した。 得られたポリ アミ ドは白色の強靱なポリマーであり、 η r = 3 . 2 0であった。 Stirrer, thermometer, torque meter, pressure gauge, raw material input port directly connected to diaphragm pump, nitrogen gas inlet port, pressure release port, pressure regulator and polymer outlet port with a volume of 150 liters Charge a pressure vessel with dibutyl oxalate (28.4 40 kg) and add the inside of the pressure vessel to 0.5 MPa with 9 9 9 9 9% nitrogen gas. Then, the operation of releasing nitrogen gas to normal pressure was repeated five times, and after replacing with nitrogen, the system was heated while stirring under sealing pressure. After adjusting the temperature of dibutyl oxalate to 100 for about 30 minutes, 1,8-nonanediamine 1 8. 8 9 kg (1 1 9.3 mol) and 2 —medium Chill 1, 8-octanediamine 3.3 4 kg (21.1 moles) mixture (1, 9 -nonanediamine and 2 -methyl-1,8 -octanediamine molar ratio 85:15) Was supplied into the reaction vessel over about 17 minutes at a flow rate of 1.49 liters / minute by a diaphragm pump, and at the same time the temperature was raised. The internal pressure in the pressure vessel immediately after the supply rose to 0.35 MPa due to butanol produced by the polycondensation reaction, and the temperature of the polycondensate rose to about 1700. Thereafter, the temperature was raised to 2 35 over 1 hour. Meanwhile, the internal pressure was adjusted to 0.5 MPa while extracting the generated butanol from the pressure relief port. Immediately after the temperature of the polycondensate reached 2 35, butanol was extracted from the pressure relief port over about 20 minutes, and the internal pressure was brought to normal pressure. From the normal pressure, the temperature was raised while flowing nitrogen gas at 1.5 liters / minute, and the temperature of the polycondensate was reduced to 2600 over about 1 hour. 4. Reacted for 5 hours. After that, the stirring was stopped and the system was pressurized to IMP a with nitrogen and allowed to stand for about 10 minutes. Then, the pressure was released to an internal pressure of 0.5 MPa, and the polycondensate was drawn out from the lower outlet of the pressure vessel into a string shape. It was. The string-like polymer was immediately cooled with water, and the water-cooled string-like resin was pelletized with a pelletizer. The resulting polyamide was a white tough polymer with η r = 3.20.
[実施例 2 : P A 9 2 C — 2 ] [Example 2: P A 9 2 C — 2]
1, 9 —ノナンジァミ ン 1 7 . 6 2 k g ( 1 1 1 . 3モル) と 2 —メチル _ 1, 8 —オクタンジァミ ン 4 . 4 5 k g ( 2 8 . 1 モル ) の混合物 ( 1, 9 ーノナンジァミ ンと 2 —メチルー 1 , 8 —ォク 夕ンジァミ ンのモル比が 8 0 : 2 0 ) を仕込んだほかは、 実施例 1 と同様に反応を行ってポリアミ ドを得た。 得られたポリアミ ドは白 色の強靭なポリマーであり、 r? r = 3 . 1 0であった。 1,9-nonanediamine 17.6 6 2 kg (1 1 1.3 mol) and 2 -methyl _ 1,8 -octanediamine 4.4 5 kg (28.1 mol) mixture (1,9-nonanediamine) The reaction was carried out in the same manner as in Example 1 except that the molar ratio of 2-methyl-1,8-octadiamine was 80:20). The resulting polyamide was a white tough polymer with r? R = 3.10.
[実施例 3 : P A 9 2 C — 3 ]
1, 9 —ノナンジァミ ン 1 1. 1 1 k g ( 7 0. 2モル) と 2 — メチルー 1 , 8—オクタンジァミ ン 1 1. 1 1 k g ( 7 0. 2モル ) の混合物 ( 1, 9 —ノナンジァミ ンと 2 —メチル一 1 , 8 —ォク 夕ンジァミ ンのモル比が 5 0 : 5 0 ) を仕込んだ以外は、 実施例 1 と同様に反応を行ってポリアミ ドを得た。 得られた重合物は白色の 強靭なポリマーであり、 r? r = 3. 3 5であった。 [Example 3: PA 9 2 C-3] 1, 9 — Nonanediamine 1 1. 1 1 kg (70.2 mol) and 2 — Methyl-1,8-octanediamine 1 1. 1 1 kg (7 0.2 mol) (1, 9 — Nonanediamine) The reaction was conducted in the same manner as in Example 1 except that the molar ratio of 2-methyl-1,1,8-octadiamine was 50:50. The polymer obtained was a white tough polymer with r? R = 3.35.
[実施例 4 : P A 9 2 C _ 4] [Example 4: P A 9 2 C _ 4]
1 , 9 —ノナンジァミ ン 6. 6 7 k g ( 4 2. 1モル) 、 2 —メチルー 1 , 8 —オクタンジァミ ン 1 5. 5 6 k g ( 9 8. 3モ ル) の混合物 ( 1 , 9 —ノナンジァミ ンと 2 _メチル一 1 , 8 —ォ クタンジァミ ンのモル比が 3 0 : 7 0 ) を仕込んだ以外は実施例 1 と同様に反応を行ってポリ アミ ドを得た。 得られたポリ アミ ドは白 色の強靭なポリマーであり、 r? r = 3. 5 5であった。 1, 9 — Nonanediamine 6.6 7 kg (4 2.1 mol), 2 — Methyl 1, 8 — Octanediamine 1 5.5 6 kg (98.3 mol) mixture (1, 9 — Nonanediamine) The reaction was carried out in the same manner as in Example 1 except that the molar ratio of 2-methyl-1-1,8-octanediamine was 30:70). The resulting polyamide was a white tough polymer with r? R = 3.55.
[実施例 5 : P A 9 2 C - 5 ] [Example 5: P A 9 2 C-5]
1 , 9 ーノナンジァミ ン 1. 3 3 k g ( 8. 4モル) と 2 —メチ ル一 1, 8 —オクタンジァミ ン 2 0. 8 8 k g ( 1 3 1. 9モル) の混合物 ( 1 , 9—ノナンジァミ ンと 2 —メチル _ 1, 8 _ォク夕 ンジァミンのモル比が 6 : 9 4 ) を仕込んだほかは、 実施例 1 と同 様に反応を行ってポリアミ ドを得た。 得られた重合物は白色の強靱 なポリマーであり、 r? r = 3. 5 3であった。 1,9-nonanediamine 1. 3 3 kg (8.4 mol) and 2 —methyl-1,8 —octanediamine 2 0.88 kg (1 3 1.9 mol) (1,9—nonanediamine) The reaction was conducted in the same manner as in Example 1 except that the molar ratio of 2-methyl-1,8_octadiamine was 6:94. The polymer obtained was a white tough polymer with r? R = 3.53.
[実施例 6 : P A 9 2 C— 6 ] [Example 6: P A 9 2 C-6]
1, 9 ーノナンジァミ ン 1. 3 3 k g ( 8. 4モル) と 2 —メチ ル一 1 , 8 —オクタンジァミ ン 2 0. 8 8 k g ( 1 3 1. 9モル) の混合物 ( 1 , 9 —ノナンジァミ ンと 2—メチル一 1 , 8 —ォク夕. ンジァミ ンのモル比が 6 : 9 4 ) を仕込み、 ブ夕ノールの抜出によ る内圧を 0. 2 5 M P aに保持した以外は、 実施例 1 と同様に反応 を行ってポリアミ ドを得た。 得られた重合物は白色の強靭なポリマ
—であり、 r = 4. 0 0であった。 1,9-nonanediamine 1. 3 3 kg (8.4 mol) and 2 —methyl 1 1,8 —octanediamine 2 0.88 kg (1 3 1.9 mol) (1, 9 —nonanediamine) Except that the molar ratio of benzene and 2-methyl-1,8-octadiamine is 6:94, and the internal pressure by extracting bubutanol is maintained at 0.25 MPa. The reaction was carried out in the same manner as in Example 1 to obtain a polyamide. The resulting polymer is a white tough polymer. — And r = 4.0 0 0.
[参考例 1 : P A 9 2 ] [Reference Example 1: P A 9 2]
ジァミン原料として 1 , 9 —ノナンジァミ ン 2 2. 2 5 k g ( 1 4 0. 4モル) だけを用いて、 実施例 1 と同様に反応を行ってポリ アミ ドを得た。 得られた重合物は黄白色のポリマーであり、 7? r = 2. 7 8であった。 Reaction was carried out in the same manner as in Example 1 using only 1,9-nonanediamine 2 2.25 kg (14.0.4 mol) as a diamine raw material to obtain a polyamide. The obtained polymer was a yellowish white polymer, and 7? R = 2.78.
[比較例 1 : P A 6 ] [Comparative Example 1: P A 6]
ナイ ロン 6 (宇部興産製、 U B Eナイ ロン 1 0 1 5 B ) Nylon 6 (Ube Industries, U B E Nylon 1 0 1 5 B)
[比較例 2 : P A 6 6 ] [Comparative Example 2: P A 6 6]
ナイ ロン 6 6 (宇部興産製、 U B Eナイ ロン 2 0 2 0 B ) Nylon 6 6 (Ube Industries, U B E Nylon 2 0 20 0 B)
[比較例 3 : P A 1 2 ] [Comparative Example 3: P A 1 2]
ナイ ロン 1 2 (U B E S TA 3 0 2 0 U) Nylon 1 2 (U B E S TA 3 0 2 0 U)
実施例 1〜 6及び参考例 1で得られたポリアミ ド樹脂、 並びに比 較例 1〜 3のナイ ロン 6、 ナイ ロン 6 6、 ナイ ロン 1 2について、 相対粘度、 融点、 結晶化温度、 1 %重量減少温度、 溶融粘度、 飽和 吸水率、 耐薬品性、 耐加水分解性、 ドライ及びウエッ トにおける機 械的特性を測定した。 結果を表 1 に示す。 For the polyamide resins obtained in Examples 1 to 6 and Reference Example 1, and Nylon 6, Nylon 66 and Nylon 12 of Comparative Examples 1 to 3, relative viscosity, melting point, crystallization temperature, 1 % Weight loss temperature, melt viscosity, saturated water absorption, chemical resistance, hydrolysis resistance, mechanical properties in dry and wet were measured. The results are shown in Table 1.
表 1から、 本発明に用いられるポリアミ ド樹脂は、 ナイ ロン 6、 ナイ ロン 6 6及びナイ ロン 1 2 と比較して低吸水であり、 耐薬品性 、 耐加水分解性に優れ、 w e t条件下での機械的物性に優れ、 そし てジァミン成分として 1, 9 —ノナンジァミ ン単体を用いたポリア ミ ド樹脂 ( P A 9 2 ) より も成形可能温度幅が広く溶融成形性に優 れ、 さ らに高分子量化が可能で強靭な成形体を製造することができ ることが分かる。
表 1 From Table 1, the polyamide resin used in the present invention has a low water absorption compared to Nylon 6, Nylon 66 and Nylon 12, excellent chemical resistance and hydrolysis resistance, and under wet conditions. It has excellent mechanical properties, and has a wider moldable temperature range than the polyamide resin (PA 9 2), which uses 1,9-nonanediamine alone as the diamine component, and is excellent in melt moldability. It can be seen that a tough molded body capable of increasing the molecular weight can be produced. table 1
実施例 1 実施例 2 実施例 3 実施例 4 実施例 5 実施例 6 参考例 1 比較例 1 比較例 2 比較例 3 Example 1 Example 2 Example 3 Example 4 Example 5 Example 6 Reference Example 1 Comparative Example 1 Comparative Example 2 Comparative Example 3
PA92C- 1 PA92C-2 PA92C-3 PA92C-4 PA92C-5 PA92C-6 PA92 PA6 PA66 PA12PA92C- 1 PA92C-2 PA92C-3 PA92C-4 PA92C-5 PA92C-6 PA92 PA6 PA66 PA12
PA92C, PA92シ'ァミン組成: PA92C, PA92 Sheamin Composition:
( 1, 9 -ノナンシ'ァミン 85/ 15 80/20 50/50 30/70 6/94 6/94 100/0 - - ―(1, 9-Nonan'amamine 85/15 80/20 50/50 30/70 6/94 6/94 100/0---
Z2メチル - 1, 8-オクタンシ'ァミン) Z2 methyl-1,8-octanciamine)
相対粘度 7) r 3. 20 3. 10 3. 35 3. 55 3. 53 4. 00 2. 78 2. 64 2. 75 1. 87 融点 Tm (で) 235 235 206 219 232 232 251 220 265 177 結晶化温度 Tc (V ) 212 203 184 192 205 205 227 ― ― ― Relative viscosity 7) r 3. 20 3. 10 3. 35 3. 55 3. 53 4. 00 2. 78 2. 64 2. 75 1. 87 Melting point Tm (in) 235 235 206 219 232 232 251 220 265 177 Crystallization temperature Tc (V) 212 203 184 192 205 205 227 ― ― ―
1 %重量減少温度 Td ( ) 340 354 301 283 283 283 296 315 340 2751% weight loss temperature Td () 340 354 301 283 283 283 296 315 340 275
Td - Tm (で) 105 1 19 95 64 51 51 45 95 75 98 溶融粘度 (Pa · s ) 920 850 990 1020 1000 1820 310 280 ― 225 飽和吸水率 (%) 1. 3 1. 3 1. 2 1. 0 0. 9 0. 9 1. 3 10. 7 5. 6 1. 6 Td-Tm (in) 105 1 19 95 64 51 51 45 95 75 98 Melt viscosity (Pa · s) 920 850 990 1020 1000 1820 310 280 ― 225 Saturated water absorption (%) 1. 3 1. 3 1. 2 1 0 0. 9 0. 9 1. 3 10. 7 5. 6 1. 6
128 (表面 濃塩酸 103 101 102 101 100 100 100 溶解 溶解 耐薬 白化) 品性 64 %硫酸 100 101 101 100 101 100 101 溶解 溶解 153 (白化) 氷酢酸 102 100 102 101 100 100 100 103 1 17 pH= 1 100 100 100 100 100 100 100 97 128 (surface concentrated hydrochloric acid 103 101 102 101 100 100 100 dissolution dissolution chemical whitening) Quality 64% sulfuric acid 100 101 101 100 101 100 101 dissolution dissolution 153 (whitening) glacial acetic acid 102 100 102 101 100 100 100 103 1 17 pH = 1 100 100 100 100 100 100 100 97
耐加水 Water resistance
pH= 7 100 100 100 100 100 100 100 96 - ― 分解性 pH = 7 100 100 100 100 100 100 100 96--Degradability
pH= 14 100 100 100 100 100 100 100 97 pH = 14 100 100 100 100 100 100 100 97
引張降伏点強度 Tensile yield strength
69 69 66 67 69 67 69 71 78 43 (MPa) 69 69 66 67 69 67 69 71 78 43 (MPa)
曲げ弾性率(GPa) 2. 3 2. 2 2. 1 2. 2 2. 2 2. 2 2. 3 2. 4 2. 6 1. 4 物性 Flexural modulus (GPa) 2.3 3 2. 2 2. 1 2. 2 2. 2 2. 2 2. 3 2. 4 2. 6 1. 4 Physical properties
アイ'/ツト衝撃強度 Eye '/ Toe impact strength
(ト'ライ) 44 50 59 49 49 (Trai) 44 50 59 49 49
(J/m) (J / m)
荷重たわみ温度 Deflection temperature under load
1 18 1 18 1 15 1 17 1 19 1 19 1 18 75 90 55 (V ) 1 18 1 18 1 15 1 17 1 19 1 19 1 18 75 90 55 (V)
引張降伏点強度 (降伏点 (降伏点 Tensile yield point strength (yield point (yield point
68 68 65 67 69 67 69 38 物性 (MPa) なし) なし) 68 68 65 67 69 67 69 38 Physical properties (MPa) None) None)
(ウエット) 曲げ弾性率(GPa) 2. 3 2. 2 2. 1 2. 2 2. 2 2. 2 2. 3 0. 7 1. 2 1. 0 (Wet) Flexural modulus (GPa) 2.3 3 2. 2 2. 1 2. 2 2. 2 2. 2 2. 3 0. 7 1. 2 1. 0
吸水率 (%) 0. 7 0. 8 0. 7 0. 6 0. 5 0. 5 0. 8 3. 5 2. 5 0. 9
Water absorption (%) 0. 7 0. 8 0. 7 0. 6 0. 5 0. 5 0. 8 3. 5 2. 5 0. 9
ぐ可塑剤含有ポリアミ ド樹脂組成物 > Plasticizer-containing polyamide resin composition>
〔実施例 1 ;!〜 1 9、 参考例 1 1、 比較例 1 1〜 ; L 4〕 [Example 1;! To 19, Reference Example 1 1, Comparative Example 1 1 to; L 4]
実施例 1〜 6及び参考例 1で製造したポリアミ ド P A 9 2 C— 1 〜 P A 9 2 C— 6、 P A 9 2、 並びに比較例 1〜 2のナイ ロン 6及 びナイ ロン 1 2 と、 可塑剤と してベンゼンスルホン酸ブチルアミ ド 又は p—ヒ ドロキシ安息香酸ェチルへキシルを用いて、 表 2に示し た割合の混合物を作成した。 Polyamides PA 9 2 C— 1 to PA 9 2 C— 6, PA 9 2 produced in Examples 1 to 6 and Reference Example 1, and Nylon 6 and Nylon 12 of Comparative Examples 1 to 2, Mixtures of the proportions shown in Table 2 were prepared using butylamide benzenesulfonate or ethylhexyl p-hydroxybenzoate as the plasticizer.
このポリアミ ドと可塑剤の混合物の、 融点、 結晶化温度、 溶融粘 度、 飽和吸水率、 耐薬品性、 耐加水分解性、 機械的強度について評 価した。 The mixture of this polyamide and plasticizer was evaluated for melting point, crystallization temperature, melt viscosity, saturated water absorption, chemical resistance, hydrolysis resistance, and mechanical strength.
その評価結果を表 2に示す。 The evaluation results are shown in Table 2.
さ らに、 それらの混合物をシリ ンダー径 4 0 mmの二軸混練機を 用い、 2 6 0で (ナイ ロン 6 6については 2 9 0 T:、 ナイ ロン 1 2 については 2 3 0 ) で溶融混練して、 ス トラン ド状に押出、 水槽 で冷却した後ペレタイザ一を用いペレッ トを作成した。 In addition, the mixture was used in a two-screw kneader with a cylinder diameter of 40 mm at 2 60 (2 90 T for Nylon 6 6: 23 0 for Nylon 1 2). After melt-kneading, extrusion into a strand shape, cooling in a water bath, a pellet was made using a pelletizer.
物性の測定は、 先に記載したほか、 以上の方法によった。 The physical properties were measured by the above method in addition to those described above.
( 1 5 ) ブリー ド性評価 (15) Breedability evaluation
得られたペレッ トを、 射出成形により曲げ試験および衝撃試験用 の試験片を作成した。 実施例の試験片ではいずれも可塑剤のブリー ドアゥ トは見られなかった。 Test pieces for bending and impact tests were made from the obtained pellets by injection molding. None of the test specimens of the Examples showed a plasticizer breath-out.
上記記述の曲げ試験片を 8 0で熱風オーブン中で 1 0 0時間熱処 理した。 熱処理試験片表面の目視で観察して、 ブリー ドアウ トの有 無を評価した。 それらの結果を表 2に示した。 The bending test piece described above was heat-treated at 80 in a hot air oven for 100 hours. By visually observing the surface of the heat-treated test piece, the presence or absence of bleeding out was evaluated. The results are shown in Table 2.
これらの試験片を用いて、 曲げ弾性率、 アイゾッ ト衝撃値、 飽和 吸水率、 加水分解処理後の破断伸び保持率を評価した。 その評価結 果を表 2に示す。 Using these test pieces, the flexural modulus, Izod impact value, saturated water absorption, and elongation at break after hydrolysis were evaluated. Table 2 shows the evaluation results.
また、 加水分解処理後の破断伸び保持率を評価した。 その評価結
果を表 3に示す。
In addition, the elongation at break after the hydrolysis treatment was evaluated. Evaluation results The results are shown in Table 3.
表 2 ( 1 / 2 ) Table 2 (1/2)

表 2 ( 2 / 2 ) Table 2 (2/2)

表 3 Table 3

ぐ補強繊維 > Reinforcing fiber>
〔実施例 2 1〜 3 2、 参考例 2 1、 比較例 2 1〜 2 3〕 [Examples 2 1 to 3 2, Reference Example 2 1, Comparative Example 2 1 to 2 3]
実施例 1〜 7及び参考例 1で製造したポリアミ ド P A 9 2 C一 1 〜 P A 9 2 C— 6、 P A— 9 2、 並びに比較例 1〜 3のナイ ロン 6 、 ナイ ロン 6 6及びナイ ロン 1 2 と、 ガラス繊維 (日本電気硝子製 E C S T-289 (繊維径 1 3 ; m) 、 炭素繊維 (東邦テナックス (株 ) ベスフアイ ト HTA-C6NR、 繊維径 7 m) 、 黄銅繊維 (繊維径 8 0 m) を用いて、 表 4に示した割合の混合物を作成した。 Polyamides PA 9 2 C produced in Examples 1 to 7 and Reference Example 1 PA 9 2 C—6, PA—92 2, and Comparative Examples 1 to 3, Nylon 6, Nylon 6 6 and Ny Ron 1 2 and glass fiber (ECS T-289 (fiber diameter 13; m) manufactured by Nippon Electric Glass, carbon fiber (Toho Tenax Co., Ltd., Bethlite HTA-C6NR, fiber diameter 7 m), brass fiber (fiber diameter 80 m) was used to make the mixture shown in Table 4.
さ らに、 それらの混合物をシリ ンダ一径 4 0 mmの二軸混練機を 用い、 2 6 0で (ナイ ロン 6 6 を用いた場合は 2 9 0 t:、 ナイ ロン 1 2 を用いた場合は 2 3 0で) で溶融混練して、 ス トラン ド状に押 出、 水槽で冷却した後ペレタイザ一を用いペレッ トを作成した。 得 られたペレツ トを用いて射出成形により所定の試験片を作成した。 上記で得られた樹脂組成物及び試験片を用いて、 引張強度、 アイ ゾッ ト衝撃、 耐酸化ガソ リ ン性、 耐薬品性、 耐塩化カルシウム性、 融点、 1 %重量減少温度を評価した。 In addition, the mixture was used in a twin-screw kneader with a cylinder diameter of 40 mm at 2600 (2900 t when using Nylon 66, and Nylon 12 was used. In this case, it was melted and kneaded at 2 30), extruded into a strand, cooled in a water tank, and then pelleted using a pelletizer. A predetermined test piece was prepared by injection molding using the obtained pellet. Using the resin composition and test piece obtained above, the tensile strength, the Izod impact, the oxidation resistance to gasoline, the chemical resistance, the calcium chloride resistance, the melting point, and the 1% weight loss temperature were evaluated.
その評価結果を表 4に示す。
The evaluation results are shown in Table 4.
表 4 Table 4

<導電性ポリアミ ド樹脂組成物 > <Conductive polyamide resin composition>
物性の測定、 評価は、 先に記載したほか、 以下の方法によった。 The physical properties were measured and evaluated according to the following methods in addition to those described above.
( 1 6 ) 体積固有抵抗 (電気抵抗) (16) Volume resistivity (electric resistance)
A S T D— 6 3 8 に記載の T y p e 1 の試験片を用いて、 A S TM D - 2 5 7 に準拠して測定した。 酸化処理ガソ リ ン処理後 の体積固有抵抗は、 ( 1 3 ) で調整した酸化ガソ リ ン溶液を 6 0で とし、 その中に試験片を 7 2時間浸漬した後、 測定した。 Measurement was performed in accordance with A S TM D-2 5 7 using a test piece of Type 1 described in A S T D— 6 3 8. The volume resistivity after the oxidation treatment with gasoline was measured after the test piece was immersed for 72 hours in the solution of gasoline oxide adjusted in (1 3) at 60.
〔実施例 4 1〜 5 8、 参考例 4 1〜 4 2、 比較例 4 1〜 4 3〕 実施例 1〜 7及び参考例 1で製造したポリアミ ド P A 9 2 C— 1 〜 P A 9 2 C— 6及び P A— 9 2、 並びに比較例 :! 〜 3のナイ ロン 6、 ナイ ロン 6 6及びナイ ロン 1 2、 炭素繊維 A— 1 (東邦テナツ クス (株) ベスフ アイ ト H T A— C 6 — N R、 繊維径 7 m) 、 炭 素繊維 A— 2 (東邦テナックス (株) ベスフアイ ト H T A— C 6 _ U S、 繊維径 7 m) 、 黄銅繊維 (繊維径 、 ケッチェン ブラック (ケッチェンブラックイ ンテ一ナショナル製 E C 6 0 0 J D) 、 ガラス繊維 (日本電気硝子製 E C S T-289 (繊維径 1 3 m) を用いて、 表 5に示した割合の混合物を作成した。 [Examples 4 1 to 5 8, Reference Examples 4 1 to 4 2, Comparative Examples 4 1 to 4 3] Polyamides produced in Examples 1 to 7 and Reference Example 1 PA 9 2 C— 1 to PA 9 2 C — 6 and PA— 9 2, and comparative example:! ~ 3 Nylon 6, Nylon 6 6 and Nylon 12, Carbon fiber A— 1 (Toho Tenax Co., Ltd. Besftite HTA— C 6 — NR, fiber diameter 7 m), Carbon fiber A— 2 (Toho Tenax Co., Ltd. Besftite HTA—C 6 _ US, fiber diameter 7 m), brass fiber (fiber diameter, Ketjen Black (EC 600 JD made by Ketjen Black International), glass fiber (Japan Using ECS T-289 (fiber diameter: 13 m) manufactured by Electric Glass, a mixture having the ratio shown in Table 5 was prepared.
さ らに、 それらの混合物をシリ ンダー径 4 O mmの二軸混練機を 用い、 2 6 0 ( P A 6 6では 2 9 0 T:、 ナイ ロン 1 2では 2 3 0 ) で溶融混練して、 ス トラン ド状に押出、 水槽で冷却した後ペレ タイザ一を用いペレツ トを作成した。 Furthermore, these mixtures were melt-kneaded using a twin-screw kneader with a cylinder diameter of 4 O mm at 2 60 (PA 90 6: 29 0 T: Nylon 12 2 30). The pellets were then extruded into strands, cooled in a water tank, and then pelleted using a pelletizer.
得られたペレツ 卜から射出成形により各種の試験片を作成した。 上記で得られた試験片を用いて、 体積固有抵抗値、 機械的特性、 耐薬品性、 耐燃料性などを評価した。 その評価結果を表 5に示す。
表 5 ( 1 / 2 ) Various test pieces were prepared from the obtained pellets by injection molding. Using the specimens obtained above, volume resistivity, mechanical properties, chemical resistance, fuel resistance, etc. were evaluated. The evaluation results are shown in Table 5. Table 5 (1/2)

表 5 ( 2 / 2 ) Table 5 (2/2)

ぐ層状珪酸塩分散ポリアミ ド樹脂組成物 > Layered silicate-dispersed polyamide resin composition>
層状珪酸塩分散ポリアミ ド樹脂組成物 (複合材料) では、 ポリア ミ ド樹脂内に層状珪酸塩を分散して含むが、 当該層状珪酸塩分散ポ リ アミ ド樹脂組成物は、 基本的に、 上述のポリアミ ド樹脂の特性を 保持している。 In the layered silicate-dispersed polyamide resin composition (composite material), the layered silicate is dispersed in the polyamide resin, and the layered silicate-dispersed polyamide resin composition is basically the above-mentioned. Retains the properties of other polyamide resins.
〔実施例 6 1〕 (Example 6 1)
実施例 1で製造した P A 9 2 C— 1 を 1 0 0質量部に対し、 有機 化モンモリ ロナイ ト (N a n o c o r社製、 ナノマー 3 0 T C) を 0. 5質量部添加し、 2 6 0でで二軸混練機を用いて溶融混練し、 ペレツ 卜状の本発明の樹脂組成物を得た。 To 100 parts by mass of PA 9 2 C-1 produced in Example 1, 0.5 part by mass of organic montmorillonite (manufactured by Nanocor, Nanomer 30 TC) was added. Was melt-kneaded using a biaxial kneader to obtain a pellets-like resin composition of the present invention.
〔実施例 6 2〜 6 8〕 (Examples 6 2 to 6 8)
表 6の配合に従った他は実施例 6 1 と同様にして、 ペレッ ト状の 本発明の樹脂組成物を得た。 A pellet-shaped resin composition of the present invention was obtained in the same manner as in Example 61 except that the composition in Table 6 was followed.
〔比較例 6 1〕 (Comparative Example 6 1)
ポリ アミ ド樹脂の代わり に P A 6 (比較例 1 ) を用い、 実施例 6 1 と同様にして樹脂組成物を得た。 A resin composition was obtained in the same manner as in Example 61, using PA 6 (Comparative Example 1) instead of the polyamide resin.
実施例 6 1〜 6 8、 比較例 6 1 の樹脂組成物の特性を表 6に示す 。 また、 参考例 1で製造した P A 9 2の特性を、 参考例 6 1 として 表 6に示す。
Table 6 shows the properties of the resin compositions of Examples 6 1 to 68 and Comparative Example 61. The characteristics of PA 92 produced in Reference Example 1 are shown in Table 6 as Reference Example 61.
表 6 Table 6

