United States Patent 1191 Loomans 1 Aug. 19, 1975 CONTINUOUS MIXING AND/OR 2,674,104 4/1954 Street 259/6 ux KNEADNG MACHINE WITH CO WIPING 3,104,420 9/1963 Selbach I 1 v 259/192 3,254,367 6/1966 Erdmenger. 259/192 SINGLE LEAD SCREWS 3,618,902 11/1971 Brennan 259 104 x lnventor: Bernard A. Loomans, Saginaw,
Mich.
Assignee: Baker Perkins, Inc., Saginaw, Mich.
Filed: Oct. 29, 1973 Appl. No.: 410,352
US. Cl... 259/192; 259/DIG. 13 Int. Cl 1329b 1/10 Field of Search.. 259/6, 191, 192, 193, DIG. 8, 259/D1G. 13; 416/122, 176, 234; 425/204, 208; 159/2 E References Cited UNITED STATES PATENTS Primary E.raminer1-1arvey C. l-lornsby Assistant E.\'aminerAlan Cantor Attorney, Agent, or FirnzLearman & McCulloch [57] ABSTRACT A machine incorporating a pair of worm shafts, journaled in a mixer housing between an inlet and outlet port, and wherein single-lead worm portions on the shaft, for substantially 180 of screw extent, provide a sloping profile from a land section of maximum radial extent which wipes the barrel to a root portion of minimum radial extent for wiping the mating worm portiori. Each such sloping profile is broken by a radially projecting hump.
9 Claims, 4 Drawing Figures PATENTED AUB 1 9 I975 ILAND FIG.4
CONTINUOUS MIXING AND/OR KNEADING MACHINE WITH CO-WIPING SINGLE LEAD SCREWS BACKGROUND OF THE INVENTION A mixer incorporating double lead screws in cowiping, mating relationship forms the subject matter of the present assignees US. Pat. No. 3,423,074, granted Jan. 21, 1969. In this patent a plurality of progressively angularly displaced lenticular paddles are provided which continuously wipe the walls of the barrel interior, and also their own radial surfaces, so that all product contacting surfaces of the mixer are continually wiped clean during the operation of the mixer. Transition surfaces are employed to join the 180 out-ofphase adjacent paddles and the materials being mixed are subjected to an intense shearing and kneading action. In such mixers, for given screw leads and diameters, and a fixed center to center distance of the shafts, the land widths are also fixed. This is also true when prior art single-lead screws of which I have knowledge are employed. To more effectively process various materials which cannot be efficiently processed in such prior art machinery, and particularly to provide a versatile design wherein the width of the land can be varied, without necessitating change of the other parameters, to suit the material being processed, I have invented a new machine and discovered that better results can be obtained in the processing of various materials with mating single-lead screws of the character to be presently described in detail.
SUMMARY OF THE INVENTION Briefly, the invention is concerned with the provision of self-cleaning, single-lead, substantially intermeshing worms extending in a mixer barrel between an inlet and outlet, and wherein for substantially 180 of axial screw extent, the profile presented comprises, in a downstream direction, a sloping profile leading from a land or thread section of maximum radial extent which wipes the barrel to a root portion of minimum radial extent which wipes the adjacent worm, each such sloping profile being interrupted by a radially projecting continuously helically extending hump having the same lead and pitch as the land or thread.
DESCRIPTION OF THE DRAWINGS FIG. 1 is a schematic, sectional side elevational view ofa mixing or kneading machine formed in accordance with the invention, the gap between the mating screw or worm sections shown being exaggerated in the inter est of clarity of illustration;
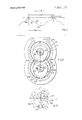
FIG. 2 is a transverse sectional view, taken on the line 2-2 of FIG. 1, the same gap also being shown as considerably enlarged;
FIG. 3 is a schematic transverse sectional view through one of the screws at any point along its axis, with the arrows illustrating the manner of achieving the screw configuration; and
FIG. 4 is a schematic view illustrating a typical profile ofa worm configured in accordance with the invention.