*有機化モンモリ ロナイ ト (N a n o c o r社製、 ナノマ ー 3 0 T C )
* Organized montmorillonite (Nanocor, Nanomer 30 TC)
<耐衝撃性ポリ アミ ド樹脂組成物 > <Impact-resistant polyamide resin composition>
測定は、 先に記載したほか、 下記の方法により行った。 In addition to the measurement described above, the measurement was performed by the following method.
( 1 7 ) 耐塩化カルシウム性 (B) (17) Calcium chloride resistance (B)
A S TM 1号試験片を用い、 前処理として 8 0 の水中に 8時間 浸潰した。 次に、 8 0 及び 8 5 % R H恒温恒湿漕中に 1時間調湿 処理した後、 飽和塩化カルシウム水溶液を試験片に塗布し、 1 0 0 でオーブン中にて 1時間熱処理した。 調湿処理と熱処理を 1サイク ルとして 1 0 0サイクルまで繰り返し、 試験片にクラックが入るサ ィクル数を指標とした。 本発明のこのポリアミ ド樹脂組成物には、 ポリアミ ド樹脂に加え 、 衝撃改良材が含まれるが、 当該ポリアミ ド樹脂組成物は、 基本的 に、 ポリアミ ド樹脂の特性を保持している。 Using A S TM No. 1 test piece, it was soaked in 80 ° water for 8 hours as a pretreatment. Next, after conditioning in an 80 and 85% RH constant temperature and humidity chamber for 1 hour, a saturated calcium chloride aqueous solution was applied to the test piece and heat treated in an oven at 10:00 for 1 hour. Humidity treatment and heat treatment were repeated in one cycle up to 100 cycles, and the number of cycles in which the test piece cracked was used as an index. The polyamide resin composition of the present invention contains an impact modifier in addition to the polyamide resin, but the polyamide resin composition basically retains the properties of the polyamide resin.
[実施例 7 1 ] [Example 7 1]
P A 9 2 C — 1ペレッ ト 1 0 0質量部、 三井デュポン製 、 ハイミ ラン 1 7 0 6ペレッ ト (アイオノマ一) ( B— 1 ) 4 0質量部をあ らかじめブレン ドし、 この混合べレツ トを日本製綱製 T E X 4 4二 軸押出機に供給し、 溶融混練し、 ス 卜ラン ドを冷却水爐にて冷却固 化した後、 ぺレ夕ィザ一にてペレッ 卜状試料を得た。 ぺレッ トを減 圧乾燥にて乾燥し、 このペレッ トを評価に供した。 PA 9 2 C — 1 Pellet 100 parts by mass, made by Mitsui DuPont, High Milan 1 7 0 6 Pellet (Ionoma 1) (B—1) 4 0 parts by mass blended in advance The pellets are fed to a Japanese steel TEX 4 4 twin-screw extruder, melted and kneaded, and the slurry is cooled and solidified in a cooling water bath, and then the pellets are formed in a pellet shape. A sample was obtained. The pellet was dried by reduced pressure drying, and this pellet was used for evaluation.
[実施例 7 2 ] [Example 7 2]
表 7の配合に従った以外は、 実施例 7 1 と同様にべレッ トを作製 し、 当該ペレッ トを評価に供した A pellet was prepared in the same manner as in Example 71 except that the formulation in Table 7 was followed, and the pellet was used for evaluation.
[実施例 7 3 ] [Example 7 3]
衝撃改良材 、 井ァュ小ン製、 ハイ ミ ラ ン 1 8 5 5ぺレッ 卜 (ァ ィオノマー) (B _ 2 ) とし、 表 7の配合に従った以外は、 実施例 7 1 と同様にペレツ トを作製し、 当該ペレツ トを評価に供した。
[実施例 7 4 ] Impact modifier, made by Ian Koon, High Milan 1 8 5 5 Pion (Bionomer) (B _ 2), except that the formulation in Table 7 was followed, as in Example 7 1 A pellet was prepared and used for evaluation. [Example 7 4]
衝撃改良材を 、 ェクソンケミカルス製、 E X X e l o r V A 1 Impact improvement material, manufactured by Exxon Chemicals, E X X e lor r V A 1
8 0 1 (マレイ ン酸変性エチレン一プロピレン樹脂) (B— 3 ) と し、 表 6の配合に従った以外は、 実施例 7 1 と同様にペレツ トを作 製し、 当該ペレッ トを評価に供した。 A pellet was prepared in the same manner as in Example 71 except that 80 1 (maleic acid-modified ethylene-propylene resin) (B-3) was used, and the pellet was evaluated. It was used for.
[実施例 7 5 ] [Example 7 5]
表 7 の配合に従つた以外は、 実施例 7 4 と同様にペレッ トを作製 し、 当該ペレツ hを評価に供した。 A pellet was prepared in the same manner as in Example 74 except that the formulation in Table 7 was followed, and the pellet h was used for evaluation.
[実施例 7 6 ] [Example 7 6]
衝撃改良材を 、 三井化学製、 タフマー M H 5 0 2 0 (マレイ ン酸 変性エチレン一ブテン樹脂) ( B— 4 ) とし 、 表 7 の配合に従った 以外は、 実施例 7 1 と同様にペレツ トを作製し、 当該ペレッ トを評 価に供した。 The impact modifier was Tuffmer MH5020 (maleic acid-modified ethylene monobutene resin) (B-4) manufactured by Mitsui Chemicals, except that the composition in Table 7 was followed and the pellets were the same as in Example 71. The pellets were prepared for evaluation.
[実施例 7 7 ] [Example 7 7]
衝撃改良材を 、 三井化学製、 タフマー M H 7 0 2 0 (マレイ ン酸 変性エチレン一ブテン樹脂) ( B— 5 ) とし 、 表 7 の配合に従った 以外は、 実施例 6 と同様にペレツ トを作製し 、 当該ペレッ トを評価 に供した。 The impact modifier was Tafmer MH7020 (maleic acid-modified ethylene monobutene resin) (B-5) manufactured by Mitsui Chemicals, and the pellets were the same as in Example 6 except that the formulation in Table 7 was followed. The pellet was used for evaluation.
[実施例 7 8 ] [Example 7 8]
衝撃改良材を 、 旭化成製、 タフテック M 1 9 4 3 (エポキシ変性 スチレンブロック共重合樹脂) ( B— 6 ) とし、 表 7 の配合に従つ た以外は、 実施例 7 1 と同様にペレツ トを作製し、 当該ペレッ トを 評価に供した。 The impact modifier was made of Asahi Kasei's Tuftec M 1 94 3 (epoxy-modified styrene block copolymer resin) (B-6), and the pellets were the same as in Example 7 1 except that the formulation in Table 7 was followed. This pellet was used for evaluation.
[比較例 7 1 ] [Comparative Example 7 1]
宇部興産製 1 0 1 5 Bペレッ ト (ナイ ロン 6 ) 1 0 0質量部、 B 一 3 1 8質量部を用いた以外は、 実施例 7 1 と同様にペレツ トを 作製し、 当該べレッ トを評価に供した。
[比較例 7 2 ] A pellet was prepared in the same manner as in Example 71 except that 100 parts by mass of Ube Industries, Ltd. and 10 parts by mass of B and 3 parts of B 1 3 1 8 were used. Were subjected to evaluation. [Comparative Example 7 2]
宇部興産製 2 0 2 0 Bペレッ ト (ナイ ロン 6 6 ) 1 0 0質量部、 B - 4 2 5質量部を用いた以外は、 実施例 7 1 と同様にペレツ ト を作製し、 当該ペレッ トを評価に供した。 A pellet was prepared in the same manner as in Example 71, except that 20 parts by weight of 20 part B pellets (Nylon 6 6) and parts by mass of B-4 5 25 parts by weight were used. Were subjected to evaluation.
実施例 7 :!〜 7 8及び比較例 7 1〜 7 2のペレツ トを評価した結 果を表 7 に示す。
Table 7 shows the results of evaluating pellets of Example 7:! To 78 and Comparative Examples 71 to 72.
表 7 Table 7

a) 三井デュポン製、 ハイミ ラン 1 7 0 6ペレッ ト (アイオノマ一) a) Made by Mitsui DuPont, High Milan 1 7 0 6 Pellet (Ionoma)
b) 三井デュポン製、 ハイ ミ ラン 1 8 5 5ペレッ ト (アイオノマ一) b) Made by Mitsui DuPont, High Milan 1 8 5 5 Pellet (Ionoma)
c) ェクソンケミカルス製、 E x X e 1 o r V A 1 8 0 1 (マレイ ン酸変性エチレン一プロピレン樹脂) d) 三井化学製、 タフマ一 MH 5 0 2 0 (マレイ ン酸変性エチレンーブテン樹脂) c) Exxon Chemicals, E x Xe 1 or V A 1 800 (maleic acid modified ethylene-propylene resin) d) Mitsui Chemicals, Toughmah MH 500 0 20 (maleic acid modified ethylene-butene resin)
e) 三井化学製、 タフマー MH 7 0 2 0 (マレイ ン酸変性エチレンーブテン樹脂) e) Made by Mitsui Chemicals, Toughmer MH 720 (maleic acid-modified ethylene-butene resin)
f) 旭化成製、 タフテック M l 9 4 3 (エポキシ変性スチレンブロック共重合樹脂)
f) Tuftec M l 9 4 3 (epoxy-modified styrene block copolymer resin) manufactured by Asahi Kasei
<耐熱性ポリアミ ド樹脂組成物 > <Heat-resistant polyamide resin composition>
[物性測定、 評価方法] [Physical property measurement, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following methods in addition to those described above.
( 1 8 ) 耐熱処理後のクラックの有無 (1 8) Presence of cracks after heat treatment
荷重たわみ温度を測定する試験片を 1 4 0 のオーブン中に放置 し、 0〜 2 0 日後に取り出し、 9 0 ° 折り曲げた時のクラックの発 生の有無を目視で観察した。 The test piece for measuring the deflection temperature under load was left in a 140 0 oven, taken out after 0 to 20 days, and visually observed for cracks when bent at 90 °.
( 1 9 ) 耐熱処理後の引張強度保持率 (19) Tensile strength retention after heat treatment
A S T M D 6 3 8に記載の T y p e I の試験片を 1 4 0でのォ ーブン中に放置し、 1 4 日後に取り出し、 破断強度を測定した。 加 熱処理をしていない試験片の測定を行い、 下記 ( 2 ) 式より破断強 度保持率を計算した。 The specimens of Typ I I described in A S T M D 6 3 8 were left in the oven at 140, taken out after 14 days, and the breaking strength was measured. The specimens that were not heat-treated were measured, and the fracture strength retention was calculated from the following equation (2).
引張強度保持率 (%) = 〔 (加熱処理試料の破断強度) / (未処 理試料の破断強度) 〕 X 1 0 0 ( 2 ) Tensile strength retention rate (%) = [(Break strength of heat-treated sample) / (Break strength of untreated sample)] X 1 0 0 (2)
〔実施例 8 :!〜 8 8、 比較例 8 1、 8 2、 参考例 8 1〕 [Example 8:! To 8 8, Comparative example 8 1, 8 2, Reference example 8 1]
表 7 に示す組成で、 池貝鉄工 (株) 製 2軸混練機 PCM- 45にて、 シ リ ンダ一設定温度 2 6 0 ( P A 1 2 においては 2 3 0 T:) 、 回転 速度 1 5 0 r p mで溶融混練し、 樹脂温度 2 6 0 (P A 1 2 にお いては 2 3 0 ) 、 金型温度 8 0での射出成形により成形して得た 試験片を用い、 上述の方法で表 8中に示す評価を行った。 結果を表 8 に示す。 With the composition shown in Table 7, with a 2-axis kneader PCM-45 manufactured by Ikekai Tekko Co., Ltd., the cylinder set temperature 2 6 0 (2 3 0 T: for PA 1 2), rotation speed 1 5 0 Using the test piece obtained by injection molding at a resin temperature of 2600 (PA 1 2 2 30) and a mold temperature of 80, melt-kneading at rpm and using the method described above, Table 8 The evaluation shown in was performed. The results are shown in Table 8.
なお用いた耐熱剤は、 表中の符号に対応して以下の通りである。 a : 3 , 9 _ビス [ 2— ( 3 — ( t —ブチル _ 4—ヒ ドロキシ一 5 —メチルフエニル) プロピオキシ) — 1, 1 —ジメチルェチル] 一 2 , 4 , 8 , 1 0—テトラオキサスピロ ( 5 , 5 ) ゥンデカン
b : ト リエチレングリコール一ビス [ 3 _ ( 3 t _ブチル 5 メチル 4 ヒ ドロキシフエニル) プロピオネー ト]
In addition, the used heat-resistant agent is as follows corresponding to the code | symbol in a table | surface. a: 3, 9 _bis [2— (3 — (t — butyl _ 4 — hydroxyloxy 5 — methylphenyl) propioxy) — 1, 1 — dimethylethyl] 1, 2, 4, 8, 10 — tetraoxaspiro ( 5, 5) Undecane b: Triethylene glycol monobis [3_ (3t_butyl 5methyl 4-hydroxyphenyl) propionate]
表 8 Table 8

ぐ離型性ポリアミ ド樹脂組成物 > Releaseable polyamide resin composition>
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following methods in addition to those described above.
( 2 0 ) 離型力及び成形品の変形 (2 0) Mold release force and deformation of molded product
図 7は、 離型力を測定するための射出成形機の概略を示す断面図 であり、 射出成形機のシリ ンダー 7 1、 成形品 (箱型成形品) 又は キヤ ビティー 7 2、 固定金型 7 3、 ェジェクタ一ピン 7 4、 コア 7 5、 移動金型 7 6、 ェジェクタ一プレー ト 7 7、 圧力センサー 7 8 、 圧力センサー固定板 7 9、 ノ ックアウ ト棒 8 0、 記録計 8 1 を有 する。 図 1 に示す、 離型力測定装置を取付けた金型及び射出成形機 を用い、 後述する条件で、 射出成形して得られる成形品の離型力及 び変形を測定した。 Fig. 7 is a cross-sectional view showing the outline of an injection molding machine for measuring the mold release force. The cylinder 7 1 of the injection molding machine, the molded product (box molded product) or the cavity 7 2, and the fixed mold 7 3, Ejector pin 7 4, Core 7 5, Moving mold 7 6, Ejector plate 7 7, Pressure sensor 7 8, Pressure sensor fixing plate 7 9, Knockout bar 8 0, Recorder 8 1 Yes. The mold release force and deformation of the molded product obtained by injection molding were measured under the conditions described later using a mold and an injection molding machine equipped with a release force measuring device shown in Fig. 1.
図 7 において、 固定金型 7 3、 移動金型 7 6は横 8 0 mm、 縦 1 0 0 mm, 深さ 3 0 m m、 肉厚 2. 3 m mで内側に十字のリ ブが入 つている箱を成形するように加工されている。 射出成形後、 移動金 型 7 6 を後退させ、 ノ ックアウ ト棒 8 0 を圧力センサー 7 8に押し 付け、 ェジェクタ一プレー ト 7 7及びェジェクタ一ピン 7 4を介し て箱を移動金型 7 6から離す際に圧力センサ一 7 8にかかる力 (離 型力) を記録計 1 1 によって測定した。 また取出された成形品の変 形をチェック した。 In Fig. 7, the fixed mold 7 3 and the moving mold 7 6 are 80 mm wide, 100 mm long, 30 mm deep, 2.3 mm thick, with a cross rib inside. Processed to form a box. After the injection molding, the moving mold 7 6 is retracted, the knockout rod 8 0 is pressed against the pressure sensor 7 8, and the box is moved through the ejector plate 7 7 and the ejector pin 7 4 to move the mold 7 6 The force applied to the pressure sensor (release force) when released from the sensor was measured by a recorder 11. We also checked the deformation of the molded parts taken out.
成形条件 Molding condition
射出成形機 : (株) 日本製鋼所製 N 1 4 0 B I I Injection molding machine: N 1 4 0 B I I made by Nippon Steel Works
シリ ンダー設定温度 : C , 2 5 0で、 C2 2 δ 5 : , C 3 2 6 0で、 C4 2 6 0で、 NH 2 6 0 t: Cylinder set temperature: C, 2 5 0, C 2 2 δ 5:, C 3 2 6 0, C 4 2 6 0, NH 2 6 0 t:
射出圧力 : 1次圧 6 5 0 k g c m2 Injection pressure: Primary pressure 6 5 0 kgcm 2
金型温度 : 移動金型 9 0 °C、 固定金型 8 5 Mold temperature: Moving mold 90 ° C, Fixed mold 8 5
射出時間 : 1 0秒
冷却時間 : 1 5秒、 3 0秒 Injection time: 10 seconds Cooling time: 1 5 seconds, 30 seconds
〔実施例 9 1〜 1 0 3、 比較例 9 1, 9 2〕 [Examples 9 1 to 10 3 and Comparative Examples 9 1 and 9 2]
表 9 に示す組成で、 池貝鉄工 (株) 製 2軸混練機 PCM-45にて、 シ リ ンダ一設定温度 2 6 0 °C、 回転速度 1 5 0 r p mで溶融混練し、 樹脂温度 2 6 0 、 金型温度 8 O t:の射出成形により成形して得た 試験片を用いて、 前述した方法で表 9 中に示す各種評価を行った。
The composition shown in Table 9 was melt-kneaded at a set temperature of 2600 ° C and a rotational speed of 1560 rpm in a 2-axis kneader PCM-45 manufactured by Ikekai Tekko Co., Ltd. Various evaluations shown in Table 9 were performed by the methods described above using test pieces obtained by injection molding at 0 and a mold temperature of 8 Ot :.
表 9 Table 9

ぐ射出成形材料、 射出成形体 > Injection molding materials, injection molded products>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following methods in addition to those described above.
( 2 1 ) 反り ( A) (2 1) Warpage (A)
反りは、 以下に示す射出成形条件の下で、 本発明の射出成形材料 を図 2 に示す箱形の形状に射出成形して得られた試験片を用いて評 価した。 Warpage was evaluated using a test piece obtained by injection molding the injection molding material of the present invention into a box shape shown in FIG. 2 under the injection molding conditions shown below.
[射出成形条件] [Injection molding conditions]
• 射出成形機 : 東芝機械 (株) 製 I S— 8 0 • Injection molding machine: I S—80, manufactured by Toshiba Machine Co., Ltd.
• シリ ンダー設定温度 : 0 , 2 4 0で ; C 22 7 0で ; C 3 2 7 0 X: ; C 42 7 0 ; ノズルヒ一夕一 2 7 0 X: • Cylinder set temperature: 0, 2 40; C 2 2 70; C 3 2 70 X:; C 4 2 7 0;
• 射出圧力 : 一次圧 6 5 0 k g Z c m2 • Injection pressure: Primary pressure 6 50 kg Z cm 2
• 金型温度 : 移動金型 4 0 ; 固定金型 4 0 • Mold temperature: Moving mold 40; Fixed mold 40
, 射出時間 : 1 1秒 , Injection time: 1 1 second
• 冷却時間 : 2 0秒 • Cooling time: 20 seconds
[反りの評価] [Evaluation of warpage]
図 8の寸法 Aおよび Bを測定し、 寸法 Bを基準と して、 次式から 求めた。 Dimension A and B in Fig. 8 were measured, and were obtained from the following equation using dimension B as a reference.
反り (内倒れの反り) (%) = (Bの長さ— Aの長さ) /Bの長 さ X 1 0 0 表 1 (実施例 1〜 6、 比較例 1〜 3 ) から、 本発明の射出成形材 料は、 ナイ ロン 6及びナイ ロン 6 6等の材料と比較して低吸水であ り、 耐薬品性、 耐加水分解性に優れ、 w e t条件下での機械的物性 に優れ、 そしてジァミ ン成分として 1, 9 —ノナンジァミ ン単体を 用いたポリ アミ ド樹脂 ( P A 9 2 ) より も成形可能温度幅が広く溶
融成形性に優れ、 さ らに高分子量化が可能で強靭な成形体を製造す ることができることが分かる。 Warpage (War of warping) (%) = (B length—A length) / B length X 1 0 0 From Table 1 (Examples 1 to 6, Comparative Examples 1 to 3), the present invention Compared to materials such as Nylon 6 and Nylon 66, this injection molding material has low water absorption, excellent chemical resistance and hydrolysis resistance, and excellent mechanical properties under wet conditions. In addition, it has a wider moldable temperature range than polyamide resin (PA 9 2) using 1,9-nonanediamine alone as the jamin component. It can be seen that it is possible to produce a tough molded article that is excellent in melt moldability and can be increased in molecular weight.
〔実施例 1 1 1〜 1 1 6〕 (Example 1 1 1 to 1 1 6)
実施例 1〜 6で調製した P A 9 2 C - 1〜 P A 9 2 C— 6 を用い て図 2の射出成形体を製造し、 その後、 2 3 、 相対湿度 6 5 %で 保管し、 製造から 1 0 日後の反り を測定した。 結果を表 1 0に示す The injection molded body of Fig. 2 was manufactured using PA 9 2 C-1 to PA 9 2 C-6 prepared in Examples 1 to 6, and then stored at 2 3 and a relative humidity of 6 5%. The warpage after 10 days was measured. The results are shown in Table 10
[実施例 1 1 7 ] [Example 1 1 7]
P A 9 2 C— 1ぺレッ 卜 1 0 0質量部をバレル温度 2 8 5でに設 P A 9 2 C—1 pellet 卜 1 0 0 Mass is set at a barrel temperature of 2 8 5
、 ,
定した 4 4 mm<i)ベノ 卜付 2軸押出機で混練した。 このポリアミ ド 樹脂を混練する際、 ポリァ ド樹脂 1 0 0質量部に対し、 ガラス繊 維 (繊維径 1 1 m 、 繊維力ッ 卜長 3 m m) を 4 3質量部となるよ うに押出機の途中から供給し 、 目的とするポリ アミ ド樹脂組成物べ レッ トを作成した。 次に得られたペレツ トを用いて図 2の射出成形 体を製造し、 その後 、 2 3 、 相対湿度 6 5 %で保管し、 製造からThe mixture was kneaded in a specified 44 mm <i) beno-hulled twin screw extruder. When kneading this polyamide resin, the extruder is adjusted so that the glass fiber (fiber diameter 11 m, fiber strength 3 mm) is 43 parts by mass with respect to 100 parts by mass of the polyamide resin. Supplying from the middle, a target polyamide resin composition pellet was prepared. Next, the pellets obtained were used to produce the injection-molded body shown in FIG. 2, and then stored at 23. 5% relative humidity.
1 0 日後の反り を測定した 結果を表 1 0に示す。 Table 10 shows the results of measuring warpage after 10 days.
なお、 ガラス繊維を添加した射出成形体は、 成形時の反りが大き く、 寸法安定性が低いことが当業界で一般的に知られている。 It is generally known in the industry that an injection-molded body to which glass fiber is added has a large warp during molding and low dimensional stability.
[比較例 1 1 1 ] [Comparative Example 1 1 1]
ポリアミ ド樹脂を P A 6に代えた以外は、 実施例 1 1 1の手順に 従って、 図 2の射出成形体を製造し、 その後、 2 3で、 相対湿度 6 5 %で保管し、 製造から 1 0 日後の反り を測定した。 結果を表 1 0 に示す。 Except that the polyamide resin was replaced with PA 6, the injection molded body shown in Fig. 2 was manufactured according to the procedure in Example 1 1 1 and then stored at 2 3 at a relative humidity of 65%. The warpage after 0 days was measured. The results are shown in Table 10.
[比較例 1 1 2 ] [Comparative Example 1 1 2]
ポリアミ ド樹脂を P A 6に代えた以外は、 実施例 1 1 7の手順に 従って、 図 2の射出成形体を製造し、 その後、 2 3で、 相対湿度 6 5 %で保管し、 製造から 1 0 日後の反り を測定した。 結果を表 1 0
Except that the polyamide resin was replaced with PA 6, the injection-molded body of Fig. 2 was manufactured according to the procedure of Example 1 1 7 and then stored at 2 3 at a relative humidity of 65%. The warpage after 0 days was measured. Results in Table 1 0
ニ】 D]
6.6090/600Zdf/X3d SMTSl/600Z OAV
6.6090 / 600Zdf / X3d SMTSl / 600Z OAV
表 1 0 Table 1 0

[実施例 1 1 8 ] [Example 1 1 8]
実施例 1〜 6、 並びに比較例 2及び 3で製造した樹脂からなる射 出成形材料を用いて、 射出成形により、 イ ンテークマ二ホールド及 びフユ一エルイ ンジェクショ ンを製造した。 実施例 1〜 6の射出成 形材料は、 P A 6及び P A 6 6 と同等以上の成形性を有していた。 Using the injection molding material made of the resin produced in Examples 1 to 6 and Comparative Examples 2 and 3, an intake hold and a fuel injection were produced by injection molding. The injection molding materials of Examples 1 to 6 had the same or better formability as P A 6 and P A 6 6.
<中空成形部品 > <Hollow molded parts>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 2 2 ) 表面平滑性 (2 2) Surface smoothness
下記の条件にて試料から、 2 2 0 mm X 1 2 0 mm X δ 0 mm、 肉厚 1. 5 mmの中空ボックスを作成し、 その内面の平滑性を測定 した。 A hollow box having a thickness of 2 20 mm X 1 20 mm X δ 0 mm and a wall thickness of 1.5 mm was prepared from the sample under the following conditions, and the smoothness of the inner surface was measured.
[中空成形条件] [Hollow molding conditions]
• 中空成形機 : 押出機 宇部興産 (株) 製、 径 5 0 mm • Hollow molding machine: Extruder Ube Industries, diameter 50 mm
• ノ、。リソンコン トローラ一 日本ムーグ製 • No. Reson Controller 1 Made by Nippon Moog
• 樹脂温度 : 2 6 0で • Resin temperature: 2 6 0
• 金型温度 : 8 0 • Mold temperature: 80
• ブロー圧力 : 6 k g / c m2 G • Blow pressure: 6 kg / cm 2 G
• ダィ径 : 9 0 m m • Die diameter: 90 mm
[平滑性測定法] [Smoothness measurement method]
• 表面荒さ計を用い下記の方法にて、 平滑性を測定した。 • Smoothness was measured by the following method using a surface roughness meter.
• 装置 : 小坂研究所 (株) 製万能表面形状測定器 S E— 3 C • Equipment: Kosaka Laboratory Co., Ltd. Universal surface shape measuring instrument S E— 3 C
• 方法 : 上記装置にて、 粗さ曲線を測定し、 曲線の波の幅により 、 表面平滑性 (粗さ) を求めた。 • Method: Using the above apparatus, the roughness curve was measured, and the surface smoothness (roughness) was determined from the wave width of the curve.
( 2 3 ) 中空成形特性
下記の中空成形機および、 成形条件にて、 中空成形を行い、 押出 時間 1 0秒、 2 0秒、 3 0秒後のそれぞれのパリ ソン長さを測定し 、 中空成形特性 ( ドローダウン性) を評価した。 (2 3) Hollow molding characteristics Hollow molding is performed under the following hollow molding machine and molding conditions, and the respective parison lengths after extrusion time of 10 seconds, 20 seconds, and 30 seconds are measured, and hollow molding characteristics (drawdown property) Evaluated.
この試験は、 パリソンの ドローダウン性を評価したもので、 時間 に対しパリ ソン長さが直線的に変化するものが、 好ましい。 本発明の好ましい中空成形部品には、 ポリアミ ド樹脂内に分散し ている層状珪酸塩が含まれるが、 当該中空成形部品は、 基本的に、 表 1のポリアミ ド樹脂の特性を保持している。 In this test, the drawdown property of the parison was evaluated, and it is preferable that the parison length changes linearly with respect to time. A preferred hollow molded part of the present invention includes a layered silicate dispersed in a polyamide resin, which basically retains the properties of the polyamide resin shown in Table 1. .
〔実施例 1 2 1〕 (Example 1 2 1)
実施例 1で製造した P A 9 2 C— 1 を 1 0 0質量部に対し、 有機 化モンモリ ロナイ ト (N a n o c o r社製、 ナノマ一 3 0 T C) を 1 . 5質量部添加し、 2 6 0でで二軸混練機を用いて溶融混練し、 モンモリ ロナイ 卜が P A 9 2 C - 1 に分散したペレツ トを得て、 各 種試験に供した。 結果を表 1 1 に示す。 With respect to 100 parts by mass of PA 9 2 C-1 produced in Example 1, 1.5 parts by mass of organic montmorillonite (manufactured by Nanocor, Nano TC 30 TC) was added. Then, melt-kneading was performed using a twin-screw kneader to obtain pellets in which montmorillonite was dispersed in PA 9 2 C-1 and used for various tests. The results are shown in Table 11.
[実施例 1 2 2〜 1 2 7 ] [Example 1 2 2 to 1 2 7]
表 1 1の配合に従った以外は、 実施例 1 2 1 と同様にしてペレツ トを得て、 各種試験に供した。 結果を表 1 1 に示す。 A pellet was obtained in the same manner as in Example 1 2 1 except that the composition in Table 11 was followed, and it was subjected to various tests. The results are shown in Table 11.
[比較例 1 2 1及び 1 2 2 ] [Comparative Examples 1 2 1 and 1 2 2]
ポリ アミ ド樹脂として P A 6 (宇部興産製、 U B Eナイ ロン 1 0 3 0 B ) を用い、 表 1 1の配合に従って、 実施例 1 2 1 と同様にし てペレッ トを得て、 各種試験に供した。 結果を表 1 1 に示す。
表 1 1 Using PA 6 (UBE Nylon 10 30 B) manufactured by Ube Industries as a polyamide resin, a pellet was obtained in the same manner as in Example 1 2 1 according to the composition in Table 11 and used for various tests. did. The results are shown in Table 11. Table 1 1

*有機化モンモリ ロナイ ト (N a n o c o r社製、 ナノマ一 3 0 T C)
* Organized montmorillonite (manufactured by Nanocor, Nano 1 30 TC)
〔実施例 1 2 8〕 (Example 1 2 8)
実施例 1 2 1 〜 1 2 7 のペレツ ト、 並びに比較例 1 2 1及び 1 2 2の P A 6及び P A 6 6 を用いて、 中空成形により、 イ ンテークマ 二ホールド及びエアスボイ ラーを製造した。 実施例 1 2 1 〜 1 2 7 のペレツ トは、 P A 6及び P A 6 6 と同等の中空成形性を有してい た。 Using the pellets of Examples 1 2 1 to 1 2 7 and P A 6 and P A 6 6 of Comparative Examples 1 2 1 and 1 2 2, an intake manifold and an air boiler were manufactured by hollow molding. The pellets of Examples 1 2 1 to 1 2 7 had the same hollow moldability as PA 6 and PA 6 6.
<フィ ラメン ト > <Filament>
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following methods in addition to those described above.
( 2 4 ) フィ ラメン トの引張強度、 引張伸度、 引張弾性率 ポリアミ ド樹脂をスク リ ユー径 3 0 mmの押出機 (シリ ンダー設 定温度 2 3 0〜 2 6 0で) に投入し、 直径 1 . 4 7 mm 8穴のノズ ルから溶融押出し、 7 の冷水中で冷却し、 第 1 ローラーで引張り 、 さ らに第 2 ローラーの引き取り速度を第 1 ローラーの 3. 9倍と して延伸し (延伸温度 2 6 0 ) 、 さらに第 3 ローラーの引き取り 速度を、 第 1 ローラーの 5倍とし、 さらに延伸し (延伸温度 3 0 0 V.) 、 最後に第 4 ローラーを第 3 口一ラーと同一の引き取り速度で 引き取り、 その間を雰囲気温度 2 3 0でとし、 熱固定してモノフィ ラメン トを得た。 得られたモノ フィ ラメン トの引張強度、 引張伸度 、 引張弾性率は J I S L 1 0 7 0、 L 1 0 7 3 に準じて測定した (24) Tensile strength, tensile elongation, and tensile modulus of filament Polyamide resin is charged into an extruder with a screw diameter of 30 mm (with cylinder set temperature of 2300 to 2600). 1.4 mm diameter, melt extruded from 8 hole nozzle, cooled in 7 chilled water, pulled by 1st roller, and the second roller take-up speed was 3.9 times that of 1st roller. (Stretching temperature 2600), the take-up speed of the 3rd roller is 5 times that of the 1st roller, and further stretching (stretching temperature 3200 V.). Finally, the 4th roller is connected to the 3rd port. A single filament was obtained at the same take-up speed as that of a single tube, and the temperature between them was set at an ambient temperature of 2 30 and fixed by heat. The tensile strength, tensile elongation, and tensile modulus of the obtained monofilament were measured according to JIS L 1 0 70, L 1 0 7 3
( 2 5 ) フィ ラメン トの熱水収縮力 (25) Hot water shrinkage of filament
上記のモノ フィ ラメン トを 2 3 で相対湿度 6 5 %中に質量が一 定になるまで静置し、 その後、 長さ 1 0 0 0 mmに切断し、 これを 1 0 0 水中に 1 5分間浸潰し、 その直後の寸法を測定して、 熱水収縮率 (%) = [ (浸漬前の寸法) 一 ( 1 0 0 t: i 5分浸漬後
の寸法) ]Z (浸漬前の寸法) X I 0 0 により、 熱水収縮力を百分 率にて算出した。 The above monofilament is allowed to stand at 23 in a relative humidity of 65% until the mass is constant, then cut to a length of 100 mm, and this is submerged in water at 1 0 0 1 5 Immerse for one minute, measure the dimension immediately after that, hot water shrinkage (%) = [(dimension before immersion) one (1 0 0 t: i after 5 minutes immersion ) Z (Dimension before immersion) XI 0 0 was used to calculate the hydrothermal contraction force as a percentage.
( 2 6 ) フィ ラメン トの耐薬品性 (26) Chemical resistance of filament
上記のモノ フィ ラメン トを以下の薬品中に 7 日間浸潰した後に、 モノ フィ ラメン トの質量残存率 (%) 及び外観の変化を観測した。 濃塩酸、 6 4 %硫酸、 氷酢酸のそれぞれの溶液において 2 3 下で 浸潰した試料について試験を行った。 After the above monofilament was immersed in the following chemicals for 7 days, the mass residual rate (%) of monofilament and changes in appearance were observed. Tests were conducted on samples that had been submerged under 2 3 in concentrated hydrochloric acid, 64% sulfuric acid, and glacial acetic acid solutions.
〔実施例 1 3 1 〜 1 3 6、 比較例 1 3 1〕 [Examples 1 3 1 to 1 3 6, Comparative Example 1 3 1]
表 1 2 に示すポリアミ ドを用い、 前述した方法でモノ フイ ラメン トを作製し、 表 1 2 中に示す各種評価を行った。
Using the polyamides shown in Table 12.2, monofilaments were prepared by the method described above, and various evaluations shown in Table 12.2 were performed.
表 1 2 Table 1 2

<フィルム > <Film>
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following methods in addition to those described above.
( 2 7 ) 透湿度 (2 7) Moisture permeability
(株) 日本製鋼所製のスク リ ュー径 3 0 mmの押出機 (シリ ンダ 一温度 2 3 0〜 2 6 0で) を用いて、 外径 1 2イ ンチ、 厚み l m mのチューブを調製した。 このチューブを 3 0 0 mmの長さに切断 し、 その中に水分吸収剤である塩化カルシウムを充満するまで充填 し、 密封した。 次に、 このチューブを 4 0 で相対湿度 9 0 %の雰 囲気中に 1 0 日以上放置し、' 1 日の平均的な単位面積当たりの透湿 度を測定した。 A tube with an outer diameter of 12 inches and a thickness of lmm was prepared using an extruder with a screw diameter of 30 mm manufactured by Nippon Steel Co., Ltd. (with a cylinder at a temperature of 230 to 260). . This tube was cut to a length of 300 mm, filled in with calcium chloride, which is a moisture absorbent, and sealed. Next, this tube was left in an atmosphere of 40% relative humidity 90% for 10 days or more, and the average moisture permeability per unit area per day was measured.
( 2 8 ) 酸素透過係数 (2 8) Oxygen permeability coefficient
前記 ( 5 ) の条件で成形したフィルム (厚さ 3 0 ;^ m) から切り 出した試験片について、 MO C ON製試験機 O X— T R AN 2 / 2 0 — ΜΗを使用 し、 温度 2 3 、 湿度 9 7 % R Hの条件で、 「A S T M D 3 9 8 5」 に基づいて測定した。 A test piece cut from a film (thickness 30; ^ m) formed under the condition (5) above was used with a tester OX—TRAN 2/2 0— — manufactured by MO CON, and the temperature 2 3 Measured according to “ASTMD 3 9 8 5” under the condition of humidity 9 7% RH.
〔実施例 1 4 1〜 1 4 6、 比較例 1 4 1〕 [Examples 1 4 1 to 1 4 6, Comparative Example 1 4 1]
実施例 1〜 6のポリ アミ ドを用いて、 前述した方法でフィルムを 作製し、 表 1 3中に示す各種評価を行った。 Using the polyamides of Examples 1 to 6, films were prepared by the method described above, and various evaluations shown in Table 13 were performed.
結果を表 1 3 に示す。
The results are shown in Table 13.
表 1 3 Table 1 3

<金属被覆材料〉 <Metal coating material>
[物性測定、 評価方法] [Physical property measurement, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 2 9 ) 金属との接着力 (29) Adhesive strength with metal
前記 ( 5 ) の条件で調製した Prepared under the conditions of (5) above
1 mmのフィルムを、 1辺 1 5 0 mm、 厚み 0. 5 mmの金属板 ( 亜鉛メツキ鋼板 : J I S G 3 3 0 2 S P G C Z 2 2、 アルミ プレー ト : J I S 1 1 0 0番) 2枚ではさみ、 東邦マシナリー社製 真空プレス機 T M B一 1 0を用いて、 5 0 0〜 7 0 0 P aの減圧雰 囲気下において 2 6 0 で 5分間加熱溶融させた後、 1 0 M P aで 1 mm film, 1 side 150 mm, 0.5 mm thick metal plate (Zinc-plated steel plate: JISG 3 300 SPGCZ 2 2, aluminum plate: JIS 1 1 00) 2 scissors Using a vacuum press machine TMB 1 10 manufactured by Toho Machinery Co., Ltd., after heating and melting for 5 minutes at 2600 in a vacuum atmosphere of 500 to 70,000 Pa, at 10 MPa
1分間プレスを行いフィルム成形した。 次に減圧雰囲気を常圧まで 戻したのち室温 5 M P aで 1分間冷却させて試料を得た。 その試料 を 2 5 mm幅で切り、 J I S K - 6 8 5 3に準じて T型剥離試験 を行つた。 接着力はピ ―ク強度と幅 2 5 mm X 1 0 0 mmを完全に 剥離するまでに要した Xネルギ一で評価した。 The film was formed by pressing for 1 minute. Next, after returning the reduced-pressure atmosphere to normal pressure, the sample was cooled at room temperature 5 MPa for 1 minute to obtain a sample. The sample was cut to a width of 25 mm, and a T-type peel test was performed according to JISK-685. The adhesive strength was evaluated based on the peak strength and X energy required to completely peel the width of 25 mm x 100 mm.
[実施例 1 5 1〜 1 5 8、 比較例 1 5 1 , 1 5 2 ] [Examples 1 5 1 to 1 5 8, Comparative Examples 1 5 1, 1 5 2]
エポキシ化スチレン系熱可塑性エラス トマ一として、 ダイセル化 学製ェポフレン ド A 1 0 1 0 を用い、 表 1 4に示す組成で、 池貝鉄 ェ (株) 製 2軸混練機 P C M— 4 5にて、 シリ ンダー設定温度 2 6 0 °C ( P A 1 2 を用いた場合は 2 3 0 °C) 、 回転速度 1 5 0 r p m で溶融混練して金属被覆材を調製した。 上記溶融混練した試料を金 属基材 (亜鉛メツキ鋼板及びアルミプレー ト) 間に挟んだ複合体を 作製し、 接着力の評価を行った。 また、 上記溶融混練した試料から 前記 ( 5 ) の条件で成形したフィルムを用いて、 それらの飽和吸水 率および耐薬品性を、 前述した方法により評価した。 結果を表 1 4
に示す。
As an epoxidized styrenic thermoplastic elastomer, Daicel Chemical Epoflend A 1 0 1 0 10 was used, and the composition shown in Table 14 was used in a 2-axis kneader PCM-45 manufactured by Ikegai Iron Co., Ltd. A metal coating material was prepared by melt-kneading at a cylinder set temperature of 2600 ° C. (23 ° C. when PA 12 was used) and a rotation speed of 1550 rpm. A composite was prepared by sandwiching the melt-kneaded sample between metal substrates (zinc-plated steel plate and aluminum plate), and the adhesive strength was evaluated. Further, using the film molded from the above melt-kneaded sample under the condition (5), their saturated water absorption rate and chemical resistance were evaluated by the methods described above. Results 1 to 4 Shown in
表 1 4 Table 1 4

<バイ ンダ成形体 > <Binder molded body>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 3 0 ) 密度 (30) density
A S TM 1号試験片を用いて、 A S TMの D 7 9 2に従い測定し た。 Using an A S TM 1 test piece, the measurement was performed according to A S TM D 792.
( 3 1 ) 耐塩化カルシウム性 (B) (3 1) Calcium chloride resistance (B)
A S TM 1号試験片を用い、 前処理として 8 0での水中に 8時間 浸漬した。 次に、 8 0 8 5 % R H恒温恒温漕中に 1時間調湿処理 した後、 飽和塩化カルシウム水溶液を試験片に塗布し、 1 0 0 ォ —ブン中にて 1時間熱処理した。 調湿処理と熱処理を 1サイクルと して 3 0サイクルまで繰り返し、 試験片にクラックが入るサイクル 数を指標とした。 Using an A S TM 1 test piece, it was immersed in water at 80 ° C. for 8 hours as a pretreatment. Next, humidity control was performed for 1 hour in an 80 85% RH constant temperature and temperature chamber, and then a saturated calcium chloride aqueous solution was applied to the test piece, followed by heat treatment in a 100 ° oven for 1 hour. Humidity treatment and heat treatment were repeated as one cycle up to 30 cycles, and the number of cycles in which the test piece cracked was used as an index.
( 3 2 ) 耐塩化亜鉛性 (3 2) Zinc chloride resistance
A S TM 1号試験片を用い、 前処理として 8 0での水中に 8時間 浸漬した。 次に、 8 0 8 5 % R H恒温恒温漕中に 1時間調湿処理 した後、 飽和塩化亜鉛水溶液を試験片に塗布し、 1 0 0でオーブン 中にて 1時間熱処理した。 調湿処理と熱処理を 1サイクルとして 3 0サイクルまで繰り返し、 試験片にクラックが入るサイクル数を指 標とした。 Using an A S TM 1 test piece, it was immersed in water at 80 ° C. for 8 hours as a pretreatment. Next, humidity control was performed for 1 hour in an 80 85% RH constant temperature and temperature chamber, and then a saturated zinc chloride aqueous solution was applied to the test piece and heat treated in an oven for 1 hour at 100.degree. Humidity treatment and heat treatment were repeated as one cycle up to 30 cycles, and the number of cycles in which the test piece cracked was used as an index.
( 3 3 ) 耐メタノール性 (メタノール浸漬時の質量変化) (3 3) Methanol resistance (mass change when immersed in methanol)
A S TM 1号試験片を用いて、 メタノール中に 2 1 日間浸漬し、 浸漬前後の質量から質量変化を算出した。 ぐ樹脂磁石の成形 > Using an A S TM No. 1 test piece, it was immersed in methanol for 21 days, and the mass change was calculated from the mass before and after immersion. Molding of resin magnets>
〔実施例 1 6 1〕
P A 9 2 C― 1パウダー 2 0質量 0/、 平均粒径 1 Q li mのス 卜ロ ンチウムフエライ ト 8 0質量%をへンシエルミキサ一を用いて、 ァ ミ ノシラン力ップリ ング剤で表面処理した後、 二軸混練機で溶融混 練し、 成形用ぺレッ トを得た。 このぺレッ 卜を 1 1 0でにて 2 4時 間減圧乾燥し 、 射出成形機で成形した (Example 1 6 1) PA 9 2 C-1 powder 20 0 mass 0 /, average particle diameter 1 Q li m strontium ferrite 80 Surface treatment with aminosilane-powered printing agent using Henschel mixer 80 mass% Thereafter, the mixture was melt-kneaded with a twin-screw kneader to obtain a molding pellet. This pellet was dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine.
〔実施例 1 6 2 .〕 Example 1 6 2.
P A 9 2 C ― 5パウダー 2 0質量 % 、 平均粒径 1 0 mのス 卜ロ ンチウムフエライ ト 8 0質量%をへンシエルミキサ一を用いて、 ァ ミ ノシラン力ップリ ング剤で表面処理した後、 二軸混練機で溶融混 練し、 成形用ぺレッ トを得た。 このぺレッ 卜を 1 1 0でにて 2 4時 間減圧乾燥し 、 射出成形機で成形した PA 9 2 C-5 powder 20% by mass, surface treatment of 80% by mass of strontium ferrite with an average particle size of 10Om with an aminosilane power printing agent using a Henschel mixer The mixture was melt-kneaded with a twin-screw kneader to obtain a molding pellet. This pellet was dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine.
〔実施例 1 6 3〕 (Example 1 6 3)
P A 9 2 C ― 1パウダー 1 0質量 0/ P A 9 2 C ― 1 Powder 1 0 Mass 0 /
0 、 平均粒径 1 0 mのス 卜ロ ンチウムフエライ ト 9 0質量%をへンシエルミキサ一を用いて、 ァ ミ ノシラン力ップリ ング剤で表面処理した後、 二軸混練機で溶融混 練し、 成形用ぺレッ トを得た。 このぺレッ 卜を 1 1 0でにて 2 4時 間減圧乾燥し、 射出成形機で成形した。 Surface treatment of 90 mass% of strontium ferrite with an average particle size of 10 m using a Henschel mixer and melt-kneading with a twin-screw kneader A molding pellet was obtained. This pellet was dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine.
〔実施例 1 6 4〕 (Example 1 6 4)
P A 9 2 C— 2パウダー 1 0質量%、 平均粒径 1 O mのス ト口 ンチウムフェライ ト 9 0質量%をヘンシェルミキサーを用いて、 ァ ミ ノシランカツプリ ング剤で表面処理した後、 二軸混練機で溶融混 練し、 成形用ペレッ トを得た。 このペレッ トを 1 1 0でにて 2 4時 間減圧乾燥し、 射出成形機で成形した。 PA 9 2 C—2 powder 10% by weight, average particle size 1 Om of strontium ferrite 90% by weight was surface-treated with an aminosilane coupling agent using a Henschel mixer. Melting and kneading was carried out with a shaft kneader to obtain a molding pellet. This pellet was dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine.
〔実施例 1 6 5〕 (Example 1 6 5)
P A 9 2 C— 1パウダー 3 0質量%、 平均粒径 1 O mのス ト口 ンチゥムフェライ ト 7 0質量%をヘンシェルミキサーを用いて、 ァ ミ ノシランカップリ ング剤で表面処理した後、 二軸混練機で溶融混
練し、 成形用ペレツ 卜を得た。 このぺレッ トを 1 1 0 にて 2 4時 間減圧乾燥し 、 射出成形機で成形した PA 9 2 C— 1 powder 30 mass%, average particle diameter 1 O m of stoichiometric ferrite fertilizer 70 mass% was surface-treated with an aminosilane coupling agent using a Henschel mixer, and then biaxially kneaded Melting and mixing with machine Kneading was performed to obtain a pellets mold. This pellet was dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine.
〔比較例 1 6 1 〕 [Comparative Example 1 6 1]
宇部興産製ナイ ロン 6パゥダー P 1 0 1 1 F (平均粒径 1 5 0 u m ) 1 0質量 %、 平均粒径 1 0 Z mのス hロンチウムフエラィ 卜 9 Nylon 6 powder manufactured by Ube Industries P 1 0 1 1 F (average particle size 1 5 0 u m) 10 mass%, average particle size 1 0 Z m
0質量%をへンシェルミキサ一を用いて 、 アミ ノシラン力ップリ ン グ剤で表面処理した後、 二軸混練機で溶融混練し、 成形用ぺレツ 卜 を得た。 このペレツ 卜を 1 1 0でにて 2 4時間減圧乾燥し 、 射出成 形機で成形した。 Using a Henschel mixer, 0% by mass was surface-treated with an aminosilane-powered printing agent and then melt-kneaded with a twin-screw kneader to obtain a molding pellet. The pellets were dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine.
〔比較例 1 6 2 〕 [Comparative Example 1 6 2]
宇部興産製ナイ ロン 1 2パウダ一 P 3 0 1 4 (平均粒径 3 5 0 m ) 3 0質量 %、 平均粒径 1 0 mのス 卜ロンチウムフエラィ 卜 7 Nylon 1 2 Powder made by Ube Industries P 3 0 1 4 (average particle size 3 5 0 m) 3 0% by mass, average particle size 10 m strontium ferroi 卜 7
0質量%をへンシェルミキサ一を用いて 、 アミ ノシラン力ップリ ン グ剤で表面処理した後、 二軸混練機で溶融混練し、 成形用ぺレツ 卜 を得た。 このペレッ トを 1 1 0 にて 2 4時間減圧乾燥し 、 射出成 形機で成形した。 Using a Henschel mixer, 0% by mass was surface-treated with an aminosilane-powered printing agent and then melt-kneaded with a twin-screw kneader to obtain a molding pellet. This pellet was dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine.
<高比重成形物の成形 > <Molding of high specific gravity molding>
〔実施例 1 6 6 〕 (Example 1 6 6)
P A 9 2 C— 1 ノ、。ウダ一 3 0 里 、 平均粒径 1 0 mの夕ング ステン 7 0質量%をへンシェルへキサーを用いて、 ァミ ノシラン力 ップリ ング剤で表面処理した後 、 二軸混練機で溶融混練し 、 成形用 ペレッ トを得た。 このペレッ hを 1 1 0でにて 2 4時間減圧乾燥し P A 9 2 C— 1 The surface is treated with an aminosilane-powered printing agent using 70% by weight of Heschel hexer, and then melt-kneaded in a twin-screw kneader. A pellet for molding was obtained. This pellet h was dried at 1 1 0 for 24 hours under reduced pressure.
、 射出成形機で成形した。 Molded with an injection molding machine.
〔実施例 1 6 7 〕 (Example 1 6 7)
P A 9 2 C— 3 ノ、。ウダ一 3 0質 平均粒径 1 0 mの夕ング P A 9 2 C— 3 Udaichi 30 Quality Evening with an average particle size of 10 m
へ What
ステン 7 0質量%をへンシェル キサーを用いて、 7 S ノ シラン力
ップリ ング剤で表面処理した後、 二軸混練機で溶融混練し、 成形用 ペレッ トを得た。 このペレツ 卜を 1 1 0 にて 2 4時間減圧乾燥しUsing 70% by weight of stainless steel, Henschel Kiser, 7S After surface treatment with a printing agent, it was melt kneaded with a twin-screw kneader to obtain a molding pellet. This pellet 卜 was dried under reduced pressure at 110 for 24 hours.
、 射出成形機で成形した。 Molded with an injection molding machine.
〔実施例 1 6 8〕 (Example 1 6 8)
P A 9 2 C— 1パウダー 2 0 骨 q 、 平均粒径 1 0 mの夕ング ステン 8 0質量%をへンシェルミキサ一を用いて、 アミノシラン力 ップリ ング剤で表面処理した後 、 二軸混練機で溶融混練し、 成形用 ペレッ トを得た。 このペレツ hを 1 1 0でにて 2 4時間減圧乾燥し PA 9 2 C—1 powder 20 bone q, average particle size 10 m evening stainless steel 80% by mass using a Henschel mixer, surface treatment with aminosilane power printing agent, and then with a twin screw kneader Melting and kneading gave a pellet for molding. The pellets h were dried under reduced pressure at 110 for 24 hours.
、 射出成形機で成形した。 Molded with an injection molding machine.
〔実施例 1 6 9〕 (Example 1 6 9)
P A 9 2 C— 4パウダー 1 0質量% 、 平均粒径 1 0 mの夕ング ステン 9 0質量%をへンシェルミキサ —を用いて、 アミ ノシラン力 ップリ ング剤で表面処理した後 、 二軸混練機で溶融混練し、 成形用 ペレツ 卜を得た。 このペレツ を 1 1 0 °Cにて 2 4時間減圧乾燥し PA 9 2 C—4 powder 10 mass%, average particle diameter 10 m evening stainless steel 90 mass% using a Henschel mixer, surface treatment with aminosilane force printing agent, then twin screw kneader The mixture was kneaded and kneaded to obtain a pellets for molding. This pellet was dried under reduced pressure at 110 ° C for 24 hours.
、 射出成形機で成形した。 Molded with an injection molding machine.
〔実施例 1 7 0〕 (Example 1 7 0)
P A 9 2 C— 1パウダー 5質量%、 平均粒径 1 0 ; mのタンダス P A 9 2 C—1 powder 5% by mass, average particle size 10, m
— —
テン 9 5質量%をヘンシェル キサーを用いて、 アミノシランカツ プリ ング剤で表面処理した後 、 二軸混練機で溶融混練し、 成形用べ レッ トを得た。 このペレッ トを 1 1 0 °Cにて 2 4時間減圧乾燥し、 射出成形機で成形した。 95% by mass of Ten was subjected to a surface treatment with an aminosilane cutting agent using a Henschelxer, and then melt-kneaded with a twin-screw kneader to obtain a molding pellet. This pellet was dried under reduced pressure at 110 ° C. for 24 hours and molded with an injection molding machine.
〔比較例 1 6 3〕 (Comparative Example 1 6 3)
宇部興産製ナイ ロン 6パゥダ — P 1 0 1 I F (平均粒径 1 5 0 m) 2 0質量%、 平均粒径 1 0 mのタングステン 8 0質量%をへ ンシェルミキサーを用いて、 ァミ ノシランカツプリ ング剤で表面処 理した後、 二軸混練機で溶融混練し、 成形用べレッ トを得た。 この ペレツ 卜を 1 1 0でにて 2 4時間減圧乾燥し、 射出成形機で成形し
た。 Nylon 6 powder made by Ube Industries — P 1 0 1 IF (average particle size 1 5 0 m) 20 mass%, tungsten 80 mass% with an average particle size of 10 m After surface treatment with a nosilane coupling agent, it was melt kneaded with a twin screw kneader to obtain a molding beret. This pellets 卜 was dried under reduced pressure at 110 for 24 hours and molded with an injection molding machine. It was.
上記で成形した成形物を用いて各種評価を行った。 結果を表 1 5 及び 1 6 に示す。
Various evaluations were performed using the molded products molded as described above. The results are shown in Tables 15 and 16.
表 1 5 Table 15

表 1 6 Table 1 6

<液体又は蒸気バリヤ性を有する樹脂成形部品 > <Resin molded parts with liquid or vapor barrier properties>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
測定は、 先に記載したほか、 以下の方法により行った。 In addition to the measurement described above, the measurement was performed by the following method.
( 3 4 ) E 1 0燃料透過係数 (3 4) E 1 0 Fuel permeability coefficient
J I S Z 0 2 0 8に従い、 射出成形で成形した * 7 5 mm、 厚 み l mmの試験片を用いて測定雰囲気温度 6 0 での E 1 0燃料透 過試験を行った。 燃料にはイソオクタンと ト、ルェンを体積比で 1 : 1 とした F u e 1 Cにエタノールを 1 0 %混合して用いた。 また、 燃料透過測定試料面には常に燃料が接触するように透過面を下向き にして設置した。 In accordance with JISZ 0 20 8, an E 10 fuel permeation test was performed at a measurement atmosphere temperature of 60 using a 75 mm, 1 mm thick test piece molded by injection molding. As fuel, 10% ethanol was mixed with Fue 1 C in which the volume ratio of isooctane, to and ruen was 1: 1. The fuel permeation measurement sample surface was placed with the permeation surface facing downward so that the fuel was always in contact.
E 1 0燃料透過係数 ( g * mmZm2 * d a y ) = [透過重量 ( g ) Xフィルム厚さ (mm) ] / [透過面積 (mm2) x日数 ( d a y) X圧力 ( a t o m) ] E 10 Fuel permeation coefficient (g * mmZm 2 * day) = [permeation weight (g) X film thickness (mm)] / [permeation area (mm 2 ) x days (day) X pressure (atom)]
( 3 5 ) チューブの透湿度 (3 5) Moisture permeability of tube
(株) 日本製鋼所製のスク リ ュー径 3 0 mmの押出機 (シリ ンダ ー温度 2 3 0〜 2 6 0で) を用いて、 外径 1 Z 2イ ンチ、 厚み l m mのチューブを調製した。 このチューブを 3 0 0 mmの長さに切断 し、 その中に水分吸収剤である塩化カルシウムを充満するまで充填 し、 密封した。 次に、 このチューブを 4 0でで相対湿度 9 0 %の雰 囲気中に 1 0 日以上放置し、 1 日の平均的な単位面積当たりの透湿 度を測定した。 Prepare a tube with an outer diameter of 1 Z 2 inches and a thickness of lmm using an extruder with a screw diameter of 30 mm manufactured by Nippon Steel Co., Ltd. (with a cylinder temperature of 2 30 to 2 60). did. This tube was cut to a length of 300 mm, filled in with calcium chloride, which is a moisture absorbent, and sealed. Next, the tube was left in an atmosphere of 40 and a relative humidity of 90% for 10 days or more, and the average moisture permeability per unit area per day was measured.
( 1 2 ) 耐塩化カルシウム性 (A) (1 2) Calcium chloride resistance (A)
実施例 1 8 1〜 1 8 6、 比較例 1 8 1〜 1 8 2では ( 1 2 ) 耐塩 化カルシウム性 (A) の方法によった。 In Examples 1 8 1 to 1 8 6 and Comparative Examples 1 8 1 to 1 8 2, (1 2) Calcium salt resistance (A) was used.
〔実施例 1 8 1〜 1 8 6、 比較例 1 8 1〜 1 8 2〕 [Examples 1 8 1 to 1 8 6, Comparative Examples 1 8 1 to 1 8 2]
実施例 1〜 6で調製した P A 9 2 C _ 1〜 P A 9 2 C _ 6、 並び
に比較例 2の P A 6及び比較例 4の P A 1 2の液体又は蒸気バリ ア 性として、 エタノール蒸気透過係数、 E 1 0燃料透過係数、 透湿度 、 耐塩化カルシウム性を測定、 評価した。 結果を表 1 7 に示す。
PA 9 2 C _ 1 to PA 9 2 C _ 6 prepared in Examples 1 to 6, In addition, as the liquid or vapor barrier properties of PA 6 of Comparative Example 2 and PA 12 of Comparative Example 4, ethanol vapor permeability coefficient, E 10 fuel permeability coefficient, moisture permeability, and calcium chloride resistance were measured and evaluated. The results are shown in Table 17.
表 1 7 Table 1 7

〔実施例 1 8 7〕 (Example 1 8 7)
実施例 1〜 6で調製した P A 9 2 C - :!〜 P A 9 2 C _ 6、 並び に市販の P A 6、 P A 6 6及び P A 1 2 (比較例 1〜 2 ) を用いて . 、 射出成形によりガソリ ンタンク及びフューエルチューブを製造し た。 P A 9 2 C— :! 〜 P A 9 2 C— 6は、 P A 6、 P A 6 6及び P A 1 2 と同等以上の成形性を有していた。 PA 9 2 C − prepared in Examples 1 to 6:! To PA 9 2 C _ 6, along with commercially available PA 6, PA 6 6 and PA 12 (Comparative Examples 1 to 2). Gasoline tanks and fuel tubes were manufactured by molding. P A 9 2 C—:! P A 9 2 C—6 had a formability equal to or higher than that of P A 6, P A 6 6 and P A 12.
<燃料タンク部品 > <Fuel tank parts>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 3 6 ) ァミノ末端基濃度 (3 6) Amino end group concentration
ポリアミ ド樹脂 1 gをフエノール · メタノール混合溶液に溶解し 、 0. 0 2 Nの塩酸で滴定して測定した。 Polyamide resin (1 g) was dissolved in a phenol / methanol mixed solution and titrated with 0.02 N hydrochloric acid for measurement.
( 3 7 ) 初期接着強度 (37) Initial bond strength
以下の方法で部品 1 と部品 2 とが接合されたテス トピース (A S TM D 6 3 8に記載の T y p e l の試験片) を作製した。 すなわ ち、 金型に後述の部品 2の形状の金属片をイ ンサー トし、 無水マレ イ ン酸にて変性されたポリエチレンを用いて部品 1の成形を行った 。 次に、 部品 1 を十分に冷却した後金型内にイ ンサー ト し、 評価対 象の樹脂を用いて部品 2の形状に成形することによりテス ト ピース を得た。 このテス トピースを用い、 引張速度毎分 5 0 mmで部品 1 と部品 2 との境界面から剥離するか境界面以外の部分で破壊する ( 基材破壊) までの最大引張強度を測定し、 初期接着強度とした。 A test piece (Ty p e1 test piece described in ASTM D 6 38) in which component 1 and component 2 were joined was manufactured by the following method. In other words, a metal piece having the shape of part 2 described later was inserted into a mold, and part 1 was molded using polyethylene modified with maleic anhydride. Next, after sufficiently cooling part 1, it was inserted into a mold, and a test piece was obtained by molding it into the shape of part 2 using the resin to be evaluated. Using this test piece, the maximum tensile strength until peeling at the tensile speed of 50 mm / min from the interface between parts 1 and 2 or breaking at a part other than the interface (base material failure) was measured. The adhesive strength was used.
( 3 8 ) 燃料浸漬後接着強度 (3 8) Adhesive strength after immersion in fuel
初期接着強度の評価と同様の手順で成形された試験片をオー トク レーブに入れ、 F u e 1 C +エタノール 1 0 %混合燃料を同試験片
が完全に浸漬するまで封入した。 そのォ一 トク レーブを 6 0で温水 槽内に 3 5 0時間放置した。 その後取出した試験片について上記と 同様に最大引張強度を測定し、 燃料浸漬後接着強度とした。 Put a test piece molded in the same procedure as the evaluation of initial bond strength into an autoclave, and add fuel 1 C + ethanol 10% mixed fuel. Encapsulated until completely immersed. The autoclave was left in a hot water tank at 60 for 35 hours. Thereafter, the maximum tensile strength of the test piece taken out was measured in the same manner as described above, and was taken as the adhesive strength after fuel immersion.
〔実施例 1 9 1〜 1 9 6〕 (Examples 1 9 1 to 1 9 6)
実施例 1〜 6の P A 9 2 C— 1〜 P A 9 1 ー 6及び比較例 1の P A 6 について、 アミ ノ酸末端基濃度、 E 1 0燃料透過係数、 初期 接着強度、 燃料浸漬後接着強度を測定した。 結果を表 1 8に示す。 PA 9 2 C in Examples 1 to 6 — 1 to PA 9 1-6 and PA 6 in Comparative Example 1 have amino acid end group concentration, E 10 fuel permeability coefficient, initial adhesion strength, adhesion strength after fuel immersion Was measured. The results are shown in Table 18.
〔実施例 1 9 7〕 (Example 1 9 7)
P A 9 2 C— 6 を用い、 射出成形法で、 燃料タンク部品としてホ ース接続用ノズルを成形したところ、 気泡、 表面突起、 シルバー、 クラックなどの発生がなく問題なく成形でき、 使用できた。
When PA 9 2 C-6 was used and a nozzle for hose connection was molded as a fuel tank component by injection molding, there was no generation of bubbles, surface protrusions, silver, cracks, etc., and it was possible to mold without problems. .
表 1 8 Table 1 8

<燃料チューブ > <Fuel tube>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
物性測定は、 先に記載したほか 以下の方法により行った。 The physical properties were measured by the following methods in addition to those described above.
( 3 9 ) チューブ低温衝撃性 (3 9) Tube low temperature impact resistance
多層チューブ成形用装置として 、 内層用押出機、 中間層用押出機 および外層用押出機を備え、 この 3台の押出機から吐出された樹脂 をアダプターによって集めチューブ状に成形するダイス、 チューブ を冷却し寸法を制御するサイジングダイおよび引き取り機などから なる装置を用い、 チューブ断面の内径 6 mm、 外径 8 mmの多層チ ユーブを作製した。 チューブの内層、 中間層および外層の厚さは表 2に示した。 得られた多層チューブの低温衝撃性は S A E J 8 4 4に準拠して測定した。 Multi-layer tube forming equipment is equipped with an inner layer extruder, an intermediate layer extruder and an outer layer extruder. Resin discharged from these three extruders is collected by an adapter and formed into a tube shape, cooling the tube A multilayer tube with an inner diameter of 6 mm and an outer diameter of 8 mm was prepared using an apparatus consisting of a sizing die and a take-up machine that controlled the dimensions of the tube. Table 2 shows the thickness of the inner, intermediate and outer layers of the tube. The low temperature impact property of the obtained multilayer tube was measured according to S A E J 8 4 4.
( 4 0 ) チューブの燃料透過性 (40) Tube fuel permeability
3 0 cmにカツ 卜 したチューブの片端を密栓し、 内部に市販ガソリ ンとェチルアルコールを 1 : 1 に混合したアルコールガソリ ンを入 れ、 残りの片端も密栓した後、 全体の重量を測定し、 次いで試験チ ュ一ブを 6 0 のオーブンに入れ、 重量変化 (g/24時間) を測定し 燃料透過性を評価した。 Tightly plug one end of the tube cut into 30 cm, put alcohol gasoline mixed with commercial gasoline and ethyl alcohol in a 1: 1 ratio inside, seal the remaining one end, and measure the total weight. The test tube was then placed in a 60 ° oven and the change in weight (g / 24 hours) was measured to evaluate fuel permeability.
( 4 1 ) チューブの耐燃料性 (4 1) Fuel resistance of the tube
燃料透過試験後のチューブの表面を目視で観察して、 クラックの 有無を調べた。 The surface of the tube after the fuel permeation test was visually observed to check for cracks.
[実施例 2 0 1〜 2 0 6、 比較例 2 0 1〜 2 0 4 ] [Example 2 0 1 to 2 0 6, Comparative Example 2 0 1 to 2 0 4]
実施例 1〜 6で製造したポリ アミ ド、 及び市販のナイ ロン 6 (比 較例 1 ) 、 ナイ ロン 1 2 (比較例 3 ) 、 並びに表 1 9に示す成分と の混合物を用いて、 表 1 9に示す層構成を有する燃料チューブを同 時押出で製造した。 なお、 表 1 9中、 P A 1 2はナイ ロン 1 2であ
り、 ベンゼンスルホン酸ブチルアミ ドは可塑剤であり、 宇部興産製Using the polyamides prepared in Examples 1 to 6, and commercially available nylon 6 (Comparative Example 1), nylon 12 (Comparative Example 3), and mixtures with the components shown in Table 19, A fuel tube having the layer structure shown in 19 was produced by simultaneous extrusion. In Table 19, PA 1 2 is Nylon 1 2 Benzene butyl amide is a plasticizer, manufactured by Ube Industries
Uポン ドはマレイン酸変性ポリエチレン (Uポン ド F 1 1 0 0 ) で ある。 The U pond is maleic acid-modified polyethylene (U pond F 1 100).
この燃料チューブの低温衝撃性、 燃料透過性を評価した。 なお、 燃料透過試験後のチューブの表面を目視で観察して、 クラックの有 無を調べたが、 いずれの実施例及び比較例においてもクラックの発 生は見られなかった。 The fuel tube was evaluated for low temperature impact and fuel permeability. The surface of the tube after the fuel permeation test was visually observed to check for cracks, but no cracks were observed in any of the examples and comparative examples.
この評価結果を表 1 9 に示す。
Table 19 shows the evaluation results.
表 1 9 Table 1 9