DESCRIPTION OF THE PREFERRED EMBODIMENT Referring now more particularly to the accompanying drawings, and in the first instance to FIGS. 1 and 2, a mixer housing, generally designated and in the shape of a figure 8, is shownin FIG. 2 as forming an upper mixing chamber ll andla lower communicating mixing chamber 12. The mixer barrel or casing 10 includes a hopper or chute portion 13 leading to a material charging opening 14' at one end, and the opposite end of the barrel 10 may be open as at 15 to provide a discharge opening. Commercial machines of this type, which include side and bottom discharge openings as well, are disclosed in other patents such as the present assignees US. Pat. No. 3,195,868, granted July 20, 1965, wherein a jacketed barrel 10 is shown in detail, and it is to be understood that the barrel or casing illustrated in this application is intended as a schematic representation only. At the discharge end of the casing, a flange 10a is provided to permit the attachmentof a discharge housing or casing which may include extruding worm portions, forming extensions of the axially extending mixing shafts l6 and 17 onwhich the worm or screw portions, generally designated 18 and 19 respectively, are provided. The shafts l6 and 17 are schematically shown as driven at the same speed and in the same direction of rotation by gears 16a and 17a, driven by a gear G connected with a suitable electric motor (not shown) in the usual manner.
The identical mating worm sections 18 and 19, which are incorporated with shafts 16' and 17, may be integral portions of shafts l6 and 17 machined to the configuration indicated, or may comprise sleeve portions keyed to the shafts 16 and 17 as at 180 and 19a. Each of the worm sections 18 and 19 has an x coordinate axis and a y coordinate axis, as shown in FIG. 3, which juncture at the axis of rotation a of shafts l6 and 17. As FIG. 2 particularly indicates, the worm sections 18 and 19 are angularly in phase and are not displaced as are the paddle sections in US. Pat. No. 3,423,074.
Each of the worms l8 and 19 are identical and a transverse section taken anywhere through the worms would have disclosed lobular sections having the configuration indicated in FIGS. 2 and 3. Considering, then, only the lower worm portion 19, since the portion 18 is identical, it will be observed that the worm (in transverse cross-section) is made up of a major lobular section 20 on one side of the x coordinate in FIG. 3 and a minor lobular section 21, on the upper side of the x coordinate in FIG. 3. The section 20 includes a land portion 20a and flank portions 20b. The lobular section 21 includes compositely arced portions 21a, which are formed in a manner to be presently described. In profile (see FIGS. 1 and 4), for each of screw extent (or half lead) it will be noted that the profile line slopes as at 22 in a downstream direction from the land 20a to a profile root portion 21b of minimum radial extent, the slope of profile line 22 being broken, however, by a profile hump 23 which projects radially outwardly. As FIGS. 1 and 4 also indicate, the succeeding 180, or half lead axial distance, of screw extent is a reverse mirror image of the configuration described and accordingly the same numerals have been used to indicate like parts. Succeeding 360 of screw extent or lead distances, representing the distance between centers of the lands in profile are identical.
Referring now more particularly to FIG. 3, it will be noted that the continuously helically extending land or thread 20a is formed in the desired width by taking an are about a radius R1 from the axis of revolution a. The flanks 2012 may be'formed by taking arcs from points h and c equidistantly spaced from the axis of radiation :2,
on the x coordinate in FIG. 3 about radii R2. The flanks 21a, it should be observed, are made up of a central portion s formed by striking an arc from the axis of rotation a about a radius R3, mid-portions t formed by striking arcs from the edges d of land 20a about radii R4, and end portions u formed by striking arcs about radii R5 taken from the points b and c. The screw por tions 18 and 19 are substantially machined to this configuration. It is to be understood that the screw can be cut using a single end mill type cutter without undercutting the continuously helically extending hump 23 or may be cut with other suitable tools. A computer program can be utilized to generate the requisite number of coordinate points and associated data for use in plotting the screw profile on an automatic drafting machine and for generating a tape for a tape mill which can cut the toolneeded to make the desired screw.
For fixed lead and fixed diameter screws, and with a fixed screw center-to-center distance v, it is possible to provide a land of desired width dependent upon the material being processed. For instance, the lands can be narrow enough so that, at the temperatures at which the material is processed, the amount of frictional heat generated by the lands is held below a value which would undesirably affect the operation to be performed, while at the same time, providing sufficient bearing surface between the screw lands and the barrel interior surface to properly support the shafts l6 and 17 and worms l8 and 19 within the barrel or housing 10.