*市販ガソ リ ンとエタノ一
* Commercially available gasoline and ethanol
(継手、 クイ ックコネクター) (Fitting, quick connector)
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 4 2 ) 継手の燃料透過性 (4 2) Fuel permeability of joint
外径 8 mm、 肉厚 2 mm、 長さ 1 0 0 mmの継手を作成し、 その 片端を密栓し、 内部に F u e l C (イソオクタン/トルエン = 5 0 / 5 0体積比) とエタノールを 9 0 / 1 0体積比に混合したェ夕ノ ール ガソ リ ンを入れ、 残りの端部も密栓した。 その後、 全体の重 量を測定し、 次いで継手を 6 0 のオーブンに入れ、 重量変化を測 定し、 燃料透過性 (透過量とその内に含まれる炭化水素成分の量を (H C量) の両者を示す) を評価した。 Create a joint with an outer diameter of 8 mm, a wall thickness of 2 mm, and a length of 100 mm. Seal one end of the joint and fill it with Fuel C (isooctane / toluene = 50/50 volume ratio) and ethanol. The evening gas gasoline mixed at 0/10 volume ratio was put, and the remaining ends were sealed. After that, the total weight is measured, then the joint is placed in a 60 oven, the change in weight is measured, and the fuel permeability (permeation amount and the amount of hydrocarbon components contained in it) is measured. Both are shown).
〔実施例 2 1 1〕 (Example 2 1 1)
P A 9 2 C一 1 を用いて A S TM規格に沿ったテス トビ一スを成 形し、 機械特性 (ドライ及びウエッ トの曲げ弾性率、 アイゾッ ト衝 撃値) 、 電気抵抗を測定した。 また、 継手を成形し、 燃料透過性を 測定した。 結果を表 2 0に示す。 表 2 0の 「ジァミ ン成分比」 は 1 , 9 —ノナンジァミ ン Z 1 , 8—メチル _ 2 —ォク夕ジァミ ンの組 成比である (以下の実施例 2〜 7 において同じ。 ) 表 2 0の通り、 コネクターに必要な剛性がナイ ロン 1 2より優れており、 物理的に 適した継手であり、 また、 燃料透過試験から燃料バリア性に優れる こと、 特に有害な炭化水素成分のバリ ア性に優れることが示された Using P A 9 2 C 1 1, a test piece was formed in accordance with the ASTM standard, and the mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. In addition, the joint was molded and the fuel permeability was measured. The results are shown in Table 20. The “diamin component ratio” in Table 20 is the composition ratio of 1, 9 —nonanediamine Z 1, 8—methyl —2 —octadiamine (the same applies to Examples 2 to 7 below). 20 As shown in 0, the connector has better rigidity than Nylon 1 2 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests. It was shown to be excellent
〔実施例 2 1 2〕 (Example 2 1 2)
P A 9 2 C— 2を用いて A S TM 規格に沿ったテス トビースを 成形し、 機械特性 ( ドライ及びウエッ トの曲げ弾性率、 アイゾッ ト 衝撃値) 、 電気抵抗を測定した。 また、 継手を成形し、 燃料透過性
を測定した。 結果を表 2 0 に示す。 表 2 0の通り、 コネクターに必 要な剛性がナイ ロン 1' 2より優れており、 物理的に適した継手であ り、 また、 燃料透過試験から燃料バリア性に優れること、 特に有害 な炭化水素成分のバリア性に優れることが示された。 Using PA 9 2 C-2, test beads were molded in accordance with AS TM standards, and mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. Also molded joints and fuel permeability Was measured. The results are shown in Table 20. As shown in Table 0, the required rigidity of the connector is better than Nylon 1 '2, which is a physically suitable joint, and also has excellent fuel barrier properties from fuel permeation tests, especially harmful carbonization It was shown that the hydrogen component has excellent barrier properties.
〔実施例 2 1 3〕 (Example 2 1 3)
P A 9 2 C— 5を用いて A S TM 規格に沿ったテス トビースを 成形し、 機械特性 (ドライ及びウエッ トの曲げ弾性率、 アイゾッ ト 衝撃値) 、 電気抵抗を測定した。 また、 継手を成形し、 燃料透過性 を測定した。 結果を表 2 0に示す。 表 2 0の通り、 コネクターに必 要な剛性がナイ ロン 1 2より優れており、 物理的に適した継手であ り、 また、 燃料透過試験から燃料バリア性に優れること、 特に有害 な炭化水素成分のバリア性に優れることが示された。 P A 9 2 C-5 was used to mold test beads in accordance with the A S TM standard, and the mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. In addition, the joint was molded and the fuel permeability was measured. The results are shown in Table 20. As shown in Table 20, the required rigidity of the connector is superior to that of Nylon 12 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, especially harmful hydrocarbons. It was shown that the component has excellent barrier properties.
〔実施例 2 1 4〕 (Example 2 1 4)
P A 9 2 C _ 1 にガラスファイバ一 (日東紡績株式会社製 C S— 3 J - 2 6 5 S ) 3 0 質量%を日本製綱製 T E X 4 4二軸押出機 にて混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレタイ ザ一にてペレッ ト状試料を得た。 この試料を用いて A S TM 規格 に沿ったテス トビースを成形し、 機械特性 ( ドライ及びウエッ トの 曲げ弾性率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継 手を成形し、 燃料透過性を測定した。 結果を表 2 0に示す。 表 2 0 の通り、 コネクターに必要な剛性がナイ ロン 1 2より優れており、 物理的に適した継手であり、 また、 燃料透過試験から燃料バリア性 に優れること、 特に有害な炭化水素成分のバリ ア性に優れることが 示された。 PA 9 2 C _ 1 is mixed with glass fiber 1 (Nittobo Co., Ltd. CS— 3 J-2 6 5 S) 30% by mass using a TEX 4 4 twin screw extruder manufactured by Nippon Steel. After cooling and solidifying in a cooling water tank, a pelletized sample was obtained with a pelletizer. Using this sample, test beads were molded according to the A S TM standard, and the mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. In addition, the joint was molded and the fuel permeability was measured. The results are shown in Table 20. As Table 20 shows, the required rigidity of the connector is superior to that of Nylon 12 and is a physically suitable joint. Also, it has excellent fuel barrier properties from the fuel permeation test, and is especially suitable for harmful hydrocarbon components. It was shown that it has excellent barrier properties.
〔実施例 2 1 5〕 (Example 2 1 5)
P A 9 2 C— 3にガラスファイバー (日東紡績株式会社製 C S— 3 J - 2 6 5 S ) 3 0 質量%を日本製綱製 T E X 4 4二軸押出機
にて混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレタイ ザ一にてペレツ ト状試料を得た。 この試料を用いて A S T M規格に 沿ったテス トビースを成形し、 機械特性 (ドライ及びウエッ トの曲 げ弾性率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手 を成形し、 燃料透過性を測定した。 結果を表 2 0に示す。 表 2 0の 通り、 コネクターに必要な剛性がナイ ロン 1 2より優れており、 物 理的に適した継手であり、 また、 燃料透過試験から燃料バリ ア性に 優れること、 特に有害な炭化水素成分のバリア性に優れることが示 された。 PA 9 2 C-3 glass fiber (CS- 3 J-2 6 5 S manufactured by Nitto Boseki Co., Ltd.) The pellet was cooled and solidified in a cooling water bath, and a pellet-like sample was obtained with a pelletizer. Using this sample, test beads in accordance with ASTM standards were molded, and mechanical properties (dry and wet bending elastic modulus, Izod impact value) and electrical resistance were measured. In addition, the joint was molded and the fuel permeability was measured. The results are shown in Table 20. As shown in Table 20, the required rigidity of the connector is superior to that of Nylon 12 and is a physically suitable joint. Also, it has excellent fuel barrier properties from the fuel permeation test, and is particularly harmful hydrocarbon. It was shown that the component has excellent barrier properties.
〔実施例 2 1 6〕 (Example 2 1 6)
P A 9 2 C _ 1 にガラスファイバー (日東紡績株式会社製 C S— 3 J - 2 6 5 S ) 1 5 質量%, カーボンファイバー (三菱化学製 K 2 2 3 S E) 1 5質量%を日本製綱製 T E X 4 4二軸押出機にて 混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレタイザ一 にてペレツ ト状試料を得た。 この試料を用いて A S T M規格に沿つ たテス トビースを成形し、 機械特性 (ドライ及びウエッ トの曲げ弾 性率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成 形し、 燃料透過性を測定した。 結果を表 2 0に示す。 表 2 0の通り 、 コネクターに必要な剛性がナイ ロン 1 2より優れており、 物理的 に適した継手であり、 また、 燃料透過試験から燃料バリア性に優れ ること、 特に有害な炭化水素成分のバリ ア性に優れることが示され た。 PA 9 2 C _ 1 with glass fiber (Nittobo Co., Ltd. CS— 3 J-2 6 5 S) 15 mass%, carbon fiber (Mitsubishi Chemical K 2 2 3 SE) 15 mass% The mixture was kneaded with a TEX 4 4 twin-screw extruder manufactured, and the strand was cooled and solidified in a cooling water tank, and then a pelleted sample was obtained with a pelletizer. Using this sample, test beads were molded according to the ASTM standard, and mechanical properties (dry and wet bending elasticity, Izod impact value) and electrical resistance were measured. In addition, a joint was formed and the fuel permeability was measured. The results are shown in Table 20. As shown in Table 20, the required rigidity of the connector is superior to Nylon 12 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, especially harmful hydrocarbon components. It was shown that it has excellent barrier properties.
〔実施例 2 1 7〕 (Example 2 1 7)
P A 9 2 C— 4にガラスファイバ一 (日東紡績株式会社製 C S— 3 J - 2 6 5 S ) 1 5重量%, 力一ボンファイバー (三菱化学製 K 2 2 3 S E ) 1 5質量%を日本製綱製 T E X 4 4二軸押出機にて 混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレタイザ一
にてペレツ ト状試料を得た。 この試料を用いて A S T M規格に沿つ たテス トビースを成形し、 機械特性 (ドライ及びウエッ トの曲げ弾 性率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成 形し、 燃料透過性を測定した。 結果を表 2 0 に示す。 表 2 0の通り 、 コネクターに必要な剛性がナイ ロン 1 2 より優れており、 物理的 に適した継手であり、 また、 燃料透過試験から燃料バリア性に優れ ること、 特に有害な炭化水素成分のバリア性に優れることが示され た。 PA 9 2 C— 4 with glass fiber (CS- 3 J-2 6 5 S manufactured by Nitto Boseki Co., Ltd.) 15 wt%, Rikiichi Bonfib (Mitsubishi Chemical K 2 2 3 SE) 15 mass% Kneaded by Nippon Steel TEX 4 4 twin screw extruder, cooled and solidified in the cooling water tank, and then the pelletizer A pellet-like sample was obtained. Using this sample, test beads in accordance with ASTM standards were molded, and mechanical properties (dry and wet bending elasticity, Izod impact value) and electrical resistance were measured. In addition, a joint was formed and the fuel permeability was measured. The results are shown in Table 20. As shown in Table 20, the required rigidity of the connector is superior to that of Nylon 12 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, especially harmful hydrocarbon components. It was shown that it has excellent barrier properties.
〔比較例 2 1 1〕 (Comparative Example 2 1 1)
ナイ ロン 1 2 (宇部興産製 3 0 2 0 U ) で A S T M規格に沿った テス トビースを成形し、 機械特性 ( ドライ及びウエッ トの曲げ弾性 率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成形 し、 燃料透過性を測定した。 結果を表 2 0 に示す。 Nylon 12 (Ube Industries 3020 U) was used to test the test beads in accordance with ASTM standards, and the mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. In addition, a joint was molded and the fuel permeability was measured. The results are shown in Table 20.
〔比較例 2 1 2〕 (Comparative Example 2 1 2)
ガラスファイバ一 3 0質量%入りナイ ロン 1 2 (宇部興産製 3 0 2 4 G C 6 ) で A S T M規格に沿ったテス トビースを成形し、 機械 特性 ( ドライ及びウエッ トの曲げ弾性率、 アイゾッ ト衝撃値) 、 電 気抵抗を測定した。 また、 継手を成形し、 燃料透過性を測定した。 結果を表 2 0 に示す。 Test fibers in accordance with ASTM standards were molded with 30% by mass of Nylon 1 2 (Ube Industries 3 0 2 4 GC 6) with glass fiber, and mechanical properties (dry and wet flexural modulus, Izod impact) Value) and the electrical resistance was measured. In addition, the joint was molded and the fuel permeability was measured. The results are shown in Table 20.
〔比較例 2 1 3〕 (Comparative Example 2 1 3)
ナイ ロン 6 6 (宇部興産製 2 0 2 0 B ) で A S T M規格に沿った テス トビースを成形し、 機械特性 ( ドライ及びウエッ トの曲げ弾性 率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成形 し、 燃料透過性を測定した。 結果を表 2 0 に示す。
表 2 0 Nylon 66 (Ube Industries, Ltd., 20 20 B) was used to mold test beads in accordance with ASTM standards, and mechanical properties (dry and wet bending elastic moduli, Izod impact values) and electrical resistance were measured. In addition, a joint was molded and the fuel permeability was measured. The results are shown in Table 20. Table 2 0

<エンジン冷却水系部品 > <Engine cooling water system parts>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 1 7 ) 耐塩化カルシウム性 (B) (17) Calcium chloride resistance (B)
実施例 2 2 1〜 2 2 7、 比較例 2 2 1では ( 1 5 ) 耐塩化カルシ ゥム性 ( B ) の方法によった。 In Examples 2 2 1 to 2 2 7 and Comparative Example 2 2 1, the method of (15) calcium chloride resistance (B) was used.
( 4 3 ) 耐不凍液性評価 (4 3) Antifreeze resistance evaluation
1 0 X 1 5 X 3. 2 mmの試験片の初期のダイ ンス夕ッ ト衝撃強 度と、 自動車不凍液 : 水の 1 : 1混合物中で 1 2 0 °CZ 1 0 0 0時 間処理した後のダイ ンス夕ッ ト衝撃強度とを B S 1 3 3 0規格に順 じて測定し、 その保持率を算出し、 耐不凍液性の指標とした。 The initial die-shock impact strength of a 10 x 15 x 3.2 mm specimen and the car antifreeze: water in a 1: 1 mixture treated at 120 ° CZ for 10:00 hours Later, the die impact strength was measured in accordance with the BS 1 330 standard, and the retention rate was calculated as an index of antifreeze resistance.
( 4 4 ) 吸水寸法変化率 (44) Water absorption dimensional change rate
3 0 X 1 0 0 X 3 mmの試験片を用!^、 5 0 の温水に 1 4 4時 間浸漬した後の寸法変化率を測定し、 寸法安定性の指標とした。 本発明のエンジン冷却水系部品用ポリアミ ド樹脂組成物には、 ポ リ アミ ド樹脂と、 無機充填材とが含まれるが、 当該エンジン冷却水 系部品用ポリアミ ド樹脂組成物は、 基本的に、 ポリアミ ド樹脂の特 性を保持している。 Use a 3 0 X 1 0 0 X 3 mm specimen! ^ The rate of dimensional change after immersion for 44 hours in warm water of 50 was measured and used as an index of dimensional stability. The polyamide resin composition for engine cooling water system parts of the present invention includes a polyamide resin and an inorganic filler, but the polyamide resin composition for engine cooling water system parts is basically composed of: Maintains the characteristics of polyamide resin.
[実施例 2 2 1 ] [Example 2 2 1]
P A 9 2 C - 1ペレツ ト 1 0 0質量部をバレル温度 2 8 5 に設 定した 4 4 mm ci)ベン ト付 2軸押出機で混練した。 このポリアミ ド 樹脂を混練する際、 ポリアミ ド樹脂 1 0 0質量部に対し、 ガラス繊 維 (繊維径 1 1 t m、 繊維力ッ ト長 3 mm) を 4 5質量部となるよ うに押出機の途中から供給し、 目的とするポリ アミ ド樹脂組成物の
ペレッ トを作成した。 次に得られたペレッ トを 1 1 0 、 1 0 t o r r の減圧化で 2 4時間乾燥した後、 シリ ンダー温度 2 8 5 t 、 金 型温度 8 0でで射出成形し、 各種試験片を製造し、 物性を評価した 。 得られた結果を表 2 1 に示す。 PA 9 2 C-1 pellet 100 parts by mass was kneaded with a 4 4 mm ci) vented twin screw extruder set at a barrel temperature of 2 85. When kneading the polyamide resin, the extruder is adjusted so that the glass fiber (fiber diameter 11 tm, fiber force length 3 mm) is 45 parts by mass with respect to 100 parts by mass of the polyamide resin. Supply from the middle of the target polyamide resin composition A pellet was created. Next, the pellets obtained were dried at a reduced pressure of 110 and 10 torr for 24 hours and then injection molded at a cylinder temperature of 285 t and a mold temperature of 80 to produce various test pieces. The physical properties were evaluated. The results obtained are shown in Table 21.
[実施例 2 2 2〜 2 2 7 ] [Example 2 2 2 to 2 2 7]
表 2 1 に記載の配合とした以外は、 実施例 2 2 1 に従って、 各種 試験片を製造し、 物性を評価した。 得られた結果を表 2 1 に示す。 Except for the composition shown in Table 21, various test pieces were produced according to Example 2 21 and their physical properties were evaluated. The results obtained are shown in Table 21.
[比較例 2 2 1 ] [Comparative Example 2 2 1]
ポリアミ ド樹脂を宇部興産製ナイ ロン 6 6 2 0 2 0 Bとした以 外は実施例 2 2 1 と同様にして、 各種試験片を製造し、 物性を評価 した。 得られた結果を表 2 1 に示す。
Various test pieces were produced and evaluated for physical properties in the same manner as in Example 2 21 except that nylon resin 6 6 20 20 B manufactured by Ube Industries was used as the polyamide resin. The results obtained are shown in Table 21.
表 2 1 Table 2 1

*繊維径 l l x m、 繊維カ ッ ト長 3 mm
* Fiber diameter llxm, fiber cut length 3 mm
[実施例 2 2 8 ] [Example 2 2 8]
実施例 2 2 1〜 2 2 7で得られたポリ アミ ド樹脂組成物のペレツ トを射出成形し、 ラジェ一夕タンクを製造した。 実施例 2 2 1〜 2 2 7で得られたポリアミ ド樹脂組成物は、 P A 6及び P A 6 6 と同 等以上の成形性を有していた。 Example 2 The pellets of the polyamide resin composition obtained in 2 1 to 2 2 7 were injection molded to produce a Raje overnight tank. The polyamide resin compositions obtained in Examples 2 2 1 to 2 2 7 had the same or better moldability as PA 6 and PA 6 6.
<車両内装部品 > <Vehicle interior parts>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 4 5 ) 耐候性 (4 5) Weather resistance
J I S— A— 1 4 1 5に従い、 ブラックパネル、 温度 8 3 t:、 雨 なしの条件で評価した。 目視評価を、 A (クラックなし) 、 B (若 干クラックあり) 、 C (クラックあり) の基準に従って、 5 0時間 及び 1 0 0時間の試験後に行った。 In accordance with J IS — A— 1 4 1 5, evaluation was performed under the conditions of black panel, temperature 8 3 t: no rain. Visual evaluation was performed after 50 hours and 100 hours of testing according to the criteria of A (no cracks), B (with some cracks) and C (with cracks).
また、 5 0時間の耐候性試験後、 試料の引張強度保持率 (%) を 評価した。 当該引張強度保持率 (%) は、 5 0時間の耐候性試験後 の引張強度を、 耐候性試験前の引張強度で割り、 1 0 0をかけて算 出したものである。 In addition, after a 50-hour weather resistance test, the tensile strength retention rate (%) of the sample was evaluated. The tensile strength retention rate (%) is calculated by dividing the tensile strength after the 50-hour weather resistance test by the tensile strength before the weather-resistance test and multiplying it by 100.
[実施例 2 3 1〜 2 3 6 ] [Examples 2 3 1 to 2 3 6]
実施例 1〜 6 において製造された P A 9 2 C - 1〜 P A 9 2 C - 6のペレツ 卜に、 紫外線吸収剤としての T i n u v i n 3 2 7 と、 光安定剤の T i n u v i n l 2 3 とを、 ポリ アミ ド樹脂 1 0 0質量 部に対して、 それぞれ、 0. 2 5質量部及び 0. 2 5質量部加え、 二軸混練機を用いて 2 6 0でで混練してペレッ トを製造した後、 耐 候性試験用の試料を作成して試験に供した。 結果を、 表 2 2に示す
[比較例 2 3 1及び 2 3 2 ] In the pellets of PA 9 2 C-1 to PA 9 2 C-6 produced in Examples 1 to 6, T inuvin 3 2 7 as an ultraviolet absorber, and T inuvinl 2 3 as a light stabilizer, Pellets were produced by adding 0.25 mass parts and 0.25 mass parts to 100 mass parts of the polyamide resin, respectively, and kneading at 2600 using a biaxial kneader. Later, a sample for a weather resistance test was prepared and used for the test. The results are shown in Table 22 [Comparative Examples 2 3 1 and 2 3 2]
樹脂として上述の P A 6又は P A 6 6を用いた以外は、 実施例 1 3 1 と同様にして、 耐候性試験用の試料を作成して試験に供した。 結果を、 表 2 2に示す。
A sample for a weather resistance test was prepared and subjected to the test in the same manner as in Example 13 1 except that the above-described PA 6 or PA 6 6 was used as the resin. The results are shown in Table 22.
表 2 2 Table 2 2
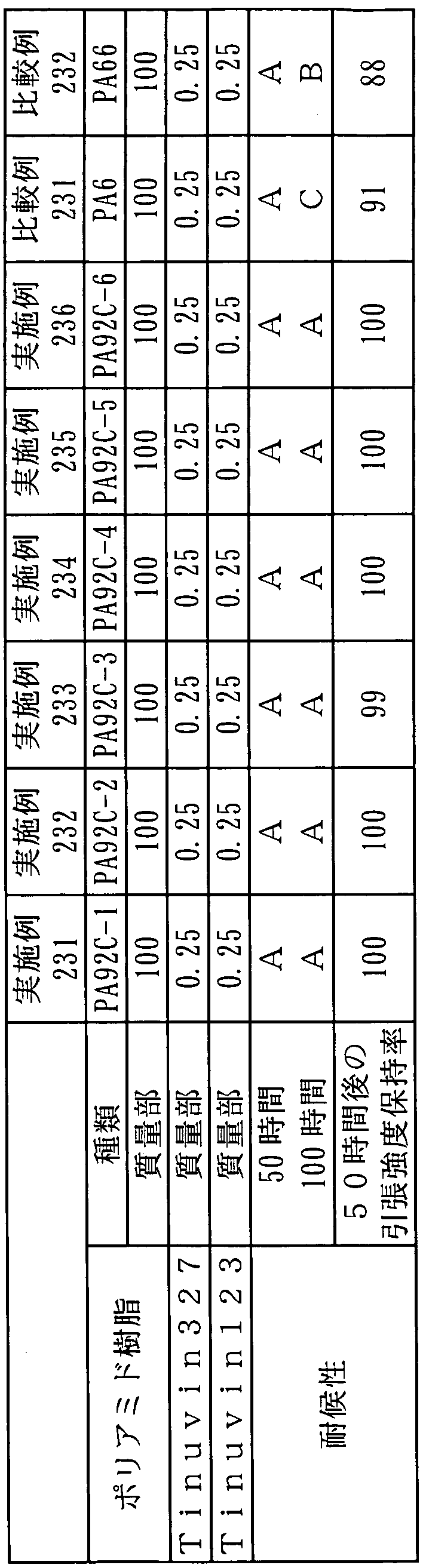
[実施例 2 3 7 ] [Example 2 3 7]
実施例 2 3 1〜 2 3 6で調製した P A 9 2 C— :! 〜 P A 9 2 C - 6の試料、 実施例 2 3 1〜 2 3 6で製造した紫外線吸収剤及び光安 定化剤を含む試料、 並びに比較例 2 3 1及び 2 3 2の P A 6試料及 び P A 6 6試料を用いて、 射出成形により車両内装部品であるサン バイザ一ブラケッ ト及びイ ンス トルメンタルパネルを製造した。 実施例 2 3 1〜 2 3 6で調製した P A 9 2 C— 1〜 P A 9 2 C— P A 9 2 C— prepared in Example 2 3 1 to 2 3 6:! ~ PA 9 2 C-6 sample, Examples 2 3 1 ~ 2 3 6 samples containing UV absorber and light stabilizer, and Comparative Examples 2 3 1 and 2 3 2 PA 6 samples and And PA 6 6 specimens were used to manufacture sun visor brackets and instrumental panels, which are vehicle interior parts, by injection molding. Example 2 3 P A 9 2 C— prepared in 1 to 2 3 6 — 1 to P A 9 2 C—
6の試料、 並びに実施例 2 3 1〜 2 3 6で製造した紫外線吸収剤及 び光安定化剤を含む試料は、 P A 6試料及び P A 6 6試料と同等以 上の成形性を有していた。 ぐ車両外装部品 > 6 samples and samples containing UV absorbers and light stabilizers produced in Examples 2 3 1 to 2 3 6 have the same or better formability as PA 6 samples and PA 6 6 samples. It was. Vehicle exterior parts>
〔実施例 1〜 6、 比較例 1〜 4〕 [Examples 1 to 6, Comparative Examples 1 to 4]
表 1から、 本発明のポリアミ ド樹脂を用いて作製された車両外装 部品は、 ナイ ロン 6又はナイ ロン 6 6 と比較して低吸水性であり、 耐薬品性、 耐加水分解性に優れ、 w e t条件下での機械的物性に優 れ、 そしてジァミ ン成分として 1 , 9 ーノナンジァミ ン単体を用い たポリ アミ ド樹脂 ( P A 9 2 ) より も成形可能温度幅が広く溶融成 形性に優れ、 さ らに高分子量で強靱な部品であることが分かる。 From Table 1, the vehicle exterior parts made using the polyamide resin of the present invention have low water absorption compared to Nylon 6 or Nylon 6 6 and are excellent in chemical resistance and hydrolysis resistance. Excellent mechanical properties under wet conditions, and has a wider moldable temperature range than polyamide resin (PA 9 2) using 1,9-nonanediamine alone as a diminant component. It can also be seen that this is a tough component with a high molecular weight.
[実施例 2 4 1 : 車両外装部品の製造] [Example 2 4 1: Manufacture of vehicle exterior parts]
実施例 1〜 6で調製した P A 9 2 C— 1〜 P A 9 2 C— 6、 並び に比較例 2及び 3の P A 6及び P A 6 6 を用いて、 射出成形により 車両外装部品であるフロン トグリル及びマツ ドガー ドを製造した。 Using the PA 9 2 C— 1 to PA 9 2 C— 6 prepared in Examples 1 to 6 and the PA 6 and PA 6 6 of Comparative Examples 2 and 3, the front grille is a vehicle exterior part by injection molding. And pine guards.
P A 9 2 C— 1〜 P A 9 2 C— 6は、 P A 6及び P A 6 6 と同等 以上の成形性を有していた。 P A 9 2 C— 1 to P A 9 2 C— 6 had formability equal to or higher than that of P A 6 and P A 6 6.
<車両エンジンルーム部品 >
[物性測定、 成形、 評価方法] <Vehicle engine room parts> [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 4 6 ) 反り ( B ) (4 6) Warping (B)
射出成形機 (東芝機械製 N 1 4 0 I I ) を使用し、 シリ ンダー 設定温度 : 2 4 0 ; C 2 2 7 0 °C ; C 3 2 7 0 X: ; C 4 2 7 0で、 ノズルヒー夕一 2 7 0 、 射出圧力 : 一次圧 6 0 M P a、 金型温度 : 移動金型 8 0 t: ; 固定金型 8 0 :、 射出時間: 1 3秒、 冷却時間: 2 0秒の条件で、 射出成形し、 図 1 に示す箱形状の試験 片を得、 これについてそりの度合いを測定した。 反りは図 1 におけ る寸法 Aおよび Bを測定し、 寸法 Bを基準として、 次式から求めた 反り (内だおれの反れ) = 〔 (Bの長さ— Aの長さ) / Injection molding machine using the (N 1 4 0 II manufactured by Toshiba Machine), Siri Nda set temperature: 2 4 0; C 2 2 7 0 ° C; C 3 2 7 0 X:; in C 4 2 7 0, Nozuruhi Evening 2 7 0, Injection pressure: Primary pressure 60 MPa, Mold temperature: Moving mold 8 0 t:; Fixed mold 8 0: Injection time: 1 3 seconds Cooling time: 20 seconds Then, injection molding was performed to obtain a box-shaped test piece shown in Fig. 1, and the degree of warpage was measured. Warpage was measured from dimensions A and B in Fig. 1 and based on dimension B. Warpage (inner bow warpage) = [(B length—A length) /
Bの長さ〕 X I 0 0 B length] X I 0 0
( 4 7 ) 熱変形温度 (耐熱性) (4 7) Heat distortion temperature (heat resistance)
試験片寸法 6. 3 5 mm X 1 2. 7 m m X 1 2 7 m mの試験片を 用いて A S TM D 6 4 8 に準拠し、 荷重 1. 8 2 M P aの条件で 測定した。 Test piece dimensions 6. 35 mm X 1 2. 7 mm x 1 2 7 mm Test pieces were measured in accordance with A STM D 6 4 8 and under a load of 1. 8 2 M Pa.
( 3 1 ) 耐塩化カルシウム性 (B) (3 1) Calcium chloride resistance (B)
A S TM 1号試験片を用い、 前処理として 8 0 の水中に 8時 間浸漬した。 次に、 8 0で、 8 5 % R H恒温恒湿槽中に 1時間調湿 した後、 塩化カルシウム飽和水溶液を試験片に塗布し、 1 0 0での オーブン中にて 1時間熱処置した。 この調湿処理と熱処理を 1サイ クルとし、 3 0サイクルまで繰返し、 試験片にクラックが入るサイ クル数を指標とした。 Using an A S TM 1 test piece, it was immersed in 80 ° water for 8 hours as a pretreatment. Next, after conditioning in an 85% RH constant temperature and humidity chamber at 80 ° C. for 1 hour, a saturated calcium chloride aqueous solution was applied to the test piece and heat-treated in an oven at 100 ° C. for 1 hour. This humidity conditioning and heat treatment was taken as one cycle and repeated up to 30 cycles, and the number of cycles in which the test piece cracked was used as an index.
[実施例 2 5 1〜 2 5 5、 比較例 2 5 1 ]
実施例 1〜 5のポリアミ ド、 及び比較例 2のナイ ロン 6 (宇部興 産製 U B Eナイ ロン 1 0 1 5 B ; P A 6 )について、 反り、 熱変形 温度、 耐塩化カルシウム性を測定した。 その結果を表 2 3に示す。 [Examples 2 5 1 to 2 5 5, Comparative Example 2 5 1] For the polyamides of Examples 1 to 5 and Nylon 6 of Comparative Example 2 (UBE Nylon 10 15 B; PA 6 manufactured by Ube Industries), warpage, heat distortion temperature, and calcium chloride resistance were measured. The results are shown in Table 23.
[実施例 2 5 6〜 2 5 7、 比較例 2 5 2 ] [Examples 2 5 6 to 2 5 7, Comparative Example 2 5 2]
実施例 1及び実施例 5のポリアミ ド樹脂及び市販のナイロン 6 ( 宇部興産製 U B Eナイ ロン 1 0 1 5 B)のそれぞれを、 バレル温度 2 8 5でに設定した 4 4 mm (i)ベン ト付き二軸押出機で混練した。 このポリアミ ド樹脂に混練する際、 ポリアミ ド樹脂 1 0 0質量部に 対し、 ガラス繊維 (平均径 1 1 m、 平均繊維長さ 3 mm) を 4 3 質量部となるように押出機の途中から供給し、 目的とするポリアミ ド樹脂組成物のペレツ 卜を作成した (実施例 2 5 7〜 2 5 8及び比 較例 2 5 2 ) 。 Each of the polyamide resin of Example 1 and Example 5 and commercially available nylon 6 (UBE Nylon 10 0 1 5 B manufactured by Ube Industries) was set to a barrel temperature of 2 8 5 4 4 mm (i) Vent The mixture was kneaded with a twin screw extruder. When kneading into this polyamide resin, the glass fiber (average diameter 11 m, average fiber length 3 mm) is 100% by mass of the polyamide resin from the middle of the extruder so as to be 43 parts by mass. The pellets of the desired polyamide resin composition were prepared (Examples 257-15-258 and Comparative Example 2552).
これらのペレッ トを 1 1 0で、 1 O T o r rの減圧下で 2 4時間 乾燥後、 シリ ンダー温度 2 8 5で、 金型温度 8 0でで射出成形し、 各種試験片を作成し、 反り、 曲げ弾性率 ( ドライ及びウエッ ト) 、 熱変形温度、 平衡吸水率、 耐塩化カルシウム性を測定した。 These pellets were dried at 1 10 under reduced pressure of 1 OT orr for 24 hours, then injection molded at a cylinder temperature of 2 85 and a mold temperature of 80 to produce various test specimens and warp , Flexural modulus (dry and wet), heat distortion temperature, equilibrium water absorption, calcium chloride resistance were measured.
その結果を表 2 3に示す。 なお、 表 2 3には、 表 1 に示した曲げ 弾性率 (ドライ及びウエッ ト) 、 熱変形温度、 平衡吸水率も比較の ために示した。
The results are shown in Table 23. Table 23 also shows the flexural modulus (dry and wet), heat distortion temperature, and equilibrium water absorption shown in Table 1 for comparison.
表 2 3 Table 2 3

<ケーブル八ウジング > <Cable eight ousing>
なお、 用いた材料及び物性の測定方法を以下に示す。 The materials used and the methods for measuring physical properties are shown below.
〔ポリ アミ ド樹脂〕 : [Polyamide resin]:
' 下記の実施例で製造した P A 9 2 C— 1〜 P A 9 2 C— 6、 P A 9 2 '' P A 9 2 C— 1 to P A 9 2 C— 6, P A 9 2 manufactured in the following examples
• ナイ ロン 6 (宇部興産製、 U B Eナイ ロン 1 0 1 5 B ) • Nylon 6 (Ube Industries, U B E Nylon 1 0 1 5 B)
• ナイ ロン 6 6 (宇部興産製、 U B Eナイ ロン 2 0 2 0 B ) • ナイ ロン 1 2 (宇部興産製、 U B E S T A 3 0 2 0 U) • Nylon 6 6 (Ube Industries, U B E Nylon 2 0 20 B) • Nylon 1 2 (Ube Industries, U B E S T A 3 0 2 0 U)
〔衝撃改良材 (酸変性エチレン共重合体) 〕 : [Impact modifier (acid-modified ethylene copolymer)]:
• 宇部興産(株)製 U _ B〇 N D Z 4 8 8 : 密度 0. 9 2 g Z c c • U_B〇 N D Z 4 8 8: Density 0.92 g Z c c
• 三井化学 (株) 製タフマー MC 1 3 0 7 : 密度 0. 8 9 g / c c • Mitsui Chemicals Toughmer MC 1 3 0 7: Density 0.8 9 g / c c
• 三井化学 (株) 製タフマ一 MH 5 0 1 0 : 密度 0. 8 6 g / c c • Toughma MH 5 0 1 0 manufactured by Mitsui Chemicals, Inc .: Density 0.8 6 g / c c
〔力一ボンブラック〕 : ケツナェン · ブフック (ケツナエ ノ · フ ラック • イ ン夕一ナショナル (株) 製 E C 6 0 0 J D ) [Rikiichi Bon Black]: Ketsunaen Book (Ketsuna Eno Flack • Inn Yuni National Co., Ltd. E C 600 0 J D)
〔灰素繊維〕 : ァクゾ • ノ一ベル (株) 製フォ一夕フイリレ F 2 4 [Acrylic fiber]: Fakuzo • Nobel Corp.
3 Three
〔分散剤〕 : クラリアン ト (株) 製リ コ · ワックス— 0 P 実施例中の測定は、 先に記載したほか、 以下の方法により行った [Dispersant]: Clariant Co., Ltd. Rico Wax-0 P In addition to the measurement described in the examples, the following methods were used.
( 4 9 ) 磨耗量 : (4 9) Amount of wear:
株式会社オリエンテック製摩擦摩耗試験機 EFM-ΠΙ-ΕΝを使用 し、 リ ングオンプレー ト方式 (プレー ト寸法 : 幅 3 0 mm、 厚み 3 mm 、 長さ 1 0 0 mm、 プレー ト材質 : S 4 5 C、 リ ングはプレー トと 同材) で以下の条件で評価した。
荷重 : 0. 5 M P a、 周速 : 5 0 c mZ s e c、 時間 : 8 h Ring-on-plate method (plate size: width 30 mm, thickness 3 mm, length 100 mm, plate material: S, using Orientec Co., Ltd. EFM-ΠΙ-ΕΝ 4 5 C, the ring was the same material as the plate) and was evaluated under the following conditions. Load: 0.5 MP a, peripheral speed: 50 c mZ sec, time: 8 h
[実施例 2 6 1〜 2 6 5、 比較例 2 6 1〜 2 6 2 ] [Examples 2 6 1 to 2 6 5 and Comparative Examples 2 6 1 to 2 6 2]
表 2 4に示す成分を、 表 2 4に示す割合で用いて、 バレル温度 2 Using the ingredients shown in Table 24 in the proportions shown in Table 24, barrel temperature 2
8 0でに設定した 4 4 ιηπιφベン ト付 2軸押出機で混練し、 目的と するポリアミ ド樹脂組成物ペレツ トを作成した。 The mixture was kneaded in a biaxial extruder with a 4 4 ιηπιφ bent set at 80, and the target polyamide resin composition pellet was prepared.
次に得られたペレツ トを乾燥後、 射出成形して各種試験片を製造 し、 表 2 4に示す物性 (引張破断伸び、 ドライ及びウエッ トの曲げ 弾性率、 アイゾッ ト衝撃強さ、 体積固有抵抗、 磨耗量) を評価した Next, the pellets obtained were dried and then injection molded to produce various test specimens. The properties shown in Table 24 (tensile elongation at break, flexural modulus of dry and wet, Izod impact strength, volume specific) Resistance, wear amount)
。 得られた結果を表 2 4に示す。
. The results obtained are shown in Table 24.
表 2 4 Table 2 4

実施例のポリ アミ ド樹脂組成物を用いて所望の特性を有するケー ブルハウジングを製造することができた。 ぐバイオデューゼルと接触する部材> A cable housing having desired characteristics could be produced using the polyamide resin composition of the example. The parts that come into contact with the bio-duel>
[物性測定、 成形、 評価方法] [Measurement of physical properties, molding, evaluation method]
実施例中の測定は、 先に記載したほか、 以下の方法により行った The measurements in the examples were carried out by the following method in addition to those described above.
( 4 8 ) 耐バイオディーゼル燃料性 (4 8) Biodiesel resistance
有限会社 AKM製造のバイオディーゼル燃料を用いて、 上記 ( 9 ) の試験片を 1 4 0 で 1 0 0時間浸漬させた。 用いたバイオディ ーゼル燃料の脂肪酸メチルエステル総量は 9 0. 2 w t %、 密度 ( 1 5 ) は 0. 8 8 6 4 g ZmL,酸価は 0. 0 9 m g KOHZ gで あった。 1 0 0時間後に取り出した試験片の表面のクラック発生状 態を目視で観察した。 また、 燃料浸漬試験前および燃料浸漬 1 0 0 時間後の試験片の引張強度および引張伸度の保持率を評価した。 引 張強度 (伸度) 保持率 (%) = [燃料浸漬 1 0 0時間後の引張強度 (伸度) ] / [燃料浸漬前の引張強度 (伸度) ] X 1 0 0で計算した Using the biodiesel fuel manufactured by AKM Co., Ltd., the test piece of (9) above was immersed at 140 for 100 hours. The total amount of fatty acid methyl esters of the biodiesel fuel used was 90.2 wt%, the density (15) was 0.88864 gZmL, and the acid value was 0.09 mg KOHZg. The crack generation state on the surface of the test piece taken out after 100 hours was visually observed. In addition, the tensile strength and tensile elongation retention ratio of the test pieces before and 100 hours after the fuel immersion test were evaluated. Tensile strength (elongation) Retention ratio (%) = [Tensile strength (elongation) after 100 hours of fuel immersion] / [Tensile strength (elongation) before immersion in fuel] X 1 0 0
〔実施例 2 7 1〜 2 7 6、 比較例 2 7 1〜 2 7 2〕 [Examples 2 7 1 to 2 7 6, Comparative Examples 2 7 1 to 2 7 2]
実施例 1〜 5のポリ アミ ド樹脂 P A 9 2 C _ 1〜 P A 9 2 C - 6 、 並びに比較例 3〜 4のナイ ロン 6 6及びナイ ロン 1 2について、 さらに耐バイオディーゼル燃料性を評価した。 結果を表 2 5に示す
表 2 5 Further evaluation of the biodiesel fuel resistance of polyamide resins PA 9 2 C _ 1 to PA 9 2 C-6 of Examples 1 to 5 and Nylon 6 6 and Nylon 12 of Comparative Examples 3 to 4 did. The results are shown in Table 25. Table 2 5

*宇部興産(株)製ナイ ロン 66 2020B * Nylon 66 2020B manufactured by Ube Industries, Ltd.
**宇部興産(株)製ナイ ロン 12 3020U BDF浸漬条件 140で、 lOOhr
** Ube Industries Nylon 12 3020U BDF immersion condition 140, lOOhr
《P A 9 2 Z 6 2 Tの実施例》 << Example of PA 9 2 Z 6 2 T >>
. P A 9 2 / 6 2 Tに関する以下の実施例の全てにおいて、 物性の 測定及び評価は、 P A 9 2 Cに関する対応する前述の実施例におけ ると同じ測定及び評価の方法により行った。 In all of the following examples relating to P A 9 2/6 2 T, physical properties were measured and evaluated using the same measurement and evaluation methods as in the corresponding previous example relating to P A 9 2 C.
< P A 9 2 6 2 T共通実施例 > <P A 9 2 6 2 T Common Example>
[実施例 3 0 1 : P A 9 2 / 6 2 T - 1 ] [Example 3 0 1: P A 9 2/6 2 T-1]
攪拌機、 温度計、 トルクメーター、 圧力計、 ダイアフラムポンプ を直結した原料投入口、 窒素ガス導入口、 放圧口、 圧力調節装置及 びポリマー抜出し口を備えた内容積が約 1 5 0 リ ツ トルの圧力容器 に蓚酸ジブチル 2 8. 2 3 0 k g ( 1 3 9. 5 6モル) を仕込み、 圧力容器の内部を純度が 9 9. 9 9 9 9 %の窒素ガスで 0. 5 M P aに加圧した後、 次に常圧まで窒素ガスを放出する操作を 5回繰り 返し、 窒素置換を行った後、 封圧下、 攪拌しながら系内を昇温した 。 約 3 0分間かけて蓚酸ジブチルの温度を 1 0 0でにした後、 1 , 9 ーノナンジァミ ン 1. 2 4 1 k g ( 7. 8 4モル) と 2 —メチル 一 1, 8—オクタンジァミ ン 1 9. 6 3 9 k g ( 1 2 4. 0 4モル ) と 1 , 6 —へキサンジァミ ン 0. 8 9 3 k g ( 7. 6 8モル) の 混合物 ( 1, 9—ノナンジァミ ンと 2 —メチルー 1 , 8—オクタン ジァミ ンと 1, 6 —へキサンジァミ ンのモル比が 5. 6 2 : 8 8. 8 8 : 5. 5 0 ) をダイアフラムフポンプにより流速 1. 4 9 リ ツ トル/分で約 1 7分間かけて反応容器内に供給すると同時に昇温し た。 供給直後の圧力容器内の内圧は、 重縮合反応により生成したブ 夕ノールによって 0. 3 5 M P aまで上昇し、 重縮合物の温度は約 1 7 0 まで上昇した。 その後、 1時間かけて温度を 2 3 5 まで 昇温した。 その間、 生成したブ夕ノールを放圧口より抜き出しなが ら、 内圧を 0. 7 5 M P aに調節した。 重縮合物の温度が 2 3 5で
に達した直後から放圧口よりブ夕ノールを約 2 0分間かけて抜き出 し、 内圧を常圧にした。 常圧にしたところから、 1 . 5 リ ッ トル/ 分で窒素ガスを流しながら昇温を開始し、 約 1時間かけて重縮合物 の温度を 2 6 0でにし、 2 6 0でにおいて 4. 5時間反応させた。 その後、 攪拌を止めて系内を窒素で I M P aに加圧して約 1 0分間 静置した後、 内圧 0. 5 M P aまで放圧し、 重縮合物を圧力容器下 部抜出口より紐状に抜き出した。 紐状の重合物は直ちに水冷し、 水 冷した紐状の樹脂はペレタイザ一によってペレツ ト化した。 得られ たポリアミ ドは白色の強靭なポリマーであり、 r? r = 3. 1 3であ つた。 The internal volume of the raw material input port with a stirrer, thermometer, torque meter, pressure meter, diaphragm pump directly connected, nitrogen gas inlet port, pressure release port, pressure regulator, and polymer outlet port is about 150 L Dibutyl oxalate 2 8. 2 3 0 kg (1 3 9. 5 6 mol) was charged into a pressure vessel of 0.59 MPa and the inside of the pressure vessel was filled with 9% 9 9 9 9 9% nitrogen gas to 0.5 MPa After pressurization, the operation of releasing nitrogen gas to normal pressure was repeated 5 times. After nitrogen replacement, the system was heated while stirring under sealing pressure. After adjusting the temperature of dibutyl oxalate to 100 ° C for about 30 minutes, 1,9-nonanediamine 1. 2 4 1 kg (7.84 mol) and 2 -methyl-1,8-octanediamine 1 9 A mixture of 6 3 9 kg (1 2 4.0 4 mol) and 1, 6 —hexanediamine 0.8 8 3 3 kg (7.6 6 8 mol) (1,9-nonanediamine and 2 -methyl-1, The molar ratio of 8-octanediamine and 1,6-hexanehexane was 5. 6 2: 8 8. 8 8: 5.50) with a diaphragm pump and a flow rate of about 1.49 9 liters / minute. 1 The temperature was raised at the same time as feeding into the reaction vessel over 7 minutes. Immediately after the supply, the internal pressure in the pressure vessel rose to 0.35 MPa due to butanol generated by the polycondensation reaction, and the temperature of the polycondensate rose to about 1700. Thereafter, the temperature was raised to 2 3 5 over 1 hour. During that time, the internal pressure was adjusted to 0.75 MPa while extracting the generated bubutanol from the pressure relief port. The polycondensate temperature is 2 3 5 Immediately after reaching the pressure, butanol was extracted from the pressure relief port over about 20 minutes, and the internal pressure was brought to normal pressure. From the normal pressure, the temperature was raised while flowing nitrogen gas at 1.5 liters / minute, and the temperature of the polycondensate was reduced to 2600 over about 1 hour. The reaction was allowed for 5 hours. After that, the stirring was stopped and the system was pressurized to IMP a with nitrogen and allowed to stand for about 10 minutes, then released to an internal pressure of 0.5 MPa, and the polycondensate was formed into a string from the lower outlet of the pressure vessel. Extracted. The string-like polymer was immediately cooled with water, and the water-cooled string-like resin was pelletized with a pelletizer. The resulting polyamide was a white tough polymer with r? R = 3.13.
[実施例 3 0 2 : P A 9 2 / 6 2 T - 2 ] [Example 3 0 2: P A 9 2/6 2 T-2]
蓚酸ジブチル 2 8. 4 6 2 k g ( 1 4 0. 7 1モル) を仕込み、 1 , 9 —ノナンジァミ ン 1 6. 4 4 8 k ( 1 0 3. 8 8モル) と Dibutyl oxalate 2 8. 4 6 2 kg (1 4 0. 7 1 mol) was charged with 1, 9 —nonanediamine 1 6. 4 4 8 k (1 0 3. 8 8 mol)
2 —メチル一 1 , 8 —オクタンジァミ ン 2. 9 0 3 k ( 1 8. 3 4モル) と 1 , 6 —へキサンジァミ ン 2. 1 5 0 k g ( 1 8. 5 0 モル) の混合物 ( 1, 9 ーノナンジァミ ンと 2 —メチル— 1, 8 _ オクタンジァミ ンと 1, 6—へキサンジァミ ンのモル比が 7 3. 82 —Methyl 1,8 —octanediamine 2.90 3 k (1 8. 34 mol) and 1, 6 —hexanediamine 2. 1 50 kg (1 8.50 mol) (1 , 9-nonanediamine and 2-methyl-1,8_octanediamine and 1,6-hexanediamine have a molar ratio of 73.8
3 : 1 3. 0 3 : 1 3. 1 4 ) を仕込んだほかは、 実施例 1 と同様 に反応を行ってポリ アミ ドを得た。 得られたポリ アミ ドは白色の強 靭なポリマーで、 ;? r = 2. 9 7であった。 The reaction was carried out in the same manner as in Example 1 except that 3: 13.03: 13.14) was charged to obtain a polyamide. The resulting polyamide is a white tough polymer; r = 2. 9 7.
[実施例 3 0 3 : P A 9 2 / 6 2 T - 3 ] [Example 3 0 3: P A 9 2/6 2 T-3]
蓚酸ジブチル 3 0. 2 3 8 k g ( 1 4 9. 4 9モル) を仕込み、 1 , 9 —ノナンジァミ ン 4. 4 8 6 k g ( 2 8. 3 3モル) と 2— メチル一 1 , 8 —オクタンジァミ ン 4. 4 8 6 k g ( 2 8. 3 3モ ル) と 1 , 6 —へキサンジァミ ン 1 0. 7 9 k g ( 9 2. 8 5モル ) の混合物 ( 1 , 9 —ノナンジァミ ンと 2—メチル _ 1, 8—ォク 夕ンジァミ ンと 1 , 6—へキサンジァミ ンのモル比が 1 8. 9 5 :
1 8. 9 5 : 6 2. 1 0 ) をダイアフラムフポンプにより流速 1. 4 9 リ ツ トル/分で約 1 7分間かけて反応容器内に供給すると同時 に昇温した。 供給直後の圧力容器内の内圧は、 重縮合反応により生 成したブ夕ノールによって 0. 3 5 M P aまで上昇し、 重縮合物の 温度は約 1 7 0でまで上昇した。 その後、 1. 5時間かけて温度を 2 7 0でまで昇温した。 その間、 生成したブ夕ノールを放圧口より 抜き出しながら、 内圧を 1. O O M P aに調節した。 重縮合物の温 度が 2 7 0でに達した直後から放圧口よりプ夕ノールを約 2 0分間 かけて抜き出し、 内圧を常圧にした。 常圧にしたところから、 1. 5 リ ッ トル/分で窒素ガスを流しながら昇温を開始し、 約 1時間か けて重縮合物の温度を 2 8 5でにし、 2 8 5 において 1. 5時間 反応させた。 その後、 攪拌を止めて系内を窒素で 1 M P aに加圧し て約 1 0分間静置した後 、 内圧 0. 5 M P aまで放圧し 、 重縮合物 を圧力容器下部抜出口より紐状に抜き出した 紐状の重合物は直ち に水冷し、 水冷した紐状の樹脂はペレタイザ一によってペレツ 卜化 した。 得られたポリ ア ドは白色の強靭なポ Uマーであり、 τί r =Dibutyl oxalate 3 0.23 8 kg (1 4 9. 4 9 moles) was charged, 1, 9 —nonanediamine 4.4 8 6 kg (2 8. 3 3 moles) and 2-methyl mono 1,8 — A mixture of octanediamine 4.4 8 6 kg (2 8. 3 3 mol) and 1, 6 —hexanediamine 1 0.79 9 kg (92.85 mol) (1,9 —nonanediamine and 2 The molar ratio of —methyl _ 1,8—octadiamine to 1,6—hexanediamine is 1 8. 9 5: 1 8. 9 5: 6 2. 10) was supplied into the reaction vessel at a flow rate of 1.49 liters / minute for about 17 minutes using a diaphragm pump, and the temperature was raised at the same time. The internal pressure in the pressure vessel immediately after the supply rose to 0.35 MPa due to butanol produced by the polycondensation reaction, and the temperature of the polycondensate rose to about 1700. Thereafter, the temperature was raised to 2700 over 1.5 hours. Meanwhile, the internal pressure was adjusted to 1. OOMPa while extracting the generated bubutanol from the pressure relief port. Immediately after the temperature of the polycondensate reached 2700, the plug was removed from the pressure relief port over about 20 minutes to bring the internal pressure to normal pressure. Starting from normal pressure, heating was started while flowing nitrogen gas at 1.5 liters / minute, and the temperature of the polycondensate was adjusted to 28 5 over about 1 hour. Reacted for 5 hours. After that, the stirring was stopped, the inside of the system was pressurized to 1 MPa with nitrogen and allowed to stand for about 10 minutes, then released to an internal pressure of 0.5 MPa, and the polycondensate was formed into a string from the lower outlet of the pressure vessel. The extracted string-like polymer was immediately cooled with water, and the water-cooled string-like resin was pelletized by a pelletizer. The resulting polyad is a strong white polymer, τί r =
2. 8 8であつた。 2. It was 8-8.
[実施例 3 0 4 : P A 9 2 / 6 2 T - 4 ] [Example 3 0 4: P A 9 2/6 2 T-4]
蓚酸ジブチル 2 9. 8 6 4 k g ( 1 4 7. 6 4モル) を仕込み、 ヽ Charge dibutyl oxalate 2 9. 8 6 4 kg (1 4 7. 6 4 mol)
1, 9 —ノナンジアミ ノ 5. 5 9 8 k g ( 3 5 . 3 6モル) と 2 — メチルー 1, 8 ーォク夕ンジァミ ン 5. 5 9 8 k g ( 3 5. 3 6モ 1, 9 — Nonaneamino 5.55 9 8 kg (35.3 6 mol) and 2 — Methyl-1,8-octanediamine 5.59 8 kg (3 5. 3 6 mol)
、 ,
ル) と 1, 6 —へキサノジァミ ン 8. 9 4 1 k g ( 7 6 . 9 2モル) And 1, 6-hexanodiamine 8.94 4 1 kg (76.9.2 mol)
) の混合物 ( 1 , 9 一ノナンジァミ ンと 2 —メチルー 1 , 8 -ォク 夕ンジァミ ンと 1, 6 へキサンジアミ ンのモ レ比力 2 3. 9 5 :) (Mole specific power of 1,9 monononanediamine and 2-methyl-1,8-octanediamine and 1,6 hexanediamine 2 3. 9 5:
2 3. 9 5 : 5 2. 1 0 ) をダイアフラムフポンプにより流速 1.2 3. 9 5: 5 2. 1 0) with a diaphragm pump, 1.
4 9 リ ツ トル/分で約 1 7分間かけて反応容器内に供給すると同時 に昇温した。 供給直後の圧力容器内の内圧は、 重縮合反応により生
成したブ夕ノールによって 0. 3 5 M P aまで上昇し、 重縮合物の 温度は約 1 7 0でまで上昇した。 その後、 1時間かけて温度を 2 5 0 まで昇温した。 その間、 生成したブ夕ノールを放圧口より抜き 出しながら、 内圧を 1. 0 0 M P aに調節した。 重縮合物の温度が 2 5 0 に達した直後から放圧口よりブ夕ノールを約 2 0分間かけ て抜き出し、 内圧を常圧にした。 常圧にしたところから、 1. 5 リ ッ トル/分で窒素ガスを流しながら昇温を開始し、 約 1時間かけて 重縮合物の温度を 2 7 0でにし、 2 7 0でにおいて 2時間反応させ た。 その後、 攪拌を止めて系内を窒素で 1 M P aに加圧して約 1 0 分間静置した後、 内圧 0. 5 M P aまで放圧し 、 重縮合物を圧力容 器下部抜出口より紐状に抜き出した 紐状の重口物は直ちに水冷しThe temperature was raised at the same time as it was supplied into the reaction vessel at 4 9 liters / minute for about 17 minutes. The internal pressure in the pressure vessel immediately after supply is generated by the polycondensation reaction. The resulting butanol increased to 0.35 MPa and the temperature of the polycondensate increased to about 1700. Thereafter, the temperature was raised to 2500 over 1 hour. During this time, the internal pressure was adjusted to 1.0 MPa while extracting the generated bubutanol from the pressure relief port. Immediately after the temperature of the polycondensate reached 250, butenol was withdrawn from the pressure release port over about 20 minutes to bring the internal pressure to normal pressure. Starting from normal pressure, heating was started while flowing nitrogen gas at 1.5 liters / minute, and the temperature of the polycondensate was reduced to 2700 over about 1 hour. Reacted for hours. After that, the stirring was stopped, the inside of the system was pressurized to 1 MPa with nitrogen and allowed to stand for about 10 minutes, and then released to an internal pressure of 0.5 MPa. Immediately cool the string-shaped heavy mouths
、 水冷した紐状の樹脂はペレタイザ一によつてぺレッ ト化した。 得 られたポリ アミ ドは白色の強靭なポ Uマーであ Ό 、 r? r = 2. 8 3 であった。 The water-cooled string-like resin was pelletized with a pelletizer. The obtained polyamide was a strong white polymer, r? R = 2.83.
[実施例 3 0 5 : P A 9 2 / 6 2 T - 5 ] [Example 3 0 5: P A 9 2/6 2 T-5]
蓚酸ジブチル 2 9. 1 0 7 k ( 1 4 3. 8 9モル) を仕込み、 Charged with dibutyl oxalate 2 9. 1 0 7 k (1 4 3. 8 9 mol)
1 , 9 —ノナンジァミ ン 5. 6 4 1 k g ( 3 5 ' 6 3モル) と 2 — メチルー 1 , 8 —オクタンジァミ ン 1 0. 0 2 8 k g ( 6 3. 3 4 モル) と 1 , 6 —へキサンジァミ ン o . 2 2 3 k g ( 4 4. 9 3モ ル) の混合物 ( 1 , 9 ーノナンジァ ンと 2 ―メチルー 1 , 8 —才 クタンジアミ ンと 1 , 6 —へキサンジァミ ンのモル比が 2 4. 7 61, 9 — Nonanediamine 5.6 4 1 kg (3 5 '6 3 mol) and 2 — Methyl-1, 8 — octanediamine 1 0.0 2 8 kg (6 3.3 4 mol) and 1, 6 — Hexanediamine o. 2 2 3 kg (44.93 mol) of mixture (1,9-nonanedian and 2-methyl-1,8-year-old kutandiamin and 1,6—hexanediamine in a molar ratio of 2 4. 7 6
: 4 4. 0 2 : 3 1. 2 2 ) をダイァフラムフポンプにより流速 1: 4 4. 0 2: 3 1. 2 2) with a diaphragm pump 1
. 4 9 リ ツ トル/分で約 1 7分間かけて反応容器内に供給すると同 時に昇温した。 供給直後の圧力容器内の内圧は、 重縮合反応により 生成したブ夕ノールによって 0. 3 5 M P aまで上昇し、 重縮合物 の温度は約 1 7 0 まで上昇した。 その後、 1時間かけて温度を 2 5 0 まで昇温した。 その間、 生成したブ夕ノールを放圧口より抜
き出しながら、 内圧を 0. 7 5 M P aに調節した。 重縮合物の温度 が 2 4 0でに達した直後から放圧口よりブ夕ノールを約 2 0分間か けて抜き出し、 内圧を常圧にした。 常圧にしたところから、 1 . 5 リ ッ トル/分で窒素ガスを流しながら昇温を開始し、 約 1時間かけ て重縮合物の温度を 2 6 5 t:にし、 2 6 5 において 3時間反応さ せた。 その後、 攪拌を止めて系内を窒素で I M P aに加圧して約 1 0分間静置した後、 内圧 0. 5 M P aまで放圧し、 重縮合物を圧力 容器下部抜出口より紐状に抜き出した。 紐状の重合物は直ちに水冷 し、 水冷した紐状の樹脂はペレタイザ一によつてペレツ ト化した。 得られたポリアミ ドは白色の強靭なポリマーであり、 7? r = 3. 1 1であった。 The temperature was raised at the same time when it was fed into the reaction vessel at a rate of 4 9 liters / minute for about 17 minutes. Immediately after the supply, the internal pressure in the pressure vessel rose to 0.35 MPa due to butanol produced by the polycondensation reaction, and the temperature of the polycondensate rose to about 1700. Thereafter, the temperature was raised to 2500 over 1 hour. Meanwhile, the generated buenoluol is removed from the pressure relief port. While pumping out, the internal pressure was adjusted to 0.75 MPa. Immediately after the temperature of the polycondensate reached 240, butanol was withdrawn from the pressure relief outlet for about 20 minutes to bring the internal pressure to normal pressure. From the normal pressure, the temperature was raised while flowing nitrogen gas at 1.5 liters / minute, and the temperature of the polycondensate was changed to 26 5 t: over about 1 hour. Reacted for hours. After that, the stirring was stopped and the system was pressurized to IMP a with nitrogen and allowed to stand for about 10 minutes, then released to an internal pressure of 0.5 MPa, and the polycondensate was pulled out from the lower outlet of the pressure vessel in a string shape. It was. The string-like polymer was immediately cooled with water, and the water-cooled string-like resin was pelletized with a pelletizer. The resulting polyamide was a white tough polymer with 7? R = 3.11.
[参考実施例 3 0 1 : P A 9 2 C ] [Reference Example 3 0 1: P A 9 2 C]
蓚酸ジブチル 2 8. 4 0 k ( 1 4 0. 4モル) を仕込み、 1 , 9 ーノナンジァミン 1 1 . 1 1 k g ( 7 0. 2モル) と 2 —メチル — 1 , 8 —オクタンジァミン 1 1 . 1 1 k g ( 7 0. 2モル) の混 合物をダイアフラムフポンプにより流速 1 . 4 9 リ ッ トル/分で約 1 7分間かけて反応容器内に供給すると同時に昇温した。 供給直後 の圧力容器内の内圧は、 重縮合反応により生成したブ夕ノールによ つて 0. 3 5 M P aまで上昇し、 重縮合物の温度は約 1 7 0でまで 上昇した。 その後、 1時間かけて温度を 2 3 5でまで昇温した。 そ の間、 生成したブ夕ノールを放圧口より抜き出しながら、 内圧を 0 . 5 M P aに調節した。 重縮合物の温度が 2 3 5でに達した直後か ら放圧口よりブ夕ノールを約 2 0分間かけて抜き出し、 内圧を常圧 にした。 常圧にしたところから、 1 . 5 リ ッ トル/分で窒素ガスを 流しながら昇温を開始し、 約 1時間かけて重縮合物の温度を 2 6 0 でにし、 2 6 0でにおいて 4. 5時間反応させた。 その後、 攪拌を 止めて系内を窒素で I M P aに加圧して約 1 0分間静置した後、 内
圧 0. 5 M P aまで放圧し、 重縮合物を圧力容器下部抜出口より紐 状に抜き出した。 紐状の重合物は直ちに水冷し、 水冷した紐状の樹 脂はペレタイザ一によつてペレッ ト化した。 得られたポリアミ ドは 白色の強靭なポリマーであり、 77 r = 3. 3 5であった。 Dibutyl oxalate 2 8.40 k (1 4 0.4 mol) was charged with 1,9-nonanediamine 1 1 .1 1 kg (7 0.2 mol) and 2 -methyl — 1, 8 —octanediamine 1 1.1 1 kg (70.2 mol) of the mixture was supplied to the reaction vessel at a flow rate of 1.49 liters / minute with a diaphragm pump over about 17 minutes, and the temperature was raised. Immediately after the supply, the internal pressure in the pressure vessel rose to 0.35 MPa due to butanol produced by the polycondensation reaction, and the temperature of the polycondensate rose to about 1700. Thereafter, the temperature was raised to 2 3 5 over 1 hour. Meanwhile, the internal pressure was adjusted to 0.5 MPa while extracting the generated buenolol from the pressure relief port. Immediately after the temperature of the polycondensate reached 2 35, butanol was withdrawn from the pressure relief port over about 20 minutes to bring the internal pressure to normal pressure. Starting from normal pressure, heating was started while flowing nitrogen gas at 1.5 liters / minute, and the temperature of the polycondensate was reduced to 2600 over about 1 hour. The reaction was allowed for 5 hours. After that, the stirring was stopped and the system was pressurized to IMP a with nitrogen and allowed to stand for about 10 minutes. The pressure was released to 0.5 MPa, and the polycondensate was extracted in the form of a string from the lower outlet of the pressure vessel. The string-like polymer was immediately cooled with water, and the water-cooled string-like resin was pelletized with a pelletizer. The resulting polyamide was a white tough polymer with 77 r = 3.35.
[参考例 3 0 1 : P A 9 2の製造] [Reference Example 3 0 1: Production of PA 9 2]
ジァミ ン原料として 1, 9 —ノナンジァミ ン 2 2. 2 5 k g ( 1 4 0. 4モル) だけを用いて、 実施例 1 と同様に反応を行ってポリ アミ ドを得た。 得られた重合物は黄白色のポリマーであり、 7? r = 2. 7 8であった。 Reaction was carried out in the same manner as in Example 1 using only 1,9-nonanediamine 2 2.25 kg (1 4 0.4 mol) as a raw material for diamine to obtain a polyamide. The obtained polymer was a yellowish white polymer, and 7? R = 2.78.
実施例 3 0 1〜 3 0 5について、 相対粘度、 融点、 結晶化温度、 1 %重量減少温度、 溶融粘度、 飽和吸水率、 耐薬品性、 耐加水分解 性、 ドライ及びウエッ トにおける機械的特性を測定した。 結果を表 For Examples 30 to 30, relative viscosity, melting point, crystallization temperature, 1% weight loss temperature, melt viscosity, saturated water absorption, chemical resistance, hydrolysis resistance, mechanical properties in dry and wet Was measured. Table the results
2 6に示す。 表 2 6には、 参考のために、 参考実施例 3 0 1 のポリ アミ ド樹脂についての測定結果と、 参考例 3 0 1、 比較例 3 0 1〜Shown in 26. In Table 26, for reference, the measurement results for the polyamide resin of Reference Example 301, and Reference Example 301, Comparative Example 301,
3 0 3のポリアミ ド樹脂についての測定結果も合わせて示している 表 2 6から、 本発明に用いられるポリアミ ド樹脂は、 ナイ ロン 6 、 ナイ ロン 6 6及びナイ ロン 1 2 と比較して低吸水であり、 耐薬品 性、 耐加水分解性に優れ、 w e t条件下での機械的物性に優れ、 そ してジァミ ン成分として 1, 9 —ノナンジァミ ン単体を用いたポリ アミ ド樹脂 ( P A 9 2 ) より も成形可能温度幅が広く溶融成形性に 優れ、 さらに高分子量化が可能で強靭な成形体を製造することがで きることが分かる。 また、 参考実施例 3 0 1の P A 9 2 Cと比較し て、 融点がより高く、 曲げ弾性率、 加重たわみ温度などの力学特性 がより優れ、 溶融温度幅の減少は許容範囲内であり、 低吸水性は実 質的に失われないことが分かる。
表 2 6 Table 26 also shows the measurement results for the 30 polyamide resin. From Table 26, the polyamide resin used in the present invention is low compared to Nylon 6, Nylon 66 and Nylon 12. Water absorption, excellent chemical resistance and hydrolysis resistance, excellent mechanical properties under wet conditions, and 1, 9—polyamide resin (PA 9) using nonanediamine alone It can be seen that it is possible to produce a tough molded body having a wider moldable temperature range and excellent melt moldability than 2) and capable of increasing the molecular weight. In addition, compared with PA 9 2 C of Reference Example 3 0 1, the melting point is higher, the mechanical properties such as flexural modulus and weighted deflection temperature are better, and the decrease in the melting temperature range is within the allowable range. It can be seen that low water absorption is not practically lost. Table 26

<可塑剤含有ポリアミ ド樹脂組成物 > <Plasticizer-containing polyamide resin composition>
[実施例 3 1 1〜 3 1 9、 参考例 3 1 1, 比較例 3 1 1〜 3 1 3 [Examples 3 1 1 to 3 1 9, Reference Example 3 1 1, Comparative Example 3 1 1 to 3 1 3
] ]
実施例 3 0 1〜 3 0 6及び参考例 3 0 1で製造したポリアミ ド P Polyamide P produced in Examples 3 0 1 to 3 0 6 and Reference Example 3 0 1
A 9 2 6 2 T— :! 〜 P A 9 2 Z 6 2 T— 6、 P A 9 2、 並びに比 較例 2〜 4のナイ ロン 6、 ナイ ロン 6 6及びナイ ロン 1 2 と、 可塑 剤としてベンゼンスルホン酸ブチルアミ ド又は p—ヒ ドロキシ安息 香酸ェチルへキシルを用いて、 表 2 7 に示した割合の混合物を作成 した。 A 9 2 6 2 T—:! To PA 9 2 Z 6 2 T—6, PA 92, and Nylon 6, Nylon 6 6 and Nylon 12 of Comparative Examples 2 to 4 and butyl benzene sulfonate or p-hi as a plasticizer A mixture of the proportions shown in Table 27 was prepared using droxybenzoyl hexyl benzoate.
このポリ アミ ドと可塑剤の混合物の、 融点、 結晶化温度、 溶融粘 度、 飽和吸水率、 耐薬品性、 耐加水分解性、 機械的強度について評 価した。 The mixture of polyamide and plasticizer was evaluated for melting point, crystallization temperature, melt viscosity, saturated water absorption, chemical resistance, hydrolysis resistance, and mechanical strength.
その評価結果を表 2 7に示す。
The evaluation results are shown in Table 27.
表 2 7 Table 2 7

さらに、 それらの混合物をシリンダ一径 4 O m mの二軸混練機を 用い、 2 9 0で (ナイロン 6を用いた場合は 2 3 0 T 、 ナイロン 6 6については 2 9 0 :、 ナイロン 1 2については 2 3 0で) で溶融 混練して、 ス トランド状に押出、 水槽で冷却した後ペレタイザ一を 用いペレツ トを作成した。 In addition, the mixture was mixed in a 2-screw kneader with a cylinder diameter of 4 O mm at 2 90 (2 30 T for nylon 6 and 2 90 for nylon 6 6: nylon 1 2 Was melted and kneaded at 2 30), extruded into strands, cooled in a water bath, and then pelleted using a pelletizer.
得られたペレッ トを、 射出成形により曲げ試験および衝撃試験用 の試験片を作成した。 実施例の試験片ではいずれも可塑剤のブリー ドアウ トは見られなかった。 また、 上記記述の曲げ試験片を 8 0で 熱風オーブン中で 1 0 0時間熱処理した。 熱処理試験片表面の目視 で観察して、 ブリードアウ トの有無を評価した。 Test pieces for bending and impact tests were made from the obtained pellets by injection molding. None of the test specimens of the examples showed a plasticizer bleeding out. Further, the bending test piece described above was heat-treated at 80 in a hot air oven for 100 hours. The presence or absence of bleed-out was evaluated by visual observation of the surface of the heat-treated test piece.
これらの試験片を用いて、 曲げ弾性率、 アイゾッ ト衝撃値、 飽和 吸水率、 加水分解処理後の破断伸び保持率を評価した。 Using these test pieces, the flexural modulus, Izod impact value, saturated water absorption, and elongation at break after hydrolysis were evaluated.
その評価結果を表 2 Ί〜 2 8に示す。
The evaluation results are shown in Tables 2 to 28.
表 2 8 Table 2 8