With the screw profile which has been described, the land width can be set at any value between 0 and a maximum alpha angle (see FIG. 3) of 90, and this can be done without otherwise varying the configuration of the screws 18 and 19. Standard mixers wherein the lead and diameter of the screws is fixed and the center-tocenter distance v between the axis a of the shafts 16 and 17 is fixed, can thus process a wide variety of materials. ln processing polyester material, for instance, which easily degrades land widths will have to be narrower than if other less critical materials are to be processed. Essentially the same machine (with a different land width) can be used, however, and a new machine need not be engineered to process each material.
It is to be understood that the gap, which generally will amount to a few thousandths of an inch clearance, is uniform between the screw surfaces over the axial length of the screws. More or less gap may be required between the lands of the screws and the interior of the barrel than between the screws themselves dependent upon the operation to be performed. In FIGS. 1 and 2, the gap is exaggerated and shown as greater than the gap between the screws and the barrel interior surface.
It is to be understood that the drawings and descriptive matter are in all cases to be interpreted as merely illustrative of the principles of the invention, rather than as limiting the same in any way, since it is contemplated that various changes may be made in various elements to achieve like results without departing from the spirit of the invention or the scope of the appended claims.
What is claimed is:
I. In kneading and like machines: a barrel leading in a downstream direction from inlet means to outlet means provided therein; at least a pair of substantially axially parallel shafts extending in said barrel; means for revolving said shafts at substantially the same speed in the same direction of rotation; single-lead, cowiping, mating, screw portions incorporated with each shaft which in axial cross-section for substantially of screw extent provide a sloping profile from a land section of maximum profile radial extent which wipes said barrel to a portion of minimum profile radial extent; each said sloping profile being interrupted by a radially projecting hump; said land and hump extending continuously helically on each screw portion for the 180 of screw extent.
2. The machine as set forth in claim 1 wherein the immediately following screw portions on each shaft, in axial cross-section, for substantially 180 of screw extent, comprise mating co-wiping single-lead sections providing, in a downstream direction, sloping profiles from said portions of minimum radial extent back to said land portions, each said latter sloping profile being broken by one of said radially projecting humps.
3. The machine as set forth in claim 2 wherein the first 360 portion of screw extent on each shaft is followed by identically profiled portions of 360 screw extent.
4. The machine as set forth in claim 1 wherein said screw portions on their respective shafts are aligned so that in a transverse cross-sectional view, the land sections on the respective shafts are in like angular position.
5. The machine as set forth in claim 4 wherein the screw portions on each shaft in transverse cross-section each comprise a lobular body having a first section on oen side of an .r coordinate taken through the axis of revolution of the shaft when the lobular body is vertically disposed and a second section of lesser radial extent on the opposite side of said x coordinate.
6. The machine as set forth in claim 5 wherein said first section includes a land for wiping the barrel and flanks substantially generated by radii which extend on opposite sides of the axis of revolution from axes of generation located equal distances from the y coordinate on the said x coordinate.
7. The machine as set forth in claim 6 wherein said second section comprises a lobe portion having arcuate parts substantially formed by radii taken from points on the opposite edges of the land as axes of generation.
8. The machine as set forth in claim 6 wherein said second section has portions joining to said first section which are profiled by radii taken substantially from the said axes of generation located on the .r coordinate and the central portion is formed according to a profile generated substantially by a radius extending from the axis of revolution.
9. The machine as set forth in claim 5 wherein said land comprises an arcuate crest substantially generated by a radius extending from the axis of revolution as an axis of generation.
UNITED STATES PATENT OFFICE CERTIFICATE OF CORRECTION Patent No. 3,900,187 Dated Auqust 19, 1975 lnventor(s) Bernard A. Loomans It is certified that error appears in the above-identified patent and that said Letters Patent are hereby corrected as shown below: 0
. Column 4, line 33, change "4" to --3-; line 36, change "oen" to --one.
Column 4, claim "7" in its entirety, should be --8-.
Column 4, claim "8" in its entirety, should be 9.
Column 4, claim "9" in its entirety, should be -7--.
Signed and Scaled this Twenty-first Day Of December 1976 [SEAL] Altest:
RUTH C. MASON C. MARSHALL DANN Altesting Officer Commissioner nflatenls and Trademarks