<補強繊維含有ポリアミ ド樹脂組成物 > <Reinforcing fiber-containing polyamide resin composition>
[実施例 3 2 1〜 3 3 2、 参考例 3 2 1 、 比較例 3 2 1〜 3 2 3 ] 実施例 3 0 1〜 3 0 5及び参考例 1 で製造したポリアミ ド P A 9 2 Z 6 2 T— :!〜 P A 9 2 Z 6 2 T— 5及び P A 9 2 C、 P A - 9 2、 並びに比較例 1〜 4のナイ ロン 6、 ナイ ロン 6 6及びナイ ロン 1 2 と、 ガラス繊維 (日本電気硝子製 E C S T-289 (繊維径 1 3 β m) 、 炭素繊維 (東邦テナックス (株) ベスフアイ ト HTA- C6NR (繊 維径 7 ; m) 、 黄銅繊維 (繊維径 8 0 μ ιη) を用いて、 表 2 9 に示 した割合の混合物を作成した。 [Examples 3 2 1 to 3 3 2, Reference Example 3 2 1, Comparative Examples 3 2 1 to 3 2 3] Polyamide PA 9 2 Z 6 produced in Examples 3 0 1 to 3 0 5 and Reference Example 1 2 T—:! ~ PA 9 2 Z 6 2 T—5 and PA 9 2 C, PA-9 2 and Comparative Examples 1 to 4, Nylon 6, Nylon 6 6 and Nylon 12 and glass fiber (manufactured by Nippon Electric Glass) Using ECS T-289 (fiber diameter 13 β m), carbon fiber (Toho Tenax Co., Ltd. Besfite HTA-C6NR (fiber diameter 7 m), brass fiber (fiber diameter 80 μιη), 29 Mixtures with the proportions shown in 9 were prepared.
さ らに、 それらの混合物をシリ ンダー径 4 O mmの二軸混練機を 用い、 2 9 0で (ナイ ロン 6 を用いた場合は 2 6 0 、 ナイ ロン 6 6 を用いた場合は 2 9 0で、 ナイ ロン 1 2 を用いた場合は 2 3 0 ) で溶融混練して、 ス トラン ド状に押出、 水槽で冷却した後ペレ夕 ィザ一を用いペレツ トを作成した。 得られたペレツ トを用いて射出 成形により所定の試験片を作成した。 Further, these mixtures were mixed using a twin-screw kneader with a cylinder diameter of 4 O mm at 2 90 (2 60 when Nylon 6 was used, and 29 when Nylon 6 6 was used. When Nylon 12 was used, the mixture was melt kneaded in 2 30), extruded into a strand shape, cooled in a water bath, and then a pellet was prepared using a pelletizer. A predetermined test piece was prepared by injection molding using the obtained pellet.
上記で得られた樹脂組成物及び試験片を用いて、 引張強度、 アイ ゾッ ト衝撃、 耐酸化ガソ リ ン性、 耐薬品性、 耐塩化カルシウム性、 融点、 1 %重量減少温度を評価した。 Using the resin composition and test piece obtained above, the tensile strength, the Izod impact, the oxidation resistance to gasoline, the chemical resistance, the calcium chloride resistance, the melting point, and the 1% weight loss temperature were evaluated.
その評価結果を表 2 9 に示す。
The evaluation results are shown in Table 29.
表 2 9 ( 1 / 2 ) Table 2 9 (1/2)

表 2 9 ( 2 / 2 ) Table 2 9 (2/2)

<層状ケィ酸塩含有ポリアミ ド樹脂組成物、 エンジン冷却系部品、 中空成形部品 > <Layered silicate-containing polyamide resin composition, engine cooling system parts, hollow molded parts>
表 2 6から、 本発明に用いられるポリアミ ド樹脂は、 ナイ ロン 6 、 ナイ ロン 6 6及びナイ ロン 1 2 と比較して低吸水であり、 耐薬品 性、 耐加水分解性に優れ、 w e t条件下での機械的物性に優れ、 そ してジァミ ン成分として 1 , 9—ノナンジァミ ン単体を用いたポリ ァミ ド樹脂 ( P A 9 2 ) より も成形可能温度幅が広く溶融成形性に 優れ、 さ らに高分子量化が可能で強靭な成形体を製造することがで きることが分かる。 From Table 26, the polyamide resin used in the present invention has low water absorption compared to Nylon 6, Nylon 66, and Nylon 12, and has excellent chemical resistance and hydrolysis resistance, and wet conditions. It has excellent mechanical properties below, and has a wider moldable temperature range and better melt moldability than polyamide resin (PA 9 2), which uses 1,9-nonanediamine alone as a diminant component. Further, it can be seen that a tough molded body capable of increasing the molecular weight can be produced.
なお、 本発明の樹脂組成物には、 ポリ アミ ド樹脂内に分散した層 状珪酸塩が含まれるが、 当該樹脂組成物は、 基本的に、 上述のポリ アミ ド樹脂の特性を保持している。 The resin composition of the present invention includes a layered silicate dispersed in the polyamide resin. The resin composition basically retains the properties of the above-mentioned polyamide resin. Yes.
[実施例 3 4 1 ] [Example 3 4 1]
実施例 3 0 1で製造した P A 9 2 /6 2 T— 1 を 1 0 0質量部に 対し、 有機化モンモリ ロナイ ト (N a n o c o r社製、 ナノマ一 3 0 T C) を 0. 5質量部添加し、 2 9 0でで二軸混練機を用いて溶 融混練し、 ペレッ ト状の本発明の樹脂組成物を得た。 Example 3 0. 1 part by mass of PA 9 2/6 2 T-1 produced in 01 was added with 0.5 part by mass of organic montmorillonite (Nanocor, Nanoman 30 TC). Then, the mixture was melt kneaded using a biaxial kneader at 2 90 to obtain a pellet-shaped resin composition of the present invention.
[実施例 3 4 2〜 3 4 7 ] [Examples 3 4 2 to 3 4 7]
表 2 9の配合に従った他は実施例 3 4 1 と同様にして、 ペレツ ト 状の本発明の樹脂組成物を得た。 A pellet-like resin composition of the present invention was obtained in the same manner as in Example 3 41 except that the composition in Table 29 was followed.
[参考例 3 4 1 ] [Reference Example 3 4 1]
ポリアミ ド樹脂 P A 9 2 /6 2 T - 1の代わり に参考例 3 0 1で 製造した P A 9 2 を用い、 実施例 3 4 1 と同様にして樹脂組成物を 得た。 A resin composition was obtained in the same manner as in Example 3 4 1, using P A 9 2 produced in Reference Example 301, instead of the polyamide resin P A 9 2/6 2 T-1.
[比較例 3 4 1 ] [Comparative Example 3 4 1]
ポリ アミ ド樹脂 P A 9 2 /6 2 T— 1 の代わり に P A 6 (宇部興
産製、 U B Eナイ ロン 1 0 1 5 B) を用い、 実施例 3 4 1 と同様に して樹脂組成物を得た。 Polyamide resin PA 9 2/6 2 Instead of T—1, PA 6 A resin composition was obtained in the same manner as in Example 3 4 1 using UBE Nylon 10 15 B).
実施例 3 4 1〜 3 4 7、 参考例 3 4 1、 比較例 3 4 1 の樹脂組成 物の特性を表 3 0に示す。
Properties of the resin compositions of Examples 3 4 1 to 3 4 7, Reference Example 3 4 1, and Comparative Example 3 4 1 are shown in Table 30.
表 3 0 Table 30

<導電性ポリアミ ド樹脂組成物、 ケーブルハウジング ><Conductive polyamide resin composition, cable housing>
[実施例 3 5 1〜 3 6 5、 参考例 3 5 1〜 3 5 2、 比較例 3 5 1 〜 3 5 3 ] [Examples 3 5 1 to 3 6 5, Reference Example 3 5 1 to 3 5 2, Comparative Example 3 5 1 to 3 5 3]
実施例 3 0 1〜 3 0 5及び参考例 3 0 1で製造したポリアミ ド P A 9 2 / 6 2 T - 1〜 P A 9 2 / 6 2 T— 5及び P A— 9 2、 並び に比較例 3 0 1〜 3 0 3の市販のナイ ロン 6、 ナイ ロン 6 6及びナ ィ ロン 1 2 と、 炭素繊維 (東邦テナックス (株) ベスフアイ ト HT A— C 6 N R (繊維径 、 黄銅繊維 (繊維径 8 0 /z m) 、 ケ ッチェンブラック (ケッチェンブラックィ ンテーナショナル製 E C 6 0 0 J D) 、 ガラス繊維 (日本電気硝子製 E C S T-289 (繊維 径 1 3 /x m) を用いて、 表 3 1 に示した割合の混合物を作成した。 Example 3 0 1 to 3 0 5 and Reference Example 3 0 1 Polyamide PA 9 2/6 2 T-1 to PA 9 2/6 2 T—5 and PA—9 2, and Comparative Example 3 Nylon 6, Nylon 6 6 and Nylon 1 2 on the market from 0 1 to 30 3 and carbon fiber (Toho Tenax Co., Ltd. Besfite HT A—C 6 NR (fiber diameter, brass fiber (fiber diameter Table 3 using Ketjen black (EC 60 0 JD made by Ketjen Black International), glass fiber (ECS T-289 made by Nippon Electric Glass (fiber diameter 13 / xm)) A mixture with the ratio shown in 1 was prepared.
さ らに、 それらの混合物をシリ ンダー径 4 0 mmの二軸混練機を 用い、 2 9 0で (ナイ ロン 6を用いた場合は 2 6 0 t:、 P A 6 6で は 2 9 0で、 ナイ ロン 1 2では 2 3 0 ) で溶融混練して、 ス 卜ラ ン ド状に押出、 水槽で冷却した後ペレタイザ一を用いペレッ トを作 成した。 Furthermore, these mixtures were mixed in a two-screw kneader with a cylinder diameter of 40 mm at 2 90 (2 60 t when using Nylon 6; 2 9 0 for PA 6 6 Nylon 12 was melt-kneaded at 2 30), extruded into a strand, cooled in a water bath, and then pelleted using a pelletizer.
得られたペレツ 卜から射出成形により各種の試験片を作成した。 上記で得られた試験片を用いて、 体積固有抵抗値、 機械的特性、 耐薬品性、 耐燃料性などを評価した。 その評価結果を表 3 1 に示す
Various test pieces were prepared from the obtained pellets by injection molding. Using the specimens obtained above, volume resistivity, mechanical properties, chemical resistance, fuel resistance, etc. were evaluated. The evaluation results are shown in Table 31.
表 3 1 ( 1 / 2 ) Table 3 1 (1/2)

表 3 1 ( 2 / 2 ) Table 3 1 (2/2)

<耐衝撃性ポリアミ ド樹脂組成物 > <Impact-resistant polyamide resin composition>
表 2 6から、 本発明に用いられるポリアミ ド樹脂は、 ナイ ロン 6 及びナイ ロン 6 6 と比較して低吸水であり、 耐薬品性、 耐加水分解 性に優れ、 w e t条件下での機械的物性に優れ、 そしてジァミ ン成 分として 1 , 9 —ノナンジァミン単体を用いたポリアミ ド樹脂 ( P A 9 2 ) より も成形可能温度幅が広く溶融成形性に優れ、 さ らに高 分子量化が可能で強靱な成形体を製造することができることが分か る。 From Table 26, the polyamide resin used in the present invention has low water absorption compared to Nylon 6 and Nylon 66 6, excellent chemical resistance, hydrolysis resistance, and mechanical properties under wet conditions. Excellent physical properties, wider temperature range than polyamide resin (PA 9 2) using 1,9-nonandiamin as a diammin component, excellent melt moldability, and higher molecular weight It can be seen that a tough molded body can be produced.
なお、 本発明のポリアミ ド樹脂組成物には、 ポリアミ ド樹脂に加 え、 衝撃改良材とが含まれるが、 当該ポリアミ ド樹脂組成物は、 基 本的に、 ポリ アミ ド樹脂の特性を保持している。 The polyamide resin composition of the present invention includes an impact modifier in addition to the polyamide resin, but the polyamide resin composition basically retains the properties of the polyamide resin. is doing.
[実施例 3 7 1 ] [Example 3 7 1]
P A 9 2 / 6 2 T - 1ペレツ ト 1 0 0質量部、 三井デュポン製、 ハイミ ラン 1 7 0 6ペレッ ト (アイオノマー) (B— 1 ) 4 0質量 部をあらかじめブレン ドし、 この混合ペレツ トを日本製鋼製 T E X 4 4二軸押出機に供給し、 溶融混練し、 ス トラン ドを冷却水槽にて 冷却固化した後、 ペレタイザ一にてペレッ ト状試料を得た。 ペレツ トを減圧乾燥にて乾燥し、 このペレッ トを評価に供した。 PA 9 2/6 2 T-1 Pellet 100 parts by mass, made by Mitsui DuPont, High Milan 1 7 0 6 Pellet (Ionomer) (B— 1) 40 parts by mass are blended in advance. The steel was supplied to a Nippon Steel TEX 44 twin screw extruder, melted and kneaded, and the strand was cooled and solidified in a cooling water bath, and then a pellet sample was obtained with a pelletizer. The pellets were dried under reduced pressure, and the pellets were used for evaluation.
[実施例 3 7 2 ] [Example 3 7 2]
表 3 2の配合に従った以外は、 実施例 3 7 1 と同様にペレッ トを 作製し、 当該ペレッ トを評価に供した。 A pellet was prepared in the same manner as in Example 3 71 except that the composition in Table 3 2 was followed, and the pellet was used for evaluation.
[実施例 3 7 3 ] [Example 3 7 3]
衝撃改良材を、 三井デュポン製、 ハイ ミ ラン 1 8 5 5ペレッ ト ( アイオノマ一) (B— 2 ) とし、 表 3 2の配合に従った以外は、 実 施例 3 7 1 と同様にペレツ トを作製し、 当該ペレツ トを評価に供し た。 The impact modifier was made of Mitsui DuPont, High Milan 1 85 5 5 Pellet (Ionoma 1) (B-2), and the pellets were the same as in Example 3 71 except that the formulation in Table 3 2 was followed. The pellets were prepared for evaluation.
[実施例 3 7 4 ]
衝撃改良材を、 ェクソンケミカルス製、 E x x e 1 o r V A 1 8 0 1 (マレイン酸変性エチレン一プロピレン樹脂) (B— 3 ) と し、 表 2の配合に従った以外は、 実施例 3 7 1と同様にペレッ トを 作製し、 当該ペレッ トを評価に供した。 [Example 3 7 4] Except that the impact modifier was E xxe 1 or VA 1 80 1 (maleic acid-modified ethylene monopropylene resin) (B-3) manufactured by Exxon Chemicals, except that the formulation in Table 2 was followed, Example 3 7 A pellet was prepared in the same manner as in 1, and the pellet was used for evaluation.
[実施例 3 7 5 ] [Example 3 7 5]
表 3 2の配合に従った以外は、 実施例 4と同様にペレツ 卜を作製 し、 当該ペレッ トを評価に供した。 A pellet に 従 was prepared in the same manner as in Example 4 except that the composition shown in Table 32 was followed, and the pellet was used for evaluation.
[実施例 3 7 6 ] [Example 3 7 6]
衝撃改良材を、 三井化学製、 タフマー MH 5 0 2 0 (マレイ ン酸 変性エチレン—ブテン樹脂) (B— 4 ) とし、 表 3 2の配合に従つ た以外は、 実施例 3 7 1 と同様にペレッ トを作製し、 当該ペレッ ト を評価に供した。 Example 3 7 1 except that the impact modifier was Tuffmer MH5020 (maleic acid-modified ethylene-butene resin) (B-4), manufactured by Mitsui Chemicals, and the formulation shown in Table 3-2 was followed. Similarly, a pellet was prepared and used for evaluation.
[実施例 3 7 7 ] [Example 3 7 7]
衝撃改良材を、 三井化学製、 タフマー MH 7 0 2 0 (マレイ ン酸 変性エチレンーブテン樹脂) ( B— 5 ) とし、 表 3 2の配合に従つ た以外は、 実施例 3 7 6 と同様にペレッ トを作製し、 当該ペレッ ト を評価に供した。 The impact modifier was Tuffmer MH 720 (maleic acid-modified ethylene-butene resin) (B-5), manufactured by Mitsui Chemicals, and the same as in Example 3 7 6 except that the composition in Table 3 2 was followed. A pellet was prepared and used for evaluation.
[実施例 3 7 8 ] [Example 3 7 8]
衝撃改良材を、 旭化成製、 タフテック M l 9 4 3 (エポキシ変性 スチレンブロック共重合樹脂) (B— 6 ) とし、 表 3 2の配合に従 つた以外は、 実施例 3 7 1 と同様にペレツ 卜を作製し、 当該ペレツ トを評価に供した。 As per Example 3 7 1 except that the impact modifier was Asahi Kasei's Tuftec M l 9 4 3 (Epoxy-modified styrene block copolymer resin) (B-6) and the formulation in Table 3 2 was followed. A cocoon was made and the pellet was used for evaluation.
[比較例 3 7 1 ] [Comparative Example 3 7 1]
宇部興産製 1 0 1 5 Bペレッ ト (ナイ ロン 6 ) 1 0 0質量部、 B — 3 1 8質量部を用いた以外は、 実施例 3 7 1 と同様にペレッ ト を作製し、 当該ペレッ トを評価に供した。 Pellet was prepared in the same manner as in Example 37, except that 100 parts by weight of Ube Industries (Nylon 6) and 10 parts by weight of B — 3 1 18 were used. Were subjected to evaluation.
[比較例 3 7 2 ]
宇部興産製 2 0 2 0 Bペレツ ト (ナイ ロン 6 6 ) 1 0 0質量部、 B - 4 2 5質量部を用いた以外は、 実施例 3 7 1 と同様にペレツ トを作製し、 当該ペレッ トを評価に供した。 [Comparative Example 3 7 2] Pellets were prepared in the same manner as in Example 37, except that Ube Industries' 20 20 B pellet (Nylon 6 6) 10 0 parts by mass and B-4 25 parts by mass were used. The pellets were used for evaluation.
結果を表 3 2 に示す。
The results are shown in Table 32.
表 3 2 Table 3 2

a) 三井デュポン製、 ハイ ミ ラン 1 7 0 6ペレッ ト (アイオノマ一) a) Made by Mitsui DuPont, High Milan 1 7 0 6 Pellet (Ionoma)
b) 三井デュポン製、 ハイ ミ ラン 1 8 5 5ペレッ ト (アイオノマ一) b) Made by Mitsui DuPont, High Milan 1 8 5 5 Pellet (Ionoma)
c) ェクソンケミカルス製、 E x x e 1 o r V A 1 8 0 1 (マレイ ン酸変性エチレン一プロピレン樹脂) d) 三井化学製、 タフマー MH 5 0 2 0 (マレイ ン酸変性エチレン—ブテン樹脂) c) Exxon Chemicals, Ex x e 1 or V A 1 80 0 1 (maleic acid-modified ethylene monopropylene resin) d) Mitsui Chemicals, Tuffmer MH 5 0 2 0 (maleic acid-modified ethylene-butene resin)
e) 三井化学製、 タフマー MH70 2 0 (マレイ ン酸変性エチレンーブテン樹脂) e) Made by Mitsui Chemicals, Toughmer MH70 20 (maleic acid-modified ethylene-butene resin)
f) 旭化成製、 タフテック M l 9 4 3 (エポキシ変性スチレンブロック共重合樹脂)
f) Tuftec M l 9 4 3 (epoxy-modified styrene block copolymer resin) manufactured by Asahi Kasei
ぐ耐熱性ポリァミ ド樹脂組成物 > Heat resistant polyamide resin composition>
[実施例 3 8 1〜 3 8 7、 比較例 3 8 1〜 3 8 2、 参考例 3 8 1 [Example 3 8 1 to 3 8 7, Comparative Example 3 8 1 to 3 8 2, Reference Example 3 8 1
] ]
表 3 3に示す組成で、 池貝鉄工 (株) 製 2軸混練機 PCM-45にて、 シリ ンダ一設定温度 2 9 0 ( P A 6においては 2 6 0 、 P A 1 2においては 2 3 O ) 、 回転速度 1 5 0 r p mで溶融混練し、 樹 脂温度 2 9 0 (P A 6においては 2 6 0で、 P A 1 2においては 2 3 0で) 、 金型温度 8 0 の射出成形により成形して得た試験片 を用い、 上述の方法で表 3 3中に示す評価を行った。 結果を表 3 3 に示す。 In the composition shown in Table 33, in the 2-axis kneader PCM-45 manufactured by Ikekai Tekko Co., Ltd., the cylinder set temperature is 2900 (2600 for PA6, 23O for PA12) , Melt-kneaded at a rotational speed of 1550 rpm, and molded by injection molding at a resin temperature of 2900 (2600 for PA 6 and 2300 for PA12) and a mold temperature of 80 Using the test pieces obtained above, the evaluation shown in Table 33 was performed by the method described above. The results are shown in Table 33.
なお用いた耐熱剤は、 表中の符号に対応して以下の通りである。 a : 3, 9—ビス [ 2— ( 3 — ( t —ブチル一 4—ヒ ドロキシ一 5 一メチルフエニル) プロピオキシ) — 1 , 1 —ジメチルェチル] 一 2 , 4 , 8 , 1 0 —テ トラオキサスピロ ( 5, 5 ) ゥンデカン b : ト リエチレングリ コール—ビス [ 3 _ ( 3 t _ブチル 5メチル 4 ヒ ドロキシフエニル) プロビオネ一 卜 ]
In addition, the used heat-resistant agent is as follows corresponding to the code | symbol in a table | surface. a: 3, 9-bis [2— (3 — (t —butyl 1-hydroxy 1 5 phenyl) propioxy) — 1, 1 —dimethylethyl] 1 2, 4, 8, 1 0 — Tetraoxaspiro (5,5) undecane b: triethyleneglycol-bis [3_ (3t_butyl-5methyl-4-hydroxyphenyl) probione]
表 3 3 Table 3 3

<離型性ポリアミ ド樹脂組成物 > <Releasable polyamide resin composition>
[実施例 3 9 1 〜 4 0 2、 比較例 3 9 1 〜 3 9 2、 参考例 3 9 1 [Examples 3 9 1 to 40 02, Comparative examples 3 9 1 to 3 92, Reference examples 3 9 1
] ]
表 3 4に示す組成で、 池貝鉄工 (株) 製 2軸混練機 PCM-45にて、 シリ ンダー設定温度 2 9 0 V, , 回転速度 1 5 0 r p mで溶融混練し 、 樹脂温度 2 9 0で、 金型温度 8 0 の射出成形により成形して得 た試験片を用いて、 前述した方法で表 3 4中に示す各種評価を行つ た。 The composition shown in Table 34 is melt-kneaded at a cylinder set temperature of 2900 V,, and a rotational speed of 1550 rpm, using a 2-axis kneader PCM-45 manufactured by Ikekai Tekko Co., Ltd. Thus, various evaluations shown in Table 34 were performed using the test pieces obtained by injection molding at a mold temperature of 80 by the method described above.
結果を表 3 4に示す。
The results are shown in Table 34.
表 3 4 ( 1 / 2 ) Table 3 4 (1/2)

表 3 4 ( 2 / 2 ) Table 3 4 (2/2)

<射出成形体 > <Injection molded body>
〔実施例 4 1 1〜 4 1 5〕 (Examples 4 1 1 to 4 1 5)
実施例 3 0 1〜 3 0 5で調製した P A 9 2 / 6 2 T— :!〜 P A 9 2 6 2 T _ 5を用いて図 1 の射出成形体を製造し、 その後、 2 3 °C、 相対湿度 6 5 %で保管し、 製造から 1 0 日後の反り を測定した 。 結果を表 3 5に示す。 P A 9 2/6 2 T— prepared in Examples 3 0 1 to 3 0 5:! ~ P A 9 2 6 2 T_5 was used to produce the injection-molded body shown in Fig. 1, and then stored at 23 ° C and relative humidity of 65%, and the warpage 10 days after production was measured. The results are shown in Table 35.
[実施例 4 1 6〜 4 1 7 ] [Examples 4 1 6 to 4 1 7]
P A 9 2 / 6 2 T— 1及び P A 9 2 / 6 2 T— 5ペレツ ト 1 0 0 質量部をバレル温度 2 9 5でに設定した 4 4 ηιιηφベン ト付 2軸押 出機で混練した。 このポリアミ ド樹脂を混練する際、 ポリアミ ド樹 脂 1 0 0質量部に対し、 ガラス繊維 (繊維径 1 1 m、 繊維カッ ト 長 3 mm) を 4 3質量部となるように押出機の途中から供給し、 目 的とするポリ アミ ド樹脂組成物ペレッ トを作成した。 次に得られた ペレッ トを用いて図 1 の射出成形体を製造し、 その後、 2 3 t:、 相 対湿度 6 5 %で保管し、 製造から 1 0 日後の反り を測定した。 結果 を表 3 5に示す。 PA 9 2/6 2 T—1 and PA 9 2/6 2 T—5 pellets 1 0 0 4 Kneaded by a twin screw extruder with 4 4 ηιιηφ vents with mass parts set at barrel temperature 2 95 . When this polyamide resin is kneaded, the glass fiber (fiber diameter 11 m, fiber cut length 3 mm) is 43 parts by mass with respect to 100 parts by mass of the polyamide resin. The target polyamide resin composition pellets were prepared. Next, the injection molded body shown in Fig. 1 was produced using the pellets obtained, and then stored at 23 t: relative humidity of 65%, and the warpage 10 days after production was measured. The results are shown in Table 35.
なお、 ガラス繊維を添加した射出成形体は、 成形時の反りが大き く 、 寸法安定性が低いことが当業界で一般的に知られている。 Note that it is generally known in the art that an injection-molded body to which glass fiber is added has a large warp during molding and low dimensional stability.
[比較例 4 1 1 ] [Comparative Example 4 1 1]
ポリ アミ ド樹脂を P A 6に代えた以外は、 実施例 3 1 1の手順に 従って、 図 1の射出成形体を製造し、 その後、 2 3 T:、 相対湿度 6 5 %で保管し、 製造から 1 0 日後の反り を測定した。 結果を表 3 5 に示す。 Except that the polyamide resin was replaced with PA 6, the injection molded body shown in Fig. 1 was manufactured according to the procedure in Example 3 11 and then stored at 2 3 T: relative humidity 65%. The warpage after 10 days was measured. The results are shown in Table 35.
[比較例 4 1 2 ] [Comparative Example 4 1 2]
ポリ アミ ド樹脂を P A 6に代えた以外は、 実施例 3 1 6の手順に 従って、 図 1 の射出成形体を製造し、 その後、 2 3 :、 相対湿度 6 5 %で保管し、 製造から 1 0 日後の反り を測定した。 結果を表 3 5
に示す。
Except that the polyamide resin was replaced with PA 6, the injection molded body shown in Fig. 1 was manufactured according to the procedure of Example 3 16 and then stored at 23: relative humidity of 65%. The warpage after 10 days was measured. Results are shown in Table 3 5 Shown in
表 3 5 Table 3 5

[実施例 4 1 8 ] [Examples 4 1 8]
実施例 4 1 1〜 4 1 7、 並びに比較例 4 1 1及び 4 1 2の射出成 形材料を用いて、 射出成形により、 イ ンテークマ二ホールド及びフ ユーエルイ ンジェクショ ンを製造した。 実施例 4 1 ;!〜 4 1 7の射 出成形材料は、 P A 6及び P A 6 6 と同等以上の成形性を有してい た。 Using the injection molding materials of Examples 4 1 1 to 4 1 7 and Comparative Examples 4 1 1 and 4 1 2, intake hold and fuel injection were manufactured by injection molding. The injection molding materials of Examples 4 1;! To 4 17 had moldability equal to or higher than that of P A 6 and P A 6 6.
<フィ ラメン ト > <Filament>
[実施例 4 2 1〜 4 2 5、 比較例 4 2 1 ] [Examples 4 2 1 to 4 2 5, Comparative Example 4 2 1]
表 3 6に示すポリアミ ドを用い、 前述した方法でモノ フィ ラメン トを作製し、 評価を行った。 結果を表 3 6に示す。
Using the polyamides shown in Table 36, monofilaments were prepared by the method described above and evaluated. The results are shown in Table 36.
表 3 6 Table 3 6

<ポリアミ ドフィルム〉 <Polyamide film>
[実施例 4 3 ;!〜 4 3 5、 比較例 4 3 1 ] [Example 4 3;! To 4 3 5, Comparative Example 4 3 1]
上記のポリアミ ドを用いて、 前述した方法でフィルムを作製し、 表 3 7中に示す各種評価を行った。 結果を表 3 7に示す。
Using the above polyamides, films were prepared by the method described above, and various evaluations shown in Table 37 were performed. The results are shown in Table 37.
表 3 7 Table 3 7

<金属被覆材料 > <Metal coating material>
[実施例 4 4 1〜 4 4 7、 比較例 4 4 1〜 4 4 2 ] [Examples 4 4 1 to 4 4 7, Comparative Examples 4 4 1 to 4 4 2]
エポキシ化スチレン系熱可塑性エラス トマ一として、 ダイセル化 学製ェポフレン ド A 1 0 1 0 を用い、 表 3 8 に示す組成で、 池貝鉄 ェ (株) 製 2軸混練機 P C M— 4 5にて、 シリ ンダー設定温度 2 9 0 ( P A 1 2 を用いた場合は 2 3 0で) 、 回転速度 1 5 0 r p m で溶融混練して金属被覆材を調製した。 上記溶融混練した試料を金 属基材 (亜鉛メ ツキ鋼板及びアルミプレー ト) 間に挟んだ複合体を 作製し、 接着力の評価を行った。 また、 上記溶融混練した試料か前 記 ( 5 ) の条件で成形したフィルムを用いて、 それらの飽和吸水率 および耐薬品性を、 前述した方法により評価した。 As an epoxidized styrenic thermoplastic elastomer, Daicel Chemical Epoflend A 1 0 1 10 was used, and the composition shown in Table 3 8 was used in a 2-axis kneader PCM-45 manufactured by Ikegai Iron Co., Ltd. A metal coating material was prepared by melt-kneading at a cylinder set temperature of 29 0 (2 30 when PA 12 was used) and a rotational speed of 1550 rpm. A composite was prepared by sandwiching the above melt-kneaded sample between metal substrates (zinc-plated steel plate and aluminum plate), and the adhesive strength was evaluated. Further, using the above melt-kneaded sample or a film molded under the condition (5), their saturated water absorption and chemical resistance were evaluated by the methods described above.
結果を表 3 8 に示す。
The results are shown in Table 38.
表 3 8 ( 1 / 2 ) Table 3 8 (1/2)

表 3 8 ( 2 / 2 ) Table 3 8 (2/2)

<液体蒸気バリア成形体 : 燃料タンク、 燃料チューブ、 継ぎ手、 ク イ ツクコネクター、 燃料配管部品 > <Liquid vapor barrier molding: fuel tank, fuel tube, joint, quick connector, fuel piping parts>
[実施例 4 5 1〜 4 5 5、 比較例 4 5 1〜 4 5 2 ] [Examples 4 5 1 to 4 5 5, Comparative Examples 4 5 1 to 4 5 2]
実施例 3 0 1〜 3 0 5で調製した P A 9 2 / 6 2 T— 1〜 P A 9 P A 9 2/6 2 T—prepared in Examples 3 0 1 to 3 0 5 — 1 to P A 9
2 / 6 2 T— 5、 並びに比較例 3 0 1 の P A 6及び比較例 3 0 2の P A 1 2の液体又は蒸気バリァ性を評価した結果を、 表 3 9に示す
The results of evaluating liquid or vapor barrier properties of 2/6 2 T-5, PA 6 of Comparative Example 30 1 and PA 12 of Comparative Example 30 2 are shown in Table 39.
表 3 9 Table 3 9

ぐ燃料タンク、 燃料チューブ > Fuel tank, fuel tube>
[実施例 4 6 1〜 4 6 5、 比較例 4 6 1 ] [Examples 4 6 1 to 4 6 5, Comparative Example 4 6 1]
実施例 3 0 1〜 3 0 5で調製した P A 9 2 / 6 2 T— 1〜 P A 9 2 / 6 2 T— 5、 並びに上述の P A 6、 P A 6 6及び P A 1 2を用 いて、 射出成形によりガソリ ンタンク及びフューエルチューブを製 造した。 P A 9 2 Z 6 2 T— :!〜 P A 9 2 Z 6 2 T— 5は、 P A 6 、 P A 6 6及び P A 1 2 と同等以上の成形性を有していた。 EXAMPLE 30 Injection using PA 9 2/6 2 T— 1 to PA 9 2/6 2 T— 5 prepared in Examples 1 to 30 and 5 and above-mentioned PA 6, PA 6 6 and PA 12 Gasoline tanks and fuel tubes were manufactured by molding. P A 9 2 Z 6 2 T—:! To P A 9 2 Z 6 2 T— 5 had formability equal to or higher than that of P A 6, P A 6 6 and P A 1 2.
上記で調製した P A 9 2 / 6 2 T— :! 〜 P A 9 2 / 6 2 T— 5、 及び上記の P A 6 を用いて表 4 0中に示す各種評価を行った。 結果 を表 4 0に示す。
PA 9 2/6 2 T— prepared above! Various evaluations shown in Table 40 were performed using PA 9 2/6 2 T-5 and PA 6 described above. The results are shown in Table 40.
表 4 0 Table 4 0

<燃料チューブ > <Fuel tube>
[実施例 4 7 1〜 4 7 5、 比較例 4 7 1〜 4 7 4 ] [Examples 4 7 1 to 4 7 5, Comparative Examples 4 7 1 to 4 7 4]
実施例 3 0 1〜 3 0 5で製造したポリ アミ ド P A 9 2 / 6 2 T - ;!〜 P A 9 2 Z 6 2 T— 5、 ナイ ロン 6 (比較例 3 0 1 ) 及びナイ ロン 1 2 (比較例 3 0 3 )並びに表 4 1 に示す成分及び混合物を用 いて、 表 4 1·に示す層構成を有する燃料チューブを同時押出で製造 した。 Polyamides prepared in Examples 30-1 to 300, PA 9 2/6 2 T −;! To PA 9 2 Z 6 2 T—5, Nylon 6 (Comparative Example 30 1) and Nylon 1 2 (Comparative Example 30 3) and the components and mixtures shown in Table 41 were used to produce a fuel tube having the layer structure shown in Table 41 by coextrusion.
なお、 表 4 1 中、 P A 1 2はナイ ロン 1 2であり、 ベンゼンスル ホン酸ブチルアミ ドは可塑剤であり、 宇部興産製 Uボン ドはマレイ ン酸変性ポリエチレン (Uボン ド F 1 1 0 0 ) である。 In Table 41, PA 12 is Nylon 12 and butyl benzene sulfonate is a plasticizer. U bond manufactured by Ube Industries is maleic acid-modified polyethylene (U bond F 1 1 0 0).
この燃料チューブの低温衝撃性、 燃料透過性を評価した。 なお、 燃料透過試験後のチューブの表面を目視で観察して、 クラックの有 無を調べた力 いずれの実施例及び比較例においてもクラックの発 生は見られなかった。 The fuel tube was evaluated for low temperature impact and fuel permeability. In addition, the force which observed the surface of the tube after a fuel permeation | transmission test visually, and investigated the presence or absence of a crack. Occurrence of a crack was not seen in any Example and comparative example.
この評価結果を表 4 1 に示す。
The evaluation results are shown in Table 41.
表 4 1 { 1 / 2 ) Table 4 1 (1/2)

*市販ガソ リ ンとエタノール 1 : 1
* Commercially available gasoline and ethanol 1: 1
表 4 1 ( 2 / 2 ) Table 4 1 (2/2)

<継手> <Fitting>
〔実施例 4 8 1〕 (Example 4 8 1)
P A 9 2 Z 6 2 T— 1 を用いて A S TM規格に沿ったテス トビ一 スを成形し、 機械特性 (ドライ及びウエッ トの曲げ弾性率、 アイゾ ッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成形し、 燃料透 過性を測定した。 結果を表 4 2に示す。 PA 9 2 Z 6 2 T—1 was used to mold a test tool in accordance with AS TM standards, and mechanical properties (dry and wet bending elastic modulus, Izod impact value) and electrical resistance were measured. . In addition, the joint was molded and the fuel permeability was measured. The results are shown in Table 42.
表 4 2の 「ジァミ ン成分比」 は 1, 9—ノナンジァミ ン 1 , 8 —メチルー 2 —ォク夕ジアミ ン 1, 8 —メチル一 2 —ォク夕ジァ ミ ンの組成比である (以下の実施例 4 8 2〜4 8 7 において同じ。 ) The “jamine component ratio” in Table 42 is the composition ratio of 1,9-nonanediamine 1,8—methyl-2-methylamine 1,8—methyl-2-methylamine ( The same applies to the following Examples 4 8 2 to 4 8 7.)
表 4 2の通り、 コネクターに必要な剛性がナイ ロン 1 2より優れ ており、 物理的に適した継手であり、 また、 燃料透過試験から燃料 バリァ性に優れること、 特に有害な炭化水素成分のバリ ァ性に優れ ることが示された。 As shown in Table 4-2, the required rigidity of the connector is superior to that of Nylon 1 2 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, especially for harmful hydrocarbon components. It was shown that it has excellent barrier properties.
〔実施例 4 8 2〕 (Example 4 8 2)
P A 9 2 / 6 2 T— 2 を用いて A S TM 規格に沿ったテス トビ ースを成形し、 機械特性 ( ドラ,ィ及びウエッ トの曲げ弾性率、 アイ ゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成形し、 燃料 透過性を測定した。 PA 9 2/6 2 T—2 is used to mold test bases in accordance with AS TM standards, and to determine mechanical properties (drag, wet and flexural modulus of elasticity, Izod impact value) and electrical resistance. It was measured. In addition, the joint was molded and the fuel permeability was measured.
結果を表 4 2に示す。 表 4 2の通り、 コネクターに必要な剛性が ナイ ロン 1 2より優れており、 物理的に適した継手であり、 また、 燃料透過試験から燃料バリ ア性に優れること、 特に有害な炭化水素 成分のバリ ア性に優れることが示された。 The results are shown in Table 42. As shown in Table 4-2, the required rigidity of the connector is superior to that of Nylon 1 2 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, especially harmful hydrocarbon components. It was shown that it has excellent barrier properties.
〔実施例 4 8 3〕 (Example 4 8 3)
P A 9 2 / 6 2 T— 5を用いて A S TM 規格に沿ったテス トビ ースを成形し、 機械特性 ( ドライ及びウエッ トの曲げ弾性率、 アイ ゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成形し、 燃料
透過性を測定した。 PA 9 2/6 2 T-5 was used to form test bases in accordance with AS TM standards, and mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. . Also molded fittings and fuel Permeability was measured.
結果を表 4 2に示す。 表 4 2の通り、 コネクターに必要な剛性が ナイ ロン 1 2より優れており、 物理的に適した継手であり、 また、 燃料透過試験から燃料バリア性に優れること、 特に有害な炭化水素 成分のバリ ァ性に優れることが示された。 The results are shown in Table 42. As Table 4 2 shows, the required rigidity of the connector is superior to Nylon 1 2 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, and it is particularly harmful for hydrocarbon components. It was shown that it has excellent barrier properties.
〔実施例 4 8 4〕 (Examples 4 8 4)
P A 9 2 / 6 2 T - 1 にガラスファイバー (日東紡績株式会社製 C S - 3 J - 2 6 5 S ) 3 0質量%を日本製綱製 T E X 4 4二軸押 出機にて混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレ タイザ一にてペレツ ト状試料を得た。 この試料を用いて A S TM 規格に沿ったテス トビースを成形し、 機械特性 ( ドライ及びゥエツ 卜の曲げ弾性率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また 、 継手を成形し、 燃料透過性を測定した。 PA 9 2/6 2 T-1 is kneaded with 30% by mass of glass fiber (CS-3 J-2 6 5 S manufactured by Nitto Boseki Co., Ltd.) using a TEX 4 4 twin screw extruder manufactured by Nippon Steel. After the strand was cooled and solidified in a cooling water bath, a pellet sample was obtained with a pelletizer. Using this sample, test beads in accordance with the A S TM standard were molded, and mechanical properties (dry elastic modulus of Wetz 、, Izod impact value) and electrical resistance were measured. The joint was molded and the fuel permeability was measured.
結果を表 4 2に示す。 表 4 2の通り、 コネクタ一に必要な剛性が ナイ ロン 1 2より優れており、 物理的に適した継手であり、 また、 燃料透過試験から燃料バリア性に優れること、 特に有害な炭化水素 成分のバリ ア性に優れることが示された。 The results are shown in Table 42. As shown in Table 4, the required rigidity of the connector is better than that of Nylon 1 2 and is a physically suitable joint. Also, it has excellent fuel barrier properties from the fuel permeation test, especially harmful hydrocarbon components It was shown that it has excellent barrier properties.
〔実施例 4 8 5〕 (Example 4 8 5)
P A 9 2 Z 6 2 Tにガラスファイバー (日東紡績株式会社製 C S - 3 J - 2 6 5 S ) 3 0質量%を日本製綱製 T E X 4 4二軸押出機 にて混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレタイ ザ一にてペレッ ト状試料を得た。 この試料を用いて A S T M規格に 沿ったテス トビースを成形し、 機械特性 (ドライ及びウエッ トの曲 げ弾性率、 アイゾッ 卜衝撃値) 、 電気抵抗を測定した。 また、 継手 を成形し、 燃料透過性を測定した。 PA 9 2 Z 6 2 T is kneaded with glass fiber (CS-3 J-2 6 5 S manufactured by Nitto Boseki Co., Ltd.) 30% by mass using a TEX 4 4 twin screw extruder manufactured by Nippon Steel. After cooling and solidifying in a cooling water tank, a pelletized sample was obtained with a pelletizer. Using this sample, test beads were molded in accordance with ASTM standards, and mechanical properties (dry and wet bending elastic modulus, Izod impact value) and electrical resistance were measured. In addition, the joint was molded and the fuel permeability was measured.
結果を表 4 2 に示す。 表 4 2の通り、 コネクターに必要な剛性が ナイ ロン 1 2より優れており、 物理的に適した継手であり、 また、
燃料透過試験から燃料バリ ア性に優れること、 特に有害な炭化水素 成分のバリ ア性に優れることが示された。 The results are shown in Table 42. As Table 4 2 shows, the required rigidity of the connector is superior to Nylon 1 2 and is a physically suitable joint. The fuel permeation test showed excellent fuel barrier properties, especially the barrier properties of harmful hydrocarbon components.
〔実施例 4 8 6〕 (Examples 4 8 6)
P A 9 2 / 6 2 Tにガラスファイバー (日東紡績株式会社製 C S - 3 J - 2 6 5 S ) 1 5質量%, カーボンファイバー (三菱化学製 2 2 3 S E ) 1 5質量%を日本製綱製 T E X 4 4二軸押出機にて 混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレタイザ一 にてペレツ ト状試料を得た。 この試料を用いて A S T M規格に沿つ たテス トビースを成形し、 機械特性 ( ドライ及びウエッ トの曲げ弾 性率、 アイ ゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成 形し、 燃料透過性を測定した。 PA 9 2/6 2 T with glass fiber (CS-3 J-2 6 5 S made by Nitto Boseki Co., Ltd.) 15 mass%, carbon fiber (Mitsubishi Chemical 2 2 3 SE) 15 mass% made of Japanese steel The mixture was kneaded with a TEX 4 4 twin-screw extruder manufactured, and the strand was cooled and solidified in a cooling water tank, and then a pellet-like sample was obtained with a pelletizer. Using this sample, test beads in accordance with the ASTM standard were molded, and mechanical properties (dry and wet bending elasticity, Izod impact value) and electrical resistance were measured. In addition, a joint was formed and the fuel permeability was measured.
結果を表 4 2に示す。 表 4 2の通り、 コネクターに必要な剛性が ナイ ロン 1 2より優れており、 物理的に適した継手であり、 また、 燃料透過試験から燃料バリア性に優れること、 特に有害な炭化水素 成分のバリア性に優れることが示された。 The results are shown in Table 42. As Table 4 2 shows, the required rigidity of the connector is superior to Nylon 1 2 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, and it is particularly harmful for hydrocarbon components. It was shown that the barrier property is excellent.
〔実施例 4 8 7〕 (Example 4 8 7)
P A 9 2 / 6 2 Tにガラスファイバ一 (日東紡績株式会社製 C S - 3 J - 2 6 5 S ) 1 5重量%, カーボンファイバー (三菱化学 製 K 2 2 3 S E) 1 5質量%を日本製綱製 T E X 4 4二軸押出機に て混練し、 ス トラン ドを冷却水槽にて冷却固化した後、 ペレタイザ 一にてペレッ ト状試料を得た。 この試料を用いて A S T M規格に沿 つたテス トビースを成形し、 機械特性 ( ドライ及びウエッ トの曲げ 弾性率、 アイゾッ 卜衝撃値) 、 電気抵抗を測定した。 また、 継手を 成形し、 燃料透過性を測定した。 PA 9 2/6 2 T with glass fiber (CS-3 J-2 6 5 S manufactured by Nittobo Co., Ltd.) 15% by weight, carbon fiber (Mitsubishi Chemical K 2 2 3 SE) 15% by mass After kneading in a steel-made TEX 4 4 twin-screw extruder and cooling and solidifying the strand in a cooling water tank, a pelletized sample was obtained with a pelletizer. Using this sample, test beads were molded according to the ASTM standard, and the mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. In addition, a joint was formed and the fuel permeability was measured.
結果を表 4 2に示す。 表 4 2の通り、 コネクターに必要な剛性が ナイ ロン 1 2より優れており、 物理的に適した継手であり、 また、 燃料透過試験から燃料バリ ア性に優れること、 特に有害な炭化水素
成分のバリア性に優れることが示された。 The results are shown in Table 42. As shown in Table 4-2, the required rigidity of the connector is superior to Nylon 1 2 and is a physically suitable joint. Also, it has excellent fuel barrier properties from fuel permeation tests, especially harmful hydrocarbons. It was shown that the component has excellent barrier properties.
〔比較例 4 8 1〕 (Comparative Example 4 8 1)
ナイ ロン 1 2 (宇部興産製 3 0 2 0 U) で A S TM規格に沿った テス トビースを成形し、 機械特性 (ドライ及びウエッ トの曲げ弾性 率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成形 し、 燃料透過性を測定した。 結果を表 4 2に示す。 Nylon 1 2 (Ube Industries' 30 0 20 U) test beads were molded according to AS TM standards, and mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance were measured. . In addition, a joint was molded and the fuel permeability was measured. The results are shown in Table 42.
〔比較例 4 8 2〕 (Comparative Example 4 8 2)
ガラスファイバー 3 0質量%入りナイ ロン 1 2 (宇部興産製 3 0 2 4 G C 6 ) で A S T M規格に沿ったテス トビースを成形し、 機械 特性 ( ドライ及びウエッ トの曲げ弾性率、 アイゾッ ト衝撃値) 、 電 気抵抗を測定した。 また、 継手を成形し、 燃料透過性を測定した。 結果を表 4 2に示す。 Test fibers were molded in accordance with ASTM standards with Nylon 1 2 (Ube Industries 3 0 2 4 GC 6) containing 30% by mass of glass fiber, and mechanical properties (dry and wet flexural modulus, Izod impact value) ) Electrical resistance was measured. In addition, the joint was molded and the fuel permeability was measured. The results are shown in Table 42.
〔比較例 4 8 3〕 (Comparative Example 4 8 3)
ナイ ロン 6 6 (宇部興産製 2 0 2 0 B ) で A S TM規格に沿った テス トビースを成形し、 機械特性 ( ドライ及びウエッ トの曲げ弾性 率、 アイゾッ ト衝撃値) 、 電気抵抗を測定した。 また、 継手を成形 し、 燃料透過性を測定した。 結果を表 4 2に示す。
Nylon 6 6 (Ube Industries 20 20 B) formed test beads in accordance with AS TM standards and measured mechanical properties (dry and wet flexural modulus, Izod impact value) and electrical resistance. . In addition, a joint was molded and the fuel permeability was measured. The results are shown in Table 42.
表 4 2 Table 4 2

<車両内装部品、 車両外装部品、 車両エンジンルーム部品 > <Vehicle interior parts, vehicle exterior parts, vehicle engine room parts>
[実施例 4 9 :!〜 4 9 5 ] [Example 4 9:! To 4 9 5]
実施例 3 0 ;!〜 3 0 5において製造された P A 9 2 / 6 2 T - 1 〜 P A 9 2 / 6 2 T— 5のペレツ 卜に、 紫外線吸収剤としての T 1 n u v i n 3 2 7 と、 光安定剤の T i n u v i n l 2 3 とを、 ポリ アミ ド樹脂 1 0 0質量部に対して、 それぞれ、 0. 2 5質量部及び 0. 2 5質量部加え、 二軸混練機を用いて 2 9 0 で混練してペレ ッ トを製造した後、 耐候性試験用の試料を作成して試験に供した。 結果を、 表 4 3に示す。 Example 3 0;! To the pellets of PA 9 2/6 2 T-1 to PA 9 2/6 2 T—5 prepared in Examples 3 to 5 and T 1 nuvin 3 2 7 as UV absorbers The light stabilizer Tinuvinl 2 3 was added to 0.25 parts by mass and 0.25 parts by mass with respect to 100 parts by mass of the polyamide resin, respectively. A pellet was prepared by kneading at 90 °, and then a sample for a weather resistance test was prepared and used for the test. The results are shown in Table 43.
[比較例 4 9 1及び 4 9 2 ] [Comparative Examples 4 9 1 and 4 9 2]
樹脂として P A 6又は P A 6 6 (比較例 3 0 1、 3 0 2 ) を用い た以外は、 実施例 4 9 1 と同様にして、 耐候性試験用の試料を作成 して試験に供した。 結果を、 表 4 3 に示す。
A sample for a weather resistance test was prepared and subjected to the test in the same manner as in Example 4 91 except that PA 6 or PA 6 6 (Comparative Examples 30 1 and 30 2) was used as the resin. The results are shown in Table 43.
表 4 3 Table 4 3

[実施例 4 9 6 : 車両内装部品の製造] [Examples 4 9 6: Manufacture of vehicle interior parts]
実施例 3 0 1〜 3 0 5で調製した P A 9 2 / 6 2 T— ;!〜 P A 9 2 / 6 2 T— 5の試料、 実施例 4 9 1〜4 9 5で製造した紫外線吸 収剤及び光安定化剤を含む試料、 並びに比較例 4 9 1及び 4 9 2の P A 6試料及び P A 6 6試料を用いて、 射出成形によりサンバイザ 一ブラケッ ト及びイ ンス トルメンタルパネルを製造した。 Example 3 PA 1 2/6 2 T— prepared in 1 to 3 0 5;! To a sample of PA 9 2/6 2 T—5, Example 4 9 UV absorption prepared in 1 to 4 95 A sun visor bracket and an instrumental panel were manufactured by injection molding using a sample containing an agent and a light stabilizer, and the PA 6 sample and PA 6 6 sample of Comparative Examples 4 9 1 and 4 92.
実施例 3 0 1〜 3 0 5で調製した P A 9 2 / 6 2 T— :!〜 P A 9 2 / 6 2 T— 5の試料、 並びに実施例 4 9 1〜4 9 5で製造した紫 外線吸収剤及び光安定化剤を含む試料は、 P A 6試料及び P A 6 6 試料と同等以上の成形性を有していた。 Samples of PA 9 2/6 2 T— :! to PA 9 2/6 2 T—5 prepared in Examples 3 0 1 to 3 0 5 and the ultraviolet light produced in Examples 4 9 1 to 4 95 The sample containing the absorber and the light stabilizer had the same or better formability as the PA 6 sample and PA 6 6 sample.
[実施例 4 9 7 : 車両外装部品の製造] [Examples 4 9 7: Manufacture of vehicle exterior parts]
実施例 3 0 :!〜 3 0 5で調製した P A 9 2 / 6 2 T— 1〜P A 9 2 Z 6 2 T— 5、 ナイ ロン 6 (比較例 3 .0 1 ) 及びナイ ロン 6 6 ( 比較例 3 0 2 ) を用いて、 射出成形により フロン トグリル及びマツ ドガー ドを製造した。 P A 9 2 / 6 2 T - l.〜P A 9 2 / 6 2 T - 5 は、 P A 6及び P A 6 6 と同等以上の成形性を有していた。 Example 30: PA 9 2/6 2 T— 1 to PA 9 2 Z 6 2 T— 5, Nylon 6 (Comparative Example 3.0 1) and Nylon 6 6 ( Using Comparative Example 30 2), a front grille and a Matsu guard were manufactured by injection molding. P A 9 2/6 2 T -l. To P A 9 2/6 2 T-5 had formability equal to or higher than that of P A 6 and P A 6 6.
[実施例 4 9 8〜 5 0 2、 比較例 4 9 3 ] [Examples 4 9 8 to 5 0 2, Comparative example 4 9 3]
さ らに、 表 4 4に示した実施例 4 9 8〜 5 0 2のポリアミ ド、 及 びナイ ロン 6 (比較例 3 0 1 )について、 反り、 熱変形温度、 耐塩 化カルシウム性を測定した。 その結果を表 4 4 に示す。 Further, warpage, heat distortion temperature, and calcium chloride resistance were measured for the polyamides of Examples 4 98 to 50 2 shown in Table 44 and Nylon 6 (Comparative Example 30 1). . The results are shown in Table 44.
[実施例 5 0 3〜 5 0 4、 比較例 4 9 4 ] [Examples 5 0 3 to 5 0 4, Comparative Example 4 9 4]
表 4 4 に示した実施例 5 0 3及び実施例 5 0 4のポリアミ ド樹脂 及び市販のナイ ロン 6 (比較例 3 0 1 )のそれぞれを、 バレル温度 2 9 0でに設定した 4 4 ιηιη φベン ト付き二軸押出機で混練した。 このポリ アミ ド樹脂に混練する際、 ポリアミ ド樹脂 1 0 0質量部に 対し、 ガラス繊維 (平均径 1 1 m、 平均繊維長さ 3 mm) を 4 3 質量部となるように押出機の途中から供給し、 目的とするポリ アミ
ド樹脂組成物のペレッ トを作成した (実施例 5 0 3〜 5 0 4及び比 較例 4 9 4 ) 。 Each of the polyamide resin of Example 50 03 and Example 50 04 shown in Table 44 and the commercially available nylon 6 (Comparative Example 30 1) was set at a barrel temperature of 29 0 4 4 4 ιηιη Kneading was carried out using a twin-screw extruder with a φ vent. When kneading into this polyamide resin, the glass fiber (average diameter 11 m, average fiber length 3 mm) is adjusted to 43 parts by mass with respect to 100 parts by mass of the polyamide resin. The desired polyamid Pellets of resin resin compositions were prepared (Examples 50 3 to 50 4 and Comparative Examples 4 94).
これらのペレツ トを 1 1 0 、 1 0 T o r r の減圧下で 2 4時間 乾燥後、 シリ ンダー温度 2 9 0 t:、 金型温度 8 0でで射出成形し、 各種試験片を作成し、 反り、 曲げ弾性率 ( ドライ及びウエッ ト) 、 熱変形温度、 平衡吸水率、 耐塩化カルシウム性を測定した。 These pellets were dried for 24 hours under reduced pressures of 110 and 10 Torr, and then injection molded at a cylinder temperature of 2900 t: and a mold temperature of 80 to produce various test pieces. Warpage, flexural modulus (dry and wet), heat distortion temperature, equilibrium water absorption, and calcium chloride resistance were measured.
その結果を表 4 4 に示す。 なお、 表 4 4には、 表 2 6 に示した曲 げ弾性率 ( ドライ及びウエッ ト) 、 熱変形温度、 平衡吸水率も比較 のために示した。
The results are shown in Table 44. Table 44 also shows the flexural modulus (dry and wet), heat distortion temperature, and equilibrium water absorption shown in Table 26 for comparison.
表 4 4 Table 4 4

<バイオデイーゼル燃料接触部材> <Biodiesel fuel contact member>
〔実施例 5 1 ;!〜 5 1 5、 比較例 5 1 ;!〜 5 1 3〕 [Example 5 1;! To 5 1 5, Comparative Example 5 1;! To 5 1 3]
実施例 3 0 :!〜 3 0 5のポリアミ ド樹脂 P A 9 2 / 6 2 T _ 1〜 P A 9 2 / 6 2 T— 5、 並びに比較例 3 0 1〜 3 0 3のナイ ロン 6 、 ナイ ロン 6 6及びナイ ロン 1 2について、 さ らに耐バイオディー ゼル燃料性を評価した。 結果を表 4 5 に示す。 Example 30: Polyamide resin PA 9 2/6 2 T — 1 to PA 9 2/6 2 T—5 of! ~ 30 5 and Nylon 6 of Comparative Example 3 0 1 to 30 3, Ron 66 and Nylon 12 were further evaluated for biodiesel fuel resistance. The results are shown in Table 45.
表 4 5 Table 4 5

*宇部興産(株)製ナイ ロン 6 1022B * Nylon 6 1022B manufactured by Ube Industries, Ltd.
**宇部興産(株)製ナイ ロン 66 2020Β ** Nylon 66 2020Β manufactured by Ube Industries, Ltd.
宇部興産(株)製ナイ ロン 12 3020U Nylon 12 3020U made by Ube Industries, Ltd.
BDF浸漬条件 140 :、 lOOhr
BDF immersion conditions 140: lOOhr
Claims
請 求 の 範 囲 請求項 1 Claim scope Claim 1
(A) ( A 1 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1, 9 ーノナンジァミ ン及び 2—メチルー 1 , 8 —オクタンジアミ ンからなり、 かつ 1 , 9 ーノナンジァミ ンと 2 _メチル一 1, 8 — オクタンジァミ ンのモル比が 1 : 9 9〜 9 9 : 1であるポリアミ ド 樹脂、 又は、 (A) (A 1) The carboxylic acid component is composed of oxalic acid, the diamine component is composed of 1,9-nonanediamine and 2-methyl-1,8-octanediamine, and 1,9-nonanediamine and 2_methyl-1,1, 8—polyamide resin with a molar ratio of octanediamine of 1: 9 9 to 99: 1, or
( A 2 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1, 9—ノナンジァミ ンと 2 —メチル一 1 , 8 —オクタンジァミ ンの混 合物 (以下、 「C 9ジァミ ン混合物」 という。 ) 及び 1 , 6 —へキ サンジァミ ン (以下、 「C 6ジァミ ン」 という。 ) からなり、 C 9 ジァミ ン混合物と C 6ジァミ ンのモル比が 1 : 9 9〜 9 9 : 1であ るポリ アミ ド樹脂、 及び (A 2) Carboxylic acid component is composed of oxalic acid and diamine component is a mixture of 1,9-nonanediamine and 2 -methyl-1,8, octanediamine (hereinafter referred to as “C 9 diamine mixture”). And 1, 6—Hexane jamin (hereinafter referred to as “C 6 jamin”), the molar ratio of C 9 jamin mixture to C 6 jamin is 1: 9 9-9 9: 1 Polyamide resin, and
(B) 可塑剤、 補強繊維、 導電性付与剤、 層状珪酸塩、 衝撃改良 剤、 耐熱剤及び離型剤からなる群から選択された少なく とも 1種の 添加剤 (B) At least one additive selected from the group consisting of plasticizers, reinforcing fibers, conductivity-imparting agents, layered silicates, impact modifiers, heat-resistant agents and mold release agents
を含むポリァミ ド樹脂組成物。 A polyamide resin composition comprising:
請求項 2 Claim 2
ポリアミ ド樹脂 (A) は、 9 6 %硫酸を溶媒とし、 濃度が 1. 0 g/d 1 のポリ アミ ド樹脂溶液を用いて 2 5 で測定した相対粘度 ( 7? r ) が 1. 8〜 6. 0である請求項 1記載のポリアミ ド樹脂組 成物。 Polyamide resin (A) has a relative viscosity (7? R) of 1.8 when measured at 25 using a polyamide resin solution with a concentration of 1.0 g / d 1 in 96% sulfuric acid as a solvent. The polyamide resin composition according to claim 1, which is ˜6.0.
請求項 3 Claim 3
ポリアミ ド樹脂 (A) は、 窒素雰囲気下、 1 0で/分の昇温速度 で測定した熱重量分析における 1 %重量減少温度と窒素雰囲気下、 1 0で Z分の昇温速度で測定した示差走査熱量法により測定した融
点との温度差が 5 0 以上である請求項 1 または 2に記載のポリア ミ ド樹脂組成物。 Polyamide resin (A) was measured at a 1% weight loss temperature in a thermogravimetric analysis measured at a rate of 10 min / min in a nitrogen atmosphere and at a rate of Z min at 10 in a nitrogen atmosphere. Melting measured by differential scanning calorimetry. The polyamide resin composition according to claim 1 or 2, wherein the temperature difference from the point is 50 or more.
請求項 4 Claim 4
ポリ アミ ド樹脂 (A 1 ) は、 1 , 9 —ノナンジァミ ンと 2 —メチ ルー 1, 8 —オクタンジァミ ンのモル比が 5 : 9 5〜 9 5 : 5であ るジァミ ン成分からなる請求項 1〜 3のいずれか 1項に記載のポリ アミ ド樹脂組成物。 The polyamide resin (A 1) is composed of a jamin component having a molar ratio of 1,9—nonanediamine to 2—methyl-1,8—octanediamine of 5:95 to 95: 5. 4. The polyamide resin composition according to any one of 1 to 3.
Ϊ5Η求 ¾ 5 Ϊ5Η 求 ¾ 5
ポリアミ ド樹脂(A 2 )は、 C 9ジァミ ン混合物と C 6ジァミ ンの モル比が 5. 1 : 9 4. 9〜 8 0 : 2 0である請求項 1〜 4のいず れか 1項に記載のポリ アミ ド樹脂組成物。 The polyamide resin (A 2) has a molar ratio of C 9 -diamine mixture to C 6 -diamine of 5.1: 9 4. 9 to 8 0: 20. The polyamide resin composition according to item.
請求項 6 Claim 6
ポリアミ ド樹脂(A 2 )は、 C 9 ジァミ ン混合物と C 6ジァミ ンの モル比が 1 0 : 9 0〜 7 0 : 3 0である請求項 5に記載のポリアミ ド樹脂組成物。 6. The polyamide resin composition according to claim 5, wherein the polyamide resin (A 2) has a molar ratio of C 9 -diamine mixture to C 6 -diamine of 10:90 to 70:30.
請求項 7 Claim 7
前記可塑剤が、 ポリアミ ド樹脂 ( A) 1 0 0重量部に対し 1〜 3 0重量部で含まれる請求項 1〜 6のいずれか 1項に記載のポリ アミ ド樹脂組成物。 The polyamide resin composition according to any one of claims 1 to 6, wherein the plasticizer is contained in an amount of 1 to 30 parts by weight with respect to 100 parts by weight of the polyamide resin (A).
請求項 8 Claim 8
前記補強繊維がガラス繊維及び 又は炭素繊維である請求項 1〜 6のいずれか 1項に記載のポリアミ ド樹脂組成物。 The polyamide resin composition according to any one of claims 1 to 6, wherein the reinforcing fibers are glass fibers and / or carbon fibers.
請求項 9 Claim 9
前記導電性付与剤がカーボンブラック及び Z又は炭素繊維である 請求項 1〜 6のいずれか 1項に記載のポリアミ ド樹脂組成物。 The polyamide resin composition according to any one of claims 1 to 6, wherein the conductivity-imparting agent is carbon black and Z or carbon fiber.
請求項 1 0 Claim 1 0
前記層状珪酸塩の含有量が、 前記ポリアミ ド樹脂 1 0 0質量部に
対して 0 . 0 5〜 : L 0質量部である請求項 1 〜 6のいずれか 1項に 記載のポリアミ ド樹脂組成物。 The layered silicate content is 100 parts by mass of the polyamide resin. The polyamide resin composition according to any one of claims 1 to 6, which is 0.05 to 0.5 parts by mass.
請求項 1 1 Claim 1 1
刖 §己層状珪酸塩の 5 0質量%以上が、 前記ポリアミ ド樹脂中で単 層に分散している請求項 1 0 に記載のポリア ド樹脂組成物 請求項 1 2 The polyamide resin composition according to claim 10, wherein 50 mass% or more of the self-layered silicate is dispersed in a single layer in the polyamide resin.
HIJ記層状珪酸塩が、 珪酸アルミニウム質フィ 口珪酸塩又は珪酸マ グネシゥム質フィ ロ珪酸塩である請求項 1 〜 6及び 1 0〜 1 1 のい ずれか 1項に記載のポリアミ ド樹脂組成物。 The polyamide resin composition according to any one of claims 1 to 6 and 10 to 11, wherein the HIJ layered silicate is an aluminum silicate phyllosilicate or a magnesium silicate phyllosilicate. .
請求項 1 3 Claim 1 3
前記衝撃改良材が、 ポリアミ ド樹脂 ( A ) 1 0 0質量部に対して The impact modifier is based on 100 parts by mass of polyamide resin (A).
1 0〜 1 0 0質量部で含まれる請求項 1 〜 6 のいずれか 1項に記載 のポリアミ ド樹脂組成物。 The polyamide resin composition according to any one of claims 1 to 6, which is contained in an amount of 10 to 100 parts by mass.
請求項 1 4 Claim 1 4
刖 ed耐熱剤が、 ポリアミ ド樹脂 (A ) 1 0 0質量部に対して 0 . 刖 The ed heat-resistant agent is 0.005 parts by mass of polyamide resin (A).
0 1〜 3 . 0質量部の範囲内で配合されてなる請求項 1 〜 6 のいず れか 1 項に記載の樹脂組成物。 The resin composition according to any one of claims 1 to 6, which is blended within a range of 0 to 3.0 parts by mass.
請求項 1 5 Claim 1 5
前記離型剤が、 ポリアミ ド樹脂 (A ) 1 0 0質量部に対し 0 . 0 The release agent is 0.0% by weight of polyamide resin (A) 100 parts by mass.
1 〜 5質量部の範囲内で配合されてなる請求項 1 〜 6 のいずれか 1 項に記載のポリアミ ド樹脂組成物。 The polyamide resin composition according to any one of claims 1 to 6, which is blended within a range of 1 to 5 parts by mass.
請求項 1 6 Claim 1 6
前記離型剤が、 ポリアルキレングリコールの末端変性物、 リ ン酸 エステル類又は亜リ ン酸エステル類、 高級脂肪酸モノエステル類、 高級脂肪酸又はその金属塩、 エチレンビスアミ ド化合物、 低分子量 ポリエチレン、 珪酸マグネシウム及び置換べンジリデンソルビ トー ル類からなる群から選択される 1種又は 2種以上の化合物である請
求項 1〜 6及び 1 5のいずれか 1項に記載のポリアミ ド樹脂組成物 請求項 1 7 The release agent is a polyalkylene glycol end-modified product, phosphoric acid ester or phosphorous acid ester, higher fatty acid monoester, higher fatty acid or metal salt thereof, ethylene bisamide compound, low molecular weight polyethylene, The contract is one or more compounds selected from the group consisting of magnesium silicate and substituted benzylidene sorbitols. Claims 1 to 6 and 15 Polyamide resin composition according to any one of claims 1 to 7
請求項 1〜 1 6のいずれか 1項に記載のポリアミ ド樹脂組成物か ら形成された成形物。 A molded article formed from the polyamide resin composition according to any one of claims 1 to 16.
請求項 1 8 Claim 1 8
( A ) ( A 1 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1, 9—ノナンジァミ ン及び 2 —メチル _ 1, 8—オクタンジアミ ンからなり、 かつ 1, 9 —ノナンジァミ ンと 2 _メチル _ 1, 8 _ オクタンジァミ ンのモル比が 1 : 9 9〜 9 9 : 1であるポリ アミ ド 樹脂 (以下、 「P A 9 2 C」 という。 ) 、 又は、 (A) (A 1) The carboxylic acid component is composed of oxalic acid, the diamine component is composed of 1,9-nonanediamine and 2 -methyl _ 1,8-octanediamine, and 1,9 -nonanediamine and 2 _methyl Polyamide resin (hereinafter referred to as “PA 9 2 C”) having a molar ratio of _1,8_octanediamine of 1:99 to 99: 1: 1, or
( A 2 ) カルボン酸成分が蓚酸からなり、 ジァミ ン成分が 1 , 9 —ノナンジァミ ンと 2 —メチル一 1 , 8—オクタンジァミ ンの混合 物 (以下、 「C 9ジァミ ン混合物」 という。 ) 及び 1 , 6—へキサ ンジァミン (以下、 「C 6ジァミ ン」 という。 ) からなり、 C 9ジ ァミ ン混合物と C 6ジァミ ンのモル比が 1 : 9 9〜 9 9 : 1である ポリアミ ド樹脂 (以下、 「P A 9 2 Z 6 2 T」 という。 ) (A 2) The carboxylic acid component is composed of oxalic acid, and the diamine component is a mixture of 1,9-nonanediamine and 2—methyl-1,1,8-octanediamine (hereinafter referred to as “C9 diamine mixture”) and 1, 6—Hexanediamine (hereinafter referred to as “C 6 diamine”), and the molar ratio of the C 9 diamine mixture to the C 6 diamine is from 1: 9 9 to 9 9: 1 Resin (hereinafter referred to as “PA 9 2 Z 6 2 T”)
を含む、 射出成形材料、 射出成形品、 中空成形部品、 フィ ラメン ト 、 フィルム、 金属被覆材料、 液体又は蒸気バリア性を有するポリア ミ ド樹脂成形部品、 燃料タンク部品、 燃料チューブ、 燃料配管用継 手、 クイ ックコネクタ一、 燃料配管部品、 エンジン冷却水系部品、 車両用部品、 車両内装部品、 車両外装部品、 車両エンジンルーム部 品、 ケーブルハウジング、 バイオディーゼルと直接接触する成形部 材から選ばれた製品。 Injection molding materials, injection molded products, hollow molded parts, filaments, films, metal coating materials, polyimide resin molded parts with liquid or vapor barrier properties, fuel tank parts, fuel tubes, fuel piping joints Products selected from hands, quick connectors, fuel piping parts, engine cooling water system parts, vehicle parts, vehicle interior parts, vehicle exterior parts, vehicle engine room parts, cable housings, molded parts that come in direct contact with biodiesel .
請求項 1 9 Claim 1 9
前記ポリアミ ド樹脂の、 9 6 %硫酸を溶媒とし、 濃度が 1. 0 g /d 1 のポリアミ ド樹脂溶液を用いて 2 5でで測定した相対粘度 (
r ) カ^ 1. 8〜 6. 0である請求項 1 8 に記載の製品。 The relative viscosity of the polyamide resin measured at 25 using 96% sulfuric acid as a solvent and a polyamide resin solution with a concentration of 1.0 g / d 1. The product according to claim 18, which is r) ^ 1.8-8.
請求項 2 0 Claim 2 0
前記ポリアミ ド樹脂の、 窒素雰囲気下において l o t:/分の昇温 速度で測定した熱重量分析における 1 %重量減少温度と、 窒素雰囲 気下において 1 0 /分の昇温速度で測定した示差走査熱量法によ り測定した融点との温度差が、 5 0で以上である請求項 1 8又は 1 9に記載の製品。 1% weight loss temperature in thermogravimetric analysis measured at a temperature increase rate of lot: / min in a nitrogen atmosphere and a difference measured at a temperature increase rate of 10 / min in a nitrogen atmosphere. The product according to claim 18 or 19, wherein the temperature difference from the melting point measured by scanning calorimetry is 50 or more.
請求項 2 1 Claim 2 1
1 , 9 —ノナンジァミ ンと 2 —メチル一 1 , 8—オクタンジアミ ンとのモル比が 5 : 9 5〜 9 5 : 5である請求項 1 8〜 2 0のいず れか 1項に記載の製品。 The molar ratio of 1,9-nonanediamine to 2-methyl-1,1,8-octanediamine is 5:95 to 95: 5, The method according to any one of claims 18 to 20, Product.
請求項 2 2 Claim 2 2
前記ポリアミ ド'樹脂 (A 2 )は、 C 9ジァミ ン混合物と C 6 ジアミ ンのモル比が 5 - 1 : 9 4. 9〜 8 0 : 2 0である請求項 1 8〜 2 The polyamide 'resin (A 2) has a molar ratio of C 9 diamine mixture to C 6 diamine of 5-1: 9 4. 9 to 8 0: 20.
1 のいずれか 1項に記載のポリァ H樹脂組成物。 The poly H resin composition according to any one of 1 above.
請求項 2 3 Claim 2 3
前記ポリアミ 樹脂 (A 2 )は、 C 9ジァミ ン混合物と C 6ジアミ ンのモル比が 1 0 : 9 0〜 7 0 : 3 0である請求項 2 2に記載のポ リ アミ ド樹脂組成物。 The polyamide resin composition according to claim 22, wherein the polyamide resin (A 2) has a molar ratio of C 9 diamine mixture to C 6 diamine of 10:90 to 70:30. .
請求項 2 4 Claim 2 4
前記製品が中空成形部品であり、 ポリアミ ド樹脂 (A) 内に層状 珪酸塩 (B) を分散して含む請求項 1 8〜 2 3のいずれか 1項に記 載の製品。 The product according to any one of claims 18 to 23, wherein the product is a hollow molded part, and the layered silicate (B) is dispersed in the polyamide resin (A).
請求項 2 5 Claim 2 5
前記層状珪酸塩 (B) の含有量が、 ポリアミ ド樹脂 (A) 1 0 0 質量部に対して 0. 0 5〜 1 0質量部である、 請求項 2 4に記載の 製品。
請求項 2 6 The product according to claim 24, wherein a content of the layered silicate (B) is 0.05 to 10 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Claim 2 6
前記層状珪酸塩の 5 0質量%以上が、 ポリアミ ド樹脂 (A) 中で 単層に分散している、 請求項 2 4又は 2 5に記載の中空成形部品。 請求項 2 7 The hollow molded part according to claim 24 or 25, wherein 50% by mass or more of the layered silicate is dispersed in a single layer in the polyamide resin (A). Claim 2 7
前記製品が金属被覆材であり、 ポ Uアミ ド樹脂 (A) が熱可塑性 エラス トマ一を更に含む、 請求項 1 8 〜 2 3のいずれか 1項に記載 の製品。 The product according to any one of claims 18 to 23, wherein the product is a metal coating and the polyimide resin (A) further comprises a thermoplastic elastomer.
請求項 2 8 Claim 2 8
前記製品が金属被覆材であり、 ポ Uアミ ド樹脂 ( A) がスチレン 系化合物を主体とする重合体ブロックと共役ジェン化合物又はその 部分水添物を主体とする重合体プロックとからなるブロック共重合 体の、 共役ジェン化合物に由来する一重結合をエポキシ化したェポ キシ化スチレン系熱可塑性エラス トマ一を更に含む請求項 1 8〜 2 The product is a metal coating, and the block amide resin (A) is composed of a polymer block mainly composed of a styrene-based compound and a polymer block mainly composed of a conjugated diene compound or a partially hydrogenated product thereof. The polymer further comprises an epoxidized styrenic thermoplastic elastomer obtained by epoxidizing a single bond derived from a conjugation compound.
3のいずれか 1項に記載の製品。 The product according to any one of 3 above.
請求項 2 9 Claim 2 9
前記製品が金属被覆材であり、 ポ Uアミ ド樹脂 (A) がシラン力 ップリ ング剤を更に含む請求項 1 8 2 3のいずれか 1項に記載の 製 The product according to any one of claims 1 to 8, wherein the product is a metal coating material, and the polyimide resin (A) further contains a silane power printing agent.
請求項 3 0 Claim 30
前記製品が自動車用金属管を被覆する金属被覆材である請求項 1 The product is a metal covering material for covering a metal pipe for automobiles.
8〜 2 3のいずれか 1項に記載の製 □ 請求項 3 1 The manufacturing method according to any one of 8 to 23 □ Claim 3 1
前記製品が燃料夕ンク部品である 、 前記ポリァミ ド樹脂のアミ ノ 末端基濃度が、 1. 5 X l (T5 e i / g〜 ; L . 0 X 1 0. e q / g である請求項 1 8〜 2 3のいずれか 1項に記載の製品。 The product is a fuel tank component, and the amino end group concentration of the polyamide resin is 1.5 X l (T 5 ei / g ~; L. 0 X 1 0. eq / g). 8. The product according to any one of 2 to 3.
請求項 3 2 Claim 3 2
前記製品が燃料チューブであり、 前記ポリ アミ ド樹脂の層が層状
ケィ酸塩を含む請求項 1 8〜 2 3のいずれか 1項に記載の製品。 請求項 3 3 The product is a fuel tube, and the polyamide resin layer is layered. The product according to any one of claims 18 to 23, comprising a silicate. Claim 3 3
前記製品が燃料チューブであり、 前記燃料チューブが、 前記ポリ アミ ド樹脂の層と、 フッ素樹脂、 高密度ポリエチレン樹脂、 ポリア ミ ド 1 1樹脂及び 又はポリアミ ド 1 2樹脂に可塑剤を含む樹脂か ら選択された樹脂の層とを含む多層チューブである請求項 1 8〜 2 3のいずれか 1項に記載の製品。 The product is a fuel tube, and the fuel tube is a resin including a layer of the polyamide resin, a fluororesin, a high-density polyethylene resin, a polyamide 11 resin, and / or a resin containing a plasticizer in the polyamide 12 resin. The product according to any one of claims 18 to 23, which is a multilayer tube comprising a resin layer selected from the above.
請求項 3 4 Claim 3 4
前記製品が継手であり、 継手材料が、 前記ポリ アミ ド樹脂 (A ) 5 0〜 9 9重量部と、 他のポリアミ ド樹脂および または他の熱可 塑性樹脂 1 〜 5 0重量部からなるポリ アミ ド樹脂組成物よりなる請 求項 1 8〜 2 3のいずれか 1項に記載の製品。 The product is a joint, and the joint material is a poly- mer composed of 50 to 99 parts by weight of the polyamide resin (A) and other polyamide resins and / or other thermoplastic resins 1 to 50 parts by weight. The product according to any one of claims 18 to 23, comprising an amide resin composition.
請求項 3 5 Claim 3 5
前記継手の前記ポリ ァミ ド樹脂又は前記ポリァミ ド樹脂組成物が さ らに強化材を含む請求項 1 8〜 2 3のいずれか 1項に記載の製品 請求項 3 6 The product according to any one of claims 18 to 23, wherein the polyamide resin or the polyamide resin composition of the joint further contains a reinforcing material.
前記継手材料が、 さ らに導電性フイ ラ一を含む請求項 3 4又は 3 5 に記載の燃料配管用継手。 The fuel pipe joint according to claim 34, wherein the joint material further includes a conductive filler.
請求項 3 7 Claim 3 7
前記継手材料が、 さ らに強化材と導電性フィ ラーを重量比で 1 : 3〜 3 : 1 の割合で含む請求項 3 4に記載の燃料配管用継手。 The fuel pipe joint according to claim 34, wherein the joint material further includes a reinforcing material and a conductive filler in a weight ratio of 1: 3 to 3: 1.
請求項 3 8 Claim 3 8
前記製品が、 筒状本体部が前記継手材料により形成されてなる燃 料配管用クイ ックコネクターである請求項 1 8〜 2 3 のいずれか 1 項に記載の製品。 The product according to any one of claims 18 to 23, wherein the product is a quick connector for fuel piping in which a cylindrical main body portion is formed of the joint material.
請求項 3 9
燃料配管用クイ ックコネクターのシール材として O — リ ングが使 用されている請求項 3 8記載の製品。 Claim 3 9 The product according to claim 38, wherein an O-ring is used as a sealing material for a fuel pipe quick connector.
請求項 4 0 Claim 40
前記クイ ックコネクターが、 スピン溶着、 振動溶着、 レーザー溶 着、 超音波溶着から選ばれる溶着方法によりポリアミ ド樹脂チュー ブと接合されてなる燃料配管部品である請求項 1 8〜 2 3のいずれ か 1項に記載の製品。 The quick connector is a fuel pipe component joined to a polyamide resin tube by a welding method selected from spin welding, vibration welding, laser welding, and ultrasonic welding. Product as described in section.
請求項 4 1 Claim 4 1
前記製品が燃料配管部品であり、 前記ポリァミ ド樹脂チューブが バリア層を含む多層チューブである請求項 1 8〜 2 3のいずれか 1 項に記載の製品。 The product according to any one of claims 18 to 23, wherein the product is a fuel piping component, and the polyamide resin tube is a multilayer tube including a barrier layer.
請求項 4 2 Claim 4 2
前記製品がエンジン冷却水系部品であり、 ポリアミ ド樹脂 (A ) 及び無機充填材 ( C ) を含む請求項 1 8〜 2 3 のいずれか 1項に記 載の製品。 The product according to any one of claims 18 to 23, wherein the product is an engine cooling water system component and includes a polyamide resin (A) and an inorganic filler (C).
請求項 4 3 Claim 4 3
前記製品がエンジン冷却水系部品であり、 ポリアミ ド樹脂 (A ) が、 ポリアミ ド樹脂 (A ) 1 0 0質量部に対して無機充填材 ( C ) 5〜 1 5 0質量部を含む、 請求項 1 8〜 2 3 のいずれか 1項に記載 の製品。 The product is an engine coolant system component, and the polyamide resin (A) includes 5 to 150 parts by mass of an inorganic filler (C) with respect to 100 parts by mass of the polyamide resin (A). 1 8 to 23 The product according to any one of 2 to 3.
請求項 4 4 Claim 4 4
無機充填材 (C ) がガラス繊維である、 請求項 4 3 に記載の製品 請求項 4 5 The product according to claim 4 3, wherein the inorganic filler (C) is glass fiber.
前記製品が自動車エンジンルーム内部品であり、 前記ポリアミ ド 樹脂に繊維状強化材を含む請求項 1 8〜 2 3のいずれか 1項に記載 の製品。
請求項 4 6 The product according to any one of claims 18 to 23, wherein the product is a part in an automobile engine room, and the polyamide resin includes a fibrous reinforcing material. Claim 4 6
前記製品がケーブルハウジングであり、 ポリ アミ ド樹脂 (A) が 導電性付与材 (D) 及び衝撃改良材 (E) を含有する請求項 1 8〜 2 3のいずれか 1項に記載の製品。 The product according to any one of claims 18 to 23, wherein the product is a cable housing, and the polyamide resin (A) contains a conductivity imparting material (D) and an impact improving material (E).
請求項 4 7 Claim 4 7
導電性付与材 (D) が炭素繊維及び Z又はカーボンブラックであ る請求項 4 6に記載の製品。 The product according to claim 46, wherein the conductivity-imparting material (D) is carbon fiber and Z or carbon black.
請求項 4 8 Claim 4 8
カーボンブラックがケッチェンブラックである請求項 4 7 に記載 の製品。 The product according to claim 47, wherein the carbon black is ketjen black.
請求項 4 9 Claim 4 9
衝撃改良材 (E) 力 密度 0. 8 9〜 0. 9 4 g Z c cの L L D P Eを酸無水物で変性して得られた酸変性エチレン共重合体である 請求項 4 6〜 4 8のいずれか 1項に記載の製品。 Impact modifier (E) Force density 0.88 9 to 0.94 4 g Z cc LLDPE is an acid-modified ethylene copolymer obtained by modification with an acid anhydride. Or the product of item 1.
請求項 5 0 Claim 5 0
前記ケーブルハウジングが、 ポリアミ ド樹脂 ( A ) 6 5〜 7 5重 量%、 導電性付与材 (D) として炭素繊維 3〜 1 5重量%及びカー ボンブラック 2〜 1 0重量%、 衝撃改良材 (E) 1 0〜 2 0重量% を含有するポリ アミ ド樹脂組成物からなる請求項 4 6〜 4 9のいず れか 1項に記載の製品。
The cable housing is made of polyamide resin (A) 65 to 75% by weight, conductivity imparting material (D) 3 to 15% by weight carbon fiber and carbon black 2 to 10% by weight, impact modifier The product according to any one of claims 46 to 49, comprising a polyamide resin composition containing (E) 10 to 20% by weight.
Applications Claiming Priority (72)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008152302 | 2008-06-10 | ||
| JP2008-152327 | 2008-06-10 | ||
| JP2008-152302 | 2008-06-10 | ||
| JP2008-152304 | 2008-06-10 | ||
| JP2008152301A JP2009298853A (en) | 2008-06-10 | 2008-06-10 | Polyamide resin composition |
| JP2008152315A JP2009298861A (en) | 2008-06-10 | 2008-06-10 | Hollow molded part manufactured using polyamide resin and layered silicate |
| JP2008-152311 | 2008-06-10 | ||
| JP2008-152306 | 2008-06-10 | ||
| JP2008-152315 | 2008-06-10 | ||
| JP2008-152323 | 2008-06-10 | ||
| JP2008152303A JP2009298854A (en) | 2008-06-10 | 2008-06-10 | Composite material containing polyamide resin and layered silicate |
| JP2008152328A JP2009298870A (en) | 2008-06-10 | 2008-06-10 | Internal component of automobile engine room |
| JP2008152318A JP2009298862A (en) | 2008-06-10 | 2008-06-10 | Vehicle exterior component produced by using new polyamide resin |
| JP2008152323A JP2009299206A (en) | 2008-06-10 | 2008-06-10 | Filament |
| JP2008152304A JP2009298855A (en) | 2008-06-10 | 2008-06-10 | Polyamide resin composition |
| JP2008-152321 | 2008-06-10 | ||
| JP2008152309A JP5572921B2 (en) | 2008-06-10 | 2008-06-10 | Molded parts in direct contact with biodiesel fuel |
| JP2008-152301 | 2008-06-10 | ||
| JP2008-152303 | 2008-06-10 | ||
| JP2008-152300 | 2008-06-10 | ||
| JP2008-152309 | 2008-06-10 | ||
| JP2008152325A JP2009298867A (en) | 2008-06-10 | 2008-06-10 | Polyamide film |
| JP2008152313A JP5572922B2 (en) | 2008-06-10 | 2008-06-10 | Polyamide resin composition for engine cooling water system parts, and engine cooling water system parts molded from the composition |
| JP2008-152322 | 2008-06-10 | ||
| JP2008152300A JP2009298852A (en) | 2008-06-10 | 2008-06-10 | Plasticizer-containing polyamide resin composition and molded article |
| JP2008152322A JP5217660B2 (en) | 2008-06-10 | 2008-06-10 | Metal cladding |
| JP2008-152314 | 2008-06-10 | ||
| JP2008152311A JP5167965B2 (en) | 2008-06-10 | 2008-06-10 | Joints for fuel piping, quick connectors for fuel piping and fuel piping parts |
| JP2008152320A JP2009298864A (en) | 2008-06-10 | 2008-06-10 | Injection-molding material containing new polyamide resin |
| JP2008-152320 | 2008-06-10 | ||
| JP2008152319A JP2009298863A (en) | 2008-06-10 | 2008-06-10 | Vehicle interior component produced by using new polyamide resin |
| JP2008152308A JP2009298857A (en) | 2008-06-10 | 2008-06-10 | Polyamide resin composition and molded article formed from the polyamide resin composition |
| JP2008152326A JP2009298868A (en) | 2008-06-10 | 2008-06-10 | Polyamide resin composition and molded article |
| JP2008-152313 | 2008-06-10 | ||
| JP2008152310A JP5146124B2 (en) | 2008-06-10 | 2008-06-10 | Fuel tube |
| JP2008-152318 | 2008-06-10 | ||
| JP2008-152325 | 2008-06-10 | ||
| JP2008-152319 | 2008-06-10 | ||
| JP2008152306A JP2009298856A (en) | 2008-06-10 | 2008-06-10 | Heat-resistant agent-containing resin composition and molded article formed from the heat-resistant agent-containing resin composition |
| JP2008-152326 | 2008-06-10 | ||
| JP2008152327A JP5572923B2 (en) | 2008-06-10 | 2008-06-10 | Cable housing |
| JP2008152314A JP2009298860A (en) | 2008-06-10 | 2008-06-10 | Polyamide resin-molded component having liquid or vapor barrier property |
| JP2008152321A JP2009298865A (en) | 2008-06-10 | 2008-06-10 | Fuel tank component |
| JP2008-152310 | 2008-06-10 | ||
| JP2008-152308 | 2008-06-10 | ||
| JP2008-152328 | 2008-06-10 | ||
| JP2008-244722 | 2008-09-24 | ||
| JP2008244717A JP5584964B2 (en) | 2008-09-24 | 2008-09-24 | Composite material including polyamide resin, layered silicate, and hollow molded part |
| JP2008244723A JP5577575B2 (en) | 2008-09-24 | 2008-09-24 | Extruded materials, filaments and polyamide films |
| JP2008-244719 | 2008-09-24 | ||
| JP2008-244720 | 2008-09-24 | ||
| JP2008244721A JP5584967B2 (en) | 2008-09-24 | 2008-09-24 | Polyamide resin composition and molded article formed from the polyamide resin composition |
| JP2008-244716 | 2008-09-24 | ||
| JP2008-244725 | 2008-09-24 | ||
| JP2008-244727 | 2008-09-24 | ||
| JP2008244724A JP5572935B2 (en) | 2008-09-24 | 2008-09-24 | Metal cladding |
| JP2008-244724 | 2008-09-24 | ||
| JP2008244725A JP5577576B2 (en) | 2008-09-24 | 2008-09-24 | Polyamide resin molded parts having liquid or vapor barrier properties, fuel tank parts, fuel tubes, joints for fuel piping, quick connectors, and fuel piping parts |
| JP2008244719 | 2008-09-24 | ||
| JP2008244716A JP5584963B2 (en) | 2008-09-24 | 2008-09-24 | Polyamide resin composition |
| JP2008-244726 | 2008-09-24 | ||
| JP2008244726A JP5577577B2 (en) | 2008-09-24 | 2008-09-24 | Vehicle parts, vehicle interior parts, vehicle exterior parts, and vehicle engine compartment parts made using a new polyamide resin |
| JP2008-244721 | 2008-09-24 | ||
| JP2008244720A JP5584966B2 (en) | 2008-09-24 | 2008-09-24 | Heat-resistant agent-containing resin composition and molded product formed from the heat-resistant agent-containing resin composition |
| JP2008244727A JP2010077215A (en) | 2008-09-24 | 2008-09-24 | Molded member directly contacted with bio-diesel fuel |
| JP2008-244718 | 2008-09-24 | ||
| JP2008244722A JP5577574B2 (en) | 2008-09-24 | 2008-09-24 | INJECTION MOLDING MATERIAL CONTAINING NOVEL POLYAMIDE RESIN AND INJECTION MOLDED PRODUCT MADE FROM THEM |
| JP2008-244930 | 2008-09-24 | ||
| JP2008-244723 | 2008-09-24 | ||
| JP2008244718A JP5584965B2 (en) | 2008-09-24 | 2008-09-24 | Polyamide resin composition |
| JP2008-244717 | 2008-09-24 | ||
| JP2008244930A JP5584968B2 (en) | 2008-09-24 | 2008-09-24 | Plasticizer-containing polyamide resin composition and molded article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009151145A1 true WO2009151145A1 (en) | 2009-12-17 |
Family
ID=41416842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/060979 WO2009151145A1 (en) | 2008-06-10 | 2009-06-10 | Novel polyamide resin composition and polyamide resin-containing product |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2009151145A1 (en) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011224988A (en) * | 2010-03-30 | 2011-11-10 | Ube Industries Ltd | Laminated tube |
| JP2011231167A (en) * | 2010-04-26 | 2011-11-17 | Ube Industries Ltd | Polyamide resin for automobile component or for electric/electronic component, having small density change by heat treatment |
| WO2012043640A1 (en) * | 2010-09-30 | 2012-04-05 | 宇部興産株式会社 | Polyamide resin composition and molded article comprising same |
| JP2012072339A (en) * | 2010-09-30 | 2012-04-12 | Ube Industries Ltd | Polyamide resin composition |
| CN102147034B (en) * | 2010-02-09 | 2013-01-09 | 李爱军 | Manufacture method of cable holder stand column |
| WO2013108344A1 (en) * | 2012-01-18 | 2013-07-25 | 宇部興産株式会社 | Resin composition, and composition containing polyamide resin and glass fibers |
| JP2013245258A (en) * | 2012-05-24 | 2013-12-09 | Ube Industries Ltd | Composition containing polyamide resin and glass fiber |
| WO2018036607A1 (en) * | 2016-08-22 | 2018-03-01 | S-Techs Gmbh | Polymer material comprising at least one different doping element, uses and production method |
| WO2018147315A1 (en) * | 2017-02-09 | 2018-08-16 | 東洋紡株式会社 | Conductive polyamide resin composition |
| WO2019087961A1 (en) * | 2017-10-30 | 2019-05-09 | 株式会社クラレ | Waterproof component and electronic equipment provided with same, method for waterproofing insert molded body, and method for waterproofing electronic equipment |
| EP3536477A4 (en) * | 2016-11-04 | 2020-04-29 | Sanpura Co., Ltd. | Method for producing metal-imitating resin molded member, metal-imitating resin molded member and use of metal-imitating resin molded member |
| WO2022001056A1 (en) * | 2020-06-29 | 2022-01-06 | 金发科技股份有限公司 | Polyamide composition, and preparation method therefor and application thereof |
| WO2022001055A1 (en) * | 2020-06-29 | 2022-01-06 | 金发科技股份有限公司 | Polyamide composite material, preparation method therefor, and application thereof |
| CN114231023A (en) * | 2021-12-27 | 2022-03-25 | 中广核俊尔(浙江)新材料有限公司 | Low-cost, low-water-absorption and easy-to-mold PA/PET alloy material and preparation method thereof |
| CN115785660A (en) * | 2022-11-17 | 2023-03-14 | 广东格瑞新材料股份有限公司 | High-temperature-resistant nylon composite material applied to dust prevention of lens module and preparation method |
| CN116239885A (en) * | 2023-02-27 | 2023-06-09 | 山西泰宝密封技术有限公司 | Low-warpage polyamide modified material, mine truck oil cylinder guide ring and preparation process thereof |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05506466A (en) * | 1990-02-20 | 1993-09-22 | エクソン・ケミカル・パテンツ・インク | oxygen barrier |
| JPH07228689A (en) * | 1994-02-16 | 1995-08-29 | Kuraray Co Ltd | Polyamide resin |
| JP2004083817A (en) * | 2002-08-29 | 2004-03-18 | Kuraray Co Ltd | Polyamide |
| JP2006057033A (en) * | 2004-08-23 | 2006-03-02 | Ube Ind Ltd | Material with low water absorbency |
| WO2008072754A1 (en) * | 2006-12-11 | 2008-06-19 | Ube Industries, Ltd. | Polyamide resin |
| WO2008123531A1 (en) * | 2007-03-27 | 2008-10-16 | Ube Industries, Ltd. | Method for production of polyamide resin |
| WO2008123534A1 (en) * | 2007-03-27 | 2008-10-16 | Ube Industries, Ltd. | Molding material for fuel component and fuel component using the same |
-
2009
- 2009-06-10 WO PCT/JP2009/060979 patent/WO2009151145A1/en active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05506466A (en) * | 1990-02-20 | 1993-09-22 | エクソン・ケミカル・パテンツ・インク | oxygen barrier |
| JPH07228689A (en) * | 1994-02-16 | 1995-08-29 | Kuraray Co Ltd | Polyamide resin |
| JP2004083817A (en) * | 2002-08-29 | 2004-03-18 | Kuraray Co Ltd | Polyamide |
| JP2006057033A (en) * | 2004-08-23 | 2006-03-02 | Ube Ind Ltd | Material with low water absorbency |
| WO2008072754A1 (en) * | 2006-12-11 | 2008-06-19 | Ube Industries, Ltd. | Polyamide resin |
| WO2008123531A1 (en) * | 2007-03-27 | 2008-10-16 | Ube Industries, Ltd. | Method for production of polyamide resin |
| WO2008123534A1 (en) * | 2007-03-27 | 2008-10-16 | Ube Industries, Ltd. | Molding material for fuel component and fuel component using the same |
Non-Patent Citations (1)
| Title |
|---|
| MACROMOLECULES, vol. 31, 1998, pages 3912 - 3924 * |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102147034B (en) * | 2010-02-09 | 2013-01-09 | 李爱军 | Manufacture method of cable holder stand column |
| JP2011224988A (en) * | 2010-03-30 | 2011-11-10 | Ube Industries Ltd | Laminated tube |
| JP2011231167A (en) * | 2010-04-26 | 2011-11-17 | Ube Industries Ltd | Polyamide resin for automobile component or for electric/electronic component, having small density change by heat treatment |
| US9624416B2 (en) | 2010-09-30 | 2017-04-18 | Ube Industries, Ltd. | Polyamide resin composition and molded article comprising the same |
| JP2012072339A (en) * | 2010-09-30 | 2012-04-12 | Ube Industries Ltd | Polyamide resin composition |
| CN103140552A (en) * | 2010-09-30 | 2013-06-05 | 宇部兴产株式会社 | Polyamide resin composition and molded article comprising the same |
| US9177692B2 (en) | 2010-09-30 | 2015-11-03 | Ube Industries, Ltd. | Polyamide resin composition and molded article comprising the same |
| WO2012043640A1 (en) * | 2010-09-30 | 2012-04-05 | 宇部興産株式会社 | Polyamide resin composition and molded article comprising same |
| WO2013108344A1 (en) * | 2012-01-18 | 2013-07-25 | 宇部興産株式会社 | Resin composition, and composition containing polyamide resin and glass fibers |
| JP2013245258A (en) * | 2012-05-24 | 2013-12-09 | Ube Industries Ltd | Composition containing polyamide resin and glass fiber |
| AU2016421086B2 (en) * | 2016-08-22 | 2021-11-18 | S-Techs Gmbh | Polymer material comprising at least one different doping element, uses and production method |
| WO2018036607A1 (en) * | 2016-08-22 | 2018-03-01 | S-Techs Gmbh | Polymer material comprising at least one different doping element, uses and production method |
| RU2720785C1 (en) * | 2016-08-22 | 2020-05-13 | С-Текс Гмбх | Polymer material comprising one or more different alloying elements, use and method of producing thereof |
| EP3536477A4 (en) * | 2016-11-04 | 2020-04-29 | Sanpura Co., Ltd. | Method for producing metal-imitating resin molded member, metal-imitating resin molded member and use of metal-imitating resin molded member |
| WO2018147315A1 (en) * | 2017-02-09 | 2018-08-16 | 東洋紡株式会社 | Conductive polyamide resin composition |
| WO2019087961A1 (en) * | 2017-10-30 | 2019-05-09 | 株式会社クラレ | Waterproof component and electronic equipment provided with same, method for waterproofing insert molded body, and method for waterproofing electronic equipment |
| EP3705257A4 (en) * | 2017-10-30 | 2021-03-03 | Kuraray Co., Ltd. | Waterproof component and electronic equipment provided with same, method for waterproofing insert molded body, and method for waterproofing electronic equipment |
| US11969924B2 (en) | 2017-10-30 | 2024-04-30 | Kuraray Co., Ltd. | Waterproof component and electronic equipment provided with same, method for waterproofing insert molded body, and method for waterproofing electronic equipment |
| WO2022001056A1 (en) * | 2020-06-29 | 2022-01-06 | 金发科技股份有限公司 | Polyamide composition, and preparation method therefor and application thereof |
| WO2022001055A1 (en) * | 2020-06-29 | 2022-01-06 | 金发科技股份有限公司 | Polyamide composite material, preparation method therefor, and application thereof |
| CN114231023A (en) * | 2021-12-27 | 2022-03-25 | 中广核俊尔(浙江)新材料有限公司 | Low-cost, low-water-absorption and easy-to-mold PA/PET alloy material and preparation method thereof |
| CN114231023B (en) * | 2021-12-27 | 2023-10-31 | 中广核俊尔(浙江)新材料有限公司 | Low-cost, low-water-absorption and easy-molding PA/PET alloy material and preparation method thereof |
| CN115785660A (en) * | 2022-11-17 | 2023-03-14 | 广东格瑞新材料股份有限公司 | High-temperature-resistant nylon composite material applied to dust prevention of lens module and preparation method |
| CN115785660B (en) * | 2022-11-17 | 2024-01-30 | 广东格瑞新材料股份有限公司 | High-temperature-resistant nylon composite material applied to dust prevention of lens module and preparation method thereof |
| CN116239885A (en) * | 2023-02-27 | 2023-06-09 | 山西泰宝密封技术有限公司 | Low-warpage polyamide modified material, mine truck oil cylinder guide ring and preparation process thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009151145A1 (en) | Novel polyamide resin composition and polyamide resin-containing product | |
| JP5876402B2 (en) | Polyamide hollow body with improved impact resistance | |
| JP5290545B2 (en) | Multi-layer composite in the form of an extruded hollow section | |
| US6900272B2 (en) | Resin structure | |
| EP2512793B1 (en) | Multilayer structures comprising a barrier layer and their use to convey fluids | |
| JP6242339B2 (en) | Semi-aromatic polyamide resin composition, molded article, and method for producing semi-aromatic polyamide | |
| JP6423365B2 (en) | Semi-aromatic polyamide resin composition and molded product thereof | |
| WO2013061650A1 (en) | Polyamide resin composition | |
| JP2004203012A (en) | Laminated structure | |
| US20150291794A1 (en) | Composition containing a semi-aromatic copolyamide, a polyolefin and a copper heat stabilizer, preparation thereof and uses thereof | |
| JP2015155543A (en) | plastic container and conduit | |
| JP2014141630A (en) | Polyamide resin composition | |
| US20160271920A1 (en) | Multilayer composite comprising layers of partly aromatic polyamides | |
| US10427390B2 (en) | Multilayer composite comprising a polyester layer | |
| JP5577576B2 (en) | Polyamide resin molded parts having liquid or vapor barrier properties, fuel tank parts, fuel tubes, joints for fuel piping, quick connectors, and fuel piping parts | |
| JP2018009158A (en) | Fiber-reinforced polyamide resin composition and molded article thereof | |
| JP2011202069A (en) | Tube material and resin molded article | |
| WO2021157606A1 (en) | Polyamide resin composition | |
| JP2004059757A (en) | Resin composition | |
| JP7542519B2 (en) | Tube and polyamide resin composition | |
| CN114008138B (en) | Resin composition and resin molded article formed from the same | |
| JP2013095800A (en) | Polyamide resin composition for fuel piping component and fuel piping component obtained by molding the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09762571 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 09762571 Country of ref document: EP Kind code of ref document: A1 |